

Page 1

Operating Instructions for Planetary Ball Mill
Type PM400
Retsch GmbH, 42781 Haan, Retsch-Allee 1-5, Germany, 08.02.2012 0002
Page 2
NOTES ON THESE OPERATING INSTRUCTIONS .......... 3
Warning instructions ................................................................ 3
Repairs ........................................................................................ 3
SAFETY ...................................................................................... 4
Safety instructions .................................................................... 4
Safety instructions – summarised, part 1 ............................ 5
Safety instructions – summarised, part 2 ............................ 6
Confirmation .............................................................................. 7
TECHNICAL DATA .................................................................. 8
Use according to the intended purpose ................................ 8
Number of milling positions .................................................... 8
Maximum charged quantity .................................................... 8
Maximum charged grain size .................................................. 8
Driving power: 1500 W ............................................................ 8
Emissions ................................................................................... 8
Noise characteristic values PM400 : ...................................... 8
Conditions for measurement: ................................................. 8
Materials and analyses of milling tools ................................. 8
Systems of protection .............................................................. 8
Protective equipment ............................................................... 9
Mode of operation ..................................................................... 9
Machine dimensions ................................................................. 9
Required floor space................................................................. 9
TRANSPORT AND INSTALLATION .................................. 10
Packing ..................................................................................... 10
Transport .................................................................................. 10
Temperature variations ......................................................... 11
Intermediate storage ............................................................. 11
Assembling ............................................................................... 11
Parameters for the place of installation .............................. 11
Ambient temperature: ............................................................11
Installation height: ..................................................................11
Serial interfaces ...................................................................... 12
OPERATION ........................................................................... 13
Connecting the power supply ............................................... 13
Opening / closing / emergency unlocking of milling
chamber ................................................................................... 13
Open ..........................................................................................13
Closing ...................................................................................... 13
Emergency unlocking ............................................................. 14
Insertion and clamping of the milling cups ......................... 14
Unclamping the milling cup clamping device ..................... 16
in the PM400 ............................................................................ 16
Safety instructions when starting the PM400 ..................... 17
Power failure during milling ................................................... 18
Suitable milling cups in the PM400 ...................................... 18
Milling cup filling level ............................................................ 18
Guide values for material quantity and balls...................... 18
Stacking of 50 ml milling cups of type “C” ......................... 19
Stacking procedure ................................................................. 19
Stacking of milling cups less than 50 ml ............................. 19
Stacking procedure ................................................................. 19
Handling milling cups of type “C” ......................................... 19
Carrying and gripping............................................................. 19
Protection against twisting .................................................... 19
Heating up of the milling cups .............................................. 19
Milling cup identification ........................................................ 20
Milling cup labelling by the customer .................................. 20
Cleaning the milling cups ....................................................... 20
Drying the milling cups .......................................................... 20
Tips for ultra-fine milling ....................................................... 20
Use of the closing device for milling cups ........................... 21
Operation via the display unit of the PM400 ...................... 22
Symbols in the display unit ................................................... 22
Setting possibilities via the display menu ........................... 23
FAULT SIGNALS IN THE DISPLAY .................................. 28
F03 to F23 ................................................................................ 28
F24 to F26 ................................................................................ 28
GENERAL ................................................................................. 29
Cleaning .................................................................................... 29
Maintenance (monthly) .......................................................... 29
Wearing parts .......................................................................... 30
Copyright .................................................................................. 30
Alterations ................................................................................ 30
APPENDIX .................................. FOLLOWING PAGES
08.02.2012 Retsch GmbH 2 0002
Page 3
Notes on these operating instructions
Injury to persons
Damage to equipment
Observe instructions for use
The Retsch agency in your country
Your supplier
Retsch GmbH directly
These operating instructions for the ball mill, type PM400,
give all the necessary information with regard to the areas
mentioned in the contents.
Instructions are given for the definite target group(s) in
each area, in order to ensure safe operation of the PM400
for its intended purpose. Knowledge of the relevant section
is essential for safe, proper handling in each target
group(s).
This technical documentation is intended as a reference and
instruction manual. The individual sections are complete in
themselves.
These operating instructions do not include repair
instructions. If repairs are necessary please contact your
supplier or Retsch GmbH direct: http://www.retsch.com
Warning instructions
Warnings are given by the following symbols:
Repairs
These operating instructions do not include repair
instructions. For your own safety repairs must be carried out
only by Retsch GmbH, an authorised agent or by Retsch
service technicians.
In this case please contact:
Your service address:
08.02.2012 Retsch GmbH 3 Doc. Nr. D 98.535.9999
Page 4
Safety
We exclude any claims for damages of any kind for injury to
persons and damage to equipment arising from non-observance of
the following safety instructions.
The PM400 is an ultra-modern, highly efficeint product of
Retsch GmbH, corresponding to state of the art. If the
machine is used according to the intended purpose with a
knowledge of this technical documentation it is completely
safe and reliable to operate.
Safety instructions
As operating authority it is your duty to ensure that all
persons charged with working on the PM400:
have read and understood all the instructions on safety,
from the beginning of work know all the instructions and
regulations for the target group relevant to their work,
Have access to the technical documentation for this machine
at all times without problems.
New personnel should be familiarized with safe, proper
handling of the machine before beginning work on the
PM400, either by verbal instruction from a competent
person or through this technical documentation.
Improper operation can cause injury to persons or damage
to the equipment. You are responsible for your own safety
and that of your employees.
Ensure that no unauthorised persons have access to the
PM400.
For your own protection have your employees confirm that
they have been instructed in operation of the PM400. The
draft of a suitable form is given at the end of the section on
safety.
08.02.2012 Retsch GmbH 4 Doc. Nr. GB 98.535.9999
Page 5
Safety instructions – summarised, part 1
We exclude any claims for damages of any kind for injury to persons and damage to equipment arising from nonobservance of the following safety instructions.
Do not make any alterations to the machine and use only spare parts and accessories approved by Retsch.
Otherwise the Declaration of Conformity to the European Directives will lose its validity.
Furthermore this will lead to loss of any kind of guarantee claims.
Please keep the packing material for the duration of the guarantee period, since if you have a complaint and the equipment
is returned in inadequate packing your guarantee claim is at risk.
Lifting above head height is not allowed.
The PM400 must not be knocked, shaken or thrown during transport. Otherwise the electronic and mechanical components
can be damaged.
If the PM400 is subjected to high temperature variations (e.g. during air transport) it must be protected against condensed
water. Otherwise there may be damage to the electronic components.
If the supplied items are incomplete and/or there is transport damage you must inform the transporter and Retsch GmbH
immediately (within 24 hrs). Later complaints may possibly be no longer considered.
If the temperature drops below or exceeds ambient temperature the electrical and mechanical components can become
damaged and performance data can change to an unknown extent.
At high atmospheric humidity the elctrical and mechanical components can become damaged and performance data can
change to an unknown extent.
If the values on the type plate are not observed electrical and mechanical components can become damaged.
The serial interface cables must not be longer than 2.5 m.
If the cables are longer this can result in disturbances during transmission of data.
If the values on the type plate are not observed electrical and mechanical components can become damaged.
The emergency unlocking device must not be operated when the machine is running. Disconnect the machine
from the power supply before emergency unlocking. High danger of injury through long, unbraked after-running of
the drive can result. The after-running time of the drive is < 10 secs.
Always insert 2 opposite or 4 milling cups. All cups must have the same gross weight.
If loading of the PM400 is unbalanced the machine can generate undesirable vibrations and noises. In this
case switch the machine off immediately and check the arrangement and gross weight of the cups.
Before starting the machine make sure that the milling cup is clamped. Milling cups can be ejected – danger of
injuries and damage to equipment.
Always insert 2 opposite or 4 milling c ups. All cups must have the same gross weight.
Use only milling cups of type „C“. This type, in combination with the milling cup holder, is a safety component. If other
types or old milling cups are used in the PM400 this may result in unforeseen danger.
Never leave the milling cup clamping device (3) loose, without clamped milling cups, in the milling cup holder. Danger of
ejection.
Safety instructions
Use according to the intended purpose
Packing
Transport
Temperature variations
Supplied items
Ambient temperature
Atomospheric humidity
Important instructions
Serial interface
Connecting the power supply
Opening / closing / emergency unlocking the milling chamber
Insertion and clamping of the milling cups in the PM400
08.02.2012 Retsch GmbH 5 Doc. Nr. GB 98.535.9999
Page 6
Safety instructions – summarised, part 2
Check firm fitting of the milling cups, particularly with long-term milling operations, according to the following time
schedule: after 3 mins, after 2 hrs, after 5 hrs then every 10-12 hrs. A clamping force of 10 Nm for the milling cup
clamping device is optimum. Danger of ejection of milling cup.
Always ensure that the red sleeve is properly locked in place. Otherwise the milling
cup is not clamped adequately.
Danger of ejection.
Before starting the machine ensure that the milling cup is clamped.
Milling cups can be ejected – danger of injuries and damage to equipment.
We recommend that this safety instruction is not faded out.
Always insert 2 opposite or 4 milling cups. All cups must have the same gross weight.
If the filling level of the milling cup is too high or too low this impairs the milling result and can cause damage (increased
wear) to the milling fittings.
Please take necessray measures to prevent danger to persons, according to the dangerous nature of your milling material.
When removing and opening hot milling cups it is essential to wear protective gloves.
Danger of burning the hands.
Do not subject milling cups with ceramic inserts to sudden temperature differences when rinsing.
The ceramic inserts can crack through sudden temperature differences.
When using easily flammable materials it is essential to observe the section „Wet milling of easily flammable materials”.
Danger of explosison.
Before using easily flammable materials as milling auxiliary agents it is absolutely essential to specifiy in writing explosion
protection documentation with supplementary organisational measures, and to make this available to operators. In the EU
this procedure is stipulated in directive 89/391/EEG, according to articles 118 and 118a.
For wet milling operations in milling cups with material inserts do not use old closing devices which clamp only the gripping
edges of the milling cups. If an internal pressure is developed the material inserts can be pressed out.
Do not clean the PM400 with running water.
Danger to life through current surge.
Use only a cloth moistened with water. Solvents are not permitted.
Easy running of the threaded spindle and locking sleeve is essential for reliable clamping of the milling cups.
Locking sleeves which do not slide downwards automatically through spring tension cannot reliably prevent loosening of the
threaded spindle. The milling cups can then be ejected.
Easy running of roller 1 on the closing pin is the prequisite for reliable closing of the housing lid of the PM400.
If the values drop below D1 and H1 operating reliability is no longer guaranteed.
The milling cups can be ejected.
These operating instructions do not include repair instructions. For your own safety repairs should be carried out only by
Retsch GmbH, an authorised agent or service technicians.
Safety instructions when starting the PM400
Milling cup filling level
Handling milling cup type „C“
Identification of milling cups
Tips for ultra-fine milling
Wet milling of easily flammable materials
Cleaning
Maintenance (monthly)
Wearing parts
08.02.2012 Retsch GmbH 6 Doc. Nr. GB 98.535.9999
Page 7
Confirmation
I have taken note of the section “Notes on
these operating instructions” and the section
on “Safety”.
__________________________________
Signature of operating authority
__________________________________
Signature of service technician
08.02.2012 Retsch GmbH 7 Doc. Nr. GB 98.535.9999
Page 8
Technical data
Do not make any alterations to the machine and use only spare
parts and accessories approved by Retsch.
Otherwise the Declaration of Conformity with the European
Directives by Retsch loses its validity.
Furthermore this will result in the loss of any kind of
guarantee claims.
Machine type designation: PM400
Use according to the intended purpose
Retsch ball mills are used for milling and mixing soft, medium-hard
up to extremely hard, brittle and fibrous matierals. Both dry and
wet milling operations can be carried out. Minerals, ores, alloys,
chemicals, glass, ceramics, plant parts, soils, sewage sludge,
domestic and industrial waste and many other substances
can be milled, easily, quickly and without losses. These ball mills are
used successfully in practically all areas of industry and
research, particularly where stringent requirements are set on
purity, quickness, fineness and reproducibility.
Only milling cups of type “C” from the firm Retsch GmbH may be
used.
The mills are not designed as production machines, but as
laboratory equipment, intended for 8-hour single shift operation.
Number of milling positions
2 or 4, depending on the type of machine. The milling positions
must be operated with identical milling cups and at the same weight
for every millling operation.
Maximum charged quantity
PM400 = up to 4 times 300 ml, depending on the machne volume.
Maximum charged grain size
PM400 up to < 10 mm, but depends on material.
Driving power: 1500 W
Emissions
Noise characteristic values PM400 :
Noise measurement according to DIN 45635-31-01-KL3
The noise characteristic values are influenced mainly by the
machine speed, milling cup size and diameter of the milling
balls used.
Emission value related to workplace L
Conditions for measurement:
Milling set: 4x 500ml special steel each with 5 balls of dia.
30 mm, tungsten carbide
Milling material: quartz sand, 135 g each
Rotary speed: 380 min-1
= up to 85 dB(A)
pAeq
Materials and analyses of milling tools
See : www.retsch.com/english/docs/grinding_tools.pdf
Systems of protection
IP40
08.02.2012 Retsch GmbH 8 Doc. Nr. GB 98.535.9999
Page 9

