


Ransburg A11376 User Manual
SERVICE MANUAL
AA-07-02.1
January - 2013
TURBODISK ™ APPLICATOR
ASSEMBLY
MODEL: A11376
IMPORTANT: Before using this equipment, carefully
read SAFETY PRECAUTIONS, starting on page 1, and all
instructions in this manual. Keep this Service Manual
for future reference.
Service Manual Price: $50.00 (U.S.)

CONTENTS
SAFETY:
Turbodisk Applicator - Contents
PAGE
1-4
SAFETY PRECAUTIONS...........................................................................................................
HAZARDS / SAFEGUARDS.......................................................................................................
INTRODUCTION:
FEATURES.................................................................................................................................
GENERAL DESCRIPTION.........................................................................................................
SPECIFICATIONS......................................................................................................................
TYPICAL SPEED CHART..........................................................................................................
INSTALLATION:
EQUIPMENT...............................................................................................................................
AIR CONTROL...........................................................................................................................
MOUNTING.................................................................................................................................
INTERLOCKS.............................................................................................................................
TYPICAL LAYOUT OF SYSTEM...............................................................................................
OPERATION:
AIR HEATER REQUIREMENTS...............................................................................................
COATING MATERIALS..............................................................................................................
FLUID FLOW CONTROL...........................................................................................................
FLUID VALVE CONTROL..........................................................................................................
TURBODISK FLUID AND AIR PRESSURE REQUIREMENTS..............................................
TURBINE SPEED.......................................................................................................................
TYPICAL MAXIMUM SAFE OPERATING SPEEDS.................................................................
ELECTROSTATIC VOLTAGE...................................................................................................
TARGET DISTANCE..................................................................................................................
1
2-4
5-8
5
5-6
6
7-8
9-10
9
9
9
9
10
11-15
11-12
12
12
13
13
14
15
15
15
MAINTENANCE:
GENERAL....................................................................................................................................
CLEANING PROCEDURES.......................................................................................................
VIBRATION NOISE.....................................................................................................................
TURBINE REPAIR AND REBUILD............................................................................................
VALVES AND REGULATORS...................................................................................................
PREVENTIVE MAINTENANCE..................................................................................................
DISASSEMBLY PROCEDURES................................................................................................
TROUBLESHOOTING GUIDE...................................................................................................
TYPICAL NO VALVE APPLICATION SCHEMATIC .................................................................
TYPICAL 3-WAY VALVE APPLICATION SCHEMATIC............................................................
(Continued On Next Page)
17-28
17
17-19
19
20
20
20-21
21-22
23
24
25
Turbodisk Assembly - Contents
Contents (Cont.)
MAINTENANCE (Cont.):
TYPICAL TRIGGER AND DUMP VALVE APPLICATION
W/DR-1 REGULATOR SCHEMATIC..........................................................................................
TYPICAL VALVE ONLY APPLICATION W/DR-1
REGULATOR SCHEMATIC........................................................................................................
TYPICAL TRIGGER AND DUMP VALVE APPLICATION
W/2 DR-1 FLUID REGULATORS SCHEMATIC.........................................................................
PAGE
17-28
26
27
28
PARTS IDENTIFICATION:
A11376 TURBODISK ASSEMBLY MODEL
IDENTIFICATION / PARTS LIST................................................................................................
70988 BASIC SYSTEMS KIT.......................................................................................................
70990-05 TURBODISK ASSEMBLY, NO VALVES /
PARTS LIST.................................................................................................................................
70990-06 TURBODISK ASSEMBLY, 3-WAY VALVES /
PARTS LIST.................................................................................................................................
70990-07 TURBODISK ASSEMBLY, TRIGGER VALVE
ONLY / PARTS LIST....................................................................................................................
70990-08 TURBODISK ASSEMBLY, TRIGGER AND
DUMP VALVE / PARTS LIST......................................................................................................
70990-09 TURBODISK ASSEMBLY TRIGGER VALVE
ONLY W/DR-1 REGULATOR / PARTS LIST.............................................................................
70990-10 TURBODISK ASSEMBLY, TRIGGER AND DUMP
VALVE W/DR-1 REGULATOR / PARTS LIST...........................................................................
70990-11 TURBODISK ASSEMBLY, DUAL DR-1
REGULATORS /PARTS LIST.....................................................................................................
78170-00 DRIVE AIR REGULATOR ASSEMBLY / PARTS LIST..............................................
78166-00 COMPRESSED AIR HOSE ASSEMBLY / PARTS LIST...........................................
78781-00 AIR HEATER AND REGULATOR ASSEMBLY / PARTS LIST.................................
70158-00 FAIRING ASSEMBLY / PARTS LIST..........................................................................
78175-XX TURBODISK AIR TURBINE ASSEMBLY / PARTS LIST.........................................
70879-XXX TURBODISK TURBINE CARTRIDGE ASSEMBLY /
PARTS LIST.................................................................................................................................
TURBODISK APPLICATOR RECOMMENDED SPARE PARTS.............................................
TOOLS AND ACCESSORIES....................................................................................................
29-70
29-31
32-33
35-36
37-38
39-41
43-45
47-49
51-53
55-57
59
60
61-62
63-64
65-66
67-68
69
70
WARRANTY POLICIES:
LIMITED WARRANTY..................................................................................................................
71
71

Turbodisk Applicator - Safety
SAFETY
SAFETY PRECAUTIONS
Before operating, maintaining or servicing any
Ransburg electrostatic coating system, read and
understand all of the technical and safety literature
for your Ransburg products. This manual contains
information that is important for you to know and
understand. This information relates to USER SAFETY
and PREVENTING EQUIPMENT PROBLEMS. To help
you recognize this information, we use the following
symbols. Please pay particular attention to these
sections.
A WARNING! states information to alert you to a
situation that might cause serious injury if instructions
are not followed.
