

PA Industries SRF-M12, SRF-18, SRF-24, SRF-32, SRF-36 Installation Manual
...

ULTRA MAGNUM SERVO ROLL FEED 2 /14/2003
TABLE OF CONTENTS
DESCRIPTION PAGE
1 INSTALLATION ......................................................................................................................................................3
1.1 MECHANICAL INSTALLATION ...................................................................................................................3
1.2 ELECTRICAL INSTALLATION .....................................................................................................................5
1.3 PLS ENCODER INSTALLATION (OPTIONAL) .........................................................................................6
1.4 STRIP ENCODER INSTALLATION (OPTIONAL).....................................................................................7
1.5 LOADING THE FEED ....................................................................................................................................7
1.5 THREADING THE TOOL...............................................................................................................................9
1.6 RUNNING THE FEED..................................................................................................................................10
2 PNEUMATIC PILOT RELEASE.........................................................................................................................11
3 MAINTENANCE ...................................................................................................................................................12
4 ROLL FEED PARTS LIST ..................................................................................................................................13
5 CASCADE WITHOUT ENCODER PARTS LIST & DIAGRAM.....................................................................19
6 CASCADE WITH ENCODER PARTS LIST & DIAGRAM .............................................................................21
7 OPTIONAL STRIP ENCODER PARTS LIST & DIAGRAM...........................................................................23
WARNING.................................................................................................................................................................25
SAFETY PROGRAM...............................................................................................................................................25
