

Plastic Molding Module
(Cat. No. 1771-QDC)
Inject Mode
Important User Information
Because of the variety of uses for the products described in this publication,
those responsible for the application and use of this control equipment must
satisfy themselves that all necessary steps have been taken to assure that
each application and use meets all performance and safety requirements,
including any applicable laws, regulations, codes and standards.
The illustrations, charts, sample programs and layout examples shown in
this guide are intended solely for purposes of example. Since there are
many variables and requirements associated with any particular installation,
Allen-Bradley does not assume responsibility or liability (to include
intellectual property liability) for actual use based upon the examples shown
in this publication.
Allen-Bradley publication SGI-1.1, Safety Guidelines for the Application,
Installation, and Maintenance of Solid State Control (available from your
local Allen-Bradley office), describes some important differences between
solid-state equipment and electromechanical devices that should be taken
into consideration when applying products such as those described in this
publication.
Reproduction of the contents of this copyrighted publication, in whole or in
part,
without written permission of Allen-Bradley Company, Inc. is prohibited.
Throughout this manual we use ATTENTION and Important to alert you
to the following:
ATTENTION: Tells readers where people may be hurt,
machinery may be damaged, or economic loss may occur, if
procedures are not followed properly.
ATTENTION helps you:
- identify a hazard
- avoid the hazard
- recognize the consequences
Important: Identifies information that is especially important for successful
application and understanding of the product.
Important: We recommend that you frequently back up your application
programs on an appropriate storage medium to avoid possible data loss.
PLC is a registered trademark of Allen-Bradley Company, Inc.
PanelView, and PanelBuider are trademarks of Allen-Bradley Company, Inc
Summary of Changes
Summary of Changes
Summary of Changes
We revised this publication to include changes due to upgrading the
1771-QDC/B module to a 1771-QDC/C.
For These Changes Refer to Page(s)
Lossofsensor detection
input range changed back to 0.00 to 10V dc
Added the section, Record I/O Ranges.
Added the title Ground and Shield Your I/O Devices to
better describe the task.
Reversed the order of chapters 3 and 4 to present the
download procedure for the MCC block before the
download procedure for the other data blocks.
Revised the download procedure for the MCC block
(chapter 3) and for other command blocks (chapter 4).
Added data codes to Profile Block worksheets. Chapter 8 and Appendix A
Placed 2page worksheets on facing pages Chapters 7 and 8
Minor corrections as found
35, 310
A3, A4
21
29
Chapters 3 and 4
To Help You Find Changes
To help you find these changes, we added change bars as shown to the left.
Table of Contents
Summary of Changes 11. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Use This Preface P1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Manual
Objectives
Audience P2
Use
Related
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
of T
erms P2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Publications
Overview of Inject Mode 11. . . . . . . . . . . . . . . . . . . . . . . . . .
P1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
P4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Chapter
Inject Mode Operation 11
Objectives
11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Install the QDC Module 21. . . . . . . . . . . . . . . . . . . . . . . . . . .
Chapter
Record
Set Module Jumper Plugs 22
Key Your I/O Chassis 25
Install
Wire
Ground and Shield Your I/O Devices 29
Plan for EStops and Machine Interlocks 211
Configure the QDC Module'
Chapter
Use Worksheets to Select Module Parameters and I/O Ranges 31
Determine Initial Sensorconfiguration Values 34
Download
Use SetOutput Operation to Move the Ram (Screw) 38
Complete Your Sensor Configuration 39
Select
Objectives
I/O Ranges
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
the QDC Module
the QDC Module
Objectives
MCC V
Optional Configurations
alues to the QDC Module
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . .
s I/O
. . .
. . . . . . . . . . . . . . . .
. . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . .
21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
31. . . . . . . . . . . . . . . . . . . .
31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
36. . . . . . . . . . . . . . . . .
314. . . . . . . . . . . . . . . . . . . . . . . . . .
Overview of Remaining Configuration Procedures 41. . . . . .
Chapter
Configuration Concepts 41
Special Command and Status Blocks 42
Overview of Remaining Configuration Procedures 43
Enter Data Table Values and Download Command Blocks 44
Objectives
41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . .
. . . . . . .
Table of Contentsii
Jog Your Machine 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Chapter
About Jogging 51
Use These Worksheets 51
Determine
Write Ladder Logic 55
Jog Your Ram (Screw) 57
Configure Jogs for the Clamp and Ejector 57
Write Ladder Logic to Assist with Clamp & Eject Jogs 59
Jog Your Clamp and Ejector 510
Objectives
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Initial Jog V
51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
alues 52. . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . .
. . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Select Command and Status Bits to Sequence
Machine Operation 61. . . . . . . . . . . . . . . . . . . . . . . . . . .
Chapter
Assess Your Logic Requirements 61
Use
Load
Chapter
Use These Worksheets 72
Procedure
Determine
Select the T
Set Values for Expert Response CompensationE (ERC) 715
Determine Unselected Valve Setoutput Values 715
Set Your Acceleration/Deceleration Ramp Rates 717
Determine Setoutput Values for End of Profiles 718
Set Pressure Control Limits 719
Set V
Set
Set
Enter and Download your Worksheet Values 726
Objectives
. . . . . . . . . . . . . . . . . . . . . . . .
Command and Status Bit T
Initial Configuration V
Objectives
to Determine and Enter Initial V
Bit Selections: Assign Module Outputs
for Your Control Valves 712. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ype of PID Algorithm
elocity Control Limits
RPM Control Limits
Profile T
and Watchdog Timer Preset 725
uning Constants, PressureAlarm Setpoints,
ables 62. . . . . . . . . . . . . . . . . . . . . .
alues 71. . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
alues 712. . . . . . . . . . . . . .
. . . . . . . .
. . . . . . . . . . . . . . .
. . . . . . . . . . . . . .
. . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
71. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
714. . . . . . . . . . . . . . . . . . . . . . . . .
722. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
723. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Load
Initial Profile V
Chapter
Use These Worksheets 81
Determine and Record Setpoints for the Injection Profile (IPC) 82
Determine Bit Selections for Worksheet 8A 84
Determine Word Values for Worksheet 8A 85
Enter and Download your Worksheet Values 89
Determine and Record Setpoints for the Pack/Hold Profile (HPC) 89
Determine Bit Selections for Worksheet 8B 812
Objectives
alues 81. . . . . . . . . . . . . . . . . . . . . . . . .
81. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . .
. . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
. .
. . . . . . . . . . . . . . . . .
Table of Contents iii
Determine Word Values for Worksheet 8B 814. . . . . . . . . . . . . . . . . .
Enter and Download your Worksheet Values 815
Determine and Record Setpoints for Plastication Profile (PPC) 816
Determine Bit Selections for Worksheet 8C 818
Determine Word Values for Worksheet 8C 819
Enter and Download your Worksheet Values 822
. . . . . . . . . . . . . . . .
. . . .
. . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
Span Your V
Chapter
Referenced Worksheets 91
Span Your Injection Pressure Valve 92
Span Your Injection V
Span Your Pack and Hold Pressure Valves 913
Span Your Plastication Pressure Valve 920
Span Y
alves 91. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Objectives
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . .
elocity V
our Plastication RPM V
alve 97. . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . .
alve 925. . . . . . . . . . . . . . . . . . . . . . . .
91. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Tune Your Machine for Producing Parts 101. . . . . . . . . . . . . . .
Chapter
Closedloop Control 102
Tune Closedloop Pressure Control 102
Tune Closedloop V
Tuning Considerations for Production Parts 108
Profile Requirements 108
Cushion, Shot Size, and T
Unselected Valve Setoutput Values 1013
Logical Bridges and Endofprofile Setoutput Values 1015
Decompression Pullback 1016
Acceleration and Deceleration Ramp Rates 1016
Watchdog T
Pressure
Pressurelimited
Expert Response Compensation 1021
Objectives
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
elocity Control
imer and Profile Of
Alarm Setpoints
Injection V
. . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ransition Setpoints
. . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . .
fsets 1018. . . . . . . . . . . . . . . . . . . . . . .
elocity vs. Position
. . . . . . . . . . . . . . . . . . . . . . . . .
101. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
105. . . . . . . . . . . . . . . . . . . . . . . .
1011. . . . . . . . . . . . . . . .
1018. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1019. . . . . . . . . . . . . . .
Troubleshoot with LEDs 111. . . . . . . . . . . . . . . . . . . . . . . . . .
Chapter
Use LEDs to Troubleshoot Your QDC Module 111
Module
Objectives
Calibration
111. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
112. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Blank Worksheets A1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Use This Preface
Preface
Manual
Objectives
Use this preface to familiarize yourself with this manual so you can use it
effectively. This manual shows you how to apply the QDC module to your
molding machine in the minimum length of time.
Since this manual is task oriented, we recommend that you perform these
tasks in the following order:
Perform this task: As discussed in this
Browse through the entire manual to become familiar with its
contents.
Overview the inject process. This presents an overview on
how the QDC module controls the inject phase of your injection
molding system.
Install the QDC module. This includes such tasks as wiring
and setting jumpers.
Configure the QDC module mode to match your specific
application, and to communicate with inputs and outputs.
Overview of remaining configuration procedures that you will
perform throughout the remainder of this manual.
Jog the ram (screw). This task requires jog setpoints to be
configured along with jog pressure alarm setpoints.
Set up communications between your PLC5 processor and
the QDC module. Select command and status bits that you will
use when writing your ladder logic.
Load your initial configuration values to the QDC module. This
task requires you to determine and enter values into
configuration blocks in preparation for chapter 9.
Load your initial machine profile setpoints to the QDC module.
This is performed in preparation for chapter 9.
Span your machine's valves for inject mode. This is done
using setoutput and openloop control.
Tune your machine for producing parts. Chapter 10
Troubleshoot problems that may occur with the QDC module. Chapter 11
Refer to this appendix for a blank copy of each worksheet
contained in this manual.
chapter:
All chapters
Chapter 1
Chapter 2
Chapter 3
Chapter 4
Chapter 5
Chapter 6
Chapter 7
Chapter 8
Chapter 9
Appendix A
P-1
Preface
Audience
Use
of T
erms
In order to apply the QDC module to a molding machine, we assume that
you are an:
injection molding professional
experienced programmer with Allen-Bradley PLC-5 processors
hydraulics designer or technician
We use these abbreviations:
Abbreviated Name: Item
QDC module 1771QDC Plastic Molding Module
PLC processor
T45 or T47
T50 or T53 terminal
ProSet 600 Software
PanelView Terminal
PLC5 Processor
1784T45 or T47
1784T50 or T53 Industrial Terminal
6500PS600
ProSet 600 Injection Molding Operator Interface Software
2711KC1 PanelView Operator Interface Terminal
The next table presents other terms we commonly use in this manual:
Term: Definition:
Selected Valve In multivalve systems, depending on the configured profile, the QDC
module controls one valve and presets the setting of the remaining
valves to produce moldingmachine profiles. We call the valve being
controlled by the QDC module's algorithms the selected valve.
Unselected Valves In multivalve systems, depending on the configured profile, the QDC
module controls one valve and presets the remaining valves to
produce moldingmachine profiles. We call the valves that are preset
with an open loop percentage setpoint the unselected valves.
Profile A group of mold/part setpoints which define a given machine operation
to the QDC module.
Command Blocks
Status Blocks Data blocks used by the QDC module to relay information to the
Profile Block Command block containing mold/part setpoints.
Configuration Block Command block containing machine setpoints.
Direct Acting Valve An analog control valve that delivers increasing velocity or pressure
Reverse Acting Valve An analog control valve that delivers increasing velocity or pressure
Data blocks downloaded from the PLC5 data table to the QDC
module to make configuration changes or to initiate machine actions.
PLC5 processor about the QDC module's current operating status.
with increasing signal input.
with decreasing signal input.
P-2
Preface
Command Blocks
Command blocks provide the parameters that control machine operation.
They are transferred from the PLC processor to the QDC module by means
of block transfer write (BTW) instructions in software ladder logic. Their
abbreviations are:
Acronym: Description:
MCC Module Configuration Block
JGC Jog Configuration Block
INC Injection Configuration Block
IPC Injection Profile Block
PKC Pack Configuration Block
HDC Hold Configuration Block
HPC Pack/Hold Profile Block
PRC Predecompression Configuration Block
PLC Plastication Configuration Block
PPC Plastication Profile Block
PSC Postdecompression Configuration Block
DYC Dynamic Command Block
RLC
Inject ERC Values Command Block
Status Blocks
Status blocks report current status of molding-machine operation. They
are returned from the QDC module to the PLC processor by means of
block transfer read (BTR) instructions in software ladder logic. Their
abbreviations are:
Acronym: Description:
SYS System Status Block
IPS Injection Profile Status Block
HPS Pack/Hold Profile Status Block
PPS Plastication Profile Status Block
RLS
Inject ERC Values Status Block
P-3
Preface
Word and bit Numbering
The QDC module stores data in command and status blocks. Each word
location in a command or status block is identified by an alphanumeric
code containing the block acronym and word number. For example, word
09 of the Module Configuration Command Block (MCC) is identified as
MCC09.
Identify bits in a word location by adding bit numbering to the abbreviated
word location. For example:
Specific: MCC09-B15 General: MCCxx-Byy
where:
MCC = Module Configuration Command Block
xx=word number (01-64)
B = bit identifier
yy = bit number (00-15)
Related
Publications
The following table lists documentation necessary for the successful
application of the QDC module:
Publication
17856.6.1 PLC5 Family Programmable
6200N8.001 6200 PLC5 Programming
17714.10 Application guide Select QDC module's mode of operation and
17716.5.86
17716.5.87
17716.5.93
17716.5.88 Plastic Molding Module
#:
Use this documentation: To:
Controller Installation Manual
Software Documentation Set
Plastic Molding Module,
1771QDC, User Manuals
1771QDC, Reference
Manual
Install the PLC processor and I/O modules.
Select instructions and organize memory
when writing ladder logic to run your machine
match it to your machine's hydraulics
Configure, program, install, and operate your
QDC module in other QDC modes of
operation
Program block transfers between PLC
processor and QDC. Also, information on
PLC5 data transfer logic.
P-4
Preface
Take time now to familiarize yourself with the Reference Manual,
publication 1771-6.5.88. The five sections, in brief, include:
summary of each data block used by the QDC module
(abbreviated command and status blocks)
programming error codes returned by the QDC module for each data
block, and recommended procedures to correct these errors
detailed listing and explanation of each command word and bit used by,
and each status word and bit returned from, the QDC module
operational, mechanical, electrical, and environmental specifications
about your module
instructions to help you calibrate your QDC module
If you purchased Pro-Set 600 software, you also need the following:
Publication
65006.5.11 ProSet 600 Software
65006.5.12 ProSet 600 Software
65006.5.13 ProSet 600 Software
65006.5.14 ProSet 600 Software
65006.5.15 ProSet 600 Software
#:
Use this documentation: To:
Designer's Guide
Assembly Manual
Overlay Installation Manual
Customization Manual
Reference Manual
Select the ProSet 600 software that matches
the requirements of your molding machine.
Transfer your ProSet 600 software from a
floppy to your hard drive. Add overlays into
your PLC5 and PanelView application files.
Install ProSet 600 overlays into your
application files to obtain desired features.
Customize your ProSet 600 application to
your machinecontrol requirements.
Support customizing your software control
system.
P-5
Chapter
Overview of Inject Mode
1
Chapter
Objectives
Inject Mode Operation
Inject Phase Description
Injection The ram (screw) injects plastic into the mold. You can vary the velocity of the ram (screw), or the pressure
This chapter presents an overview of the 1771-QDC Plastic Molding
Module in the Inject mode. We present a summary of Inject features
followed by sample applications.
Important: This manual assumes you have already read your Plastic
Molding Module Application Guide, publication 1771-4.10, and have
chosen Inject as your QDC module’s mode of operation.
The Inject mode controls the following actions of your molding machine:
Shoots hot plastic into the mold
Packs and holds the plastic until cured
Reloads for the next shot
When you select the Inject mode, you can use the following phases:
Table 1.A
of Inject Mode
Phases
driving it, to fill areas of the mold cavity at different rates to achieve uniform quality of the molded part.
This phase can be critical to part quality. The pattern of velocity or pressure variation during injection is
called the injection profile.
Transition Detects when injection is complete.
Pack
(optional)
Hold Holding lets the plastic cool and shrink slightly from the mold cavity in preparation for ejection. The affect
Pre-decompression
(optional)
Plastication The machine reloads by drawing plastic beads into the barrel containing the ram (screw). The mechanical
Post-decompression
(optional)
Packing pressurizes the plastic to a specified density which determines the flexibility of the molded part.
To achieve uniform density, you can release or increase pressure in steps according to cooling gradients
across the mold. Thus, as the plastic cools unevenly, the pack profile can compress the plastic uniformly.
is similar to packing. You can hold at predetermined pressures for predetermined lengths of time
throughout the hold phase.
This single, backward movement of the ram (screw) separates plastic solidifying in the mold from molten
cushion remaining in the barrel prior to plastication. This phase is also referred to as sprue break.
action of the rotating ram (screw) grinds and melts the beads. The longer it grinds, the hotter it melts. You
can vary the screw RPM or backpressure on the ram (screw) causing it to remain longer in an area. Thus,
you can induce any desired temperature gradient along the length of the shot.
This single, backward movement of the ram (screw) guards against drooling molten plastic into the open
mold during ejection prior to the next injection. This phase is also called melt pullback or suckback.
1-1
Chapter 1
