

Page 1

Betriebsanleitung/Manual
Teilapparat/Dividing head UT 400/CNC
Ver. 02-12/10
Art. 24423
Seite 1
Page 2
D
Artikelnummer:
Bezeichnung:
24407
3-Backenfutter, zentrisch spannend
24408
4-Backen-Drehfutter zentrisch spannend
24410
4-Backen-Drehfutter mit einzeln verstellbaren Backen
PROXXON TEILAPPARAT UT 400
Allgemeines
Teilapparate eignen sich, wie der Name schon sagt, zur Herstellung von Teilungen an
Werkstücken: Typische Beispiele sind Verzahnungen oder Lochkreise. Diese können
regelmäßig oder unregelmäßig sein, hier hat man bei der CNC-Programmierung alle
Freiheiten: Sämtliche Positionen können computergesteuert angefahren werden.
Die Positioniergenauigkeit beträgt 0,003°, ist also auch für präziseste Anwendungen
ausreichend. Die Referenzposition wird beim Durchlaufen einer Lichtschranke erkannt.
Die Spannmittelaufnahme des Teilapparates ist auf das Zubehör des ProxxonZubehörprogramms abgestimmt. So können beispielsweise alle Drehfutter verwendet
werden, die wir auch für unsere Drehmaschine anbieten, aber z. B. auch unsere
Planscheibe. Eine kleine Auswahl:
Nähere Informationen über unser gesamtes, umfangreiches Zubehörprogramm für Ihren
UT 400 CNC finden Sie in unserem Gerätekatalog oder unter www.proxxon.com.
Angetrieben wird die Futteraufnahme durch einen kräftigen Schrittmotor (2 A), der mittels
einer Zahnriemenübersetzung und einem Schneckengetriebe ein enormes Drehmoment
bereitstellt.
Konzipiert ist der Teilapparat für die Verwendung mit unserer Feinfräse FF 500 CNC. Die
hier mitgelieferte CNC-Software bietet die Möglichkeit zur Programmierung der 4. Achse.
Allerdings ist zu beachten, dass die Steuerungen erst ab September 2009 zum Betrieb
des CNC-Teilapparates vorbereitet sind. Vorherige Exemplare müssen werkseitig mit
einer sogenannten Treiberstufe nachgerüstet werden. Zur Klärung der Details wenden
Sie sich bitte an unseren Service (technik@proxxon.com).