A CAUTION! states information that tells how to
prevent damage to equipment or how to avoid a
situation that might cause minor injury.
A NOTE is information relevant to the procedure in
progress.
W A R N I N G
!
> The user MUST read and be familiar with the
Safety Section in this manual and the Ransburg safety literature therein identied.
> This manual MUST be read and thor-
oughly understood by ALL personnel who
operate, clean or maintain this equipment!
Special care should be taken to ensure that
the WARNINGS and safety requirements for
operating and servicing the equipment are
followed. The user should be aware of and adhere to ALL local building and re codes and
ordinances as well as NFPA- 33 SAFETY STANDARD, prior to installing, operating, and/or
servicing this equipment.
W A R N I N G
!
While this manual lists standard specications and
service procedures, some minor deviations may be
found between this literature and your equipment.
Dierences in local codes and plant requirements,
material delivery requirements, etc., make such
variations inevitable. Compare this manual with
your system installation drawings and appropriate
Ransburg equipment manuals to reconcile such
dierences.
Careful study and continued use of this manual will
provide a better understanding of the equipment and
process, resulting in more ecient operation, longer
trouble-free service and faster, easier troubleshooting.
If you do not have the manuals and safety literature
for your Ransburg system, contact your local Ransburg
representative or Ransburg.
> The hazards shown on the following
page may occur during the normal use of
this equipment. Please read the hazard
chart beginning on page 2.
1
AA-07-02.1
Turbodisk Applicator - Safety
AREA
Tells where hazards
may occur.
Spray Area
HAZARD
Tells what the hazard is.
Fire Hazard
Improper or inadequate operation
and maintenance procedures will
cause a re hazard.
Protection against inadvertent arcing that is capable of causing re or
explosion is lost if any safety interlocks are disabled during operation.
Frequent power supply shutdown
indicates a problem in the system
requiring correction.
SAFEGUARDS
Tells how to avoid the hazard.
Fire extinguishing equipment must be present in the
spray area and tested periodically.
Spray areas must be kept clean to prevent the accumulation of combustible residues.
Smoking must never be allowed in the spray area.
The high voltage supplied to the atomizer must be
turned o prior to cleaning, ushing or maintenance.
When using solvents for cleaning:
Those used for equipment ushing should have ash
points equal to or higher than those of the coating
material.
Those used for general cleaning must have ash points
above 100oF (37.8oC).
Spray booth ventilation must be kept at the rates required by NFPA-33, OSHA, and local codes. In addition,
ventilation must be maintained during cleaning operations using ammable or combustible solvents.
Electrostatic arcing must be prevented.
Test only in areas free of combustible material.
Testing may require high voltage to be on, but only as
instructed.
Non-factory replacement parts or unauthorized equipment modications may cause re or injury.
If used, the key switch bypass is intended for use only
during setup operations. Production should never be
done with safety interlocks disabled.
Never use equipment intended for use in waterborne
installations to spray solvent based materials.
The paint process and equipment should be set up and
operated in accordance with NFPA-33, NEC, and OSHA
requirements.
AA-07-02.1
2
Turbodisk Applicator - Safety
AREA
Tells where hazards
may occur.
General Use and
Maintenance
Electrical
Equipment
HAZARD
Tells what the hazard is.
Improper operation or maintenance
may create a hazard.
Personnel must be properly trained
in the use of this equipment.
High voltage equipment is utilized.
Arcing in areas of ammable or
combustible materials may occur.
Personnel are exposed to high
voltage during operation and
maintenance.
Protection against inadvertent arcing that may cause a re or explosion
is lost if safety circuits are disabled
during operation.
Frequent power supply shutdown
indicates a problem in the system
which requires correction.
An electrical arc can ignite coating
materials and cause a re or explosion.
SAFEGUARDS
Tells how to avoid the hazard.
Personnel must be given training in accordance with
the requirements of NFPA-33.
Instructions and safety precautions must be read and
understood prior to using this equipment.
Comply with appropriate local, state, and national codes
governing ventilation, re protection, operation maintenance, and housekeeping. Reference OSHA, NFPA-33,
and your insurance company requirements.
The power supply, optional remote control cabinet,
and all other electrical equipment must be located
outside Class I or II, Division 1 and 2 hazardous areas.
Refer to NFPA-33.
Turn the power supply OFF before working on the
equipment.
Test only in areas free of ammable or combustible
material.
Testing may require high voltage to be on, but only as
instructed.
Production should never be done with the safety circuits disabled.
Before turning the high voltage on, make sure no objects
are within the sparking distance.
Explosion Hazard /
Incompatible Materials
3
Halogenated hydrocarbon solvents
for example: methylene chloride
and 1,1,1,-Trichloroethane are not
chemically compatible with the
aluminum that might be used in
many system components. The
chemical reaction caused by these
solvents reacting with aluminum
can become violent and lead to an
equipment explosion.
Aluminum is widely used in other spray application
equipment - such as material pumps, regulators, triggering valves, etc. Halogenated hydrocarbon solvents
must never be used with aluminum equipment during
spraying, ushing, or cleaning. Read the label or data
sheet for the material you intend to spray. If in doubt as
to whether or not a coating or cleaning material is compatible, contact your material supplier. Any other type
of solvent may be used with aluminum equipment.
AA-07-02.1
Turbodisk Applicator - Safety
AREA
Tells where hazards may
occur.
Toxic Substances
Spray Area /
High Voltage
Equipment
HAZARD
Tells what the hazard is.
Certain material may be harmful if
inhaled, or if there is contact with
the skin.
There is a high voltage device that
can induce an electrical charge on
objects which is capable of igniting
coating materials.
Inadequate grounding will cause
a spark hazard. A spark can ignite
many coating materials and cause
a re or explosion.
SAFEGUARDS
Tells how to avoid the hazard.