Overview of Inject Mode
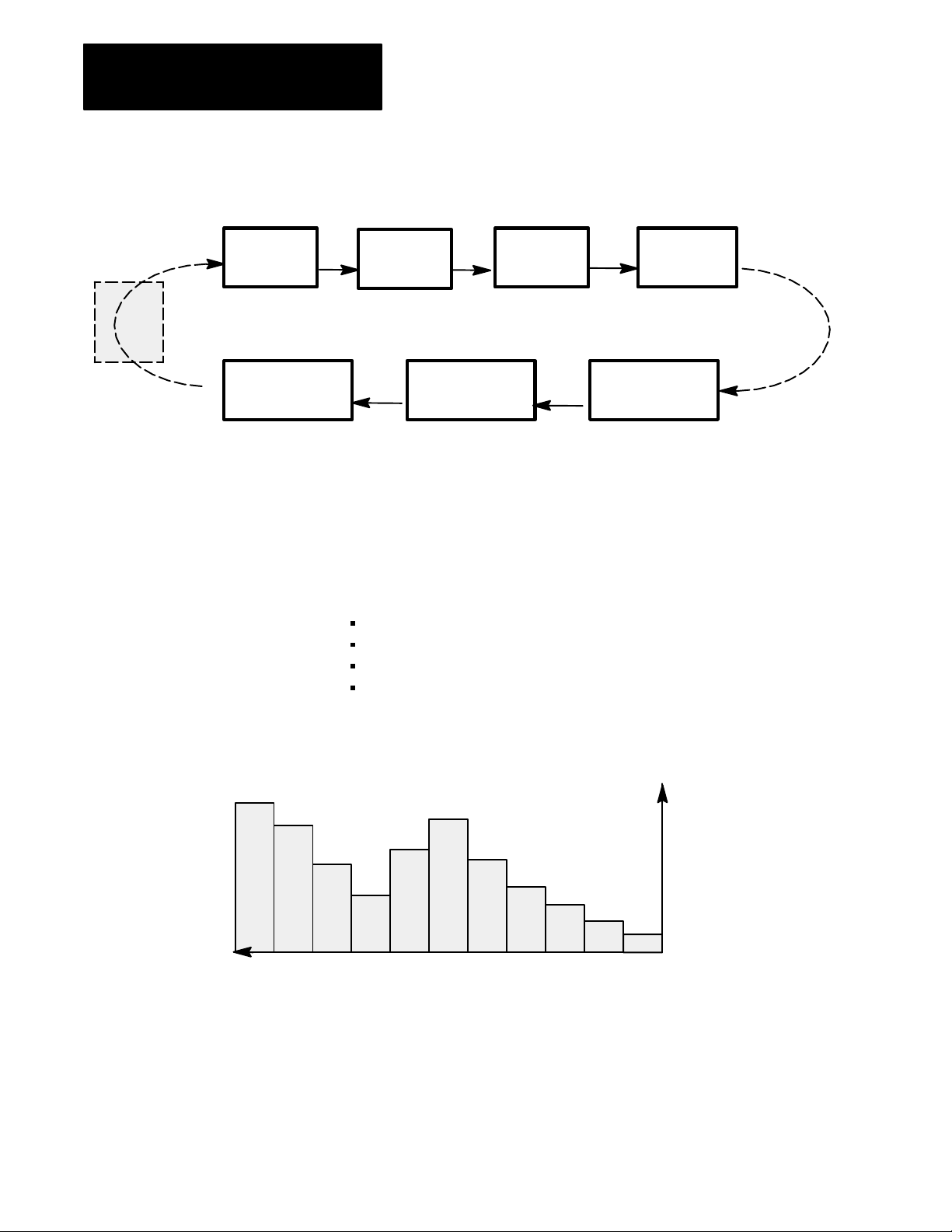
Figure 1.1
Operation of a T
Inject
ypical Machine Cycle
Clamp
& Eject
Operation
Injection Pack Hold
Post- PreDecompression Decompression
Transition to
Pack or Hold
Plastication
(Reload)
Injection Phase
You can vary the velocity of the ram (screw), or the pressure driving it, so
the leading edge of the melt moves through the mold cavity at the desired
speed. The pattern of velocity or pressure variation during injection is
called the injection profile. The QDC module lets you chose from four
different injection profiles:
velocity vs. position
pressure-limited velocity vs. position
pressure vs. position
pressure vs. time
1-2
11 10 9
Figure 1.2
Example
Injection Profile
87654321
Position or T
ime
Velocity
or
Pressure
You enter setpoints to create a profile. You can select from 1 to 11
segments of position or time. Segment numbers represent the order of
operation. By convention the ram (screw) injects plastic by moving from
right to left.
Chapter 1
Overview of Inject Mode
With this Profile
Velocity vs. Position Speed Length of the shot
Pressure-limited [1]
Velocity vs. Position
Pressure vs. Position Pressure Length of the shot
Pressure vs. Time Pressure Time for a shot
You Control Injection With up to 11 Segments
Speed, with a maximum
pressure
Distributed over the
Length of the shot
[1] Pressure-limited velocity vs. position profile differs from the velocity
vs. position profile as follows: During any segment of a pressure-limited
profile if the pressure exceeds a preset limit, the module switches to PID
pressure control with the pressure limit as the setpoint. Then if velocity
exceeds the velocity setpoint, the module returns to velocity control.
Example Benefits of Profiling an Injection Phase
The injection phase should force the melt through the mold as fast as
possible without flashing or burning the melt at a mold gate. Here are two
examples of how you can achieve this by profiling the injection phase.
5
43
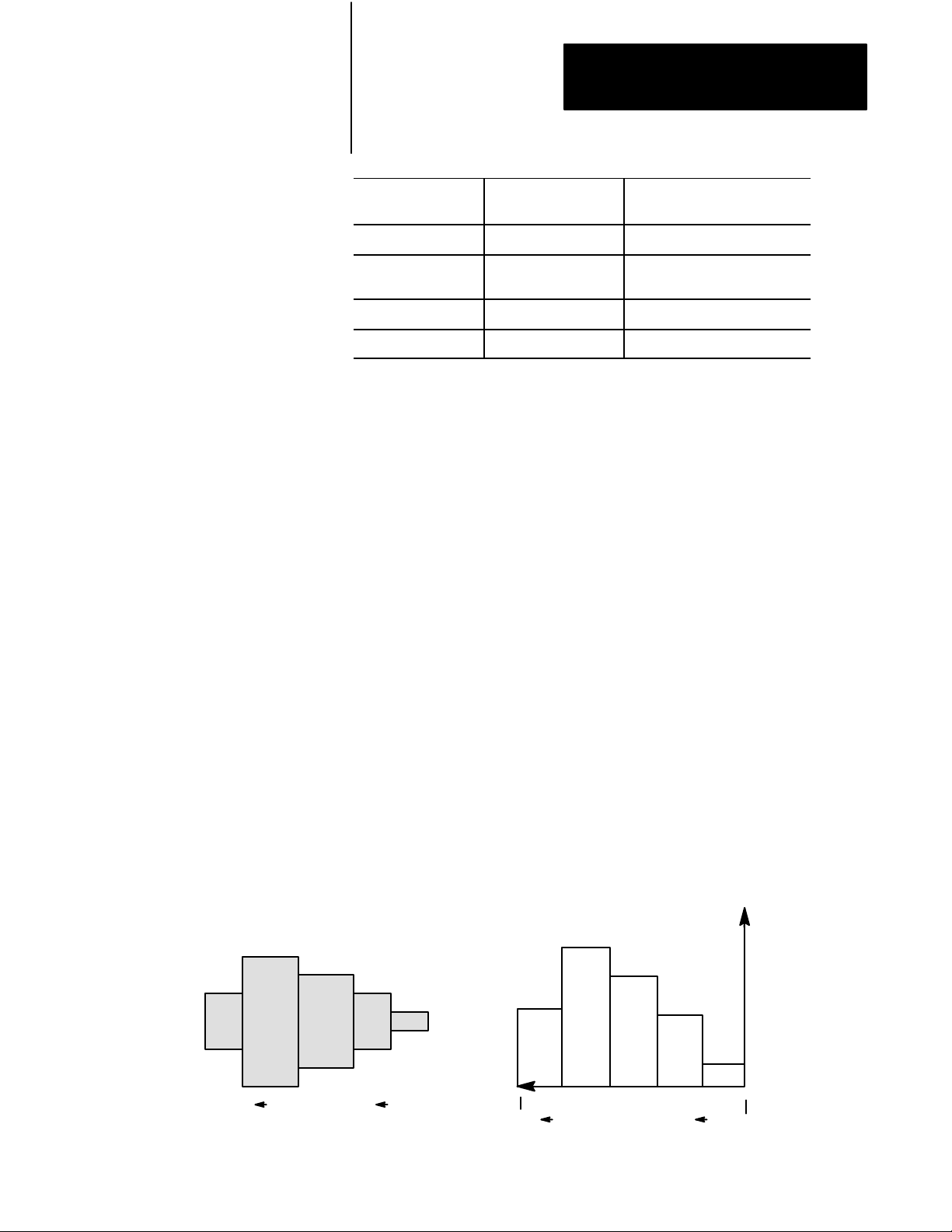
Velocity Example – As the leading edge of melt enters mold cavities, the
flow of plastic through the gate should increase or decrease accordingly to
keep the melt front at maximum desired speed without flashing the mold.
This reduces injection time and minimizes surface stress due to surface
cooling. You achieve this by shaping the injection profile to suit the mold
cavity (figure 1.3).
Figure 1.3
Velocity
Mold Cavity
Flow into mold
Example
1
2
Gate
Mold
End
Injection
5
Sequence of execution
Profile
4
Position
Velocity
23
1
Back
Point
1-3
Chapter 1
Overview of Inject Mode
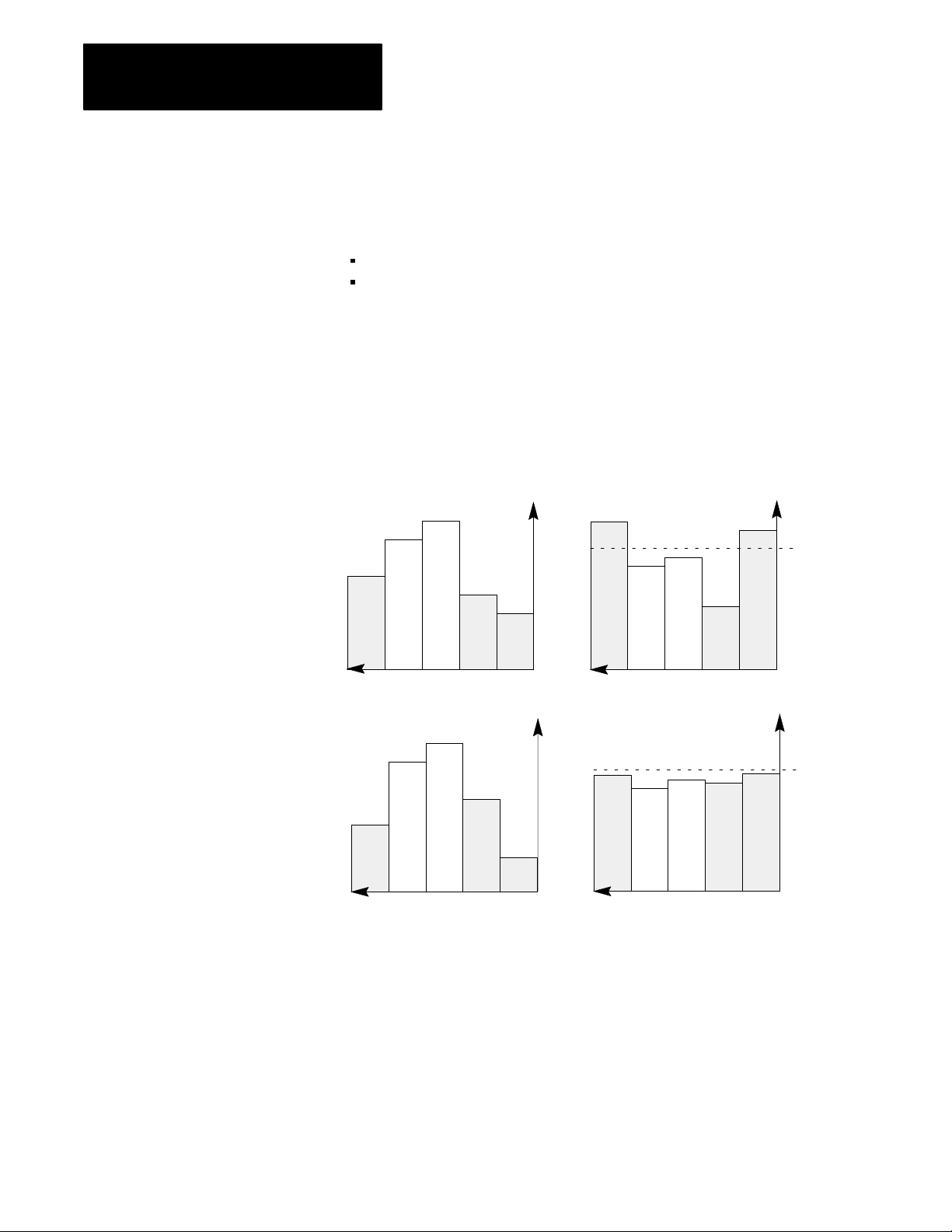
Flash Prevention Example -
With a velocity profile (figure 1.4 part 1),
the pressure may reach a peak and flash the mold at ram (screw) position
segments (part 2) that correspond to events such as:
the initial surge (2.a)
when the melt front enters a constriction in the mold cavity (2.b)
You can remedy this (part 3) by decreasing the ram (screw) velocity at
segments (3.a) and (3.b) that correspond to flash points. Conversely, you
can boost velocity at segment (3.c) where the resulting pressure is well
below the flash point. Segment pressures in part 4 are optimum for the
velocity vs. position profile in part 3.
Figure 1.4
Prevention Example
Flash
1. Initial Velocity Profile
Velocity
2. Resulting Pressure Profile
Flash
Point
Pressure
Position Position
3. Final Velocity Profile
Velocity
b ca
Position
ba
4. Resulting Pressure Profile
ba
Position
cbca
Flash
Point
Pressure
c
As an option, you may select pressure-limited velocity vs. position
injection control. With your pressure-limit setpoint below the flash point,
the module switches to pressure control prior to flashing the mold.
1-4
Chapter 1
Overview of Inject Mode
Injectiontopack Transition
The QDC module ends the injection phase and automatically starts the
pack or hold phase when it detects the first of up to four events occurred:
Ram (screw) position exceeds a preset limit
Ram (screw) pressure exceeds a preset limit
Cavity pressure exceeds a preset limit
Injection phase elapsed time exceeds a preset limit
You select which of these events you want monitored for transition by
entering the appropriate setpoint, or zero for ignoring the event. You also
may specify the zone of ram (screw) travel over which pressure transitions
may or may not occur.
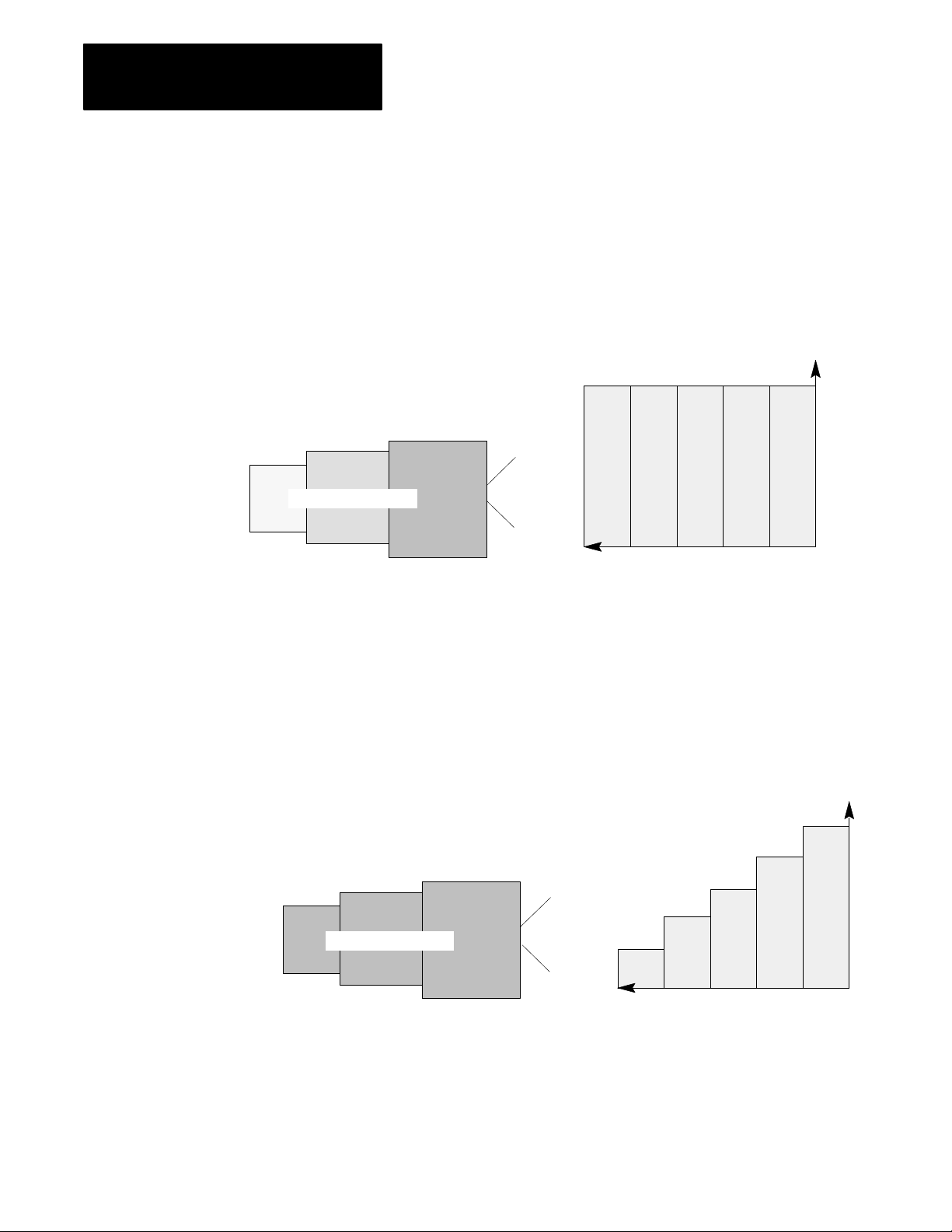
Pack Phase
The QDC module controls the pack phase with a pressure vs. time profile.
You create the profile based on controlling hydraulic pressure against the
ram (screw), or by controlling pressure within the mold cavity resulting
from hydraulic pressure against the ram (screw). You can control either
pressure with up to five time segments. By convention, events occur from
right to left on the time axis (figure 1.5). You determine the pressure
setpoints and time durations for the pack profile based on molding
requirements. The pack phase is optional.
Figure 1.5
Phase Example
Pack
Pressure
4
5
Time
123
1-5
Chapter 1
Overview of Inject Mode
Lower density
(last zone filled)
Example Benefits of Profiling the Pack Phase
Molten plastic may cool unevenly in the mold causing variations in density
with the end result of warpage and distortion as shown in Figure 1.6.
Figure 1.6
Uneven
Density in Mold Cavity
Cooling in Pack Phase
Higher density
(gate zone,
greater pressure)
Pack Profile
Pressure
Gate
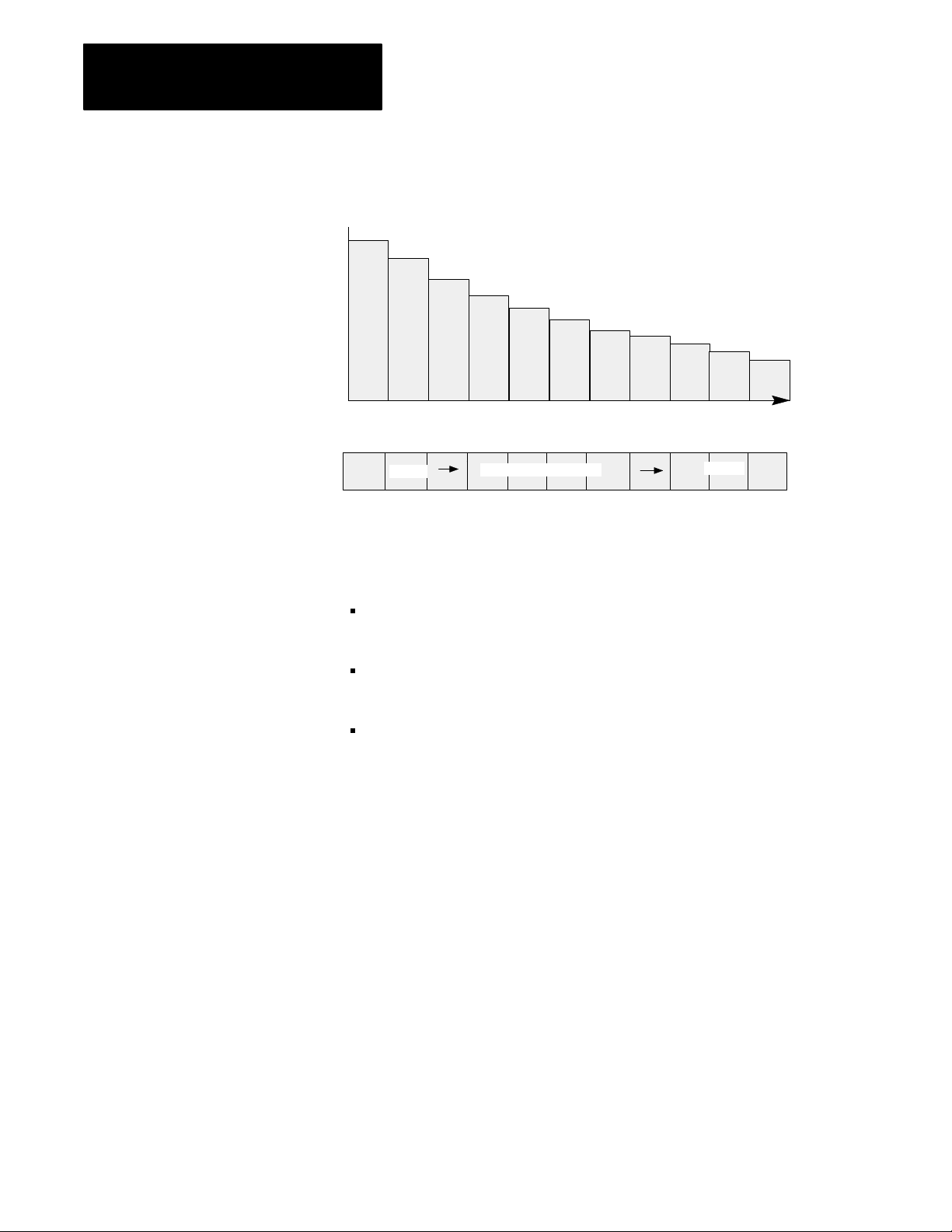
You can remedy this by decreasing the pack pressure with time so plastic
can back out of the mold as shown in Figure 1.7. This is to alleviate
gradations in density as the plastic cools from the low-density end of the
mold (last zone filled) to the high-density end of the mold cavity (gate
zone where pressure is greater).
Figure 1.7
Cooling in Pack Phase
Even
Constant Pressure over entire Mold Cavity
Density in Mold Cavity
Gate
5
Time
Pack Profile
5
234
Time
1
Pressure
234
1
1-6
After completing the last segment of the pack phase, the QDC module
automatically starts the hold phase.
Chapter 1
Overview of Inject Mode
Hold Phase
The QDC module controls the hold phase with a pressure vs. time profile.
You create the profile based on controlling hydraulic pressure against the
ram (screw), or by controlling pressure within the mold cavity resulting
from hydraulic pressure against the ram (screw). You can control either
pressure with up to five time segments. You determine the pressure
setpoints and time durations for the hold profile based on your molding
requirements.
After completing the last segment of the hold phase, the QDC module
either immediately starts the optional Pre-decompression movement, skips
the pre-decompression movement if none is required and immediately
starts the plastication phase, or waits for a command from your PLC
program to continue.
Predecompression Movement
You select a length of pullback for the ram (screw) prior to the plastication
phase to separate plastic solidifying in the sprue from molten cushion
remaining in the barrel.
After completing the pre-decompression movement, the QDC module
either immediately starts the plastication phase or waits for a command
from your PLC program to continue.
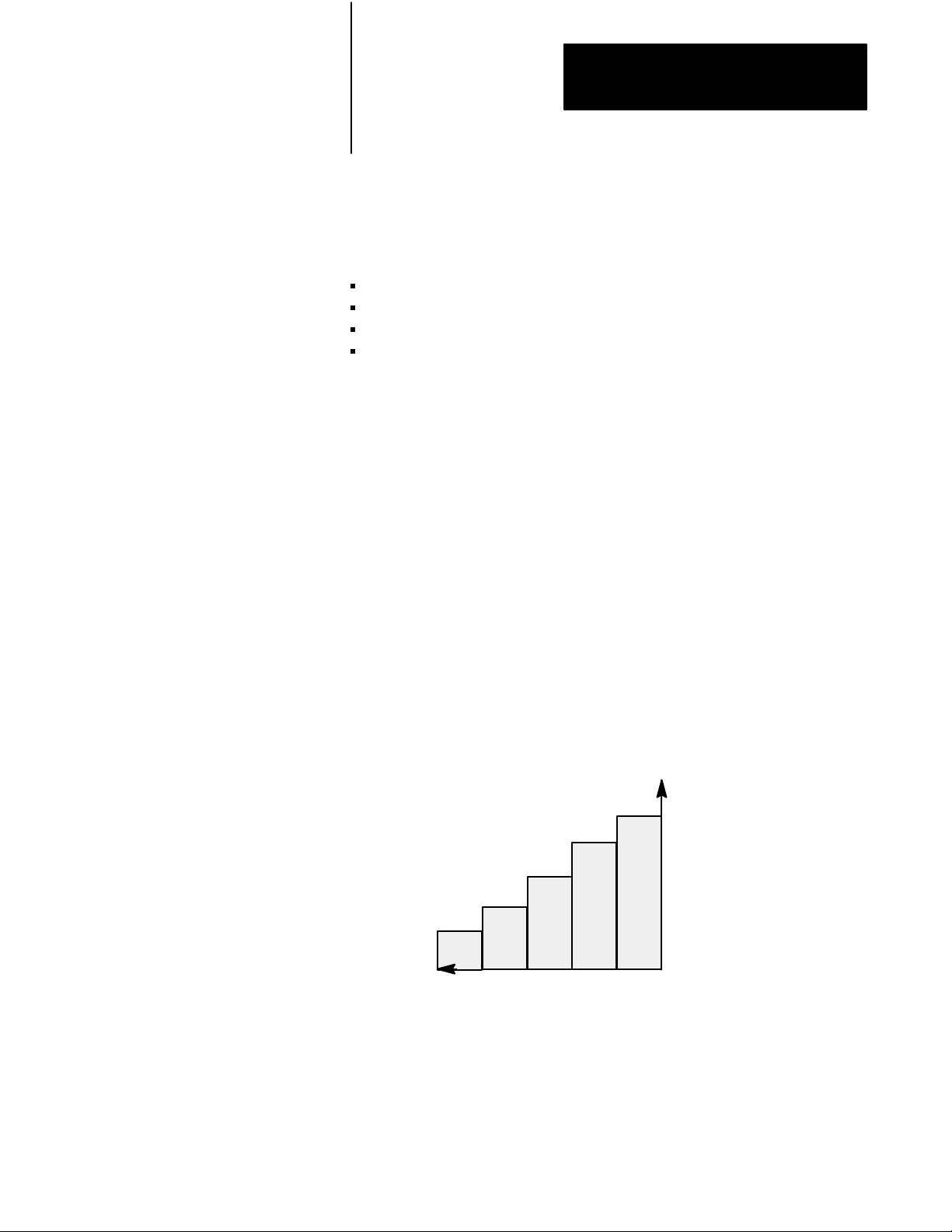
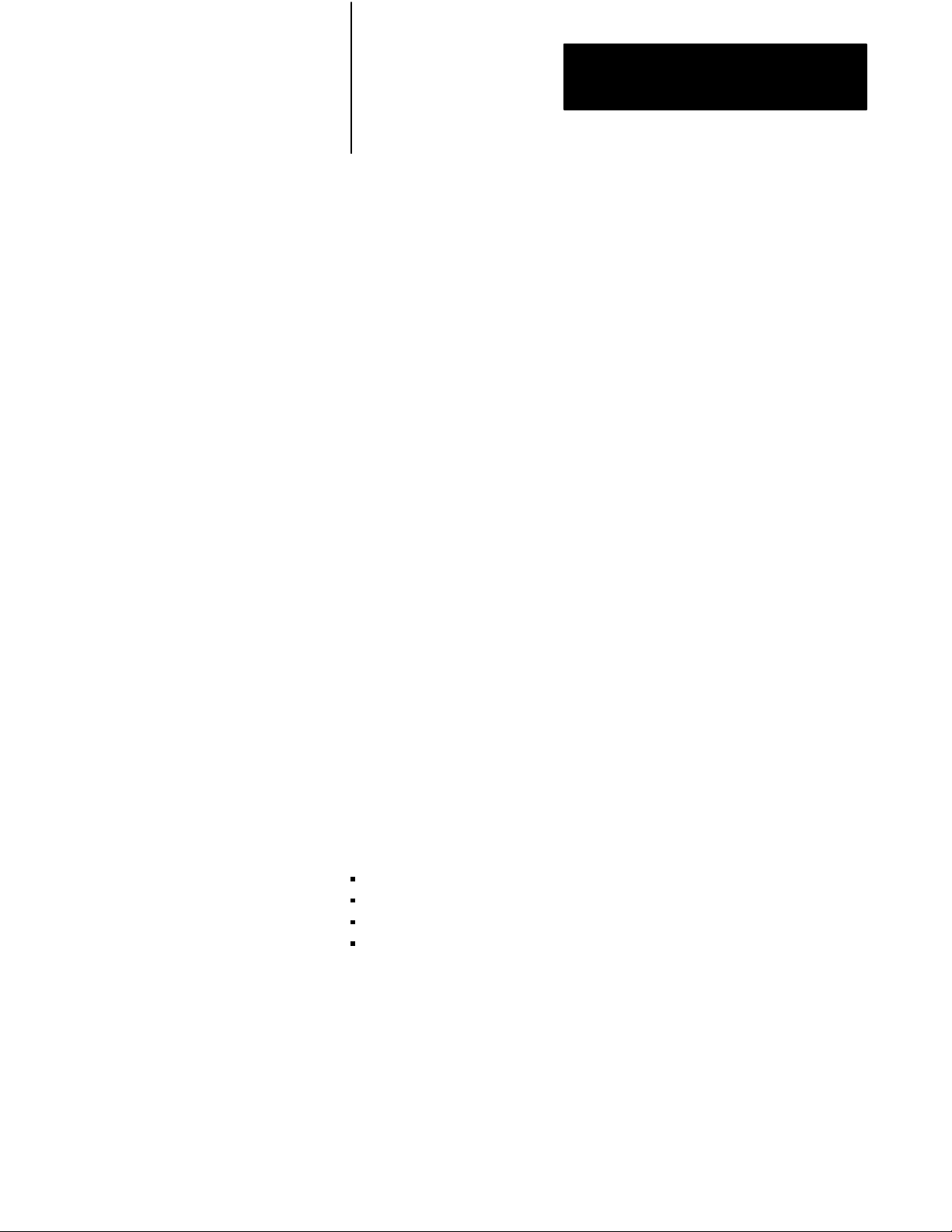
Plastication Phase
The plastication phase lets you achieve a melt temperature gradient in the
barrel containing the ram (screw). To do this, you can create the
plastication profile with up to 11 segments of position or time (figure 1.8).
You chose from four plastication profiles:
Backpressure vs. position
Backpressure vs. time
Screw RPM vs. position
Screw RPM vs. time
1-7
Chapter 1
Overview of Inject Mode
Figure 1.8
Plastication
Backpressure or Screw RPM
12 345
Mold End
Phase Example
hotter
6
Position or Time
Temperature Gradient
Barrel Containing the Melt
7891011
cooler
Back Point
Affects of Profiling a Plastication Phase
Backpressure and/or screw RPM have these affects on plastication:
The higher the backpressure (or screw RPM) during plastication, the
higher the resultant temperature of the melt.
You can accelerate the backup rate by reducing backpressure
(or increasing screw RPM).
You can increase resultant melt temperature by increasing backpressure
(or increasing screw RPM).
After completing the last segment of the Plastication phase, the QDC
module either immediately starts the Post-decompression movement or
waits for a command from your PLC-5 program to continue.
Postdecompression Movement
You select a length of Post-decompression pull-back of the ram (screw)
after the Plastication phase to guard against drooling molten plastic into the
open mold during ejection. The QDC module notifies your PLC-5
program when the Post-decompression movement is complete.
Screw Speed
Beginning with the 1771-QDC/C revision of the module, you can control
and monitor screw RPM only when you have configured the QDC module
for the singular Inject mode. None of the other mode combinations allow
for connecting a screw RPM sensor to the QDC module.
1-8
Chapter
Install the QDC Module
2
Chapter
Objectives
Record I/O Ranges
This chapter guides you through the following installation procedures:
record I/O ranges
set module jumpers
key your I/O chassis
install your QDC module
wire I/O devices to your QDC module
ground your system
plan for E-Stops and Machine Interlocks
To match your QDC module to your I/O devices, record the I/O ranges of
your I/O devices on Worksheet 2-A. You will use this information in this
chapter for hardware configuration (setting jumper plugs) and in chapter 4
to configure the module’s inputs and outputs with software.
Circle or check the I/O ranges on Worksheet 2-A. Cross off I/O not used.
Worksheet 2A
I/O Ranges
Record
I/O Connection: Voltage 1: Voltage 2: Current:
Input 1 (Screw position) 0 to 10 Vdc 1 to 5 Vdc 4 to 20 mA
Input 2 (Screw pressure) 0 to 10 Vdc 1 to 5 Vdc 4 to 20 mA
Input 3 (Screw RPM) 0 to 10 Vdc 1 to 5 Vdc 4 to 20 mA
Input 4 (Cavity pressure) 0 to 10 Vdc 1 to 5 Vdc 4 to 20 mA
Output 1 10 to 10 Vdc 0 to 10 Vdc 4 to 20 mA
Output 2 10 to 10 Vdc 0 to 10 Vdc 4 to 20 mA
Output 3 10 to 10 Vdc 0 to 10 Vdc 4 to 20 mA
Output 4 10 to 10 Vdc 0 to 10 Vdc 4 to 20 mA
2-1
Chapter 2
Install the QDC Module
Set Module Jumper Plugs
Before installing the QDC module, you must select with jumper plugs the
I/O ranges that you recorded on Worksheet 2-A.
Access and Position the Jumpers
Access the jumpers and set them as follows:
ATTENTION: To avoid damage to internal circuits, observe
handling precautions and rid yourself of any electrostatic
charge. Use an anti-static work station when setting jumper
plugs.
1. Remove the label-side cover plate by removing the four screws.
2. Remove the circuit board from the module housing by removing the
two screws located center-front at the swingarm catch.
3. Carefully turn over the circuit board so it is oriented as in figure 2.1.
Handle it by the edges to avoid touching conductors or components.
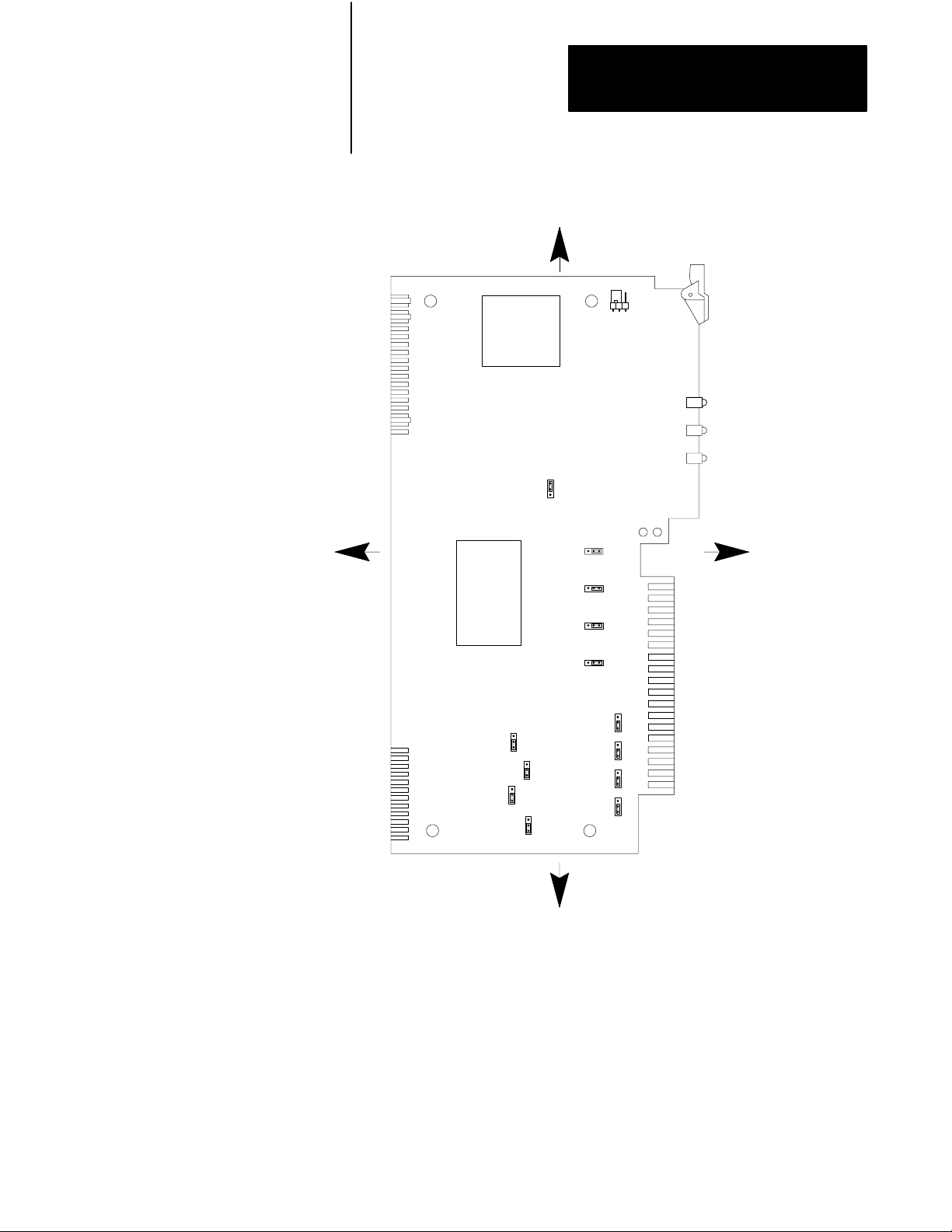
4. Use figure 2.1 to locate the jumper plugs.
5. Set the jumper plugs (Table 2.A) using a small needle-nose pliers.
6. After setting the jumper plugs, re-assemble the module.
2-2
Chapter 2
Install the QDC Module
Figure 2.1
Jumper
LEFT
Locations on the QDC Module'
TOP
E5
s Circuit Board
E1
E6
RIGHT
E7
E8
E9
E10
E11
E12
E15
E16
E14
E13
E17
BOTTOM
10908I
Important: We define jumper plug positions as left, right, top, and bottom.
This represents the position of the jumper plug on the 3-pin connector as
relative to the sides of the circuit board shown above.
2-3
Chapter 2
Install the QDC Module
Table 2.A
Jumper
Settings
Jumper Function Setting
E1 Run/Calibrate (Appendix G) Calibrate = right
Run = left [1]
E5 I/O Density Standard = top [1]
Do not use bottom position
E6
E7
E8
E9
E10
E14
E13
E17
E11
E12
E15
E16
[1] factoryset defaults
Input 1 (Screw position)
Input 2 (Screw pressure)
Input 3 (Screw RPM)
Input 4 (Cavity pressure)
Output 1 (Valve 1)
Output 2 (Valve 2)
Output 3 (Valve 3)
Output 4 (Valve 4)
Output 1 (Valve 1)
Output 2 (Valve 2)
Output 3 (Valve 3)
Output 4 (Valve 4)
Voltage = right [1]
Current = left
Current = top
Voltage = bottom [1]
-10 to +10VDC = top
0 to +10VDC or
4 to 20mA = bottom [1]
Important: If you select current output with jumper plugs E10, E14, E13,
and/or E17, then you must select the 4 to 20mA jumper position with E11,
E12, E15, and/or E16.
ATTENTION: If an output is unconnected, set the jumper
(E11, E12, E15, and/or E16) that corresponds to that output to 0
to 10 Vdc (bottom position). Setting the jumpers for –10 to +10
Vdc and later configuring the output as “unconnected” causes
the QDC module to output –10 Vdc on that channel when
stopped or when a system reset occurs and all outputs are forced
to 0% (i.e. 0% output equals –10Vdc).
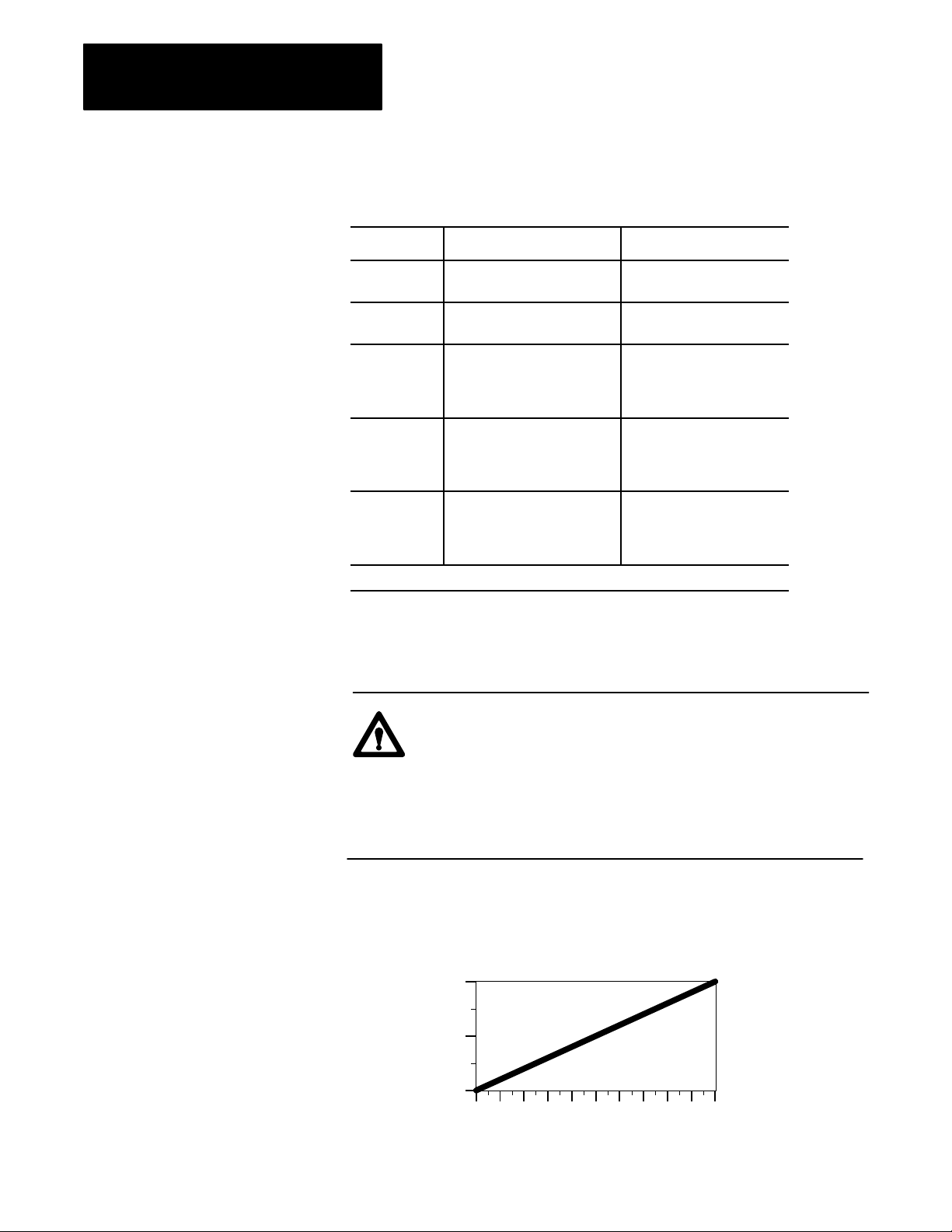
Important: Selecting –10 to +10 VDC with jumper E11, E12, E15, and/or
E16 sets the QDC module for bi-directional valve operation. The
relationship to percentage output is as follows:
10
0
Output Voltage (Vdc)
-10
0 102030405060708090100
%Output Requested
2-4
Chapter 2
Install the QDC Module
Key Your I/O Chassis
Use the plastic keying bands, shipped with each I/O chassis, for keying I/O
slots to accept only one type of module. This is done to prevent the
inadvertent installation of the wrong module into the wrong slot.
The QDC module is slotted in two places on the rear edge of the circuit
board. The position of the keying bands on the backplane connector must
correspond to these slots to allow insertion of the module.
Place keying bands between the following terminal numbers labeled on the
backplane connector of your I/O chassis (see Figure 2.2):
between 20 and 22
between 26 and 28
Figure 2.2
Positions
Keying
2
4
6
8
10
12
14
16
18
20
Keying
Bands
22
24
26
28
30
32
34
36
Install the QDC Module
1771QDC
12676
Install your QDC module in an I/O chassis with these steps:
1. First, turn off power to the I/O chassis.
ATTENTION: Remove power from the 1771 I/O chassis
backplane and wiring arm before removing or installing a QDC
module.
Failure to remove power from the backplane could cause injury
or equipment damage due to possible unexpected operation.
2-5
Chapter 2
Install the QDC Module
Failure to remove power from the backplane or wiring arm
could cause module damage, degradation of performance, or
injury.
2. Place the module in the plastic tracks on the top and bottom of the
slot that guides the module into position.
Important: Be aware that Pro-Set 600 expects your QDC module to be
placed in slot 0 of I/O rack 0 when operating in inject mode. If you choose
to install your QDC module in some other slot, some modifications to your
PLC-5 application program will be necessary (refer to your Pro-Set 600
documentation for details).
3. Do not force the module into its backplane connector. Apply a firm
and even pressure on the module to seat it properly.
Wire the QDC Module
4. Snap the chassis latch over the top of the module to secure it.
5. Connect the wiring arm to the module.
Use the wiring arm (1771-WF) supplied with the QDC module to wire I/O
devices (Figure 2.3). The wiring arm lets you install or remove the QDC
module from the I/O chassis without rewiring. Wiring arm terminals are
numbered in descending order from the top down, starting with terminal 18
(Figure 2.3 and Table 2.B).
2-6
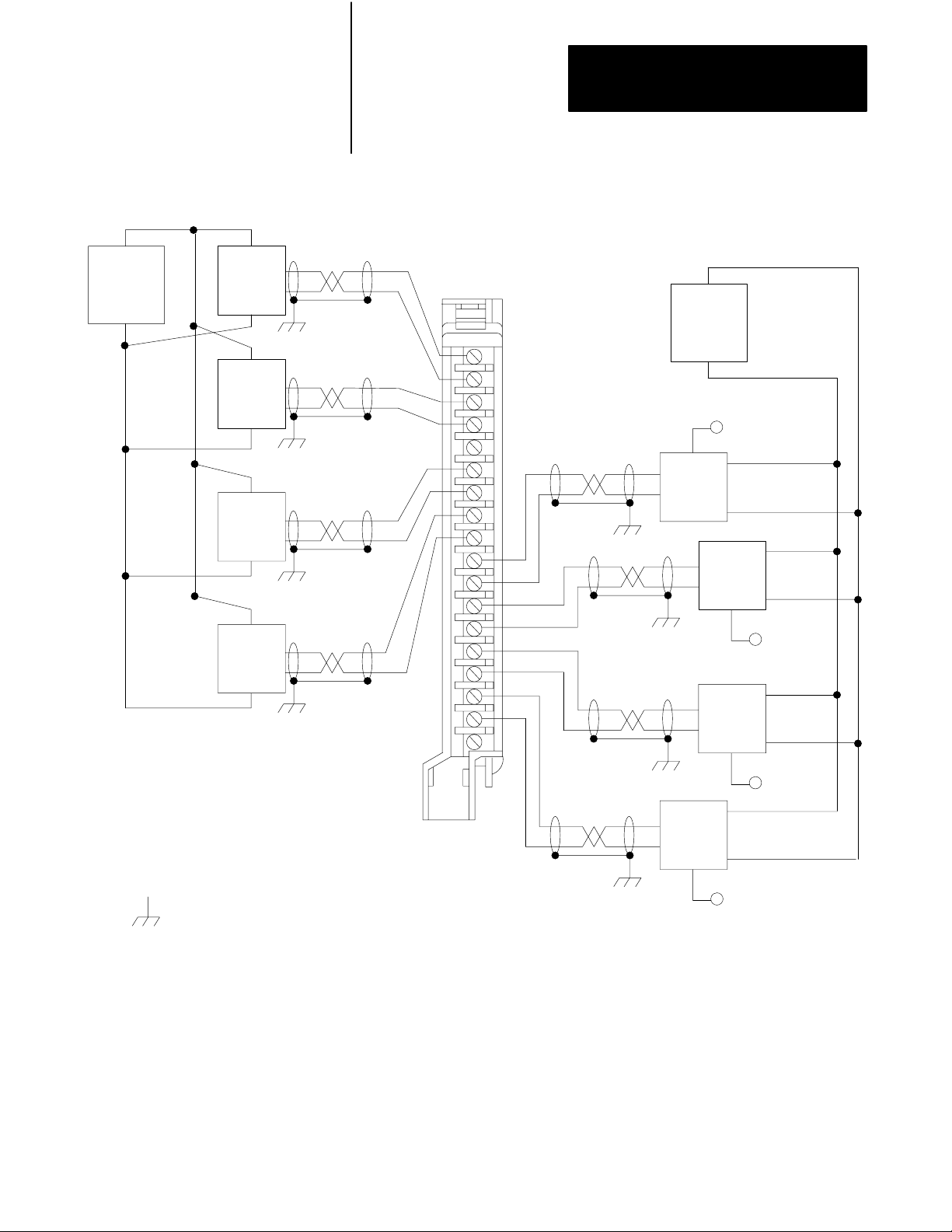
Figure 2.3
W
iring and Grounding
I/O
Chapter 2
Install the QDC Module
+
Customer
PS
–
+
Screw
Position
Sensor
–
+
Screw
Pressure
Sensor
–
+
Screw
RPM
Sensor
–
+
Cavity
Pressure
Sensor
–
Input 3
Input 4
Input 1
Input 2
–
Customer
PS
18
+
–
+
Amplifier
Valve 1
+
–
+
–
To Valve 1
+
–
Amplifier
Valve 2
Amplifier
Valve 3
+
–
To Valve 2
+
–
17
16
15
14
13
12
11
10
9
8
7
6
5
4
3
2
1
Output 1
Output 2
Output 3
Earth Ground
Wiring Arm
1771WF
Output 4
+
–
Amplifier
Valve 4
To Valve 3
+
–
To Valve 4
10909I
2-7
Chapter 2
Install the QDC Module
Table 2.B
T
erminal Designations
I/O
Transducer I/O Designation Terminal
Screw position Input 1 (+)
(-)
Screw pressure Input 2 (+)
(-)
Input common 14
Screw RPM Input 3 (+)
(-)
Cavity pressure Input 4 (+)
(-)
Valve 1 Output 1 (+)
Output common
Valve 2 Output 2 (+)
Output common
Valve 3 Output 3 (+)
Output common
Valve 4 Output 4 (+)
Output common
Not used 01
18
17
16
15
13
12
11
10
09
08
07
06
05
04
03
02
ATTENTION: The QDC module has ESD protection to 20KV,
but you can damage the module by accidental application of the
wrong voltage to the I/O terminals. Do not exceed:
This voltage On these terminals When in
+12vdc input (18 thru 10) any mode
+12vdc output (09 thru 02) voltage mode
+24vdc output (09 thru 02) current mode
2-8
Chapter 2
Install the QDC Module
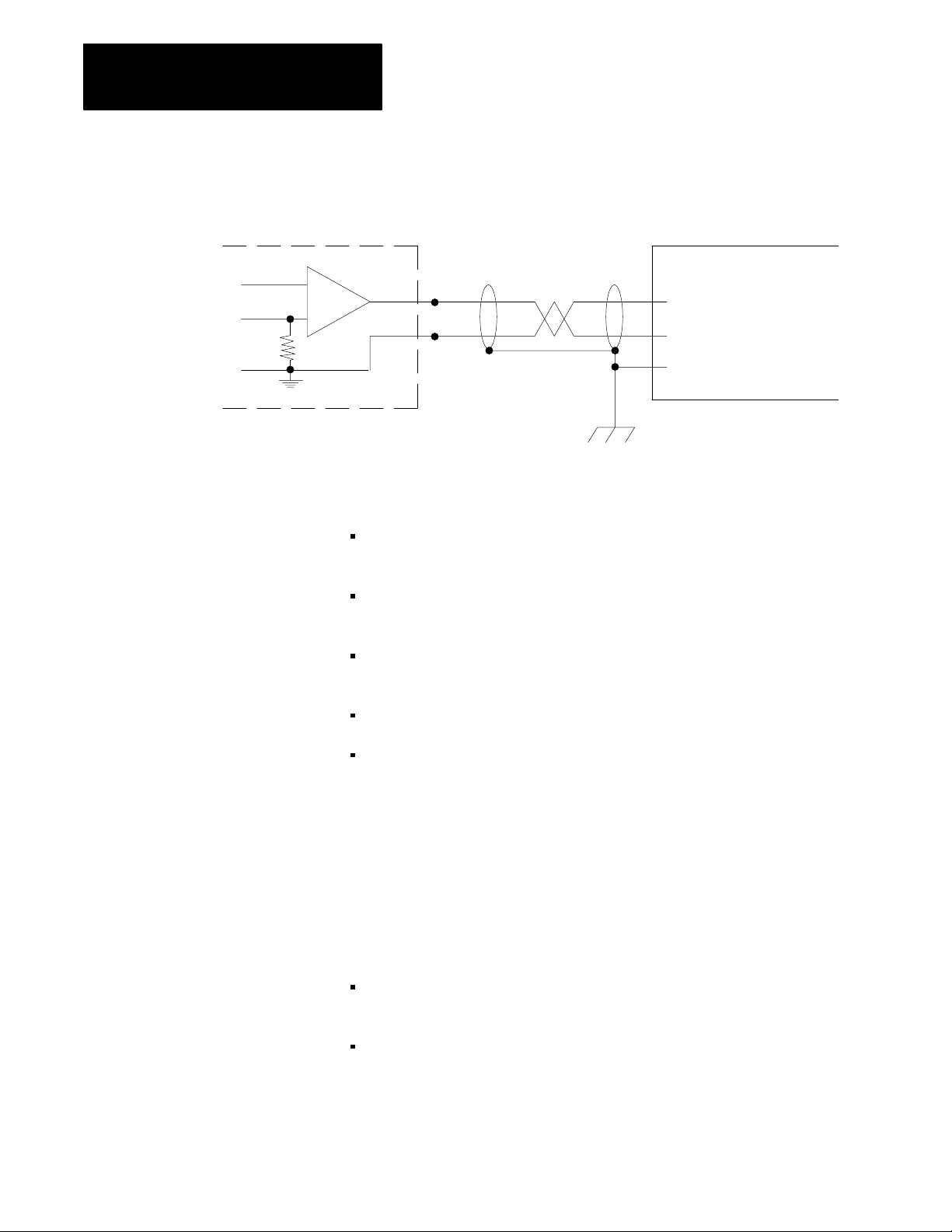
Ground and Shield
our I/O Devices
Y
Input Sensor
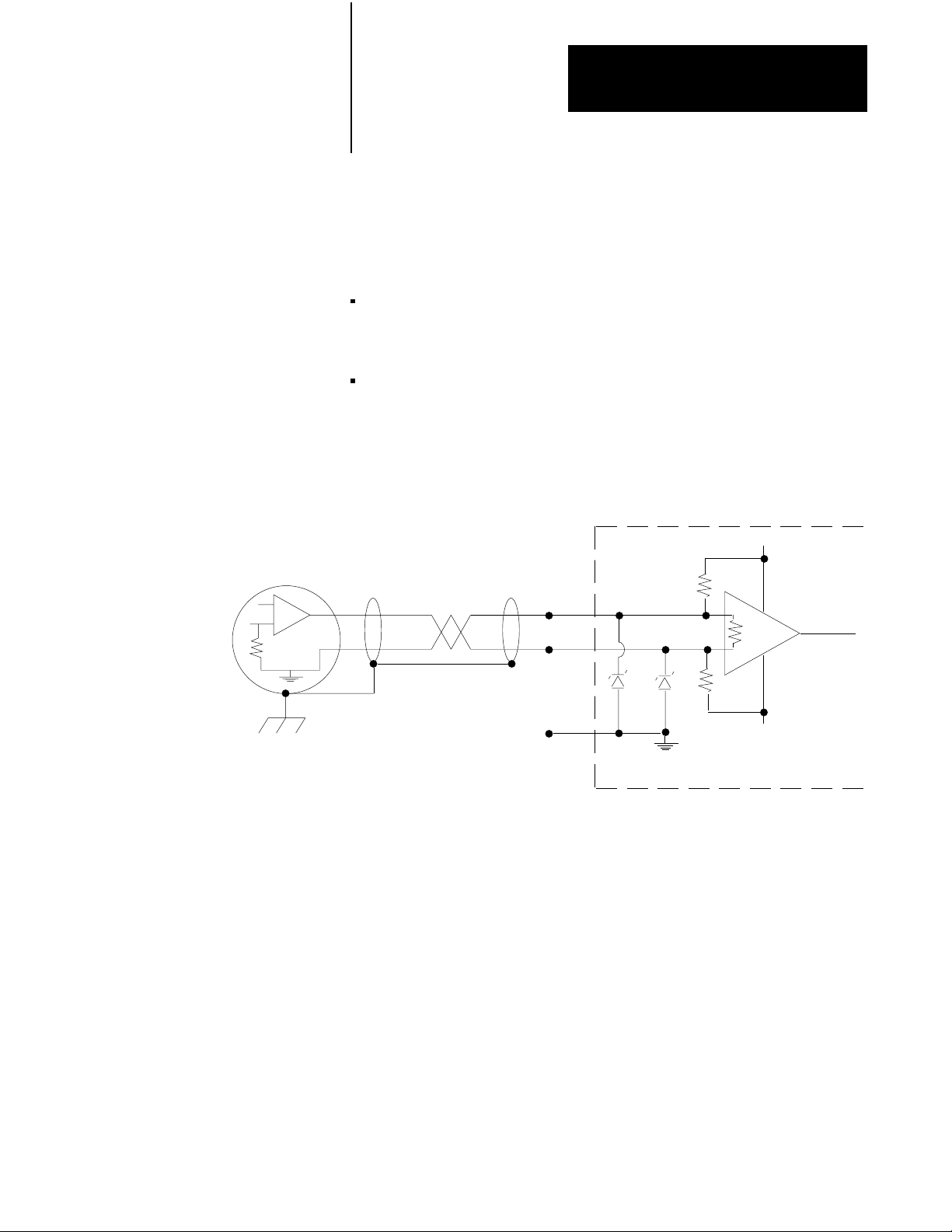
Analog inputs and outputs are sensitive to electrical noise interference.
Take care to shield them properly.
Guidelines:
Use 22-gage (or larger) twisted-pair cable, 100% shielded with drain
wire, such as Belden 8761 (or equivalent). For cable distances over
50 ft, use 18-gage cable such as Belden 8760 (or equivalent)
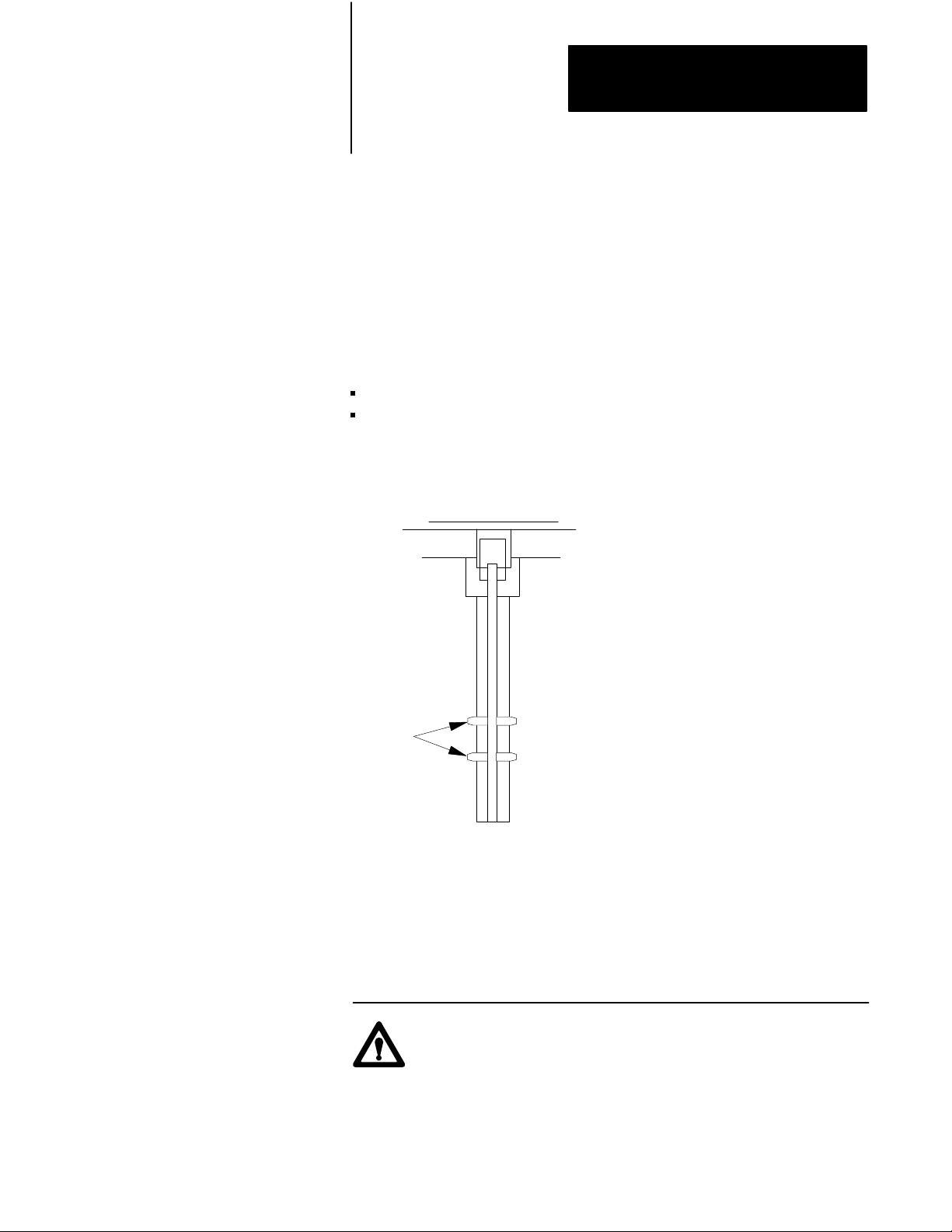
Ground the cable shield at one end only; generally at the sensor or
amplifier end, not at the I/O chassis (see Figure 2.4 and Figure 2.5)
Figure 2.4
Shielding
Differential Inputs
QDC Module Input
18
17
18v
18v
+15V
22M
+
10G
–
22M
Connect the cable shield
and case ground to earth
ground at the Input Sensor
14
Do not connect.
Test purposes,
only.
-15V
109103
2-9
Chapter 2
Install the QDC Module
Figure 2.5
Shielding
QDC Module Output
Singleended Outputs
Customer Valve Amplifier
+
–
9
8
Connect the cable shield to earth ground
at the valve amplifier
Input
Ground
Chassis Ground
17182
ground the cable shields to a low-impedance earth ground of less than
1/8 ohm
do not connect any ground to input common (terminal 14) except as
specified below under Grounding Exceptions
place high-voltage Class A wiring and low-voltage class B wiring in
separate grounded conduits
in parallel runs, separate the Class A and B conduit by at least 1 foot
where conduit runs must cross, cross them at right angles
For additional grounding recommendations, refer to the Allen-Bradley
Programmable Controller Wiring and Grounding Guidelines, publication
1770-4.1.
Exceptions
If you experience unacceptable electrical noise interference, then try one or
both of the following alternative grounding connections:
connect the input cable shield to input common (terminal 14) after
disconnecting the shield from the transducer
connect the output cable shield to output common (terminals 8, 6, 4,
and/or 2) after disconnecting it from the valve amplifier
2-10
Chapter 2
Install the QDC Module
Plan for EStops and
Machine Interlocks
You must consider the installation of Emergency Stop (E-STOP) switches
and machine interlocks when you:
design your system
assemble mechanical/hydraulic components
wire system components
develop system ladder logic
ATTENTION: The Electrical Standard for Industrial
Machinery (NFPA 79-1987) requires an emergency stop that
when actuated, shall de-energize all electrical power circuits
which provide electrical energy to sustain machine motion.
Maintained contact “Emergency Stop” push buttons are
recommended.
ATTENTION: The American National Standard for Plastics
Machinery -- Horizontal Injection Molding Machines -- for
Construction, Care, and Use (ANSI B151.1-1984) requires
hydraulic, mechanical, and electrical interlocks to prevent
inadvertent clamp closing with a safety gate in an open position.
In addition, we strongly recommend that the electrical
interlocks consist of redundant devices and that the control
circuit be so arranged that malfunction or improper sequencing
of either redundant device prevents further operation of the
machine.
ATTENTION: NEMA Standards Publication ICS1.1, Safety
guidelines for the Application, Installation, and Maintenance of
Solid State Control recommends that the emergency stop and
safety gate electrical interlocks should directly control their
appropriate functions through an electromechanical device
independent of the solid state logic.
The next page shows an illustration of a typical grounded PLC power
distribution circuit. For ungrounded systems or for more information on
grounding and wiring guidelines, refer to Allen-Bradley publication
1770-4.1, Programmable Controller Wiring and Grounding Guidelines.
2-11

