

Page 1

This .pdf document is bookmarked
Operating Instructions and Parts Manual
Single End Dovetailer
Model DT65
Powermatic
427 New Sanford Road
LaVergne, Tennessee 37086 Part No. M-1791305
Ph.: 800-274-6848 Revision A4 05/2014
www.powermatic.com Copyright © 2014 Powerm atic
Page 2

Warranty and Service
Powermatic warrants every product it sells against manufacturers’ defects. If one of our tools needs service or repair,
please contact Technical Service by calling 1-800-274-6846, 8AM to 5PM CST, Monday through Friday.
Warranty Period
The general warranty lasts for the time period specified in the literature included with your product or on the official
Powermatic branded website.
• Powermatic products carry a limited warranty which varies in duration based upon the product. (See chart
below)
• Accessories carry a limited warranty of one year from the date of receipt.
• Consumable items are defined as expendable parts or accessories expected to become inoperable within a
reasonable amount of use and are covered by a 90 day limited warranty against manufacturer’s defects.
Who is Covered
This warranty covers only the initial purchaser of the product from the date of delivery.
What is Co vered
This warranty covers any defects in workmanship or materials subject to the limitations stated below. This warranty
does not cover failures due directly or indirectly to misuse, abuse, negligence or accidents, normal wear-and-tear,
improper repair, alterations or lack of maintenance.
Warranty Limitations
Woodworking products with a Five Year Warranty that are used for commercial or industrial purposes default to a
Two Year Warranty. Please contact Technical Service at 1-800-274-6846 for further clarification.
How to Get Technical Support
Please contact Technical Service by calling 1-800-274-6846. Please note that you will be asked to provide pro of
of initia l p u rch a s e whe n calling. If a product requires further inspection, the Technical Service representative will
explain and assist with any additional action needed. Powermatic has Authorized Service Centers located throughout
the United States. For the name of an Authorized Service Center in your area call 1-800-274-6846 or use the Service
Center Locator on the Powermatic website.
More Informa t io n
Powermatic is constantly adding new products. For complete, up-to-date product information, check with your local
distributor or visit the Powermatic website.
How S tate Law Applies
This warranty gives you specific legal rights, subject to applicable state law.
Limitations on This Warranty
POWERMATIC LIMITS ALL IMPLIED WARRANTIES TO THE PERIOD OF THE LIMITED WARRANTY FOR EACH
PRODUCT. EXCEPT AS STATED HEREIN, ANY IMPLIED WARRANTIES OF MERCHANTABILITY AND FITNESS
FOR A PARTICULAR PURPOSE ARE EXCLUDED. SOME STATES DO NOT ALLOW LIMITATIONS ON HOW
LONG AN IMPLIED WARRANTY LASTS, SO THE ABOVE LIMITATION MAY NOT APPLY TO YOU.
POWERMATIC SHALL IN NO EVENT BE LIABLE FOR DEATH, INJURIES TO PERSONS OR PROPERTY, OR
FOR INCIDENTAL, CONTINGENT, SPECIAL, OR CONSEQUENTIAL DAMAGES ARISING FROM THE USE OF
OUR PRODUCTS. SOME STATES DO NOT ALLOW THE EXCLUSION OR LIMITATION OF INCIDENTAL OR
CONSEQUENTIAL DAMAGES, SO THE ABOVE LIMITATION OR EXCLUSION MAY NOT APPLY TO YOU.
Powermatic sells through distributors only. The specifications listed in Powermatic printed materials and on the official
Powermatic website are given as general information and are not binding. Powermatic reserves the right to effect at
any time, without prior notice, those alterations to parts, fittings, and accessory equipment which they may deem
necessary for any reason whatsoever.
Product Listing with Warranty Period
90 Days – Parts; Consumable items
1 Year – Motors, Machine Accessories
2 Year – Woodworking Machinery used for industrial or commercial purposes
5 Year – Woodworking Machinery
NOTE: Powermatic is a division of JPW Industries, Inc. References in this document to Powermatic also apply to
JPW Industries, Inc., or any of its successors in interest to the Powermatic brand.
2
Page 3

Table of Contents
Warranty and Servic e .............................................................................................................................. 2
Table of Contents .................................................................................................................................... 3
Warning ................................................................................................................................................... 4
Introduction ............................................................................................................................................. 6
Desc ription ................................................................................................................... ........................... 6
Specifica tions ................................................................................................................ .......................... 6
Features of the DT65 Dovetai ler .............................................................................................................. 7
Termino lo g y ............................................................................................................................................ 7
Unpac king ............................................................................................................................................... 8
Contents of the Shipping Container ...................................................................................................... 8
Installati on & Assembly ............................................................................................................................ 9
Attaching Dust Hose ............................................................................................................................ 9
Installing Dust Chute .......................................................................................................................... 10
Dust Collection ................................................................................................................................... 10
Grounding Inst r uc tions ....................................................................................................................... 10
230 Volt Operati on ............................................................................................................................. 11
Extension cords ................................................................................................................................. 11
Air Connecti on ................................................................................................................................... 1 1
Adjustments .......................................................................................................................................... 12
Clamping Cylinders ............................................................................................................................ 12
Clamping Pr e ssur e............................................................................................................................. 1 3
Locking Handles ................................................................................................................................ 13
Template Bar ..................................................................................................................................... 13
Indicat ion Template ............................................................................................................................ 14
Fixed Chaser ..................................................................................................................................... 1 4
Horizontal and Vertical Fences ........................................................................................................... 15
Buffer Pads ........................................................................................................................................ 17
Cutter Height ...................................................................................................................................... 17
Mortise Depth .................................................................................................................................... 1 7
Thickness of Tenon Cut ..................................................................................................................... 18
Tightness of Morti se/Tenon Fit ........................................................................................................... 18
Drive Belt Tension .............................................................................................................................. 19
Replacing cutter ................................................................................................................................. 19
Oil Output .......................................................................................................................................... 19
Operation .............................................................................................................................................. 2 0
Preventing Chip Out ........................................................................................................................... 22
Dovetails in Plywood .......................................................................................................................... 22
Maintenance .......................................................................................................................................... 23
Lubrication ......................................................................................................................................... 23
Replacement Parts ................................................................................................................................ 26
Parts List: Base Assembly .................................................................................................................. 26
Base Assembly .................................................................................................................................. 27
Parts List: Hold-Down Assembly ........................................................................................................ 28
Hold-Down Assembly ......................................................................................................................... 29
Parts List: Headstoc k A ssembly ......................................................................................................... 30
Headstock Assembly .......................................................................................................................... 32
Parts List: Cabinet Assembly .............................................................................................................. 33
Electri c al Connec tions ........................................................................................................................... 34
3
Page 4
Warning
1. Read and understand the ent ire owner’s manual before att em pting assembly or operation.
2. Read and understand the warnings po sted on the m achine and i n thi s manual. Fail ure to comply wit h
all of these warnings m ay cause seriou s i njury.
3. Replace the warning labels if they become obscured or removed.
4. This dovetailer i s designed and i ntended f or use by pr operl y tr ained and ex peri enced personnel only .
If you are not familiar with the proper and safe operation of a dovetailer, do not use until proper
training and knowledge have been obtained.
5. Do not use this dovetailer for other than its intended use. If used for other purposes, Powermatic
disclaim s any real or i mplied warrant y and h olds itsel f harml ess from any injury t hat may r esult f rom
that use.
6. Al ways wear approved safety glasses/f ace shields while using thi s dovetailer. Everyday eyeglasses
only have impact resi stant lenses; they are not safet y glasses.
7. Before operating this dovetailer, remove tie, rings, watches and other jewelry, and roll sleeves up past
the elbows. Remove all l oose clothing and confine long hair. Non-slip f ootwear or anti-skid floor strips
are recommended. Do not wear gloves.
8. Wear ear protector s (plugs or muffs) during extended peri ods of oper ation.
9. Some dust created by power sanding, sawing, grinding, drilling and other construction activities
contain chemi cals known to cause cancer , bir th defects or other r eproductiv e harm . Some exampl es
of these chemic als are:
• Lead from lead based paint.
• Crystalli ne sil ic a from bricks, cement and other masonry pr oduc ts.
• Arsenic and chromium from chemically treated lumber.
Your risk of exposure varies, depending on how often you do this type of work. To reduce your
exposure to these chemicals, work in a well-ventilated area and work with approved safety
equipment, such as face or dust masks that are specifically designed to filter out microscopic
particles.
10. Do not oper ate this machine while tired or under t he influenc e of drugs, alcohol or any medic ation.
11. Mak e c er tain the switch is in the OFF position before connecting the machine to the power supply.
12. Mak e c er tain the machine is properly grounded.
13. Mak e all machine adjustment s or maintenance with the machine unplugged from the power source.
14. Remove adjusting keys and wrenches. Form a habit of checking to see that keys and adjusting
wrenches are removed from the machine before turning i t on.
15. Keep safety guards in place at all times when the machine is in use. If removed for maintenance
purposes, use extreme caution and replace the guards immediately.
16. Check damaged parts. Before further use of the machine, a guard or other part that is damaged
should be carefully checked to determine that it will operate properly and perform its intended
function. Chec k for alignment of moving par ts, binding of moving parts, breakage of parts, mounting
and any other condi ti ons that m ay affect its operati on. A guard or ot her part that i s damaged should
be properly repaired or replaced.
17. Pr ov ide for adequate space surrounding work area and non-glare, ov er head lighting.
18. Keep the floor around the machine cl ean and free of scrap material, oil and grease.
19. Keep v isitors a safe distance from the work area. Keep children away.
20. Mak e y our workshop chi ld proof with padlocks, m aster switc hes or by r em ov ing starter keys.
4
Page 5
21. Giv e your work undivi ded attention. Looki ng around, carryi ng on a conversati on and “horse-play” ar e
careless acts that can r esul t in serious injury.
22. Maintain a balanced stance at all tim es so that you do not fall or lean against the cutter or other
moving part s. Do not over r eac h or use excessive force to perform any machine oper ation.
23. Use the right tool at the correc t speed and f eed rat e. Do not force a t ool or att achment to do a job for
which it was not designed. T he ri ght tool will do the job better and saf er.
24. Use recommended accessories; improper accessories may be hazardous.
25. Mai ntain tools with care. Keep cutter s sharp and clean for the best and safest perf ormance. Follow
instructions for lubricating and changing accessories.
26. Make sure the work piec e is securely clamped t o the table. Never use your hand to hold the work
piece.
27. T ur n off the machi ne before cleaning. Use a brush or compressed air to remove chips or debri s — do
not use your hands.
28. Do not stand on the machine. Serious injury c ould oc c ur if the mac hine tips over.
29. Never leave the machine runni ng unatt ended. T urn off the electrical power and t he air supply, and do
not leave the machine until cutter comes to a complete stop.
30. Remove loose items and unnecessary work piec es from the area before starting the machine.
Familiariz e you rself with the following safety notices used in this manual:
This means that if precautions are not heeded, it may result in mi nor i njury and/or
possible machine damage.
This means that if precautions are not heeded, it may result in serious injury or possibly
even death.
- - SAVE THESE INSTRUCTIONS - -
5
Page 6