Follow the requirements of the Material Safety Data
Sheet supplied by coating material manufacturer.
Adequate exhaust must be provided to keep the air
free of accumulations of toxic materials.
Use a mask or respirator whenever there is a chance of
inhaling sprayed materials. The mask must be compatible with the material being sprayed and its concentration. Equipment must be as prescribed by an industrial
hygienist or safety expert, and be NIOSH approved.
Parts being sprayed must be supported on conveyors
or hangers and be grounded. The resistance between
the part and ground must not exceed 1 megohm.
All electrically conductive objects in the spray area, with
the exception of those objects required by the process
to be at high voltage, must be grounded.
Any person working in the spray area must be
grounded.
Personnel Safety/
Mechanical
Hazards
The disk atomizer can rotate at
speeds up to 40,000 RPM. At these
speeds, the edge of the applicator can easily cut into skin. Loose
articles can also be caught by the
rotating disk.
Unless specically approved for use in hazardous locations, the power supply and other electrical control
equipment must not be used in Class 1, Division 1 or
2 locations.
Personnel must stay clear of the disk whenever it is
rotating.
Before touching the disk, the turbine air must be shut
o.
If the disk has been rotating, allow at least three minutes
for it to come to a complete stop before touching it.
AA-07-02.1
4
Turbodisk Applicator - Introduction
INTRODUCTION
FEATURES
Features which make the Turbodisk
advantageous for use in electrostatic applications
include:
• Proven turbine motor reliability.
• Aerodynamic fairing design for ease of cleaning
of external surfaces.
• Speed readout (or control) uses reliable
magnetic pickup for ber optic transmission of
rotational speed data (optional).
• A majority of all assembly components which
come in contact with the uid material are made
of stainless steel, which is impervious to most
uids.
• Negligible maintenance down time.
TM
Applicator
GENERAL DESCRIPTION
The Turbodisk Applicator, because of it's high rotational speed, produces ner atomization, improved
quality, and higher transfer eciency with any of the
wide variety of coating materials (such as waterborne
and high solids) used in production nishing operations. Its speed is controlled by varying the drive
air. The applicator assembly is designed for use on
vertical overhead mounted reciprocators.
Conical Disk Assembly
The Turbodisk Applicator uses conical disk assemblies
that are made from high grade aluminum construction and are force balanced to .10 grams•in or better.
With the serrated edge, these disks come in sizes of
6, 9, and 12 inch diameters.
Turbodisk Fairing
(Refer to Figure 17)
• The easily removable lower fairing, turbine air
motor assembly, and the externally mounted
regulators and uid valves, make o line
maintenance more ecient and economical.
• Higher uid delivery rates can be achieved
using a dual feed uid system.
• High ow regulators and uid valves provide for
simultaneous paint push out while solvent
washes the feed tube and disk.
The Turbodisk Applicator fairing is required for safe
operation. The two piece fairing provides high voltage isolation from the metal rotator assembly and
valve components, as well as ease of cleaning and
maintenance.
W A R N I N G
!
> Both sections of the fairing to be in place
when the Turbodisk is in operation or when high
voltage is supplied to the applicator.
5
AA-07-02.1
Turbodisk Applicator - Introduction
Paint Valve Options
Several valve options are available for both single
and dual feed.
Options are:
• No Valves
• 3-Way Valves
• Trigger and Dump Valves with DR-1 Regulator
• Trigger Valve Only
• Trigger and Dump Valves with Dual DR-1
Regulators
• Trigger Valves with DR-1 Regulator
Power Supply and Controls
In the system, the high voltage is supplied to the
Turbodisk by either the MicroPak™ Industrial power
supply system or a Voltage Master™ series power
supply.
The MicroPak Industrial power supply uses proven
high voltage generator technology that is microprocessor controlled for diagnostics and communication. The controller is packaged in standard rack
mounted Eurocard format for easy access and system
integration.
SPECIFICATIONS
Mechanical
Turbine Speed: Variable to 40,000 rpm
max. (6-inch conical disk)
Turbine Type: Ball Bearing
Weight: 57-lbs. (approximately)
Length: 36-inches
Diameter: 13.25-inches
Turbine Air: At max. speed (40k rpm),
requires 103.1 psi and
61.1 SCFM, unloaded
(See "Typical Speed Chart"
in this section.)
Air Temp °F: 120°F maximum at
applicator
Fluid Pressure
Inlet: (See "Fluid and Air Pressure Regulator"
in the "Operation" section.)
Single Fluid Flow Range:
Waterborne: To 1,200 cc/min. maximum
Solvent Base: To 1,500 cc/min. maximum
High Solids: To 1,000 cc/min. (80%+)
maximum
The Voltage Master™ power supplies are general
purpose heavy duty power supplies with years of
proven reliability. They have variable voltage control,
many safety features, and remote analog voltage
control capabilities.
AA-07-02.1
Air Inlet
Trigger / Dump: 70-100 psi
Air Pilot for Fluid
Pressure: (See "Fluid and Air Pressure Regu-
lator" in the "Operation" section.)
Electrical
Power Supply
Type: MicroPak Industrial or
Voltage Master
Charging Method: Direct
Input Voltage: 0-100 kV
Turbine Speed
Control or Monitor: PulseTrack 2(Optional)
TM
6
Turbodisk Applicator - Introduction
TYPICAL SPEED CHART (RPM's)
(No Load)
(Refer to "Typical Speed Chart")
The following represents data collected under lab
conditions. Flow meters were installed on each of
the two 3/8-inch ID heated air lines used to supply
the Turbodisk turbine motor. The airow through
each ow meter was recorded and added together
to obtain the total air ow through the system. The
speed of the disk was monitored through the means
of a PulseTrack system. The air heater was set at 120
degrees during all data collection.
