

RIDGID UC-60 Instructions Manual
Test Equipment Depot - 800.517.8431 - 99 Washington Street Melrose, MA 02176 - TestEquipmentDepot.com
UC-60 Crimp Heads Instructions
WARNING
Rea d and u nde rstand
these instructions, the
electrical tool instructions, the instructions
for the dies to be used,
connector to be crimped and the warnings and instructions for all
equipment and material being used before operating this tool to
reduce the risk of serious personal injury.
the instructions for the
SAVE THESE INSTRUCTIONS!
• Keep your fingers and hands away from the crimp head during the
crimping cycle.Your fingers or hands can be crushed, fractured or am-
putated if they are caught between the dies or the components and any
other object.
• Do not use on energized electrical lines to reduce the risk of elec-
trical shock, severe injury and death. Tool is not insulated. Use appropriate work procedures and personal protective equipment when
working near energized electrical lines.
• Large forces are generated during product use that can break or
throw parts and cause injury. Stand clear during use and wear appropriate protective equipment, including eye protection.
• Never repair a damaged head. A head that has been welded, ground,
drilled or modified in any manner can break during use. Never replace
individual components. Discard damaged heads to reduce the risk of
injury.
• Use proper tool, die, connector and cable combination. Improper
combinations can result in an incomplete or improper crimp which increases the risk of fire, severe injury or death.
NOTICE
Selection of appropriate materials and joining methods is the
responsibility of the system designer and/or installer. Before any installation is attempted, careful evaluation of the specific re quire ments should be
completed. Consult connector manufacturer for selection information.
Description
RIDGID®UC-60 Crimp Heads are designed to crimp electrical compression connectors to their respective wires, in some cases using appropriate dies.
The Crimp head attaches to RIDGID RE 6/RE 60 or Ilsco Electrical Tool
and can rotate 360 degrees with the RIDGID QuickChange System™
(QCS™).
Die Detents
O or BG
Permanent Groove
Crimp Profile
Lugs & Splices...................#8-350 MCM AL, 500 MCM CU
As indicated per connector manufacturer literature, with use of appro-
priate dies.
Compatible QCS Type .........6T QCS and 60kN QCS
Nominal Crimp Force...........12,000 lbf, 6-ton (53kN)
Input Force...........................13,500 lbf (60kN)
Weight..................................4.8 lbs. (2.2 kg)
Inspection/Maintenance
Inspect the Crimp Head before each use for issues that could affect safe
use.
1. Remove battery from electrical tool.
2. Clean any oil, grease, or dirt from the tool and head, including handles and controls. This aids inspection and helps prevent the machine
from slipping from your grip.
3. Inspect the head for:
• Proper assembly and completeness.
• Wear, corrosion or other damage.
• Free movement of the jaw arms. The jaw arms should be biased
open. Inspect hinge area (Figure 1) for damage.
• Presence and readability of head markings.
• See Electrical Tool manual for inspection and maintenance of the
QCS coupling.
If any issues are found, do not use the tool until corrected.
4. Inspect the electrical tool and any other equipment being used as
directed in their instructions. Confirm that the crimp dies are a clean,
undamaged matched set.
5. Lubricate the head pivot points with a light weight general purpose
lubricating oil. Wipe off any excess oil.
Set Up/Operation
1. Prepare the connection to be crimped. Refer to connector manufacturer instructions/data sheets for information on proper permanent groove/die choices, number of crimps and other installation
information.
2. Choose the appropriate equipment for the application. The O and
BG permanent groove profiles are used as is. The D3 profile can be
used as is or with appropriate dies.
Make sure all equipment is inspected and set up per its instructions.