Introduction
This manual is provided by Powermati c covering the safe operat ion and maintenance pr ocedures for a
Model DT65 Si ngle End Dov etailer. T his manual cont ains instr uctions on i nstallat ion, saf ety precauti ons,
general operating procedures, maintenance instructions and parts breakdown. This machine has been
designed and const ructed to pr ovide years of trouble free oper ation if used in accor dance to i nstructions
set fort h in t his manual . If there are any que sti ons or c om m ents, please co ntac t ei ther your l ocal suppli er
or Powermatic. Powermatic can also be reached at our web site: www.powermatic.com.
Description
The Model DT65 Dov etailer will make cleanly cut half-bl ind dovetails for drawer or box constr uction. A
four-si ded template allows any of four pi tches, from 1” up to 2-1/2”. T he use of different dovetail pitches
will give a unique custom appearance to your work. The cutter is carbide-tipped. The machine has a
magnetic star ter, and is built to last wit h c ast iron and steel construction. The pneum atic clamping system
is quick and easy to use.
Specifications
Model Number ...................................................................................................................................DT65
Stock Number...............................................................................................................................1791305
Minimum work pi ece size (in.) .................................................................................................7-7/8 x 2-3/8
Maximum work piece size (in.) .................................................................................................. 59 x 16-1/2
Minimum dovetail height (in.) .............................................................................................................. 3/16
Maximum dovetai l height (in.) ............................................................................................................... 3/4
Minimum front thickness (in.) .............................................................................................................. 9/32
Maximum front thickness (in.) ............................................................................................................ 2-3/8
Minimum side thickness (in.) ................................................................................................................. 3/8
Maximum side thi ckness (in.) ........................................................................................................... 1-3/16
Number of spindl es .................................................................................................................................. 1
Spindle speed (RPM )...................................................................................................................... 18,500
Center-to-center dovetail spacing (in.) ........................................................................ 1, 1-1/2, 2 and 2-1/2
Table he ig h t from floor (in .) .................................................................................................................... 45
Overall dimensions (L x W x H) (in.) ........................................................................................ 37 x 44 x 63
Motor ........................................................................................................... TEFC, 1HP, 1Ph, 230V, 60Hz
Dust collection ports diameter (in.) .................................................................................. front 2-1/2, rear 4
Dust collection minimum CFM required ................................................................................................ 50 0
Approximate Weight, Shipping/Net (lbs.) ....................................................................................... 510/420
The above specifications were current at the time t his manual was published, but bec ause of our policy of
continuous im provement, Powerm atic reserves the right t o change specific ations at any time and without
prior notic e, wit hout incurring obligations.
6
Page 7

Features of the DT65 Dovetailer
Terminology
Below are the term s used in t his manual to identify types of cuts and measurement s.
7
Page 8

Unpacking
Open shipping cont ainer and check f or shipping
damage. Report any damage immediately to
your distributor and shipping agent. Do not
discard any shi pping material unt il the Dovetail er
is assembled and r unning pr oper ly.
Remove the box from inside the cabinet.
Compare the c ontent s of y our cont ainer wit h t he
following parts list to make sure all parts are
intact. Mi ssing parts, if any, should be reported
to your distributor. Read the instruction manual
thoroughly for assembly, maintenance and
safety instructions.
Contents of the Shipping Container
1 Dovetail Machine
2 Fixed Chasers (2-1/2” and 3” pitches)
1 Indication Template
1 Set of Open-Ended W r enc hes (8-10, 11-13,
12-14, and 17-19mm)
1 Combination Wrench, 30mm
1 Set of Hex Wrenches (1.5 to 6mm)
1 Dust Chute
2 Sample Dovetailed B oar ds
1 Owner's Manual
1 Warranty Card
Read and understand the entire contents of this manual before attempting set-up
or operation! Failure t o co mply may cause serious injury.
8
Page 9

Installation & Assembly
Tools requi red for assemb ly
forklift or hoist with straps/slings
14mm wrench (provided)
[NOTE: A socket set wi th ratchet wrench may
speed assembly ]
4mm hex wrench (provi ded)
knife or wire cutter
flat head screwdriver
1. Remove the four screws and flat washers
holding the machine to the pallet with a
14mm wrench, as shown in Figur e 1.
2. Place lifti ng st r aps thr ough the two eyebolts
at the top of the m achine (Figure 2). Using
a forklift or hoist, lift the machine off the
pallet and into its desired location. The
Dovetail er should be located in a dry area
with sufficient lighting. Leave plenty of
space around the machine for operations
and routine maintenance work.
3. If desired, the Dovetailer can be further
stabilized by securing it to the floor, using
lag screws through the four holes at the
bottom of the cabinet.
4. A group of cords holds the headstock
secure to the machine frame to prevent it
from moving duri ng shipping. These cords
should now be cut and removed (see
Figure 3).
5. Exposed metal areas of the Dovetailer
(such as the table, template bar, cylinder
clamps, rods, etc.) have been factory
coated with a protectant. This should be
removed with a soft cloth dampened with
kerosene or mi neral spirits. Do not use an
abrasive pad. Do not let solvent contact
plastic or rubber parts as it may damage
them.
Figure 1
Figure 2
Figure 3
Attaching Dust Hose
1. Slide the upper end of the hose over the
chute on the dust hood (Fi gur e 4) .
2. Tighten the hose clamp with the attached
screw, using a fl at head screwdriver.
Figure 4
9
Page 10