Rotational speeds are unloaded and can be expected
to drop 20 to 30% when under a uid load condition.
Heated turbine air increases eciency of motor up
to 10%. This chart should be used as a guide ONLY.
Speeds will vary due to rotator wear, tubing size or
lengths, etc.
NOTES
NOTE
> Never run disk over it's maximum safe
operating speed.
NOTE
> Air heater removes condensation from
OD of motor at high speeds.
7
AA-07-02.1
Turbodisk Applicator - Introduction
TYPICAL SPEED CHART - 10 HOLE ORIFICE PLATE (NO LOAD)
6" Conical Disk
Disk Speed
Supply Air Pressure
(RPM)
5,000
10,000
15,000
20,000
25,000
30,000
35,000
40,000
9" Conical Disk
Disk Speed
(RPM)
5,000
10,000
Supply Air Pressure
(PSI)
6.6
10.5
18.2
27.8
40.4
56.3
76.4
103.1
(PSI)
11.3
26
Air Flow #1
(SLPM)
140
190
260
340
440
560
730
930
Air Flow #1
(SLPM)
200
330
Air Flow #2
(SLPM)
100
140
200
260
350
460
610
800
Air Flow #2
(SLPM)
140
250
Total Air Flow
(SLPM)
240
330
460
600
790
1,020
1,340
1,730
Total Air Flow
(SLPM)
340
580
Total Air Flow
(SCFM)
8.5
11.7
16.2
21.2
27.9
36.0
47.3
61.1
Total Air Flow
(SCFM)
12.0
20.5
13,000
16,000
19,000
22,000
12" Conical Disk
Disk Speed
(RPM)
2,000
4,000
6,000
8,000
10,000
12,000
12,500
Supply Air Pressure
39.5
55.4
79.8
102
(PSI)
8.7
18.6
31.0
48.3
68.5
95.8
102.0
430
560
760
930
Air Flow #1
(SLPM)
170
270
370
500
670
880
930
340
460
640
800
Air Flow #2
(SLPM)
120
200
290
400
560
750
780
770
1,020
1,400
1,730
Total Air Flow
(SLPM)
290
470
660
900
1,230
1,630
1,710
27.2
36.0
49.4
61.1
Total Air Flow
(SCFM)
10.2
16.6
23.3
31.8
43.4
57.6
60.4
AA-07-02.1
8

Turbodisk Applicator - Installation
INSTALLATION
EQUIPMENT
This system should be installed by, or under the
supervision of an Ransburg representative. Should the
need arise to replace any component assembly within
the system, contact your Ransburg representative.
This manual concerns normal operation, maintenance,
and service of the specied applicator assemblies. The
air and uid connections vary with dierent models
and installations. This manual deals primarily with
those at, or within the assembly.
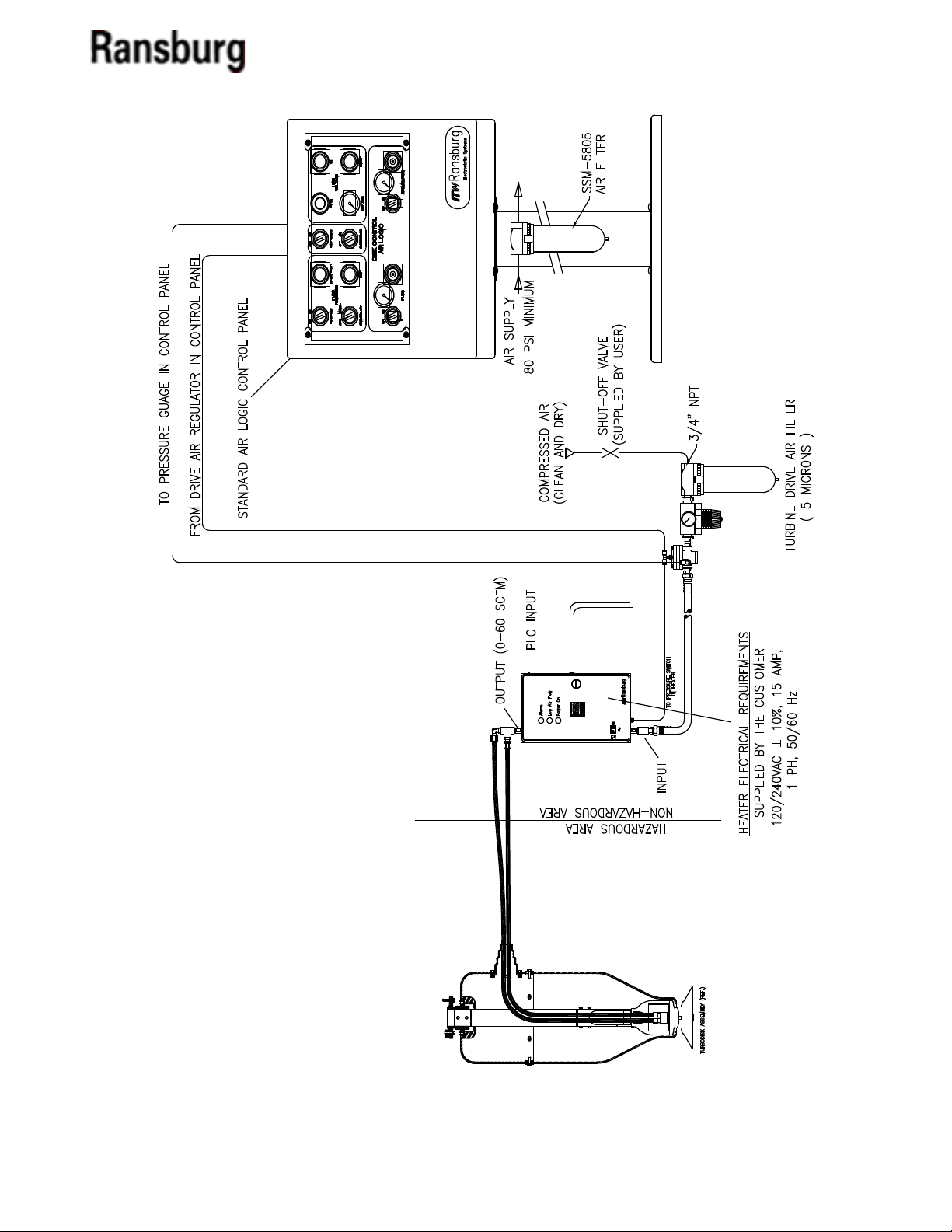
AIR CONTROL
(Refer to Figure 1)
Air control of the applicator is from a standard Ransburg air logic panel, which includes two lters (one 40
micron lter located at the air logic station and one
5 micron lter located at the inlet of the in-line air
heater panel). Clean, dry factory air must be provided
to the inlet lter of the air logic station via a minimum
1/4-inch ID pipe and to the inlet lter of the heater
panel via a minimum 3/4-inch ID pipe.
