

Ransburg Process Handgun Electric Motor User Manual

SERVICE MANUAL
AH-13-01.1
May - 2013
NO. 2 PROCESS HANDGUN
ELECTRIC MOTOR VERSION
Ransburg
MODEL: 19372
IMPORTANT: Before using this equipment,
carefully read SAFETY PRECAUTIONS, starting
on page 1, and all instructions in this manual.
Keep this Service Manual for future reference.
Service Manual Price: $50.00 (U.S.)

Ransburg
NOTE: This manual has been changed from revision AH-13-01 to revision AH-13-01.1
Reasons for this change are noted under “Manual Change Summary” on
page 56 of this manual.
1. Removed the di-electric oil from the installation - no longer used
(Page 10 & 11).
AH-13-01.1

Ransburg
No. 2 Process Electric Motor Version - Contents
CONTENTS
SAFETY: 1-5
SAFETY PRECAUTIONS ......................................................................................................... 1
HAZARDS / SAFEGUARDS ..................................................................................................... 2-5
INTRODUCTION: 6-8
GENERAL DESCRIPTION ....................................................................................................... 6
SPECIFICATIONS .................................................................................................................... 7
GUN AND POWER SUPPLY FEATURES ................................................................................ 8
INSTALLATION: 9-14
PRE-INSTALLATION REQUIREMENTS .................................................................................. 9
SAFEGUARDS ......................................................................................................................... 9
EQUIPMENT INSTALLATION ................................................................................................... 9
POWER SUPPLY ...................................................................................................................... 10
FLUID HOSE ............................................................................................................................. 10
FLUID FITTING INSTALLATION PROCEDURE ....................................................................... 12
INSTALLATION FEED TUBE, BELL, BRUSH ........................................................................... 12
ACCESSORY INSTALLATION .................................................................................................. 13
NO. 2 HANDGUN BRUSH POSITIONING AND WEAR ............................................................14
PAINT ........................................................................................................................................ 15
PAGE
OPERATION: 16-21
PROCEDURES ........................................................................................................................ 16-17
OPERATIONS NEAR COMPUTERS OR OTHER ELECTRONIC DEVICES .......................... 17-18
SHUTDOWN ............................................................................................................................. 18
END OF SHIFT .......................................................................................................................... 18-19
COLOR CHANGE ..................................................................................................................... 19-20
GUN ELECTRICAL OUTPUT .................................................................................................... 20
GUN SHORT CIRCUIT CURRENT (SCI) TEST ........................................................................ 21
MAINTENANCE: 22-41
EFFECTS OF SOLVENTS ....................................................................................................... 22
NO. 2 HANGUN ........................................................................................................................ 23
SCHEDULES ............................................................................................................................ 23-24
TEST PROCEDURES .............................................................................................................. 24
ELECTRICAL TESTING ........................................................................................................... 24
TOOLS REQUIRED ................................................................................................................. 24-25
REPAIR PROCEDURES .......................................................................................................... 25-27
CABLE/ELECTRIC MOTOR ASSEMBLY ................................................................................. 27-28
MOTOR ASSEMBLY REPACEMENT ........................................................................................ 28
HANDLE ASSEMBLY ................................................................................................................ 28-32
BARREL ASSEMBLY ............................................................................................................... 33-36
9060 FUSE REPLACEMENT .................................................................................................... 36-37
TROUBLESHOOTING GUIDE ................................................................................................. 38-41
AH-13-01.1
Ransburg
No. 2 Process Electric Motor Version - Contents
CONTENTS (Cont.)
PAGE
PARTS IDENTIFICATION: 42-54
19372-AAU PARTS BREAKOUT ..............................................................................................42
CABLE / MOTOR PARTS LIST ................................................................................................43
7233-00 HANDLE PARTS LIST.................................................................................................44
NEEDLE VALVE ASSEMBLY PARTS LIST .............................................................................. 45
BARREL PARTS LIST .............................................................................................................. 46
8340-XX FLUID HOSE PARTS AND ASSEMBLIES ................................................................47
FEED TUBE PARTS ................................................................................................................. 48
BRUSH ASSEMBLY PARTS .................................................................................................... 48
FLUID FILTER PARTS ............................................................................................................. 49
BELL SPARE PARTS AND ASSEMBLIES ............................................................................... 50
9060 SPARE PARTS LIST .......................................................................................................51
RECOMMENDED SPARE PARTS LIST ..................................................................................52
9096-00 NO. 2 GUN REPAIR KIT PARTS LIST ........................................................................ 53
ACCESSORIES......................................................................................................................... 54
WARRANTY POLICIES: 55
LIMITED WARRANTY .............................................................................................................. 55
MANUAL CHANGES: 56
SUMMARY ............................................................................................................................... 56
AH-13-01.1
No. 2 Process Electric Motor Version - Safety
SAFETY
Ransburg
SAFETY PRECAUTIONS
Before operating, maintaining or servicing any
Ransburg electrostatic coating system, read and
understand all of the technical and safety literature for your Ransburg products. This manual
contains information that is important for you to
know and understand. This information relates to
USER SAFETY and PREVENTING EQUIPMENT
PROBLEMS. To help you recognize this information, we use the following symbols. Please pay
particular attention to these sections.
A WARNING! States information to alert you
to a situation that might cause serious injury
if instructions are not followed.
A CAUTION! States information that tells how
to prevent damage to equipment or how to
avoid a situation that might cause minor injury.
A NOTE is information relevant to the procedure in progress.
W A R N I N G
!
The user MUST read and be familiar
with the Safety Section in this manual and
the Ransburg safety literature therein iden-
tied.
This hand held device is intended to be
used by trained personnel ONLY.
This manual MUST be read and thor-
oughly understood by ALL personnel who
operate, clean or maintain this equipment!
Special care should be taken to ensure that
the WARNINGS and safety requirements
for operating and servicing the equipment
are followed. The user should be aware of
and adhere to ALL local building and re
codes and ordinances as well as NFPA-
33 EN 50176 SAFETY STANDARD, or
applicable country safety standards pri-
or to installing, operating, and/or servicing
this equipment.
While this manual lists standard specications
and service procedures, some minor deviations
may be found between this literature and your
equipment. Differences in local codes and plant
requirements, material delivery requirements,
etc., make such variations inevitable. Compare
this manual with your system installation drawings
and appropriate Ransburg equipment manuals to
reconcile such differences.
Careful study and continued use of this manual will
provide a better understanding of the equipment
and process, resulting in more efcient operation,
longer trouble-free service and faster, easier troubleshooting. If you do not have the manuals and
safety literature for your Ransburg system, contact
your local Ransburg representative or Ransburg.