Chapter 2
Install the QDC Module
Disconnect
Figure 2.6
PLC Power Distribution with Interlocks
Typical
L1
L2
L3
Incoming
AC
Use any number
of E-Stop switches
in Series
CRM
Input
Device
1FU
2FU
3FU
H
H
1
H
3
4
H
2
Step-down
Transformer
4
FUSE
X
X
1
2
Start
CRM
I/O Chassis
Power Supply
1
LN
GND
3
** See WARNING for Interlock Wiring Instructions **
2
Output
Input
Device
Module
Wiring
Arm
Output
Module
Wiring
Arm
CRM
1
5
L1
L2
L3
Back-Panel
Ground Bus
Equipment
Grounding
Conductors
CRM
To Motor
Starters
Enclosure
Wall
Grounding Electrode
Conductor to
Grounding Electrode
System
Connect
When
Applicable
User DC
Supply
+–
To DC I/O
Devices
1
To minimize EMI generation, you should connect a suppression network: for 120V AC, use Allen-Bradley
cat. no. 700-N24; for 220/240V AC, use cat. no. 599-KA04.
2
To minimize EMI generation, you should connect a suppression network: for 120V AC, use Allen-Bradley
cat. no. 599-K04; for 220/240V AC, use cat. no. 599-KA04.
3
For a power supply with a groundable chassis, this represents connection to the chassis only. For a power supply
without a groundable chassis, this represents connection to both the chassis and the GND terminal.
In many applications, a second transformer provides power to the input circuits and power supplies for isolation from the
4
output circuits.
Reference the current NEC code and ANSI B151.1-1984 for wiring guidelines.
•
5
To minimize EMI generation, suppression network should be connected across coils of electromagnetic devices.
•
2-12
10907I