MOUNTING
(Refer to Figure 16)
The Turbodisk assembly is mounted on the reciprocator using four (4) 5/16-18 screws provided on the
ram ange. Loosening two (2) 1/4-20 screws on the
same ram ange will allow the assembly to rotate.
Position the Turbodisk assembly so that the strain
relief boot is positioned toward the incoming uid
and air lines and retighten.
Remove lower fairing. Thread all the required air, high
voltage, ber optic, and uid service lines through the
strain relief boot. The strain relief boot may have to
be cut larger in order to feed all the lines through.
Reinstall lower fairing. Install conical disk and torque
to 50-70 lbs•in (5.65-7.91 Nm).
INTERLOCKS
Flow of coating material should be locked out unless
all of the following conditions are met:
1. Booth exhaust is turned on.
W A R N I N G
!
> The Air Heater Assembly must be located
outside of any hazardous areas as dened by
the NFPA-33,
9
2. The turbine is spinning.
3. High voltage is on or in the bypass mode.
AA-07-02.1
Turbodisk Applicator - Installation
AA-07-02.1
Figure 1: Typical Layout of System
10
Turbodisk Applicator - Operation
OPERATION
!
C A U T I O N
> Fluids and lubricants used in this system
must contain NO silicones!
> Do NOT operate the unit without an
atomizer disk! Without a disk, overspeed,
resulting in premature bearing failure, is
possible.
> The air supplied to the motor must be
dry, clean, and free of oil or moisture. The
atmospheric dew point should be 10oF or
less. The air heater used should be adjusted
only high enough to prevent condensation
from forming on the motor housing or at the
exhaust port.
W A R N I N G
!
> Operators must be fully trained in safe
operation of electrostatic equipment. Operators must read all instructions and safety
precautions prior to using this equipment
(see NFPA-33).
As with any spray nishing system, operation of
the Turbodisk involves properly setting the operating parameters to obtain the best nish quality for the coating material being sprayed, while
maintaining correct operation and reliability of
the equipment used. Adjustments to operating
parameters, which cover spraying, cleaning, and
on/o control, include:
• Fluid Type
• Fluid Flow Rate
• Turbine Speed
• Electrostatic Voltage
• Target Distance
W A R N I N G
!
> DO NOT exceed the maximum ow rate
of 1500 cc/min. during painting or purge
cycles. Excessive uid ow may cause an
imbalance condition and possibly premature
bearing failure.
AIR HEATER REQUIREMENTS
Turbine drive air expands as it moves through the
turbine wheel cavity and as it exits the turbine from
the exhaust port. This expansion will cause cooling
of the exhaust air and the surfaces it contacts. This
cooling eect can cause surface temperatures to fall
below the dew point of the booth, which will result
in condensation on the interior and exterior of the
atomizer, machine, and its components. It is even
possible that the temperature of the supply air may be
below the booth dew point, even without additional
expansion cooling.
Condensation is especially probable in waterborne
applications when booth temperature and relative
humidity levels are typically maintained very high.
This condensation will allow sucient conductivity of the surfaces such that they act as an erratic
ground source potential. This can cause damage to
the equipment.
It is therefore, a requirement that turbine exhaust air
temperature be maintained about the booth dew
point to prevent condensation from forming on
atomizer surfaces. Doing so will eliminate moisture
as a potential defect in painted surfaces as well as
extending equipment life. Thus, it is recommended
that air heaters be installed into the atomizer air supply
lines, i.e. turbine drive air. The air heaters must be of
sucient capacity, capable of raising the incoming
air temperature at least 40°F (4.4°C) at a ow rate of
60 SCFM per applicator.
11
The actual air heater process setting depends on the
applicator uid ow rate load, booth conditions, turbine airow settings, and incoming air temperature.
AA-07-02.1
Turbodisk Applicator - Operation
The heater should be set as low as possible, sucient
to maintain the applicator surface temperatures
above the dew point in the booth.
Example: Only with the incoming air temperature at
72°F (22.2°C), a disk rotating unloaded at 30 krpm has
a turbine outlet temperature drop of approximately
28°F (-2.2°C) (@ 40 krpm unloaded, DT ~ 14°F (-.10°C)
). Referring to the ASHRAE Psychrometric chart, the
saturation temperature range (dew point) of a spray
booth maintained at 70-75°F / 65-70% RH is 62-68°F
(21.1-23.9°C / 76-70° RH is 16.7-20°C). Thus, it is
almost certain that the surface temperatures of the
applicator will fall below the dew point of the booth,
and an air heater will be needed in this case.
To prevent condensation, an air heater assembly
should be assembled after air lters. (Reference the
current “Air Heater Assembly” service manual for
further information.)