W A R N I N G
!
The hazards shown on the following
page may occur during the normal use of
this equipment. Please read the hazard
chart beginning on page 2.
1
AH-13-01.1
Ransburg
No. 2 Process Electric Motor Handgun - Safety
AREA
Tells where hazards
may occur.
Spray Area
HAZARD
Tells what the hazard is.
Fire Hazard
Improper or inadequate operation and maintenance proce-
dures will cause a re hazard.
Protection against inadvertent
arcing that is capable of causing
re or explosion is lost if any
safety interlocks are disabled
during operation. Frequent power supply shutdown indicates a
problem in the system requiring
correction.
SAFEGUARDS
Tells how to avoid the hazard.
Fire extinguishing equipment must be present in
the spray area and tested periodically.
Spray areas must be kept clean to prevent the
accumulation of combustible residues.
Smoking must never be allowed in the spray
area.
The high voltage supplied to the atomizer must
be turned off prior to cleaning, ushing or maintenance.
When using solvents for cleaning:
• Those used for equipment ushing should
have ash points equal to or higher than
those of the coating material.
• Those solvents used for cleaning must have
a ash point at minimum of 5oC (9oF) greater
than the ambient temperature. It is the end
users responsibility to insure this condition is
met.).
•
Spray booth ventilation must be kept at the rates
required by NFPA-33, OSHA, country, and local
codes. In addition, ventilation must be maintained during cleaning operations using ammable or combustible solvents.
Electrostatic arcing must be prevented. Safe
sparking distance must be maintained between
the parts being coated and the applicator. A distance of 1 inch for every 10KV of output voltage
is required at all times.
Test only in areas free of combustible material.
Testing may require high voltage to be on, but
only as instructed.
Non-factory replacement parts or unautho-
rized equipment modications may cause re or
injury.
If used, the key switch bypass is intended for
use only during setup operations. Production
should never be done with safety interlocks disabled.
Never use equipment intended for use in waterborne installations to spray solvent based materials.
The paint process and equipment should be
set up and operated in accordance with NFPA33, NEC, OSHA, local, country, and European
Health and Safety Norms.
AH-13-01.1
2
No. 2 Process Electric Motor Version - Safety
Ransburg
AREA
Tells where hazards
may occur.
Spray Area
HAZARD
Tells what the hazard is.
Explosion Hazard
Improper or inadequate operation and maintenance proce-
dures will cause a re hazard.
Protection against inadvertent
arcing that is capable of caus-
ing re or explosion is lost if
any safety interlocks are disabled during operation.
Frequent Power Supply or
Controller shutdown indicates
a problem in the system requiring correction.
SAFEGUARDS
Tells how to avoid the hazard.
Electrostatic arcing must be prevented. Safe
sparking distance must be maintained between the parts being coated and the applicator. A distance of 1 inch for every 10KV of
output voltage is required at all times.
Unless specically approved for use in hazardous locations, all electrical equipment must be
located outside Class I or II, Division 1 or 2
hazardous areas, in accordance with NFPA-
33.
Test only in areas free of ammable or combustible materials.
The current overload sensitivity (if equipped)
MUST be set as described in the corresponding section of the equipment manual. Protection against inadvertent arcing that is ca-
pable of causing re or explosion is lost if the
current overload sensitivity is not properly
set. Frequent power supply shutdown indicates a problem in the system which requires
correction.
General Use and
Maintenance
Improper operation or maintenance may create a hazard.
Personnel must be properly
trained in the use of this equipment.
Always turn the control panel power off prior to
ushing, cleaning, or working on spray system
equipment.
Before turning high voltage on, make sure no
objects are within the safe sparking distance.
Ensure that the control panel is interlocked
with the ventilation system and conveyor in accordance with NFPA-33, EN 50176.
Have re extinguishing equipment readily
available and tested periodically.
Personnel must be given training in accodance
with the requirements of NFPA-33, EN 50-176.
Instructions and safety precautions must be read
and understood prior to using this equipment.
Comply with appropriate local, state, and national
codes governing ventilation, re protection, operation maintenance, and housekeeping.
3
AH-13-01.1
Ransburg
No. 2 Process Electric Motor Version - Safety
AREA
Tells where hazards
may occur.
Spray Area /
High Voltage
Equipment
HAZARD
Tells what the hazard is.
Electrical Discharge
There is a high voltage device
that can induce an electrical
charge on ungrounded objects
which is capable of igniting
coating materials.
Inadequate grounding will
cause a spark hazard. A spark
can ignite many coating materials and cause a re or explosion.
SAFEGUARDS
Tells how to avoid the hazard.
Parts being sprayed and operators in the spray
area must be properly grounded.
Parts being sprayed must be supported on
conveyors or hangers that are properly grounded. The resistance between the part and earth
ground must not exceed 1 meg ohm. (Refer to
NFPA-33.)
Operators must be grounded. Rubber soled insulating shoes should not be worn. Grounding
straps on wrists or legs may be used to assure
adequate ground contact.
Operators must not be wearing or carrying any
ungrounded metal objects.
When using an electrostatic handgun, operators must assure contact with the handle of the
applicator via conductive gloves or gloves with
the palm section cut out.
NOTE: REFER TO NFPA-33 OR SPECIFIC
COUNTRY SAFETY CODES REGARDING
PROPER OPERATOR GROUNDING.
All electrically conductive objects in the spray
area, with the exception of those objects required by the process to be at high voltage,
must be grounded. Grounded conductive ooring must be provided in the spray area.
Always turn off the power supply prior to ushing, cleaning, or working on spray system
equipment.
Unless specically approved for use in hazardous locations, all electrical equipment must be
located outside Class I or II, Division 1 or 2
hazardous areas, in accordance with NFPA-33.
AH-13-01.1
4
No. 2 Process Electric Motor Version - Safety
Ransburg
AREA
Tells where hazards
may occur.
Electrical
Equipment
HAZARD
Tells what the hazard is.
Electrical Discharge
High voltage equipment is utilized in the process. Arcing
in the vicinity of ammable or
combustible materials may oc-
cur. Personnel are exposed to
high voltage during operation
and maintenance.
Protection against inadvertent
arcing that may cause a re or
explosion is lost if safety cir-
cuits are disabled during operation.
Frequent power supply shutdown indicates a problem in
the system which requires correction.
An electrical arc can ignite
coating materials and cause a
re or explosion.
SAFEGUARDS
Tells how to avoid the hazard.
Unless specically approved for use in hazardous locations, the power supply, control cabinet,
and all other electrical equipment must be located outside Class I or II, Division 1 and 2 hazardous areas in accordance with NFPA-33 and EN
50176.
Turn the power supply OFF before working on
the equipment.