Protective equipment
The PM400 is fitted with an automatic lid shutting device which
prevents the machine being started in an unsafe condition. The
machine can be started only with the lid closed.
The lid can be opened only when the machine is at a standstill.
Mode of operation
S1
Operation with constant load, the duration of which is sufficient for the
thermal steady state condition to be reached. (DIN VDE 0530 T1)
Machine dimensions
Height: up to approx. 1220 mm / width: 836 mm / depth: up to
approx. 780 mm
Weight : PM400 net approx. 290 kg
Required floor space
Height (open hood): 1900 mm / width: 1400 mm /
depth: 900 mm;
A safety distance of 100 mm on the rear side is necessary so that
the ventilators can fulfil their function.
08.02.2012 Retsch GmbH 9 Doc. Nr. GB 98.535.9999
Page 10
Transport and installation
Please keep the packing material for the duration of the
guarantee period since if there is a complaint and the
machine is returned with inadequate packing your
guarantee claim will be at risk.
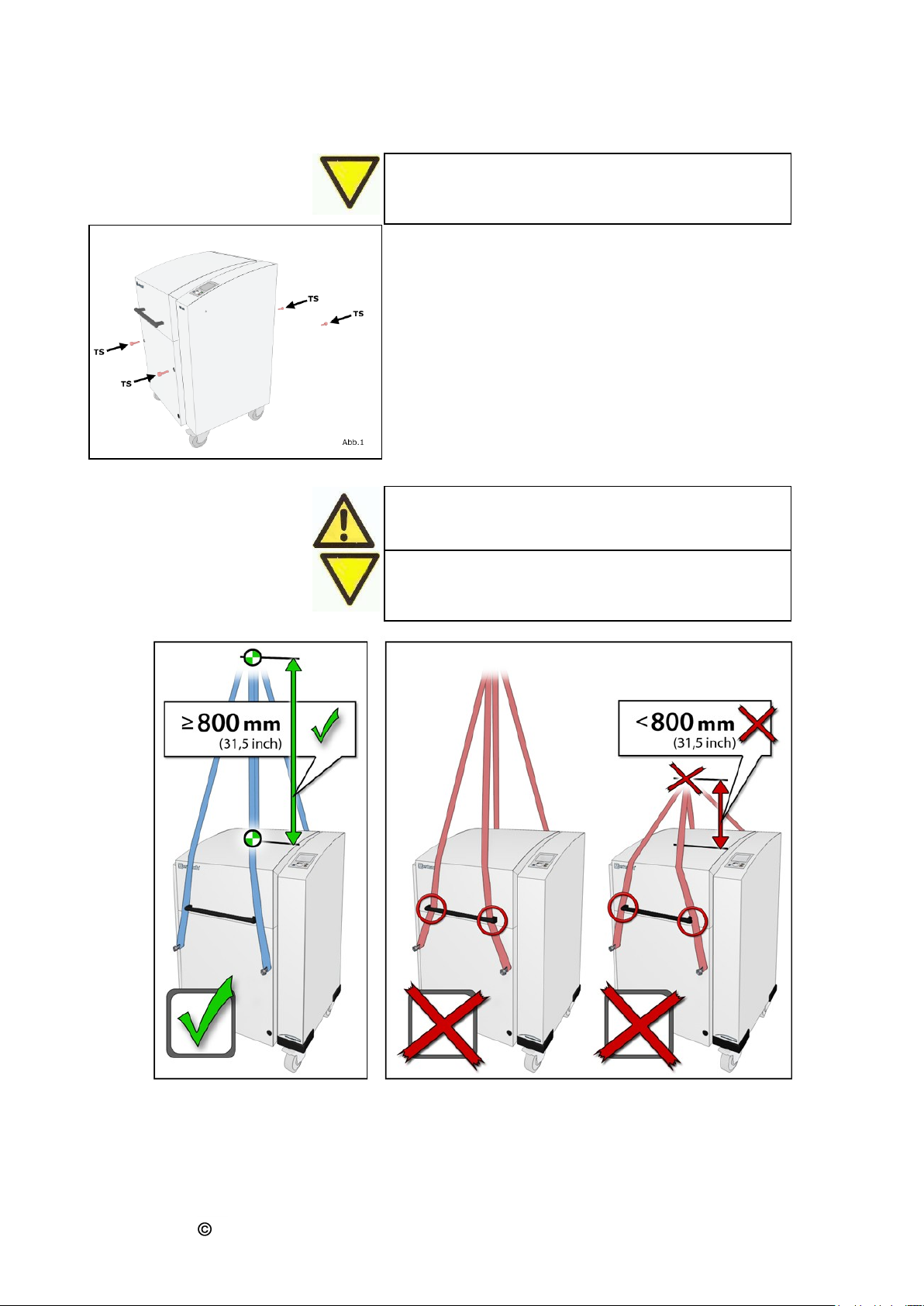
Transport
The PM400 is to be lifted and transported only by the
transport screws TS supplied with the machine.
Fig. 1
Net weight of PM400 = approx. 290 kg
Lifting above head height is not permitted.
The PM400 must not be knocked, shaken or thrown
during transport. Otherwise the electronic and
mechanical components can become damaged.
Packing
Packing is adapted to the transport route and conforms to
the generally applicable packaging guidelines.
08.02.2012 Retsch GmbH 10 Doc. Nr. GB 98.535.9999
Page 11
Temperature variations
It temperature variations are high (e.g. during air
transport) the PM400 must be protected against
condensed water. Otherwise the electronic components
can become damaged.
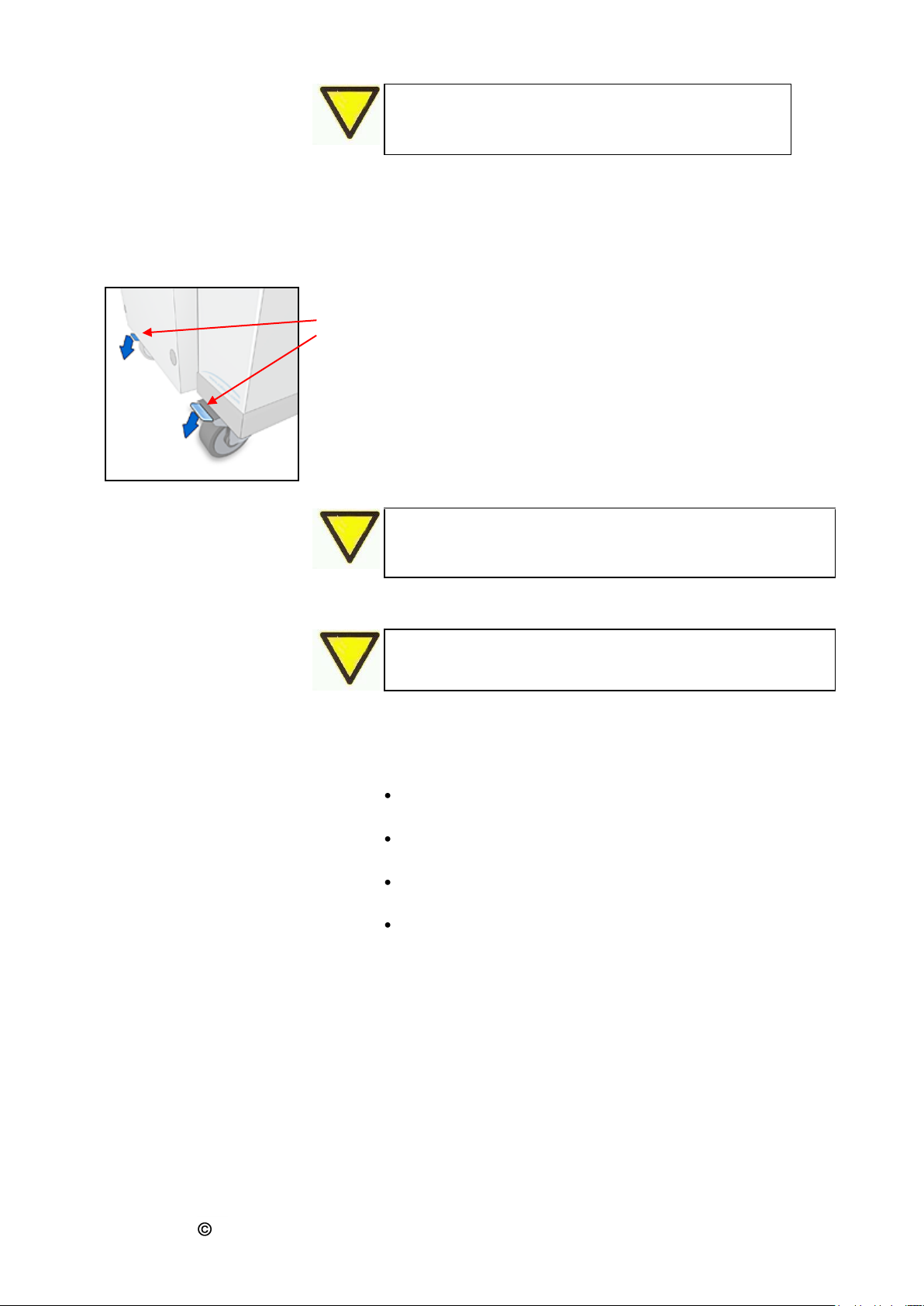
Assemble the PM400 on a firm base. Further parameters are
given in the section „Technical data”.
Net weight of PM400 approx. 290 kg
The machine must be locked in position before starting up.
For this purpose press the locking lever F of the two front
rollers downwards.
If the ambient temperature drops below or exceeds these
values the electrical and mechanical components can become
damaged and performance data are changed to an unknown
extent.
At higher atmospheric humidity the electrical and mechanical
components can become damaged, and performance data are
changed to an unknown extent.
F
Intermediate storage
Ensure also that the PM400 is stored dry during
intermediate storage.
Assembling
Parameters for the place of installation
Ambient temperature:
5°C to 40°C
Atmospheric humidity:
Maximum relative humidity = 80% at temperatures up to 31°C,
decreasing linearly down to 50% relative humidty at 40°C.
Installation height:
max. 2000 m above sea level
Electrical connection
Voltage and frequency for the PM400 are given on the type
plate.
Ensure that these values correspond to the available power
supply system.
Connect the PM400 to the power supply system using the
supplied connection cable.
Protection by external fusing is to be carried out when
connecting the mains cable to the power supply, according
to the regulations at the place of installation.
08.02.2012 Retsch GmbH 11 Doc. Nr. GB 98.535.9999
Page 12