Chapter
3
Configure the QDC Module's I/O
Chapter
Objectives
Your QDC module needs to know the characteristics of your ram (screw)
sensors. In this chapter, we describe how you determine these
characteristics and download them to the QDC module. Topics include:
signal ranges from pressure, position, and RPM sensors
minimum and maximum sensor signals corresponding to
minimum and maximum pressures, positions, and RPM
alarm values and travel limits
We describe how to configure the QDC module in these sections:
select module parameters and I/O ranges
determine initial sensor configuration values
download configuration values to the QDC module
use the set-output operation to move the ram (screw)
complete your sensor configuration
use optional sensor configurations
Important: You must properly configure the QDC module using
procedures in this chapter before attempting further configurations.
Important: If you have not already done so, install Pro-Set 600 software.
The procedures in this and the next several chapters assume that you have.
Use W
orksheets to
Select Module Parameters
and I/O Ranges
You select module parameters and I/O ranges by setting configuration bits
in control words. First, determine and write down correct settings using
Worksheet 3-A through Worksheet 3-C as follows:
To Configure: In Control Word: Starting At
ProSet 600 Address:
Module Parameters MCC02 B34/528 Worksheet 3-A
Input Range MCC03 B34/544 Worksheet 3-B
Output Range MCC04 B34/560 Worksheet 3-C
Use this Worksheet:
3-1

Chapter 3
Configure the QDC Module's I/O
Worksheet 3A
Select Module Parameters
Control W
ProSet 600 Addr. B34/bit
Value 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0
Code:
0
or 1
ord MCC02Bxx
Your value
Required initial value
loaded by ProSet 600
15 14 13 12
543 542 541 540 539 538 537 536 535 534 533 532 531 530 529 528
11 10
09 08 07 06 05 04 03 02 01 00
System Operation:
Inject Mode 0 0
Select Units
0 = English
1 = metric
Example: If you select Inject operation with English units:
MCC02 = 00000000 00001000
Select I/O Ranges for your Sensors
Next, configure the QDC module’s I/O ranges to match the machine
sensors and valves. Refer to Worksheet 2-A from chapter 2 which you
filled out when setting the QDC module’s jumpers. Apply this information
to Worksheet 3-B for input ranges and Worksheet 3-C for output ranges.
3-2

Worksheet 3B
Select Input Ranges for your Sensors
Chapter 3
Configure the QDC Module's I/O
Control W
ProSet 600 Addr. B34/bit
ord MCC03Bxx
15 14 13 12
11 10
09 08 07 06 05 04 03 02 01 00
559 558 557 556 555 554 553 552 551 550 549 548 547 546 545 544
Value 1 1 1 1 1 1 1 1
Select Input 4 (Cavity Pressure) Range
Select Input 3 (Screw RPM) Range
Select Input 2 (Screw Pressure) Range
Select Input 1 (Screw Position) Range
Code:
Your value
0
or 1
Required initial value
loaded by ProSet 600
Example: If you select an input range of 4-20mA for all four inputs,
MCC03 = 11111111 10101010.
Worksheet 3C
Output Ranges for your V
Select
Input Range
0 - 10 vdc 0 0
1 - 5 vdc 0 1
4 - 20 mA 1 0
Not connected 1 1
alves
Control W
ProSet 600 B34/bit
ord MCC04Bxx
15 14 13 12
11 10
09 08 07 06 05 04 03 02 01 00
575 574 573 572 571 570 569 568 567 566 565 564 563 562 561 560
Value 1 1 1 1 1 1 1 1
Select Output 4 Range
Select Output 3 Range
Select Output 2 Range
Select Output 1 Range
Code:
Your value
0
or 1
Required initial value
loaded by ProSet 600
Example: If you select 0-10 vdc for all four output ranges,
MCC04 = 11111111 01010101.
Important: Software input/output selections must match the jumper
settings for each respective input/output.
Output Range
-10 to +10 vdc 0 0
0 to +10 vdc 0 1
4 to 20 mA 1 0
Not connected 1 1
3-3

Chapter 3
Configure the QDC Module's I/O
Determine
Initial
Sensorconfiguration Values
To determine initial sensor configuration values, refer to Table 3.A and
specifications that accompanied your sensors, valves, and cylinders. Write
down applicable values on Worksheet 3-D.
Important: You must enter floating-point numbers and percentages as
integers, so we recommend that you write them in Worksheet 3-D in the
following format: Use an assumed decimal point position that depends on
the range value. For example:
If the Range is: And You Want to
Enter this Value:
0 099.99% 75% 07500
0 99.99 inch 7.32 inch 00732
0 0999.9 mm 432.6 mm 4326
4.00 020.00 mA 16mA 01600
0 010.00 vdc 5.6 vdc 00560
0 009.99 sec 0.47 sec 00047
0 09999 psi 321 psi 00321
0 0999.9 Bar 222 Bar 2220
Use this
Format:
Table 3.A
Determine
Category: If your: Then Use a Value Equal to:
Minimum Position
(Line 1)
Maximum Position
(Line 2)
Analog Signal @ Min Position sensor is forwardacting low end of your selected range
(Line 3) sensor is reverseacting high end of your selected range
Analog Signal @ Max Position sensor is forwardacting high end of your selected range
(Line 4) sensor is reverseacting low end of your selected range
Minimum Pressure
(Lines 5 and 13)
Maximum Pressure
(Lines 6 and 14)
Initial Sensorconfiguration V
N/A zero
ram (screw) is fully extended
to the mold end (ram bottom)
N/A minimum range value specified by the
N/A maximum range value specified by the
alues for W
full travel of the sensor
manufacturer
manufacturer
orksheet 3D
3-4

Chapter 3
Configure the QDC Module's I/O
Category:
If your: Then Use a Value Equal to:
Analog Signal @ Min Pressure sensors are forwardacting low end of your selected range
(Lines 7 and 15) sensors are reverseacting high end of your selected range
Analog Signal @ Max Pressure sensors are forwardacting high end of your selected range
(Lines 8 and 16) sensors are reverseacting low end of your selected range
Minimum Screw RPM (Line 9) N/A zero
Maximum Screw RPM
(Line 10)
N/A max range value specified by
the manufacturer
Analog Signal @ Min RPM sensors are forwardacting low end of of your selected range
(Line 11) sensors are reverseacting high end of your selected range
Analog Signal @ Max RPM sensors are forwardacting high end of your selected range
(Line 12) sensors are reverseacting low end of your selected range
Worksheet 3D
Determine
Initial Sensorconfiguration V
alues
Enter Your Initial Values Here
Input Line Control
Word
1 1 MCC09 N40:5 0 Minimum Screw Position Screw Axis Measured from zero
2 MCC10 N40:6 Maximum Screw Position Screw Axis Measured from zero
3 MCC11 N40:7 Analog Signal @ Min Screw Position Input Signal Range
4 MCC12 N40:8 Analog Signal @ Max Screw Position Input Signal Range
2 5 MCC17 N40:13 0 Minimum Screw Pressure Screw Pressure
6 MCC18 N40:14 Maximum Screw Pressure Screw Pressure
7 MCC19 N40:15 Analog Signal @ Min Screw Pressure Input Signal Range
8 MCC20 N40:16 Analog Signal @ Max Screw Pressure Input Signal Range
3 9 MCC51 N40:47 0 Minimum Screw RPM Rotational Speed
10 MCC52 N40:48 Maximum Screw RPM Rotational Speed
11 MCC53 N40:49 Analog Signal @ Min Screw RPM Input Signal Range
12 MCC54 N40.50 Analog Signal @ Max Screw RPM Input Signal Range
4 13 MCC57 N40:53 0 Minimum Cavity Pressure Cavity Pressure
14 MCC58 N40:54 Maximum Cavity Pressure Cavity Pressure
15 MCC59 N40:55 Analog Signal @ Min Cavity Pressure Input Signal Range
16 MCC60 N40:56 Analog Signal @ Max Cavity Pressure Input Signal Range
1
Incremental Distance
00.00
to 99.99in
000.0 to 999.9mm
4
Rotational Speed
000.0 to 999.9 RPM
ProSet 600
Address
Value Description Units
2
Input Signal Range
00.00 to 10.00VDC or
01.00 to 05.00VDC or
04.00 to 20.00MADC
5
Pressure
00000 to 20,000 PSI
0000.0 to 2000.0 Bar
3
3
4
4
5
5
3
Pressure
0000 to 9999 PSI
000.0 to 999.9 Bar
2
2
2
2
2
2
2
2
1
1
3-5

Chapter 3
Configure the QDC Module's I/O
Download MCC Values
to the QDC Module
Use this download procedure now and later in this chapter. The procedure
requires you to complete the following general steps:
enter MCC values into the PLC-5 data table
download them to the QDC module (PLC-5 processor in run mode)
correct any data entry (programming) errors
Next we describe the general steps:
Enter MCC Values into Your PLC5 Data Table
With your programming terminal, enter values from Worksheet 3-A thru
Worksheet 3-D into your PLC-5 data table as follows:
1. Switch the PLC-5 processor to program mode.
2. Display your PLC-5 data table.
3. Locate the data file for storing the MCC block. PLC-5 data table
word addresses are listed on the worksheets.
4. Enter the value for each word and bit.
When you enter bit selections in words prefixed with file identifier B
(example: B34), the PLC-5 processor automatically switches the radix to
binary format so you can conveniently enter binary data.
Download MCC Values to the QDC Module
To download the MCC block to the QDC module, switch the PLC-5
processor from program to run mode. Pro-Set 600 software downloads the
MCC block to the QDC module for you.
Important: You can verify that the MCC block was successfully downloaded or that you made a data entry (programming) error by evaluating
the following words that Pro-Set 600 software continuously reports to the
PLC-5 processor.
If: And: Then:
SYS01B08 = 1
(B34/8)
SYS19B00 = 1
(B34/288)
N/A QDC module accepted a valid MCC.
SYS61 = 1
(ID code for MCC block
stored in N40:213)
You made a programming error in MCC.
Read the error code in SYS62 (N40:214) , and
look up the error in Section 2 of QDC Module
Reference Manual, publication 17716.5.88.
3-6

Chapter 3
Configure the QDC Module's I/O
Important: Pro-Set 600 software downloads all command blocks when
your PLC-5 processor enters run mode after a valid MCC block is
accepted. All programming errors reported in SYS62 (N40:214) are
referenced to the MCC block until SYS01-B08 = 1.
Correct Any Dataentry (Programming) Errors in MCC
Upon receipt of the MCC block, the QDC module tests data for data-entry
errors, such as a value out of range. When it detects an error, the QDC
module halts operation until you correct the error. For a complete list of
error codes to help you correct a programming error, refer to Section 2 of
the Plastic Molding Module Reference Manual, publication 1771-6.5.88.
You must correct errors by entering the changed configuration values into
your PLC-5 data table and downloading the new values to the QDC
module as outlined above. Pro-Set 600 software continues to attempt to
download the MCC block to the QDC module until an MCC block is
accepted and the QDC module returns SYS01-B08 = 1.
Important: The QDC module must receive a valid MCC block before you
can download additional blocks.
3-7

Chapter 3
Configure the QDC Module's I/O
Use SetOutput Operation
to Move the Ram (Screw)
To finish configuring the QDC module, you actuate the ram (screw) with
the QDC module’s set-output operation that applies percentage values to
your QDC module’s outputs to move the ram (screw) in a controllable
fashion. To do this, you apply %-output signals to all module outputs so
you can move the actuator over its intended range. Sensor spanning values
can then be refined per the actual values monitored by the QDC module.
ATTENTION: Do not rely on pressure valves connected to the
QDC module for pressure relief. Use them only for pressure
control below the setting of the system pressure-relief valve.
ATTENTION: A value of zero in set-output words N40:121 N40:124 does not necessarily correspond to zero pressure or
flow. If you configured jumper E11, E12, E15, and/or E16 for
bi-directional valve operation, an output of 0% gives –10vdc,
50% gives 0vdc (see chart). Amplifier electronics or spool-null
offsets may also allow pressure or flow at zero signal input.
Consult your valve and amplifier specifications.
10
8
6
4
2
0
-2
Output Voltage
-4
-6
-8
-10
0 102030405060708090100
3-8
%
Output Requested
ATTENTION: As soon as you enable set-output operation, the
QDC module’s outputs drive the connected valves according to
the values you entered into DYC09 - DYC12 (Pro-Set 600
words N40:121 - N40:124). Be sure these values RESULT IN
NO MOVEMENT until you adjust them one-at-a-time with
your programming terminal in the procedures that follow.

Chapter 3
Configure the QDC Module's I/O
Actuate the Ram (screw) with Setoutput Operation
1. Enter values that result in no motion in these DYC words
Output: In Data Word: At ProSet 600 Address:
1 DYC09 N40:121
2 DYC10 N40:122
3 DYC11 N40:123
4 DYC12 N40:124
2. Enable set-output operation by entering a 1 in DYC01-B08 (Pro-Set
600 address B34/392). The QDC module sets outputs 1 - 4 to
percentage values that you entered in DYC09 - DYC12 respectively.
3. With your programming terminal, slowly change the %-output value
of one output as you observe the corresponding movement.
Complete Your
Sensor Configuration
Important: The DYC is constantly transferred to the QDC module, by
Pro-Set 600 software, so changes you make to %-output values are
immediately implemented.
Complete the procedure for configuring the QDC module to match its
sensors by spanning them over their intended range with the machine in
operation. Here we describe how you determine:
screw position sensor values
screw pressure sensor values
cavity pressure sensor values
screw RPM sensor values
In the procedures that follow, measure and record:
minimum and maximum positions
corresponding signal values
minimum and maximum pressures
corresponding signal values
minimum and maximum RPM
corresponding signal values
After determining these values from the procedures, write them down on
Worksheet 4-E.
Important: You must complete this configuration before proceeding to
any other chapters on module configuration.
3-9

Chapter 3
Configure the QDC Module's I/O
Worksheet 3E
Final Sensorconfiguration V
alues
Enter Your Final V
Input Line Control
Word
alues Here
ProSet 600
Address
Value Description Units
1 1 MCC09 N40:5 0 Minimum Screw Position Screw Axis Measured from zero
2 MCC10 N40:6 Maximum Screw Position Screw Axis Measured from zero
3 MCC11 N40:7 Analog Signal @ Min Screw Position Input Signal Range
4 MCC12 N40:8 Analog Signal @ Max Screw Position Input Signal Range
2 5 MCC17 N40:13 0 Minimum Screw Pressure Screw Pressure
6 MCC18 N40:14 Maximum Screw Pressure Screw Pressure
7 MCC19 N40:15 Analog Signal @ Min Screw Pressure Input Signal Range
8 MCC20 N40:16 Analog Signal @ Max Screw Pressure Input Signal Range
3 9 MCC51 N40:47 0 Minimum Screw RPM Rotational Speed
10 MCC52 N40:48 Maximum Screw RPM Rotational Speed
11 MCC53 N40:49 Analog Signal @ Min Screw RPM Input Signal Range
12 MCC54 N40.50 Analog Signal @ Max Screw RPM Input Signal Range
4 13 MCC57 N40:53 0 Minimum Cavity Pressure Cavity Pressure
14 MCC58 N40:54 Maximum Cavity Pressure Cavity Pressure
15 MCC59 N40:55 Analog Signal @ Min Cavity Pressure Input Signal Range
16 MCC60 N40:56 Analog Signal @ Max Cavity Pressure Input Signal Range
1
Incremental Distance
00.00
to 99.99in
000.0 to 999.9mm
4
Rotational Speed
000.0 to 999.9 RPM
2
Input Signal Range
00.00 to 10.00VDC or
01.00 to 05.00VDC or
04.00 to 20.00MADC
5
Pressure
00000 to 20,000 PSI
0000.0 to 2000.0 Bar
3
Pressure
0000 to 9999 PSI
000.0 to 999.9 Bar
2
2
3
3
2
2
4
4
2
2
5
5
2
2
1
1
3-10

Chapter 3
Configure the QDC Module's I/O
Determine Values for the Ram (Screw) Position Sensor
ATTENTION: Incorrect values entered in DYC09 through
DYC12 may result in rapid ram (screw) motion and potential
damage to your barrel or seals of your injection cylinder.
To complete the configuration for your ram (screw) position sensor, do the
following and enter the results on Worksheet 4-E:
Important: If your position sensor has zero and span potentiometers for
setting the zero reference and linear resolution, do so during this
procedure.
1. Move the ram (screw) forward until it reaches its mechanical stop at
the nozzle end. This is the zero position.
2. Remove ram (screw) pressure and/or flow to stop movement.
3. Record this position value (normally 0000) on line 1 for MCC09 on
Worksheet 4-E.
4. With your programming terminal, read the signal level returned in
SYS33 (N40:185) from your position sensor. You may wish to zero
your position sensor at this time.
5. Record this value on line 3 for MCC11 (should be at minimum signal
if you zeroed your position sensor in step 4).
6. Move the ram (screw) backward to the backpoint mechanical stop.
7. Remove ram (screw) pressure and/or flow to stop movement.
8. Measure the distance travelled.
9. Record this distance on line 2 for MCC10.
10. With your programming terminal, read the signal level returned in
SYS33 (N40:185) from your position sensor. You may wish to span
your position sensor at this time.
11. Record this value on line 4 for MCC12.
You may now download your adjusted values to the QDC module using
the MCC download procedure presented earlier in this chapter.
3-11

Chapter 3
Configure the QDC Module's I/O
Determine Values for the Ram (Screw) Pressure Sensor
To complete the configuration for your ram (screw) pressure sensor, enter
on Worksheet 4-E minimum and maximum pressures and corresponding
signal levels from manufacturer’s specifications in MCC17-20. Most
applications require no further spanning. If your application requires
greater accuracy, follow the procedure below:
1. Release system pressure to obtain minimum ram (screw) pressure.
2. Read the pressure gauge at the ram (screw).
3. Record minimum pressure (normally 0000) on line 5 for MCC17 on
Worksheet 4-E.
4. With your programming terminal, read the signal level returned in
SYS34 (N40:186) from your pressure sensor. You may wish to zero
your pressure sensor at this time.
5. Record this signal level on line 7 for MCC19. It should be at
minimum signal if you zeroed your pressure sensor in step 4.
ATTENTION: Use extreme caution during the next steps
because you stress the hydraulic system to its maximum rated
pressure. Loose fittings or faulty components could fail, causing
possible damage to equipment and/or injury to personnel.
6. Re-torque all hydraulic connections and joints before proceeding.
7. Boost system pressure to obtain maximum ram (screw) pressure.
Obtain maximum system pressure by positioning the ram (screw) at
its fully forward (nozzle end) or fully retracted (backpoint) position
while keeping its pressure valve in the maximum open position. This
forces the cylinder to press against the mechanical limits of its travel
and builds max system pressure.
8. Read the ram (screw) pressure gauge. Do this while the ram (screw)
is mechanically bound from moving.
9. Record this maximum pressure on line 6 for MCC18.
3-12
10. With your programming terminal, read the signal level returned in
SYS34 (N40:186) from your pressure sensor. You may wish to span
your pressure sensor at this time.
11. Record this signal level on line 8 for MCC20.
12. Release pressure.

