

Remeha Gas 310-610 Brochure

THE
SMARTER
WAY TO
REDUCE
EMISSIONS
REMEHA
CONDENSING
BOILER
RANGE
The most efficient way to
reduce your carbon footprint.
GAS 310/610 ECO PRO

2 3
INTRODUCTION
60% of the buildings that will be
standing in 2050 are already here with
us today. So tomorrow, there will be
a great need for intelligent heating
technology specifically designed
for refurbished buildings. This is
where Remeha’s advanced thinking
is leading the way. To a future where
our highly efficient heating systems
help to improve the overall energy
efficiency of refurbished buildings.
Giving them new life and a more
sustainable future.
The Remeha Gas 310 ECO PRO and
the Remeha Gas 610 ECO PRO are
compact, floor standing condensing
boilers. Their small footprint and
ability to be installed side to side
makes them ideally suited for
modular configuration. An optional
Optimising Weather Compensating
control package is available to ensure
maximum efficiency. The boilers are
suitable for both new and retrofit
applications. With conventional and
room sealed capability, they can be
installed in most situations.
CONTENTS
Introduction 2
Boiler description 2
Application information 3
Advantages at a glance 3
Typical boiler construction 4-5
Operating principle 6-7
Dimensions 8-11
Maintenance areas 12-13
Technical data 14-15
Flue data 16-19
Controls 20-21
Electrical connections 22-24
Safety interlocks 25-27
REMEHA GAS 310/610 ECO PRO
OVERVIEW
BOILER DESCRIPTION
The Remeha Gas 310/610 ECO PRO boilers are fully assembled, free
standing, gas fired (Natural gas only), fully modulating, high efficiency
condensing boilers and are supplied on wheels for easy manoeuvrability
into the boiler house.
The sectional cast aluminium heat exchanger and other major
components are contained within a rigid steel frame with removable
casing parts for maintenance purposes. The Remeha Gas 310 ECO PRO
and each Remeha Gas 610 ECO PRO module frame is fitted with a set of
wheels to enable the assembled unit to be easily manoeuvred into position
within the plant room on site with the minimum of effort. All major
electrical and electronic controls are contained within the instrument
panel mounted on top of the boiler at the opposite end to the connections
facing to the front (long side) but can be rotated 90˚ towards the short
side to suit site location. The Remeha Gas 310 ECO PRO boiler is available
with flow and return connections on the left or right hand end of the boiler
(this must be decided at time of order), with the gas connection on the top
of the boiler. The flue gas outlet, complete with a condensate connection,
is at low level on the same end as the F/R connections. The combustion
air inlet is located at the top of the boiler. The Remeha Gas 610 ECO PRO
boiler has two flows and returns at one end of the boiler with a combined
flue gas outlet. The boiler is not available with a choice between left or
right hand versions, but the control panel can easily be rotated to enable
the boiler connections to be on the left or right hand side.
The boilers are suitable for room sealed or conventional flue applications
and have been designed for central heating and indirect hot water
production at working pressures not exceeding 7 bar. They must be
installed on a fully pumped system and are designed for operating
pressures between 0.8 and 7 bar.
The pre-mix gas burner (NG only) with its gas/air ratio control system
ensures clean, trouble-free operation with higher than average annual
efficiencies of up to 109.35% Hi (NCV) in the condensing mode combined
with ultra low NOx and minimum CO
package allows for external On/Off, High Low (volt free switch/s) or
Modulating control (0-10V input). The built-in digital display shows normal
operating/fault code indication and allows actual and set values to be read
and adjusted.
The intelligent, advanced boiler control (‘abc
boiler operating conditions, varying the heat output to suit the system load.
The control is able to react to external “negative” influences in the rest of
the system (flow rates, air/gas supply problems) maintaining boiler output
for as long as possible without resorting to a lockout condition. At worst,
the boiler will reduce its output and/or shut down (shut off mode) awaiting
the “negative” conditions to return to normal before restarting. The ‘abc
control cannot override the standard flame safety controls.
All Remeha Gas 310/610 ECO PRO boilers are tested after assembly to
ensure the boiler and controls comply to our strict quality policy.
emissions. The standard control
2
®
’) continuously monitors the
®
’
APPLICATION INFORMATION
The Remeha Gas 310/610 ECO PRO boilers can be used on all new
and refurbishment projects in both single and multiple configurations.
Conventional and room sealed flue system capability means that the boiler
can be sited almost anywhere within a building.