FLUID FLOW CONTROL
(Refer to Figures 14 and 15)
Fluid ow control is dependent on the valve conguration of the Turbodisk . If the Turbodisk is congured with no valves or a 3-way valve, uid ow
is controlled externally at the paint source. If the
Turbodisk is equipped with a regulator, uid ow
can be controlled via the air pilot signal. The high
ow and low ow regulators each have procedures
on how to control and deliver consistent uid ows.
For more information on controlling the uid delivery
using regulators, refer to that specic manual which
is included with the system.
To check uid ow rates, the disk must be removed.
See the "Maintenance" section for "Removal Procedure". The uid can then be manually triggered to
measure actual ow in a graduated beaker over a
specied time period.
NOTE
> Failure to use an air heater may cause
damage to equipment or ruin the nished
component being processed.
COATING MATERIALS
The Turbodisk can be used with a broad range of
coating material conductivities. However, with waterborne paints, it may be necessary to isolate the
paint supply from ground.
W A R N I N G
!
> Isolated uid supplies using either
waterborne or highly conductive solvent
base coatings can produce hazardous high
voltage discharges which can cause res or
injury to personnel.
W A R N I N G
!
> Danger of shock and/or personal injury
can occur. Proper grounding procedures,
which are outlined in the ITW Ransburg safety
bulletins, must be followed. Personnel must
never work near or perform work on the
turbine when the turbine is spinning or when
high voltage is on.
AA-07-02.1
12
Turbodisk Applicator - Operation
FLUID VALVE CONTROL
Trigger and Dump
(Refer to "Turbodisk Fluid and Air Pressure Requirements")
The uid valves in the Turbodisk are actuated by an air
signal. The air pressure must exceed 70 psi to assure
proper actuation of the valve. Applying air to the valve
actuator turns on the uid ow for that valve.
The trigger valve controls the paint ow to the disk.
When actuated, paint ows through the valve to
the uid tube. The disk should be spinning at a rpm
speed that is fast enough, (that when uid is turned
on) to enable the uid to ow through the disk paint
passage holes and be atomized.
The dump valve controls the paint ow through the
dump line. When actuated, paint ow is directed to the
dump return line. This provides a method of rapidly
removing paint from the incoming line for cleaning
and/or color change. Normally, the dump valve is not
actuated at the same time as the paint trigger valve
since the trigger valve is intended to cause the uid
ow to the disk at the prescribed input pressure.
FLUID AND AIR PRESSURE REQUIREMENTS
(Refer to "Turbodisk Fluid and Air Pressure Requirements")
Fluid and air pressure requirements are dependent
on the uid trigger valve conguration.
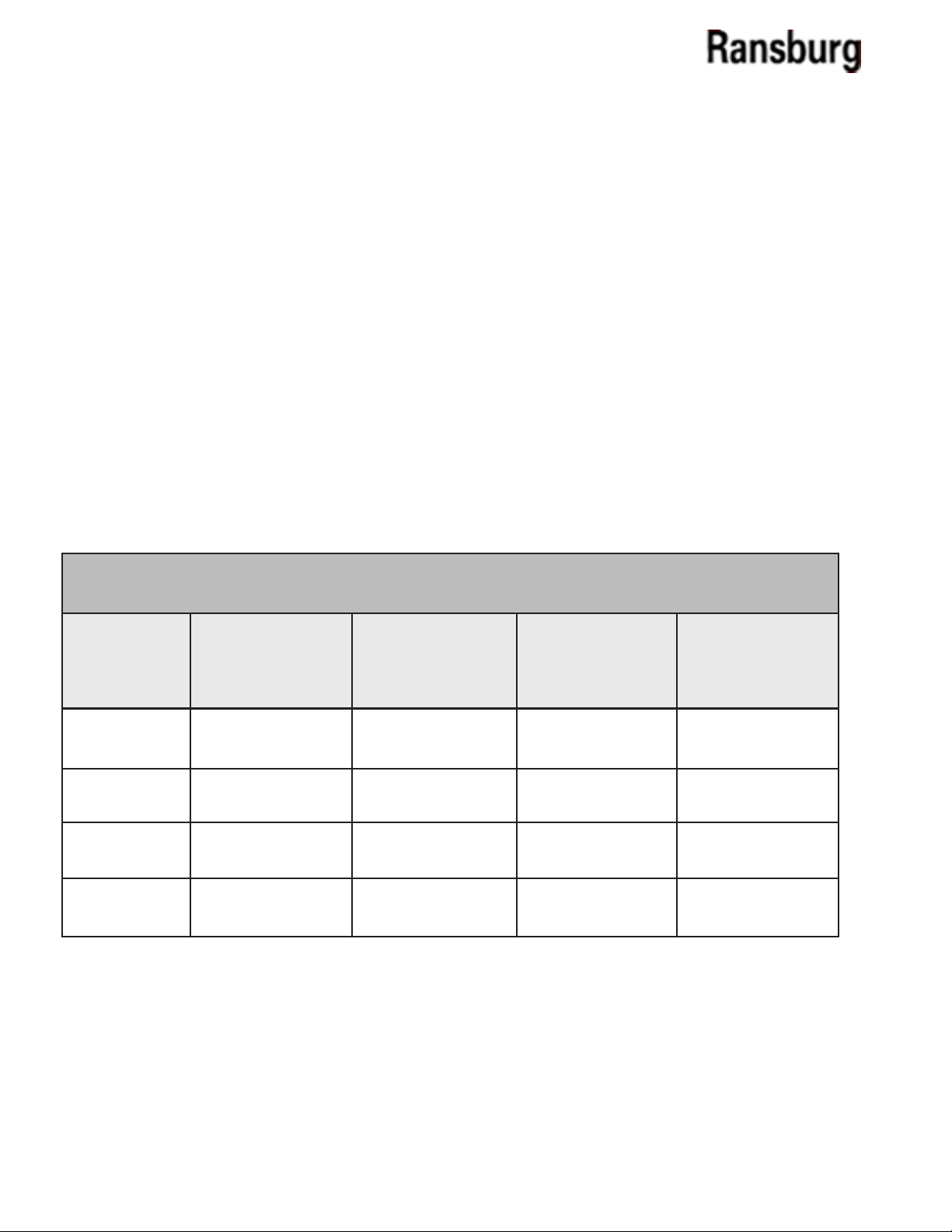
TURBODISK FLUID AND AIR PRESSURE REQUIREMENTS
No
Valves
Air Pilot Fluid
------------------
Regulator
Air Inlet Trigger/
------------------
Dump Valve
Fluid Inlet Pres-
------------------
sure
Solvent Inlet
------------------
Note: Trigger/dump valves (CCV-403-SS) are rated to 300 psi maximum inlet uid pressure but are limited
to the lower pressure limit of the uid regulators.