Chapter 3
Configure the QDC Module's I/O
You may now download your adjusted values to the QDC module using
the MCC download procedure presented earlier in this chapter.
Determine Values for the Cavity Pressure Sensor (if used)
To complete the configuration for your cavity pressure sensor, enter in
Worksheet 4-E minimum and maximum pressures and corresponding
signal levels from manufacturer’s specifications in MCC57-60. Most
applications require no further spanning.
Determine Values for the Screw RPM Sensor
To complete the configuration for your screw RPM sensor, enter in
Worksheet 4-E on lines 9-12 (MCC51-54) minimum and maximum RPM
and corresponding signal levels from manufacturer’s specifications. Most
applications require no further spanning.
If your application requires greater accuracy, follow the this procedure:
1. Confirm that the screw is at rest (not rotating).
2. Record 0000 as the minimum RPM on line 9 for MCC51 of
Worksheet 4-E.
3. With your programming terminal, read signal level returned in
SYS35 (N40:187) from your RPM sensor. You may wish to zero
your RPM sensor at this time.
4. Record this signal level on line 11 for MCC53.
ATTENTION: Be sure that any residual plastic in your barrel
is hot enough to be liquified before proceeding to step 5.
Attempting to rotate the screw at maximum RPM with cool
plastic in the barrel could damage your barrel/screw set.
5. Allow full hydraulic flow to your screw motor at rated hydraulic
pressure to obtain maximum RPM.
6. Determine the actual RPM using a calibrated, hand-held touch
tachometer (or similar device).
7. Record the observed maximum RPM on line 10 for MCC52.
3-13

Chapter 3
Configure the QDC Module's I/O
8. With your programming terminal, read the signal level returned in
SYS35 (N40:187) from your RPM sensor. You may wish to span
your RPM sensor at this time.
9. Record this signal level on line 12 for MCC54.
10. Release all flow and pressure from your screw motor and allow the
screw to return to rest.
You may now download your adjusted values to the QDC module using
the MCC download procedure presented earlier in this chapter.
Select Optional
Configurations
You also have the option of configuring the following QDC features:
Use this Option: For this Benefit:
Software Travel Limits to guard against damaging the nozzle assembly or seals
Pressure Alarm Time Delay to warn of excessive pressure without nuisance alarms
Digital Filter to compensate for noise on position inputs
RPM Alarm Time Delay to warn of excessive screw RPM without nuisance alarms
Configure Software Travel Limits
You may want to use the software restrictions to stop the travel of your ram
(screw) before it reaches its maximum limits (configured earlier in this
chapter).
Figure 4.1
Software
Restrictions
Physical Travel Range
dd
Safe Zone
d = deadband
3-14
Min SWTL Max SWTL
Min Position Max Position
During normal machine operation and whenever your cylinder travels
outside the safe zone (outside the specified software travel limits, SWTL),
the QDC module:
sets an alarm status bit
forces its outputs to zero

Chapter 3
Configure the QDC Module's I/O
ignores all profile commands (except set-outputs and jogs) until you jog
the cylinder back through the deadband into the safe zone at either end
The deadband guards against sensor noise flickering the SWTL alarms and
requires the operator to jog the cylinder a set distance away from the
software overtravel. We recommend a value of 00.10 inch as a starting
deadband. Your sensor may require a greater deadband.
ATTENTION: The QDC module ignores SWTL alarms when
jogging or when performing a set-output operation.
Configure the QDC module for SWTL as follows:
1. Determine these SWTL values for ram (screw) travel with respect to
the range of physical travel.
SWTL deadband
Maximum SWTL
Minimum SWTL
2. Record non-zero SWTL values on Worksheet 3-F. Zero values
disable the corresponding SWTLs.
ATTENTION: Leaving your SWTL settings at zero (MCC13
and 14), inhibits the QDC module from performing this safety
function.
Worksheet 3F
Configuration V
SWTL
Enter Your SWTL Configuration Values Here
Control Word ProSet 600
MCC13 N40:9 Screw Minimum SWTL Screw Axis Measured from zero
MCC14 N40:10 Screw Maximum SWTL Screw Axis Measured from zero
MCC15 N40:11 10 Screw SWTL Deadband As noted
1
Incremental Distance
00.00 to 99.99in
000.0 to 999.9mm
Addr
. Value Description Units
alues
1
1
1
You may now download your adjusted values using the MCC download
procedure presented earlier in this chapter.
3-15

Chapter 3
Configure the QDC Module's I/O
Set Up Maximum RPM and Pressure Alarms, and Time Delays
The QDC module continuously monitors screw RPM, ram (screw)
pressure, and cavity pressure inputs. When it detects that the process input
equals or exceeds a preset alarm setpoint, the QDC module sets an alarm
bit. A setpoint of zero disables the associated alarm.
To guard against nuisance alarms caused by noise spikes or pressure
transients , you can set a time delay so the QDC module must monitor
continuous excessive pressure or RPM for an amount of time before setting
the high alarm. A setpoint of zero disables this delay.
Configure the QDC module for pressure and RPM alarms as follows:
1. Determine these values for ram (screw) and/ or cavity pressure
alarms:
pressure-alarm setpoint
time-delay setpoint
2. Determine these values for screw RPM alarms:
RPM-alarm setpoint
time-delay setpoint
3. Record non-zero setpoints on Worksheet 3-G for the pressure alarms,
RPM alarm, and time delays you want to use.
4. Download them to the QDC module using the procedures presented
earlier in this chapter:
Worksheet 3G
and T
Alarm
Enter Your Alarm and T
Control Word ProSet 600 Addr. Value Description Units
MCC21 N40:17 Screw Pressurealarm Setpoint Ram (screw) Pressure
MCC22 N40:18 Screwpressure Timedelay Setpoint Time
MCC55 N40:51 HighRPM Alarm Setpoint Rotational Speed
MCC56 N40:52 Screw RPM Timedelay Setpoint Time
MCC61 N40:57 Cavity Pressurealarm Setpoint Cavity Pressure
MCC62 N40:58 Cavitypressure Timedelay Setpoint Time
1
Time
Measured in Seconds
00.00
to 00.99
2
Pressure
0000 to 9999 PSI
000.0 to 999.9 Bar 0000.0 to 2000.0 Bar
imedelay Setpoints
imedelay Values Here
3
Rotational Speed
000.0 to 999.9 RPM
Measured in Seconds
Measured in Seconds
Measured in Seconds
4
Pressure
00000 to 20,000 PSI
3
4
2
1
1
1
3-16

Chapter 3
Configure the QDC Module's I/O
Configure a Digital Filter for the Position Input from the Ram (Screw)
You may enable an optional digital filter on position inputs to reduce
electrical noise from a potentiometer-type position sensor or picked up by
your input circuits.
To determine if you need a digital filter, move the ram (screw) very slowly.
With your programming terminal, look for erratic position numbers
reported for ram (screw) position by examining SYS25 (N40:177).
Configure the QDC Module for a Digital Input Filter as Follows:
To determine the time constant (0 - 00.10 sec), start with a small value
such as 00.01 and enter it into MCC16 (N40:12). A value of zero disables
the filter.
ATTENTION: Increasing the value of the time constant
decreases the QDC module’s capability to respond quickly to
travel limits and/or to accurately locate programmed positions.
We recommend that you keep the time constant under 00.10.
For example, with a ram (screw) linear velocity of 10”/sec, a 00.01 time
constant allows 0.10” of travel before the QDC module can react to a
travel limit.
Important: If you have a noisy potentiometer-type position sensor and
digital filtering slows the QDC module’s response time too much, consider
replacing the sensor with a non-contact linear-displacement type.
Download time constants to the QDC module using the procedures
presented earlier in this chapter.
3-17

Chapter
Overview of Remaining
Configuration Procedures
4
Chapter
Objectives
Configuration Concepts
This chapter introduces you to the remaining procedure necessary to
successfully configure your QDC module. You must follow the procedures
in the order given. Please use this chapter as a guide.
The QDC module communicates with your PLC-5 processor through data
blocks. These blocks are made up of several 16 bit words stored in the
PLC-5 data table. The QDC module accesses these areas of data table
through the 1771 backplane. There are two types of data blocks:
Command Blocks - you download these blocks from the PLC-5 data
table to the QDC module to make configuration changes or initiate
machine actions
Status Blocks - the QDC module uses these blocks to send information
to the PLC-5 processor about current operating status
The configuration procedure detailed in the next several chapters makes
extensive use of command and status blocks. You will:
enter important operating data into all applicable command blocks
read machine operating data in status blocks to assist you in the
configuration procedure
Command Blocks
You configure the QDC module with a series of command blocks.
Command blocks are an area of PLC-5 data table containing machine
commands, set-up, and operating information for the QDC module. You
download command blocks from PLC-5 data table to the QDC module
manually on command or automatically at power up.
4-1

Chapter 4
Overview of Remaining
Configuration Procedures
There are two types of command blocks. They are presented in the
following table.
Type Which Contain Examples
Configuration Blocks Information necessary to configure your
module to run a certain portion of a profile
Profile Blocks Actual process setpoints necessary to
produce a desired part.
Valve spanning
information for the
injection profile
Plastication profile
operating setpoints
Status Blocks
The QDC module returns critical operating status and values to the PLC-5
data table through status blocks. Like configuration blocks, status blocks
are areas of PLC-5 data table. Status blocks, however, contain actual
machine operation information rather than machine setpoints and action
commands.
Type Which Contain Examples
Status Blocks Information about machine operation and
operating status of the QDC module.
The molding machine is
currently performing a
predecompression
movement.
Special Command and
Status Blocks
4-2
A few special command and status blocks are the Module Configuration
Block, Dynamic Command Block, and the System Status Block.
Types Description Examples
Module Configuration
Block (MCC)
Dynamic Command
Block (DYC)
System Status Block
(SYS)
Contains configuration information used
throughout all phases of machine
operation
Includes all commands necessary to jog,
run, and stop any applicable machine
phase or operation.
Returns to the PLC processor information
relevant to common module parameters.
Sensor spanning information
and global alarm setpoints
Command to start the
Plastication phase
Actual voltages and
engineering units read back
at the four QDC inputs

Chapter 4
Overview of Remaining
Configuration Procedures
Overview of Remaining
Configuration Procedures
Step Procedure Information that you enter: Refer to:
1 Jog Your Machine Machine jog pressure and flow setpoints are
2 Write a PLC Program to
3 Enter Initial
Configuration procedures detailed in the next several chapters are outlined
below. The procedures are sequential in nature: configuration information
determined in initial chapters is needed in later chapters.
Coordinate Phases
Configuration Values
entered into the Jog Configuration block (JGC).
You jog your ram (screw) with commands in the
Dynamic Command block (DYC) to further refine
your jog configuration.
Jogpressure and screwRPM alarm setpoints that
you determine.
The QDC module offers many machine operation
options to meet nearly any injection molding
machine's requirements.
You must write PLC ladder logic to cycle the
machine in the desired manner.
Output values to valves controlling pressure or flow,
ramp rates, and valve span.
Chapter 5
Chapter 6
Chapter 7
(Used in
Chapters 9 & 10)
4 Enter Initial Profile Values Initial machine operation setpoints (pressure,
velocity, position, time, and other partspecific
information)
5 Span Your Valves Configuration parameters necessary to accurately
span your hydraulic valves in open loop. You also
set profile pressure alarms.
6 Tune Your Machine
for Producing Parts
Closedloop tuning parameters. We also discuss
other setpoints for part tuning and machine tuning.
Chapter 8
(Used in
Chapters 9 & 10)
Chapter 9
Chapter 10
4-3

Chapter 4
Overview of Remaining
Configuration Procedures
Enter Data T
able V
alues and
Download Command Blocks
We refer to these procedures throughout this manual whenever you must:
enter data table values
download command blocks
Enter Values into Your PLC5 Data Table
With your programming terminal, enter worksheet values into your PLC-5
data table as follows:
1. Switch the PLC-5 processor to
PROGRAM mode.
2. Display your PLC-5 data table
3. Locate the data files for storing the subject block as specified on
individual worksheets.
4. Enter the value for each word and bit.
When you set bits in words prefixed with file identifier B (example: B34),
the PLC-5 processor automatically switches the radix to binary format.
Download Command Blocks
Use this procedure to send one or more command blocks from PLC-5 data
table to QDC module while leaving the PLC-5 processor in Run mode.
(As an alternative, Pro-Set 600 software forces the PLC-5 processor to
download all command blocks to the QDC module when you switch the
processor from
PROGRAM to RUN
or power it up.)
Important: The following procedure does NOT apply to the MCC block.
It has its own download procedure described in chapter 3.
Important: Before you can use the following procedure, you must first
have successfully downloaded a valid MCC block to the QDC module.
We define the following data words and functions used in the procedure to
download command blocks.
This Word: At Address: Provides this Function:
DYC61 N40:173 Requests that the QDC module return an error if it finds one in the
designated data block. The QDC module reports the error in SYS61
and SYS62.
SYS61 N40:213 The QDC module reports the ID of the data block containing the
error (identified in SYS62). This word will match a nonzero DYC61.
SYS62 N40:214 The QDC module reports the error code in this word. This error
code relates to the data block whose ID is reported in SYS61.
4-4

Chapter 4
Overview of Remaining
Configuration Procedures
Learn the following procedure because you will use it often.
1. For the block you want to download (subject block), get its ID
number from Table 4.A and enter it into DYC61.
Table 4.A
Information
Required to Download a Command Block
Subject
Block
JGC 02 1
INC 08 7 IPC
IPC 09 8
PKC 10 9 HPC
HDC 11 10 HPC
HPC 12 11
PRC 13 12
PLC 14 13 PPC
PPC 15 14
PSC 16 15
ProSet 600
Block ID Number
ProSet 600
Command Bit in B21
Required
Companion Block
2. Confirm that the QDC module returns the ID in SYS61.
Important: If the value returned in SYS61 is NOT the ID number
you entered, you have an error in the MCC or DYC block:
If SYS61 has
this value:
This block
has errors:
Fix them as follows:
1 MCC Refer to chapter 3 Correct Any Dataentry Errors in MCC"
25 DYC Go to steps 8 and 9 of this procedure.
Fix MCC and DYC errors before starting the download procedure
MCC and DYC errors are corrected when SYS61≠ 1 or 25, but
when SYS61=DYC61=ID number of the subject block
When you have done all three: Then:
1. Corrected all errors in MCC and DYC blocks
2. Entered the ID of the subject block in DYC61
3. Downloaded the subject block
The QDC module immediately
reports any programming errors it
detected in the subject block
4-5

Chapter 4
Overview of Remaining
Configuration Procedures
3. Start the download procedure by setting the corresponding download
bit (Table 4.A) in your PLC-5 data table.
4. Watch the bit you set in step 3 and wait for Pro-Set 600 software to
reset it to zero. This indicates the PLC-5 processor has transferred
the block to the QDC module.
5. Observe the value of SYS62 (N40:214) in your PLC-5 data table:
If SYS62 = 0, the QDC module detected no errors. Go to step 6.
If SYS62 ≠ 0, the QDC module detected an error. Go to step 8.
6. Since the QDC module did not detect a programming error, check
Table 4.A to see if the subject block has a required companion block.
Important: When downloading multiple subject blocks that share the
same companion block, you may download the companion block:
after each subject block
once after the last subject block
To simplify troubleshooting your data entry (programming) errors during
initial configuration procedures, we recommend that you download the
companion block after each subject block. Otherwise, the procedure to
correct multiple errors becomes too complex.
7. Complete the procedure as follows:
a. If the subject block has a required companion block, return to
step 2 and repeat the procedure for the next block or companion
block.
b. If the subject block is the companion block, download it.
Return to step 2 to download additional blocks if required.
8. The QDC module detected a programming error. Interpret the error
code returned by the QDC module in SYS62. The code identifies the
first detected programming error in the subject block whose ID is
reported in SYS61 (N40:213). Refer to Section 2 of the Plastic
Molding Module Reference Manual (publication 1771-6.5.88) for
how to interpret and correct the cause of programming errors.
9. Correct the error in the PLC-5 data table corresponding to the subject
block. Since you may have more than one programming error in the
subject block, return to step 4 and repeat the download procedure
until you have corrected all errors in this block. Then SYS62 = 0.
4-6

Jog Your Machine
Chapter
5
Chapter
Objectives
About Jogging
This chapter describes how to:
configure all jog block values necessary to jog your ram (screw)
test jog values and make changes, if necessary
configure values which may indirectly affect clamp and eject jogs
Jogging your machine is similar to operating it in set-output operation:
You apply percentage values to your QDC module’s outputs to obtain the
desired motion. The jog configuration block (JGC) lets you set up jog
parameters to control QDC module outputs to:
rotate the ram (screw)
jog it forward and backward
Although the QDC module (in inject mode) may not be directly controlling
your machine’s clamp and ejector jogs, your hydraulics may require that
valves connected to your QDC module outputs go to a certain position to
assure proper clamp and ejector jog functions. The QDC jog configuration
block allows you to set up these indirect jog values.
Use These W
orksheets
The following table lists the command block and corresponding
worksheets for recording initial values to configure the QDC module for
jogging the ram (screw), clamp and ejector.
To configure the QDC module
for jogging the:
ram (screw) JGC 5A 5-3
clamp and ejector JGC 5B 5-8
With this
block:
Use this
WorksheetOnPage
5-1

Chapter 5
Jog Your Machine
Determine
Initial Jog V
alues
Worksheet 5-A lists all words in which you must enter values to
successfully configure your QDC module for jogging the ram (screw).
Use it to record:
initial values
Enter initial values just sufficient to jog in the desired direction.
Keep this information in mind:
The numbers you enter are %-signal output.
For a range of –10 to +10vdc, zero output occurs @ 50%
(See Warning on next page.)
Later in this chapter you modify them to obtain desired jog results.
setpoints for jog-RPM and jog-pressure alarms
The QDC module sets an alarm any time ram (screw) RPM and/or
pressure equals or exceeds the respective value during jogs. A zero
entry inhibits alarm actuation.
Important:
High RPM and/or high pressure alarms that you set in chapter 3
are also active during jog functions.
Jog-specific high pressure alarms for clamp and eject jogs are
NOT activated in a QDC module configured for inject mode.
5-2

Worksheet 5. A
Ram (screw) Jog Configuration V
Enter Your Initial Values Here
Chapter 5
Jog Your Machine
alues
Control Block
Word
ProSet 600
Address
Value Description Units
Inject, Forward Jog
JGC17 N40:73 Set Output Values Output #1 % Signal Output
JGC18 N40:74 Output #2 % Signal Output
JGC19 N40:75 Output #3 % Signal Output
JGC20 N40:76 Output #4 % Signal Output
1
1
1
1
Inject, Reverse Jog
JGC25 N40:81 Set Output Values Output #1 % Signal Output
JGC26 N40:82 Output #2 % Signal Output
JGC27 N40:83 Output #3 % Signal Output
JGC28 N40:84 Output #4 % Signal Output
1
1
1
1
Screw Rotate Jog
JGC09 N40:65 Set Output Values Output #1 % Signal Output
JGC10 N40:66 Output #2 % Signal Output
JGC11 N40:67 Output #3 % Signal Output
JGC12 N40:68 Output #4 % Signal Output
1
1
1
1
Jog RPM and Pressure Alarms
JGC05 N40:61 Screwrotate Jog RPM, Alarm Setpoint Rotational Speed
3
JGC06 N40:62 Screw Jog Pressure, Alarm Setpoint Ram (screw) Pressure
1
%
Signal Output
00.00 to 99.99 %
2
Pressure
0000 to 9999 PSI
000.0 to 999.9 Bar
3
Rotational Speed
000.0 to 999.9 RPM
2
ATTENTION: You can connect up to four different valves to
your QDC module. Although all four may not directly jog the
ram (screw), consider their indirect effect when setting jog
set-output values. Indirectly, they could cause unexpected
machine motion with possible damage to equipment or injury to
personnel.
5-3

Chapter 5
Jog Your Machine
ATTENTION: A value of 0 entered in your data table does not
necessarily correspond to zero pressure or flow. For an output
configured +
10VDC, an output of 50% corresponds to zero
volts signal output (see graph). Amplifier electronics or spool
offsets may also be designed such that zero volts signal input
does not result in no flow or pressure. Please consult your valve
and amplifier specifications for more details.
10
5
0
Output Voltage
-5
-10
0 102030405060708090100
%
Output Requested
Enter and Download Initial Jog Values
Using the same procedure outlined in chapter 3, enter your initial jog
values in Worksheet 5-A. To download the jog configuration block (JGC),
refer to the download procedure outlined in chapter 4.
5-4

Chapter 5
Jog Your Machine
Write Ladder Logic
Take time now to develop ladder logic (independent of Pro-Set 600
software) to jog the ram (screw) with the QDC module. You need to
monitor switches on your operator control panel, and set corresponding
command bits.
Use word 1 in the dynamic command block (DYC01) to enable and disable
individual jogs. Use word 1 in the system status block (SYS01) to monitor
the QDC module’s reaction to jog commands. Tables 5.A and 5.B identify
command and status bits for jogging the ram (screw).
Table 5.A
Ram
(Screw) Jog Enable Bits
Control Block Word: ProSet 600 Address: Description:
DYC01B09 B34/393 Execute Screw Rotate Jog
DYC01B10 B34/394 Execute Inject Cylinder Jog Forward
DYC01B11 B34/395 Execute Inject Cylinder Jog Reverse
Table 5.B
(Screw) Jog Status Bits
Ram
Status Block Word: ProSet 600 Address: Description:
SYS01B09 B34/9 Screw Rotate Jog in Progress
SYS01B10 B34/10 Inject Cylinder Jog Forward in
Progress
SYS01B11 B34/11 Inject Cylinder Jog Reverse in
Progress
We provide a programming example (Figure 5.1) of jog control for
instructional purposes only. Your application-specific programming may
vary significantly from this example.
Important: You may also need to develop ladder logic that changes the
direction of ram (screw) travel hydraulically when you command the QDC
module to jog the ram (screw) in reverse.
5-5

