

Ohlins TTX40, TTX46MT Owners Guide

MkI/MkII Automotive
TTX40/ TTX46MT
Owner’s Manual
2
Safety Precautions
Note!
The shock absorber is a very important part of the vehicle and
will therefore affect the stability of the vehicle.
Read and make sure that you understand the information in
this manual and the mounting instructions before you use this
product. If you have any questions regarding installation or
maintenance please contact your nearest Öhlins dealer.
Öhlins Racing AB can not be held responsible for any
damage to the shock absorber, vehicle, other property or injury
to persons, if the instructions for installing and maintenance are
not followed exactly.
Warning!
This product was developed and designed exclusively for a
specific vehicle model and should only be installed on the
intended vehicle model in its original condition as delivered from
the vehicle manufacturer.
The specifications for the particular shock absorber are results
from tests run on a factory equipped vehicle. If wheel
dimensions, springs and/or other chassis parts have been
changed or modified, the clearances and vehicle stability can be
affected.
This product contains pressurized nitrogen gas (N2). Do not
open, service or modify this product without proper education
(authorized Öhlins dealer/distributor) and proper tools.
After installing this product, take a test drive at low speed to
make sure that your vehicle has maintained its stability.
If the suspension makes an abnormal noise, or the function is
irregular, or if you notice any leakage from the product, please
stop the vehicle immediately and return the product to an Öhlins
Service Centre.
Safety Symbols
In this manual, mounting instructions and
other technical documents, important
information concerning safety is
distinguished by the following symbols:
The Safety Alert Symbol means: Warning!
Your safety is involved.
Warning!
The Warning Symbol means: Failure to
follow warning instructions can result in
severe or fatal injury to anyone working with,
inspecting or using the shock absorber, or
to bystanders.
Caution!
The Caution Symbol means: Special
precautions must be taken to avoid damage
to the shock absorber.
Note!
The Note Symbol indicates information that
is important regarding procedures.
© Öhlins Racing AB. All rights reserved. Any
reprinting or unauthorized use without the written
permission of Öhlins Racing AB is prohibited.
Printed in Sweden.
Note!
When working on this product, always read your Vehicle Service
Manual.
This Manual should be considered a part of the product and
should therefore accompany the product throughout its life cycle.
1

Page
Safety Precautions 1
1 - Introduction 3
2 - General description 4
3 - Damping force measurement 13
4 - Damping curve terminology 16
5 - External adjusters 17
6 - Limits in force and velocity 21
7 - Matching of damping force 21
8 - Hysteresis 22
9 - Cavitation 24
10 - Friction level 26
11 - Temperature stability 27
12 - Damper functions 28
13 - Damping guidelines 30
14 - Gas pressure 31
15 - Temperature range 31
Contents
16 - Routine maintenance 32
17 - Actions after a crash or re 33
18 - Valving reference program 34
19 - Damper conguration 35
20 - Damper dimensions 39
21 - Damper identication 54
22 - Technical data 54
23 - Optional parts 55
2

4
1 - Introduction
Congratulations on choosing the Öhlins TTX40/ TTX46 MT damper,
the latest generation of twin tube dampers from Öhlins.
Get to know your TTX40/ TTX46 MT, and be sure to read this
manual thoroughly before using the dampers. We recommend that
you keep this manual handy.
The TTX40/ TTX46 MT damper is the culmination of three
decades of Öhlins’ successful participation in world championship
events winning more than 200 World Championships. Many
years of work together with some of the world’s most successful
racing teams together with advanced dynamic analysis methods
developed at Öhlins Racing headquarter in Sweden has given
Öhlins the unique knowledge needed to design the TTX40/ TTX46
MT damper.
The Öhlins TTX40/ TTX46 MT damper, originally developed for
formula racing, is designed to handle the demanding damping
characteristics needed for all types of tracks, from street courses to
super speedways. The TTX40/ TTX46 MT damper is fully adjustable
with maximised damper response together with qualities you’ve
never seen before when it comes to ”settings”.
Low and high speed compression and rebound damping are
externally adjustable and fully independent. The adjustment range
is huge with equal increments of force throughout the adjustment
range. Even the shape of the damping curve can easily be changed.
All adjusters affect the ow from the main piston, not the piston rod
displacement volume.
The compression damping forces of the TTX40/ TTX46 MT
damper are not, as in a conventional damper, caused by a pressure
drop on the rebound side, but by increased pressure on the
compression side. This reduces the risk of cavitation and makes
any reservoir valve or high gas pressure unnecessary. So, no
balancing of reservoir damping to main piston damping is needed
to avoid cavitation and improve damping response.
Maximum response and minimum risk of cavitation will always
occur. With no reservoir valve, the internal pressure of the damper
unit will be kept to a minimum.
The low amount of hysteresis results in excellent short stroke/high
force performance. Also, a very low gas pressure can be used
without any loss of damping performance.
Along with the damper comes a unique Valving Reference
Program (available for download free of charge at www.ohlins.com).
Make sure to choose the correct one for your damper (MkI/MkII).
This computer model of the damper will allow you to nd
damping curves without a dynamometer. It will reduce building time
tremendously and allow exact damper adjustments in pit lane. The
TTX40/ TTX46 MT product will revolutionise the work for mechanics
and engineers in the racing business.
This manual text is based on TTX40/ TTX46 MT dampers. These
are through rod type dampers loaded with several new concepts.
As always, all dampers are tested before they are delivered to the
customer. In keeping with Öhlins long tradition of perfection, quality
is outstanding and long life is to be expected.
Welcome to the World of Öhlins.
Figure 1.1
Complete TTX40 and TTX46 MT MkII dampers without
springs.
3
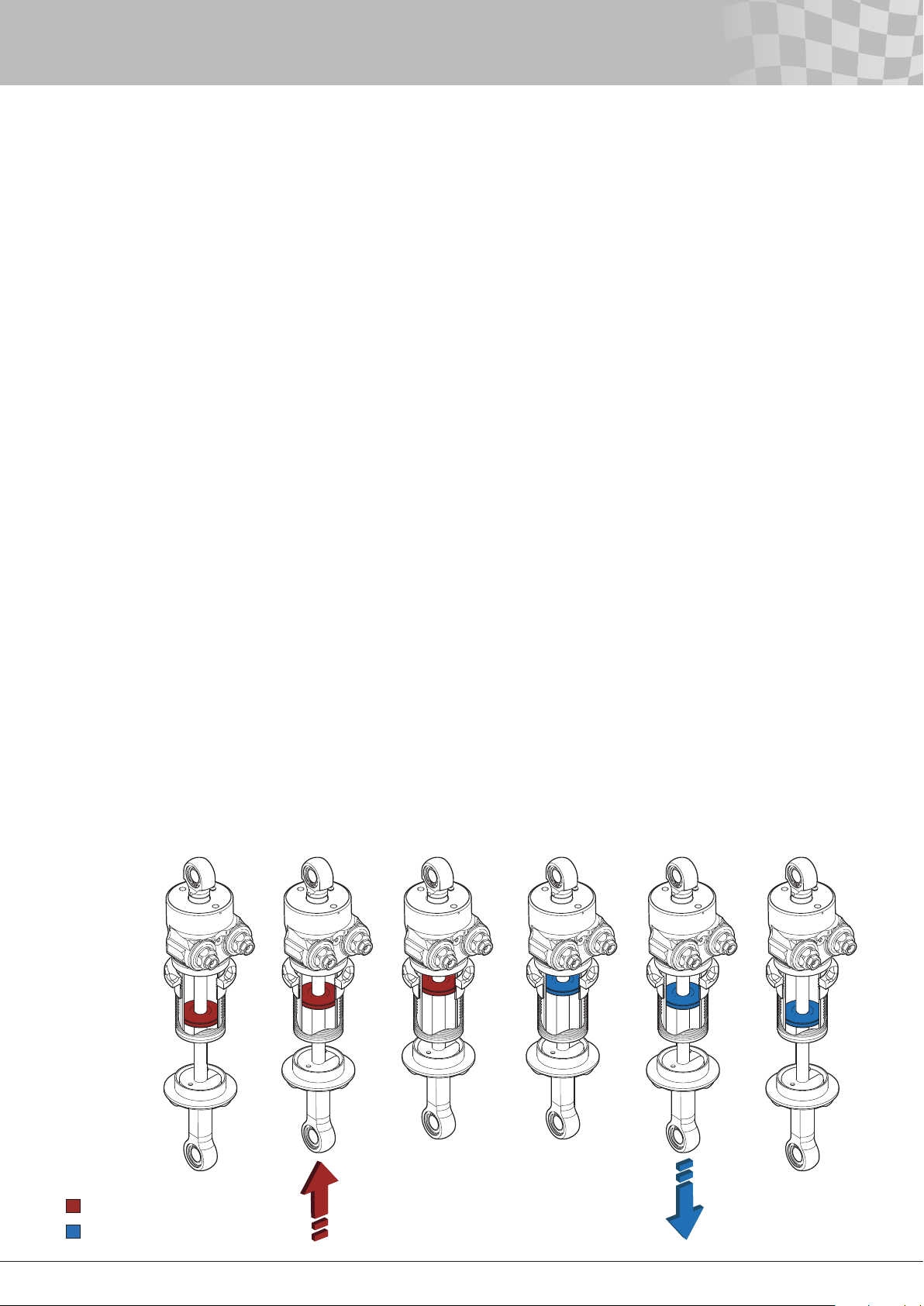
2 - General Description
Compression damping cycle Rebound damping cycle
The compression damping cycle describes the situation when the
rod and piston unit moves into the damper body shortening the
length of the damper. While the rebound damping cycle describes
the situation when the rod and piston unit moves out from the
damper body extending the length of the damper.
