


Work Shop Manual
General Manual for Öhlins shock absorbers
© Öhlins Racing AB. All rights reserved. Any reprinting or unauthorized use without the
written permission of Öhlins Racing AB is prohibited. Printed in Sweden.
1
Introduction
All of Öhlins advanced suspension products are adapted
to the make and model. This means that length, travel,
and spring-action and damping characteristics, are tested
individually just for the vehicle fitted with Öhlins suspension. When servicing be sure to use the correct spare
parts.
The information, illustrations and specifications contained
in this manual are the latest product information available
at the time of publication. This manual is presented to make
the service of the Öhlins shock absorbers as easy and as
safe as possible with maximum performance out of the
serviced shock absorber as possible.
Safety signals
Important information concerning safety is distinguished in this manual by the following notations:
The Safety alert symbol means:
Caution! Your safety is involved.
WARNING!
Failure to follow warning instructions could result in
severe or fatal injury to anyone working with,
inspecting or using the suspension, or to bystanders.
CAUTION!
Caution indicates that special precautions must be
taken to avoid damage to the suspension.
NOTE!
This indicates information that is of importance with
regard to procedures.
Before you start
Öhlins Racing AB can not be held responsible for any
damage whatsoever to spare parts, suspension or vehicle,
or injury to persons, if the instructions for fitting and
maintenance are not followed exactly. Similarly, the
warranty will become null and void if the instructions are
not adhered to.
Make sure you have all the necessary tools before you
start working on the Öhlins shock absorber.
WARNING!
Please study and make certain that you fully understand the
work shop manual before handling the shock absorber. If
you have any questions regarding proper service procedures,
contact an Öhlins dealer or other qualified person.
NOTE!
Öhlins products are subject to continual improvement and
development. Consequently, although these instructions
include the most up-to-date information available at the
time of printing, there may be minor differences between
your suspension and this manual. Please consult your
Öhlins dealer if you have any questions with regard to the
contents of the manual.
WARNING!
The shock absorber is provided with a separate type reservoir filled with high-pressure nitrogen gas. To prevent
danger of explosion, study and make certain that you fully
understand the following information before handling the
shock absorber.
The manufacturer cannot be held responsible for damage to property or personal injury that may result from
improper handling.
1. Never tamper with or attempt to disassemble the cylinder or the reservoir.
Contents
Introduction ................................................................ 2
Safety instructions ...................................................... 2
McPherson 36 and 46 ............................................... 3
Shock absorber 46 .................................................. 15
Shock absorber 36 .................................................. 27
General .................................................................... 43
Drawings ................................................................. 55
2. Never expose the shock absorber to an open flame or
other excessive heat. The shock absorber may otherwise
explode due to too high pressure.
3. Be careful not to damage any part of the gas reservoir.
A damaged gas reservoir will impair the damping performance or cause malfunction.
4. Take care not to scratch the contact surface of the piston rod of the cylinder; oil could otherwise leak out.
5. Never attempt to remove the plug at the bottom of the
nitrogen gas reservoir. Any attempt to remove the plug
implies serious danger.
6. When scrapping the shock absorber follow the instructions for disposal.
2

McPherson
36 and 46
Contents
McPherson 36 and 46 ............................................... 3
Dismantling the shock absorber .................................. 4
Dismantling the piston shaft ........................................ 6
Reassembling the piston shaft .................................... 7
Changings of bushing ................................................. 9
Assembling of McPherson shock absorber ............... 11
Shock absorber 46 .................................................. 15
Shock absorber 36 .................................................. 27
General .................................................................... 43
Drawings ................................................................. 55
3
1:1
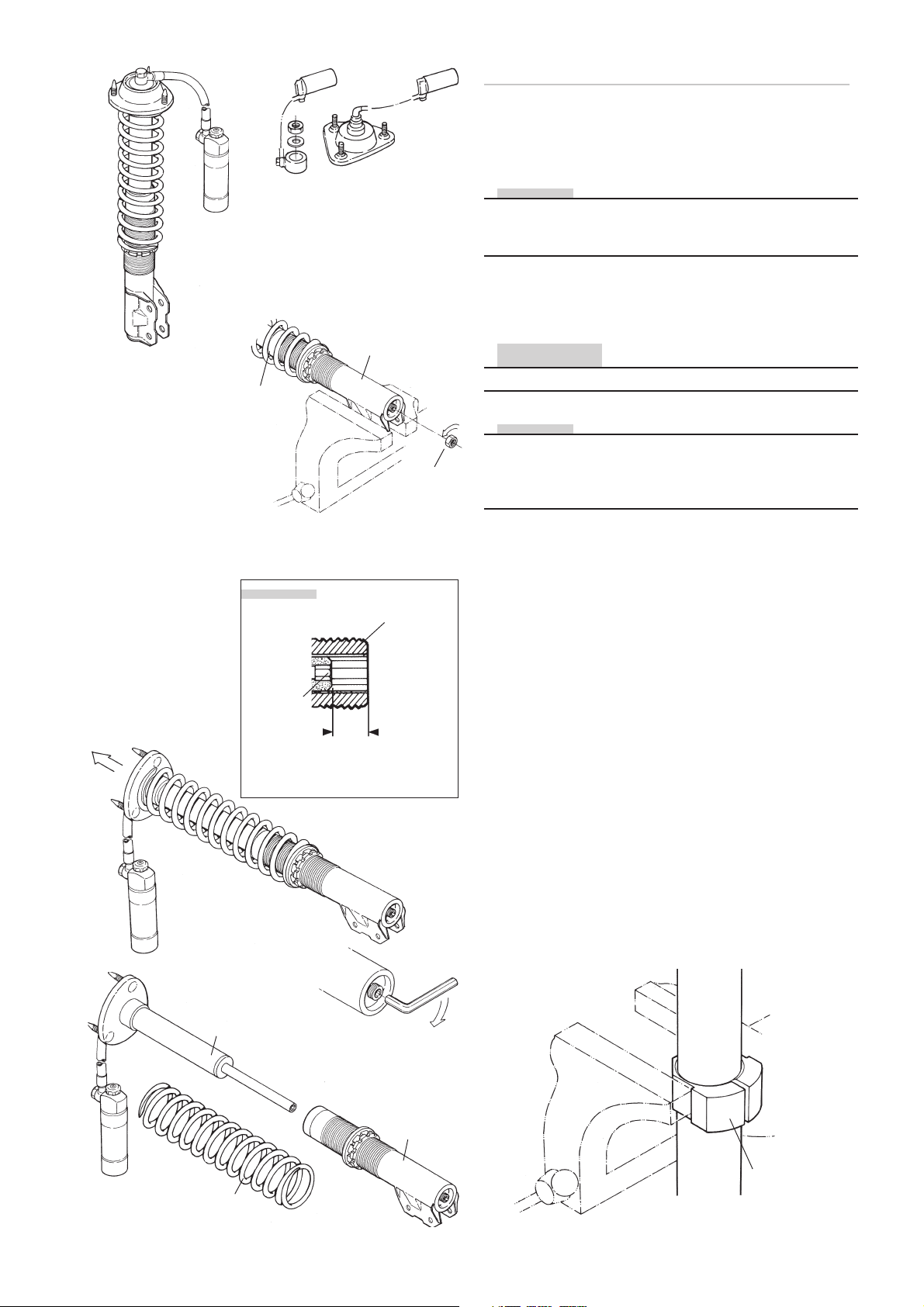
Dismantling the McPherson suspension
1:1
Remove the shock absorber from the vehicle by loosening first the top mount and then the lower bracket. Remove the strut from the vehicle.
NOTE!
To remove and service the shock absorber in McPherson
struts it is not necessary to remove the spring seats on
the strut, the top mount or the hose connected reservoir.
1:2
Fasten the strut in a vice. Loosen the lock nut at the lower
end of the strut.
Insert
NOTE!
Rebound
adjuster
1:2
Maximum
allen key
grip
Strut
Piston
shaft
Nut
CAUTION!
On struts without wheel bracket, use soft jaws.
NOTE!
To obtain maximal grip for the allen key, it is advisable to
close the rebound adjuster before the insert is removed.
Close by turning the adjuster wheel/screw clockwise.
Count the steps (clicks) when the wheel is turned.
1:3
Insert an allen key into the piston shaft and thread the
shaft out from the strut bottom. Free the insert by pulling
it out from the strut.
1:4
Remove the spring, clean the shock absorber and strut
carefully externally and inspect for damages.
1:5
Fasten the insert in a vice by use of soft jaws 1808-01
(50 mm) or 1808-02 (54 mm).