Chapter 5
Jog Your Machine
Figure 5.1
Example
Rung 6:1 DYC02-B15
| EMERGENCY ********* |
| STOP EXECUTE |
| CONDITION ALL STOP |
| EXISTS COMMAND |
| B3 B34 |
+––––] [–––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––( )–––––+
| 0 415 |
Rung 6:2
| CYCLE | MANUAL |DIRECTION DYC01-B10 |
| CONTROL | SCREW |SOLENOIDS ********** |
| SELECTOR | FORWARD |ALIGNED TO EXECUTE |
| (A/S/M) IN| JOG |MOVE SCREW SCREW |
| “MANUAL” | ALLOWED |FORWARD FWD JOG |
| I:003 B11 B11 B34 |
+––––] [––––––––] [––––––––] [–––––––––––––––––––––––––––––––––––––––––( )–––––+
| 05 1 8 394 |
Rung 6:3
| CYCLE | MANUAL |DIRECTION DYC01-B11 |
| CONTROL | SCREW |SOLENOIDS ********** |
| SELECTOR | REVERSE |ALIGNED TO EXECUTE |
| (A/S/M) IN| JOG |MOVE SCREW SCREW |
| “MANUAL” | ALLOWED |REVERSE REV JOG |
| I:003 B11 B11 B34 |
+––––] [––––––––] [––––––––] [–––––––––––––––––––––––––––––––––––––––––( )–––––+
| 05 2 9 395 |
Rung 6:4
| CYCLE | MANUAL |DIRECTION DYC01-B09 |
| CONTROL | SCREW |SOLENOIDS ********** |
| SELECTOR | ROTATE |ALIGNED TO EXECUTE |
| (A/S/M) IN| JOG | ROTATE SCREW |
| “MANUAL” | ALLOWED | SCREW ROTATE JOG |
| I:003 B11 B11 B34 |
+––––] [––––––––] [––––––––] [–––––––––––––––––––––––––––––––––––––––––( )–––––+
| 05 3 10 393 |
Jog Programming
5-6

Chapter 5
Jog Your Machine
Jog Your Ram (Screw)
Configure Jogs
for the Clamp and Ejector
Jog your ram (screw) in forward and reverse directions. Experiment with
values you entered in the jog configuration block (JGC) until you obtain
the desired jog operation.
You must download the JGC to the QDC module each time you change a
value in the command block to implement the new value. Refer to the
download procedure outlined in chapter 4.
If You Observe This Condition: Then Make This Adjustment:
Rough jerky acceleration or deceleration
(Hammering hydraulics)
Sluggish acceleration or deceleration 1) Boost jog pressure
1) Decrease jog pressure
2) Decrease jog setpoint
Although the QDC module (in inject mode) may not be directly controlling
your machine’s clamp and ejector jogs, your hydraulics may require valves
connected to this QDC module’s outputs to go to a certain position to
assure proper clamp and/or ejector jog functions. The jog configuration
block lets you set up these indirect jog values.
If your hydraulics require it, take time now to set your valves connected to
the QDC module (in inject mode) to assist with clamp and/or eject jogs.
Otherwise, omit the rest of this chapter.
Whenever the appropriate clamp or ejector jog bit is set in dynamic
command block DYC01, the jog configuration block (JGC) values
corresponding to the respective jog are applied to QDC module outputs.
1. In Worksheet 5-B, enter values which must be applied to the QDC
module (in inject mode) to successfully execute clamp and ejector
jogs.
Important: Jog-specific high pressure alarms are NOT activated in an
inject-mode QDC module during clamp and ejector jogs.
2. Download the jog configuration block (JGC) using the download
procedure outlined in chapter 4.
5-7

Chapter 5
Jog Your Machine
Worksheet 5. B
Clamp & Eject Jog Configuration Values for QDC Module in Inject Mode
Enter Your Initial Values Here
Control Block
ProSet 600 Addr. Value Description Units
Word
Clamp, Forward Jog
JGC33 N40:89 Set Output Values Output #1 % Signal Output
JGC34 N40:90 Output #2 % Signal Output
JGC35 N40:91 Output #3 % Signal Output
JGC36 N40:92 Output #4 % Signal Output
Clamp, Reverse Jog
JGC41 N40:97 Set Output Values Output #1 % Signal Output
JGC42 N40:98 Output #2 % Signal Output
JGC43 N40:99 Output #3 % Signal Output
JGC44 N40:100 Output #4 % Signal Output
Ejector, Advance Jog
JGC49 N40:105 Set Output Values Output #1 % Signal Output
JGC50 N40:106 Output #2 % Signal Output
JGC51 N40:107 Output #3 % Signal Output
JGC52 N40:108 Output #4 % Signal Output
Ejector, Retract Jog
JGC57 N40:113 Set Output Values Output #1 % Signal Output
JGC58 N40:114 Output #2 % Signal Output
JGC59 N40:115 Output #3 % Signal Output
JGC60 N40:116 Output #4 % Signal Output
1
%
Signal Output
00.00 to 99.99 %
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
5-8

Chapter 5
Jog Your Machine
Write Ladder Logic
to Assist with
Clamp & Eject Jogs
If your hydraulics require it, take time now to develop ladder logic
(independent of Pro-Set 600 software) so the QDC module (in inject mode)
can assist jogging the clamp and ejector. Otherwise, omit the rest of this
chapter.
Use word 1 in the dynamic command block (DYC01) to enable and disable
individual jogs. Use word 1 in the system status block (SYS01) to monitor
the QDC module’s reaction to jog commands. Tables 5.C and 5.D identify
command and status bits for jogging the clamp and/or ejector.
Table 5.C
Clamp
and Eject Jog Enable Bits
Command Block Word: ProSet 600 Address: Description:
DYC01B12 B34/396 Execute Clamp Jog Forward
DYC01B13 B34/397 Execute Clamp Jog Reverse
DYC01B14 B34/398 Execute Ejector Jog Advance
DYC01B15 B34/399 Execute Ejector Jog Retract
Table 5.D
and Eject Jog Status Bits
Clamp
Status Block Word: ProSet 600
Address:
SYS01B12 B34/12 Clamp Jog Forward in Progress
SYS01B13 B34/13 Clamp Jog Reverse in Progress
SYS01B14 B34/14 Ejector Jog Advance in Progress
SYS01B15 B34/15 Ejector Jog Retract in Progress
Description:
We provide a programming example (Figure 5.2) of assisted jog control for
instructional purposes only. Your application-specific programming may
vary significantly from this example.
Important: You may also need to develop ladder logic that changes the
direction of clamp and/or ejector travel hydraulically when you command
the QDC module to retract the clamp and/or ejector.
5-9

Chapter 5
Jog Your Machine
Figure 5.2
Example
Rung 6:5
| CYCLE | |DIRECTION DYC01-B12 |
| CONTROL | MANUAL |SOLENOIDS ********** |
| SELECTOR |CLAMP JOG |ALIGNED TO EXECUTE |
| (A/S/M) IN| FORWARD |MOVE CLAMP UNASSIGNED |
| “MANUAL” | ALLOWED |FORWARD #4 JOG |
| I:003 B11 B11 B34 |
+––––] [––––––––] [––––––––] [–––––––––––––––––––––––––––––––––––––––––( )–––––+
| 05 4 11 396 |
Rung 6:6
| CYCLE | |DIRECTION DYC01-B13 |
| CONTROL | MANUAL |SOLENOIDS ********** |
| SELECTOR |CLAMP JOG |ALIGNED TO EXECUTE |
| (A/S/M) IN| REVERSE |MOVE CLAMP UNASSIGNED |
| “MANUAL” | ALLOWED |REVERSE #5 JOG |
| I:003 B11 B11 B34 |
+––––] [––––––––] [––––––––] [–––––––––––––––––––––––––––––––––––––––––( )–––––+
| 05 5 12 397 |
Rung 6:7
| CYCLE | MANUAL |DIRECTION DYC01-B14 |
| CONTROL | EJECTOR |SOLENOIDS ********** |
| SELECTOR | JOG |ALIGNED TO EXECUTE |
| (A/S/M) IN| ADVANCE |ADVANCE UNASSIGNED |
| “MANUAL” | ALLOWED |EJECTOR #6 JOG |
| I:003 B11 B11 B34 |
+––––] [––––––––] [––––––––] [–––––––––––––––––––––––––––––––––––––––––( )–––––+
| 05 6 13 398 |
Rung 6:8
| CYCLE | MANUAL |DIRECTION DYC01-B15 |
| CONTROL | EJECTOR |SOLENOIDS ********** |
| SELECTOR | JOG |ALIGNED TO EXECUTE |
| (A/S/M) IN| RETRACT |RETRACT UNASSIGNED |
| “MANUAL” | ALLOWED |EJECTOR #7 JOG |
| I:003 B11 B11 B34 |
+––––] [––––––––] [––––––––] [–––––––––––––––––––––––––––––––––––––––––( )–––––+
| 05 7 14 399 |
Programming for Assisting Clamp and/or Ejector Jogs
Jog Your Clamp and Ejector
5-10
Do this only after writing all direct and assisted ladder logic for controlling
clamp and eject jogs.
Jog your clamp and/or ejector in forward and retract directions.
Experiment with values you entered in the jog configuration block (JGC)
until you obtain the desired jog operation.
You must download the JGC block to the QDC module each time you
change a value in the command block to implement the new value. Refer
to the download procedure outlined in chapter 4.
If You Observe This Condition: Then Make This Adjustment:
Rough jerky acceleration or deceleration
(Hammering hydraulics)
Sluggish acceleration or deceleration 1) Boost jog pressure
1) Decrease jog pressure
2) Decrease jog setpoint

Chapter
6
Select Command and Status Bits to Sequence
Machine Operation
Chapter
Assess Y
Objectives
our
Logic Requirements
In this chapter, we provide you with tables of command and status bits that
you use to write ladder logic to:
implement manual functions such as jog, set outputs, and stop
step your QDC module through machine cycles
We suggest how to assess your logic requirements and based on those
requirements how to use bit tables to write your machine’s sequential
ladder logic that depends on your machine’s hydraulic configuration.
You must add your own ladder logic according to your machine’s
sequencing requirements.
If you need to Refer to this table for required
Execute phases of the Inject mode
without interruption
Jog your machine in manual mode,
set outputs, or stop
Start the next profile or movement 6.B and 6.C
Interrupt ram (screw) movement
between profiles
Trigger new events 6.E
Review all available status bits 6.F
Review all available command
and configuration bits
command and/or status bits
no additional ladder logic required
6.A
6.D
6.G
Important: For a more thorough description of all command and status
bits presented in this chapter, refer to Section 3 of the Plastic Molding
Module Reference Manual, publication 1771-6.5.88.
6-1

Chapter 6
Select Command and Status Bits
To Sequence Machine Operation
Use Command and Status
Bit Tables
Use the following tables to select command and status bits when writing
ladder logic to control manual functions and machine sequencing.
Table 6.A
Command
To Initiate this action Set this bit The QDC sets this bit
Direct Setoutput DYC01B08 SYS01B08
Screw Rotate Jog DYC01B09 SYS01B09
Ram (screw) Forward Jog DYC01B10 SYS01B10
Ram (screw) Reverse Jog DYC01B11 SYS01B11
Unassigned # 4 Jog DYC01B12 SYS01B12
Unassigned # 5 Jog DYC01B13 SYS01B13
Unassigned # 6 Jog DYC01B14 SYS01B14
Unassigned # 7 Jog DYC01B15 SYS01B15
Stop DYC02B15 SYS02B15
and Status Bits for Manual Control
during execution
Table 6.B
Command
To initiate this
profile/movement
Injection DYC02B04 - -
Pack DYC02B05 Injection Note 1
Hold DYC02B06 Pack Note 1
Predecompression DYC02B07 Hold HPC03B08
Plastication DYC02B08 Predecompression HPC03B09
Postdecompression DYC02B09 Plastication PPC03B08
Note 1 Injection, Pack, and Hold are always linked as one profile.
Bits for Automatic Functions
Toggle this bit Or the profile/movement
starts automatically after
If this bit
is Reset
6-2

Chapter 6
Select Command and Status Bits
To Sequence Machine Operation
Table 6.C
and Command Bit Interaction for Automatic Functions
Status
For this
Profile/Movement
Injection SYS21B04 SYS02B04 SYS02B04 SYS21B04 --- ---
Pack SYS21B05 SYS02B05 SYS02B05 SYS21B05 --- ---
Hold SYS21B06 SYS02B06 SYS02B06 SYS21B06 HPC03B08 SYS22B06
Predecompression SYS21B07 SYS02B07 SYS02B07 SYS21B07 HPC03B09 SYS22B07
Plastication SYS21B08 SYS02B08 SYS02B08 SYS21B08 PPC03B08 SYS22B08
Postdecompression SYS21B09 SYS02B09 SYS02B09 SYS21B09 --- SYS22B09
During execution
this bit in B34 is
SET RESET SET RESET also SET also SET
At completion
this bit in B34 is
At completion, if this
command bit is This status bit is
Table 6.D
Bits T
Command
Bit Description QDC Block Address
0 = start predecompression movement @ end of hold profile
1 = stop and set output @ end of hold profile
0 = start plastication profile @ end of predecompression movement
1 = stop and set output @ end of predecompression movement
0 = start postdecompression movement @ end of plastication profile
1 = stop and set output @ end of plastication profile
o Interrupt Ram (screw) Movement Between Profiles
HPC03B08
HPC03B09
PPC03B08
Table 6.E
Miscellaneous
Reason for Using Bit Description QDC Block Address
To drop pump adders, or shift solenoids before
starting pack/hold profile
To inhibit clamp from opening in auto mode Cure timer timing SYS03B03
To start clampopen phase Ram (screw) retracted, and
To idle the machine and activate an alarm
because the hopper is running out of plastic
To shift solenoids for predecompression Setoutput in progress @ end of hold SYS22B06
To shift solenoids for plastication Setoutput in progress @ end of predecompression SYS22B07
To shift solenoids for postdecompression Setoutput in progress @ end of plastication SYS22B08
To idle the machine until starting next action Setoutput in progress @ end of
Status Bits T
Injection complete SYS02B04
Cure time complete
Watchdog for plastication phase SYS04B08
postdecompression
o T
rigger New Events in Inject Mode
SYS03B04, and
SYS03B05
SYS22B09
6-3

Chapter 6
Select Command and Status Bits
To Sequence Machine Operation
Table 6.F
Bits
Status
Category Bit Status
(when = 1)
Jog Status executing screw rotate jog 9 SYS01B09
executing inject cylinder forward jog 10 SYS01B10
executing inject cylinder reverse jog 11 SYS01B11
executing unassigned #4 jog 12 SYS01B12
executing unassigned #5 jog 13 SYS01B13
executing unassigned #6 jog 14 SYS01B14
executing unassigned #7 jog 15 SYS01B15
Profile Complete injection profile complete 20 SYS02B04
pack profile complete 21 SYS02B05
hold profile complete 22 SYS02B06
predecompression movement complete 23 SYS02B07
plastication profile complete 24 SYS02B08
postdecompression movement complete 25 SYS02B09
Busy Status no action (outputs at zero) 31 SYS02B15
Miscellaneous Status cure timer timing 35 SYS03B03
ProSet
B34/___
QDC Block
Address
ram (screw) retracted 36 SYS03B04
cure time complete 37 SYS03B05
Watchdog Status predecompression watchdog timed out 55 SYS04B07
plastication watchdog timed out 56 SYS04B08
postdecompression watchdog timed out 57 SYS04B09
Profile Status executing injection profile 324 SYS21B04
executing pack profile 325 SYS21B05
executing hold profile 326 SYS21B06
executing predecompression movement 327 SYS21B07
executing plastication profile 328 SYS21B08
executing postdecompression movement 329 SYS21B09
End of Profile executing end of hold setoutput 342 SYS22B06
Setoutput Status executing end of predecompression setoutput 343 SYS22B07
executing end of plastication setoutput 344 SYS22B08
executing end of postdecompression setoutput 345 SYS22B09
6-4

Chapter 6
Select Command and Status Bits
To Sequence Machine Operation
Table 6.G
Command
Category Function Enabled
Nonprofiled execute setoutput 392 DYC01B08
Action Commands execute screw rotate jog 393 DYC01B09
Profiled execute injection profile 404 DYC02B04
Action Commands execute pack profile 405 DYC02B05
and Configuration Bits
(when = 1)
execute inject cylinder forward jog 394 DYC01B10
execute inject cylinder reverse jog 395 DYC01B11
execute unassigned #4 jog 396 DYC01B12
execute unassigned #5 jog 397 DYC01B13
execute unassigned #6 jog 398 DYC01B14
execute unassigned #7 jog 399 DYC01B15
execute hold profile 406 DYC02B06
execute predecompression movement 407 DYC02B07
ProSet
B34/___
QDC Block
Address
execute plastication profile 408 DYC02B08
execute postdecompression movement 409 DYC02B09
Stop Command execute all stop (outputs = zero) 415 DYC02B15
Miscellaneous reset cure timer 417 DYC03B01
Commands reset SYS01B08 424 DYC03B08
reset latched alarms 425 DYC03B09
reset complete bits (SYS02) 426 DYC03B10
Logical Bridge
Configuration
set output at end of hold profile
(0 = start predecompression movement at end of hold)
set output at end of predecompression movement
(0 = start plastication profile at end of predecompression)
set output at end of plastication profile
(0 = start postdecompression movement at end of plastication)
B38/296 HPC03B08
B38/297 HPC03B09
B38/488 PPC03B08
6-5

Chapter
7
Load Initial Configuration Values
Chapter
Objectives
This chapter helps you determine, enter, and download configuration
setpoints required to tune the QDC module. You will refer to this chapter
frequently when tuning the QDC module in chapter 9.
We give you information to:
assign outputs for control valves
select the type of PID algorithm
set values for Expert Response Compensation
determine set-output values for profiles
set accel/decel ramp rates
determine set-output values for end of profiles
set pressure control limits
set velocity control limits
set screw RPM control limits
set profile tuning constants and pressure-alarm setpoints
Then you:
determine initial values
record values on worksheets
enter them in your PLC-5 data table
download them to the QDC module
Important: We already entered on the worksheets most initial values
required for chapter 9. Your objective is to become familiar with how to:
determine setpoint values as described in text
enter and download values in preparation for tuning the machine in
chapter 9.
Important: Before starting this chapter, you should have previously:
spanned your sensors and moved the ram (screw) in chapter 3
jogged the ram (screw) in chapter 5
7-1

Chapter 7
Load Initial Configuration Values
Use
These W
orksheets
The following table lists command blocks and corresponding worksheets
for recording your initial values that you use to configure the QDC
module.
To configure the QDC module
with this configuration block
Injection Configuration Command Block (INC) 7A 7-3
Pack Configuration Command Block (PKC) 7B 7-5
Hold Configuration Command Block (HDC) 7C 7-7
Plastication Configuration Command Block (PLC) 7D 7-9
Use this
WorksheetOnPage
Important: We omitted pre-and post-decompression blocks because you
do not use them when spanning valves in chapter 9. We discuss their
application in chapter 10.
Take a moment now to browse through the worksheets.
Notice that each worksheet contains two parts:
control words for selecting parameters by setting bits
a configuration block of data words for recording initial values
Also notice that many parameters repeat from one block to the next.
For example:
control bits for selecting an output
block parameters such as decel ramp rate during profile
Because of this, we describe how you determine an initial value once for
all configuration blocks that require it. Then you enter that parameter in all
applicable configuration blocks. That is why we grouped all worksheets
together, followed by all text.
7-2

Chapter 7
Load Initial Configuration Values
This page is purposely blank so that the following 2-page worksheets will
be on facing pages.
7-3

Chapter 7
Load Initial Configuration Values
Worksheet 7 A
Injection Configuration Command Block (INC)
Control W
ProSet 600 Addr. B38/bit
ord INC01Bxx
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
Value 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0
INC Block Identifier
Control W
ProSet 600 Addr. B38/bit
ord INC02Bxx
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
31 30 29 28 27 26 25 24 23 22 21 20 19 18 17 16
Value 0 0 0 0 0 0 0 0 1 0
Code:
Selected Ram
Velocity Valve
000 = Output 1
001 = Output 2
010 = Output 3
011 = Output 4
0
or 1
Your value
Required initial value
loaded by ProSet 600
Ram PID
Pressure Algorithm
0 = Dependent Gains
1 = Independent Gains
Selected Ram
Pressure Valve
000 = Output 1
001 = Output 2
010 = Output 3
011 = Output 4
7-4

Chapter 7
Load Initial Configuration Values
W
orksheet 7A (continued)
Injection Configuration Command Block (INC)
Enter Y
our V
alues Here
Control Word ProSet 600 Addr. Value Description Units
INC05 N44:1 1000 Minimum ERC PercentageVelocity Percent
INC06 N44:2 1000 Minimum ERC PercentagePressure Percent
INC09 N44:5 * Output #1 Setoutput Value During Profile Percent Signal Output
INC10 N44:6 * Output #2 Setoutput Value During Profile Percent Signal Output
INC11 N44:7 * Output #3 Setoutput Value During Profile Percent Signal Output
INC12 N44:8 * Output #4 Setoutput Value During Profile Percent Signal Output
INC17 N44:13 0 Output #1 Acceleration Ramp Rate During Profile Percent Signal Output per Second
INC18 N44:14 0 Output #2 Acceleration Ramp Rate During Profile Percent Signal Output per Second
INC19 N44:15 0 Output #3 Acceleration Ramp Rate During Profile Percent Signal Output per Second
INC20 N44:16 0 Output #4 Acceleration Ramp Rate During Profile Percent Signal Output per Second
INC25 N44:21 0 Output #1 Deceleration Ramp Rate During Profile Percent Signal Output per Second
INC26 N44:22 0 Output #2 Deceleration Ramp Rate During Profile Percent Signal Output per Second
INC27 N44:23 0 Output #3 Deceleration Ramp Rate During Profile Percent Signal Output per Second
INC28 N44:24 0 Output #4 Deceleration Ramp Rate During Profile Percent Signal Output per Second
INC41 N44:37 0 Pressure Minimum Control Limit Pressure
INC42 N44:38 * Pressure Maximum Control Limit Pressure
INC43 N44:39 * Selected Pressure Valve, Output for Minimum Percent Signal Output
INC44 N44:40 * Selected Pressure Valve, Output for Maximum Percent Signal Output
INC45 N44:41 0 Velocity Minimum Control Limit Velocity along Axis
INC46 N44:42 * Velocity Maximum Control Limit Velocity along Axis
INC47 N44:43 * Selected Velocity Valve, Output for Minimum Percent Signal Output
INC48 N44:44 * Selected Velocity Valve, Output for Maximum Percent Signal Output
INC49 N44:45 100 Proportional Gain for Pressure Control None
INC50 N44:46 400 Integral Gain for Pressure Control Inverse Time (Algorithm)
INC51 N44:47 0 Derivative Gain for Pressure Control Time (Algorithm)
INC52 N44:48 200 Proportional Gain for Velocity Control Inverse Time (Algorithm)
INC53 N44:49 0 Feed Forward Gain for Velocity Control None
INC57 N44:53 0 Profile High Ram (screw) Pressure Alarm Setpoint Pressure
INC58 N44:54 0 Profile High Cavity Pressure Alarm Setpoint Pressure
1
Pressure
00000 to 20000 PSI
0000.0 to 2000.0 Bar
5
Percent Signal Output per Second
0000 to 9999
2
Velocity along Axis
00.00 to 99.99 inches per second
000.0 to 999.9 millimeters per second
6
Inverse T
ime (Algorithm)
00.00 to 99.99 minutes (ISA) 00.00 to 99.99 minutes (ISA)
00.00 to 99.99 seconds (AB) 00.00 to 99.99 seconds (AB)
3
Pressure
0000 to 9999 PSI
000.0 to 999.9 Bar
7
T
ime (Algorithm)
8
8
3
3
2
2
7
3
1
4
Percent Signal Output
00.00 to 99.99
8
Percent
00.00 to 99.99
4
4
4
4
4
4
4
4
6
6
5
5
5
5
5
5
5
5
*
Refer to the appropriate section later in this chapter for information on this parameter
7-5

Chapter 7
Load Initial Configuration Values
Worksheet 7 B
Pack Configuration Command Block (PKC)
Control W
ProSet 600 Addr. B38/bit
ord PKC01Bxx
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
143 142 141 140 139 138 137 136 135 134 133 132 131 130 129 128
Value 0 0 0 0 0 0 0 0 0 0 0 0 1 0 1 0
PKC Block Identifier
Control Word PKC02Bxx
ProSet 600 Addr. B38/bit
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
159 158 157 156 155 154 153 152 151 150 149 148 147 146 145 144
Value 0 0 0 0 0 0 0 0 1 1
Selected Cavity
Pressure Valve
000 = Output 1
001 = Output 2
010 = Output 3
011 = Output 4
Code:
Selected Ram
Pressure Valve
000 = Output 1
001 = Output 2
010 = Output 3
011 = Output 4
Your value
7-6
0
or 1
Required initial value
loaded by ProSet 600
Ram PID
Pressure Algorithm
0 = Dependent Gains
1 = Independent Gains
Cavity PID
Pressure Algorithm
0 = Dependent Gains
1 = Independent Gains