The terminology ”compression side” of the piston here refers to
the oil volume in front of the piston when the external piston rod is
moving into the damper body (compression cycle). The ”rebound
side ” of the piston refers to the oil volume in front of the piston
when the external piston rod is moving out of the damper body
(rebound cycle).
When the rod and piston unit doesn’t move, the internal
pressure in the whole damper unit is equal with the set gas
pressure. When track conditions cause the vehicle suspension
to move, the damper piston will attempt to move through the
damper oil. In order for the piston to move, oil must ow from
one side of the main piston to the other. The restriction of the
valves causes a pressure difference between the two sides of
the piston, resulting in damping forces. In the TTX40/TTX46MT,
this pressure difference comes from increased pressure on the
forward side of the piston and not reduced pressure on the
backside, as in conventional dampers.
Unless a different valve conguration is used compression
to rebound, the compression and rebound valves are identical
(exceptions are model specic dampers like the BMF and POF
dampers). On both sides in the MkI there are three types and
in the MkII there are two types of valves used for adjusting the
damping characteristics.
• Bleed valve (MkI/MkII)
• Shim valve (MkI/MkII)
• Poppet valve (MkI)
Valve description - TTX40/TTX46MT MkI
The compression bleed valve (low speed) is in parallel with the
compression poppet valve (high speed) and the rebound bleed
valve (low speed) is in parallel with the rebound poppet valve
(high speed). The poppet valves are pushed against their seats by
preloaded coil springs.
The preload is externally adjustable. The amount of preload of
the poppet valves determines the pressure differentials across the
main piston necessary to make the poppet valves open. For more
information about the bleed valves and the poppet valves, see
chapter External adjusters.
The shim valves are placed on the nose of the poppet valves.
These shim stacks affect the opening characteristic of the poppet
valves. The shim conguration can be changed to achieve different
opening characteristics of the poppet valve. Also, there are two
check valves installed in the damper, making the compression and
rebound valves fully independent.
Valve description - TTX40/TTX46MT MkII
The compression bleed valve (low speed) is in parallel with the
compression shim valve (high speed) and the rebound bleed valve
(low speed) is in parallel with the rebound shim valve. The shim
stacks are pushed against their valves by preloaded coil springs.
The preload is externally adjustable. The amount of preload of
the shim stacks determines the pressure differentials across the
main piston necessary to make the shim valves open. For more
information about the bleed valves and the shim valves, see chapter
External adjusters.
The combination of shims on the valve affect the opening
characteristic of the valves. Also, there are two check valves
installed in the damper, making the compression and rebound
valves fully independent.
Figure 2.1
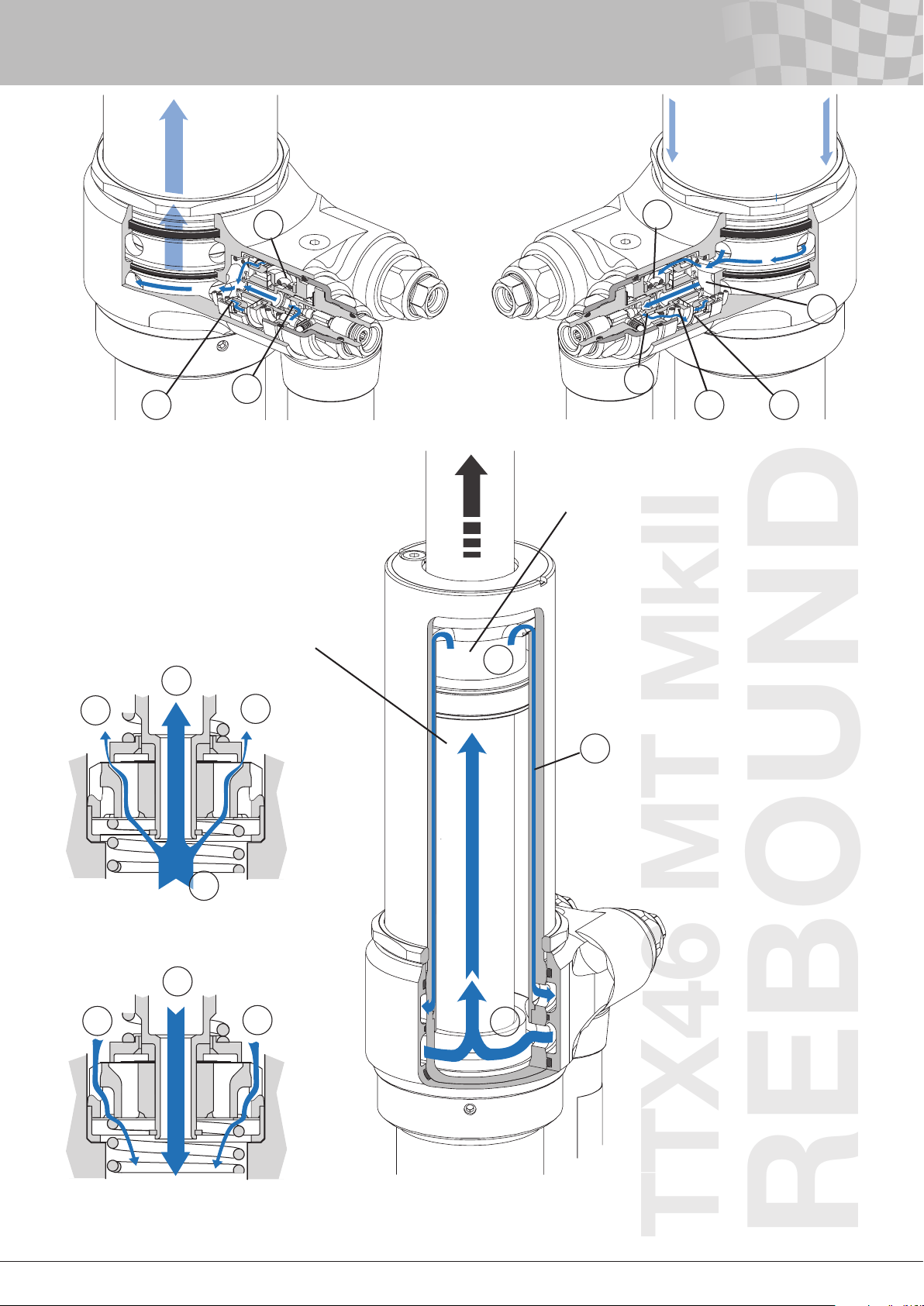
Compression and Rebound damping cycle TTX40
Compression damping cycle
Rebound damping cycle
4

6
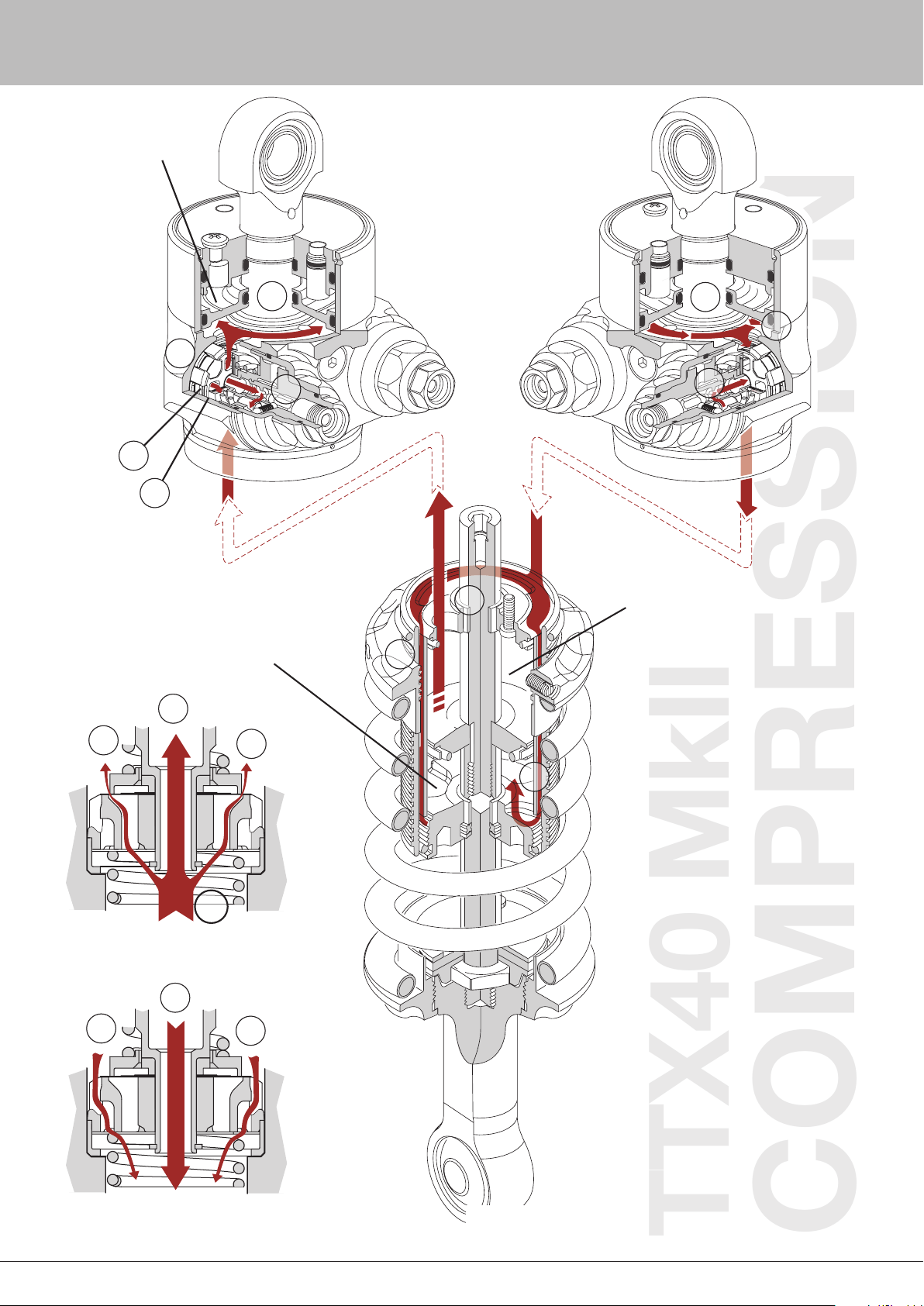
2 - General Description
Flow circuit at compression cycle
How the oil flows from the compression side to the rebound side of
the piston will be described here. This is caused by increased pressure
on the compression side of the main piston, while the pressure on the
rebound side is almost constant at the set gas pressure.
1a. TTX40
The oil will reach the compression valves by passing through the
port of the separating plate (fig. 2.3-A and 2.7-A) extending into
the cylinder head and leading the oil into a chamber below the
compression valves (fig. 2.3-B, 2.7-B and 2.8a-B). Because of
the small restriction of this port, the pressure in this camber will
be very much the same as the compression side of the cylinder
tube. The piston velocity and how the valves are set determine
the pressure in the camber. The pressure will help to close the
check valve in this camber.
1b. TTX46MT
The oil will reach the compression valves by passing through
the holes in the outer tube (fig. 2.11-A) extending into the
valve housing and leading the oil into a chamber below the
compression valves (fig. 2.11-B). Because of the small restriction
of this port, the pressure in this camber will be very much the
same as the compression side of the cylinder tube. The piston
velocity and how the valves are set determine the pressure in
the camber. The pressure will help close the check valve in this
camber.
2. TTX40/ TTX46 MT
Depending on the pressure, different things will occur. As the
velocity increases, the pressure will rise.
2a. TTX40/ TTX46 MT
In the initial part of a compression stroke, when the velocity
of the piston is low, the oil will pass through the adjustable