1:4
1:3
1:5
Insert
Strut
Tool
1808-01, 02
Spring
4
1:6 1:7
Injection
needle
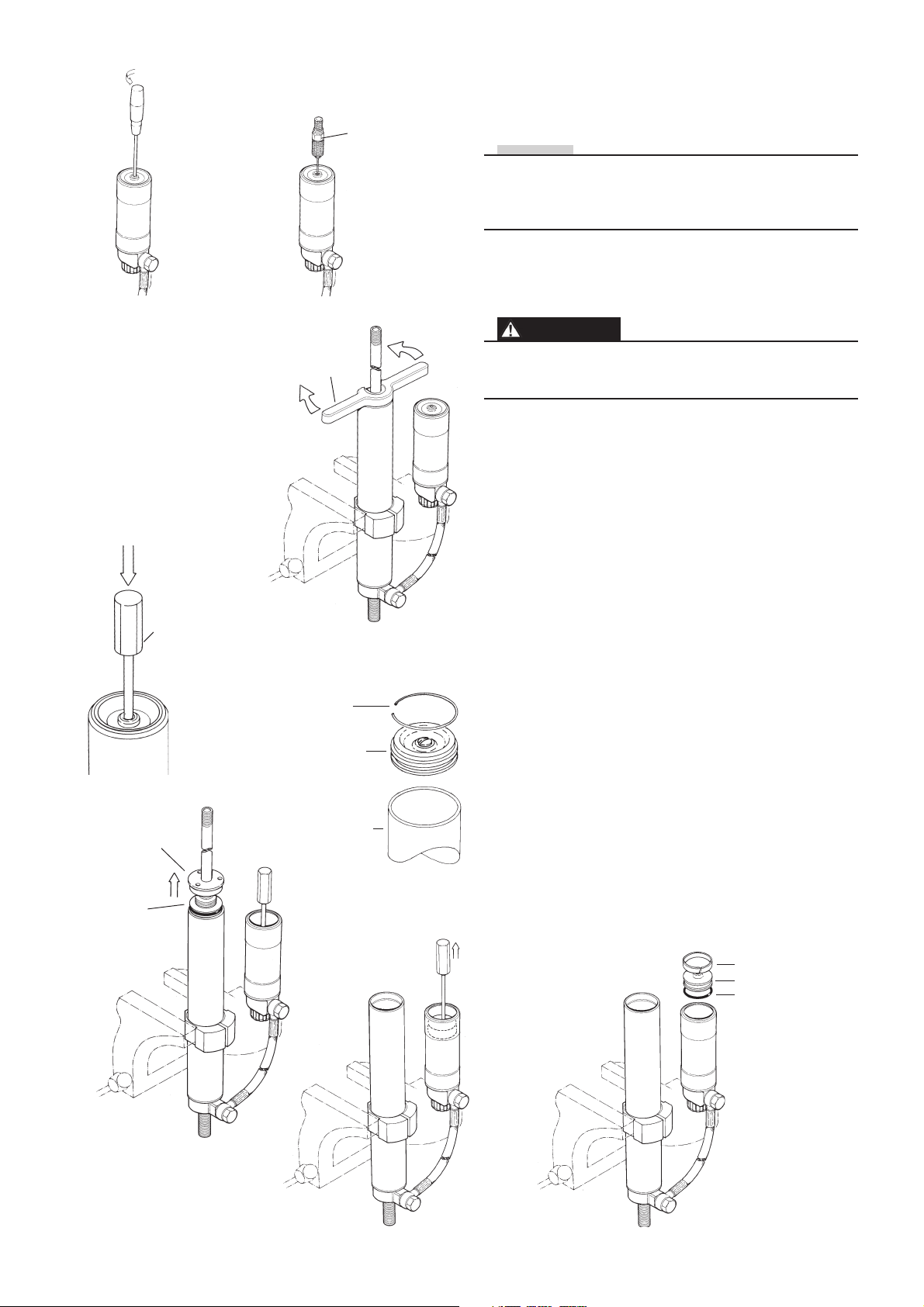
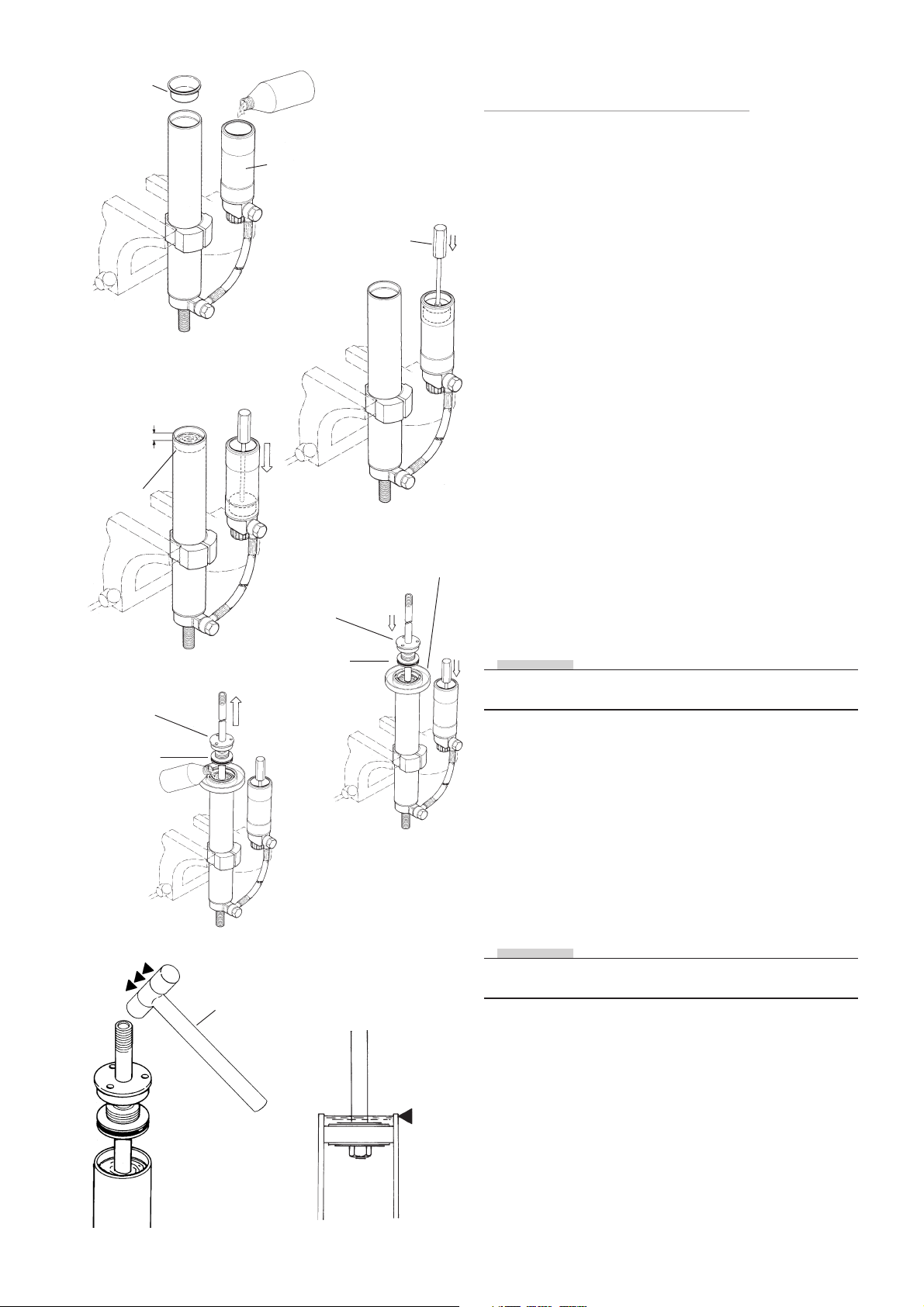
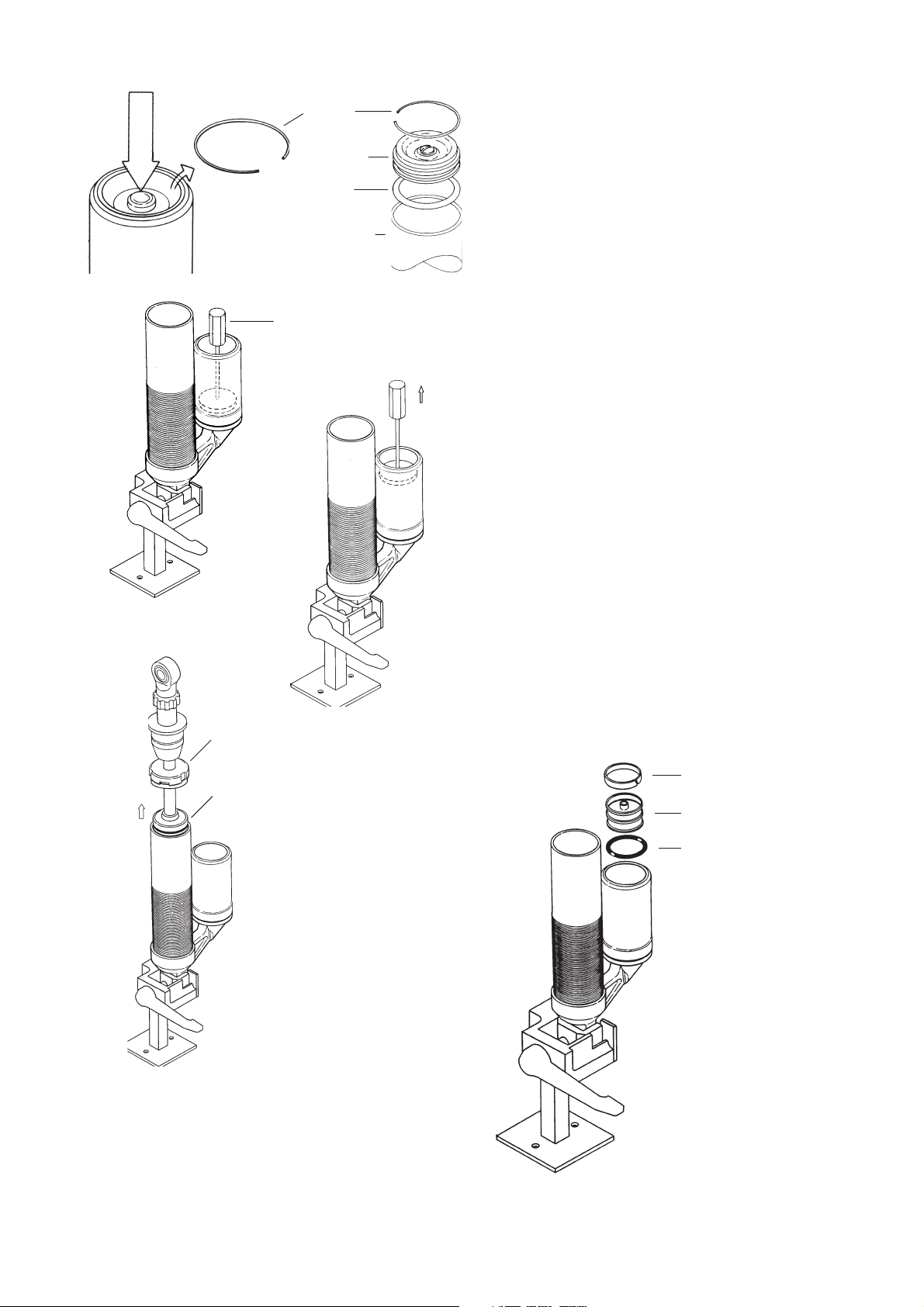
1:6
Remove the screw and o-ring from the reservoir end cap
(Shock absorber head on shock absorber models without
external reservoir.)
NOTE!
Before the gas pressure is relieved the adjuster settings
must be counted and noted. Even check that the gas
pressure is correct. Following that, the adjusters should
be set in a fully open position.
1:7
Relieve the nitrogen gas pressure by inserting an injection
needle into the shaft through the rubber valve.