The Remeha iSense and “OpenTherm” weather compensators (option) are
able to communicate directly with the boilers’ controls to make full use of
their fully modulating features, ensuring that the boiler closely matches
the system demand at all times.
External control systems (BMS) can be interfaced with the boiler to provide
on/off - or modulating (0-10V) control options.
A key benefit of the Remeha Gas 310/610 Eco Pro is that it is Renewable
Energy Ready. Most renewable energy products need to be backed up by
a condensing boiler during periods of peak demand.
The secondary return feature on the new Remeha Gas 310/610 Eco Pro
makes this boiler particularly suitable for use with renewable energy
technologies that use low grade heat such as heat pumps or underfloor
heating circuits.
Bivalent systems such as this combine the best of renewable and
conventional heating technologies to maximise the seasonal efficiency
of the system as a whole over the course of the year.
REMEHA GAS 310/610 ECO PRO
OVERVIEW
ADVANTAGES
AT A GLANCE
Inspected for compliance
Lightweight construction
Easy disassembly
Supplied with wheels for quick
and easy installation
High efficiency - 106.8%
at 50°C/30°C (NCV)
Boiler controls -
on/off high/low or fully
modulating over 20%-100% (1:5)
Low NOx ≥ 35
Ultra quiet > 65 dBA
Digital Diagnostic Display
Cast - sectional aluminium
heat exchanger
Cylindrical, stainless steel,
premix burner
Control adjustable 20˚C-90˚C
Air pressure differential
sensor (LDS)
Temperature sensors for low
water level protection
Gas/air mixing system
with venturi
Electronic control and
protection equipment
Frost protection
Conventional or room
sealed capability
Menu controlled microprocessor
boiler control
Enhanced failure functionality
Compact at only 72cm wide -
fit through a standard door
Left or right hand version
Gas 310 ECO PRO
4 5
REMEHA GAS 310/610 ECO PRO
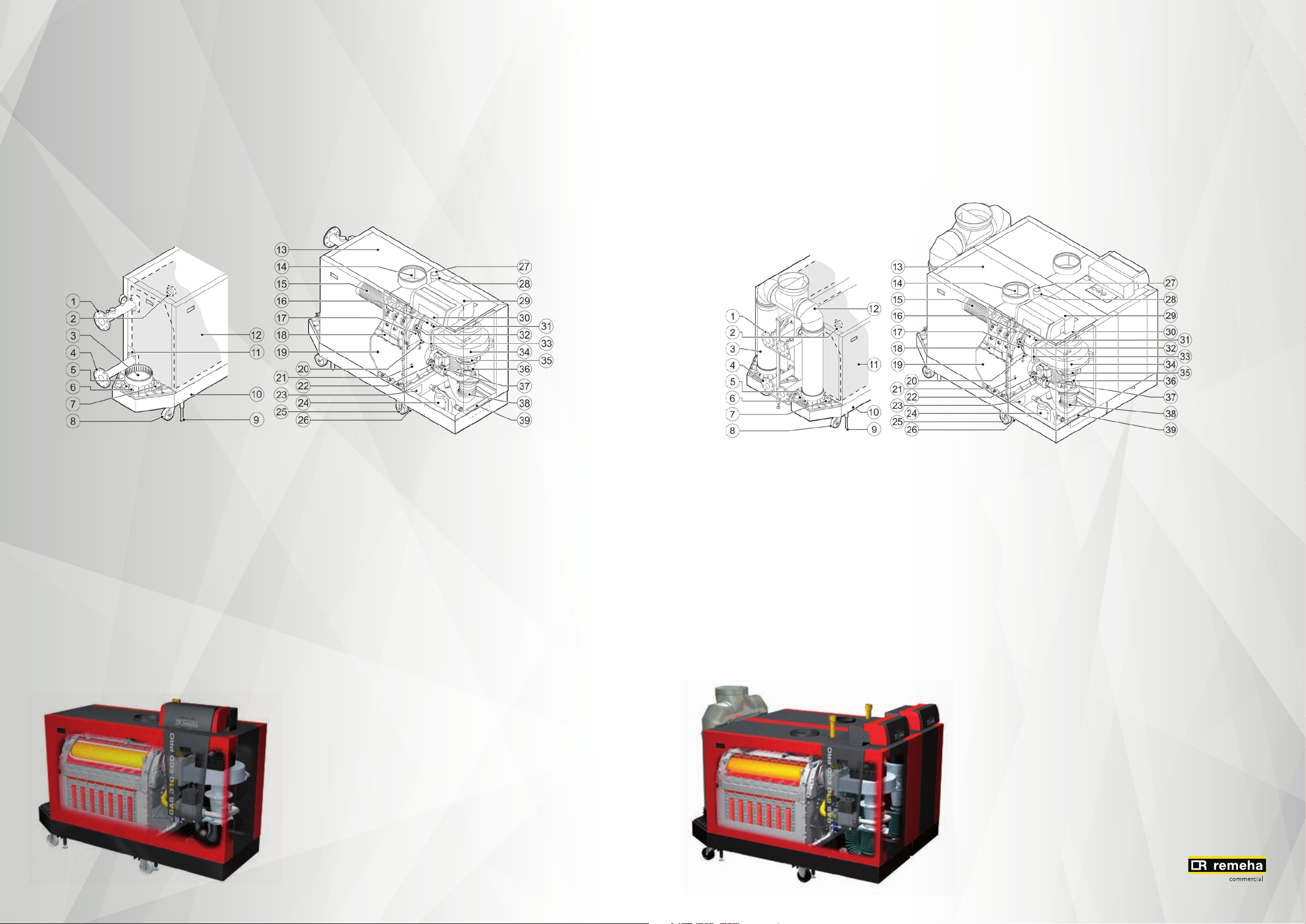
TYPICAL REMEHA GAS 310 ECO PRO
BOILER CONSTRUCTION
The unit has been inspected for compliance with the essential requirements of the following directives:
CE identification number (PIN): 0063CL3613
NOx Class: 5
OVERVIEW
REMEHA GAS 310/610 ECO PRO
OVERVIEW
TYPICAL REMEHA GAS 610 ECO PRO
BOILER CONSTRUCTION
The unit has been inspected for compliance with the essential requirements of the following directives:
CE identification number (PIN): 0063CL3613
NOx Class: 5
1 Flow connection
2 Air differential
pressure switch
3 Flue gas discharge pipe
4 Return connection
5 Outlet for measuring
combustion gases
6 Flue gas thermostat (option)
7 Condensate collector
sealant cap
8 Pivoting castor
9 Jacking bolt
10 Base frame
11 Connection for second
return (optional)
12 Heat exchanger
insulation kit (option)
13 Boiler casing
14 Air inlet 34 Fan
15 Burner
16 Adapter
17 Ignition/ionization electrode
18 Heat exchanger
19 Inspection hatch
20 Heat exchanger sensor
21 Return sensor
22 Gas filter
23 Data plate
24 Siphon
25 Fixed castor
EFFICIENCY INFORMATION
Average Annual Efficiency DIN 4702 Part 8
Up to 109.35% at Hi
a. Up to 98.4% at Hi at an average water
temperature of 70°C (80°C/60ºC)
b. Up to 106.8% at Hi at an average water
temperature of 40°C (50°C/30°C)
26 Jacking bolt
27 Gas connection
28 Gas pressure
measurement point
29 Control panel
30 Location for optional
features or a control unit
31 Pressure measurement point
32 Sight glass
33 Non-return valve
35 Extension piece
36 Venturi
37 Gas block
38 Air inlet hose
39 Document holder
1 Flow connection
2 Air differential
pressure switch
3 Flue gas discharge pipe
4 Return connection
5 Outlet for measuring
combustion gases
6 Flue gas thermostat (option)
7 Condensate collector
sealant cap
8 Pivoting castor
9 Jacking bolt
10 Base frame
11 Heat exchanger
insulation kit (option)
12 Flue gas collector
13 Boiler casing
14 Air inlet
15 Burner
16 Adapter
17 Ignition/ionization electrode
18 Heat exchanger
19 Inspection hatch
20 Heat exchanger sensor
21 Return sensor
22 Gas filter
23 Data plate
24 Siphon
25 Fixed castor
26 Jacking bolt
27 Gas connection
28 Gas pressure
measurement point
29 Control panel
30 Location for optional
features or a control unit
31 Pressure measurement point
32 Sight glass
33 Non-return valve
34 Fan
35 Extension piece
36 Venturi
37 Gas block
38 Air inlet hose
39 Document holder
Maintenance Consumption
Average 0.15 at 30K
∆T = Boiler temp - Ambient temperature
NOTE: NCV = Hi, GCV = Hs

6 7
OPERATING PRINCIPLE
Combustion air is drawn into the inlet connection
from the plant room (conventionally flued)
or from outside via the eccentric flue system
(room sealed) by an air supply fan.