3. Remove battery from electrical tool.
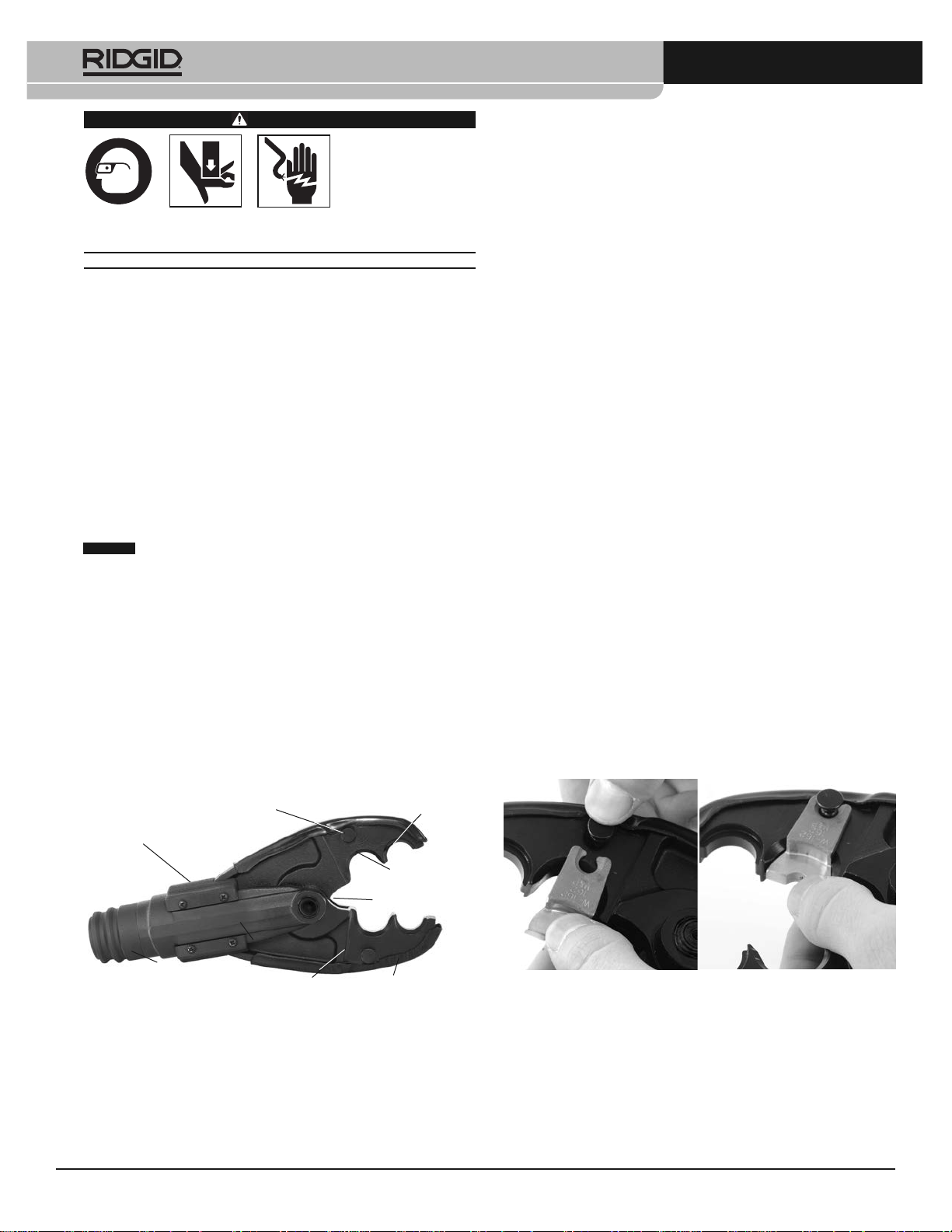
4. If required, install the dies in D3 profile.
Depress die detent and remove/insert die. Do not force die. Dies
should fit securely, and the crimp profiles should align (Figure 2). Al-
ways use a matched set of dies. If there are any issues regarding
proper die fit, do not use the tool.
Guards
D3 Permanent
Groove Crimp
Profile
Hinge Area
QCS Coupling
Figure 1 – UC-60 Crimp Head
Specification
Cat. #56798..........................D3 & O Permanent Groove Crimp Profile
Cat. #56793..........................D3 & BG Permanent Groove Crimp Profile
Dies Used ............................D3 Profile can be used with Commercially
For use With:
Copper Taps.......................#10 Solid – 2/0 Stranded
AL and ACSR Taps ............#14 Solid – 4/0 ACSR
Stirrups...............................#6 – 4/0 ACSR
Tension Splices..................#10 Stranded – 4/0 ACSR
Printed 1/17
EC42292 REV. A
The Emerson logo and RIDGID logo are registered trademarks of Emerson Electric Co. or RIDGID, Inc. in the U.S. and other countries.
Jaw Arm
Bumpers
Available “X” or “W” Style 6 Ton Dies
All other trademarks belong to their respective holders.
Figure 2 – Installing Dies in Crimp head
©2017 RIDGID, Inc.
5. Changing Heads with QCS Coupling – See Electrical Tool manual.
6. With dry hands install the tool battery.
7. Place the permanent groove or die crimp profile around the connector to be crimped.
8. Follow all compression connector manufacturers’ instructions for
crimp location. Some may require more than one crimp per connection or crimping in a certain order.
Center the connector squarely against the crimp profile. Improper
placement can make an incorrect crimp or damage the equipment.
If making a single crimp, line up the crimp profile within the lines on
the connector. If making multiple crimps on the connector, ensure
999-995-094.10

UC-60 Crimp Heads Instructions
there is enough room to evenly space crimps between electrical
connector lines.
Electrical Connector lines
Figure 3 – Aligning the Connector in the Crimp Profile
9. With hands clear of the head and other moving parts, operate the
Electrical Tool as per its instructions. After a complete cycle the tool
ram will retract and the jaws will open. If the ram does not retract,
the crimp is not complete and must be repeated.
A slight twist of the connection may be needed to release it from
the crimp profile.
10. If the ram does not fully retract, press the electrical tool pressure release button. If needed, move the head and repeat the procedure for
multiple crimps.
11. Inspect and test the connection in accordance with fitting supplier instructions, normal practice and applicable codes.
99 Washington Street
Melrose, MA 02176
Phone 781-665-1400
Toll Free 1-800-517-8431
Visit us at www.TestEquipmentDepot.com
2
 Loading...
Loading...