Lieferumfang:
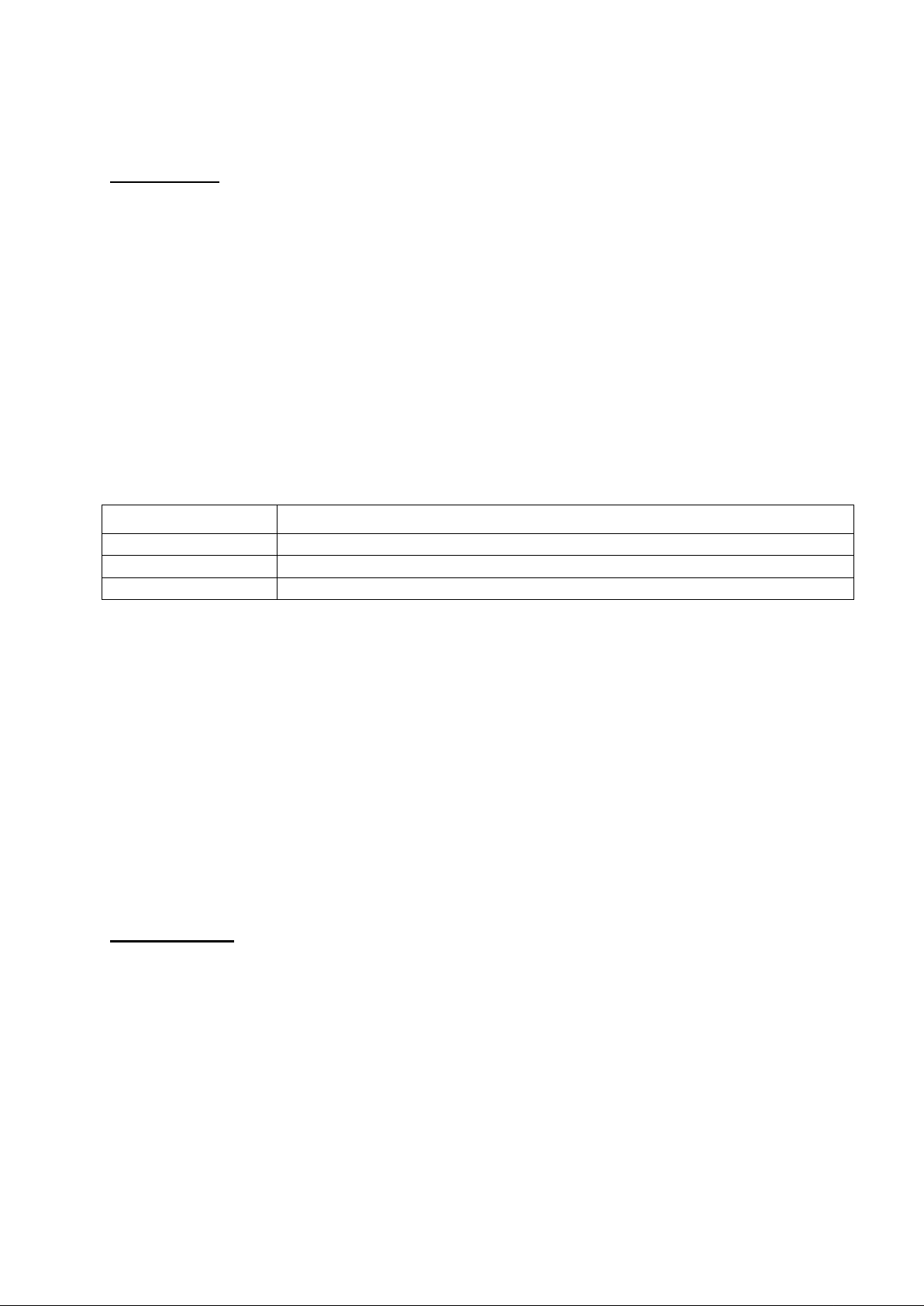
1. Teilapparat mit Verkabelung
2. Befestigungsmaterial
3. Verpackung (ohne Abbildung)
4. Betriebsanleitung (ohne Abbildung)
Seite 2
Page 3
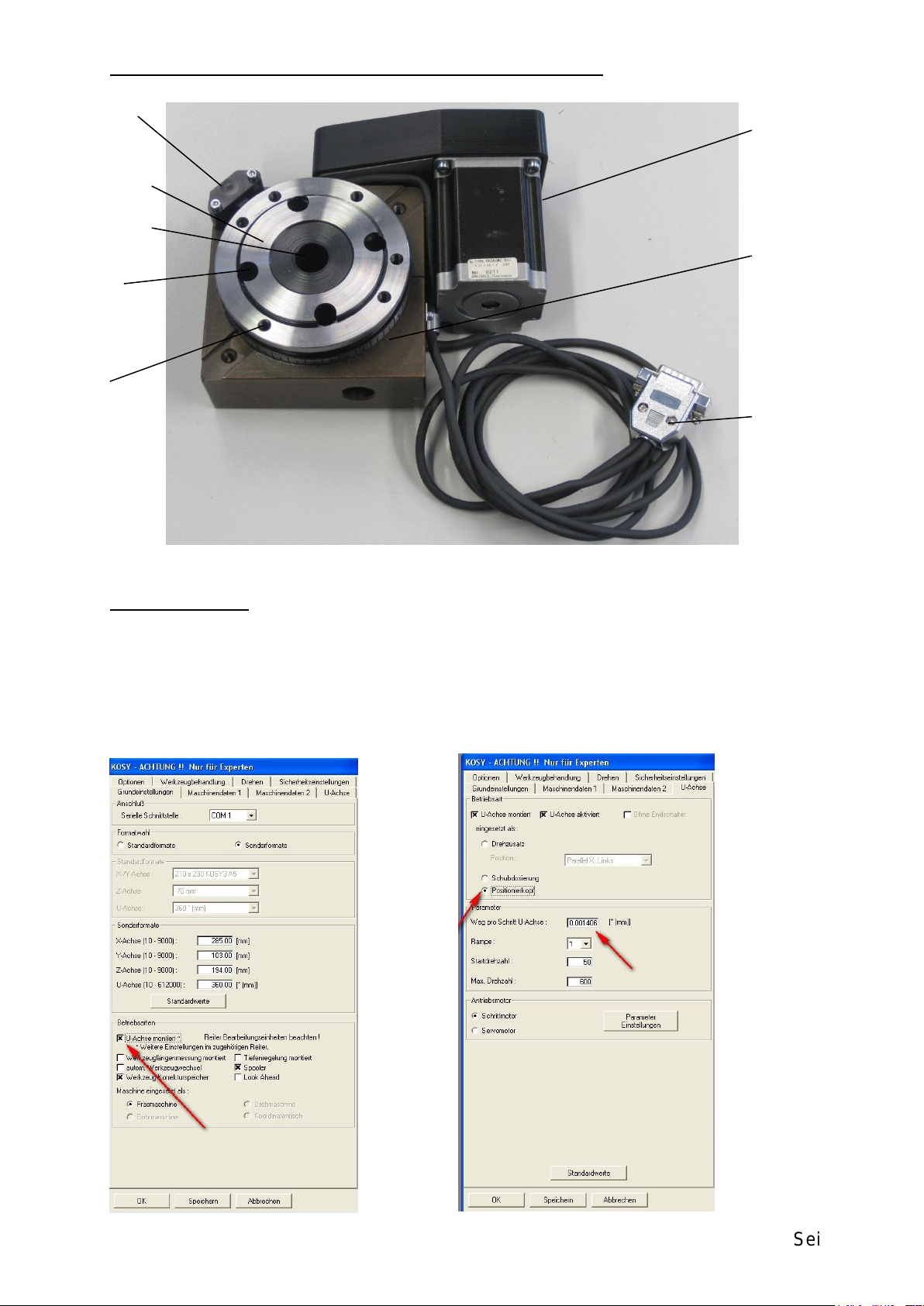
Fig. 2 Fig. 3
Lichtschranke
Schwenkbare
Futteraufnahme
Mittendurchlass
Löcher für
Befestigungsschrauben bei
horizontaler
Aufspannung
Gewindebohrungen zur
Befestigung des
Spannmittels
Fig. 1: Die Komponenten des Teilapparates UT 400 CNC
Motor-
Getriebeeinheit
Grundkörper
Anschlusskabel mit
15-poligem Sub-DStecker
Inbetriebnahme
Achtung: Im nccad-Programm sind ggf. noch einige Änderungen wichtiger Parameter
vorzunehmen. Hierzu bitte die Anwendung öffnen, den Menüpunkt „Parameter“ anklicken
und dort das Fenster für die Editierung der Maschinenparameter auswählen. Dort die
erforderlichen Karten anwählen und, falls notwendig, die mit Pfeilmarkierungen
versehenen Einstellungen vornehmen, siehe Fig. 2 und 3:
Seite 3
Page 4