Installing Dust Chute
Remove the four socket head cap screws at the
rear of the cabinet, using a 4mm hex wrench.
Place the 4” diam eter dust c hute (Fi gure 5) ov er
the hole, and re-insert and tighten the four
socket head cap screws.
Dust Collection
The use of a du st collection system is strongly
recommended f or this machi ne. It will help k eep
your shop clean as well as mi nimize any healt h
risks caused by wood dust. Mak e sure your dust
collector has a capacity of at least 500 cubic feet
per minute (CFM).
Connect the intake hose of your dust c ollector to
the 4” diameter dust chute at the back of the
cabinet (Figure 5) .
NOTE: A variet y of dust coll ection systems are
available from Powermatic. Call customer
service at 1-800-274-6848 or visit our website
for mo re inform ation.
Grounding Instructions
Figure 5
Electrical connections must
be made by a qualified electrician in
compliance with all relevant codes. This
machine must be properly grounded to help
prevent electrical shock and possible fatal
injury.
This mac hine m ust be grounded. I n the event of
a malfuncti on or break down, groundi ng prov i des
a path of least r esistance f or electri c current to
reduce the ri sk of el ectri c shock .
Improper connection of the equipmentgrounding conductor can result in a risk of
electric shock. The conductor, with insulation
having an outer surface that is green with or
without yellow stripes, is the equipmentgrounding conduct or . If repair or replacement of
the electric cord or plug is necessary, do not
connect the equipment-grounding conduc tor to a
live terminal.
Check with a qualified electrician or service
personnel if the grounding instructions are not
completely understood, or if in doubt as to
whether the tool i s properly grounded. Us e only
three wire extensi on c or ds that have three-prong
grounding plugs and three- pole recept acles that
accept the tool ’s pl ug.
Repair or replace a damaged or worn cord
immediately.
Make sure the voltage of your power supply
matches the specif ications on the m otor plate of
the Dovetailer .
10
Page 11
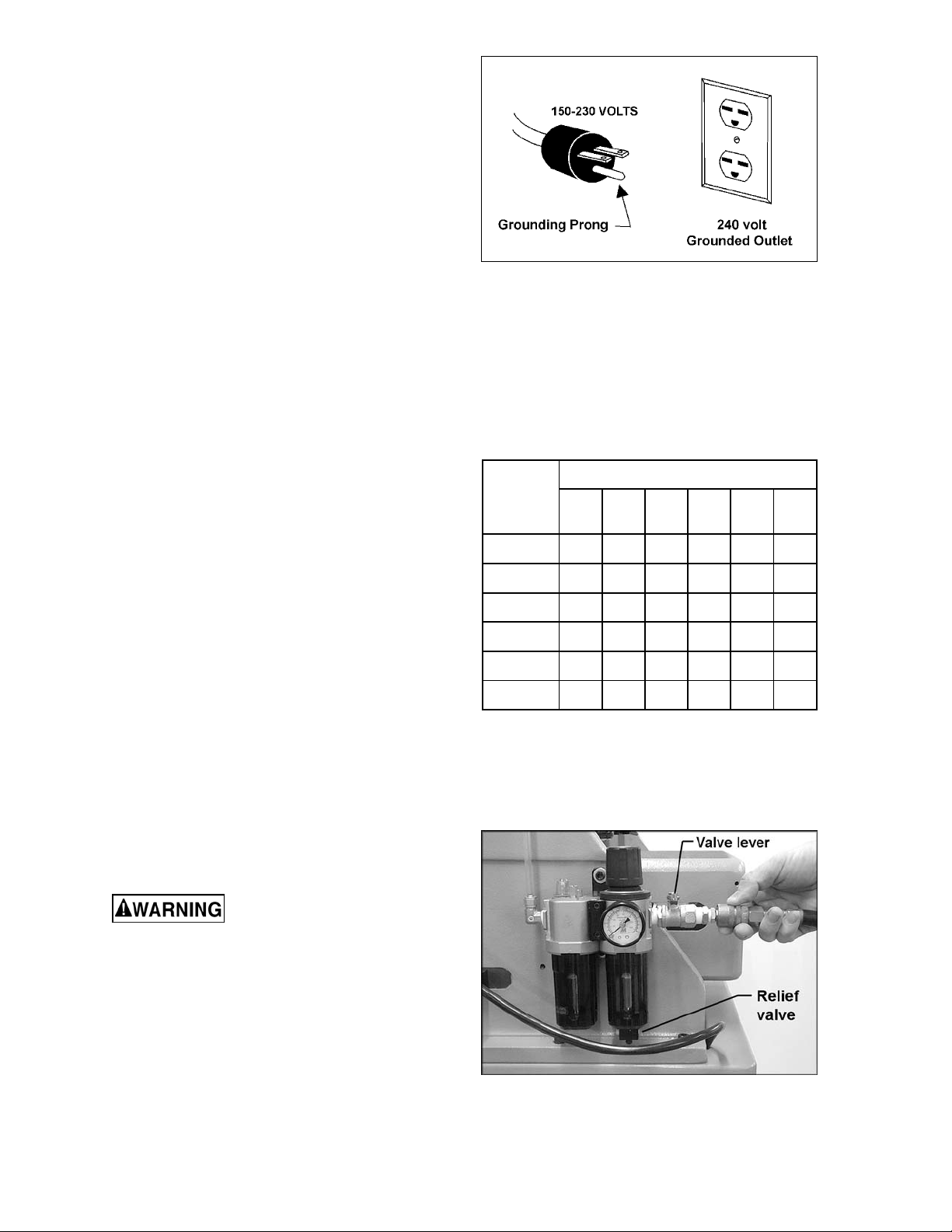
230 Volt Operation
As received from the factory, the DT65
Dovetail er is designed to run on 230 volt power
only. You may either connect a UL/CSA listed
230V plug (similiar to the one shown in Figure 6)
or “hard-wire” the machine directly to a control
panel. If hard-wired to a panel, make sure a
disconnect is available for the operator. The
dovetailer must comply with all local and
national codes after being wired.
1. If it is to be hard- wired, m ak e sure the f uses
have been removed or the breakers have
been tripped in the circuit to which the
dovetailer will be connected. Place a
warning placard on t he fuse holder or circuit
breaker to prevent it being turned on while
the machine is being wired.
2. Refer to “Elec trical Connections” on page 36
for connecting the motor leads.
3. The Dovetail er with a 230 v olt plug should
only be connected to an outlet having the
same confi guration. No adapter is av ailable
or should be used with the 230 v olt plug.
Figure 6
Recommended Gauges (AWG) of Extension Cords
Extension Cord Length *
25
50
75
100
150
200
feet
feet
feet
feet
feet
Amps
feet
Extens ion cords
If an extensi on c or d is necessary, make sure t he
cord rating i s suitable for the am perage listed on
the machine’s motor plate. An undersized cord
will cause a drop in line voltage resulting in loss
of power and overheating.
Use the chart in Fi gure 7 as a general guide in
choosing the c orrect size cord. If in doubt, use
the next heavi er gauge. The smaller the gauge
number, the heavier the cord.
Air Connection
Connect the air supply hose to the coupli ng on
the air uni t (Figure 8). The air i s turned ON by
rotating the valve lever 90 degrees
counterclockwise (until it is parallel with the
hose), and turned OFF by rotating the valve
lever 90 degrees cl oc k wise.
Even after the air has been
turned off to the machine, there may be
residual air inside the lines, and the
clamping cyl ind ers can sti ll p rovid e a hazard
to fingers. After shutting off the air, always
bleed residual air from the system by
pushing the rel ief valve pin at the bottom of
the air cup, shown in Figure 8. Keep the
relief valve open until all air in the system
has been removed.
< 5 16 16 16 14 12 12
5 to 8 16 16 14 12 10 NR
8 to 12 14 14 12 10 NR NR
12 to 15 12 12 10 10 NR NR
15 to 20 10 10 10 NR NR NR
21 to 30 10 NR NR NR NR NR
*based on li miting the lin e voltage dr op to 5V at 15 0% of the
rated amp eres.
NR: Not Recommended.
Figure 7
Figure 8
11
Page 12