WARRANTY .............................................................................................................................................................25
2
ULTRA MAGNUM SERVO ROLL FEED 2 /14/2003
1 INSTALLATION
1.1 MECHANICAL INSTALLATION
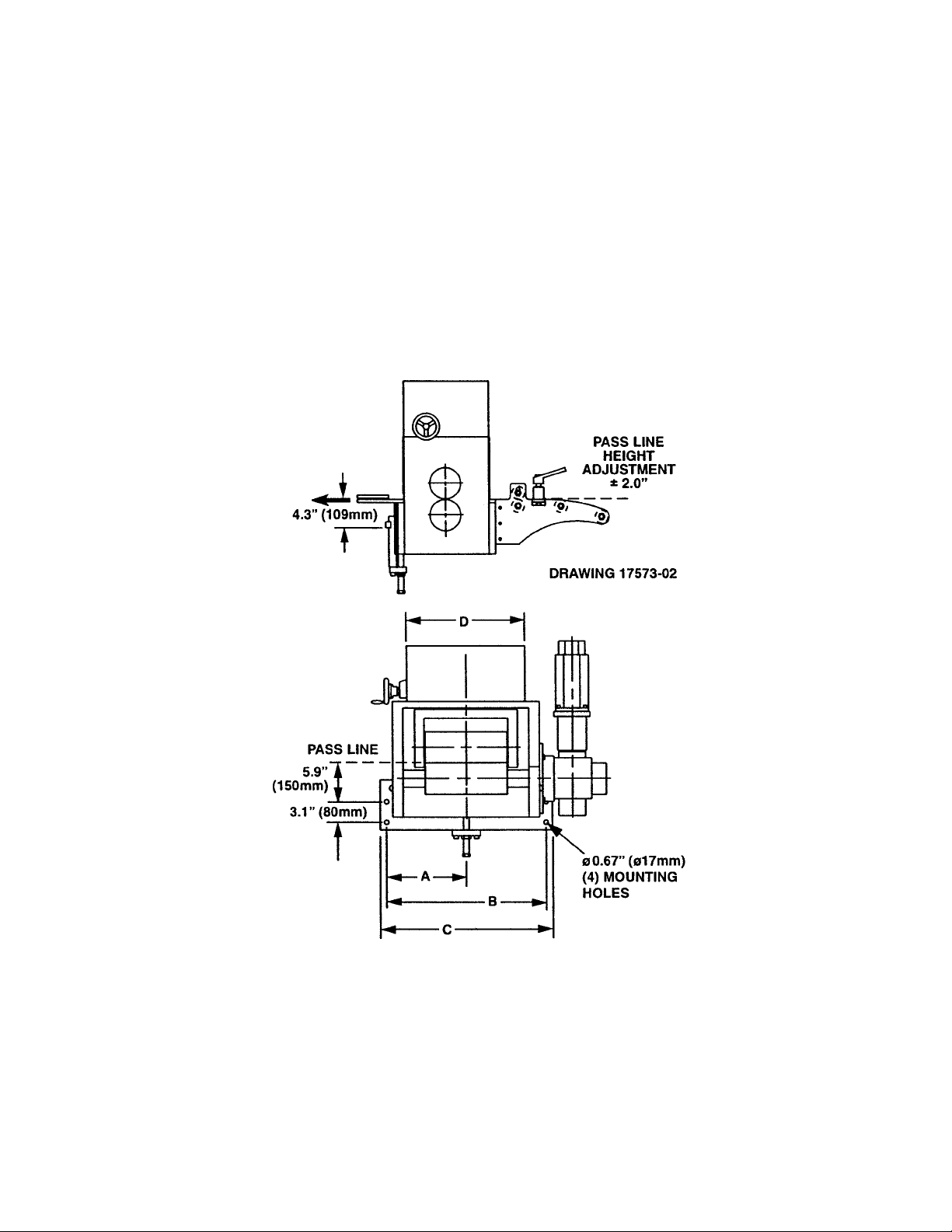
The Ultra Magnum Servo Roll Feed is supplied with an adjustable mounting bracket. The feed should be securely mounted
to the press frame. (A transition bracket is sometimes required in certain applications.) The feed should be centered, square,
and perpendicular to the pass line of the press. It should be mounted at a height that will accommodate the appropriate die
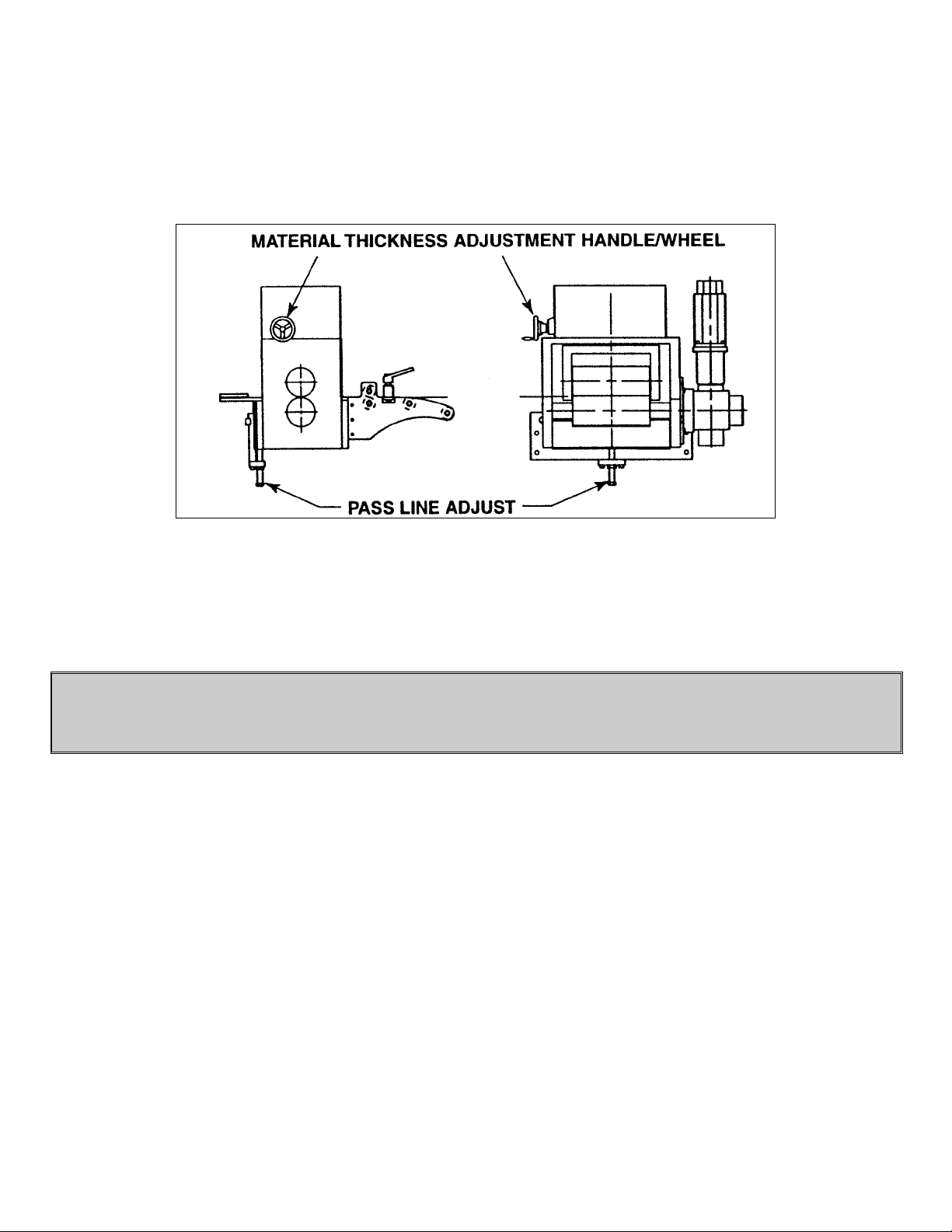
sets. The feed has a pass line height adjustment of ±2.0 inches. For mounting dimensions refer to FIGURE 1 and
MOUNTING DEMENSIONS table on p.4.
The roll release system requires a clean, dry and lubricated air supply 80-100PSI.
The feeder may be used to push or pull strip stock through the die.
If pilot locating pins are used in your die sets a cam switch will be necessary for controlling feed roll opening and closing.
FIGURE 1
3
ULTRA MAGNUM SERVO ROLL FEED 2 /14/2003
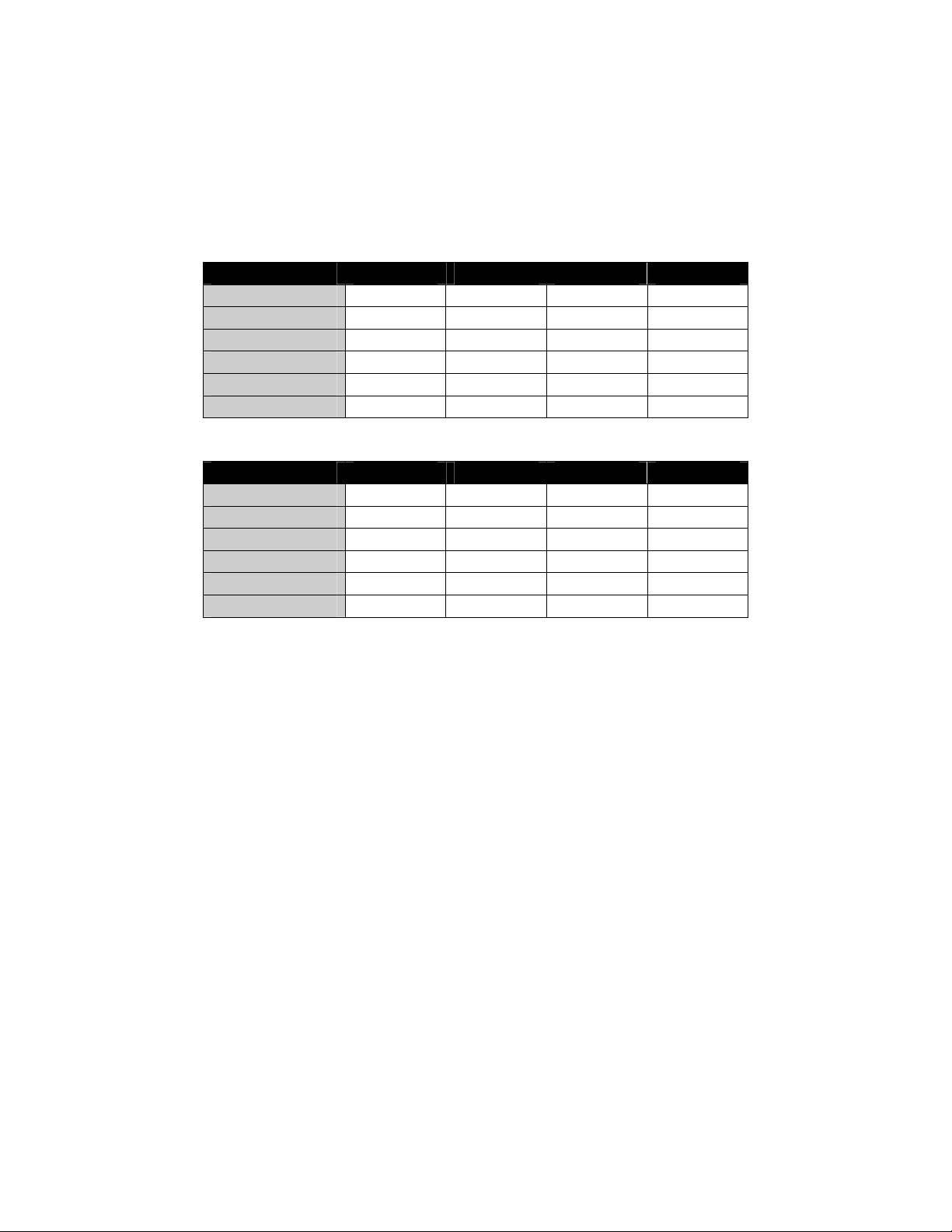
MOUNTING DEMENSIONS
INCHES
MODEL A B C D
SRF-M12 12.2 24.4 26.4 18.4
SRF-M18 15.3 30.5 32.5 24.4
SRF-M24 18.2 36.4 38.4 30.4