Important instructions:
If the values on the type plate are not observed this can
result in damage to the electrical and mechanical
components.
RS 485 – inactive interface Sc 1 for optional data
communication with an external device. This
necessitates updating of the softwear.
RS 232 - interface Sc 2 for updating the softwear.
The interface cables must not be longer than 2.5 m.
Longer cables can cause disturbances during transmission of
data.
Sc 1
Sc 2
1. Electrical connection without a protective conductor PE is not
permissible.
2. The drive of your PM400 is fitted with a frequency converter. To
fulfil the EMC directive this is fitted with a line filter and shielded
cables to the motor. If your PM400 includes a fault-current
protective system, fault throwing may result through the antiinterference wiring of the frequency converter when this is
switched on (switching on takes place each time the milling
chamber hood is closed). This can occur without there being a
fault on your PM400 or your mains installation.
According to state of the art selective a.c.-d.c. sensitive faultcurrent protective systems are recommended for such cases.
The tripping current must be adequately dimensioned since
capacitive compensating currents occuring only for a short time
(shielded cables, line filter) when switching on can easily cause
fault throwing.
Under certain circumstances it may be necessary to operate the
PM400 without a fault-current protective system. In this case,
however, it should be checked whether this is inconsistent with
the local regulations of the electricity supply company or other
applicable institutions or standards.
Serial interfaces
08.02.2012 Retsch GmbH 12 Doc. Nr. GB 98.535.9999
Page 13