Adjustments
Disconnect machine from
power source, shut off air supply and bleed
residual air from system, before making
adjustments. Failure to comply may cause
serious injury.
Clamping Cylinders
The workpieces are clamped to the table by
pneumatically operated aluminum cylinders (A,
Figure 9). Each cylinder has its own air on/off
lever. Sim ply turn the lever (B, Figure 9) t o “on”
position to act ivate the cylinder; the c ylinder will
respond immediat ely by clamping the workpiec e
against the table.
Always keep fingers out of
the way of clamping cylinders. Failure to
comply may cause seriou s injury.
Both vertical and horizontal clamping cylinders
can be adjusted t o match the thi ckness of your
workpieces. To change the thick ness capac ity of
the clamping cylinders, proceed as follows:
Figure 9
1. To increase the clamping capacity, loosen
the top two hex nuts (A and B, Figur e 10) on
the stud at the end of the holder bracket,
with a 30mm wrench. Do the same for the
stud at the opposite end of the holder
bracket.
2. Tighten the lower hex nut (C, Figure 10).
You can do thi s without a wrench. This will
raise the holder bracket. Do this
increment ally on both stud s unti l the desir ed
height is reached. When finished, tighten
top hex nuts (A & B, Figure 10) on both
studs with the wrench.
NOTE: Make equal adjustm ent on both stud s at
each end of the holder bracket to ensure the
clamps are parallel to the table. To check this,
measure from the bottom edge of the holder
bracket down to the t able. Measure at each end
of the holder bracket – the measurements
should be equal. Fi gure 10 s hows the h ori zont al
clamping assembly - the procedure is identical
for the vertical cl am ping assembly.
3. To decrease the clam pi ng capacit y, back off
the lower hex nut (C, Figure 10) and t ighten
the top hex nut (B, Figure 10). This will
lower the holder br ac k et.
Figure 10
4. When finished, ti ghten t he l ower hex nut (C)
against the holder bracket, and bring hex
nut (A) down against hex nut ( B).
Figure 11
12
Page 13

The clamping cylinders can also be adjusted
laterally for better support of workpieces with
differing widths. Simply loosen the locking
handle (Figure 11) and slide the clamping
cylinder t o position. Re-tighten locking handle.
Clamping Pressure
The pressure exerted by the cylinder clamps
against the workpi ece c an be a dj usted at t he air
regulator, shown in Fi gure 12. The hardness or
softness of t he wood will determine the amount
of clamping pr essure desired. Enough pressure
should be used to prevent the workpiece from
slipping during operations. Forty (40) psi is
suitable for clamping most wood; going above
that is not recomm ended.
To change the clamping pressure, pull up on the
knob (A, Figure 12) and rotate it; clockwise to
increase pressure, counterclockwise to
decrease pressure. The attached needle
indicator ( B, Figure 12) shows the air pressure.
Lock the setti ng by pushing the knob (A, Figure
12) back down.
Figure 12
Locking Handles
All locking handles, such as those shown in
Figure 11, can be rotated out of the way if they
interfere with other machine parts. Simply lift
straight out on the locking handle and rotate it,
then release, maki ng sure it seats properly.
Template Bar
The four-sided template bar, shown in Figure
14, will allow you t o create “half-bli nd” dovetail s,
where the dovetail s are visible on only one side
of the joint. It will create dovetails in one of f our
different “pitches” or centerlines. The available
pitches are 1”, 1-1/2”, 2” and 2-1/2”. To change
the pitch of a dovetail c ut, pr oc eed as follows:
1. First notice how the notches on the
template bar are grouped toward the right
side of the machine. The template bar
should always be oriented in this fashion.
2. Release one end of the spring on the left
side of the head stock (Figure 13) and pul l
the headstock forward until the tracer pin
(Figure 14) i s clear of t he template bar.
3. Loosen and rem ove the loc king handles on
each end of the templ ate bar (Figure 15).
4. Pull out the template bar, flip it to the
desired side, then reinstall it. NOTE: The
pitch dimensi on is inscribed on each si de of
the template bar . The side of the tem plate
bar that you have chosen should face
downward when mounted on the machine.
5. Insert and ti ghten both locking handles.
Figure 13
Figure 14
13
Page 14

6. Push the headstock back and re-connect
the spring (Figur e 13) .
You must now also shift the indication template
(Figure 16). S ee “Indic ation Template”.
Indication Template
Because the tracer pin is not easily observed
while the m achine is in operation, the indicati on
template (A, Figure 16) provides the operator
with a visual record of the progress of the
“hidden” tracer pin. The bracket (B, Figure 16)
slides in and out of the notc hes on the indi c ation
template, echoing the tracer pin as it slides in
and out of the notches on the template bar
below.
The pitch of the indication tem plate must match
the pitch of the template bar. Therefore, when
turning the template bar for a new pitch, you
must also change the i ndic ation template.
1. First notice how the notches on the
indication template are grouped toward the
right side of the machine. The indication
template should always be oriented in this
fashion.
Figure 15
2. Remove the socket head cap screw (C,
Figure 16) at each end of the indication
template, with a 5mm hex wrench.
3. The indication template that came installed
on your machine contains the 1” and 2”
pitch. The ot her indication template has the
1-1/2” and 2-1/2” pitch. Either flip the
indication template, or replace it with the
other one as needed, t o match the pitch of
the template bar.
4. Re-insert and tighten the socket head cap
screws (C, Figure 16) .
Fixed Chaser
The fixed c haser (Figur e 17) provi des a support
on which the workpieces rest. The spacing
between the “f ingers” of the fixed chaser all ows
clearance f or the c utt er .
The DT65 Dovetailer comes standard with three
fixed chasers at 2”, 2-1/ 2” and 3” pi tches. (P itch
is the distance between the centers of the
“fingers”; see Figur e 18) .
NOTE: If you wish to use the 1-1/2” or 2-1/2”
pitch on the t emplate bar, you m ust replace t he
fixed chaser on the machine with one of the
others provided. Figure 18 explains how the
available fixed chasers correspond to the pitch
of the template bar.
Figure 16
Figure 17
14
Page 15

1. To replace the fixed chaser, remove the
three M6 socket head cap screws and flat
washers, using a 5mm hex wrench as
shown in Figure 17. Remove the fixed
chaser.
2. Instal l the new fix ed chaser and make sure
it is level with the main table.
3. Re-insert and tighten the socket head cap
screws against the fl at washers.
After mounting the fixed chaser, make sure it will
correspond to your c hosen pitch on the template
bar. With the machine power off, slide the
headstock across the l ength of the fixed c haser,
allowing the cutter to move in and out of the
spaces. If t here is any interference bet ween the
cutter and one of the “fingers” on the fixed
chaser, then try a different fixed chaser, or
change the pitch of the template bar.
Horizontal and Vertical Fences
The workpieces will lie flush against the f ences
during cutti ng to ensure squarene ss. Two buff er
pads made of polyethylene material are
mounted to the fences – these provide a
“chipbreaker” effect to prevent chip-out on the
left edges of t he workpieces. T hey ar e de signed
so the cutter can bite into them without any
damage to the cutter .
To adjust these fenc es, pr oc eed as follows:
1. Place your F RONT/BACK workpiece on the
horizontal t able and agai nst the fence/buff er
pad. Move t he headstock t o the lef t edge of
the workpiece, then slide it to the right,
allowing the tracer pin to slide just a little
into the templat e recesses, while observing
through the dust hood window t he progress
of the cutter. This will give you an idea
where the cuts will be made and how they
will be spaced across the width of the
workpiece.
Figure 18
2. For broad m ov em ent of the horizontal fence,
loosen both locking handles on the
horizontal fence (A and B, Figure 19) and
slide the horizontal fence into position.
Tighten bot h locking handl es (A & B, F igure
19).
3. There is also a micro adjustment on the
horizontal fence; loosen locking handle (A,
Figure 19), but leave locking handle (B)
tight. Loosen the screw (C, Figur e 19) with a
6mm hex wrench and rotate the knurled
knob (D, Figure 19) as needed for precise
positioning of the horizontal fence.
4. When finished, t ighten screw (C, Fi gure 19)
and locking handl e ( A, Figure 19).
Figure 19
15
Page 16