SRF-M32 22.3 44.5 46.5 38.3
SRF-M36 24.2 48.4 50.4 42.4
SRF-M48 30.1 60.2 62.2 54.2
MILLIMETERS
MODEL A B C D
SRF-M12 310 620 670 467
SRF-M18 387 775 825 619
SRF-M24 462 925 975 772
SRF-M32 565 1130 1181 972
SRF-M36 615 1230 1280 1076
SRF-M48 765 1529 1580 1377
FIGURE 2
4
ULTRA MAGNUM SERVO ROLL FEED 2 /14/2003
1.2 ELECTRICAL INSTALLATION
The Ultra Magnum Servo Roll Feed has been designed to make electrical connections quickly and easily. All that is
required is a "clean" 220 VAC single-phase 20-ampere source that must be connected to the main disconnect switch. It is
recommended that #12 MTW (Machine Tool Wire) be used for the primary power supply input.
The inputs and outputs to your press control (i.e. Emergency Stop, Feed Cam Signal, Pilot Release Cam Signal, Reset Cam
Signal) must also be connected for proper operation.
Note, that if your feed is supplied with P/A PLS (Programmable Limit Switch) you don’t have to wire Feed and Reset Cam
signals.
The motor connects to the electrical control by factory installed "Amphenol" (Military Specifications) Quick connectors.
The optional PLS connects to the electrical controls by factory installed Military Quick connector.
The optional Strip Encoder connects to the electrical control by factory installed Military Quick connectors.