Test only in areas free of ammable or combustible material.
Testing may require high voltage to be on, but
only as instructed.
Production should never be done with the safety
circuits disabled.
Before turning the high voltage on, make sure no
objects are within the sparking distance.
Toxic Substances
Spray Area
Certain material may be harmful
if inhaled, or if there is contact
with the skin.
Explosion Hazard –
Incompatible Materials
Halogenated hydrocarbon sol-
vents for example: methylene
chloride and 1,1,1,-Trichloroethane are not chemically
compatible with the aluminum
that might be used in many system components. The chemical
reaction caused by these solvents reacting with aluminum
can become violent and lead to
an equipment explosion.
Follow the requirements of the Material Safety Data
Sheet supplied by coating material manufacturer.
Adequate exhaust must be provided to keep the
air free of accumulations of toxic materials.
Use a mask or respirator whenever there is a
chance of inhaling sprayed materials. The mask
must be compatible with the material being sprayed
and its concentration. Equipment must be as pre-
scribed by an industrial hygienist or safety expert,
and be approved.
Aluminum is widely used in other spray application equipment - such as material pumps,
regulators, triggering valves, etc. Halogenated
hydrocarbon solvents must never be used with
aluminum equipment during spraying, ushing,
or cleaning. Read the label or data sheet for the
material you intend to spray. If in doubt as to
whether or not a coating or cleaning material is
compatible, contact your coating supplier. Any
other type of solvent may be used with aluminum
equipment.
5
AH-13-01.1
Ransburg
INTRODUCTION
GENERAL DESCRIPTION
No. 2 Process Electric Motor Version - Introduction
This is a method of applying electrostatically atomized coating material. The No. 2 Electric Process Handgun system applies a high voltage,
DC negative charge to the applicator bell, creat-
ing an electrostatic eld between the bell and the
target object. The target is electrically grounded
through its support (which may be stationary or
moving) or through an electrical connection to a
known earth ground.
A regulated pressure uid system delivers
coating material to the electric motor driven
bell when the gun is triggered. There, the uid
travels across the face of the rotating bell and
is charged. The uid is atomized at the edge
of the bell forming a ne mist, which under the
inuence of the electrostatic eld is attracted to
and deposited on the target object. The forces
between the charged particles and the grounded
target are sufcient to turn most normal overspray around and deposit it on the rear surface
of the target. Therefore, most of the spray is deposited and overspray is controlled. This process makes the No. 2 Electric Process Handgun
one of the most efcient electrostatic spray products on the market.
The No. 2 Electric Process Handgun applies
a DC negative charge to the coating materials
at the point of atomization. The electrostatic
charge allows a more efcient, uniform application of coating material to the front, edges, sides,