NOTE: Make sure locking handles (A & B,
Figure 19) will not interfere with the headstock
during operation.
5. Conti nue t o check the spaci ng by slidi ng the
headstock acros s, until the dov etail cuts will
be distribut ed ev enly acr oss the width of t he
workpiece. NOTE: This is an approximate
method of determining by eye where to
place the workpi ece. A scale in inches and
millimeters is mounted to both horizontal
and vertical tables, if you need m or e precise
measurements for the location of the
dovetail cuts.
6. Again, mak e sure t he locking handles on the
horizontal fence (A & B, Figure 19) are
tightened. The position of the horizontal
fence will now be used as the basis for
locating the vertical fence.
7. Loosen the locking handle on the vertical
fence.
8. As noted, the position of the horizontal
fence will affect the position of the vertical
fence. Ther efore, if you are making a drawer
that has a bottom groove, the vertic al fence
should be set so that the bottom groov e in
the drawer piece to be tenoned will go
through the center of a tail. That means the
bottom groove of the mortised piece will go
through the center of a mortise. This will
prevent t he groov e from bei ng vi sible on t he
outside of the assembled drawer. See
Figures 20 and 21.
Important: To make proper dovetail cuts, the
two fences must always be offset from each
other by half the pitch of the template bar. That
is, off set 1/ 2” when using t he one- inc h tem plat e;
3/4” when using the 1-1/2 template; 1” when
using the two-inch template, and 1-1/4” when
using the 2-1/2 inch template. The measuring
scales on the h orizontal and verti cal tables are
marked in 1/16” incr em ents and millimeters.
Figure 20
Figure 21
9. Li ne up the v er tical f ence with t he hori zont al
fence, then offset the vertical fence by
exactly half the pitch of the template bar.
See Figure 22.
10. T his adjustm ent will cause the v ertical work
piece to be sli ghtly offset to t he right of the
horizontal piece (as viewed from front of
machine), thus ensuring the dovetails will
correspond when the two pieces are
assembled.
11. Tighten the locking handle on the vertical
fence.
Figure 22
(view from rear of machine)
16
Page 17

There are a total of four fences on the DT65
Dovetailer – two vertical and two horizontal.
These allow tw o sets of workpiece s to be cut at
the same time. If this is desired, position the
other two fences in the sam e manner as the first
two fences, remembering again to offset the
vertical fence by half t he pitch.
Buffer Pads
The polyethylene buffer pads, shown in Figure
22, have slots through whic h they are secured to
the fences by scre ws. T hese buffer pads can be
re-positi oned if needed.
To adjust a buff er pad, loosen the t wo hex cap
screws (shown in Figure 22) with a 13mm
wrench. Sli de the buffer pad as necessary. Retighten bot h hex cap screws when finished.
Cutter Height
This adjustment will change the hei ght of t he tail
on the tenon (male) cut, and how deep the
mortise (female) cut goes into the thickness of
the workpiece.
1. Disconnect machine from power source.
2. Loosen the spindle lock screw (Figure 23)
by turning it counterclockwise with a 6mm
hex wrench.
3. Turn the spindle height adjustment screw
(Figure 23) with a 5.5mm hex wrench, eit her
clockwise to raise the cutter (increase the
cutter depth), or counterclockwise to lower
the cutter (decr ease the c utter depth).
4. Tighten spindle lock screw by turning it
clockwise.
Figure 23
Mortise Depth
This adjustm ent ensures that t he side pieces of
your drawer will remain flush with the front and
back pieces of the drawer. The correct fit will
have the sides f lush with the fr ont and back of
the drawer, wit hout showing any of the morti se
cut on the inside of the dr awer.
The mortise depth adjustment bolt, shown in
Figure 23, lim its how far for ward the headstock
will go, and thus limits the length of your mortise
cut.
1. Disconnect machine from power source.
2. Loosen the hex nut on the mortise depth
adjustment bolt (Figure 23) by turning the
hex nut counterclockwise with a 17mm
wrench.
17
Page 18

3. To decrease the depth of the mortise
(female) cut, turn the bolt clockwise. To
increase the depth of the mortise cut, turn
the bolt counter cl oc k wise.
4. Re-tighten the hex nut.
Thickness of Tenon Cut
To adjust the t hickness of the t enon (male) cuts,
you will change the depth of the tracer pin (A,
Figure 24).
1. Disconnect machine from power source.
2. Loosen the locki ng handle (B, Figure 24).
3. Insert a 5. 5mm hex wrench into the end of
the adjustment screw (C, Figure 24) and
turn the adjustment screw as needed. To
decrease the thic k nes s of the tenon cut, t ur n
the adjustment screw counterclockwise. To
increase the thi ckness of t he tenon cut, tur n
the adjustment screw cl oc k wise.
4. Tighten loc ki ng handle (B, Figure 24).
Tightness of Mortise/Tenon Fit
A proper dovetail fit should be snug with no
gaps showing, but not ov erly tight as gl ue must
later fill the joints. If the cuts seem correct, but
the joint is simply too tight, or the joint is too
loose, proceed as f ollows.
Figure 24
1. Disconnect machine from power source.
2. Remove the dust hood f rom the front of the
headstock. Release one end of the spring
on the headstock (see Figure 13) and pull
the headstock away f rom the machine until
the cutter becomes more accessible.
3. You will notice the cutter, shown in Figure
25, is slight ly off c enter of the spindle. The
spindle is eccent ric and allows the cutter t o
be turned to a different position on the
spindle.
T he cutter is very sh arp! Use
caution when working with or around it.
4. Loosen both set screws on the spindle
(Figure 25) by turning them counterclockwise with a 4mm hex wrench.
5. A scal e i s locat ed just above the cut ter , wit h
a plus (+) and minus (-) sign. Moving the
cutting edge of the cutter toward the plus (+)
side of the scale wil l i ncrease the si ze of the
mortise cut and decrease the size of the
tenon cut. Moving the cutting edge of the
cutter toward the minus (-) side will
decrease the size of the mortise cut and
increase the size of the tenon cut.
Figure 25
18
Page 19

NOTE: One notch of the scale equals 1mm.
6. With your fi nger s on the shank porti on of the
cutter, carefully rotate the cutter toward the
plus (+) or minus (-) position as needed.
7. When satisfied with the adjustment, tighten
both set screws fi rmly.
8. Re-at tach the spring on the headstock, and
re-install the dust hood.
Drive Belt Tension
The tight ness of the belt that drives the spi ndle
has been adjusted at the factory. Further
adjustment may be nec essary af t er the m achi ne
receives some use, as the belt may stretch
slightly duri ng the “breaking in” process.
Belt tensi on can be adjusted by a socket head
cap screw at t he rear of the headstoc k (Figure
26) which slides the mot or toward or away from
the spindle. To tighten the belt, rotate this cap
screw clockwise with a 6mm hex wrench. To
loosen the belt, rotate the cap screw
counterclockwise. The belt should be just tight
enough to prevent it slipping on the spindle
during operation.
Replacing cutter
Figure 26
T he cutter is very sharp ; use
caution when working with or around cutter.
Disconnect machine from power source!
Failure to compl y may cause seri ou s injury.
1. To replace the cutter, loosen both set
screws (Figur e 25) and carefully pull up on
the cutter until it is free from the spindle.
2. Slide the new cutter down into the spindle,
and align the cutting edge with your
previous setti ng on the spindle scale.
3. Tighten both set screws.
Oil Output
Oil is distributed through the air lines for
constant lubrication of the clamping system. The
oil output can be adjusted by rotating the oil
regulator knob (A, Figure 27). Turn the knob
counterclockwise to increase oil output,
clockwise to decr ease oi l output.
The level of oil should be checked occasional ly
and re-filled as necessary. A minimum level is
marked on the window of the oil cup ( C, Figure
27). Refill by removing the screw (B, Figur e 27)
and pouring oil into the fill hole. When fi nished,
re-install screw (B, Figure 27). Use standard air
tool oil. This is available from your local
distributor, or can be found in most hardware
and tool stores.
Figure 27
19
Page 20