1:9
Tool
720-03
Tool
1858-01
Circlip
End cap
1:8
1:10
WARNING
Releasing high pressure gas from the shock absorber can
be hazardous. Do not perform any kind of service until
gas pressure is completely released.
1:8
Use tool 1858-01 to loosen and remove the cylinder end
cap. Push the seal head down and remove the circlip.
1:9
Push the end cap of the reservoir down into the reservoir,
use tool 720-03.
1:10
Remove the circlip. Remove the end cap.
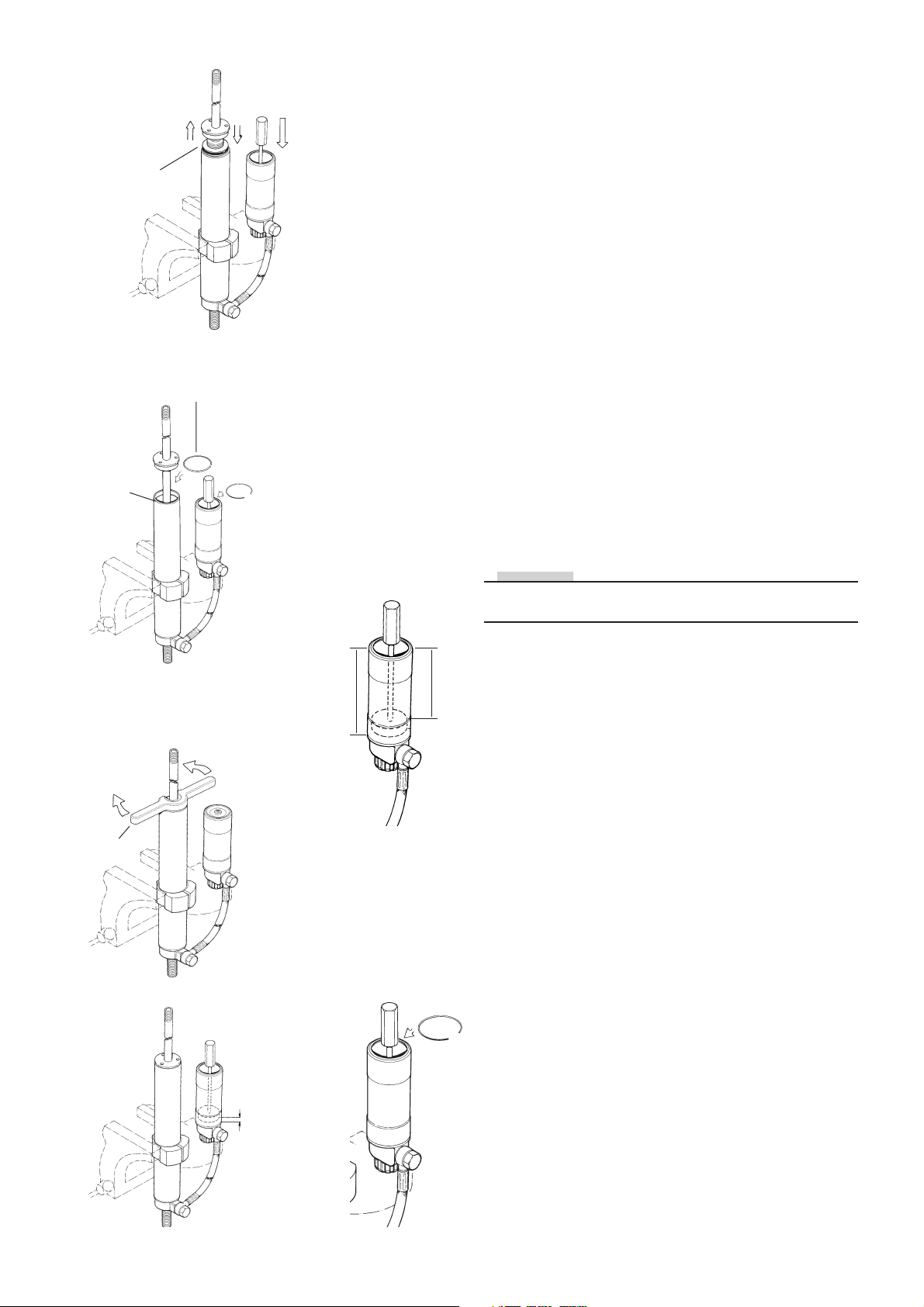
1:11
Pull the shaft assembly up carefully and remove it from
the cylinder tube.
1:12
Drain the shock absorber from oil.
1:13
Remove the dividing piston with tool 720-02 and drain
the oil again.
End cap
Seal head
assembly
1:11
Reservoir
1:13
1:14
Remove all o-rings and seals.
1:15