For more detailed wiring information, refer to Electrical Schematic:
A-18335-01 – UltraMagnum-US-standard;
A-18335-02 – UltraMagnum-CE-standard;
A-18335-03 – UltraMagnum-US-with step-down transformer;
A-18335-03 – UltraMagnum-CE-with step-down transformer
;
A-18335-14 – UltraMagnum-US-with Strip Encoder.
IMPORTANT!
A #12 MTW GROUNDING CONDUCTOR MUST BE INSTALLED FOR PROPER MACHINE GROUNDING.
NOTE:
All connections should be made in accordance with National Electrical Code (NEC) requirements and must comply
with all local ordinances.
NOTE:
A word about electrical “noise” - Most pressroom environments contain considerable electrical noise. It is emitted
from electro-mechanical press relays, contacts, and solenoids. While the Ultra Magnum Servo Roll Feed has been
designed to minimize “self generated” electrical noise, it is difficult to provide protection for all applications. If erratic
system behavior is experienced, then the source of the "noise" must be suppressed with either a resistive/capacitive
type of suppressor on AC coils, or “Avalanche” type diodes on DC coils.
NOTE:
The Ultra Magnum Servo Roll Feed is fully protected by line circuit breakers.
NOTE:
The electrical control enclosure is supplied with a stand/support, which may be placed in any convenient location. The
enclosure may also be mounted in any fixed location as long as the cabling is adequate to reach the feed. It is not
recommended that the electrical enclosure be mounted directly to the press. The vibrations caused by the punch press
can result in damage to the control system
5
ULTRA MAGNUM SERVO ROLL FEED 2 /14/2003
1.3 PLS ENCODER INSTALLATION (OPTIONAL)
The PLS encoder must be mounted on the press so its shaft is coupled or belted to the crankshaft with one to one
(1:1) ratio. It is strongly recommended to use plastic or aluminum sprockets on the encoder shaft.
When all required electrical connections are made, power up the feed control and bring up the Status screen:
T o o l # 1 Po s : 18 2
M an u a l M o de
3 0 / Co n t .R u n
P r e s s a M od e Ke y
Inch the press and watch the press position reading on the status screen. Verify that as the press is moving, the press position
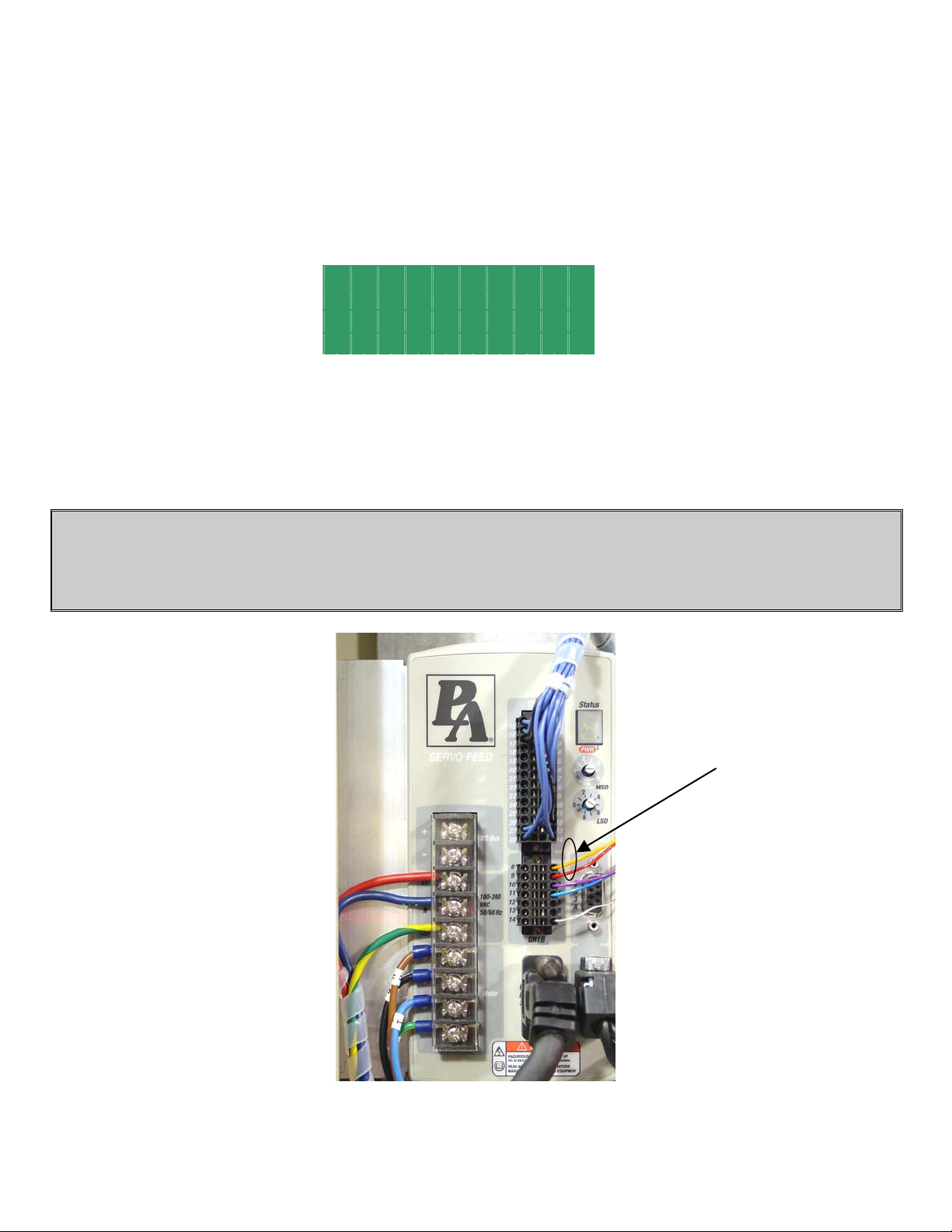
reading is changing in ascending order. If it is changing in descending order, then power down the feed control and swap the
following wires:
Servo drive connector CN1B, pin 2 - orange wire;
Servo drive connector CN1B, pin 3 – red wire.
Power up the feed control and verify that the press reading is now changing in ascending order as the press moving.
NOTE:
CN1A and CN1B signal connectors on the Ultra5000 drive are spring-clamp connectors. A rectangle hole next to each
wire hole is used to unclamp the connection by inserting the miniature screwdriver provided with the servo feed
control.
6
ULTRA MAGNUM SERVO ROLL FEED 2 /14/2003
1.4 STRIP ENCODER INSTALLATION (OPTIONAL)
The Strip Encoder comes pre-installed on the feed body and all it needs is proper electrical connections and air
pressure of 80-100 PSI to the pressure regulator mounted on the front side of Strip Encoder Assembly.
1.5 LOADING THE FEED
FIGURE 3
Prior to this step, the electrical control must be powered up and all needed parameters are loaded. (Refer to
the Ultra Magnum Servo Feed Operating Manual.)
NOTE:
This example is based on using PLS (Programmable Limit Switch), but all PLS timing notes can be easily translated to
other forms of timing.
The material thickness and width table, shown on page 8, defines the maximum stock thickness at full width
allowed. Do not try to operate the feeder with material thicker than it was designed to feed. Read the following
table before loading any material into the feeder.
7
ULTRA MAGNUM SERVO ROLL FEED 2 /14/2003
1. `Put the Ultra Magnum control into “MANUAL MODE”. Record the present settings of the Feed Cam, Reset Cam,
and Pilot Release Cam into a job set-up record sheet for future reference to the job.