low speed compression bleed valve. In this bleed valve, the
restriction takes place in the passage (fig. 2.3-C, 2.6a-C, 2.7-C,
2.10a-C and 2.11-C) between the needle seat (integrated to the
needle housing) and the needle. As long as the piston is moving
and the bleed valve is not fully closed, some oil will always ow
through the bleed valve. If the bleed valve is fully closed, this
passage will be blocked.
2b.1 TTX40/ TTX46 MT MkI
As the velocity increases, the shim stack on the nose of the
poppet valve will start to open and oil can pass between the shim
stack and the poppet valve seat (fig. 2.2-D and 2.3-D). The stack
conguration will decide the opening pressure. An increased
stiffness of the stack will raise the opening pressure and thus
raise the damping force. The shape of the nose on the poppet
valve gives the shims freedom to bend and lift from the seat,
no matter how much preload from spring there is on the poppet
valve. This will allow the shim stack to always open gradually and
therefore a small amount of oil will pass through the shim stack
even with a very low pressure drop over the piston.
2b.2 TTX40/ TTX46 MT MkII
As the velocity increases, the shim on the valve will start to bend
and the valve will start to open and oil can pass between the
shim stack and the valve (fig. 2.6a-D, 2.7-D, 2.10a-D and 2.11-
D). The stack conguration will decide the opening pressure.
All shims with a lager diameter then 20 mm will affect the initial
opening of the stack. An increased stiffness of the stack will raise
the opening pressure and thus raise the damping force. This will
allow the shim stack to always open gradually and therefore a
small amount of oil will pass through the shim stack even with a
very low pressure drop over the piston.
2c.1 TTX40/ TTX46 MT MkI
As the piston velocity increases further, the internal pressure
rises. At a certain velocity the movement of the piston creates
a pressure difference across the main piston that is equal to the
predetermined pressure required to open the poppet valve. The
oil is now free to ow between the poppet valve and the seat (fig.
2.2-E and 2.3-E). Due to the oil ow, the nose shims will follow
the poppet valve up from the seat.
Note!
In practice, the piston often does not reach a velocity high enough to
cause a sufficient pressure drop and open the poppet valve.
By using a very stiff shim stack in combination with little preload on
the poppet valve, the oil ow through the shim stack will be very
limited before the poppet valve opens. This will make the opening
of the poppet valve more abrupt and the shim stack will open at a
higher velocity. This will change the characteristics of the damping
curve.
Note!
The opening characteristic of the poppet valve is always abrupt, unlike
the gradual opening characteristic of the shim stack.
2c.2 TTX40/ TTX46 MT MkII
As the piston velocity increases further, the internal pressure
rises. At a certain velocity the movement of the piston creates
a pressure difference across the main piston that is equal to
the predetermined pressure required to compress the spring
(fig. 2.7-E and 2.11-E) and allow the shims to bend more. The
preload of the spring and the shim stack will determine how
much the shims will bend. The more the shims bend the greater
are the cavities that allows the oil to ow through the valve.
Note!
Usually, the piston does not reach a velocity high enough to cause a
sufficient pressure drop and open the shim valve totally.
5
2 - General Description
3. TTX40/ TTX46 MT
The oil has now reached the low-pressure zone at the gas
reservoir (g. 2.3-F, 2.7-F and 2.11-F). This volume is in direct
contact with the separating piston on the TTX40 and connected
to the separating piston by a small hole on the TTX46MT. The
separating piston separates the oil from the nitrogen gas. Here
the pressure is always equal to the set gas pressure. As the
TTX40/TTX46MT is a through rod damper, there will be no uid
displacement by the piston rod. However, a gas volume is still
needed to reduce changes of the static internal pressure due to
volume changes caused by temperature variations. The rising
temperature of the damper will increase the volume of the oil.
Also the damper body will expand as the temperature increases,
but not to the same extent.
4. TTX40/ TTX46 MT
Now the oil will ow through the compression check valve (g.
2.3-G, 2.6b-G, 2.7-G, 2.10b-G and 2.11-G) positioned at the
rebound valves. However, as long as the low speed rebound
bleed valve isn’t fully closed, some oil will ow the through this
valve backwards (g. 2.3-H, 2.6b-H, 2.7-H, 2.10b-H and 2.11-H).
Note!
The compression check valve is placed together with the rebound
valves.
5. TTX40/ TTX46 MT
From here the oil ows between the two tubes (fig. 2.3-I, 2.7-I
and 2.11-I). The oil re-enters the main tube on the rebound side
through ports placed between the end cap and the inner tube
(fig. 2.3-J, 2.7-J and 2.11-J).
The compression ow circuit is completed.