Fig.4
Fig. 5
Anschließen des Teilapparates an die Steuerung
Der Stecker des Teilapparates muss in die dafür vorgesehene Buchse an der Rückseite
der Steuerung eingesteckt werden. Die Abbildungen Fig 4 und 5 zeigen den Stecker
(oben) und die mit „U-Achse“ gekennzeichnete Buchse.
Bitte schrauben Sie zur Sicherheit die Schlitzschrauben am Stecker in die dafür
vorgesehenen Gewinde an der Steuerung ein und ziehen Sie diese vorsichtig fest. Sie
verhindern, dass sich der Stecker selbsttätig lösen oder herausgezogen werden kann.
Seite 4
Page 5

Fig.7
Fig. 8
Befestigung und Montage
Fig. 6
Der Teilapparat PD 400 CNC ist optimiert für die Verwendung mit der Feinfräse FF 500
CNC. Befestigungsteile und Befestigungsvorrichtungen sind bei diesen aufeinander
abgestimmt Prinzipiell aber ist die Befestigung des Teilapparates auf jedem geeigneten
Nutentisch möglich.
Möglicherweise muss dann aber geeignetes Befestigungsmaterial vom Benutzer
beschafft werden.
In allen Fällen ist das Anschlusskabel zur Steuerung sorgfältig zu verlegen, um
Beschädigungen zu vermeiden.
Horizontale Befestigung
Die horizontale Befestigung erfolgt durch 3 Bohrungen im
Körper der Einheit. Zunächst müssen die 3 mitgelieferten
Vierkantmuttern, wie auf dem Foto gezeigt, in die Nuten
am Kreuztisch geschoben werden, mit diesen werden drei
Befestigungsschrauben verschraubt.
Diese werden von oben durch die 3 deckungsgleichen
Bohrungen im runden Flansch eingeführt, siehe Fig. 7.
Bitte beachten Sie, dass eventuell die Futteraufnahme in
die richtige Position gebracht werden muss. Dies kann
manuell über die Software vorgenommen werden, kann
mittels dieser aber manuell gesteuert durchgeführt
werden. Die Funktionsweise ist im nächsten Abschnitt
beschrieben:
Bitte achten Sie während des Drehens darauf, wann sich
die Bohrungen sich an der richtigen Position befinden.
Dann können die längeren der beigelegten
Befestigungsschrauben durchgesteckt und mit den
Vierkantmuttern verschraubt werden, siehe Fig. 8.
Seite 5
Page 6
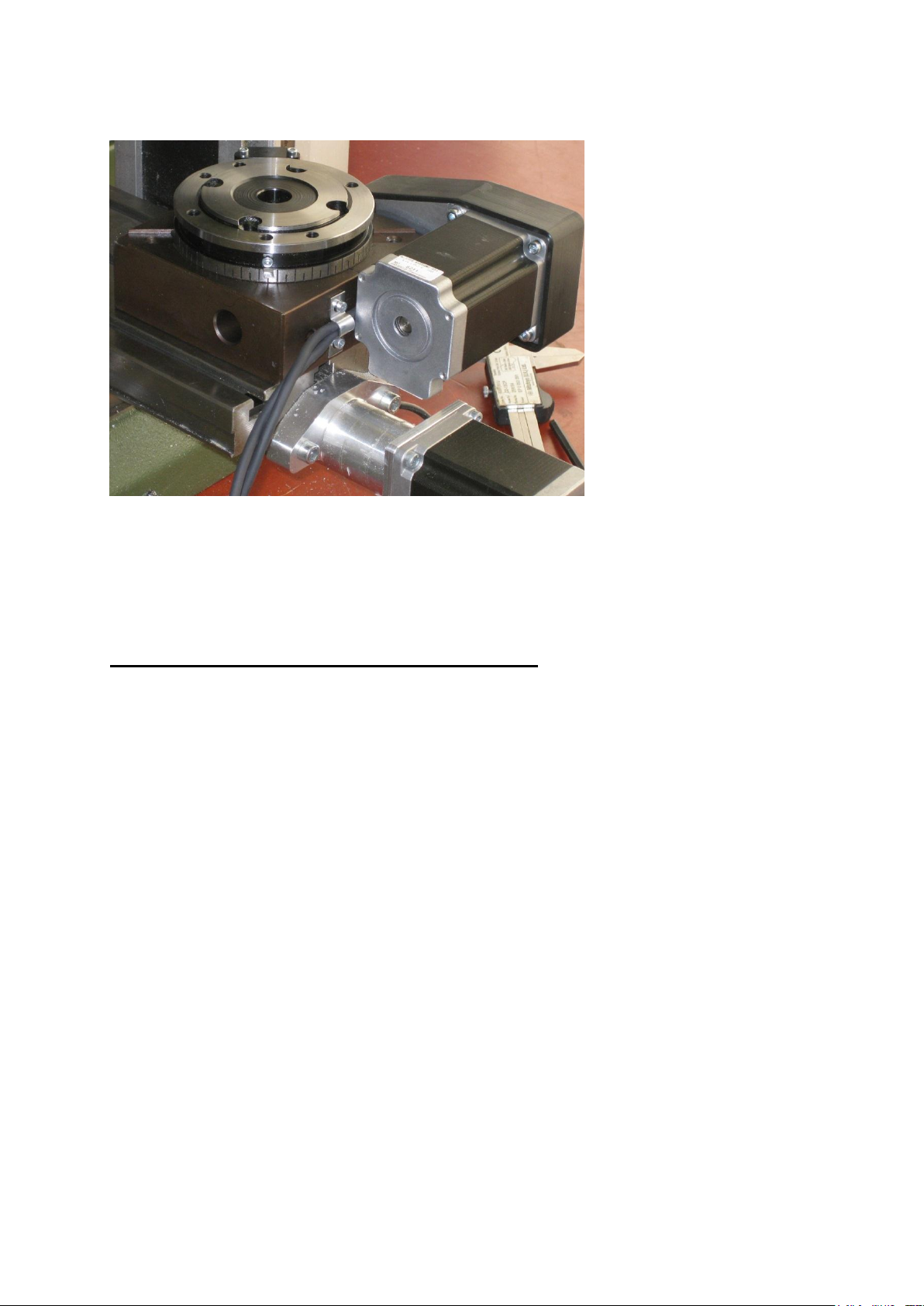
Fig. 9 zeigt den fertig montierten Teilapparat:
Fig.9
Manuell gesteuertes Drehen der Futteraufnahme
1. Software starten
2. Im Menü „Maschine“ anklicken
3. „Fräsmaschine“ anklicken
4. Das Fenster für die Handsteuerung geht auf. Mittels Drücken der - und + Tasten auf
der Computertastatur kann nun die Futteraufnahme in die gewünschte Richtung
gedreht werden.
Seite 6
Page 7