Operation
Ensure that the voltage and frequency of your mains supply
correspond to the values on the type plate of the PM400.
Plug the mains cable in the receiving socket Au on
the rear side of the equipment.
Plug the mains plug into the mains socket.
Switch on the main switch H
If the values on the type plate are not observed this can
result in damage to the electrical and mechanical
components.
D A E
When the PM400 is switched on for the first time the
language menu is displayed.
The language of your country must now be selected by
turning the control knob E. By pressing this knob selection is
confirmed and the display shows “Open lid”.
Opening / closing / emergency unlocking
of milling chamber
Open
The following steps are necessary in order to insert the milling
cup or milling cups and to clamp these:
Connect PM400 to the mains supply
Switch on the main switch on the rear side
Press button A
The safety closing device opens and the lid D can be swung
open. The milling chamber is now freely accessible.
Closing
Locking the milling chamber is possible only if the PM400 is
connected to the mains supply and the main switch on the
rear side of the machine is switched on.
Close the housing lid D
A sensor senses the closing pin of the housing lid and the
motor-driven lid closing mechanism is switched on.
The housing lid D is automatically closed.
H
Au
Connecting the power supply
08.02.2012 Retsch GmbH 13 Doc. Nr. GB 98.535.9999
Page 14

Emergency unlocking
A key for the machine is included in the delivery with which
the PM400 can be manually opened if there is a power failure.
Remove cap K
(I) Insert the (S) key into the O opening on the
right-hand side.
(II) To unlock the gear, the key must be pushed in
further with some degree of force. While pushing the
key in, turn it in a clockwise direction as far as it will
go.
The lid can now be opened.
The emergency unlocking device must not be operated while
the machine is running. Disconnect the machine from the
mains supply before emergency unlocking.
Considerable danger of injury through long, unbraked
after-running of the drive. The after-running time of
the drive is < 10 sec.
Always insert either 4 grinding jars or 2 jars opposite
each other. All jars must have the same gross weight.
When 2 grinding jars are used, each of the two grinding
stations must be secured with a clamping pin and a
spider.
Insertion and clamping of the milling cups
in the PM400
08.02.2012 Retsch GmbH 14 Doc. Nr. GB 98.535.9999
Page 15