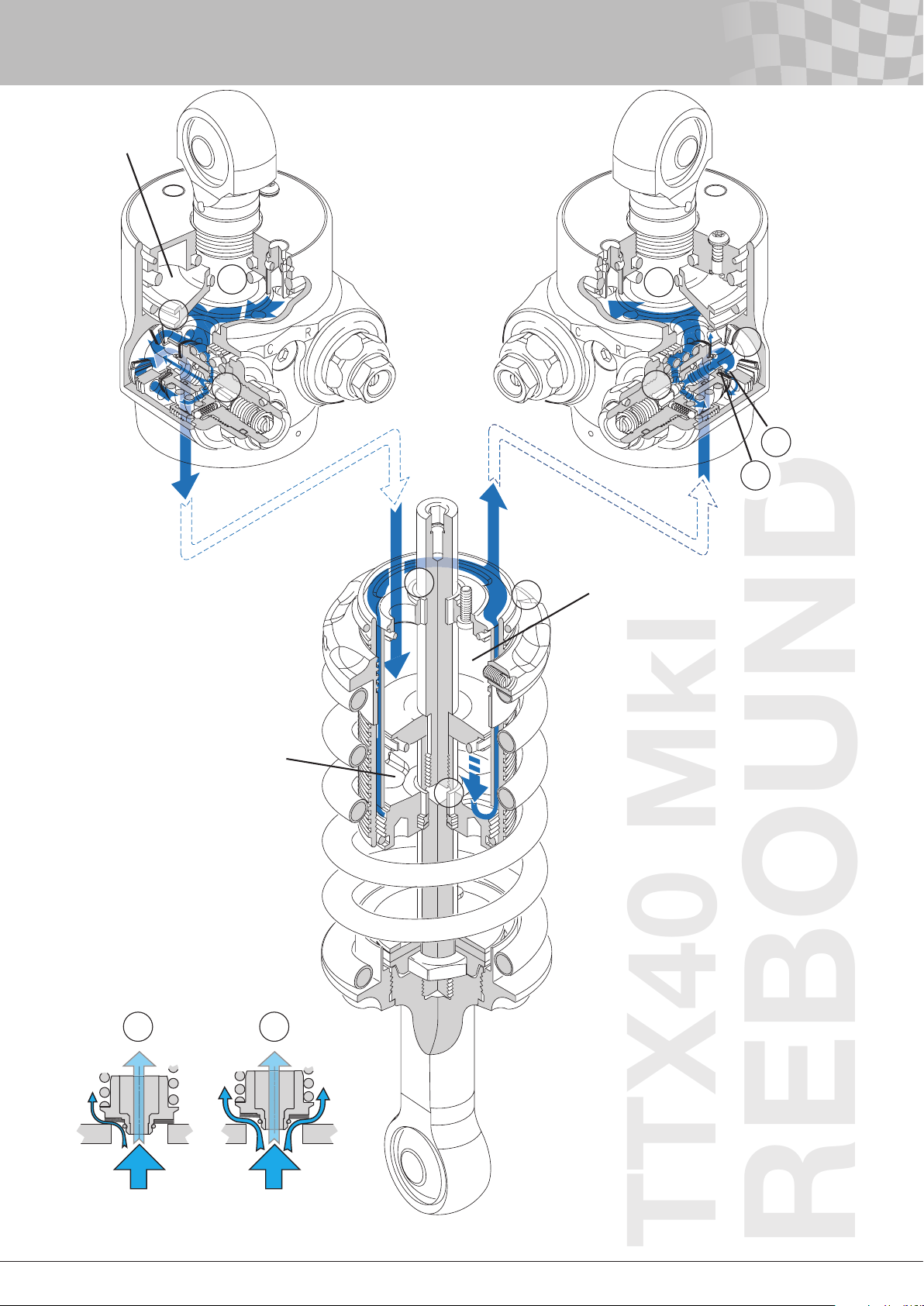
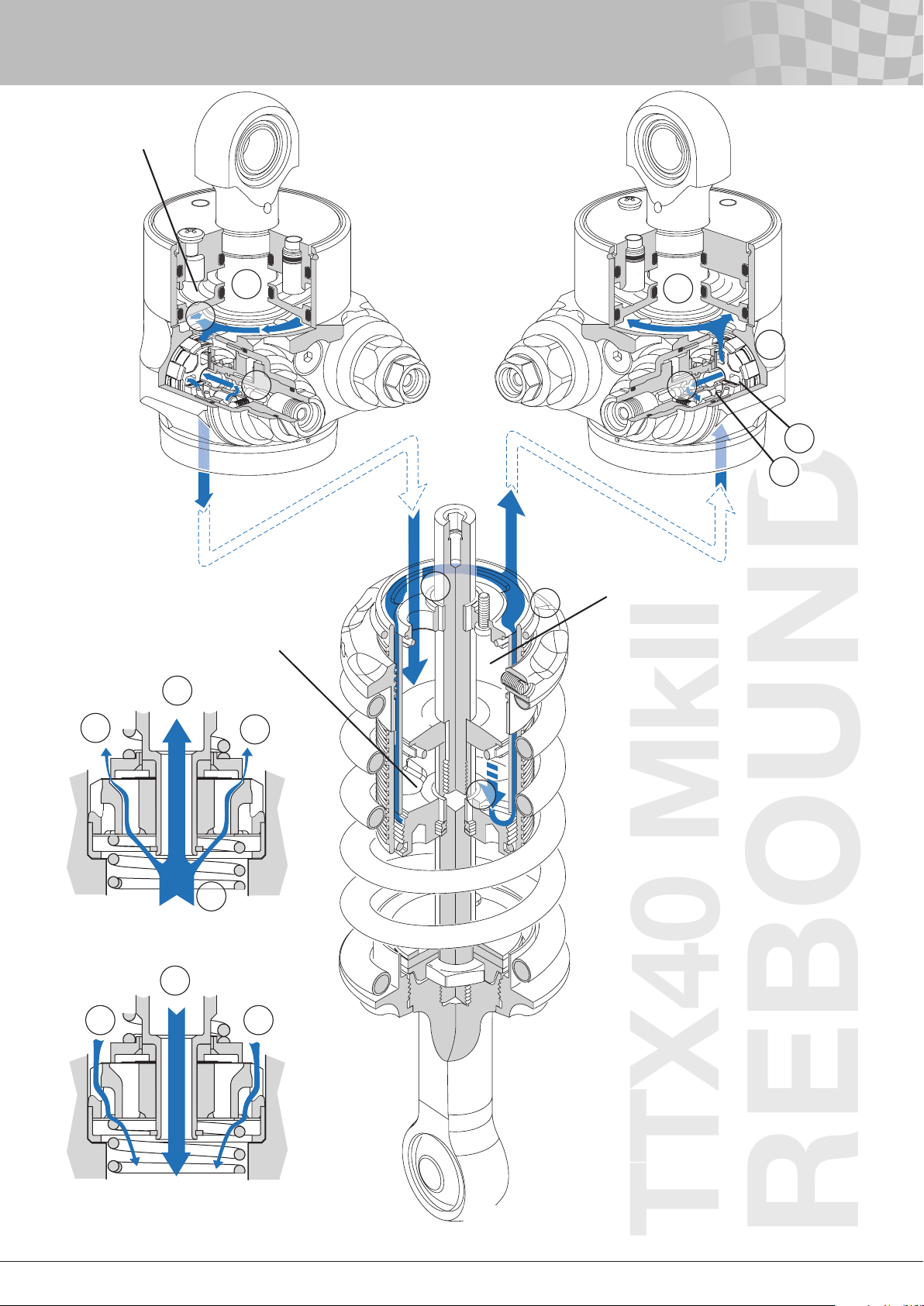
Flow circuit at rebound cycle
Below is a description of how the oil flows from the rebound side to the
compression side of the piston. The rebound cycle is very similar to the
compression cycle, but the flow will be in the opposite direction and
the oil will move through different valves. During the rebound stroke, the
pressure of the rebound side of the main piston is increased, while the
pressure of the compression side is kept almost constant.
1a. TTX40
First of all, the oil has to get to the rebound valves. The ports
between the end cap and the inner tube (fig. 2.5-A and 2.9-A) will
lead the oil to the volume between the tubes (fig. 2.5-B and 2.9-
B) from where the oil will reach the chamber below the rebound
valves (fig. 2.5-C and 2.9-C). The pressure here will be roughly
the same as in the rebound side of the cylinder tube due to small
restrictions of the oil ow. The pressure will help to close the
check valve in this camber.
1b. TTX46MT
First the oil has to get to the rebound valves. The ports between
the upper seal head and the inner tube (fig. 2.13-A) will lead the
oil to the volume between the tubes (fig. 2.13-B) from where the
oil will reach the chamber below the rebound valves (fig. 2.13-C).
The pressure here will be roughly the same as in the rebound side
of the cylinder tube due to small restrictions of the oil ow. This
pressure will help to close the check valve in this camber.