Fig. 11
1
Vertikale Befestigung
Fig.10
Erfolgt, wie im Foto gezeigt, mittels Schrauben mit Sechskantkopf (kurze Version).
Auch hierzu Vierkantmuttern in die T-Nuten des Auflagetisches einführen. Anschließend
festziehen. Das Foto zeigt den fertig vertikal montierten Teilapparat:
Zum Abschluss kann das geeignete Spannmittel angeschraubt werden. Bitte nur
PROXXON-Drehfutter oder PROXXON-Planscheibe verwenden:
Diese sind für die Verwendung in Kombination mit dem UT 400 CNC ausgelegt.
Schwenken der Motor-Getriebeeinheit
Falls es die Bearbeitungsaufgabe, die Aufspannung auf dem Kreuztisch, bzw. die
Werkstückgröße erfordern, lässt sich die Motor-Getriebeeinheit ganz einfach in die
gewünschte Position schwenken. Die Vorgehensweise ist wie folgt:
1. Siehe Fig. 11: Die hier abgebildete
Innensechskantschraube Pos. 1 lösen.
2. Motor-Getriebeeinheit schwenken
3. Schraube Pos. 1 wieder anziehen
4. Die Abbildungen Fig. 12 und 13 zeigen den
Teilapparat mit zwei verschiedenen
Positionen der Motor-Getriebeeinheit.
Seite 7
Page 8

Fig. 12
Fig. 13
Fig. 14
Einstellen des Getriebespiels
Nach einer gewissen Betriebsdauer kommt es durch Verschleiß unweigerlich zu Spiel im
Schneckengetriebe des Teilapparates.
Dieser Vorgang ist leider nicht aufzuhalten, aber kein Defekt. Um die gewohnte Präzision
des Teilapparates wieder herzustellen, kann dieses Spiel nämlich sehr einfach durch
Einstellen minimiert werden.
Hierzu müssen Sie die Motor-Getriebeeinheit ggf. schwenken, um die Zugänglichkeit zu
der Feststellschraube für die Getriebeschnecke gewährleisten, siehe Abschnitt
„Schwenken der Motor-Getriebeeinheit“. Die dazu notwendigen Schritte sind dort genau
erklärt.
1. Lösen Sie den Gewindestift unter Zuhilfenahme eines Innensechskant-Schlüssels
3 mm etwas wie in Fig. 14 gezeigt.
2. Nun können Sie die Motor-Getriebeeinheit etwas nach oben (d. h. in Richtung der
Spannmittelaufnahme) schwenken, bis etwas Widerstand spürbar wird.
3. Während dieses Vorgangs die manuelle Steuerung des Teilapparates fortwährend
betätigen und darauf achten, dass die Rotationsbewegungen einwandfrei erfolgen.
Ist dieses nicht der Fall, den Druck auf die Motor-Getriebeeinheit etwas lockern, bis
die Bewegung wieder normal erfolgt.
4. Gewindestift gemäß Fig. 14 wieder anziehen.
.
Spannen der Werkstücke
Der Futteraufnahme ist mit einem Zentrierbund mit einer 70 mm-Passung versehen.
Diese ist zum Befestigen der verschiedenen PROXXON- 3-oder 4-Backen-Futter und der
Planscheibe (alles aus Drehmaschinensystem PD 400) geeignet.
Seite 8
Page 9