When grinding with 2 grinding jars, the two must be placed
opposite each other. Each of the two unoccupied grinding
stations must be secured with a clamping pin and a spider
(see illustration). The safety slider function will otherwise
prevent the device from starting.
A high level of vibration by the mill indicates wrong taring or
incorrectly clamped grinding jars!
If unevenly loaded, the PM400 can generate
undesirable vibrations and noises! Turn the mill off
immediately and check the jars’ positioning and gross
weight!
If necessary, clean the grinding jar
turntable 1 and torsion lock pin 2.
Turn the grinding jar label 3 to the same
side as the torsion lock pin, where the
grinding jar’s borehole is.
Insert the grinding jar into the grinding
jar holder.
Pay attention to the torsion lock when using
250-ml and 500-ml grinding jars. The
borehole in the bottom of the grinding jar into
which the torsion lock pin 2 fits is on the side
of the labelling panels 3.
Insert the spider 4 into the three brackets
5.
When using two grinding jars, insert a
clamping pin and the spider into each of
the two opposite unoccupied grinding
stations.
Inserting and clamping the spider presses the
safety slider 6 upwards and activates it. Once
the mill has been started, the PM100 checks
this safety function for up to approx. 15
seconds long. If you
have not clamped the spider,
not inserted any spider or
the grinding jar is missing,
the PM100 will stop the starting procedure and
emit the error message F10.
1
2 3 4
5
08.02.2012 Retsch GmbH 15 Doc. Nr. GB 98.535.9999
Page 16

6 up = free
6 down = closed
Pull the red sleeve 6 upwards and clamp the grinding jar
by turning the three-point grip to the right.
Let the red sleeve 6 move downwards and lock audibly in
place; if necessary, tighten a bit more by means of the
three-point grip.
It must not be possible to turn the three-point grip any
further.
The red locking sleeve, which is now in the locked position,
prevents the threaded spindle from working loose.
Before starting the machine ensure that the milling cup
is clamped.
Milling cup can be ejected, danger of injury and damage to
equipment.
Always insert 2 opposite or 4 milling cups. All cups
must have the same gross weight.
Use milling cups only of type „C“.
This, in combination with the milling cup holder, is a safety
component.
If other or old milling cups are used in the PM400 this
can result in unforeseen danger.
Never leave the milling cup clamping device 3 loose, without
clamped milling cups, in the milling cup holder.
Danger of ejection.
Check firm fitting of the milling cups, particularly with longterm milling operations, according to the following time
schedule: after 3 min, after 1 hr, after 5 hrs then every 10-12
hrs. A clamping force of 10 Nm for the milling cup clamping
device is optimum.
Danger of ejection.
Always ensure that the red sleeve is locked in place properly.
Otherwise the milling cup will not be clamped adequately.
Danger of ejection.
Pull the red sleeve 5 upwards and unclamp the milling
cup by turning the 3-star handle to the left.
Continue to turn the 3-star handle to the left until the
milling cup clamping device can be removed.
Unclamping the milling cup clamping device
in the PM400
08.02.2012 Retsch GmbH 16 Doc. Nr. GB 98.535.9999
Page 17

Safety instructions when starting the PM400
The milling cup clamping device is easy and reliable to handle
and has proved itself for many years. The basic precondition
both for safety of the operator and for long service life of the
machine components is conscientious clamping of the milling
cups.
Please consider that the PM400 is a milling machine with a
very high power input into the milling material. For this
reason the milling cups must be fixed conscientiously.
In order to avoid operating faults correct milling cup fixing is
interrogated before starting the machine.
Personnel who have been particularly well trained and are
familiar with operation of the PM can permanently fade out
this safety instruction. However, if operating personnel are
changed frequently we do not recommend this procedure.
The software of the PM400 is set up in such a way that
when operating the start button the following display
appears, in which clamping of the milling cups has to
be confirmed before every machine start up.
After confirmation the milling process is started.
This safety instruction can be faded out in the “Settings”
menu.
Ensure that the milling cup is clamped before starting the
machine.
Milling cups can be ejected – danger of injury and
damage to equipment.
We recommend that this safety instruction is not faded out.
Always insert 2 opposite milling cups or 4 milling cups.
All cups must have the same gross weight.
YES
MILLING CUPS CLAMPED ?
NO
08.02.2012 Retsch GmbH 17 Doc. Nr. GB 98.535.9999
Page 18

Power failure during milling
If the mains supply fails during the milling process the milling
operation is interrupted. All parameters are retained and the
residual running time is stored. After switching on the
machine again the instructions shown on the left appear in
the display (display 1).
You can continue the process by pressing the START button.
Through automatic storage of the residual running time the
milling process is continued up to the end of the originally set
milling period.
For safety reasons the PM400 must be opened and the milling
chamber checked. After closing the lid milling is continued
automatically (display 2).
By pressing the STOP button the process is stopped.
The PM400 is suitable only for milling cups f rom the firm
Retsch GmbH, of type “Comfort”, with a nominal volume of 12
ml – 500 ml.
These are available in the following materials:
Agate
Sintered corundum
Zirconium oxide
Stainless steel
Special steel
Tungsten carbide
The „Comfort“ milling cup range has been developed specially
for extreme test conditions, such as long-term trials, high
mechanical loading and maximum rotary speeds – and also
for mechanical alloying.
Nominal
volume
Useful
volume
Max.
charging grain
size
Recommended ball filling
dia. 10mm
dia. 20mm
dia. 30mm
dia. 40mm
12 ml
- 5 ml
1 mm
5 balls - - - 25 ml
- 10 ml
1 mm
8 balls - - - 50 ml
5 – 20 ml
3 mm
10 balls
3 balls - -
80 ml
10 – 35 ml
4 mm
25 balls
5 balls - -
125 ml
15 – 50 ml
4 mm
30 balls
7 balls - -
250 ml
25 – 120 ml
6 mm
50 balls
15 balls
6 balls
-
500 ml
75 – 220 ml
10 mm
100 balls
25 balls
8 balls
4 balls
If the filling level of the milling cup is too high or too low the
milling result will be impaired and damage (wear increase) to
the milling equipment can result.
PROCESS INTERRUPTED
POWER FAILURE
STOP = DISCONTINUE
START = CONTINUE
1. OPEN MACHINE
2. CHECK MILLING
CHAMBER
3. CLOSE MACHINE
Display 1
Display 2
Suitable milling cups in the PM400
Milling cup filling level
Guide values for material quantity and balls
08.02.2012 Retsch GmbH 18 Doc. Nr. GB 98.535.9999
Page 19

Stacking of 50 ml milling cups of type “C”
It is possible to stack two 50 ml milling cups one on top of the
other.
For stacking an adapter is required, which is available as an
accessory.
Stacking procedure
Place milling cup M1 in the milling cup plate
Place the adapter A1 on the lid of M1
Place milling cup M2 in position
Clamp the milling cups as described in the section “Clamping the
milling cups”.
Stacking of milling cups less than 50 ml
It is also possible to stack milling cups with a capacity of less
than 50 ml one on top of the other.
Stacking procedure
Place milling cup M2 on milling cup M1
Clamp milling cups as described in the section “Clamping the
milling cups”.
X
H
Carrying and gripping
The gripping edges X on the milling cup lid and on the
milling cup facilitate safe handling.
Protection against twisting
All 250 and 500 ml milling cups of type „C“ have a drill hole
in the underside of the cup in which the pin for protection
against twisting is inserted. This drill hole is used only in the
PM400 and is located on the side of the milling cup casing
with labelling.
Heating up of the milling cups
The milling cups can become heated up to 150°C during
milling, depending on the milling time and the filling level.
This temperature change causes a pressure increase in the
interior of the milling cup. When removing the lid please
note that this increased pressure is reduced through the
suddenly escaping air. At the same time particles of the
material being milled can also be carried off.
A vacuum is produced in the interior of milling cups which
have been left to cool, and this can cause difficulty in
opening the milling cup. Therefore milling cups of type „C“
can be prised open by inserting, e.g. a wooden pin H
between the gripping edges of the lid and the milling cup.
Please take the necessary measures, depending on the
dangerous nature of your milling material, so that danger to
persons is excluded.
When removing and opening hot milling cups it is essential
to wear protective gloves.
Danger of burning the hands.
M2
M1
A1
M2
M1
Handling milling cups of type “C”
08.02.2012 Retsch GmbH 19 Doc. Nr. GB 98.535.9999
Page 20