2. TTX40/ TTX46 MT
See section 2. TTX40/ TTX46 MT under Flow circuit at
compression cycle in this chapter for more detailed information
as the rebound valves are identical to the compression valves.
2a. TTX40/ TTX46 MT
Unless the low speed rebound valve is fully closed, the oil will
rst pass through this valve
(fig.2.5-D, 2.8a-D, 2.9-D, 2.12a-D and 2.13-D).
2b.1 TTX40/ TTX46 MT MkI
The second valve to open is normally the nose shim stack (fig.
2.4-E and 2.5-E).
2b.2 MkII
The second valve to open is the shim stack on the valve (fig.
2.8a-E, 2.9-E, 2.12a-E and 2.13-E). It starts with the largest
shims, diameter more than 20 mm, starts to bend and in this way
lets the oil ow through the vavle.
2c.1 MkI
If the pressure level reaches the opening pressure of the poppet
valve, the poppet valve will open (fig. 2.4-F and 2.5-F).
2c.2 MkII
If the pressure level reaches the opening pressure of the spring
valve, the spring will let the preload ring to lift and the shim stack
will let more oil through the valve (g. 2.9-F and 2.13-F).
3. Now the oil has reached the low-pressure zone at the gas
reservoir (fig. 2.5-G, 2.9-G and 2.13-G), where the pressure is
equal to the gas pressure.
4. The oil will now ow through the rebound check valve (fig.
2.5-H, 2.8b-H, 2.9-H, 2.12b-H and 2.13-H) positioned at the
compression valves. Some oil can, in the same way as described
above in Flow circuit at compression cycle, ow backwards
through the low speed compression valve (fig. 2.5-I, 2.8b-I, 2.9-I,
2.12b-I and 2.13-I) unless it is set to the fully closed position.
Note!
The compression check valve is located together with the rebound
valves.
5. Finally the oil re-enters the main tube on the compression
side through a port in the separating plate (fig. 2.5-J, 2.9-J and
2.13-J).
The rebound circuit is completed.
6
8
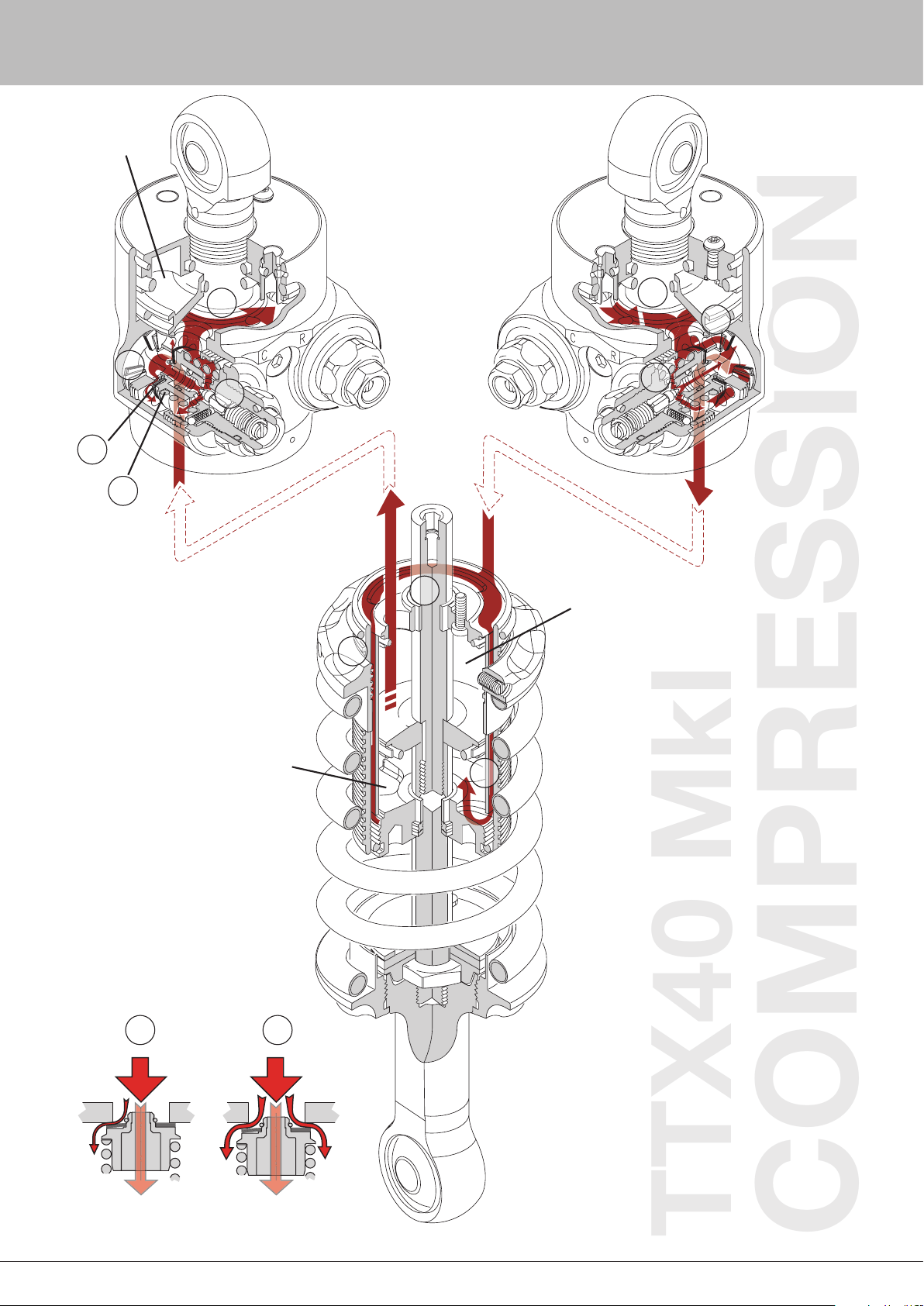
2 - General Description
TTX40 MkI
COMPRESSION
Gas volume
F
B
C
D
E
A
I
Compression side
F
G
H
Rebound side
D E
Figure 2.2
Poppet valve for compression TTX40 MkI.
J
Figure 2.3
Flow circuit during compression cycle for TTX40 MkI.
7
TTX40 MkI
REBOUND
Gas volume
2 - General Description
G
H
I
J
B
Compression side
G
C
D
E
F
Rebound Side
E F
A
Figure 2.4
Poppet valve for rebound TTX40 MkI.
Figure 2.5
Flow circuit during rebound cycle for TTX40 MkI.
8
10
2 - General Description
TTX40 MkII
COMPRESSION
Gas volume
F
B
C
D
E
A
Rebound Side
C
D
D
I
Compression side
F
G
H
B
Figure 2.6a
Flow through the main valve TTX40 MkII.
H
G
Figure 2.6b
Flow through the check valve TTX40 MkII.
G
J
Figure 2.7
Flow circuit during compression cycle for TTX40 MkII.
9
TTX40 MkII
REBOUND
Gas volume
2 - General Description
G
H
I
J
Rebound Side
D
E
E
Compression side
B
G
C
D
E
F
Figure 2.8a
C
Flow through the main valve TTX40 MkII.
I
HH
Figure 2.8b
Flow through the check valve TTX40 MkII.
A
Figure 2.9
Flow circuit during rebound cycle for TTX40 MkII.