Clean all parts carefully.
1:14
Teflon band
Dividing piston
O-ring
5
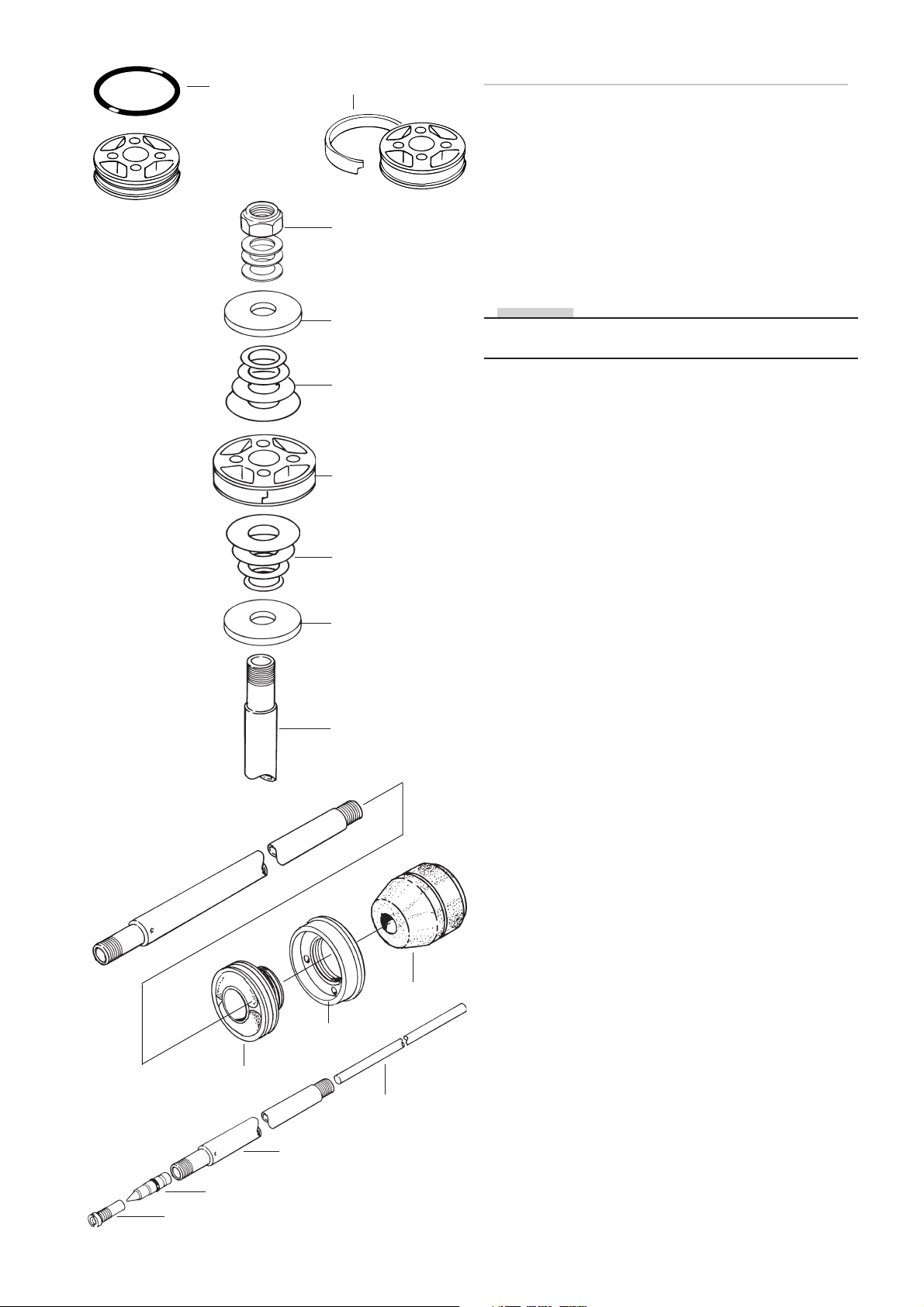
O-ring
2:2
Piston band
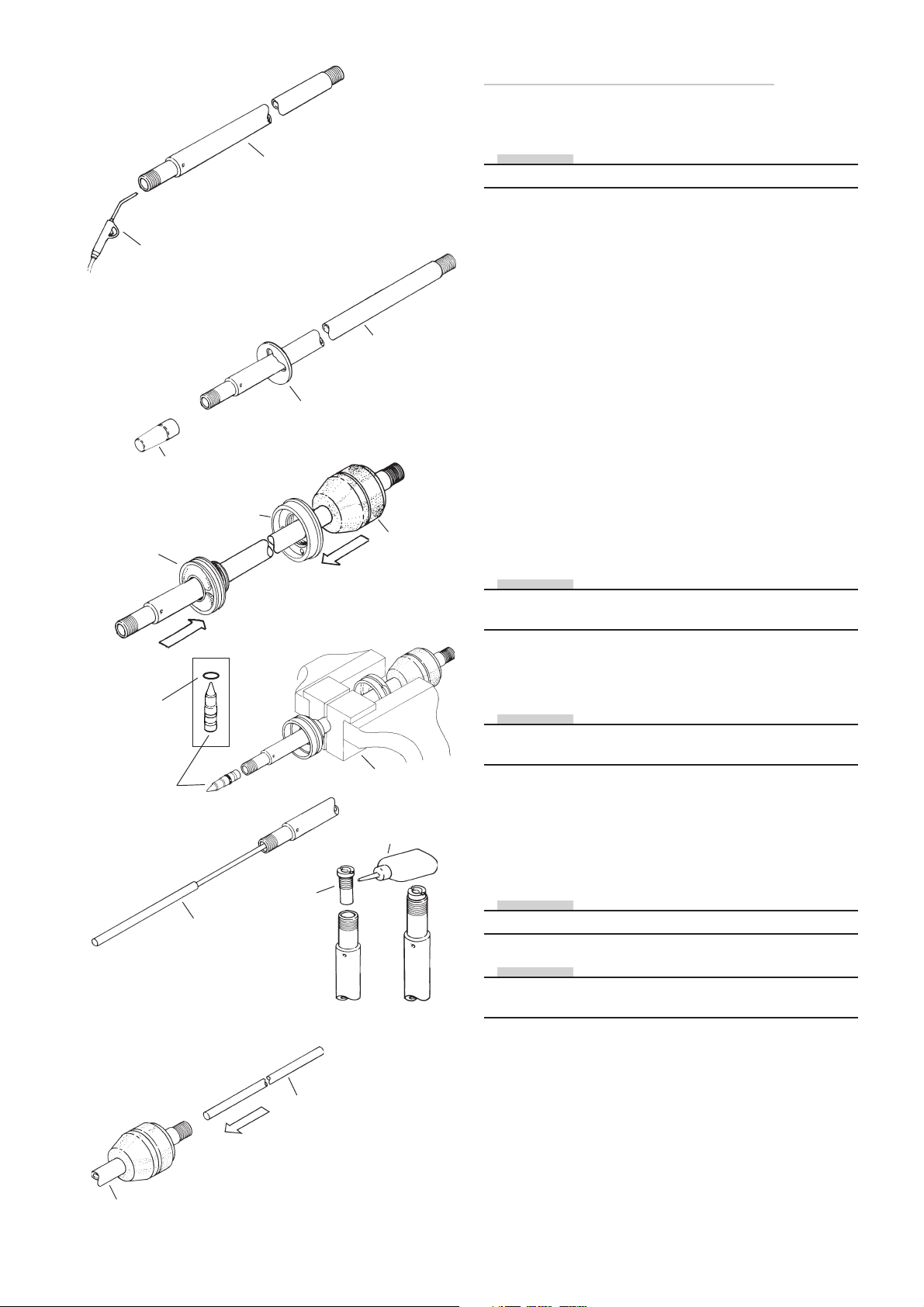
Dismantling the piston shaft assembly
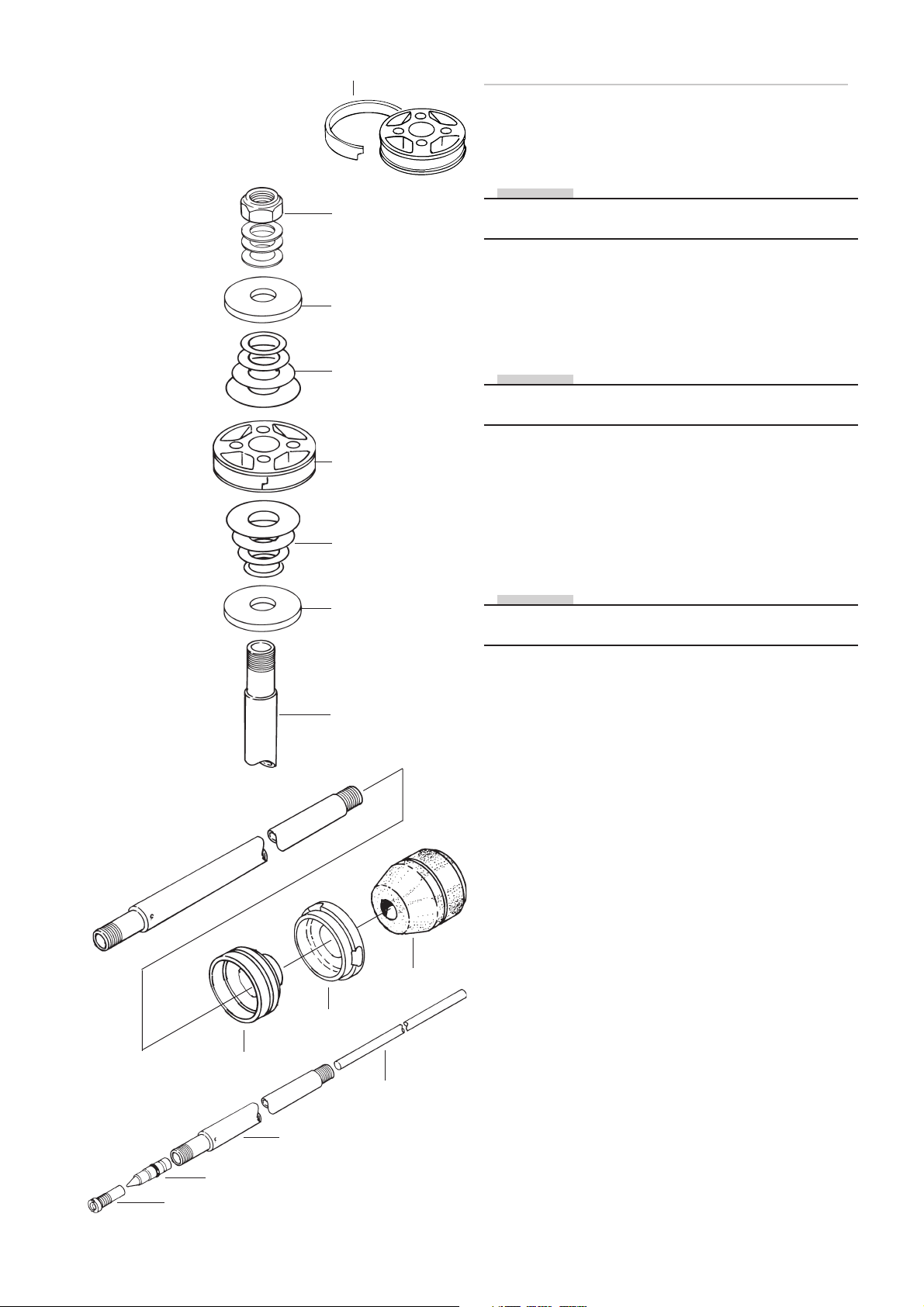
2:1
Fasten the shaft assembly in a vice with soft jaws. Use
clamping tool (727-xx)
2:3
Lock nut
Washer
Rebound
shims stack
Piston
Compression
shims stack
Washer
2:2
Remove teflon band from the damper piston
2:3
Remove the lock nut, the rebound shims stack, the
damper piston and the compression shim stack.
NOTE!
Put the shim stack aside and place the shims in the same
order as they were fitted on shaft.
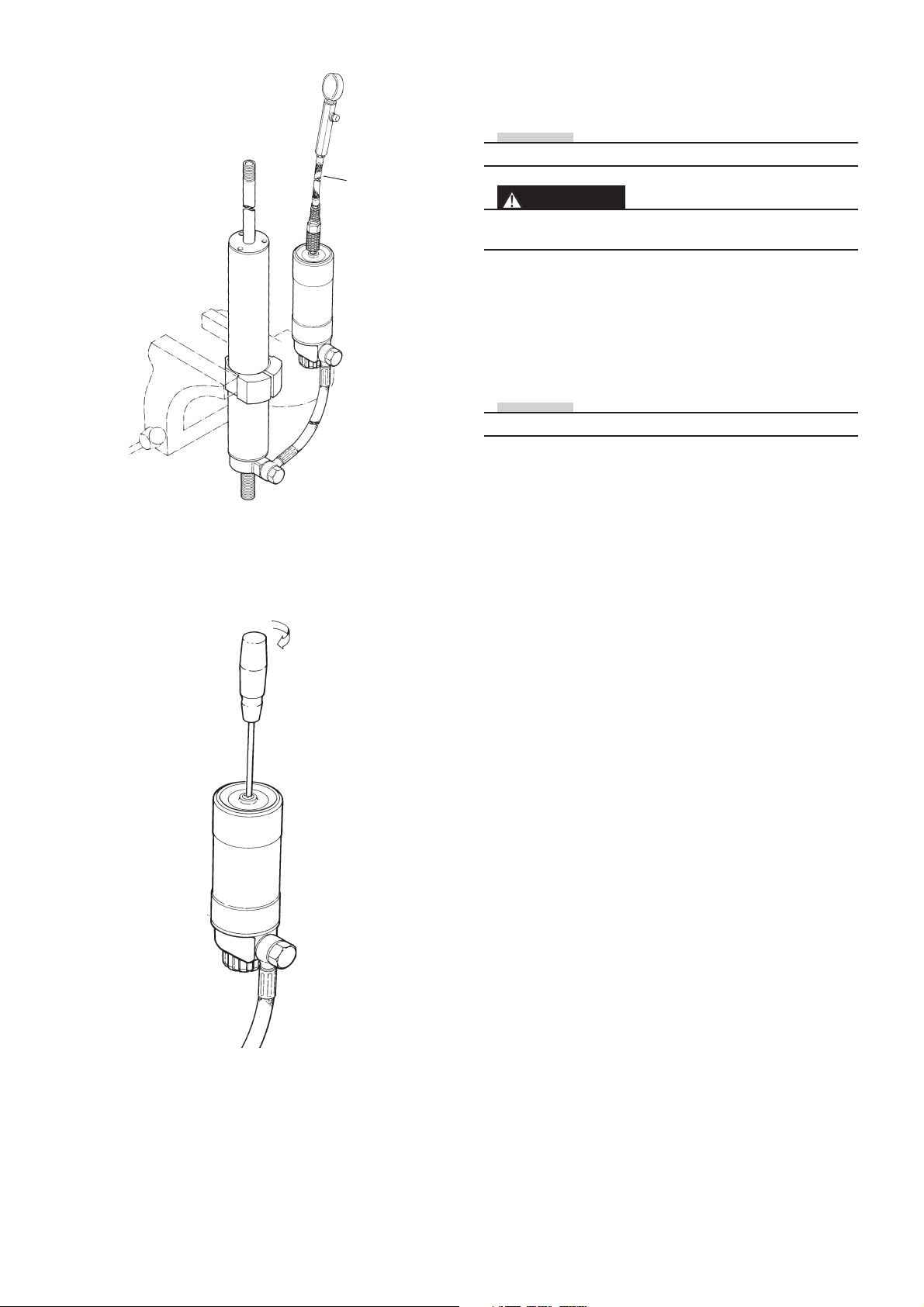
2:4
Remove all the other parts from the shaft and put them
aside in correct order.