Milling cup identification
All milling cups of type „C“ are easy to identify through the
labelling area SCH1 which shows the article no. and
material.
Milling cup labelling by the customer
In addition to the above mentioned labelling area you can
stick one of the labels supplied with the machine or
available as accessories on the area SCH2 marked on the
milling cup – for labelling e.g. milling cup contents etc.
The label is heat resistant up to 150°C and your inscription
can be cleaned with e.g. alcohol, petrol or acetone.
Cleaning the milling cups
For cleaning the milling cups the O-ring on the groove Z on
the underside of the lid can be easily prised off.
Milling cups, including also those with stuck-in ceramic
inserts, can be cleaned with alcohol, petrol or normal
domestic detergents.
Do not subject milling cups with ceramic inserts to sudden
temperature differences when rinsing.
The ceramic inserts can crack through sudden
temperature differences.
Drying the milling cups
After cleaning the milling cups can be dried at any time in a
drying oven at the temperatures given below.
Milling cup material
Temperature
Special steel
up to 200°C
Stainless steel
up to 200°C
Tungsten carbide
up to 150°C
Sintered corundum
up to 120°C
Agate
up to 120°C
Zirconium oxide
up to 120°C
Silicon nitride
up to 120°C
Tips for ultra-fine milling
In many cases high finenesses can be achieved only by wet
milling.
In dry milling processes an improved fineness of milling can be
achieved by the addition of a few drops of stearic or acetic acid,
and use of milling balls with a diameter < 10 mm and a filling
level of 70-80% of the milling cup volume.
08.02.2012 Retsch GmbH 20 Doc. Nr. GB 98.535.9999
Page 21

Use of the closing device for milling cups
For wet milling in milling cups with material inserts do
not use old closing devices which clamp only the
gripping edges of the milling cups. The material inserts
can be pressed out by possible internal pressure.
After filling the milling cups these must be closed with
closing devices available as accessories.
For milling cups with material inserts, ceramics or
tungsten carbide use only closing devices which
support the material insert of the milling cup lid. This is
absolutely essential owing to the anticipated internal
pressure.
Use of agate milling cups for wet milling with solvents
should be particularly carefully considered owing to the
internal pressures produced and the non-homogeneous
material properties of this natural product.
Tighten the clamping screws of the closing device with
a torque of 2.5 Nm. Internal pressures of up to max. 5
bar are permissible only with this preliminary tension.
Please note that the milling cups can easily be heated
to above 100°C, depending on the milling cup size, ball
filling, speed and milling time.
The PM400 is fitted with a ventilator which sucks the
waste heat produced during milling directly out of the
milling chamber.The suction volume per hour is greater
than 20 times the milling chamber volume. The
ventilator has a standstill monitor with signalling.
If necessary the air stream of the ventilator should be
carried off into a duct during milling.
Check firm fitting of the closing device before removing
the milling cups.
Remove the milling cups only with closing device and
open only in a safe position (extraction unit) after
cooling.
08.02.2012 Retsch GmbH 21 Doc. Nr. GB 98.535.9999
Page 22

Operation via the display unit of the PM400
The mills have a new, very
comfortable operator control system.
All relevant data can be entered or
called via a graphic display with one
knob operation.
The menu system is multlingual.
D E
A
B
C
Name
Function
A
Display
Displays the menu, parameter settings, operating instructions and fault
signalling.
B
START button
Starts the milling process
C
STOP button
Stops the milling process
D
Button
Opens the milling chamber hood
E
Setting knob
By turning and pressing, all menu points can be selected and parameters set.
Turning 1
By turning, the various menu points can be selected. Selected menu points
are displayed inversely.
Turning 2
Setting of parameters in the opened menu points (see Pressing 1)
Pressing 1
Selected menu points are opened.
Pressing 2
Short pressing confirms setting of parameters.
Pressing 3
Continuous pressing: jump back to the 1st menu level.
Reversal of direction of rotation switched on
Programme mode – take over parameters
Programme mode – change programme
Programme mode – delete programme
Opening automatic control off
Warning sound off
Motor or frequency converter too hot
°C
Symbols in the display unit
08.02.2012 Retsch GmbH 22 Doc. Nr. GB 98.535.9999
Page 23

E
By turning and pressing the setting knob E all menu points can be selected and
parameters set.
Turning 1
By turning, the various menu points can be selected. Selected menu points are
displayed inversely.
Turning 2
Setting of parameters in the opened menu points (see Pressing 1).
Pressing 1
Selected menu points are opened.
Pressing 2
Short pressing confirms setting of parameters.
Pressing 3
Continuous pressing: jump back to the 1st menu level.
Languages
Menu
Display
Languages
False language selection
If the wrong language is accidentally selected switch off the unit at the main switch.
Keep the buttons pressed simultaneously and switch on the unit again.
After selecting the correct language switch off the equipment and immediately on again.
Confirm your selection by pressing the setting knob.
The unit is now set permanently in your language and you are in the main menu.
Manual operation
If this function is set you can call and change all parameters and functions at any time.
This is also possible during milling.
Milling programme
To get to the „milling programme“ function press the setting knob with “manual
operation” set. Milling programme 1 appears, flashing, in the display. Furthermore
data which may already have been stored in milling programme 1 are also
displayed.
By turning the setting knob to the right you can select other milling programmes 2-
10. Any parameters which may have been stored are displayed each time.
You can start the machine directly with the selected milling programme.
To return to „manual operation“ turn the setting knob completely to the left and
confirm with the setting knob.
Milling time
00:00:01 up to 99:59:59
Hours:Minutes:Seconds
The PM400 is started with the preselected milling time and the speed last used. Reversal of
direction of rotation with pause time is not switched on.
Setting possibilities via the display menu
For the setting possibilities on the display described below please observe the menu structure on this page. The
selection bar in the display should be operated as follows:
Vertical manoeuvering through the structure by turning the setting knob
Horizontal manoeuvering through the menu structure by pressing the setting knob
Setting of numerical values or decisions by turning the setting knob
Confirmation of settings by pressing the setting knob
With “RETURN” you go to the previous menu structure level
By continuous pressing the setting knob you return to the basic screen
You can select the language here. After selection and pressing the setting knob the complete menu structure is
shown in this language.
08.02.2012 Retsch GmbH 23 Doc. Nr. GB 98.535.9999
Page 24