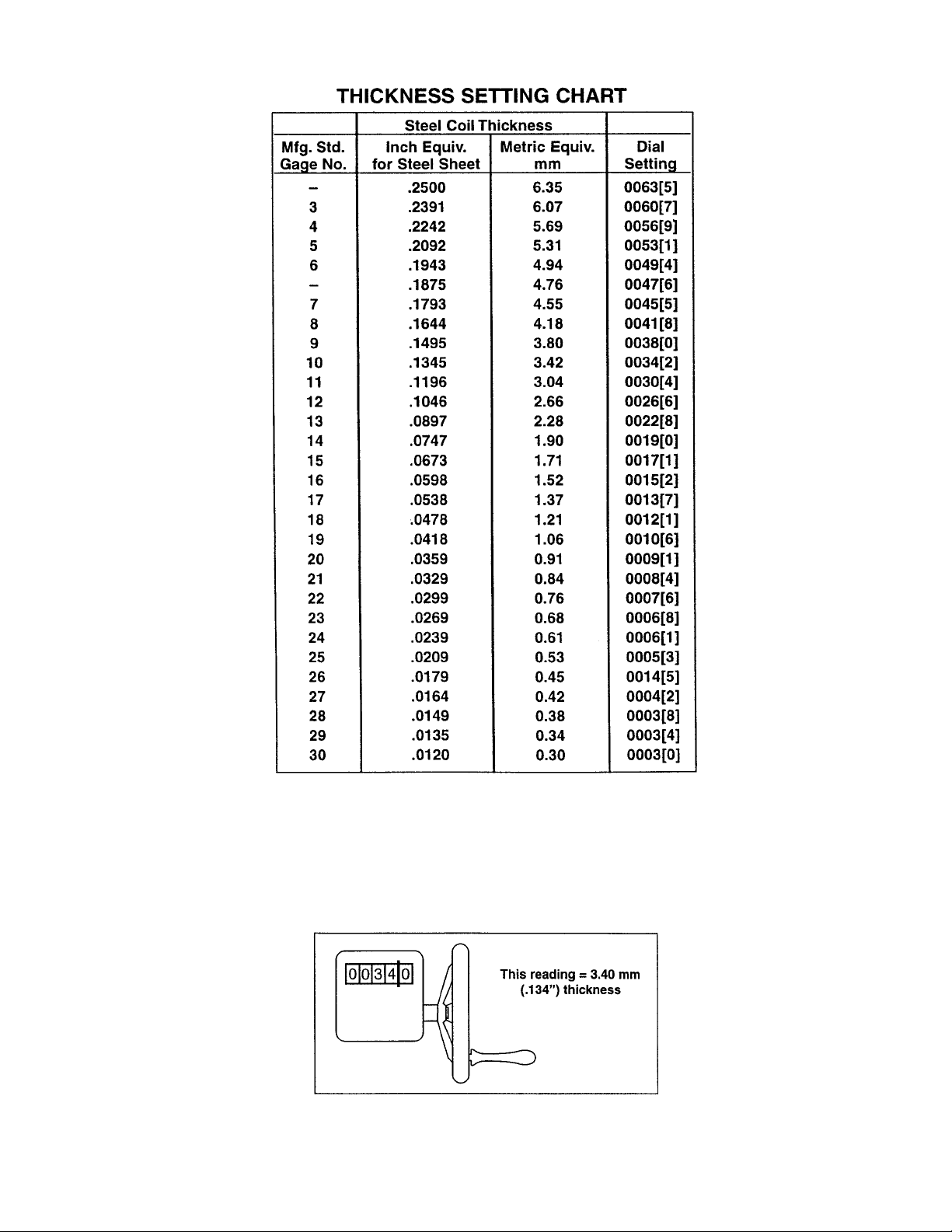
2. Refer to the Thickness Setting Chart shown above. Adjust the material thickness dial for the proper material
thickness. Refer to the example in the following drawing for proper setting.
3. Open the feed rolls with the “OPEN/CLOSE” switch on the jog pendant. Insert the material and close the feed rolls.
8
 Loading...
Loading...