EG-Konformitätserklärung
Name und Anschrift:
PROXXON S.A.
6-10, Härebierg
L-6868 Wecker
Produktbezeichnung: Teilapparat UT 400/CNC
Artikel Nr.: 24423
Wir erklären in alleiniger Verantwortung, dass dieses Produkt mit den folgenden
Richtlinien übereinstimmt:
EU-EMV-Richtlinie 2004/108/EG
EU-Maschinenrichtlinie 2006/42/EG
Datum: 23.10.2010
Dipl.-Ing. Jörg Wagner
PROXXON S.A.
Geschäftsbereich Gerätesicherheit
Seite 9
Page 10

GB
Article number:
Designation:
24407
3-jaw chuck, centrically clamped
24408
4-jaw lathe chuck, centrically clamped
24410
4-jaw lathe chuck with individually adjustable jaws
ROXXON DIVIDING HEAD UT 400
In general
As already implied by the name, dividing heads are suitable for manufacturing divisions
on work pieces: typical examples are toothings or pitch circles. These may be regular or
irregular; the CNC programming offers you all the necessary liberties: all positions can be
approached by computer control.
Positioning accuracy is 0.003°, which suffices for the most precise applications. The
reference position is recognised when it passes a light barrier.
The clamping device holder of the dividing head is co-ordinated to the accessories of the
Proxxon accessories programme. For example, it is possible to use all lathe chucks that
we also offer for our lathes, but also, e.g., our face plate. A small selection:
More information on our entire comprehensive accessories programme for your UT 400
CNC is available in our device catalogue or at www.proxxon.com.
The feed receiver is driven by a powerful stepping motor (2 A) whose toothed belt ratio
and worm gear provide an enormous torque.
The dividing head is designed for use with our FF 500 CNC finishing miller. The supplied
CNC software includes the option of programming the 4th axis. Please note, however, that
the controls have only been prepared to operate the CNC dividing head as of September
2009. Previous models will have to be retrofitted with a so-called driving stage by the
factory. To clarify the details, please contact our Customer Service
(technik@proxxon.com).
Scope of delivery:
1. Dividing head with cabling
2. Mounting parts
3. Packaging (not pictured)
4. Operating instructions (not pictured)
Seite 10
Page 11

Fig. 2 Fig. 3
Fig. 1: The components of the dividing head UT 400 CNC
Light barrier
Swivel-mounted
Feed receiver
Centre passage
Holes for
fastening
screws at
horizontal
clamping
Tapped
holes for
fastening the
clamping
devices
Commissioning
Installing the software
Caution: You will need to make some changes to important parameters in the nccad
program. To do so, open the application, click on the menu item “Parameter” and then
select the window for editing the machine parameters. Next, select the required tabs and
make the settings marked by the arrows; see Fig. 2 and 3:
motor -
gear unit
Base body
Connection cable with
15-pin Sub-D plug
Seite 11
Page 12

Fig.4
Fig. 5
Connecting the dividing head to the control
The plug of the dividing head must be inserted into the provided socket at the rear of the
control. Figures 4 and 5 show the plug (top) and the socket labelled “u-Axis”.
For safety reasons, please screw the slotted screws of the plug into the designated
threads at the control and tighten carefully. This prevents the plug from falling out on its
own or from being pulled out accidentally.
Seite 12
Page 13

Fig. 8
Fig. 7
Fastening and assembly
Fig. 6
The PD 400 CNC dividing head is optimised for use with the FF 500 CNC finishing miller.
The fastening parts and fastening mechanisms are co-ordinated. In principle, however, it
is possible to fasten the dividing head to any suitable grooved table.
But the user may have to obtain suitable fastening material.
In all cases, the connecting cable to the control must be laid carefully to avoid damage.
Horizontal fastening
Horizontal fastening occurs through 3 drill holes in the
body of the unit. First, the 3 supplied square nuts (as
shown in the photo) must be pushed into the grooves of
the compound table and screwed together with three
fastening screws.
These are inserted from above through the 3 congruent
drill holes in the round flange, see Fig. 7.
Please note that you may have to adjust the feed receiver
to the correct position. This can be done manually by the
software, but it can also be used to execute the control
manually. The mode of operation is described in the next
section:
While turning, note when the drill holes are in the correct
position.
The longer of the supplied fastening screws can then be
inserted and screwed together with the square nuts, see
Fig. 8.
Seite 13
Page 14