Speed
30 to 400 rpm
The PM400 is started with the preselected milling time and the preselected speed. Reversal of the
direction of rotation with pause time is not switched on.
Interval
00:00:01 to 99:59:59
Hours:Minutes:Seconds
The interval time can be set here, depending on the
milling time. If interval is not set then reversal of
direction of rotation cannot be set.
Reversal of direction
of rotation
YES
NO
The PM400 is started with the preselected milling time, speed and reversal of direction of rotation. The
machine rotates in one direction with the set interval time, comes to a stop and starts immediately after
standstill in the other direction without a pause time.
Pause time
00:00:01 to 99:59:59
Hours:Minutes:Seconds
The pause time can be set here between the intervals from
00:00:01 to 99:59:59 Hours:Minutes:Seconds.
If no interval is set then a pause time cannot be set.
The PM400 is started with the preselected milling time, speed, reversal of direction of rotation and
the set pause time. The machine rotates with the set interval time in one direction, comes to a stop
and after standstill the previously set pause time is displayed in the interval and counted down to
00:00:00. After the pause time has elapsed the machine starts in the other direction.
Programme mode
Take over parameters
Here all the previously set parameters, such as milling
time, speed, interval and pause can be stored in a store.
Set the required parameter.
Change to „Programme mode“ in the menu, press the setting knob and confirm „Take over
parameters” again. The menu shows „Milling programme“ and on the right the storage
location number.
Turn the setting knob to the right until you have found a milling programme with empty
storage locations or one which you wish to overwrite.
By pressing the setting knob you can reserve the selected storage location.
You can now choose between “Store parameter ?” or “Cancel”.
You will then be returned again into the “Programme mode” level.
Programme mode
Change programme
Here all previously stored parameters, such as milling time,
speed, interval and pause can be changed.
It is also possible to enter new parameters.
Select „Programme mode“, „Change programme“ and confirm with the setting knob. The
display shows the milling programme with storage location number again.
To select the „Milling programme“ to be changed press the setting knob;only the storage
location numbers are inverse; the milling programme is changed by turning the setting
knob.
Confirm the milling programme to be changed by pressing; you can now change the
parameters.
After this you can „Store (the changed) Parameters” or “Cancel”
You will then be returned again to the “Programme mode” level.
Programme mode
Delete programme
Here all the previously stored parameters can be deleted.
Select „Programme mode“, press the setting knob and confirm „Delete programme” again.
Select the milling programme to be deleted by turning the setting knob and confirm by
08.02.2012 Retsch GmbH 24 Doc. Nr. GB 98.535.9999
Page 25

pressing.
You can now “Delete programme” or “Cancel”„
You will then be returned again to the programme mode level.
Starting time
Start in xx h
Cancel
Starting the milling process can be preselected here, in
steps of 01 to 99 hrs.
The PM400 is started with the preselected milling time, speed and reversal of direction of rotation
after the set starting time has elapsed. The countdown up to starting the machine is shown in the
display.
Ensure that the milling cups are properly clamped and balanced
before you start the machine unattended.
Even though starting without the lid closed is not possible, make
sure that the lid is closed before you start the machine
unattended.
You can interrupt running of the starting time at any time with the STOP button and with the main
switch on the rear side of the unit. You then have to reprogramme the starting time.
Opening automatic
MENU
SETTINGS
OPENING AUTOMATIC
Power
MENU
SETTINGS
POWER
Here you can preselect whether the milling chamber lid is to be automatically lifted at the end of milling or is to
be opened only by pressing the knob. If the function is switched off the pictogram
zur appears in the display to confirm this.
With this function you can determine the total power (milling power + power loss) put into the milling cups.
This total power input into the milling cups is defined as the difference between the power consumed by the
drive of the machine with the milling cups filled with milling material and milling medium compared with empty
milling cups.
First of all the no-load power consumed by the machine with empty milling cups must be determined. The level
of no-load power is determined only over a relatively short period and is considered as zero point from the
electronics – in a similar way to the taring of weighing scales.
During subsequent milling of the material only the power input which extends beyond the level of no-load
power is considered. This difference is equivalent to the power which is put into the milling cup(s) through the
milling medium and milling material.
For comparison purposes of various parameter combinations the power input can also be specified instead of
the milling time. (For comparability only the milling material quantity and the charged grain size must be the
same). In this case the milling process is ended not after a specified time but after input of the specified power.
The power menu is divided into three further sub-menus:
DETERMINE NO-LOAD POWER
MEASURE
SPECIFY
In order to determine the power input into the milling cups during your milling process please proceed as
follows:
Preset all the parameters – speed, milling time, interval, necessary for the intended milling process.
Determine the weight of the milling cup intended for the subsquent milling process – still without milling
material and milling medium.
Set the balancing weight accordingly.
08.02.2012 Retsch GmbH 25 Doc. Nr. GB 98.535.9999
Page 26

Warning sound
Service
MENU
SETTINGS
SERVICE
MENU
SETTINGS
WARNING SOUND
and then change into the sub-menu:
DETERMINE NO-LOAD POWER
Clamp the milling cup – still without milling material and milling medium – firmly in the machine.
Start the machine. The process now following lasts approx. 45 sec. During this time the PM400
determines the no-load power with empty milling cups at the subsequent operating speed.
After determining the no-load power the PM400 stops automatically and you are asked to fill in the
milling material and milling balls.
Determine the increased weight of the milling cup filled with milling material and milling medium.
Please note that balancing of the PM400 must be corrected accordingly.
After pressing the Start button again you are asked to decide on “MEASURE” or “SPECIFY” the power.
MEASURE
After determining the no-load power only the additional power put into the milling cup through
movement of the balls and milling material during the milling time is determined.
SPECIFY
Enter the power in kJ to be put into the milling cup. Simultaneous pressing of the milling time is now no
longer possible. The machine stops when the preset power has been put in.
Fault signals through incorrect operation can be supported acoustically by a warning sound.
With the function switched off the corresponding pictogram appears
The service menu is divided into four further sub-menus:
OPERATING HOURS
The milling hours are counted, i.e. the total sum of the times between START and STOP. These times
cannot be manipulated.
OPERATING SOFTWARE
The operating software version can be interrogated and if necessary updated. When required please
contact your Retsch distributor.
If you have accidentally got into the menu and jumping back into the previous menu is not possible,
switch off the unit at the main switch and restart.
08.02.2012 Retsch GmbH 26 Doc. Nr. GB 98.535.9999
Page 27