3-Way ON/OFF
(18283)
------------------
120 psi max.
300 psi max.
30-60 psi max.
Trigger/Dump
W/High Flow
(70171-04)
Regulator
100 psi max.
70-100 psi
80-100 psi max.
30-60 psi max.
Trigger/Dump
W/Low Flow
DR-1 (74151) Regula-
tor
100 psi
70-100 psi
80-100 psi max.
30-60 psi max.
13
AA-07-02.1
Turbodisk Applicator - Operation
TURBINE SPEED
Turbine speed is determined by the drive air pressure
at the rotary atomizer and uid ow rate.
Turbine speed can be closed loop controlled using
the ber optic speed transmitter mounted at the back
of the turbine rotator assembly as a speed input to
remote speed controls such as the PulseTrack 2.
NOTE
> The disk rotational speed determines
the quality of atomization and can be varied
for dierent ow rates and viscosities. For
optimum transfer eciency and spray pattern control, the disk rotational speed should
be set at the minimum required speed to
achieve proper atomization.
Excessive speed reduces transfer eciency!
Atomizers
(Refer to "Typical Maximum Safe
Operating Speeds")
W A R N I N G
!
> Never operate any disk atomizer in
excess of it's maximum rated speed ("K"
number) as listed in the service manual. Excessive speed may cause the disk to disintegrate, causing serious damage and/or injury.
All atomizers manufactured after April 6, 1982, bear a
“K” number. That number indicates the maximum safe
rotation speed for that series in tens of thousands.
For example:
9K = 9,000 rpm maximum safe speed,
40K = 40,000 rpm, etc.
W A R N I N G
!
> Do not exceed the maximum rated
speed of 40,000 rpm for the 6 inch conical
disk and 27,000 rpm for the 6 inch uni-disk.
This maximum speed includes speed overshoot when uid delivery is stopped. Damage to persons or equipment may result in
over-speed conditions.
If you have an atomizer that does not have a “K”
number, contact your ITW Ransburg repre-sentative
for its maximum safe operating speed.
W A R N I N G
!
> Inspect disk platter daily for wear or
damage. Replace if excessively worn or
damaged. Worn or damaged disk platters
can cause an imbalanced condition and
shorten bearing life. Warranty will be voided
if damaged disks are used.
AA-07-02.1
14
Turbodisk Applicator - Operation
TYPICAL MAXIMUM SAFE OPERATING SPEEDS
Disk Type
None
Conical Disk Assy., Serrated, 6", Aluminum, Not Anodized
Conical Disk Assy., Serrated, 6" Aluminum, Anodized
Conical Disk Assy., Serrated, 9", Aluminum, Not Anodized
Conical Disk Assy., Serrated, 9", Aluminum, Anodized
Conical Disk Assy., Serrated, 12", Aluminum, Not Anodized
Conical Disk Assy., Serrated, 12", Aluminum, Anodized
Uni-Disk Assy., 6", Aluminum, Not Anodized
Uni-Disk Assy., 8", Aluminum, Not Anodized
Uni-Disk Assy., 10", Aluminum, Not Anodized
Uni-Disk Assy., 12", Aluminum, Not Anodized
ELECTROSTATIC VOLTAGE
In the system, the high voltage is supplied to the Turbodisk by either the MicroPak Industrial power supply
system or Voltage Master series power supplies.
The MicroPak industrial power supply uses proven
high voltage generator technology that is microprocessor controlled for diagnostics and communication. The controller is packaged in standard rack
mounted Eurocard format for easy access and system
integration.
Part Number
--
20485-62
20485-65
20485-92
20485-95
20485-122
20485-125
19830-06
19830-08
19830-10
19830-12
Max. RPM
--
40,000
40,000
25,000
25,000
15,000
15,000
27,000
23,000
15,000
15,000
TARGET DISTANCE
The distance between the Turbodisk and the target
will aect the nish quality, penetration, and efciency. Closer distances give wetter nishes and
greater eciency, while greater distances give drier
nishes. The recommended normal disk edge to
target range is 12-inches (305mm) minimum for
optimum performance.
The Voltage Master power supplies are general purpose heavy duty power supplies with years of proven
reliability. They have variable voltage control, many
safety features, and remote analog voltage control
capabilities.
15
AA-07-02.1

NOTES
Turbodisk Applicator - Operation
AA-07-02.1
16
Turbodisk Applicator - Maintenance
MAINTENANCE
GENERAL
Verify daily that the operating parameters have not
varied dramatically. A sudden change or even a
gradual decay in performance could be early indications of component failure.
Normal maintenance procedures should be established and recorded at the initial start-up. All maintenance schedules are subject to variation based on
use. Periodically review these maintenance schedules
as equipment ages and needs change.
CLEANING PROCEDURES
W A R N I N G
!
> Electrical shock and re hazards can exist during maintenance. The power supply
must be turned o before entering the spray
area. Spray booth fans should remain on
while cleaning with solvents.