10
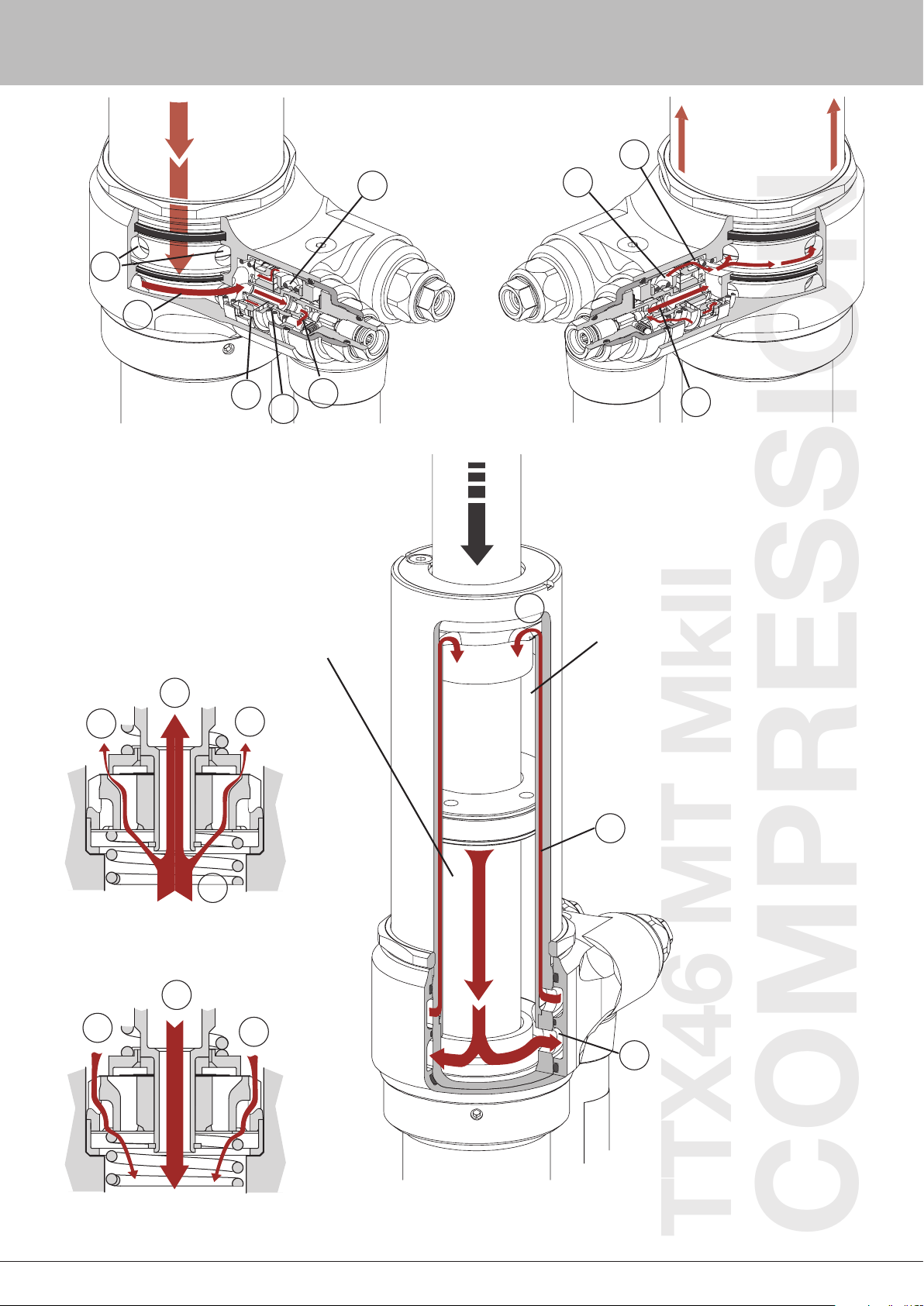
12
2 - General Description
TTX46 MT MkII
COMPRESSION
G
F
A
B
D
Compression side
C
E
J
F
H
Rebound side
C
D
Figure 2.10a
Flow through the main valve TTX46 MT MkII.
H
G
D
B
G
I
A
Figure 2.10b
Flow through the check valve TTX46 MT MkII.
Figure 2.11
Flow circuit during compression cycle for TTX46 MT MkII.
11
2 - General Description
TTX46 MT MkII
REBOUND
G
I
H
Rebound Side
Compression side
A
D
G
C
D
EF
E
Figure 2.12a
Flow through the main valve TTX46 MT MkII.
H
C
I
E
H
B
J
Figure 2.12b
Flow through the check valve TTX46 MT MkII.
Figure 2.13
Flow circuit during rebound cycle for TTX46 MT MkII.
12

14
3 - Damping Force Measurement
Damping forces is a frequent subject of discussions at race
weekends. It is important to understand that depending on how the
damping forces are measured, the force values can turn out very
differently.
Within a race team, where the values normally always come from
the same source this is normally not a problem. A team mainly
needs a damper dynamometer to ensure their dampers produce the
damping forces that are expected. This means that no “heavy duty”
dynamometer is needed. For formula racing applications and many
other types of asphalt racing a dynamometer that can reach 5 inch/
second (0.127 m/s) is enough. The type of dynamometers mainly
used are of the “crank type”. The price tag, size and simplicity are
the main advantages of these machines. A crank dynamometer
can be used for “continuous measurement” or “peak velocity
measurement”. A hydraulic dynamometer can be used for any type
of measurement.
The requirements for a damper manufacturer, doing research and
development, are very different and other types of machines are
needed.
There is not one perfect way of measuring damping forces, as
different situations ask for different needs.
See chapter Damping curve terminology for information about
how to read damping graphs.
For a race team a continuous measurement of the damping force
is very good: the measurement is quick, makes it very easy to tune
the damping curve to a desired shape, hysteresis and cavitation is
easy to detect and “dynamic problems” can be found. An example
of a dynamic problem that can be detected this way is sticking
check valves.
With continuous measurement of the damping force, the damper
movement mimics a “sine wave”, often in the region of 1.6 Hz.
As both the acceleration and the deceleration part can be seen,
there will be two force values for any given velocity except for the
maximum velocity. Sometimes the terminology “dynamic testing”
is used for this type of damper testing, including other types of
movements than just sine wave movements, but with the common
factor that the measurements are done during variations in velocity.
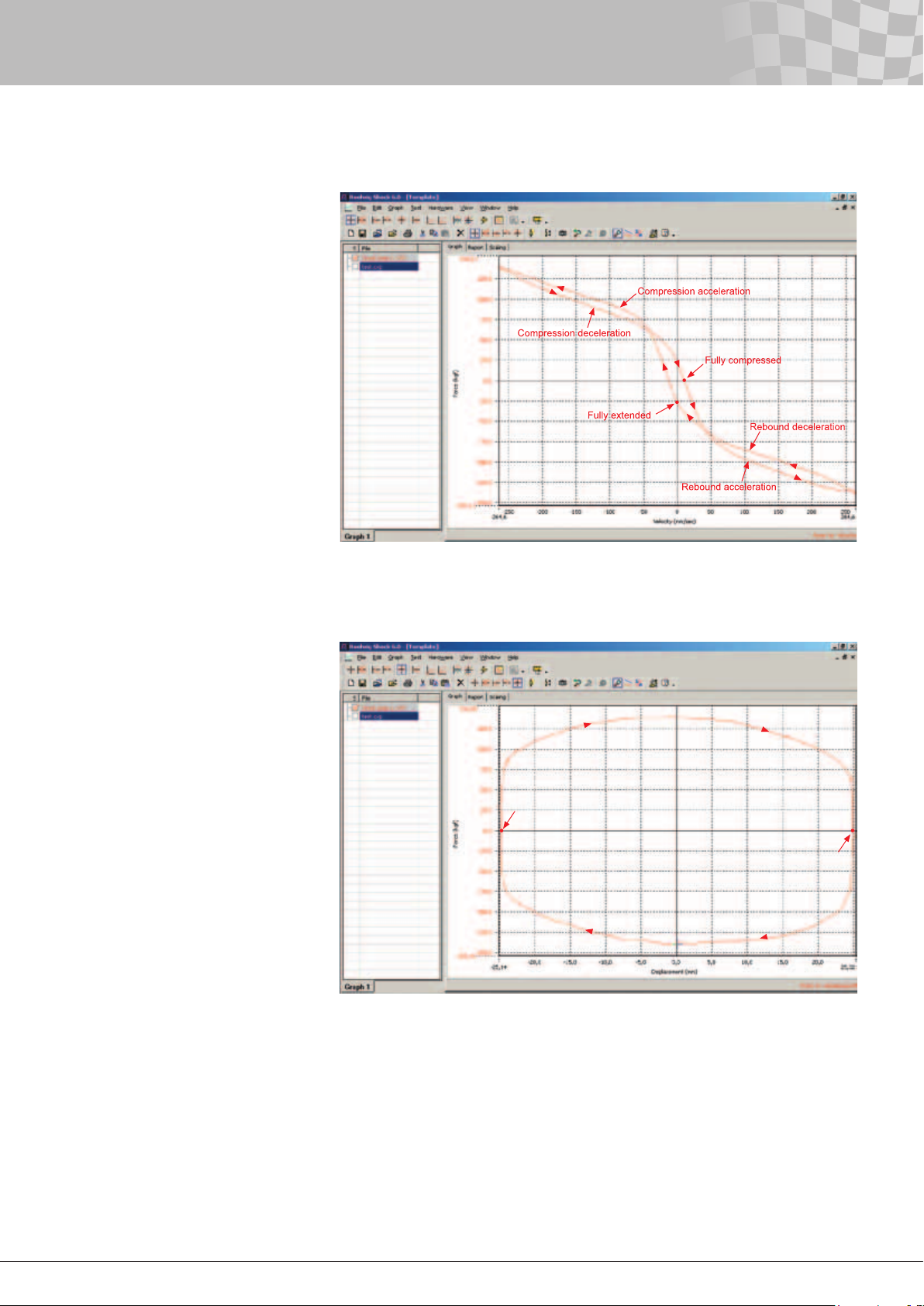
As can be seen in the gure, the acceleration force values are lower
than the deceleration force values when passing zero velocity. This
separation at low velocities is called “hysteresis”. See chapter
Hysteresis for more information. When ”matching” dampers, the
teams often pick half of the cycle to keep the overlay of curves
from different dampers as clean as possible. It is common to use
compression opening (measurement during acceleration) and
rebound closing (measurement during deceleration).