and back of products, making it highly suitable
for applying coatings to a variety of surface con-
gurations; large targets, tubular products, small
parts, fencing, etc. Because it is a grounded
uid system, it is highly suitable for applying a
wide range of solvent reduced coatings such as
enamels, epoxies, etc.
One of the many features of the No. 2 Electric
Process Handgun is that the electrical discharge,
which is available from the resistive charging
brush, is limited to the optimum combination of
safety and efciency.
The No. 2 Electric Process Handgun system includes the Hand Gun, the High Voltage Power
Supply, the High Voltage Cable, and Fluid Hose.
This unit contains the 19372-XX No. 2 handgun
electric motor version and the 80102-21X 9060
power supply along with several required ac-
cessories. Below illustrates the ordering matrix
available.
19372 - AA U No. 2 Electric Motor
Indicates
Unit
Indicates
Cable
Length
AA is
25’ (7.6 m) Cable Length
36’ (11 m) Cable Length
50’ (15.2 m) Cable Length
75’ (22.9 m) Cable Length
100’ (30.4 m) Cable Length
U - Left blank gun only
- U Indicates 80102-21X Power Supply
AH-13-01.1
6

No. 2 Process Electric Motor Version - Introduction
SPECIFICATIONS
Ransburg
Environmental/Physical
Length: 508 cm (20 inches)
Weight: 1588 g (56 ounces)
Electrical
Input Voltage: 110 or 220 VAC
50/60 Hertz
Output Voltage: 90 kV DC (negative)
Current: 30-50 microamperes
(operating)
SCI (From Brush): 115 microamperes
(maximum)
Mechanical
Fluid Input Pressure: 3.45 bar (50psig)
Air Input Pressure: 6.90 bar (100 psig)
Fluid Delivery Rate: (maximum)
2-3/4” Bell:
75 cc/minute
Rate: (2.5 oz/minute)
4” Bell:
120 cc/minute
Rate: (4 oz/minute)
6” Bell:
180 cc/minute
Rate: (6 oz/minute)
Application Rate: (maximum)
2-3/4” Bell:
5-7 ft2/minute
Rate: (.46-.65 m2/minute)
4” Bell:
10-12 ft2/minute
Rate: (.93-1.11 m2 /minute)
6” Bell:
15-18 ft2/minute
Rate: (.93-1.11 m2 /minute)
Note: conversion 29.5 cc (ml) = 1 uid oz
7
AH-13-01.1
Ransburg
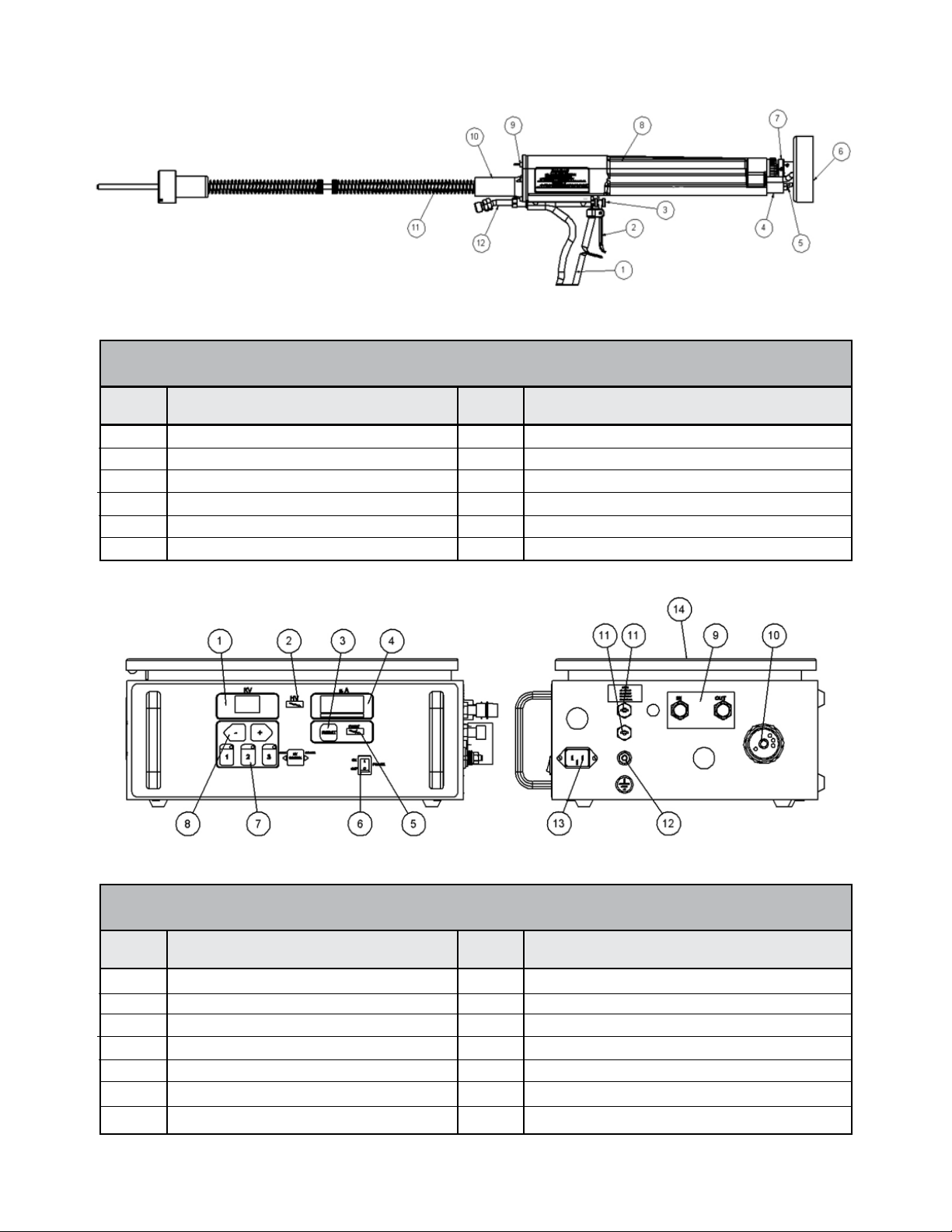
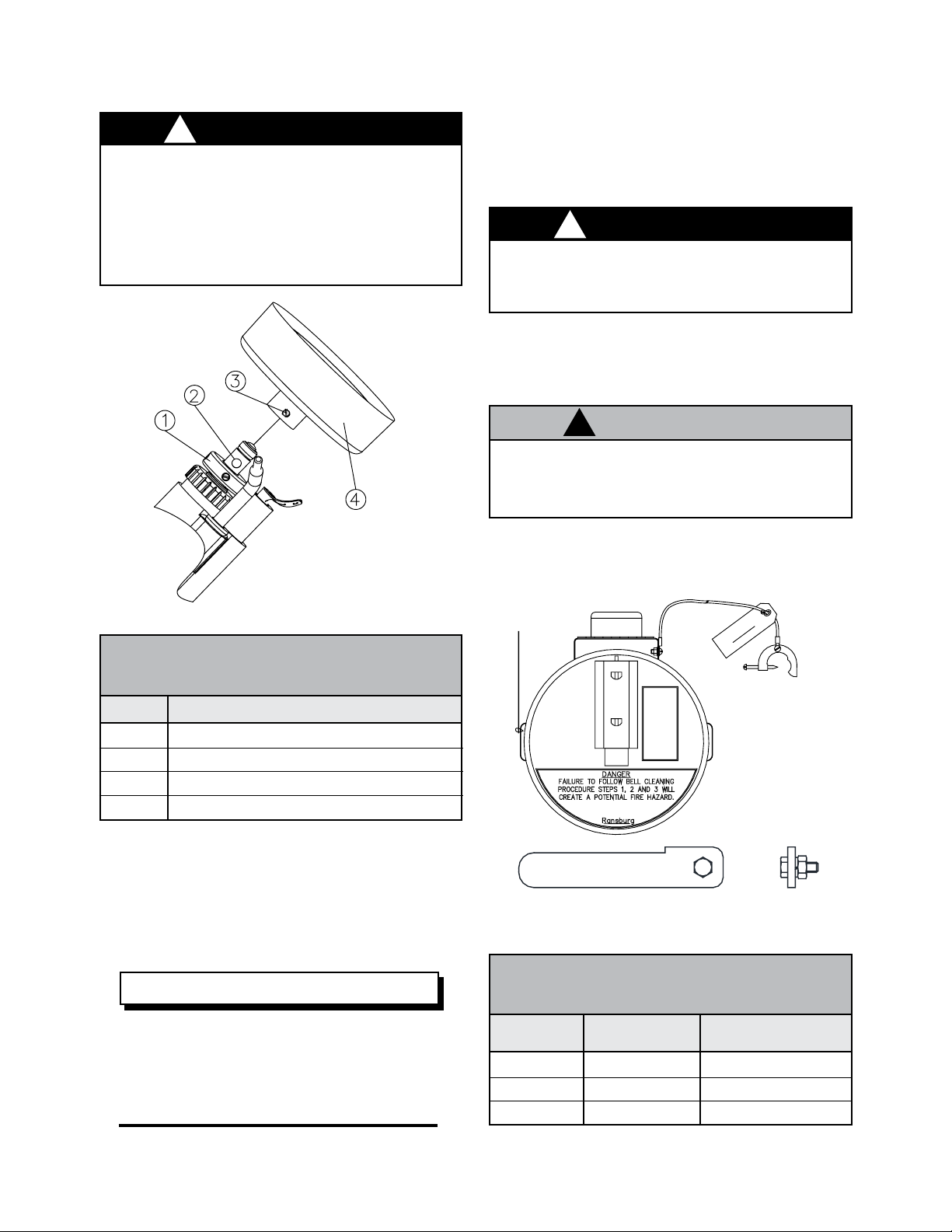
Figure 1: Gun Features / Model 19372-XX
MODEL 19372 -XX GUN FEATURES
No. 2 Process Electric Motor Version - Introduction
Item
1 Handle Assembly
2 Trigger
3 Trigger Adjustment
4 Resistor Housing
5 Contact Brush
6 Rim Assembly
Description
Figure 2: 9060 Power Supply Features / Model 80102-211
Item
7 Drive Shaft and Seal
8 Barrel
9 On-Off Switch
10 Cable/Electric Motor Assembly
11 Hv Cable Assembly
12 Fluid Inlet Fitting (9/16-18 l.h. th’d.)
Description
AH-13-01.1
9060 POWER SUPPLY FEATURES / MODEL 80102-211
Item
1 Kv Meter
2 High Voltage On Indicator
3 Reset Button
4 Ma Meter
5 Fault Indicator
6 On-Off Switch
7 “One Touch” Kv Setpoint Button
Description
Item
8 Kv Setpoint/Adjust Buttons
9 Air Flow Switch Connections
10 High Voltage Cable Connector
11 Fuses
12 Grounding Lug
13 Ac Inlet Receptacle
14 Door Key Lock
Description
8
No. 2 Process Electric Motor Version - Installation
INSTALLATION
Ransburg
PRE-INSTALLATION REQUIREMENTS
1. Provide approved electrical wiring to the power
supply. The 9060 power supply must be located
a minimum of 6.1m (20’) outside of the hazardous
spray area.