> Never touch the disk atomizer while it
is spinning. The edge of the disk can easily
cut into human skin, gloves or other materials. Be sure the disk atomizer has completely
stopped spinning before attempting to
touch it. Approximate time for the disk to
stop spinning after turning o the drive air is
about three minutes.
In addition to the above Warning, which relates to
potential safety hazards, the following information
must be observed to prevent damage to the equipment.
W A R N I N G
!
> Because of the hazard of bearing pen-
etration, solvents should be used sparingly!
They should NEVER be hosed directly onto
the atomizer, motor housing, or any ber
optic juncture.
W A R N I N G
!
> NEVER wrap the applicator in plastic to
keep it clean. A surface charge may build up
on the plastic surface and discharge to the
nearest grounded object. Eciency of the
applicator will also be reduced and damage
or failure of the applicator components may
occur. WRAPPING THE APPLICATOR IN PLASTIC WILL VOID WARRANTY.
!
> Do not immerse the Turbodisk assembly
in solvent or other liquids. Turbine components will be damaged.
> Do not soak the disk in solvent longer
than 24 hours.
!
C A U T I O N
W A R N I N G
> Inspect disk platter daily for wear or
damage. Replace if excessively worn or
damaged. Worn or damaged disk platters
can cause an imbalanced condition and
shorten bearing life. Warranty will be voided
if damaged disks are used.
17
AA-07-02.1
Turbodisk Applicator - Maintenance
Internal Fluid Path Cleaning
With the high voltage turned o and the disk spinning,
ush cleaning solvent through the incom-ing paint
line or through the solvent inlet line. If it is desired to
clean just the face of the disk o, ush solvent through
the solvent inlet. If a color change is required, ush
the entire system. The spinning disk will atomize the
solvent and clean out the disk passages. If equipped,
trigger the dump valve to catch the wasted paint from
the incoming line, then ush the disk with solvent
after closing the dump valve.
W A R N I N G
!
> Never submerge a disk into a solvent
bath while still mounted on the shaft. Solvent may intrude into bearing cavity and
destroy the grease. Remove disk to hand
clean or run disk and ush through trigger
and dump valves.
External Atomizer Surface Cleaning
W A R N I N G
!
> To reduce the risk of re or explosion,
OSHA and NFPA-33 require that solvents
used for exterior cleaning, including disk
cleaning and soaking, be nonammable
(ash points higher than 100oF/37.8oC).
Since electrostatic equipment is involved,
these solvents should also be nonpolar. Examples of nonammable, nonpolar solvents
for cleaning are: Amyl acetate, methyl amyl
acetate, high ash naphtha and mineral
spirits.
> Do not use conductive solvents such as
MEK to clean the external surfaces of the
Turbodisk.
> Never lower the Turbodisk assembly into
a drum for ushing or color changing.
NOTE
> Solvent ushing of the system (except
during color change) should be done with
the disk dismounted and with waste solvent
collected in a grounded container.
Disk Cleaning
Normally, the internal cleaning instructions will sufce to clean the disk. If ushing the disk does not
remove all the residue, the disk may be removed for
hand cleaning. Unscrew mounting nut and remove
the disk by using the supplied disk puller.
NOTE
> The turbine shaft must be held with a
7/16” open end wrench while using the disk
puller.
W A R N I N G
!
> Do not hold disk edge during removal.
This could result in injury.
AA-07-02.1
18
Turbodisk Applicator- Maintenance
Inspection of the disk is required to determine if
wear to the serrated edge or damage has occurred.
Wear can cause a reduction in transfer eciency and
excessive paint wrap on the atomizer fairing.
Clean the disk by soaking in an appropriate solvent to
loosen paint residue. Do not soak for more than a 24
hour period. Use a soft cloth to remove the paint from
the surface and a soft bristle brush to remove paint
from the well area. The splash plate may need to be
removed to clean the paint well. The screws must be
retorqued to 24 lbs•in (2.71 Nm) after cleaning.
Reinstall the disk and torque the mounting nut to
50-60 lbs•in (5.65-6.78 Nm).
W A R N I N G
!
> Do not attempt to clean the disk edge
while it is rotating. Do not attempt to slow
down or stop the disk by holding a rag or a
gloved hand against the edge. This could
cause physical harm and/or damage to the
disk.
!
> Do not use abrasive materials which will
scratch or damage the disk. Cleaning pads
such as Scotch-Brite® should not be used.
> Using an atomizer disk with paint buildup
may cause an imbalance. This may result in
bearing damage and turbine failure. This
condition may also stress the disk when operating at high speeds.
> Before reinstalling the disk onto the shaft,
check and clean the tapered mating surface
for paint residue.
> Care must be taken when mounting the
disk assembly to the motor shaft. The mounting nut should turn freely for several turns
until it fully bottoms on the disk assembly.
Tighten to 50-70 lbs•in (5.65-7.91 Nm).
C A U T I O N
VIBRATION NOISE
W A R N I N G
!
> Replace disk platter if damaged. War-
ranty will be voided if damaged dish platter
is used.
W A R N I N G
!
> Inspect disk platter daily for wear or
damage. Replace if excessively worn or
damaged. Worn or damaged disk platters
can cause an imbalanced condition and
shorten bearing life. Warranty will be voided
if damaged disks are used.
If the Turbodisk is vibrating or making an unusual
loud noise, it may mean that there is an unbalanced
situation or a bearing failure. The disk could have
dried paint or could be damaged. This situation
should be corrected immediately. Do not continue
to operate a noisy turbine.
W A R N I N G
!
> If a disk has been mishandled or there
appears to be damage on the face, DO NOT
USE. Serious injury can result from rotating
a defective disk. If there is a concern about
the condition of a disk, please return it to
Ransburg for evaluation.
19
AA-07-02.1