Many times the result of continuous damping force measurement
can be presented in a force-displacement graph. These types of
curves are sometimes named “egg curves”.
If continuous measurement is used, the forces given are
dependent on the stroke and frequency being used. By changing
the crank length and the frequency of the dynamometer machine
so to maintain the same peak velocity, let say 5 inch/second, the
damping force curves will change. From the formula below, you nd
that, for example, a reduction of the amplitude to half will give the
same peak speed if the frequency is doubled.
v
= A • 2π • f [ m/s ]
max
v
= peak velocity [ m/s ]
max
A = amplitude [ m ]
f = frequency [ Hz ]
The less travel required to reach a specic velocity, the more
pronounced the hysteresis will be in the graph. As hysteresis is
found when the movement change direction, in other words at zero
velocity, tests where different strokes have been used to produce
the same peak velocity will differ at low velocities due to hysteresis.
See chapter Hysteresis for more information.
13
3 - Damping Force Measurement
Figure 3.1
Damping force measured continuously in a
Roehrig dynamometer.
The bleeds are fully closed.
Figure 3.2
Damping force measured continuously in
a Roehrig dynamometer.
Here the result is presented in a
force‑displacement graph.
The data comes from the same run as in
the previous figure.
Fully extended
Fully compressed
14
16
3 - Damping Force Measurement
Note!
Comparing the forces figures 3.2 with the force of 3.3, there is a huge
difference in force at low speed. When the damping force is measured
continuously the hysteresis give the impression that the bleeds are
quite open and a small bleed change can be hard to notice in the
graph.
Sometimes the software uses a lter to reduce the level of noise in
the graphs. Some race teams do damping force measurement at
constant velocity.
Sometimes the terminology “static testing” is used for this type
of testing. For matching dampers this method is excellent. For
a damper manufacturer, working with different race teams using
different methods of measuring damping forces, measuring at
a constant velocity is preferred. Otherwise as explained above,
when using continuous measurement, there is always a risk that
the values discussed comes from different methods of measuring.
When the damping force is given at a constant velocity, there is
only one value of the damping force at each specic velocity.
A crank dynamometer can’t be used for constant velocity
measurement, but by measuring the damping force at different
peak velocities, the result is normally very close.
When a crank dynamometer is used, the machine always
produces sine wave movement. By changing the frequency of the
dynamometer, different peak velocities are reached.
The number of runs varies depending on the needs. Of course
small steps extend the test time. In a hydraulic dynamometer,
the piston rod is accelerating to the desired velocity in a short
distance, and the ow of oil through the valves in the damper
is kept “static” during a large part of the stroke. This makes
it possible to take hundreds of measurement before the
dynamometer decelerates the piston rod.
Note!
In this manual, if there is no other information, all graphs illustrated
come from Öhlins TTX VRP. The data used in the TTX VRP are
produced by an Instron hydraulic dynamometer at Öhlins Laboratory.
The forces are measured at constant velocity.
It is very important to know when dynamometer
testing dampers if the forces measured are
compensated for gas force or not.
Most racing dampers (pressurised, and not
through rod type) add a gas force to the damping
force. The gas force should be seen as an extra
spring force from a spring with very low rate. This
force is position dependant (close to constant)
and not velocity dependant and should therefore
be removed when damping force is plotted.
An idea of the amount of gas force a damper
produces at a specic piston position (normally
small variations at piston positions) can be found
by compressing the damper by hand and keeping
it at a static position. The gas force will now try to
push the piston rod out of the damper body.
This force is calculated as
F
= p
• A
rod
p
= gas pressure above atmosphere pressure
gas
(the value read on the pressure gauge when
pressurizing the damper) [N/m2, 1 bar=105 N/m2 = 15 psi]
A
= piston rod area
rod
For example, at 10 bar (15 psi) gas pressure in the TT44/40 (∅16
mm piston rod), the gas force is approximately 200 N (45 lbs).
When you look at a dynamometer curve that has been gas force
compensated, you are looking at the actual damping forces
produced by the damper.
For non gas compensated dynamometer curves, the actual
damping forces are calculated from the formulas below.
Compression damping = measured compression force – Frod
Rebound damping = measured rebound force + Frod
The TTX damper has no resulting force from the gas pressure (Frod
= 0), so it always gives the same forces no matter if the testing is
gas compensated or not.
[ N ]
gas
rod
Note!
If matching the forces from a TTX damper with the forces from a
conventional damper tested without gas compensation, the forces of
the conventional damper has to be gas force compensated with the
formulas above to get the same amount of damping.
Note!
Keep in mind that even if the method for measuring the damping
forces is identical there can be some small variations in the result from
different damper dynamometers, due to individual variations between
the machines.
Note!
All damping curves will change with temperature, so always keep
track of the temperature. See chapter Temperature stability for more
information.
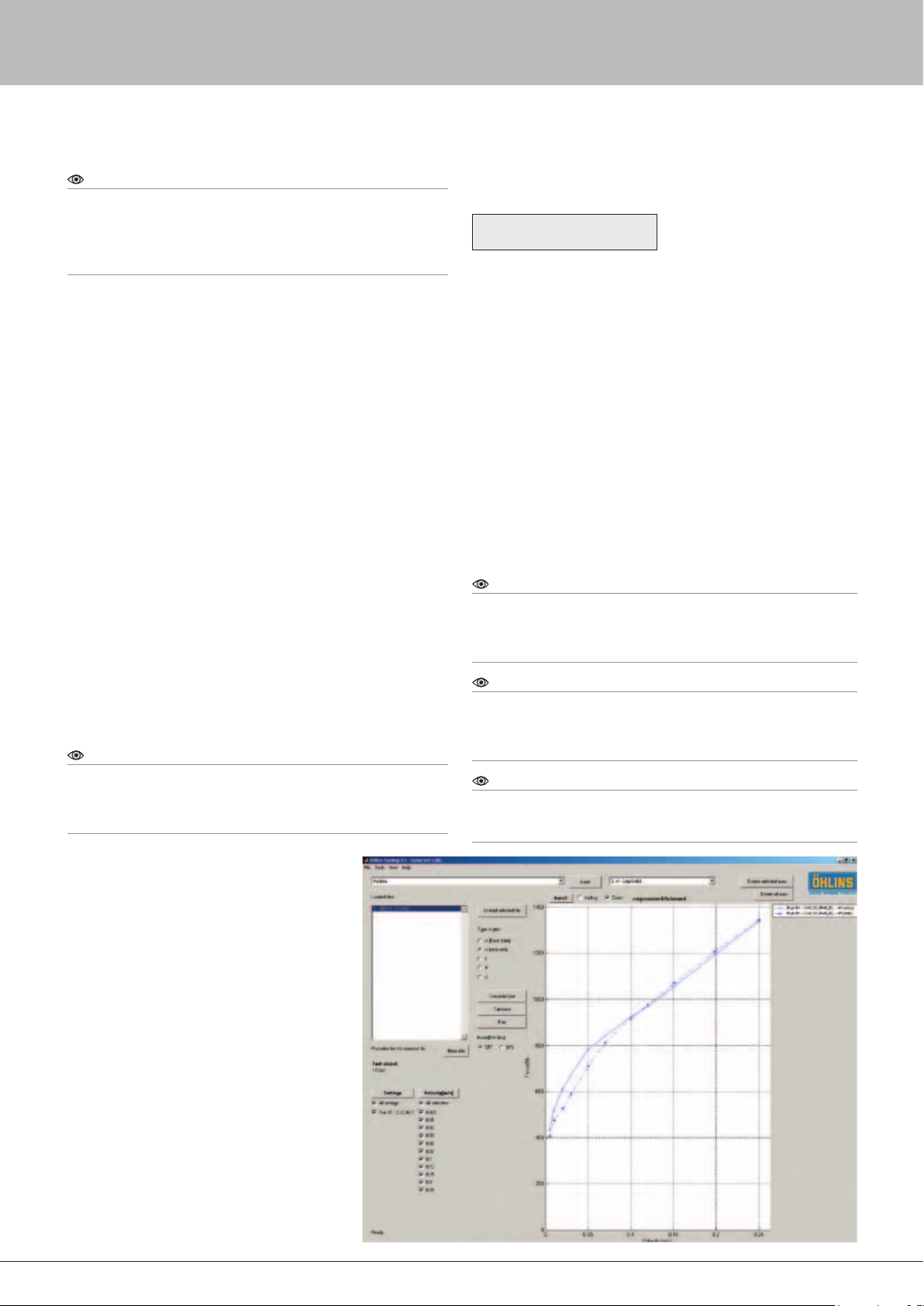
Figure 5.3
Damping force measured at constant velocity.