Fig. 9 shows the completely assembled dividing head:
Fig.9
Manually controlled turning of feed receiver
1. Start the software
2. In the menu, click “Machine”
3. Click “Milling machine”
4. The window for manual control appears. By pressing the - and + keys on the
computer keyboard, the feed receiver can now be turned in the required direction.
Seite 14
Page 15

1
Fig. 11
Vertical fastening
Fig.10
Occurs, as shown in the photo, using hexagon head screws (short version).
Here again, insert the square nuts into the T-slots of the support table. Then tighten. The
photo shows the completely vertically assembled dividing head:
Lastly, the suitable clamping device can be screwed on. Please, use only the PROXXON
lathe chuck or the PROXXON face plate:
These are designed for use in combination with the UT 400 CNC.
Swivelling the motor-gear unit
If required by the processing task, the clamping on
the compound table, or the work piece size, the
motor-gear unit can be easily swivelled into the
required position. The procedure is as follows:
1. See Fig. 11: Release the Allen screw
Pos.1 shown here.
2. Swivel the motor-gear unit
3. Retighten screw Pos.
4. Figures 12 and 13 show the dividing
headwith two different motor-gear unit
positions.
Seite 15
Page 16

Fig. 12
Fig. 13
Fig. 11
Setting the gear allowance
After a certain operating period, wear will inevitably cause play in the worm gear of the
dividing head.
This process cannot be stopped, but is not a defect. To re-establish the accustomed
precision of the dividing head, this play can be minimized quite simply through
adjustments.
To do so, swivel the motor-gear unit as necessary to guarantee accessibility to the locking
screw for the gear worm, see section “Swivelling the motor-gear unit”. The necessary
steps are explained there in detail.
1. Release the threaded pin by using a 3 mm Allen wrench,
similar to that shown in Fig. 14.
2. Now, you can swivel the motor-gear unit up a bit (i.e. in
the direction of the clamping device holder) until you notice
some resistance.
3. During this procedure, continually activate the manual
control of the dividing head and make sure that the rotation
movements occur properly. If that is not so, then release some
pressure from the motor-gear unit until the movement occurs
normally once more.
4. Retighten the threaded pin as per Fig. 14.
Clamping the work pieces
The feed receiver is provided with a centring collar with a 70 mm fit.
This is suitable for fastening the various PROXXON 3- or 4-jaw chucks and the face
plates (all from the PD 400 lathe system).
Seite 16
Page 17

EC Declaration of Conformity
Name and address:
PROXXON S.A.
6-10, Härebierg
L-6868 Wecker
Product designation Dividing head UT 400/CNC
Article No.: 24423
In sole responsibility, we declare that this product conforms to the following directives:
EU EMC Directive 2004/108/EC
EU Machinery Directive 2006/42/EC
Date: 23.10.2010
Dipl.-Ing. Jörg Wagner
PROXXON S.A.
Appliance Safety Division
Seite 17
Page 18

Ihr Gerät funktioniert nicht ordentlich? Dann bitte die
Bedienungsanleitung noch einmal genau durchlesen.
Ist es tatsächlich defekt, senden Sie es bitte an
PROXXON Zentralservice PROXXON Zentralservice
D-54518 Niersbach A-4224 Wartberg/Aist
Wir reagieren prompt und zuverlässig! Über diese
Adresse können Sie auch alle erforderlichen Ersatzteile
bestellen.
Wichtig:
Eine kurze Fehlerbeschreibung hilft uns, noch schneller
zu reagieren. Bei Rücksendungen innerhalb der
Garantiezeit bitte Kaufbeleg beifügen.
Bitte senden Sie das Gerät in der Originalverpackung
zurück!
So vermeiden Sie Beschädigungen beim Transport!
Ä
nderu
ngen im Sinne des tec
hnischen Fortschri
tts behalten w
ir uns vor
Seite 18
 Loading...
Loading...