2. Make sure the operating location has adequate
grounding facilities, such as electrical conduit,
steel building columns, metal water pipes, or other
earth grounded objects.
3. Furnish a paint pressure pot with air regulator (or
other accepted pressure system). The regulator
MUST have a reliable control, with a recommended
gauge range of 0-2.1 bar (0-30 psig).
4. Provide proper ventilation. (See “Safety” section
of this manual.)
5. Ensure that the target object to be coated
and all surrounding objects are grounded to a
known, earth ground by a separate ground wire
attachment.
The following guidelines can be used:
• It is highly recommended, whenever possible,
that ALL electronic components or equipment
be removed from the spray area. This includes
computer software such as tapes, disks, diskettes, etc., located inside and/or around the
spray area.
• If the static shielding of a unit is NOT KNOWN,
all electronic components (such as terminals,
screens, and cables) should be completely
wrapped in aluminum foil and grounded to a
true earth ground.
• When painting electrical control panels or
consoles, wrap all push-buttons, switches,
meters, or pilot lights with aluminum foil and
ground to the panel or other earth ground.
EQUIPMENT INSTALLATION
C A U T I O N
!
Do not use the power supply ground wire
to ground target objects. The targets objects
must have separate true earth ground for
best efciency.
SAFEGUARDS
When operating this equipment in the vicinity
of computers, word processors, and/or other
electronic equipment, special care MUST be
taken to ensure that damage does not occur
from electrical energy discharges. (See Ransburg “Safety Literature” for further information
regarding application.)
W A R N I N G
!
NEVER wrap the applicator, associated
valves and tubing, and supporting hardware
in plastic to keep it clean. A surface charge
may build up on the plastic surface and discharge to the nearest grounded object. Efciency of the applicator will also be reduced
and damage or failure of the applicator’s
components may occur.
WRAPPING THESE COMPONENTS IN
PLASTIC WILL VOID WARRANTY
9
AH-13-01.1
Ransburg
No. 2 Process Electric Motor Version - Installation
Before attempting to install the equipment, ensure
that all the necessary components are available
(see “Parts Identication” section of this manual). In addition, read all the technical and safety
literature that is provided. If the literature is not
available, contact your local Ransburg Distributor
where the equipment was purchased.
W A R N I N G
!
The power source wiring and the power
supply connections to it MUST meet all local
re and electrical code standards and comply with all appropriate local and national
health and safety codes.
All power supplies MUST be grounded
to a known true earth ground before any
other connections are made or functions
performed. DO NOT use the power supply
ground wire to ground the target objects (use
LSME4000-00 clamp assembly)!
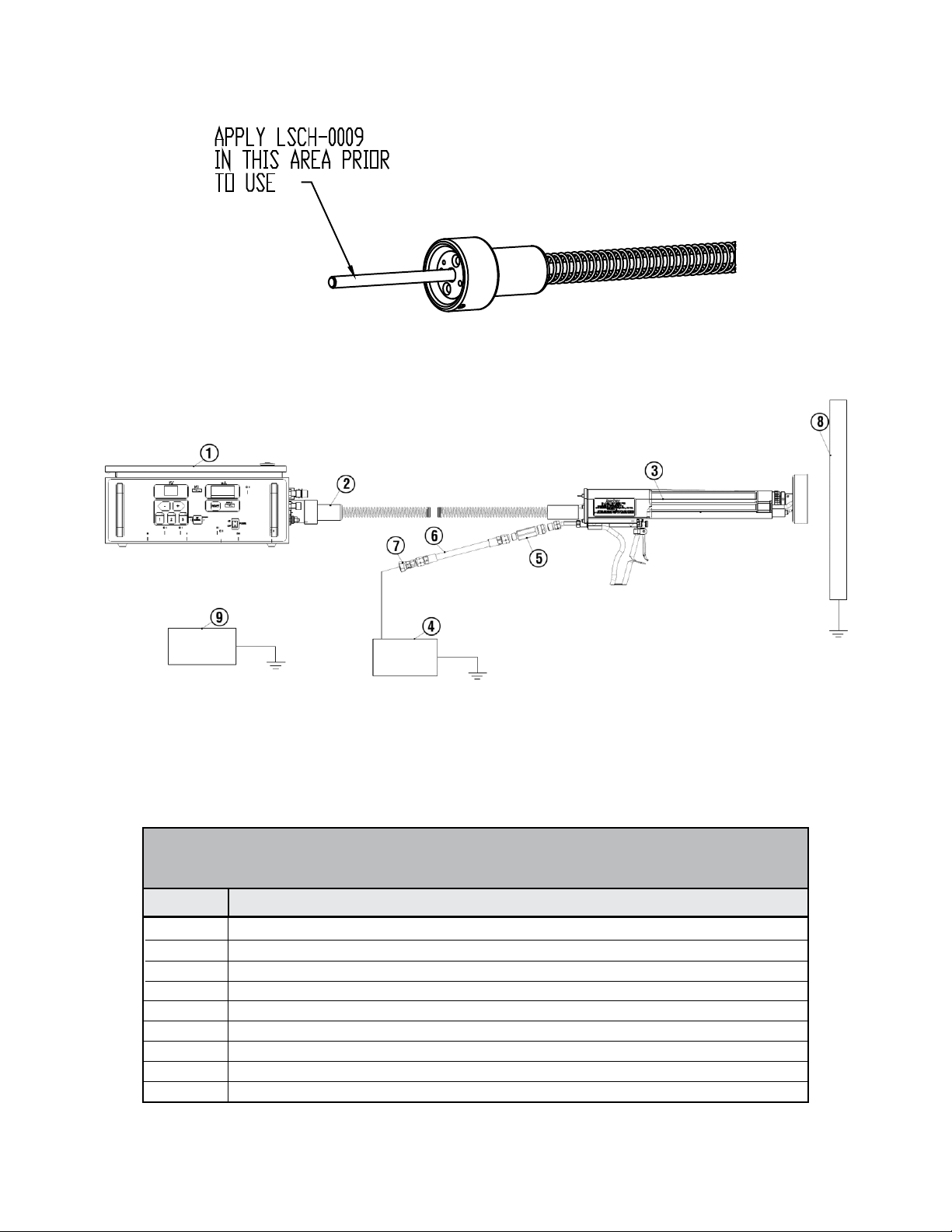
4. Apply a generous amount of LSCH 0009 on
the power supply end of the cable as shown in
gure 3.