Operation
NOTE: The following are basic dovetailing
procedures as they apply to this machine, and
are not intended to be a full course of instruction
in making dovetails.
Refer back to the terminology on page 7 if
needed.
The Dovetailer can be used to make joints in
drawers, boxes, cabinets, etc. Instruc tions in this
manual are based upon making a drawer
consisting of FRONT and BACK pieces, and two
SIDE pieces. FRONT and BACK pieces are
placed horizontally on top the machine’s table;
SIDE pieces are plac ed v ertic ally.
No matter the project, prevent mistakes by
laying out the pieces beforehand according to
how they will be assembled. Place them with the
inside f acing up, and l abel the m ati ng edges, as
shown in Figure 28.
Before cutting on what is to be the finished
piece, the operator should make test cuts on
scrap wood to make sure all settings and
adjustments are correct.
Figure 28
IMPORTANT: Make sure the workpiece has
been cut square before making dovetails. An
out-of-square workpiece will result in poor
do vetail joints.
1. Check that all the following have been set
correctly ( S ee “Adjustments” above):
• proper pitc h of Template Bar
• proper Indication Template
• Vertical and Horizontal Fence positions
(offset from each other by half the pitch
of the template bar)
• height of Clamping Cylinders for
workpiece thi c k ness
• proper Fixed Chaser, with no cutter
interference
• height of Cutter
2. Mov e the headstock all the way to the right
and out of the way.
3. Connect the air supply and the electrical
power to the machine.
Keep fingers clear of
clamping cylinders.
4. Place the drawer RIGHT SIDE against the
vertical table and on top the fixed chaser.
The RIGHT SIDE should be flush against
the fence, with the bottom groove facing
outward and opposite t he fence (Figure 29).
Figure 29
20
Page 21

5. Activat e the clamping c ylinder in f ront of the
RIGHT SIDE workpiece.
6. Place the drawer BACK on the horizontal
table, and against the horizont al fence. Slide
it flush agai nst the RIGHT SIDE workpiece.
The bottom groove on the BACK should
face downward and oppo sit e the f enc e. See
Figure 30.
7. Activate the clamping cylinder above the
BACK workpiece.
8. The BACK is now butting against the RIGHT
SIDE so they are flush, with the RIGHT
SIDE overlapping the edge of the BACK.
Both workpieces should be firmly and
evenly against the fences.
9. Turn on the machine at the switch, and slide
the headstock to the left edge of the
workpiece. Mov e t he cutter i n sequence, l ef t
to right, allowing the tracer pin to move in
and out of the template slots. See Figur e 31.
You can watch the progress of the cutter
through the window of the dust hood.
NOTE: Do not r ush the cut; allow the cutting
unit to do the work.
Figure 30
10. When finished, slide the headstock out of
the way and unclamp the workpieces by
turning the clamping cylinder levers to “off” .
11. F it the BACK and RIGHT SIDE together and
examine the joint. If the joint is not
satisfactory, make any needed corrections
to your settings as explained under
“Adjustments.” If the joint is satisfactory,
proceed with the next cut as follows.
12. Insert t he LEFT SIDE piece and cl amp it in
vertical position and against the fence.
(NOTE: The bottom groove on the LEFT
SIDE will face outward and toward the
fence.)
13. Turn t he BACK 180 degrees and cl amp it in
the horizontal position against the fence.
(NOTE: The bottom groove on the BACK
workpiece will still be fac e down, but toward
the fence.)
14. Make the cut, then continue the dovet ailing
procedure with the FRONT piece, making
cuts “C” and “D” (Figure 28) until all four
joints of the dr awer have been cut.
Figure 31
TIP: When using drawer side widths that are not
“whole inch” sizes, you may wish to gauge off
the top of the drawer rather than the bottom
when placing workpi eces in the machine. Doi ng
this will improve the look of the drawer by
providing a f ull t enon near the top of the drawer
and the half-tenon will end up at the bottom. See
Figure 32.
Figure 32
21
Page 22

Preventing Chip Out
As noted previously, when the SIDE and
FRONT/BACK pieces are inserted into the
machine, they are offset a bit so they’ll match
correctly when assembled. In other words, the
SIDE will rest slightly to the right of the
FRONT/BACK in the machine. This leaves the
right edge of the SIDE exposed without the
“chipbreaker” effect that the FRONT/BACK
provides for the rest of the SIDE (see Figure
33). Thi s may result in an unsatisfact ory cut at
the edge of the SIDE.
This problem is resolv ed sim ply by t aking a t wo-
inch-plus wide “back-up” board, of the same
thickness as the workpiece, and clamping it
horizontall y next to the FRO NT/BACK piece, so
that it backs up t he exposed edge of the SIDE,
as shown in Figur e 33. You can use this piece
over and over again.
Dovetails in Plywood
Because plywood handles a bit differently than
solid stock, her e ar e some ti ps to follow:
1. When usi ng plywood, the lay ers tend to be
more fr agile. T herefore, t he operat or should
keep the movement of the cutting unit
consistent and proceed relatively slowly.
Figure 33
(view from rear of machine)
2. On t he rounded arcs of the tenon cuts, you
may lose a bit of t he top layer . This is to be
expected wit h plywood, and does not affect
either the look or the strength of the
assembled dovetail joint. Rather, the
strength of the dovetailed corner comes
from the flat side of the tenons.
3. Plywood has a tendency to chip out on
exposed edges. A back-up board may be
necessary (see Figure 33) .
22
Page 23

Maintenance
Keep clean the travel rods upon which the
headstock slides.
Before doing maintenance on
the machine, disco nnect it f rom the electri cal
supply and the air supply, and release any
residual ai r from the lines. Failure to comply
may cause serious injury.
If the power cord is worn, cut, or damaged in
any way, have it repl ac ed immediately.
The horizontal and vertical tables and other
exposed metal parts should be kept clean and
free of rust. A coat of paste wax will help protect
the tables fr om tar nishi ng.
After each day ’s use, brush or blow out dust and
debris from t he cutter, table, motor, etc.
Keep the clamping cylinders clean to prevent
debris adhering to them, which can scar
workpieces.
Lubrication
The linear bushings by which the headstock
travels on the rods are pre-lubricated and
sealed; they do not r equir e additional lubrication.
The spindle bearing should be lubricated as
needed, accordi ng to machine usage. Apply VG120 grease through the grease nipple on the
spindle (#10 i n the exploded v iew on page 32).
Occasionally check the oil level in the oil
regulator cup (see Figure 27). Add more oil as
needed. Use standard air tool oil.
23
Page 24

Troubleshooting the DT65 Dovetailer
Trouble Probable Cause Remedy
Machine will not
start/restart or
repeatedly trips
circuit breaker s or
blo ws fuses.
Machine not plugged in. Verify machine is connected to power
Fuse blown, or cir c uit
breaker tripped.
Cord damaged. Replace cord.
Overload automatic reset
has not reset.
Dovetailer frequently trips.
Building circuit breaker trips
or fuse blows.
Loose electri c al
connections.
Motor starter failure.
Motor failure.
Miswiring of the unit.
Replace fuse, or r eset ci r c uit breaker.
If the dovetailer overloads on the circuit breaker
built in to the motor starter, it takes time for the
machine to cool down befor e r estar t. Allow unit to
adequately cool before attempting restart . If
problem persists, c hec k am p setting on the motor
starter insi de the electrical box.
Check the amp setting on the overload relay.
Match the full l oad am ps on the motor as noted on
the motor plat e. If am p setting is correct then there
is probably a loose elec trical lead or a failed
component. See below.
Verify that dovetailer is on a circuit of correct siz e.
If circuit siz e is corr ect, there is probably a loose
electric al lead. Check amp setting on motor starter.
Go through all of the electrical connections on the
dovetailer including motor connections, verifying
the tightness of eac h. Look for any signs of
electric al ar ci ng whic h is a sure i ndicator of loose
connection or ci rcuit ov erl oad.
If you have access to a voltmeter, you can
separate a starter failure from a motor failure by
first, verifying incoming voltage at 220+/-20 and
second, checking the voltage between starter and
motor at 220+/- 20. If incoming voltage is incorrect,
you have a power supply problem. If voltage
between starter and motor is incorrect, you hav e a
starter probl em . If v oltage between starter and
motor is correct , you hav e a motor problem.
If electri c mot or i s suspect, y ou have two options:
Have a qualifi ed elect ri c ian test the motor for
function or rem ov e the motor and take it a qualified
electric motor repai r shop and have it tested.
Check to make certain all electrical connections
are correct and pr operl y tight. The electrical
connections other than the motor are
preassembled and tested at the factory. Theref or e,
the motor connections should be checked as the
highest probability for error. If problem s persist ,
double check t he factory wiring.
On/off switch failure.
If the on/off switch is suspect, you have two
options: Hav e a qualified electrician test the switch
for functi on, or pur c hase a new on/off swit c h and
establish if t hat was the problem on changeout.
24
Page 25