The lined curve is compression, the dotted
curve is rebound. The setting is the same as in
the two previous figures.
15
4 - Damping Curve Terminology
In order to understand the next part of this manual we must all
speak the same language. In the damper industry there are terms
used to help describe different parts of a dynamometer graph.
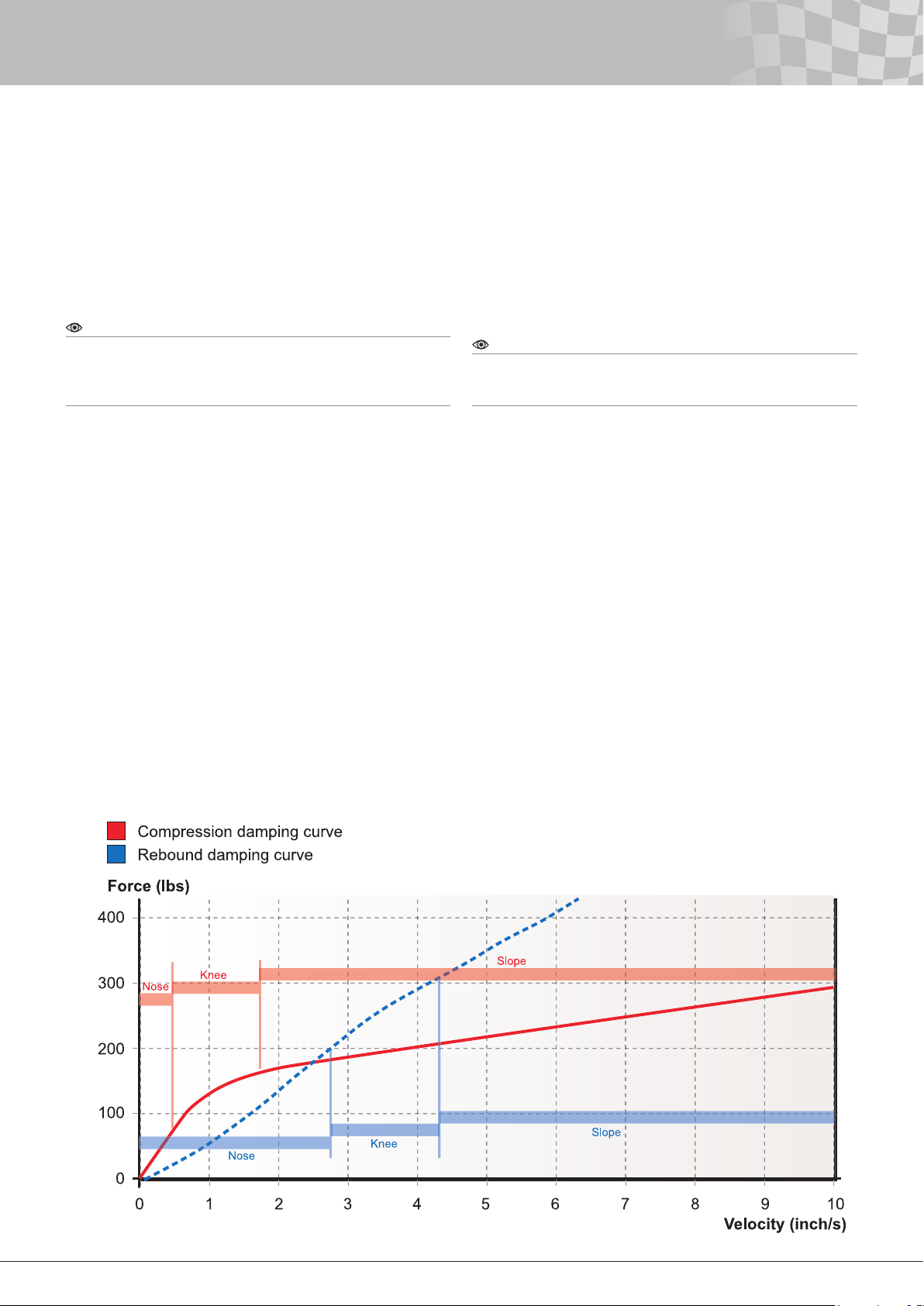
The three key words are nose (low speed), knee and slope
(high speed). Careful study of this section will yield a complete
understanding of these terms and allow you to read damper curves.
The horizontal axis in the gure gives damper velocity and the
vertical axis shows damping force.
Note!
The velocity of the damper refers to the velocity of the piston rod
movements, not to the speed of the car. Most of the piston rod
movements on a race car reach only low velocities and the percentage
number of strokes going though all zones described below is low.
Take a look at the gure above and notice the rst portion of the
damping curves – starting at 0 inch/second and ending at about 0.4
inch/second on the compression curve and about 2.7 inch/second
on the rebound curve. This part of the curve is called the nose and
is also referred to as low speed. The valve affecting this part of the
curve is the low speed adjuster. It is always of a xed orice type
(the size of the orice is not variable by pressure, but by clicker
adjustments) and is often called bleed. The design and size of the
bleed determines the characteristics and shape of the nose.
The nish of the nose zone coincides with the beginning of the knee
zone. Its location in the curve can be found by identifying where the
upwards curve rst begins to level off into a radius. Locating where
the knee radius stops and blends into the straight line identies the
end of the knee zone and the beginning of the slope zone.
The shape of the knee is determined by the opening characteristic,
gradual or abrupt. The more abrupt the opening phase is, the
sharper the knee will be. The converse is also true. Normally the
shape of the curve in the knee zone comes from the transition
of the shims bending and when the force is big enough to start
compress the high speed spring. At 1.2 inch/second the valve
has totally gone from the shims bending to the spring opening.
Due to the more open bleed on the rebound. The knees are not so
pronounced.
Note!
Wide open bleeds in combination with a stiff shim stack and a lot of
preload can allow the low speed zone to extend into relatively high
velocities.
The shim stack and the preload of the coil spring normally
determine the slope, also referred to as high speed. In most cases
the slope will continue to rise in a straight line to damper speeds
well beyond those found in most racing dynamometer charts.
Eventually the slope will increase at an exponential rate. This
happens when the size of the channels transporting the oil begin to
restrict the oil ow (channels are also xed orices).
The slope angle relative to the horizontal plane denes the
magnitude of the slope and can be quantied as Pound/(Inch/
Sec.) or N/(m/s). The nose, knee and slope are key words to
understanding the following concepts.
Figure 4.1
Terminology
16

18
5 - External Adjusters
General description
Most dampers that are external adjustable have some type of low
speed adjuster. Low speed adjusters are almost always externally
adjustable orices that become xed after adjustment. Fixed in the
sense that the orice area is not dependent on the pressure drop
over the orice.
In the damper industry, these adjustable orices are often
referred to as bleeds or low speed adjusters. Unlike shim stacks,
bleed orices do not change size in response to changes in
pressure. Because oil will always travel the path of least resistance,
it will rst ow through the open bleeds until there is enough
pressure to open any other valves. Oil ows through the bleeds any
time the piston rod is moving, and continues to ow in parallel with
the ow through the piston shim stack after the stack has opened.
The most common type of external high speed adjuster is an
adjuster that moves the knee up or down without changing the
slope, or just marginally changing it. To achieve this, the amount
of force pushing the valve, shim or poppet valve, against its seat is
varied. That is done by changing the preload of the spring element,
shim stack, coil spring, cup spring etc.
The oil ow that is controlled by the external adjusters varies
between different type of dampers. The larger the ow is, the better
the conditions will be for a powerful adjuster. There are two reasons
for that.
• A larger ow is easier to control. The tolerances for the
dimensions on the valve parts have to be tightened if the ow is
reduced.
External adjusters summarised
The TTX40/TTX46MT damper from Öhlins comes as a 4-way
externally adjustable damper. As some racing classes have
rules about the maximum number of external adjusters there is
a possibility to change the vales to a valve that is only one way
adjustable.
By changing just one valve you can make the damper 3-way
adjustable and by changing both valves you can make it 2-way
adjustable. This valve has the high speed adjuster lock or only a low
speed (bleed) adjuster. To adjust the high speed in this valve you
need to take the valve out of the damper and re-shim it. The text
below describes the valves that the dampers are delivered with.
• A larger pressure area, the pressure area is proportional to the oil
ow, will keep the internal pressure of the damper at a lower level.
This increases the damper response and the damper will build up
damping force quicker.
Figure 5.1
External adjusters
17
 Loading...
Loading...