5. Attach the female nut of the high voltage cable to the male threads of the connection of the
power supply.
W A R N I N G
!
Where the applicator is to be used with-
out a booth, the power supply must located
a minimum of 6.1 m (20 feet) from the target
being sprayed.
The target Earth Ground and Power
Supply earth ground must be separate earth
ground connections.
POWER SUPPLY
(Refer to Figure 2)
1. The high voltage power supply MUST be located
at least 6.1 m (20 feet) from the spraying operation.
If a spray booth is used, the power supply may be
located 1.5 m (5 feet) from the nearest opening
and outside the booth .
2. If a line cord is used instead of a permanent
conduit connection, ensure the ground lead is
present on the plug. Ensure that the electrical
outlet is properly wired by using the circuit tester (20868-00). Attach the green ground wire to
a proven, true earth ground (i.e., water pipe or
electrical conduit).
3. After the power supply is grounded to a suitable earth ground, the high voltage cable may
be connected. Prior to connection of the high
voltage cable 15 to 30 ml of 3614-00 (supplied
with applicator ) di-electric oil needs to be added
to the power supply. Refer to gure 3 for illustration of where the oil should be inserted.
Any uid hose that is are user supplied
must be rated for the maximum pressures
used for this applicator.
FLUID HOSE
(Refer to Figure 4)
Install the uid lter (Item 5) to the applicator,
then to the uid delivery hose. Attach one end
of the uid hose to the adapter (Item 6) (Refer to
gure 4). This adapter has a 3/8-18 NPSM (F)
for attachment to a suitable uid source. To meet
various length requirements, the hose tting on
one end has not been attached.
Figure 5 illustrates the assembly procedure for
attaching the loose tting.
AH-13-01.1
10
No. 2 Process Electric Motor Version - Installation
Figure 3: LSCH 0009 Di-Electric Application
Ransburg
Figure 4: Equipment Installation Diagram
EQUIPMENT INSTALLATION DIAGRAM (Figure 4)
Item#
1
2
3
4
5
6
7
8
9
9060 Power Supply 80102-21X Connected to True Earth Ground
High Voltage Cable Connection to Power Supply
19372 -XX #2 Electric Motor Applicator
Earth grounded regulated paint supply
76938-02 Inline Fluid Filter
8340-25 Fluid Hose
7244-00 Adapter 9/16-18 LH (M) to 3/8-18 NPSM(F)
Earth Grounded Target
Bell Cleaning Can
Description
11
AH-13-01.1
Ransburg
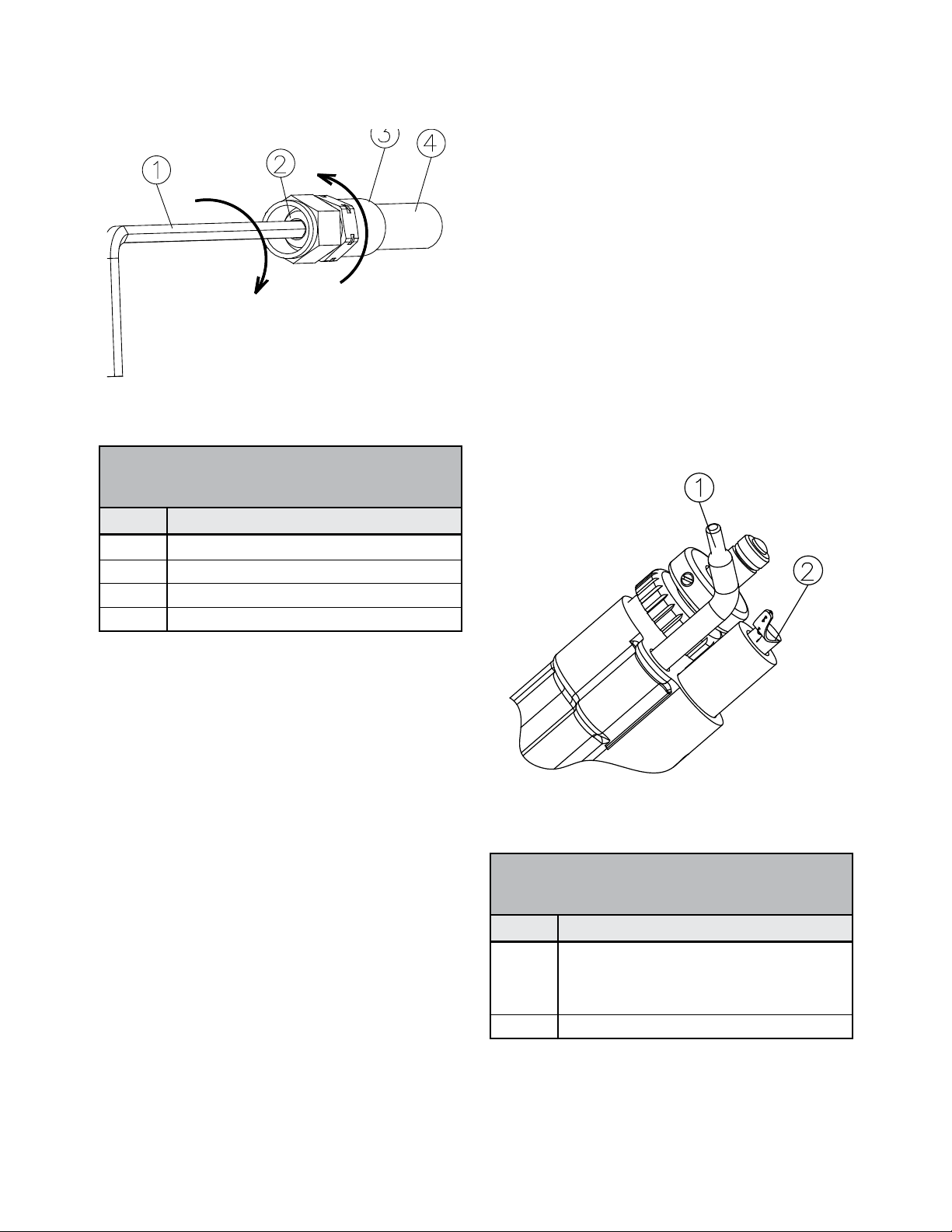
Figure 5: Fluid Fitting Assembly Procedure
FLUID FITTING ASSEMBLY
PROCEDURE (Figure 5)
No. 2 Process Electric Motor Version - Installation
INSTALLATION FEED TUBE, BELL, BRUSH
1. Install the proper feed tube into the opening in
the applicator. See gure 6. Position the tube at
approximately as shown in the gure.