2:5
Remove the adjustment valve jet, the adjustment needle
and the adjustment pin.
2:6
Clean all parts carefully and inspect for wear or damage.
Check the o-ring of the needle and replace if necessary.
2:7
Inspect the shaft for bends and scratches.
2:8
Replace teflon ring, o-rings and lock nut.
2:4
Seal head
End cap
Piston shaft
Bump rubber
Adjustment pin
2:9
If necessary replace bump rubber, scraper ring and cap,
seal head assembly and eventual other defect parts.
2:5
Piston shaft
Needle
Valve jet
6
Reassembling the piston shaft
3:3
Seal head
O-ring
Adjuster
needle
3:1
Pressure
air gun
Fitting sleeve
1785-xx
3:7
Tool 1748-01
3:4
End
cap
Piston shaft
3:4
Spacer
3:6
Nozzle
Piston shaft
Bump rubber
Soft jaws
727-xx
Loctite 222
3:8
3:5
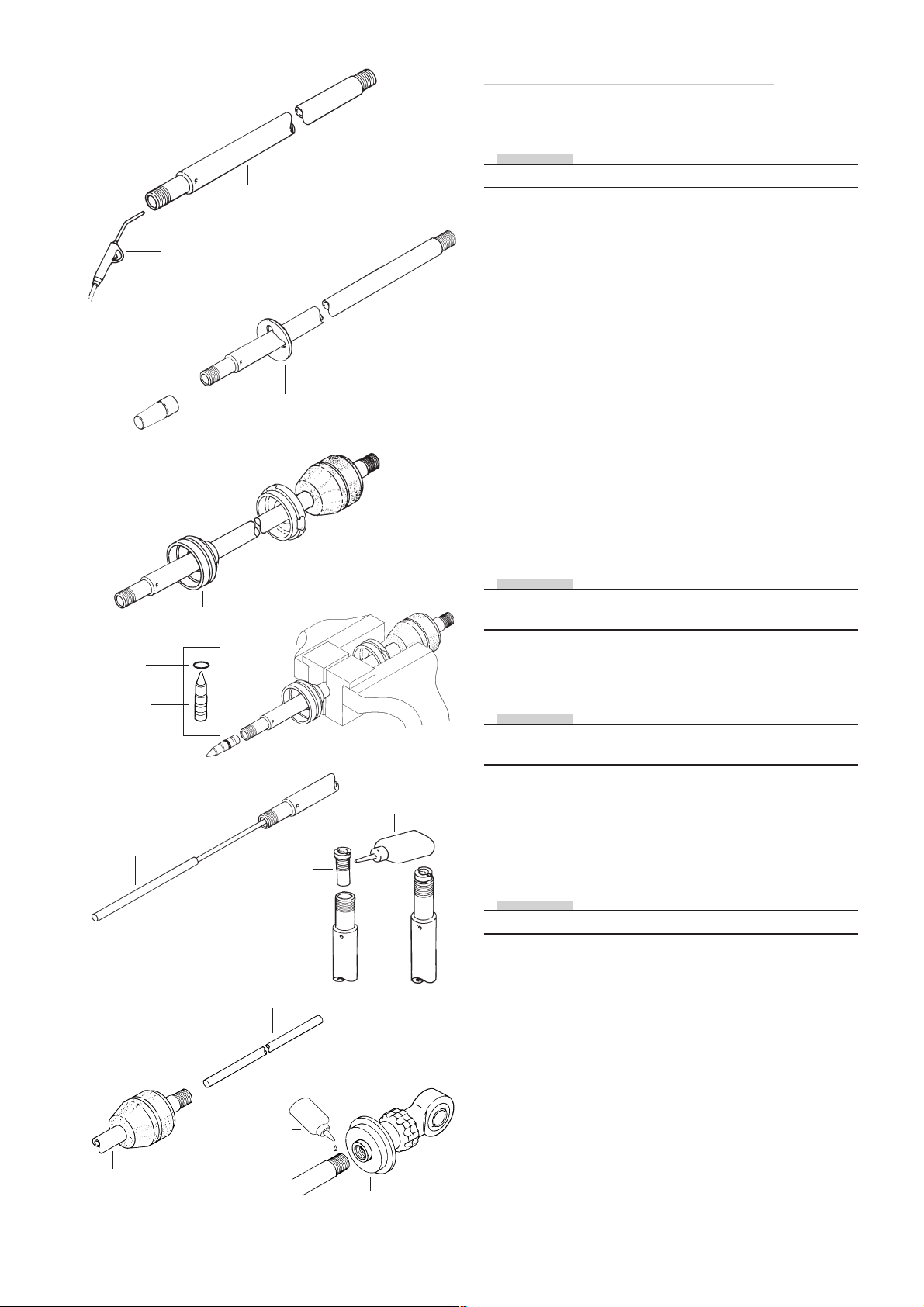
3:1
Blow the piston shaft clean with compressed air.
NOTE!
Apply Öhlins red grease (146-01) to all o-rings and seals.
3:2
Check the spec.card to see whether spacers are to be
used on the piston shaft. If so, mount these before fitting
the seal head assembly.
3:3
Use fitting sleeve (1785-xx) to protect the seal in the seal
head assembly.
3:4
Lubricate the piston shaft with shock absorber fluid so
that the seal head assembly slides on easily.
3:5
Put on the end cap and the bump rubber.
3:6
Grip the piston shaft with soft jaws 727-xx.
Fit the O-ring on the adjustment needle. Apply plenty of
red grease on the O-ring so that the needle slides easily
into the piston shaft.
NOTE!
Always ensure that the correct needle is used in relation
to the nozzle.
3:7
Press the needle down, using the tool 1748-01, until it
comes to a stop.
NOTE!
If the seating in the nozzle is chamfered, the nozzle must
be replaced with one without chamfer.
3:8
Carefully tighten the nozzle. Use Loctite 222.
3:9
Apply a little red grease to the adjustment rod and insert
it into the piston shaft from the top.
NOTE!
Ensure that the thread on the piston shaft is free from oil.
Piston shaft
NOTE!
Regardings 12 mm shaft, see page 27, chapter shock
absorber 36.
3:9
Adjustment rod
7
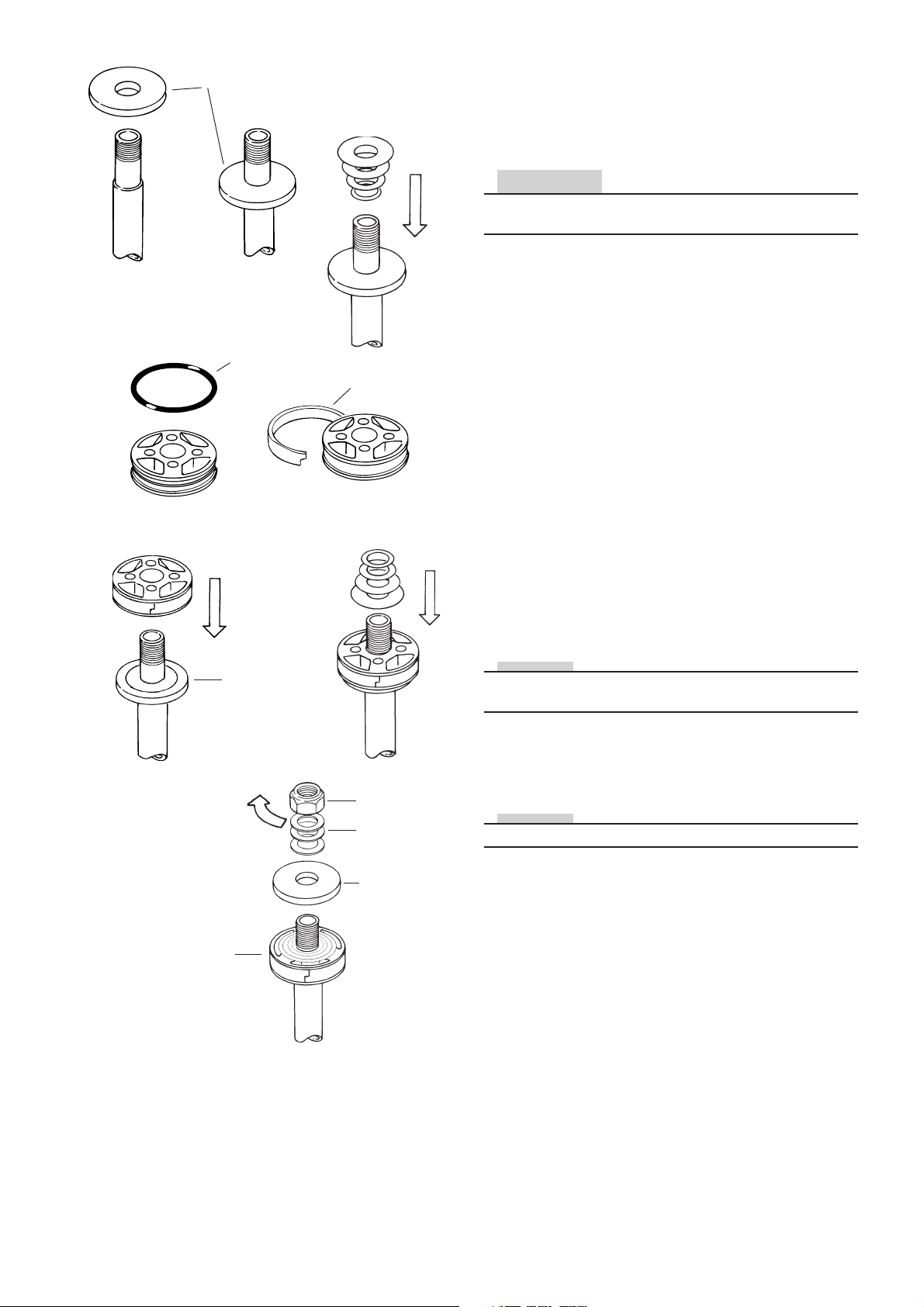
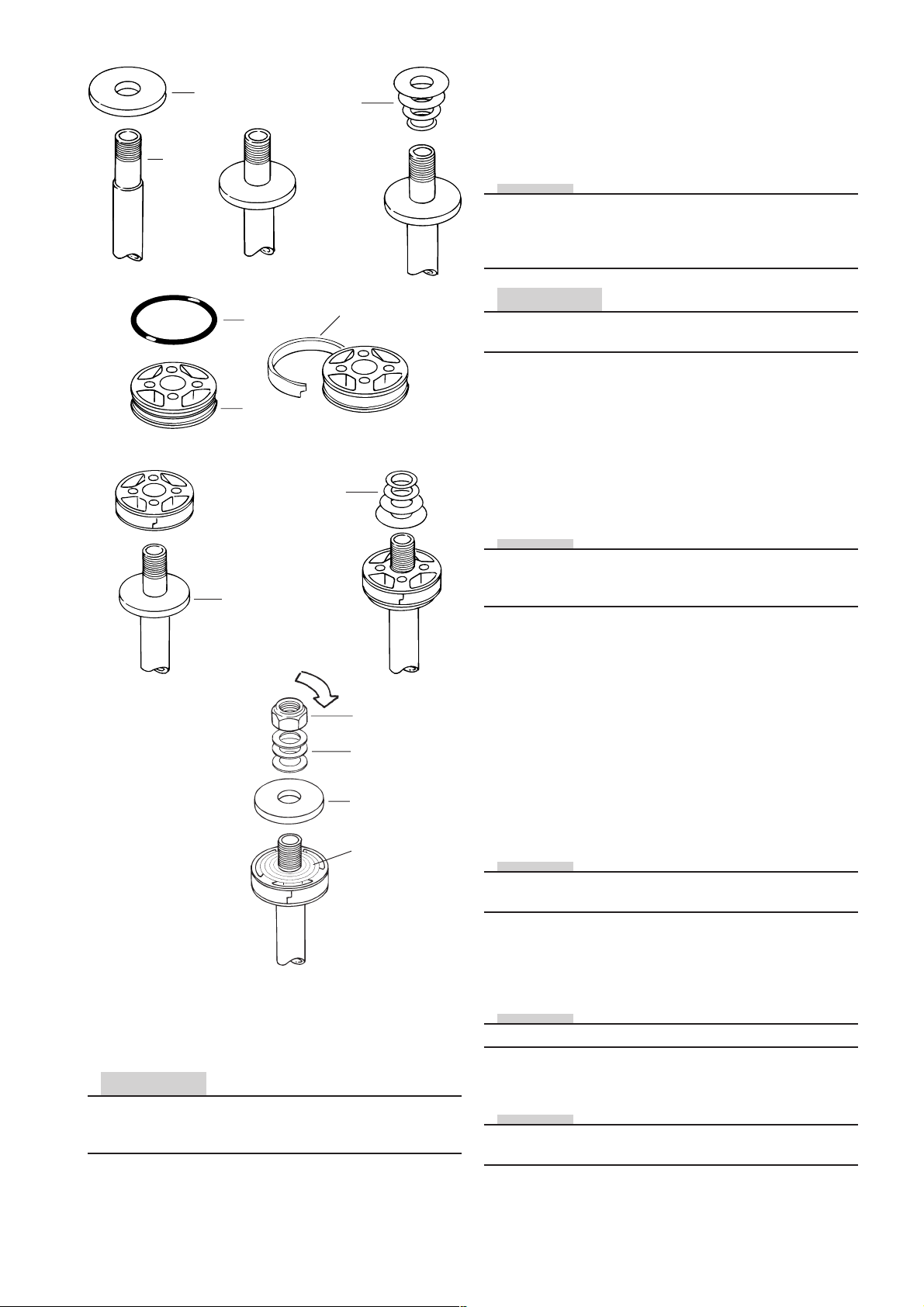
3:11
Stop washer
3:13
Compression
side shims
Mounting of piston on piston shaft