On the inlet side of the fan is a specially designed
chamber (venturi unit) which takes gas from
the multiblock and mixes it in the correct
proportions with the incoming air. This mixing
system ensures that the correct gas/air ratio is
delivered to the pre-mix burner at all times.
Depending on demand (under the dictates of flow/
return sensor and other external/internal control
inputs) the ‘abc
boiler output. The ‘abc
speed of the air supply fan which alters the volume
of air being drawn into the venturi. This change in
volume is measured using air pressure differential
which directly controls the volume of gas also being
delivered to the venturi. The resultant controlled
mixture is delivered to the premix burner.
®
’ system determines the required
®
’ control then varies the
REMEHA GAS 310/610 ECO PRO
This mixture is initially ignited by the combined
ignition/ionisation probe, which monitors the
state of the flame. Should the flame be unstable
or not ignite within the pre-set safety time cycle,
the controls will (after 5 attempts) shut the boiler
down requiring manual intervention to reset the
boiler. The digital display will indicate a flashing
fault code confirming the reason for the failure.
The products of combustion in the form of hot
flue gases are forced through the heat exchanger
transferring their heat to the system water (the flue
gas temperature is reduced to approximately 5°C/8°C
above the temperature of the system return water)
then discharged via the condensate collector, to the
flue gas outlet connection, to the atmosphere.
OVERVIEW
There will be a vapour cloud formed at the flue
gas terminal, because of the low flue gas exit
temperature - this is not smoke, simply water
vapour formed during the combustion process.
When the flue gas temperature falls below dew
point (55°C), water vapour (created during the
combustion process) will begin to condense out
in the boiler, transferring its latent heat into the
system water, thereby increasing the output of the
boiler without increasing the gas consumption.
Condensation formed within the boiler and flue
system is discharged from the boiler to an external
drain via the drain pan and siphon supplied.
REMEHA GAS 310/610 ECO PRO
OVERVIEW
The boiler can be supplied as an option with
a second (constant temperature) return