Trouble Probable Cause Remedy
Cutter not cutting
properly.
Dovetailed parts fit
too tightly.
Dovetailed parts fit
too loosely.
Cutter sometimes
slips and misses
revolutions.
Dovetailed parts fit
side to side, but
have depth gaps
between the
mortise and tenon
cuts.
A gap between
mortise and tenon
cuts increases
along the
dovetailed corner.
Cutter in wrong position. Turn cutter t owards the (+) or (-) mark [page 18].
Cutter dull or damaged. Sharpen or replac e c utt er [page 19] .
Cutter not adjusted
properly.
Cutter not adjusted
properly.
Drive belt tension incorrect. Adjust drive belt tension [page 19].
The mortise depth or tenon
thickness is set incorrectly.
Boards not square when
clamped.
Loosen set screws and turn cut ter toward the (+)
mark. Retighten set screws [page 18].
Loosen set screws and turn cutter toward the (-)
mark. Retighten set screws [page 18].
Change depth of morti se cut or thick ness of tenon
cut by using the adjustm ent screw [page 17 & 18].
Make sure the initi al c uts on the board (ripping
and/or crosscutting) have been done squarely, and
that the board is flush agai nst the stop before
clamping.
Side piece edge is
not aligned with
front/bac k piec e
edge.
Workpiec e sli ps
during the cut.
Fences not set correctly. Offset the vertical fence from the horizontal fence
by half the pitc h of the cut [page 16].
Clamping cylinder not
positioned over center of
workpiece.
Clamping cylinder too high
to properly cont ac t
workpiece.
Clamping pr essure too low. Adj ust pr essure at air regulator [page 13] .
Surface area of workpiec e
too small to achiev e
adequate coverage from
clamping cylinder .
Position cl am ping c yli nder to take advantage of its
full surface ar ea [page 13].
Lower clamping cyl inder in relation to thickness of
workpiece [page 12].
Use larger workpiece.
25
Page 26

Replacement Parts
Replacement par ts are li sted on the f ollowing page s. To order parts or reac h our servi ce depar tm ent, call
1-800-274-6848, Monday through Friday (see our website for business hours, www.powermatic.com).
Having the Model Number and Serial Number of your mac hine available when you cal l will allow us to
serve you quickly and accurately.
Parts List: Base Assembly
Index No. Part No. Description Size Qty
1 ............... DT65-101 .................Worktable .............................................................................................. 1
2 ............... DT65-102 .................Base Guide Rod .................................................................................... 1
3 ............... TS-1523041 .............Socket Set Screw ...............................................M6x12 ...................... 13
4 ............... DT65-104 .................Swi tch Bracket....................................................................................... 1
5 ............... TS-1550041 .............Flat Washe r ........................................................M6 .............................. 5
6 ............... TS-1503041 .............Socket Head Cap Screw .....................................M6x16 ........................ 2
7 ............... DT65-107 .................Magnetic Switch .................................................................................... 1
8 ............... TS-1501041 .............Socket Head Cap Screw .....................................M4x12 ........................ 2
9 ............... DT65-109 .................Scale ..................................................................................................... 2
10 ............. DT65-110 .................Fixed Chaser ......................................................2” pitch ....................... 1
................. DT65-110A ..............Fixed Chaser ......................................................2.5” pitch .................... 1
................. DT65-110B ..............Fixed Chaser ......................................................3” pitch ....................... 1
11 ............. TS-1503061 .............Socket Head Cap Screw .....................................M6x25 ........................ 3
12 ............. DT65-112 .................Template ............................................................................................... 1
13 ............. DT45-105 .................Locking Handle ...................................................M6x35 ........................ 2
14 ............. DT65-114 .................Fixing Bar ............................................................................................. 2
15 ............. TS-2361061 .............Lock Washer ......................................................M6 .............................. 4
16 ............. TS-1503081 .............Socket Head Cap Screw .....................................M6x35 ........................ 4
17 ............. DT65-117 .................Indicatio n Template ............................................................................... 1
18 ............. DT65-118 .................Sliding Rod ............................................................................................ 2
19 ............. DT65-119 .................Fence .................................................................................................... 4
20 ............. DT45-120 .................Locking Handle ...................................................M8x25 ........................ 5
21 ............. DT65-121 .................Buffer Pad ............................................................................................. 4
22 ............. TS-1550061 .............Flat Wash er ........................................................M8 .............................. 8
23 ............. TS-1490031 .............Hex Cap Screw ..................................................M 8 x20 ........................ 8
24 ............. DT45-126 .................Adjustment Screw.................................................................................. 1
25 ............. TS-1504061 .............Socket Head Cap Screw .....................................M8x30 ........................ 1
26 ............. DT45-128 .................Knurled Knob......................................................................................... 1
27 ............. DT45-129 .................Adjustment Seat .................................................................................... 1
28 ............. DT45-142 .................Buffer Pad ............................................................................................. 2
29 ............. TS-1550041 .............Flat Wash er ........................................................M6 .............................. 2
30 ............. TS-1503051 .............Socket Head Cap Screw .....................................M6x20 ........................ 2
31 ............. TS-2361081 .............Lock Washer ......................................................M8 .............................. 1
32 ............. TS-1503031 .............Socket Head Cap Screw .....................................M6x12 ........................ 2
26
Page 27

Base Assembly
27
Page 28

Parts List: Hold-Down Assembly
Index No. Part No. Description Size Qty
1 ............... DT65-301 .................Cylinder Assembly (Index #2 thru #16) .... ............................................. 4
2 ............... DT65-302 .................Cylinder Body .......................................... ............................................. 4
3 ............... DT65-303 .................Piston ...................................................... ............................................. 4
4 ............... DT65-304 .................Wearing ................................................... ............................................. 4
5 ............... DT65-305 .................Piston Backing......................................... ............................................. 4
6 ............... DT65-306 .................Piston Rod............................................... ............................................. 4
7 ............... TS-2361121 .............Lock Was h e r ........................................... M12 ....................................... 4
8 ............... TS-1540081 .............Hex Nut ................................................... M12 ....................................... 4
9 ............... DT65-309 .................Locking Piece .......................................... ............................................. 4
10 ............. DT65-310 .................O-Ring..................................................... ............................................. 4
11 ............. DT65-311 .................O-Ring..................................................... ............................................. 4
12 ............. DT65-312 .................End Cover ............................................... ............................................. 4
13 ............. DT65-313 .................Clamping Disc ......................................... ............................................. 4
14 ............. TS-1550061 .............Flat Wash er ............................................. M8 ......................................... 4
15 ............. TS-1490021 .............Hex Cap Screw ....................................... M8x16 ................................... 4
16 ............. DT65-316 .................Male Elbow Connector ............................. ............................................. 9
17 ............. DT65-317 .................Holder Bracket......................................... ............................................. 1
18 ............. DT65-318 .................Special Washer ....................................... ............................................. 4
19 ............. DT65-319 .................Locking Handle ........................................ M10x35 ................................. 4
20 ............. DT65-320 .................Stud ........................................................ ............................................. 4
21 ............. TS-
22 ............. TS-1550111 .............Flat Wash er ............................................. M20 ....................................... 8
23 ............. DT65-323 .................Holder Bracket......................................... ............................................. 1
24 ............. DT65-324 .................Fixing Bra ck e t .......................................... ............................................. 4
25 ............. TS-1502031 .............Socket Head Cap Screw .......................... M5x12 ................................... 8
26 ............. DT65-326 .................Control Valve ........................................... ............................................. 4
27 ............. DT65-327 .................Handle..................................................... ............................................. 4
28 ............. TS-1522011 .............Socket Set Screw .................................... M5x6 ..................................... 4
29 ............. TS-1502101 .............Socket Head Cap Screw .......................... M5x45 ................................... 8
30 ............. DT65-330 .................Male Connector ....................................... PT-1/8”-∅6 ............................ 8
31 ............. DT65-331 .................T- Connector ........................................... PT-1/8”-∅6 ............................ 3
32 ............. DT65-332 .................Air Supply Unit......................................... ............................................. 1
33 ............. DT65-333 .................Air Control
34 ............. DT65-334 .................Adapter ................................................... 3/8”X1/4" ...............................
35 ............. DT65-335 .................Male Coupling ......................................... PT-1/4” .................................. 1
36 ............. DT65-336 .................Male Elbow Connector ............................. PT-3/8”-∅6 ............................ 1
37 ............. TS-1550041 .............Flat Wash er ............................................. M6 ......................................... 2
38 ............. TS-1503041 .............Socket Head Cap Screw .......................... M6x16 ................................... 2
................. JPU0406Z ................Air Hose, Black (not shown) ..................... Ø6mm x ø4mm.............. 5m roll
................. JPU0406W ..............Air Hose, Clear (not shown) ..................... Ø6mm x ø4 mm .............. 2m roll
2310201 .............Hex Nut ................................................... M20 ..................................... 16
Valve ..................................... PT-1/8” .................................. 1
1
28
Page 29