and fitting shims
3:10
Grip the end eye in a vice. Use soft jaws.
CAUTION!
The chamfered side of the stop washer must face away
from the lock nut.
3:11
Put the stop washer in position.
3:12
Check shims and replace if necessary.
3:16
Piston
30 Nm
O-ring
3:15
519-xx
3:17
Teflon band
Rebound
side shims
Lock nut
Washer
3:13
Place shims on the compression side according to the
spec. card.
3:14
Ensure that the correct piston is beeing used. If a flat
piston is used face the piston using 1200 abrasive paper
to ensure a completely even and flat surface. Ensure that
there are no burrs or particels on the piston or in the fluid
ducts.
3:15
Where applicable, fit the O-ring underneath the Teflon
band on the piston. Mount the piston ring.
3:16
Put the piston on the piston shaft.
NOTE!
Ensure that the piston faces the correct way. The grooved
side of the piston must face the nut.
3:17
Fit the shims on the rebound side. Carefully check the
spec.card to see which washer (519- xx) is to lie on the
top shim.
NOTE!
There are several different types of 519-xx washers.
519-xx
3:18
Stop
washer
3:18
Refit the stop washer, the washers and the lock nut, torque
tighten to 30 Nm.
8
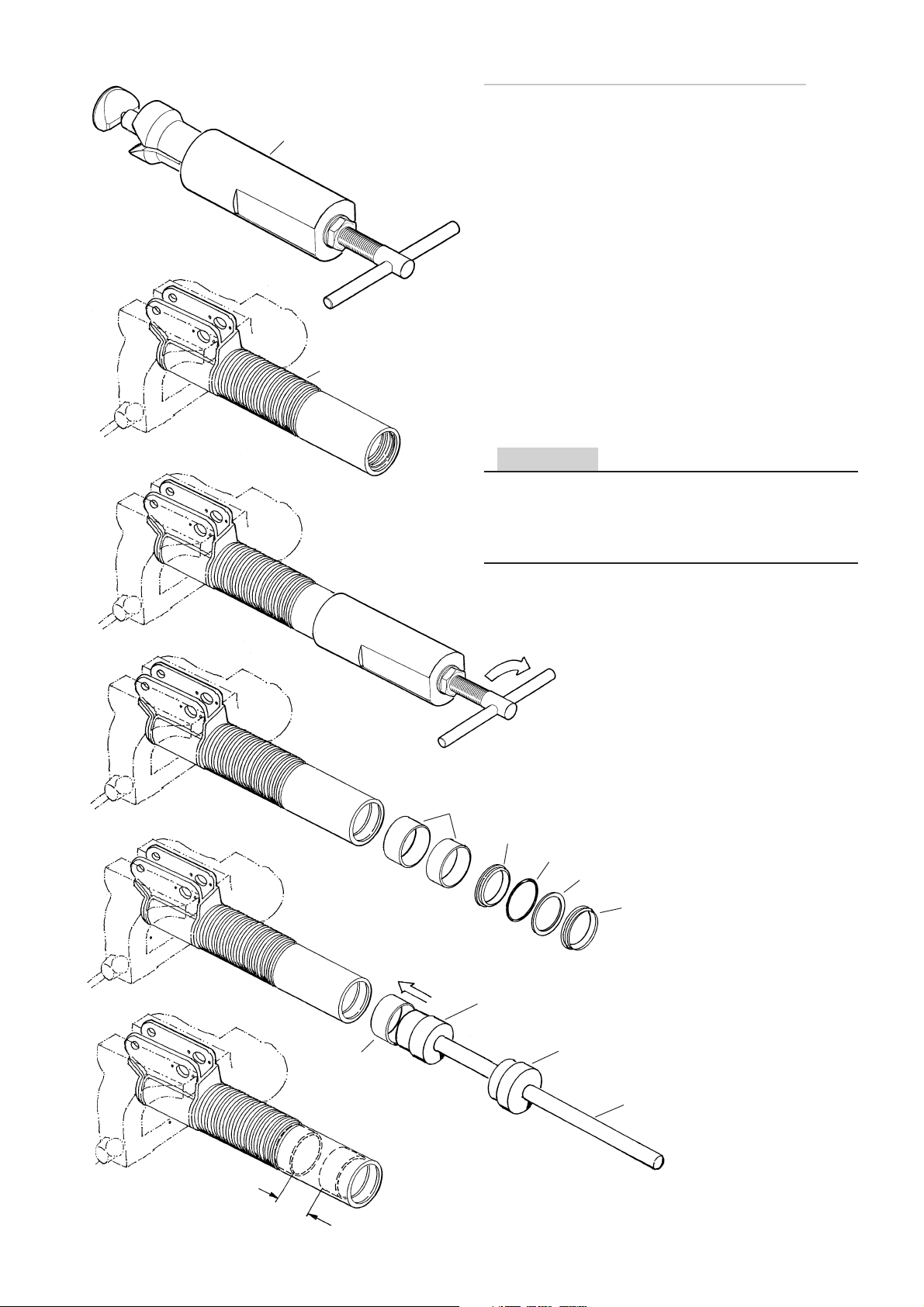
Changing of bushings in the strut.
4:1
4:2
Tool
1828-01
Strut
4:1
Fasten the strut in a vice horizontally. Use Bushing removal
tool 1828-01 ( ø50-ø54 only).
4:2
Push the tool into the lower bushing, fix it and pull the
bushing out together with the upper bushing, the scrapers and the support ring. (and o-rings when frequent)
4:3
Clean the strut carefully and reinstall the bushings. Use
attachment bar 1757-01, installing sleeve 1759-xx and
guide ring 1758-xx. Start with the lower bushing and push
it down all the way to the seat.
4:4
The upper bushing should be pushed down so it is 100
mm above the lower bushing. Apply some locking fluid
Loctite 601 or similar before installing them.
CAUTION
Heat the strut up with a heat air gun, before the installation is made. Be careful to get the bushings straight. Put
the shock absorber cylinder into the strut and check the
function to make sure that the bushings are installed in a
correct way.
4:4
4:3
4:3
4:5
Refit the scrapers and the support ring.