connection. This additional connection enables
the boiler to make full use of its condensing
ability whilst accepting both fixed and variable
temperature returns from the same system.
8 9
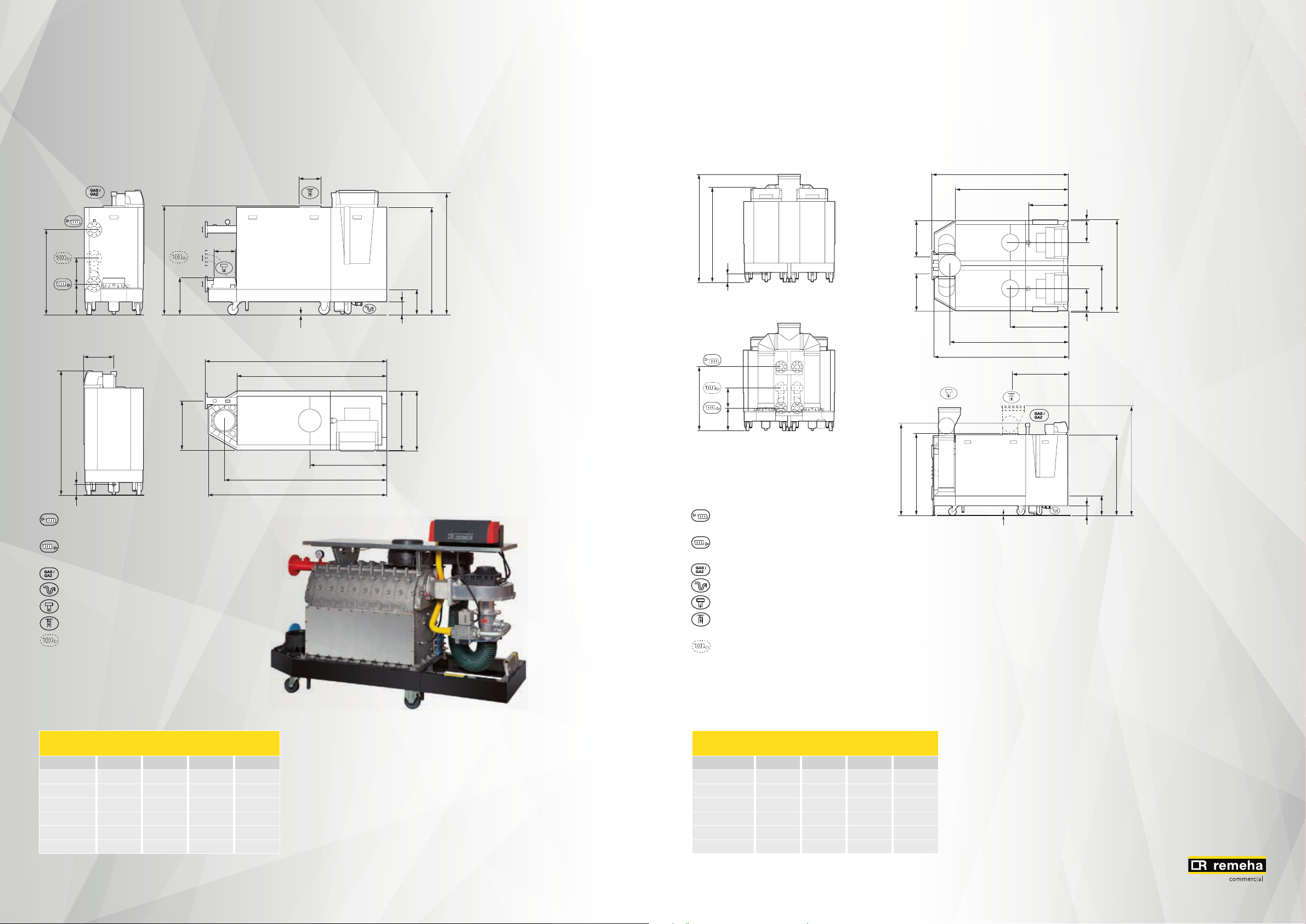
REMEHA GAS 310 ECO PRO
DIMENSIONS
80
Ø 250
65
65
1023
2
320
366
353
1310
2
447
C
Ø 250
2
REMEHA GAS 310/610 ECO PRO
OVERVIEW
REMEHA GAS 310/610 ECO PRO
OVERVIEW
REMEHA GAS 610 ECO PRO
DIMENSIONS
C
L
641
1726
1500
1477
1293
310
155
L
1023
130
2
320
592
592
920
B
A
894,5
8353353
1460
722
8
592
1500
130
Heating circuit flow (80mm) ” ;” Flange NW 80
(Standard DIN 2576)
Heating circuit return (65mm) ” ;” Flange NW 80
(Standard DIN 2576)
Gas connection” ;” G2” (Female thread)
Condensates discharge” ;” 1¼” (Internal)
Flue gas outlet” ;” Ø 250mm
Air intake” ;” Ø 250mm
2
Second return (optional)” ;” Flange NW 80
(Standard DIN 2576)
Remeha Gas 310 ECO PRO
Boiler type A (mm) B (mm) C (mm) D (mm)
310-285 (5) 1833 1635 1862 1490
310-355 (6) 1833 1635 1862 1490
310-430 (7) 1833 1635 1862 1490
310-500 (8) 2142 1944 2172 1800
310-575 (9) 2142 1944 2172 1800
310-650 (10) 2142 1944 2172 1800
706
716
920
B
A
T003472-G
NOTE: Heating flow pipe 80mm
with a mating flange NW 80 (PN16)
Return flow pipe 65mm with
a mating flange NW 80 (PN16)
The optional return pipe is also
65mm and fitted with a NW80
(PN16) mating flange
The service areas are shown on page 12/13.
366
1477
1310
Heating circuit flow (80mm) ” ;” Flange NW 80
(Standard DIN 2576)
Heating circuit return (65mm) ” ;” Flange NW 80
(Standard DIN 2576)
Gas connection” ;” G2” (Female thread)
Condensates discharge” ;” 1¼” (Internal)
Flue gas outlet” ;” Ø 350mm
Air intake” ;” Ø 250mm
Air supply collector (Optional)” ;” Ø 350mm
2
Second return (optional)” ;” Flange NW 80
(Standard DIN 2576)
Remeha Gas 610 ECO PRO
Boiler type A (mm) B (mm) C (mm) D (mm)
610-570 (5) 1833 1635 1862 1490
610-710 (6) 1833 1635 1862 1490
610-860 (7) 1833 1635 1862 1490
610-1000 (8) 2142 1944 2172 1800
610-1150 (9) 2142 1944 2172 1800
610-1300 (10) 2142 1944 2172 1800
310
2
155
NOTE: Heating flow pipe 80mm
with a mating flange NW 80 (PN16)
Return flow pipe 65mm with
a mating flange NW 80 (PN16)
The optional return pipe is also
65mm and fitted with a NW80
(PN16) mating flange
1760
1293
T003766-F
 Loading...
Loading...