2. Insert the 3695-00 (item 2) brush into the bar-
rel. Position it as shown in gure 6.
3. Install the bell over the shaft. Hold the shaft of
the applicator and rotate the bell onto the shaft
until the bell is completely seated. Align the set
screw and the at on the shaft. Tighten the set
screw at the bell hub hand tight. (Refer to Figure
7)
Item #
1
2
3
4
4.5 mm (3/16”) Hex Key
Stem
Ferrule
Hose, Fluid
Description
FLUID FITTING INSTALLATION PROCEDURE
1. Lubricate all ttings with dielectric grease.
2. Screw ferrule (item 3) counterclockwise onto
hose (item 4) until it bottoms, then back it off ap-
proximately 3.2 mm (1/8”).
3. Install nut over union stem and start the stem
into the hose.
4. Using a 4.5 mm hex key (3/16-inch ), screw
the union stem into the hose until it bottoms
against the ferrule.
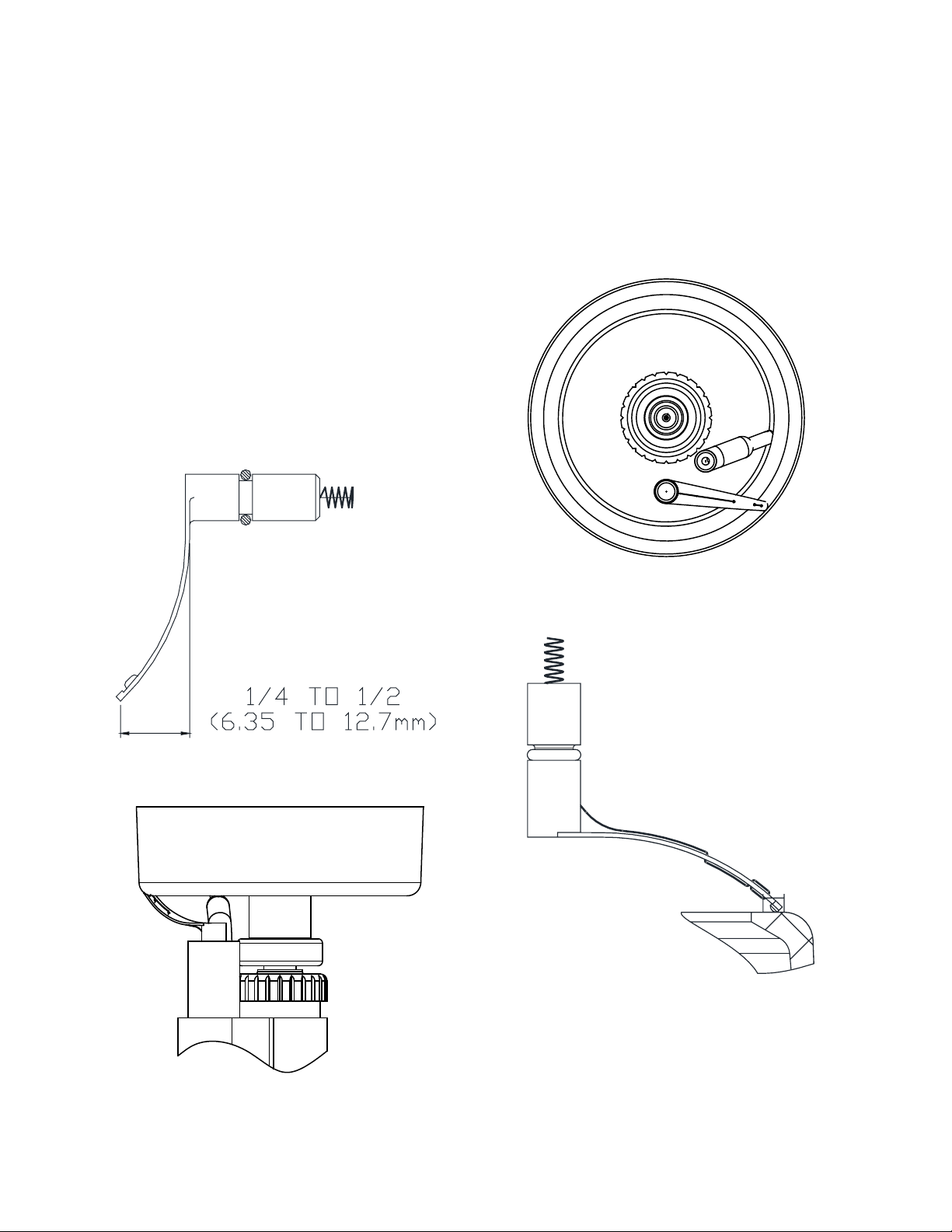
Figure 6: Initial Position of Feed Tube
and Brush
INITIAL POSITION OF FEED
TUBE AND BRUSH (Figure 6)
Item #
1
2
Feed Tube 3700-00 for 4” Bell
Feed Tube 6335-00 for 2 3/4” Bell
Feed Tube 4076-00 for 6” Bell
3695-00 Brush
Description
AH-13-01.1
12
No. 2 Process Electric Motor Version - Installation
Ransburg
W A R N I N G
!
Replacing the plastic set screw with one
of conductive material (metal) will cause a
hazardous condition to exist, capable of producing an electrical discharge possible of
sparking a re. In all cases use the plastic
screw provided or provided as a spare part.
Figure 7: Installing Bell
on Shaft
ACCESSORY INSTALLATION
Included with the unit are two accessory items:
• Bell cleaning can and the gun holder.
W A R N I N G
!
Insure ground line of the bell cleaning can
is attached to true earth ground when either
solvent is stored in the can or the can in use.
The Bell Cleaning Can provides a convenient and
portable method of removing excess materials
from the bell cup at the conclusion of spray.
C A U T I O N
!
Insure any cleaning solvent used meets
criteria listed in the maintenance section of
this manual.
The gun holder provides a method to mount and
store the applicator when not in use.
INSTALLING BELL ON SHAFT
(Figure 7)
Item #
1
2
3
4
4. Re-position the feed tube in the bell cavity at
approximately the 4 to 5 o’clock position. The
feed tube should NOT rub on the bell. Adjust the
feed tube if necessary, by rotating it or sliding it
forward or backward in the barrel.