Chapter 7
Load Initial Configuration Values
W
orksheet 7B (continued)
Pack Configuration Command Block (PKC)
Enter Y
our V
alues Here
Control Word ProSet 600 Addr. Value Description Units
PKC05 N44:121 1000 Minimum ERC PercentageCavity Pressure Percent
PKC06 N44:122 1000 Minimum ERC PercentageRam (Screw) Pressure Percent
PKC09 N44:125 * Output #1 Setoutput Value During Profile Percent Signal Output
PKC10 N44:126 * Output #2 Setoutput Value During Profile Percent Signal Output
PKC11 N44:127 * Output #3 Setoutput Value During Profile Percent Signal Output
PKC12 N44:128 * Output #4 Setoutput Value During Profile Percent Signal Output
PKC17 N44:133 0 Output #1 Accel Ramp Rate During Profile Percent Signal Output per Second
PKC18 N44:134 0 Output #2 Accel Ramp Rate During Profile Percent Signal Output per Second
PKC19 N44:135 0 Output #3 Accel Ramp Rate During Profile Percent Signal Output per Second
PKC20 N44:136 0 Output #4 Accel Ramp Rate During Profile Percent Signal Output per Second
PKC25 N44:141 0 Output #1 Decel Ramp Rate During Profile Percent Signal Output per Second
PKC26 N44:142 0 Output #2 Decel Ramp Rate During Profile Percent Signal Output per Second
PKC27 N44:143 0 Output #3 Decel Ramp Rate During Profile Percent Signal Output per Second
PKC28 N44:144 0 Output #4 Decel Ramp Rate During Profile Percent Signal Output per Second
PKC41 N44:157 0 Ram (screw) Pressure Minimum Control Limit Pressure
PKC42 N44:158 * Ram (screw) Pressure Maximum Control Limit Pressure
PKC43 N44:159 * Selected Ram (screw) Pressure Valve, Output for Minimum Percent Signal Output
PKC44 N44:160 * Selected Ram (screw) Pressure Valve, Output for Maximum Percent Signal Output
PKC45 N44:161 0 Cavity Pressure Minimum Control Limit Pressure
PKC46 N44:162 * Cavity Pressure Maximum Control Limit Pressure
PKC47 N44:163 * Selected Cavity Pressure Valve, Output for Minimum Percent Signal Output
PKC48 N44:164 * Selected Cavity Pressure Valve, Output for Maximum Percent Signal Output
PKC49 N44:165 100 Proportional Gain for Ram (screw) Pressure Control None
PKC50 N44:166 400 Integral Gain for Ram (screw) Pressure Control Inverse Time (Algorithm)
PKC51 N44:167 0 Derivative Gain for Ram (screw) Pressure Control Time (Algorithm)
PKC52 N44:168 100 Proportional Gain for Cavity Pressure Control None
PKC53 N44:169 400 Integral Gain for Cavity Pressure Control Inverse Time (Algorithm)
PKC54 N44:170 0 Derivative Gain for Cavity Pressure Control Time (Algorithm)
PKC57 N44:173 0 Profile High Ram (screw) Pressure Alarm Setpoint Pressure
PKC58 N44:174 0 Profile High Cavity Pressure Alarm Setpoint Pressure
1
Pressure
00000 to 20000 PSI
0000.0 to 2000.0 Bar
5
Percent Signal Output per Second
0000 to 9999
2
Velocity along Axis
00.00 to 99.99 inches per second
000.0 to 999.9 millimeters per second
6
Inverse T
ime (Algorithm)
00.00 to 99.99 minutes (ISA)
00.00 to 99.99 seconds (AB) 00.00 to 99.99 seconds (AB)
3
Pressure
0000 to 9999 PSI
000.0 to 999.9 Bar
7
T
ime (Algorithm)
00.00 to 99.99 minutes (ISA)
8
8
3
3
1
1
7
7
3
1
4
Percent Signal Output
00.00 to 99.99
8
Percent
00.00 to 99.99
4
4
4
4
4
4
4
4
6
6
5
5
5
5
5
5
5
5
*
Refer to the appropriate section later in this chapter for information on this parameter
7-7

Chapter 7
Load Initial Configuration Values
Worksheet 7 C
Hold Configuration Command Block (HDC)
Control W
ProSet 600 Addr. B38/bit
ord HDC01Bxx
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
207 206 205 204 203 202 201 200 199 198 197 196 195 194 193 192
Value 0 0 0 0 0 0 0 0 0 0 0 0 1 0 1 1
HDC Block Identifier
Control W
ProSet 600 Addr. B38/bit
ord HDC02Bxx
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
223 222 221 220 219 218 217 216 215 214 213 212 211 210 209 208
Value 0 0 0 0 0 0 0 0 1 1
Selected Cavity
Pressure Valve
000 = Output 1
001 = Output 2
010 = Output 3
011 = Output 4
Code:
Your value
Selected Ram
Pressure Valve
000 = Output 1
001 = Output 2
010 = Output 3
011 = Output 4
7-8
0
or 1
Required initial value
loaded by ProSet 600
Ram PID
Pressure Algorithm
0 = Dependent Gains
1 = Independent Gains
Cavity PID
Pressure Algorithm
0 = Dependent Gains
1 = Independent Gains

Chapter 7
Load Initial Configuration Values
W
orksheet 7C (continued)
Hold Configuration Command Block (HDC)
Enter Y
our V
alues Here
Control Word ProSet 600 Addr. Value Description Units
HDC05 N44:181 1000 Minimum ERC PercentageCavity Pressure Percent
HDC06 N44:182 1000 Minimum ERC PercentageRam (Screw) Pressure Percent
HDC09 N44:185 * Output #1 Setoutput Value During Profile Percent Signal Output
HDC10 N44:186 * Output #2 Setoutput Value During Profile Percent Signal Output
HDC11 N44:187 * Output #3 Setoutput Value During Profile Percent Signal Output
HDC12 N44:188 * Output #4 Setoutput Value During Profile Percent Signal Output
HDC17 N44:193 0 Output #1 Accel Ramp Rate During Profile Percent Signal Output per Second
HDC18 N44:194 0 Output #2 Accel Ramp Rate During Profile Percent Signal Output per Second
HDC19 N44:195 0 Output #3 Accel Ramp Rate During Profile Percent Signal Output per Second
HDC20 N44:196 0 Output #4 Accel Ramp Rate During Profile Percent Signal Output per Second
HDC25 N44:201 0 Output #1 Decel Ramp Rate During Profile Percent Signal Output per Second
HDC26 N44:202 0 Output #2 Decel Ramp Rate During Profile Percent Signal Output per Second
HDC27 N44:203 0 Output #3 Decel Ramp Rate During Profile Percent Signal Output per Second
HDC28 N44:204 0 Output #4 Decel Ramp Rate During Profile Percent Signal Output per Second
HDC33 N44:209 * Output #1 Setoutput Value at Endof Profile Percent Signal Output
HDC34 N44:210 * Output #2 Setoutput Value at Endof Profile Percent Signal Output
HDC35 N44:211 * Output #3 Setoutput Value at Endof Profile Percent Signal Output
HDC36 N44:212 * Output #4 Setoutput Value at Endof Profile Percent Signal Output
HDC41 N44:217 0 Ram (screw) Pressure Minimum Control Limit Pressure
HDC42 N44:218 * Ram (screw) Pressure Maximum Control Limit Pressure
HDC43 N44:219 * Selected Ram (screw) Pressure Valve, Output for Minimum Percent Signal Output
HDC44 N44:220 * Selected Ram (screw) Pressure Valve, Output for Maximum Percent Signal Output
HDC45 N44:221 0 Cavity Pressure Minimum Control Limit Pressure
HDC46 N44:222 * Cavity Pressure Maximum Control Limit Pressure
HDC47 N44:223 * Selected Cavity Pressure Valve, Output for Minimum Percent Signal Output
HDC48 N44:224 * Selected Cavity Pressure Valve, Output for Maximum Percent Signal Output
HDC49 N44:225 100 Proportional Gain for Ram (screw) Pressure Control None
HDC50 N44:226 400 Integral Gain for Ram (screw) Pressure Control Inverse Time (algorithm)
HDC51 N44:227 0 Derivative Gain for Ram (screw) Pressure Control Time (algorithm)
HDC52 N44:228 100 Proportional Gain for Cavity Pressure Control None
HDC53 N44:229 400 Integral Gain for Cavity Pressure Control Inverse Time (algorithm)
HDC54 N44:230 0 Derivative Gain for Cavity Pressure Control Time (algorithm)
HDC57 N44:233 0 Profile High Ram (screw) Pressure Alarm Setpoint Pressure
HDC58 N44:234 0 Profile High Cavity Pressure Alarm Setpoint Pressure
1
Pressure
00000 to 20000 PSI
0000.0 to 2000.0 Bar
5
Percent Signal Output per Second
0000 to 9999
2
Velocity along Axis
00.00 to 99.99 inches per second
000.0 to 999.9 millimeters per second
6
Inverse T
ime (Algorithm)
00.00 to 99.99 minutes (ISA) 00.00 to 99.99 minutes (ISA)
00.00 to 99.99 seconds (AB) 00.00 to 99.99 seconds (AB)
3
Pressure
0000 to 9999 PSI
000.0 to 999.9 Bar
7
T
ime (Algorithm)
8
8
3
3
1
1
7
7
3
1
4
Percent Signal Output
00.00 to 99.99
8
Percent
00.00 to 99.99
4
4
4
4
4
4
4
4
4
4
4
4
6
6
5
5
5
5
5
5
5
5
*
Refer to the appropriate section later in this chapter for information on this parameter
7-9

Chapter 7
Load Initial Configuration Values
Worksheet
7D
Plastication Configuration Block (PLC)
Control Word PLC01Bxx
ProSet 600 Addr. B38/bit
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
399 398 397 396 395 394 393 392 391 390 389 388 387 386 385 384
Value 0 0 0 0 0 0 0 0 0 0 0 0 1 1 1 0
PLC Block Identifier
Control Word PLC02Bxx
ProSet 600 Addr. B38/bit
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
415 414 413 412 411 410 409 408 407 406 405 404 403 402 401 400
Value 0 0 0 0 0 0 0 0 1 1
Code:
0
or 1
Your value
Required initial value
loaded by ProSet 600
Selected
Pressure Valve
000 = Output 1
001 = Output 2
010 = Output 3
011 = Output 4
PID Pressure Algorithm
0 = Dependent Gains
1 = Independent Gains
Selected
RPM Valve
000 = Output 1
001 = Output 2
010 = Output 3
011 = Output 4
PID RPM Algorithm
0 = Dependent Gains
1 = Independent Gains
7-10

Chapter 7
Load Initial Configuration Values
W
orksheet 7D (continued)
Plastication Configuration Block (PLC)
Enter Y
our V
alues Here
Control Word ProSet 600 Addr. Value Description Units
PLC05 N44:361 1000 Minimum RPM Control ERC Percentage Percent
PLC06 N44:362 1000 Minimum Pressure Control ERC Percentage Percent
PLC08 N44:364 0 Profile Watchdog Timer Preset Time
PLC09 N44:365 * Output #1 Setoutput Value During Profile Percent Signal Output
PLC10 N44:366 * Output #2 Setoutput Value During Profile Percent Signal Output
PLC11 N44:367 * Output #3 Setoutput Value During Profile Percent Signal Output
PLC12 N44:368 * Output #4 Setoutput Value During Profile Percent Signal Output
PLC17 N44:373 0 Output #1 Acceleration Ramp Rate During Profile Percent Signal Output per Second
PLC18 N44:374 0 Output #2 Acceleration Ramp Rate During Profile Percent Signal Output per Second
PLC19 N44:375 0 Output #3 Acceleration Ramp Rate During Profile Percent Signal Output per Second
PLC20 N44:376 0 Output #4 Acceleration Ramp Rate During Profile Percent Signal Output per Second
PLC25 N44:381 0 Output #1 Deceleration Ramp Rate During Profile Percent Signal Output per Second
PLC26 N44:382 0 Output #2 Deceleration Ramp Rate During Profile Percent Signal Output per Second
PLC27 N44:383 0 Output #3 Deceleration Ramp Rate During Profile Percent Signal Output per Second
PLC28 N44:384 0 Output #4 Deceleration Ramp Rate During Profile Percent Signal Output per Second
PLC33 N44:389 * Output #1 Setoutput Value at Endof Profile Percent Signal Output
PLC34 N44:390 * Output #2 Setoutput Value at Endof Profile Percent Signal Output
PLC35 N44:391 * Output #3 Setoutput Value at Endof Profile Percent Signal Output
PLC36 N44:392 * Output #4 Setoutput Value at Endof Profile Percent Signal Output
PLC41 N44:397 0 Pressure Minimum Control Limit Pressure
PLC42 N44:398 * Pressure Maximum Control Limit Pressure
PLC43 N44:399 * Selected Pressure Valve, Output for Minimum Percent Signal Output
PLC44 N44:400 * Selected Pressure Valve, Output for Maximum Percent Signal Output
PLC45 N44:401 0 RPM Minimum Control Limit RPM
PLC46 N44:402 * RPM Maximum Control Limit RPM
PLC47 N44:403 * Selected RPM Valve, Output for Minimum Percent Signal Output
PLC48 N44:404 * Selected RPM Valve, Output for Maximum Percent Signal Output
PLC49 N44:405 100 Proportional Gain for Pressure Control None
PLC50 N44:406 400 Integral Gain for Pressure Control Inverse Time (Algorithm)
PLC51 N44:407 0 Derivative Gain for Pressure Control Time (Algorithm)
PLC52 N44:405 100 Proportional Gain for RPM Control None
PLC53 N44:406 400 Integral Gain for RPM Control Inverse Time (Algorithm)
PLC54 N44:407 0 Derivative Gain for RPM Control Time (Algorithm)
PLC57 N44:413 0 Profile High Pressure Alarm Setpoint Pressure
1
Time
00.00 to 99.99 seconds
5
Percent Signal Output per Second
0000 to 9999
2
Screw
Speed
000.0 to 999.9 RPM
6
Inverse T
ime (Algorithm)
00.00 to 99.99 Minutes (ISA) 00.00 to 99.99 Minutes (ISA)
00.00 to 99.99 Seconds (AB) 00.00 to 99.99 Seconds (AB)
3
Pressure
0000 to 9999 PSI
000.0 to 999.9 Bar
7
T
ime (Algorithm)
8
8
1
3
3
2
2
3
4
Percent Signal Output
00.00 to 99.99
8
Percent
00.00 to 99.99
4
4
4
4
4
4
4
4
4
4
4
4
6
7
6
7
5
5
5
5
5
5
5
5
*
Refer to the appropriate section later in this chapter for information on this parameter
7-11

Chapter 7
Load Initial Configuration Values
Procedure to Determine and
Enter Initial Values
Determine Bit Selections:
Assign Module Outputs
for Your Control Valves
Follow this procedure to complete each worksheet:
1. Read the text for the subject parameter.
2. Determine your initial value.
Important: If you need additional information when determining your
initial values, refer to the same configuration blocks in Section 3 of the
Plastic Molding Module Reference Manual, publication 1771-6.5.88.
3. Observe the list of configuration words that require the subject
parameter. The list is located under the title of each subject parameter.
4. Locate each worksheet that requires the subject parameter.
5. Record the value on the corresponding line(s) in the worksheet.
Important: Block identifier codes are already recorded for you.
Selected Control Valve for Injection Velocity
(INC02)
The QDC module can control ram (screw) movement using a velocity vs.
position algorithm. Since you can connect up to four valves to your QDC
module, you must tell it which valve to use for velocity (flow) control.
B02 B01 B00 Selects:
0 0 0 Output #1 Used for Velocity Control
0 0 1 Output #2 Used for Velocity Control
0 1 0 Output #3 Used for Velocity Control
0 1 1 Output #4 Used for Velocity Control
Record the appropriate bit selections for your valve configuration in the
control word of worksheet 7-A.
Selected Control Valve for Screw RPM
(PLC02)
The QDC module can control screw RPM using an RPM vs. position or
time algorithm. Since you can connect up to four valves to your QDC
module, you must tell it which valve to use for RPM control.
7-12

Chapter 7
Load Initial Configuration Values
B02
0 0 0 Output #1 Used for RPM Control
0 0 1 Output #2 Used for RPM Control
0 1 0 Output #3 Used for RPM Control
0 1 1 Output #4 Used for RPM Control
B01 B00 Selects:
Record the appropriate bit selections for your valve configurations in the
control word of worksheet 7-D.
Selected Control Valve for Ram (Screw) Pressure
(INC02, PKC02, HDC02, and PLC02)
The QDC module can control ram (screw) movement using pressure vs.
position or time algorithms. For the plastication algorithm, the pressure
component is backpressure. You must tell the QDC module which valve to
use for controlling pressure with these algorithms.
B06 B05 B04 Selects:
0 0 0 Output #1 Used for Pressure Control
0 0 1 Output #2 Used for Pressure Control
0 1 0 Output #3 Used for Pressure Control
0 1 1 Output #4 Used for Pressure Control
Record the appropriate bit selections for your valve configurations in the
control word of applicable worksheets.
Selected Control Valve for Cavity Pressure
(PKC02 and HDC02)
The QDC module can control cavity pressure using a pressure vs. time
algorithm during pack and hold. You must tell the QDC module which
valve to use for controlling pressure with this algorithm.
B02 B01 B00 Selects:
0 0 0 Output #1 Used for Pressure Control
0 0 1 Output #2 Used for Pressure Control
0 1 0 Output #3 Used for Pressure Control
0 1 1 Output #4 Used for Pressure Control
Record the appropriate bit selections for your valve configurations in the
control word of applicable worksheets.
7-13

Chapter 7
Load Initial Configuration Values
Select the Type of
PID Algorithm
Type of PID Algorithm
(INC02, PKC02, HDC02, and PLC02)
When executing pressure or screw RPM versus position or time profiles,
the QDC module can use one of two types of PID algorithms: dependent
gains (ISA) or independent gains (Allen-Bradley).
If B07(B03) = : Then it uses:
0 Dependent Gains (ISA)
1 Independent Gains (AB)
Dependent gains (ISA):
Output = Kc[(E) + 1/Ti
t
∫
(E)dt + Td*d(E)/dt]
o
Independent gains (AB):
Output = Kp(E) + Ki
∫
o
t
(E)dt + Kd*d(E)/dt
Comparison of Gain Constants
Compare dependent and independent gains constants as follows:
Dependent Gains Constants: Independent Gains Constants:
Controller Gain Kc (dimensionless) Proportional Gain Kp (dimensionless)
Reset Term 1/Ti (minutes per repeat) Integral Gain Ki (inverse seconds)
Rate Term Td (minutes) Derivative Term Kd (seconds)
Other variables used in any algorithm choice include:
Output = Percentage of full scale
E = Error (scaled) SP-PV (Setpoint-Process Variable)
PV = Process Variable (scaled)
Convert from dependent to independent gain constants by substituting
controller gain (Kc), reset (1/Ti), and rate (Td) values in these formulas:
Kp
= Kc unitless
Kc
Ki =
inverse seconds
60 T
i
Kd = Kc(Td)60 seconds
We recorded bit B07 (B03) = 1 for A-B independent gains on all
corresponding worksheets.
7-14

Chapter 7
Load Initial Configuration Values
Important: These recorded PID gain constants and closed-loop tuning
procedures in chapter 10 assume the selection of independent (A-B) gains.
If, after attempting to tune your pressure loops in chapter 10, you believe
you must use dependent (ISA) gain constants, refer to section 3 of the
Reference Manual (1771-6.5.88) for information on this option.
Set Values for Expert
Response Compensation
(ERC)
Determine Unselected Valve
Setoutput Values
Expert Response Compensation Minimum Percentages
(INC0506,
The QDC module uses a proprietary control scheme called Expert
Response Compensation
machine hydraulics, raw materials, and other process variables. It
compensates for abrupt upsets and long term deviations to your process.
We already recorded an initial value of 10% (1000) on all worksheets.
We help you select final values required for your application in chapter 10.
For additional information, refer to section 3 of the Plastic Molding
Module Reference Manual (publication 1771-6.5.88).
Unselected Valve Setoutput Values
(INC0912,
Earlier in this chapter, you told the QDC module which of its four outputs
was being used to control pressure and flow profiles. Your machine
hydraulics probably require that the remaining unselected valves connected
to your QDC module assume a set-output condition during the profile.
PKC0506, HDC0506, PLC0506)
. It accounts for changes in your machine,
PKC0912, HDC0912, and PLC0912)
Words 09 through 12 define set-output values for your unselected valves.
The QDC module sets its four outputs to the values in these words each
time it starts the appropriate profile with this exception:
Important: The QDC module ignores the set-output value associated with
the selected valve, and drives that output independently.
To assist you when determining unselected valve set-output values, refer to
Table 7.A. We present this table for reference, only. Your application will
dictate your setpoints.
7-15

Chapter 7
Load Initial Configuration Values
Table 7.A
Setoutput
If the unselected
valve controls
Pressure Unidirectional Direct acting Maximum pressure 9999
Pressure Unidirectional Direct acting Medium pressure 7500 to 5000
Pressure Unidirectional Direct acting Low pressure 5000 to 2500
Pressure Unidirectional Direct acting Minimum pressure 0
Pressure Unidirectional Reverse acting Maximum pressure 0
Pressure Unidirectional Reverse acting Medium pressure 2500 to 5000
Pressure Unidirectional Reverse acting Low pressure 5000 to 7500
Flow Unidirectional Reverse acting Minimum pressure 9999
Flow Unidirectional Direct acting Maximum flow 9999
Flow Unidirectional Direct acting Medium flow 7500 to 5000
Flow Unidirectional Direct acting Low flow 5000 to 2500
Flow Unidirectional Direct acting Minimum flow 0
and the unselected
valve type is
Setpoints for Unselected V
and during profile,
valve action is
alves
and during profile,
you require
Then enter
Flow Unidirectional Reverse acting Maximum flow 0
Flow Unidirectional Reverse acting Medium flow 2500 to 5000
Flow Unidirectional Reverse acting Low flow 5000 to 7500
Flow Unidirectional Reverse acting Minimum flow 9999
Flow Bidirectional Direct acting Maximum flow 9999
Flow Bidirectional Direct acting Medium flow 8750 to 7500
Flow Bidirectional Direct acting Low flow 7500 to 6250
Flow Bidirectional Direct acting Minimum flow 5000
Flow Bidirectional Reverse acting Maximum flow 0
Flow Bidirectional Reverse acting Medium flow 1250 to 2500
Flow Bidirectional Reverse acting Low flow 2500 to 3750
Flow Bidirectional Reverse acting Minimum flow 5000
Important: Valve spanning procedures in chapter 9 require unselected
valves be driven at signal levels representative of a normal production run.
We discuss process considerations that impend changing these values in
chapter 10. Changing these values may require you to re-span your valves.
7-16
Record all set-output values for unselected valves in worksheets 7.A – 7.D.