Contrast / Brightness
MENU
DISPLAY
CONTRAST
BRIGHTNESS
Date / Time
MENU
DATE
TIME
Residual running time
RESIDUAL RUNNING
TIME
Display after power
failure
POWER FAILURE
Contrast and brightness can be adapted to each user or to the environment (sunlight, dazzling etc).
If you have accidentally selected the wrong contrast or brightness (the display can no longer be seen), switch
off the unit at the main switch, keep the buttons START, STOP and LID OPEN pressed simultaneously and
switch on again. You are now in the language selection and the setting values CONTRAST and BRIGHTNESS
have the works presettings again.
The date format can be changed by turning the setting knob. The actual date and time can be entered here.
The time then appears in the stand-by monitor.
The unit can be disconnected fromt the mains for up to 30 days without the settings being lost.
Stand-by monitor
After 15 minutes inactivity of the unit (times after a STOP command) the stand-by monitor switches on
automatically.
By pressing one of the buttons or touching the setting knob the stand-by monitor disappears without carrying
out the command which has been made.
If you were in a sub-menu when the stand-by monitor was activated, you return to this selection window
automatically.
The stand-by monitor cannot be set and cannot therefore be switched off.
After START(ing) the milling process the display of the residual running time appears after a few minutes have
elapsed. By turning or pressing the rotating knob the normal display with milling time, speed, interval etc is
shown again. After one minute the residual running time is displayed again.
After a power failure an instruction concerning this is displayed. The locking device is opened. After START you
go to the standard screen in order to continue. All parameter values are stored in seconds and are available for
continuing. Open and close the lid. Then press START. After STOP you return to the screen before the start and
all parameters are reset to the starting values.
08.02.2012 Retsch GmbH 27 Doc. Nr. GB 98.535.9999
Page 28

Fault signals in the display
Appearing in display
Appearing in display
F03
F04
Problem in safety circuit
Open or close lid,
of lid lock
otherwise lid lock
defective
Service required!
Service required!
Fault appears if the lid lock has a
fault.
Switch off machine at
main switch – this is a
safety problem.
Fault appears if the lid lock hs a
fault.
Switch off machine at
main switch – this is a
safety problem.
Appearing in display
Appearing in display
F07
F08
Motor speed control
Please enter
is defective
milling time
Appearing in display
Appearing in display
F09
F10
Housing ventilator
Sun wheel does
stopped
not rotate
Service required!
Service required!
Appearing in display
Appearing in display
F11
F14
Sun wheel rotates
Speed sensor defective
too slowly
Service required!
Service required!
Appearing in display
Appearing in display
F15
F16
Problem in
Motor is overheated
safety circuit of
No START possible
frequency converter
Service required!
Please allow to cool
Appearing in display
Appearing in display
F17
F18
Motor is overheated
Problem in
Has been switched off
safety circuit of
Please allow to cool
transformer
Continue with STOP
Service required!
Appearing in display
Appearing in display
F25
F26
Parameters OK?
Frequency converter
is overheated
START = Start machine
No START possible
STOP = Check
Please allow to cool
F03 to F23
F24 to F26
08.02.2012 Retsch GmbH 28 Doc. Nr. GB 98.535.9999
Page 29

General
Do not clean the PM400 with running water.
Danger to life through current surge.
Use only a cloth moistened with water.
Solvents are not permitted.
In order to guarantee operating reliability of your PM400 the
following maintenance work should be carried out from time to
time, however at the latest monthly:
Check roller 1 of the closing pin for easy running and
oil if necessary, e.g. with sewing machine oil.
Clean magnets 2 on closing pin.
Check threaded spindle 3 and locking sleeve 4 for easy
running. A drop of oil usually helps.
Easy running of the threaded spindle and locking sleeve is
necessary for reliable clamping of the milling cups.
Locking sleeves which do not automatically slide downwards
through spring tension cannot reliably prevent the threaded
spindle from becoming loose. The milling cups can then be
ejected.
Easy running of roller 1 on the closing pin is necessary for
reliable closing of the housing lid of the PM400.
The thickness D1 of the three spider supports
should be checked for wear from time to time, at
the latest monthly.
This should not drop below 7.5 mm for the PM400.
The height H1 of the locking strips should be
checked for wear from time to time, at the latest
monthly.
This should not drop below 17 mm.
Check the rubber gasket 5 in the thrust piece for
wear and firm seating (adhesion). Up to 120°C use
temperature resistant quick-acting adhesive DELO
2256.
If the values drop below D1 and H1 operating reliability is
no longer guaranteed.
The milling cups can be ejected.
3
5
4
Cleaning
Maintenance (monthly)
08.02.2012 Retsch GmbH 29 Doc. Nr. GB 98.535.9999
Page 30

Wearing parts
Spider with thrust piece PM400
Art. No. 22.661.0002
For PM400
3x locking strip
Art. No. 03.623.0002
6x countersunk screws
Art. No. 08.643.0108
M12x25 DIN7991-10.9-A2K
For PM400 PM400
1x thrust piece with rubber gasket
Art. No. 02.108.0046
These operating instructions do not include repair instructions. For
your own safety repairs should be carried out only by Retsch
GmbH, an authorised agent or service technicians.
Copyright
Distribution or duplication of this documentation, using and passing
on the contents is permitted only with the express permission of
Retsch GmbH & Co. KG.
Persons violating are liable to pay damages.
Alterations
Subject to technical alterations without notice.
08.02.2012 Retsch GmbH 30 Doc. Nr. GB 98.535.9999
Page 31

Page 32

Page 33

Authorized person for the compilation of technical documents:
J. Bunke (technical documentation)
The following records are held by Retsch GmbH in the form of Technical Documentation:
Detailed records of engineering development, construction plans, study (analysis) of the measures required for
conformity assurance, analysis of the residual risks involved and operating instructions in due form according to
the approved regulations for preparation of user information data.
The CE-conformity of the Retsch Planetary Ball Mill Type PM 400 is assured herewith.
In case of a modification to the machine not previously agreed with us as well as the use of not
licensed spare parts and accessories this certificate will lose its validity.
Retsch GmbH Haan, January 2010
Dr. Stefan Mähler
Manager technical services
R e t s c h G m b H R e t s c h - A l l e e 1 - 5 4 2 7 8 1 H a a n G e r m a n y w w w . r e t s c h . c o m
PLANETARY BALL MILL
PM 400
FB-EW-805-054 (E) Änderungsstand C 01.2012
CERTIFICATE OF CE-CONFORMITY
Translation
Certificate of CE-Conformity according to:
EC Mechanical Engineering Directive 2006/42/EC
Applied harmonized standards, in particular:
DIN EN ISO 12100 Security of machines
EC Directive Electromagnetic Compatibility 2004/108/EC
Applied standards, in particular:
EN 61000-3-2/-3 Electromagnetic compatibility (EMC)
EN 61236 Electrical measuring, operating, controlling and laboratory equipment –
EMC-requirements in conjunction with EN 61000
EN 55011 Limit values and measuring procedures for noise suppression of industrial,
scientific and medical high frequency devices
Additional applied standards, in particular
DIN EN 61010 Safety prescriptions concerning measuring-, operating-, controlling- and
laboratory equipment
Page 34

Page 35

Page 36

Copyright
® Copyright by
Retsch GmbH
Haan, Retsch-Allee 1-5
D-42781 Haan
Federal Republic of Germany
 Loading...
Loading...