Hold-Down Assembly
29
Page 30

Parts List: Headstock Assembly
Index No. Part No. Description Size Qty
1 ............... DT45-201 .................Spindle Assembly (Index #2 thru #10) .................................................... 1
2 ............... DT45-202 .................Spindle Bea rin g Hou sing ....................................................................... 1
3 ............... DT45-203 .................Ball Bearing (special) ..........................................6005 TB.P 63 .............. 2
4 ............... DT45-204 .................Fixing Nut .............................................................................................. 1
5 ............... DT45-205 .................Eccentric Spindle ................................................................................... 1
6 ............... TS-1524021 .............Socket Set Screw ...............................................M8x10 ........................ 2
7 ............... DT45-207 .................Spacer................................................................................................... 1
8 ............... DT45-208 .................Disc Spring ............................................................................................ 4
9 ............... DT45-209 .................Fixing Nut .............................................................................................. 1
10 ............. DT45-210 .................Grease Nipple ....................................................................................... 1
11 ............. DT65-211 .................Spindle Sl id e Seat ................................................................................. 1
12 ............. DT45-212 .................Gear Shaft ............................................................................................. 1
13 ............. TS-1550061 .............Flat Wash er ........................................................M8 .............................. 1
14 ............. TS-1490031 .............Hex Cap Screw ..................................................M 8 x20 ........................ 1
15 ............. DT45-215 .................Clamping P ie ce ..................................................................................... 1
16 ............. DT45-216 .................Bushing ................................................................................................. 1
17 ............. TS-1504121 .............Socket Head Cap Screw .....................................M8x60 ........................ 1
18 ............. DT65-218 .................Panel ..................................................................................................... 1
19 ............. DT45-219 .................Plug ....................................................................................................... 1
20 ............. TS-1550071 .............Flat Washer ........................................................M10 ............................ 1
21 ............. TS-1540071 .............Hex Nut ..............................................................M10 ............................ 1
22 ............. DT65-222 .................Hex Head Bolt ....................................................M10x150 .................... 1
23 ............. DT65-223 .................Indication Bracket .................................................................................. 1
24 ............. TS-1550031 .............Flat Wash er ........................................................M5 .............................. 6
25 ............. TS-1502041 .............Socket Head Cap Screw .....................................M5x16 ........................ 2
26 ............. DT65-226 .................Adjustment Piece................................................................................... 1
27 ............. TS-1501031 .............Socket Head Cap Screw .....................................M4x10 ........................ 2
28 ............. DT45-247 .................Tracer Pin.............................................................................................. 1
29 ............. DT45-248 .................Adjustment Screw.................................................................................. 1
30 ............. DT45-246 .................Locking Handle ...................................................M6x20 ........................ 1
31 ............. DT45-223 .................Guide Rod ............................................................................................. 2
32 ............. TS-1523041 .............Socket Set Screw ...............................................M6 x12 ........................ 4
33 ............. DT45-225 .................Carriage ................................................................................................ 1
34 ............. DT45-226 .................Linear Bushing ...................................................LM16UU ..................... 4
35 ............. DT45-227 .................Seal ....................................................................16x28x7 ..................... 4
36 ............. DT45-228 .................Retaining Ring ....................................................R28 ............................ 4
37 ............. DT45-229 .................Linear Bushing ...................................................LM25UU ..................... 4
38 ............. DT45-230 .................Seal ....................................................................25x40x7 ..................... 4
39 ............. DT45-231 .................Retaining Ring ....................................................R40 ............................ 4
40 ............. TS-1540031 .............Hex Nut ..............................................................M5 .............................. 2
41 ............. TS-1502081 .............Socket Head Cap Screw .....................................M5x35 ........................ 1
42 ............. DT45-234 .................Spring .................................................................................................... 1
43 ............. TS-1502051 .............Socket Head Cap Screw .....................................M5x20 ........................ 1
44 ............. DT65-244 .................Motor ..................................................................................................... 1
45 ............. DT45-236 .................Motor Pulley .......................................................................................... 1
46 ............. DT45-237 .................Fixing Wash er ....................................................................................... 1
47 ............. TS-1482041 .............Hex Cap Screw ..................................................M 6 x20 ........................ 1
48 ............. TS-1522031 .............Socket Set Screw ...............................................M5 x10 ........................ 1
49 ............. DT45-240 .................Flat Belt ..............................................................670-25 ........................ 1
50 ............. DT45-241 .................Belt Tensi on Adjustment Holder ............................................................. 1
51 ............. TS-1550061 .............Flat Wash er ........................................................M8 .............................. 3
52 ............. TS-2361081 .............Lock Washer ......................................................M8 .............................. 2
53 ............. TS-1504071 .............Socket Head Cap Screw .....................................M8x35 ........................ 2
54 ............. TS-2238911 .............Socket Head Cap Screw .....................................M8x100 ...................... 1
55 ............. DT45-249 .................Handle................................................................................................... 1
56 ............. DT45-250 .................Sponge Coating ..................................................................................... 1
57 ............. TS-1503071 .............Socket Head Cap Screw .....................................M6x30 ........................ 4
30
Page 31

58 ............. DT65-258 .................Dust Hood ............................................................................................. 1
59 ............. DT45-255 .................Window ................................................................................................. 1
60 ............. TS-2171012 .............Machine Screw ...................................................M4x6 .......................... 4
61 ............. DT45-257 .................Cutter .................................................................................................... 1
62 ............. TS-1502031 .............Socket Head Cap Screw .....................................M5x12 ........................ 2
31
Page 32

Headstock Assembly
32
Page 33

Parts List: Cabinet Assembly
Index No. Part No. Description Size Qty
1 ............... DT65-401 .................Cabinet.................................................................................................. 1
2 ............... DT65-402 .................Door ...................................................................................................... 1
3 ............... DT45-303 .................Door Latch............................................................................................. 1
4 ............... TS-2361081 .............Lock Was h e r ......................................................M8 .............................. 6
5 ............... TS-1504061 .............Socket Head Cap Screw .....................................M8x30 ........................ 6
6 ............... TS-1524021 .............Socket Set Screw ...............................................M8x10 ........................ 6
7 ............... DT65-407 .................Flexible Hose......................................................2-1/2” ......................... 1
8 ............... DT45-308 .................Hose Clamp .......................................................2 - 1 /2 ” ......................... 2
9 ............... DT45-309 .................Eye Bolt ..............................................................M10 ............................ 2
10 ............. DT45-310 .................Pin......................................................................................................... 2
11 ............. DT45-311 .................Dust Chute ........................................................................................... 1
12 ............. TS-1502031 .............Socket Head Cap Screw .....................................M5x12 ........................ 4
33
Page 34

Electrical Connections
34
Page 35

35
Page 36

427 New Sanford Road
LaVergne, Tennessee 37086
Phone: 800-274-6848
www.powermatic.com
36
 Loading...
Loading...