Pull the bushings out
by turning clockwise
Bushings
Seal
Circlip
Support ring
Scraper
Installing sleeve
100 mm
Bushing
Guide ring
Attachment bar
9
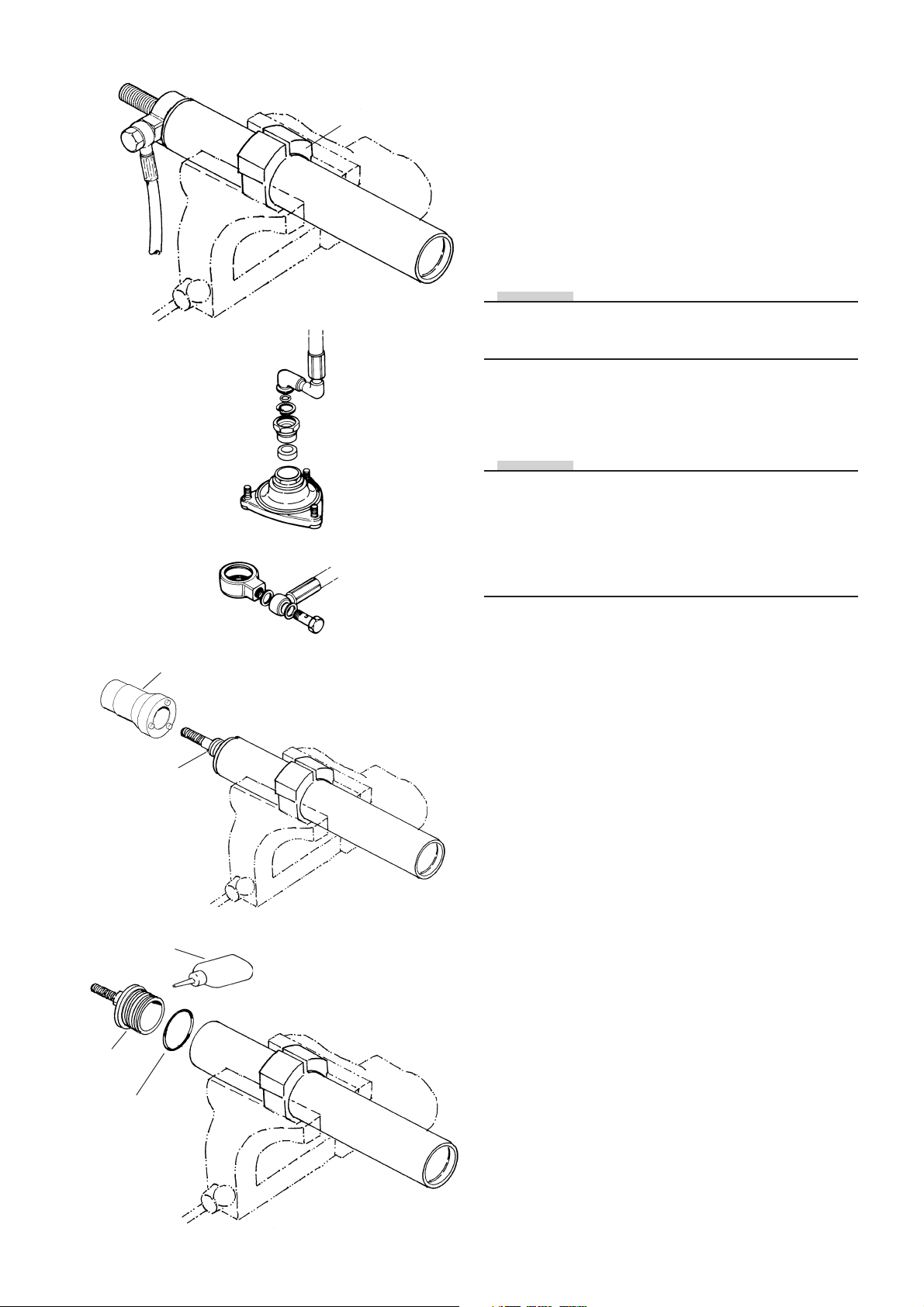
4:6
Hose connections
Tool 1808-01, 02
4:7
Removal and refitting of the cylinder head
4:6
Fasten the cylinder body in a vice horizontally. Again use
tools 1808-01 or 1808-02.
4:7
Remove the hose connection.
4:8
Loosen and remove the Cylinder head. Use tool 1807-01
and a breaker bar.
NOTE!
The thread on the cylinder head is fixed with Loctite 648.
This makes it necessary to use a heat air gun to heat the
cylinder head before it is unthreaded.
4:9
When refitting the cylinder head it is of vital importance
to use Loctite again.
NOTE!
1807-01 for cylinder head 5188 and 5594.
1857-01 for cylinder head Mc Pherson ø40 together with
sleeve 5991-01 for cylinder head 5911-03 and 5911-04.
1857-01 for cylinder head Mc Pherson ø40 together with
sleeve 5991-02 for cylinder head 5911-01 and 5911-02
Cylinder head
Loctite
Cylinder
head
O-ring
Tool 1807-01
4:8
4:9
10
5:1
Plastic
plug
Reservoir
Tool 0720-02
Assembling of
McPherson shock absorber
5:1
Insert a plastic plug (764-01) in the cylinder tube. Fill up
with Öhlins fluid all the way to the edge of the reservoir.
5:2
Push the dividing piston, with teflon band and O-ring fitted,
down in to the reservoir without allowing it to be pressed
back over the circlip groove, make sure that there is no air
between the piston and the oil.
10 mm
Circlip
groove
End cap
Seal head
assembly
5:3
5:5
5:2
End cap
Seal head
assembly
5:4
Retainer
fluid cap
5:3
Push the dividing piston to the bottom, using tool 720-02.
Close the compression adjuster.
Measure the distance from the edge of the reservoir to
the upper edge of the dividing piston and make a note of
the lenght. Fill the cylinder tube with Öhlins fluid to about
10 mm below the circlip groove.
5:4
Install an fluid retainer cup. Insert the piston shaft into the
cylinder tube. Take care, that fluid does not squirt up.
When the piston is submerged in the fluid the piston shaft
should be pressed down hard, to force out air between
the shims and piston.
5:5
Wait a while to allow air bubbles to rise to the surface.
Pull the piston shaft up a bit, without allowing the bleed
holes to come above the surface. Top up with more fluid
if required.
NOTE!
This labour forces fluid through the apertures of the main
piston and helps to bleed out all air.
5:6
Repeat this procedure until all air is expelled. If the shims
are very hard, a check can be made by pushing down the
piston rod very hard. If there is still air remaining the fluid
level will move. If so, strike the piston shaft end firmly
with a plastic hammer to make the shims open.
5:6
Plastic
hammer
5:7
When all air has been expelled, pull the piston shaft up as
far as possible without the bleed holes in the piston shaft
coming above the surface of the fluid. Top up with fluid
all the way up to the edge of the cylinder tube.
NOTE!
Rotate the piston shaft lightly to seat the teflon band properly against the body tube bore.
5:7
Fluid
level
11
Seal head
assembly
5:8
Retainer ring
Dividing piston
completely down
5:8
Push the seal head down against the fluid and carefully
down to the O-ring groove make sure that the bleedhole
is facing away from you. Then push the piston shaft down
halfway. Make sure that the dividing piston is completely
down to the bottom of the reservoir.
5:9
Open the compression valve and, using a blunt screwdriver, push the seal head assembly down until the circlip
groove is visible.
5:10
Fit the circlip and pull up the piston shaft up, make sure
that the circlip is fixed in its groove and in the seal head
assembly groove.
5:11
Fit the end cap with tool 1858-01. Apply red grease 146-01.
Tighten to 50 Nm.
5:9
Circlip
groove
Tool
1858-01
5:10
5:12
5:12
With the piston shaft fully out measure again from the
edge of the reservoir to the upper edge of the dividing
piston. If the value between the first and the second
measurement is more than 7 mm or less than 4 mm, open
the filling screw and adjust the position of the dividing
piston carefully, if the piston is too far in top up with fluid
in filling hole. Then screw in the filling screw.
5:13
NOTE!
Put the dividing piston in correct position according to
table.
5:13
Reservoir Position
L
P
length (L) of dividing piston (P)
80 47
90 57
110 77
120 87
133 100
150 117
180 147
220 187
5:11
7-10 mm
5:14
5:14
Fit the O-ring on the reservoir cap assy, apply some red
grease on the O-ring and push it into the chamber using
tool 720-03. Fit the circlip make certain that it enters its
groove properly.
12
Pressurising and assembling protective
cover on the cylinder
5:15
Gas filling tool
1781-01
NOTE!
Nitrogen (N2) gas . Use pressure gauge (1781-01).
WARNING!
Use of inflammable gas for pressurising the shock
absorber can be hazardous. Use nitrogen gas (N2) only.
5:15
Check the gas pressure stipulated in the spec.card. Dip
the needle of the gas tool (1781-01) in red grease and
insert the needle through the gas filler valve.
Charge with gas to the correct pressure, according to the
spec.card.
NOTE!
Ensure that there is no leakage of gas or fluid.
5:16
Screw in the gas filler screw with O-ring.
5:16
13

Shock absorber 46
Contents
Shock absorber 46 .................................................. 15
Dismantling the shock absorber ................................ 16
Dismantling the piston shaft ...................................... 18
Reassembling the piston shaft .................................. 19
Cylinder head............................................................ 21
Assembling the shock absorber ................................ 22
External reservoir ...................................................... 23
End piece on reservoir .............................................. 24
Seal head assembly .................................................. 24
Spring assembly ....................................................... 26
Shock absorber 36 .................................................. 27
General .................................................................... 43
Drawings ................................................................. 55
14
1:3
Tool
773-01
Screw and
O-ring
1:4
Injection
needle
Dismantling the shock absorber
1:1
Remove the spring, use tool 747-01.
Use correct tool to avoid damages.
1:2
Clean the shock absorber carefully externally and inspect
for damages.
1:3
Fasten the shock absorber use tool 773-01. Remove the
screw and o-ring from the reservoir end cap
(Shock absorber head on shock absorber models without
external reservoir.)
NOTE!
Before the gas pressure is relieved the adjuster settings
must be counted and noted. Even check that the gas
pressure is correct. Following that, the adjusters should
be set in a fully open position.
1:4
Relieve the nitrogen gas pressure by inserting an injection
needle into the shaft through the valve rubber.
WARNING
Releasing high pressure gas from the shock absorber can
be hazardous. Do not perform any kind of service until
gas pressure is completely released.