Chapter 7
Load Initial Configuration Values
ATTENTION: A value of 0 entered in your set-output words
does not necessarily correspond to zero pressure or flow. If you
configured for bi-directional valve operation (–10 to + 10VDC),
an output value of 50% gives a zero volts signal output (see
graph) while an output value of 0% or 100% gives a maximum
signal output . Amplifier electronics or spool offsets may also
allow pressure or flow at zero volts signal input. Consult your
valve and amplifier specifications for more details.
10
8
6
4
2
0
-2
Output Voltage
-4
-6
-8
-10
0 102030405060708090100
Set Your
Acceleration/Deceleration
Ramp Rates
%
Output Requested
For additional information, refer to section 3 of the Plastic Molding
Module Reference Manual (publication 1771-6.5.88).
You may need ramp rates for smooth actuator motion. The QDC module
gives you multi-stepped profiles to reduce the need for ramp rates, so we
recommend starting with zero ramp rates. If you observe rough, jerky
motion during profile tuning in chapter 10, enter other values at that time.
ATTENTION: Using ramp rates may degrade closed-loop
control, ERC calculations, and QDC control capability. Use
ramp rates only if machine operation mandates them.
7-17

Chapter 7
Load Initial Configuration Values
Acceleration Ramp Rates
(INC1720,
The QDC module uses acceleration ramp rates when moving its outputs to
a higher setpoint during execution of a profile. They affect both selected
and unselected valves. A ramp rate of zero disables ramping, and the QDC
module steps directly from setpoint to setpoint.
We recorded zero on corresponding worksheets.
PKC1720, HDC1720, and PLC1720
)
Deceleration Ramp Rates
(INC2528,
The QDC module uses deceleration ramp rates when moving its outputs to
a lower setpoint during execution of a profile. They affect selected and
unselected valves alike. A ramp rate of zero disables ramping, and the
QDC module steps directly from setpoint to setpoint.
PKC2528, HDC2528, and PLC2528)
Determine Setoutput Values
for End of Profiles
We recorded zero on corresponding worksheets.
Important: The valve spanning procedures in chapter 9 require zero
acceleration and deceleration ramp rates. We help you select the correct
final values required by your application in chapter 10. For additional
information, refer to section 3 of the Plastic Molding Module Reference
Manual (publication 1771-6.5.88).
EndofProfile Setoutput Values
(HDC3336
The QDC module sets its outputs to these values every time it completes
the appropriate profile when commanded NOT to “bridge” to the next
profile or movement. Set-outputs remain in effect until the QDC module is
commanded to start the next programmed profile (or movement) or is
stopped using stop command DYC02-B15.
Record values that correspond to zero pressure or zero flow on worksheets.
For assistance in determining your set-output values, refer to Table 7-A.
Important: The valve spanning procedures in chapter 9 require no flow or
pressure after profile execution. We help you select the correct final values
required by your application in chapter 10. For additional information,
refer to section 3 of the Plastic Molding Module Reference Manual
(publication 1771-6.5.88).
and PLC3336)
7-18

Chapter 7
Load Initial Configuration Values
Set Pressure Control Limits
Setting pressure control limits lets you span your selected valve outputs for
effective control with either direct- or reverse-acting valves. Your machine
manufacturer typically provides you with values to configure these limits.
Minimum Ram (Screw) Pressure Control Limit
(INC41, PKC41, HDC41, and PLC41)
The value in this word corresponds to the minimum controllable ram
(screw) pressure during the respective profile. The QDC module uses this
word with Selected Pressure Valve, Output for Minimum (word 43) below.
The QDC module expects this pressure when setting the selected ram
(screw) pressure valve to the percentage output you enter in word 43.
We recorded zero on corresponding worksheets.
Maximum Ram (Screw) Pressure Control Limit
(INC42, PKC42, HDC42, and PLC42)
The value in this word corresponds to the maximum controllable ram
(screw) pressure during the respective profile. The QDC module uses this
word with Selected Pressure Valve, Output for Maximum (word 44) below.
The QDC expects this pressure when setting the selected ram (screw)
pressure valve to the percentage output you enter in word 44.
Record an initial control limit equal to the maximum pressure available
through the selected ram (screw) pressure valve during the profile.
Selected Ram (Screw) Pressure Valve, Output for Minimum
(INC43, PKC43, HDC43, and PLC43)
The QDC module uses this word with Minimum Pressure Control Limit
(word 41) above. Enter the %-signal output that the QDC module uses to
drive the selected ram (screw) pressure valve for minimum profile
pressure. The QDC module expects a pressure equal to word 41 when
setting the selected ram (screw) pressure valve to this percentage output.
Determine Output for Minimum values as follows:
0 (0%) for uni-directional direct acting valves
5000 (50%) for bi-directional valves
9999 (100%) for uni-directional reverse acting valves
If your selected
pressure valve is:
Direct acting less than value in word 44 less than value in word 43
Reverse acting greater than value in word 44 greater than value in word 43
Then the value in
word 43 should be
And during the profile, the QDC module
does NOT drive the valve with a % output
Record initial Output for Minimum values on corresponding worksheets.
7-19

Chapter 7
Load Initial Configuration Values
Selected Ram (Screw) Pressure Valve, Output for Maximum
(INC44, PKC44, HDC44, and PLC44)
The QDC module uses this word with Maximum Ram (Screw) Pressure
Control Limit (word 42) above. Enter the %-signal output that the QDC
module uses to drive the selected ram (screw) pressure valve for maximum
profile pressure. The QDC expects a pressure equal to word 42 when
setting the selected ram (screw) pressure valve to this percentage output.
Determine Output for Maximum values as follows:
9999 (100%) for uni-directional direct acting valves
0 (0%) or 9999 (100%) for bi-directional valves depending on direction
0 (0%) for uni-directional reverse acting valves
If your selected
pressure valve is:
Direct acting greater than value in word 43 greater than value in word 44
Reverse acting less than value in word 43 less than value in word 44
Then the value in
word 44 should be
And during the profile, the QDC module
does NOT drive the valve with a % output
Record initial Output for Maximum values on corresponding worksheets.
Minimum Cavity Pressure Control Limit
(PKC45 and HDC45)
The value in this word corresponds to the minimum controllable cavity
pressure during pack and hold profiles. The QDC module uses this word
with Selected Cavity Pressure Valve, Output for Minimum (word 47)
below. The QDC module expects this pressure when setting the selected
cavity pressure valve to the percentage output you enter in word 47.
We recorded zero on corresponding worksheets.
Maximum Cavity Pressure Control Limit
(PKC46 and HDC46)
7-20
The value in this word corresponds to the maximum controllable cavity
pressure during pack and hold profiles. The QDC module uses this word
with Selected Cavity Pressure Valve, Output for Maximum (word 48)
below. The QDC expects this pressure when setting the selected cavity
pressure valve to the percentage output you enter in word 48.
Record on corresponding worksheets a maximum control limit equal to the
maximum obtainable cavity pressure based on valve settings during
respective profiles.

Chapter 7
Load Initial Configuration Values
Selected Cavity Pressure Valve, Output for Minimum
(PKC47and HDC47)
The QDC module uses this word with Minimum Cavity Pressure Control
Limit (word 45) above. Enter the %-signal output that the QDC module
uses to drive the selected cavity pressure valve for minimum profile
pressure. The QDC module expects a pressure equal to word 45 when
setting the selected cavity pressure valve to this %-output.
Determine Output for Minimum values as follows:
0 (0%) for uni-directional direct acting valves
5000 (50%) for bi-directional valves
9999 (100%) for uni-directional reverse acting valves
If your selected
pressure valve is:
Direct acting less than value in word 48 less than value in word 47
Reverse acting greater than value in word 48 greater than value in word 47
Then the value in
word 47 should be
And during the profile, the QDC module
does NOT drive the valve with a % output
Record initial Output for Minimum values on corresponding worksheets.
Selected Cavity Pressure Valve, Output for Maximum
(PKC48 and HDC48)
The QDC module uses this word with Maximum Cavity Pressure Control
Limit (word 46) above. Enter the %-signal output that the QDC module
uses to drive the selected cavity pressure valve for maximum profile
pressure. The QDC module expects a pressure equal to word 46 when
setting the selected cavity pressure valve to this %-output.
Determine Output for Maximum values as follows:
9999 (100%) for uni-directional direct acting valves
0 (0%) or 9999 (100%) for bi-directional valves depending on direction
0 (0%) for uni-directional reverse acting valves
If your selected
pressure valve is:
Direct acting greater than value in word 47 greater than value in word 48
Reverse acting less than value in word 47 less than value in word 48
Then the value in
word 48 should be
And during the profile, the QDC module
does NOT drive the valve with a % output
Record initial Output for Maximum values on corresponding worksheets.
Important: The valve spanning procedures in chapter 9 require these
initial values. In that chapter we help you select correct final values for
your application. For additional information, refer to section 3 of the
Plastic Molding Module Reference Manual (publication 1771-6.5.88).
7-21

Chapter 7
Load Initial Configuration Values
Set Velocity Control Limits
Minimum Velocity Control Limit
(INC45)
The value in this word corresponds to the minimum controllable ram
(screw) velocity during the injection profile. The QDC module uses this
word with Selected Velocity Valve, Output for Minimum (INC47) below.
The QDC module expects this velocity when setting its selected velocity
valve to the percentage output you enter in INC47.
We recorded zero on Worksheet 7-A.
Maximum Velocity Control Limit
(INC46)
The value in this word corresponds to the maximum controllable ram
(screw) velocity during the injection profile. The QDC module uses this
word with Selected Velocity Valve, Output for Maximum (INC48) below.
The QDC module expects this velocity when setting its selected velocity
valve to the percentage output you enter in INC48.
Record the maximum ram (screw) speed per your OEM specifications on
Worksheet 7-A.
Selected Velocity Valve, Output for Minimum
(INC47)
The QDC module uses this word with Minimum Velocity Control Limit
(INC45) above. Enter the %-signal output that the QDC module uses to
drive the selected velocity valve for minimum profile velocity. The QDC
expects a velocity equal to INC45 when setting the selected velocity valve
to this %-output.
The QDC module uses this setpoint to drive the selected velocity valve
when attempting to attain zero ram (screw) velocity. It should drive the
selected velocity valve to a spool position that prohibits any hydraulic flow
into the hydraulic cylinder during injection.
Determine the Output for Minimum value as follows:
0 (0%) for uni-directional direct acting valves
5000 (50%) for bi-directional valves
9999 (100%) for uni-directional reverse acting valves
If your selected
velocity valve is:
Direct acting less than value in INC48 less than value in INC47
Reverse acting greater than value in INC48 greater than value in INC47
Then the value in
INC47 should be
And during the profile, the QDC module
does NOT drive the valve with a % output
7-22
Record the initial Output for Minimum value on Worksheet 7-A.

Chapter 7
Load Initial Configuration Values
Selected Velocity Valve, Output for Maximum
(INC48)
The QDC module uses this word with Maximum Velocity Control Limit
(INC46) above. Enter the %-signal output that the QDC module uses to
drive the selected velocity valve for maximum profile velocity. The QDC
module expects a velocity equal to INC46 when setting the selected
velocity valve to this %-output.
The QDC module uses this setpoint to drive the selected velocity valve
when attempting to attain maximum ram (screw) velocity. It should drive
the selected velocity valve to a spool position that provides full hydraulic
flow into the hydraulic cylinder during injection.
Determine the Output for Maximum value as follows:
9999 (100%) for uni-directional direct acting valves
0 (0%) or 9999 (100%) for bi-directional valves depending on direction
0 (0%) for uni-directional reverse acting valves
Set RPM Control Limits
If your selected
velocity valve is:
Direct acting greater than value in INC47 greater than value in INC48
Reverse acting less than value in INC47 less than value in INC48
Then the value in
INC48 should be
And during the profile, the QDC module
does NOT drive the valve with a % output
Record the initial Output for Maximum value on Worksheet 7-A.
Important: The valve spanning procedures in chapter 9 require these
initial velocity control limits. For additional information, refer to section
3 of the Plastic Molding Module Reference Manual (publication
1771-6.5.88).
Minimum RPM Control Limit
(PLC45)
The value in this word corresponds to the minimum controllable RPM
during the plastication profile. The QDC module uses this word with the
Selected RPM Valve, Output for Minimum (word 47) below. The QDC
module expects this RPM when setting the selected RPM valve to the
percentage output you enter in word 47.
We recorded zero on Worksheet 7-D.
7-23

Chapter 7
Load Initial Configuration Values
Maximum RPM Control Limit
(PLC46)
The value in this word corresponds to the maximum controllable RPM
during the plastication profile. The QDC module uses this word with the
Selected RPM Valve, Output for Maximum (word 48) below. The QDC
module expects this RPM when setting the selected RPM valve to the
percentage output you enter in word 48.
Record the maximum screw RPM per your OEM specifications on
Worksheet 7-D.
Selected RPM Valve, Output for Minimum
(PLC47)
The QDC module uses this word with the Minimum RPM Control Limit
(word 45) above. Enter the %-signal output that the QDC module uses to
drive the selected RPM valve for minimum profile RPM. The QDC
module expects an RPM equal to word 45 when setting the selected RPM
valve to this percentage output.
Determine Output for Minimum values as follows:
0 (0%) for uni-directional direct acting valves
5000 (50%) for bi-directional valves
9999 (100%) for uni-directional reverse acting valves
If your selected
pressure valve is:
Direct Acting less than the value in word 48 less than the value in word 47
Reverse Acting greater than the value in word 48 greater than the value in word 47
Then the value in word 47
should be:
And during the profile, the QDC
module does NOT drive the valve
with a % output:
Record your initial Output for Minimum value on worksheet 7-D.
Selected RPM Valve, Output for Maximum
(PLC48)
The QDC module uses this word with the Maximum RPM Control Limit
(word 48) above. Enter the %-signal output that the QDC module uses to
drive the selected RPM valve for maximum profile RPM. The QDC
expects an RPM equal to word 46 when setting the selected RPM valve to
this percentage output.
7-24

Chapter 7
Load Initial Configuration Values
Determine Output for Maximum values as follows:
9999 (100%) for uni-directional direct acting valves
0 (0%) or 9999 (100%) for bi-directional valves depending on direction
0 (0%) for uni-directional reverse acting valves
Set Profile Tuning
Constants, PressureAlarm
Setpoints, and Watchdog
imer Preset
T
If your selected
pressure valve is:
Direct Acting greater than the value in word 47 greater than the value in word 48
Reverse Acting less than the value in word 47 less than the value in word 48
Then the value in word 48
should be:
And during the profile, the QDC
module does NOT drive the valve
with a % output:
Record your initial Output for Maximum value on Worksheet 7-D.
Profile Tuning Constants
(INC4953,
The QDC module’s PID and velocity feedforward(VelFF) algorithms are
different from classic PID and VelFF algorithms. QDC module algorithms
are sensitive to changes in load (not changes in setpoint) because the QDC
module must respond to a system that is undergoing constant load changes
when hydraulic fluid is introduced into or relieved from the hydraulic
circuit. The algorithm gain constants are typically lower than those used to
control a process that reacts to setpoints changes.
We entered all profile tuning constants on corresponding worksheets.
PKC4954, HDC4954, and PLC4954)
Profile Pressure Alarm Setpoints
(INC5758,
The QDC module compares the ram (screw) or cavity pressure against
these entries when executing the appropriate profile. The QDC module sets
a corresponding alarm bit any time ram (screw) or cavity pressure equals
or exceeds these entries during the respective profile. A zero entry inhibits
each respective alarm.
We recorded zero for each alarm setpoint on corresponding worksheets.
PKC5758, HDC5758, and PLC57)
7-25

Chapter 7
Load Initial Configuration Values
Watchdog Timer Preset
(PLC08)
Use the watchdog timer to signal an alarm if the plastication profile takes
longer than expected. To inhibit the timer, enter a preset of zero.
When the QDC module starts the plastication profile, it:
starts the internal timer
stops the timer, reports execution time, and resets the accumulated value
to zero when it completes profile
sets an alarm bit if the accumulated value exceeds this preset
We recorded zero on Worksheet 7-D to inhibit the timer.
The closed-loop tuning procedures in chapter 10 require these initial
values. In that chapter, we help you select the correct final values required
by your application. For additional information, refer to section 3 of the
Plastic Molding Module Reference Manual (publication 1771-6.5.88).
Enter and Download your
orksheet V
W
alues
After you determine initial values and enter them on configuration
worksheets, you are ready to proceed.
1. Enter all worksheet values into your PLC-5 data table.
Important: Be sure that you have not altered any setpoints, and that you
have entered each and every setpoint exactly as on the worksheets.
2. Use the procedure described in chapter 4 to download command
blocks to the QDC module. For your convenience, we repeat
download information from chapter 4 (Table 7.B).
Important: Do not download companion blocks at this time.
Table 7.B
Information
Block to
Download:
INC 08 7
PKC 10 9
HDC 11 10
PLC 14 13
Required to Download a Block
ProSet 600
Block ID.:
ProSet 600 Download
Command Bit in B21:
7-26

Chapter
Load Initial Profile Values
8
Chapter
Objectives
Use These W
orksheets
This chapter describes how to load setpoints for inject-mode profiles. You
determine initial values and enter setpoints into PLC-5 data table for the
following profiles:
Injection Profile (IPC)
Pack/Hold Profile (HPC)
Plastication Profile (PPC)
Then, you download them to the QDC module.
Important: This chapter continues the procedure for loading information
into the QDC module. Complete chapter 7 before starting this chapter.
The following table lists command blocks and corresponding worksheets
for recording your initial values that you download to the QDC module.
To configure the QDC module
with this profile block
Injection Profile Command Block (IPC) 8A 8-3
Pack/Hold Profile Command Block (HPC) 8B 8-10
Plastication Profile Command Block (PPC) 8C 8-17
See this
Worksheet
On
Page
Take a moment now to browse through the first worksheet.
Notice that it contains two parts:
control words for selecting parameters by setting bits
block of data words for recording initial profile values
Also notice that many parameters repeat within the profile block.
For example: segments 1-11 for velocity setpoints
Because many parameters repeat within a worksheet, we present each
worksheet followed by text telling you how to determine initial values.
Complete one worksheet before going to the next. This differs from the
procedure in chapter 7.
8-1

Chapter 8
Load Initial Profile Values
Determine and Record
Setpoints
for the Injection Profile (IPC)
Use Worksheet 8-A to enter setpoints for pressure vs. time and velocity vs.
position injection profiles. The valve spanning procedures in chapter 9
require specific values. We have already entered many values for you, and
help you determine other values in the text that follows.
Worksheet 8A
Injection
Control Word IPC01Bxx
ProSet 600 Addr. B38/bit
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
79 78 77 76 75 74 73 72 71 70 69 68 67 66 65 64
Value 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 1
Control W
ProSet 600 Addr. B38/bit
ord IPC03Bxx
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
111 110 109 108 107 106 105 104 103 102 101 100 99 98 97 96
Value 0 1 0 0 0 0 0 0 0 0 0 0 0 0 1 1
Velocity Units
0 = Parameters in Percent Velocity"
1 = Parameters in Inches (mm)/Sec
Sign of Pressure Offset
0 = Positive
1 = Negative
Profile Command Block (IPC)
Sign of Velocity Offset
0 = Positive
1 = Negative
IPC Block Identifier
Algorithm Selection
00 = Vel/Pos
01 = Vel/Pos (pressure limited)
10 = Press/Pos
11 = Press/Time
Control W
ProSet 600 Addr. B38/bit
ord IPC04Bxx
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
127 126 125 124 123 122 121 120 11 9 118 11 7 116 11 5 114 11 3 112
Value 0 0 0 0 1 1 1 1 0 0 0 0 1 1 1 1
Code:
Your value
0
Control Word ProSet 600 Addr. Value Description Units
IPC09 N44:65 * Segment 1 Velocity Setpoint Velocity
IPC10 N44:66 * Segment 1 Pressure Setpoint Pressure
IPC11 N44:67 * Endof Segment 1 Position Setpoint Distance from Moldend
IPC12 N44:68 100 Segment 1 Time Setpoint Time
IPC13 N44:69 * Segment 2 Velocity Setpoint Velocity
IPC14 N44:70 * Segment 2 Pressure Setpoint Pressure
Required initial value
or 1
loaded by ProSet 600
Enter Y
our V
alues Here
0 = ERC On for Press/Time
1 = ERC Off
0 = ERC On for Press/Pos
1 = ERC Off
0 = ERC On for Vel/Pos (limited)
1 = ERC Off
0 = ERC On for Vel/Pos
1 = ERC Off
0 = Press/Time Closed Loop
1 = Open Loop
0 = Press/Pos Closed Loop
1 = Open Loop
0 = Vel/Pos (limited) Closed Loop
1 = Open Loop
0 = Vel/Pos Closed Loop
1 = Open Loop
4
3
2
1
4
3
8-2

Chapter 8
Load Initial Profile Values
IPC15 N44:71 * Endof Segment 2 Position Setpoint Distance from Moldend
IPC16 N44:72 100 Segment 2 Time Setpoint Time
IPC17 N44:73 * Segment 3 Velocity Setpoint Velocity
IPC18 N44:74 * Segment 3 Pressure Setpoint Pressure
1
4
3
IPC19 N44:75 * Endof Segment 3 Position Setpoint Distance from Moldend
IPC20 N44:76 100 Segment 3 Time Setpoint Time
IPC21 N44:77 * Segment 4 Velocity Setpoint Velocity
IPC22 N44:78 * Segment 4 Pressure Setpoint Pressure
1
4
3
IPC23 N44:79 * Endof Segment 4 Position Setpoint Distance from Moldend
IPC24 N44:80 100 Segment 4 Time Setpoint Time
IPC25 N44:81 * Segment 5 Velocity Setpoint Velocity
IPC26 N44:82 * Segment 5 Pressure Setpoint Pressure
1
4
3
IPC27 N44:83 * Endof Segment 5 Position Setpoint Distance from Moldend
IPC28 N44:84 100 Segment 5 Time Setpoint Time
IPC29 N44:85 * Segment 6 Velocity Setpoint Velocity
IPC30 N44:86 * Segment 6 Pressure Setpoint Pressure
1
4
3
IPC31 N44:87 * Endof Segment 6 Position Setpoint Distance from Moldend
IPC32 N44:88 100 Segment 6 Time Setpoint Time
IPC33 N44:89 * Segment 7 Velocity Setpoint Velocity
IPC34 N44:90 * Segment 7 Pressure Setpoint Pressure
1
4
3
IPC35 N44:91 * Endof Segment 7 Position Setpoint Distance from Moldend
IPC36 N44:92 100 Segment 7 Time Setpoint Time
IPC37 N44:93 * Segment 8 Velocity Setpoint Velocity
IPC38 N44:94 * Segment 8 Pressure Setpoint Pressure
1
4
3
IPC39 N44:95 * Endof Segment 8 Position Setpoint Distance from Moldend
IPC40 N44:96 100 Segment 8 Time Setpoint Time
IPC41 N44:97 * Segment 9 Velocity Setpoint Velocity
IPC42 N44:98 * Segment 9 Pressure Setpoint Pressure
1
4
3
IPC43 N44:99 * Endof Segment 9 Position Setpoint Distance from Moldend
IPC44 N44:100 100 Segment 9 Time Setpoint Time
IPC45 N44:101 * Segment 10 Velocity Setpoint Velocity
IPC46 N44:102 * Segment 10 Pressure Setpoint Pressure
1
4
3
IPC47 N44:103 * Endof Segment 10 Position Setpoint Distance from Moldend
IPC48 N44:104 100 Segment 10 Time Setpoint Time
IPC49 N44:105 * Segment 11 Velocity Setpoint Velocity
IPC50 N44:106 * Segment 11 Pressure Setpoint Pressure
IPC51 N44:107 0 Profile Velocity Offset Velocity
IPC52 N44:108 0 Profile Pressure Offset Pressure
IPC57 N44:113 0 Ram Pressure Limit for Pressurelimit Velocity Control Pressure
1
4
3
4
3
3
IPC58 N44:114 0 Start of Zone for Pressurelimit Velocity Control Distance from Moldend
IPC59 N44:115 0 Time Delay for Pressurelimit Velocity Control Time
IPC60 N44:116 1000 Time Limit for Transition Time
6
1
IPC61 N44:117 0 Ram (screw) Position for Transition Distance from Moldend
IPC62 N44:118 0 Ram (screw) Pressure for Transition Pressure
IPC63 N44:119 0 Cavity Pressure for Transition Pressure
3
5
IPC64 N44:120 0 Start of Zone for Pressure Transition Distance from Moldend
1
Time
00.00 to 99.99 seconds
6
Time 000.0
00.00 to 00.99 seconds
* Refer to the appropriate section later in this chapter for information on this parameter
2
Distance
from MCC13 (if not zero) or MCC09
00.00 to 99.99 inches
to 999.9 millimeters
3
Pressure
0000 to 9999 PSI
000.0 to 999.9 Bar
4
Velocity
00.00 to 99.99 in/sec
000.0 to 999.9 mm/sec
5
Pressure
00000 to 20,000 PSI
0000.0 to 2000.0 Bar
2
2
2
2
2
2
2
2
2
2
2
2
8-3

Chapter 8
Load Initial Profile Values
Determine Bit Selections
for Worksheet 8A
Injection Profile Block Identifier
(IPC01)
Bits 07-00 of this word identify it as the first word in a series used to
define the injection profile. These bits must be set to 00001001.
We recorded these bits on Worksheet 8-A.
Velocity Units
(IPC03)
The following bit determines units of measure for injection velocity values.
-BIT 14 selects units of measure.
0 = Percent velocity
1 = Inches or millimeters per second
We recorded B14 = 1 for units per second on Worksheet 8-A.
Profile Offset Sign
(IPC03)
Profile offsets let you shift the amplitude of entire profiles up or down, if
necessary. The offset sign determines the direction of shift.
-BIT 13 controls the direction of pressure profile offset.
0 = Pressure offset is positive (more pressure)
1 = Pressure offset is negative (less pressure)
We recorded B13 = 0 for positive offset on Worksheet 8-A.
-BIT 12 controls the direction of velocity profile offset.
0 = Velocity offset is positive (more velocity)
1 = Velocity offset is negative (less velocity)
We recorded B12 = 0 for positive offset on Worksheet 8-A.
Profile Algorithm
(IPC03)
The following bits determine the type of injection profile.
-BITS 01 and 00 select the algorithm for the injection profile.
00 = Velocity vs. Position
01 = Velocity vs. Position (pressure-limited)
10 = Pressure vs. Position
11 = Pressure vs. Time
We recorded B01 = B00 = 1 for pressure vs. time on Worksheet 8-A.
Important: All other bit selections in IPC03 should be zero.
8-4

Chapter 8
Load Initial Profile Values
Expert Response Compensation
(IPC04)
-BITS 11, 10, 09, and 08 determine whether you apply Expert
Response Compensation
exclusive algorithm that adjusts for changes in your machine,
hydraulics, raw materials, and other process variables. It
compensates for abrupt upsets and long term deviations.
0 = Expert Response Compensation ON
1 = Expert Response Compensation OFF
We recorded these bits = 1 (ERC = Off) on worksheet 8-A
(ERC) to injection profiles. ERC is an
Open or Closedloop Control
(IPC04)
-BITS 03, 02, 01, and 00 determine whether you use open- or
closed-loop control of injection profiles. In open loop, you set a
valve position to move the cylinder without sensor feedback . In
closed loop, you use sensor feedback to control the valve regulating
pressure or velocity.
0 = Closed loop
1 = Open loop
Determine Word Values
for Worksheet 8A
We recorded these bits = 1 for open-loop control on worksheet 8-A.
Important: All other bit selections in IPC04 should be zero.
The valve spanning procedures in chapter 9 require these initial bit
settings. Where required, we help you select correct final bit settings for
your application in chapter 10. For additional information, refer to the
Plastic Molding Module Reference Manual (publication 1771-6.5.88).
Velocity Setpoints
(IPC09,
Use these words when configuring velocity vs. position profiles. Each
velocity setpoint is used between the last completed profile segment and
the end-of-segment position setpoint. You may use from 1 to 11 segments
in your profile. The procedures in chapter 9 require all eleven.
We recommend that you use initial velocity setpoints equal to the
maximum velocity your ram (screw) is capable of traveling. Get this value
from your OEM specs for your specific machine.
Record this initial value for all 11 velocity setpoints on Worksheet 8-A.
The valve spanning procedures in chapter 9 require these initial values.
For additional information, refer to the Plastic Molding Module Reference
Manual (publication 1771-6.5.88).
13, 17, 21, 25, 29, 33, 37, 41, 45, and 49)
8-5
 Loading...
Loading...