No. 2 Motor Shaft
Shaft Locating Flat
Bell Set Screw
Bell
Description
NOTE
The bell and feed tube MUST be
matched to ensure proper uid feed into
the bell cavity. The following chart will assist in selecting the proper bell and feed
tube combination:
Bell Cup Cleaning
Can 5170
Gun Holder 3936
Figure 8: Bell Cleaning Can and Gun Holder
BELL CLEANING CAN GUN
HOLDER (Figure 8)
Bell Size
2 3/4 “
4”
6”
Feed Tube #
6335-00
3700-00
4076-00
Position of Tube
@2 o’clock
@4-5 o’clock
@4-5 o’clock
13
AH-13-01.1
Ransburg
No. 2 Process Electric Motor Version - Installation
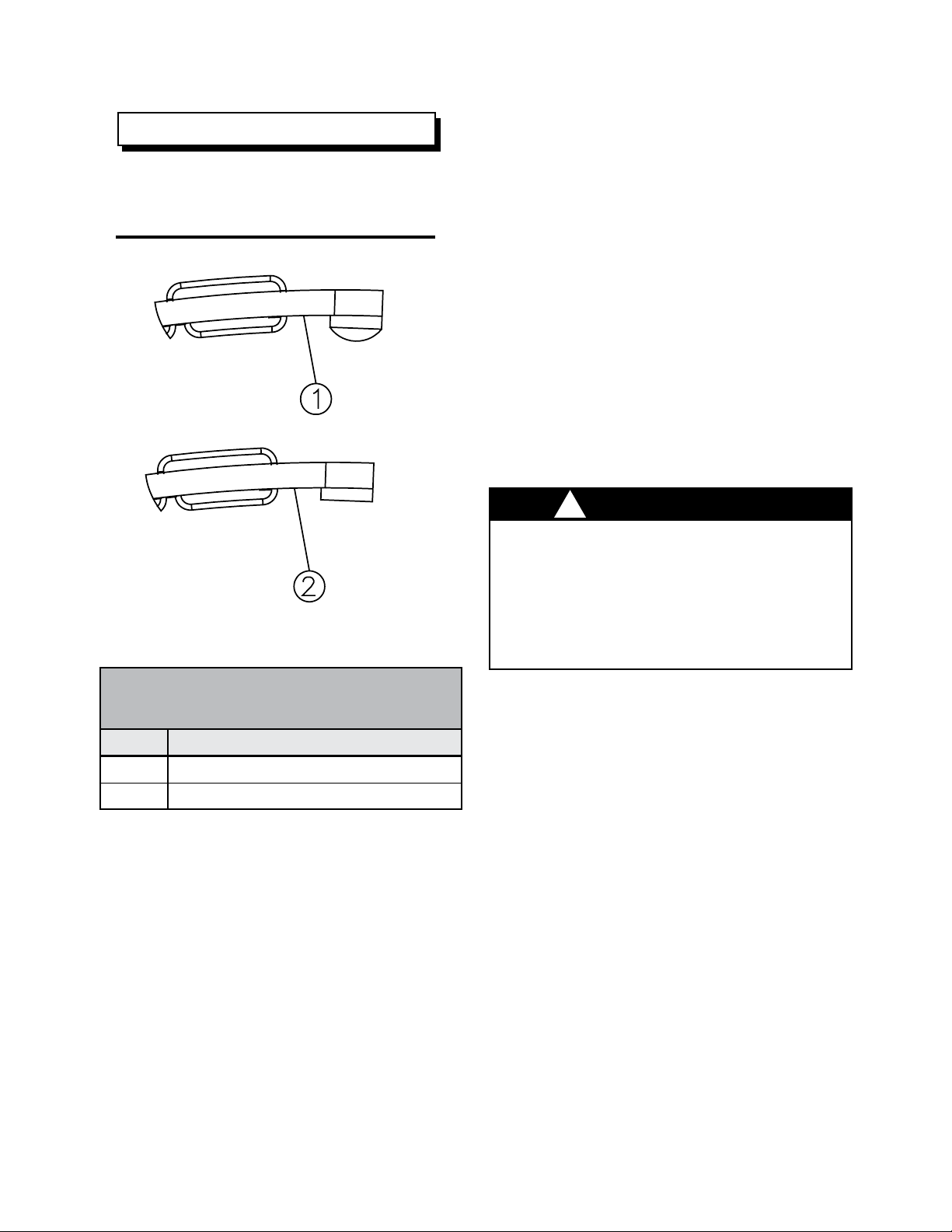
NO. 2 HANDGUN BRUSH POSITIONING AND WEAR
(Refer to Figure 9)
When installing the electrical contact brush (3695-
00), it is important that it is properly positioned to
provide LIGHT CONTACT with the bell conductive
coating. Excessive contact pressure from the contact brush will wear away the conductive coating
or the brush tip, causing poor electrical contact.
The small plastic pad at the tip of the brush arm
should lightly contact the black bell coating, not the
wire. The wire should never contact the coating.
The tip of the brush should not extend past the
edge of the bell cup or into the radius at the edge
(see Figure 9).
The brush should normally have a slight curve to
the arm. The more pressure applied the lesser
the curve (see Figure 4). The tip of the brush
assembly must be inspected prior to each use
for wear. When one-half (1/2) of the plastic tip
is worn away the brush assembly should be re-
placed (see Figure 10).
Figure 9-1: Un-Installed Brush Shape
Figure 9-3: Brush and Feed Tube Positioning
Figure 9-4: Brush Contact Area
AH-13-01.1
Figure 9-2: Brush Contact Position
14
No. 2 Process Electric Motor Version - Installation
Ransburg
NOTE
When the radius portion of the brush
plastic tip is gone, the brush will need to
be replaced soon.
Figure 10: Brush Tip New and Worn
PAINT
A proper paint mixture is essential to the electrostatic operation. Due to the method of electrostatic atomization the viscosity and conductivity
levels of the paint are important to ensure proper
application. Paint test equipment such as the
test assembly (76652-03) for testing paint electrical resistivity, may be purchased through your
Ransburg distributor. (See “Paint and Solvent
Specications” in the “Appendix” section of this
service manual.)
Most paint suppliers may be of assistance in
pre-adjusting the paint for proper electrostatic
sprayability.
W A R N I N G
!
When the gun switch is ON, the bell will
be rotating and high voltage will be activated.
Steps MUST be taken to ensure grounding of
personnel and equipment for safety. Electrical shock may occur if the equipment and/or
personel are NOT grounded.
BRUSH TIP NEW AND WORN
(Figure 10)
Item #
1
2
New Brush Tip
Worn Brush Tip
Description
15
AH-13-01.1
 Loading...
Loading...