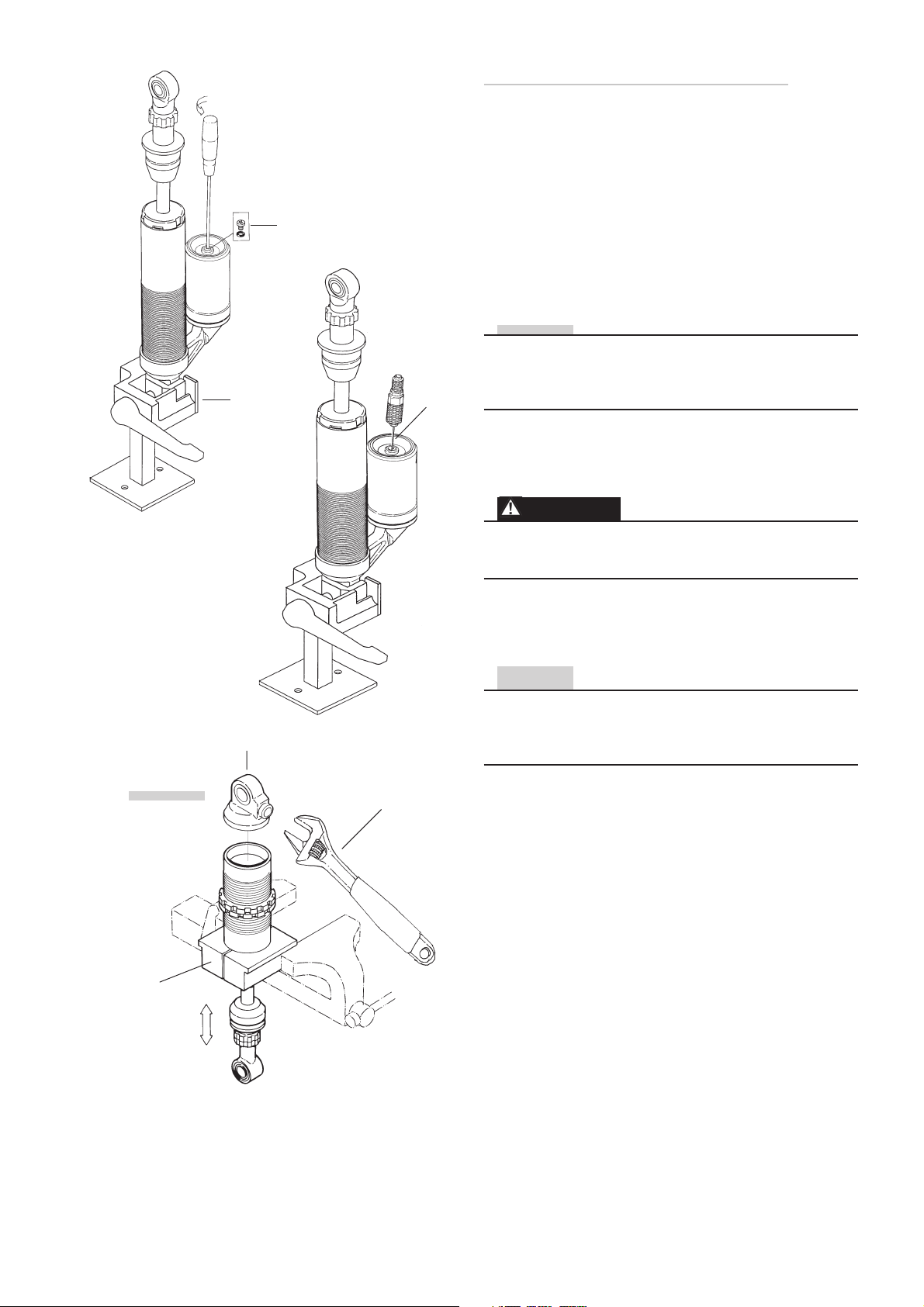
Tool 765-01
NOTE!
Cylinder head
Adjustable
wrench
1:5
Remove the end cap from the shock absorber body. Use
a chisel and a hammer.
NOTE!
Shock absorbers type D ( Internal dividing piston) must
have their cylinder head removed. The cylinder tube is
fitted in a vice with tool (765-01). Heat the head with a
heatgun and use a adjustable wrench to remove it.
1:6
Depress the seal head approximately 15 mm.
1:7
Release and remove the circlip from the cylinder tube
with tool 715-01 or a similar tool. If necessary remove
burrs from the circlip groove with a riffer.
15
1:8
Circlip
1:8
Push the end cap of the reservoir down into the reservoir,
use tool 720-03, remove the circlip. Remove the end cap.
1:9
End cap
O-ring
Reservoir
Measure pin
1:10
1:9
Fit a measure pin to the dividing piston.
1.10
Lower the oil level by pulling the reservoir dividing piston
outwards by help of the measure pin and by pulling the
shaft outwards.
1:11
Pull the shaft assembly up carefully and remove it from
the cylinder tube.
1:12
Remove the dividing piston and drain the shock absorber
from oil.
1:13
Remove all o-rings and seals.
1:14
Clean all parts carefully.
1:11
End cap
Seal head
assembly
Teflon band
1:12
Dividing piston
O-ring
16
2:3
Piston band
Dismantling the piston shaft assembly
2:1
Fasten the shaft assembly in a vice with soft jaws. Use
clamping tool (727-xx)
2:4
Lock nut
Washer
Rebound
shims stack
Piston
Compression
shims stack
Washer
NOTE!
The following text (2:2 and 2:3) is related to shock
absorbers of PDS type only.
2:2
Remove the lock nut (13 mm key)of the PDS piston and
remove the washer. Remove the upper shims stack, the
piston and the lower shim stack. Remove the stop washer
and loosen the PDS piston holder (13 mm key).
NOTE!
Put the shim stack aside and place the shims in the same
order as they were fitted on piston holder.
2:3
Remove teflon band of the damper piston
2:4
Remove the lock nut (already done on PDS model), the
rebound shims stack, the damper piston and the
compression shim stack.
NOTE!
Put the shim stack aside and place the shims in the same
order as they were fitted on shaft.
2:5
Seal head
End cap
Piston shaft
Bump rubber
Adjustment pin
2:5
Remove all the other parts from the shaft and put them
aside in correct order.
2:6.
Remove the end eye, use a heatgun.
Remove the adjustment valve jet, the adjustment needle
and the adjustment pin.
2:7
Clean all parts carefully and inspect for wear or damage.
Check the o-ring of the needle and replace if necessary.
2:8
Inspect the shaft for bends and scratches.
2:9
Replace piston ring, o-rings and lock nut.
2:10
If necessary replace bump rubber, scraper ring and cap,
seal head assembly and eventual other defect parts.
2:6
Piston shaft
Needle
Valve jet
17
LOCTITE
3:3
3:1
Pressure
air gun
Piston shaft
Spacer
3:2
Reassembling the piston shaft
3:1
Blow the piston shaft clean with compressed air.
NOTE!
Apply Öhlins red grease (146-01) to all o-rings and seals.
3:2
Check the spec.card to see whether spacers are to be
used on the piston shaft. If so, mount these before fitting
the seal head assembly.
3:3
Use fitting sleeve (1785-02) to protect the seal in the seal
head assembly.
3:4
Lubricate the piston shaft with shock absorber fluid so
that the seal head assembly slides on easily.
Fitting sleeve
1785-01
O-ring
Adjustable
needle
Tool 1748-01
3:4
Seal head
3:7
End cap
Nozzle
3:5
Bump rubber
3:6
loctite 222
3:8
3:5
Put on the end cap and the bump rubber.
3:6
Grip the piston shaft with soft jaws 727-xx.
Fit the O-ring on the adjustment needle. Apply plenty of
red grease on the O-ring so that the needle slides easily
into the piston shaft.
NOTE!
Always ensure that the correct needle is used in relation
to the nozzle.
3:7
Press the needle down, using the tool 1748-01, until it
comes to a stop.
NOTE!
If the seating in the nozzle is chamfered, the nozzle must
be replaced with one without chamfer.
3:8
Carefully tighten the nozzle. Use Loctite 222.
3:9
Apply a little red grease to the adjustment rod and insert
it into the piston shaft from the top.
NOTE!
Ensure that the thread on the piston shaft is free from oil.
Piston shaft
Adjustment rod
3:9
Loctite 270
3:10
End eye
Mounting the end eye.
3:10
Use Loctite 270 on the piston shaft thread, screw the end
eye on and tighten using an adjustable wrench.
Tightening torque: See page drawings for correct torque.
18
Piston
shaft
3:12
Stop washer
Compression
shims
3:14
Mounting of piston on piston shaft
and fitting shims
3:11
Grip the end eye in a vice. Use soft jaws.
Put the “top out” spring in position, if one is beeing used.
NOTE!
Always ensure that the correct spring is used. Check also
that the spring does not protrude too far above the sleeve.
There is a risk that the sleeve will slide down when tightening the shims nut.
3:17
3:16
3:19
O-ring
Piston
519-xx
30 Nm
Teflon band
Rebound
shims
3:18
Lock nut
Washer
Stop washer
519-xx
Shim stack
CAUTION!
The chamfered side of the stop washer must face away
from the lock nut.
3:12
Put the stop washer in position.
3:13
Check shims and replace if necessary.
3:14
Place shims on the compression side according to the
spec. card.
NOTE!
Make sure to put the shims in right order and that the
shims are in correct position to the piston. (See spec.
card)
3:15
Ensure that the correct piston is beeing used. If a flat
piston is used face the piston using 1200 abrasive paper
to ensure a completely even and flat surface. Ensure that
there are no burrs or particels on the piston or in the fluid
ducts.
3:16
Where applicable, fit the O-ring underneath the Teflon
band on the piston. Mount the piston ring.
3:17
Put the piston on the piston shaft.
NOTE!
Ensure that the piston faces the correct way. The grooved
side of the piston must face the nut.
3:20
Fit the PDS piston holder and tighten it to 30 Nm. Fit the
stop washer, the lower shim stack, the piston and the
upper shim stack. Use cleaner to make the shims dry, so
they do not rotate during assembly work.
CAUTION!
It is of great importance that the triangular shims are in
correct position when the PDS piston assembly is
mounted. Check from both sides.
3:21
Put the washer and lock nut back to the PDS holder and
tighten to 18 Nm.
3:18
Fit the shims on the rebound side. Carefully check the
spec.card to see which washer (519- xx) is to lie on the
top shim.
NOTE!
There are several different types of 519-xx washers.
3:19
Refit the lock nut, torque tighten to 30 Nm.
NOTE!
The following text (4.10-4.11) is related to shock absorbers of PDS type only .
19
 Loading...
Loading...