

Miele HM 21-100, HM 21-140, HM 5316, PM 1210, PM 1214 Taking care of your rotary ironer
...Page 1
Pflege der Mulde
Taking care of your rotary ironer
Entretien des presses
Cura della conca
Mantenimiento de las tejas
Manutenção do berço
Vedligeholdelse af strygesålen
Onderhoud van de muldes
Stell av strykesålene
Mankelikourun hoito
Konserwacja niecki
Уход за мульдой
DE, GB, FR, IT, ES, PT, DK, NL, SE, NO, FI, PL, RU
M.-Nr. 07 350 731
Page 2

2 M.-Nr. 07 350 731
Page 3

Inhalt
Pflege der Mulden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Taking care of your rotary ironer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Entretien des presses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Cura della conca. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Mantenimiento de las tejas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Manutenção do berço . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Vedligeholdelse af strygesålen. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
Onderhoud van de muldes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
Skötsel av stryksula. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
Stell av strykesålene . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Mankelikourun hoito . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
Konserwacja niecki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
Уход за мульдой . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
M.-Nr. 07 350 731 3
Page 4
Pflege der Mulden
Reinigung und Pflege der Aluminiummulden
Die Modelle: HM 21-100 / HM 21-140 / HM 5316 / PM 1210 / PM 1214 / PM 1217 /
HM 29-175 / HM 38-175 / HM 38-205 / PM 1318 / PM 1418 / PM 1421 /
MM 50-175 / MM 50-205 sind serienmäßig mit Aluminiumulden ausgestattet.
Eine regelmäßige Reinigung und Pflege der Mulde ist für eine gleichbleibende Mangelqualität,
für den Schutz des Walzenantriebes sowie der Bewicklung dringend erforderlich. Eine
Nichtbeachtung führt zu einer deutlichen Verringerung der Leistungsfähigkeit der Mangel.
Durch Ablagerungen von Waschmittel- und Stärkeresten wird die Mulde stumpf. Dieses führt
zu schlechten Mitnahmeeigenschaften der Textilien. Ebenso führt die erhöhte Reibung zu
überhöhtem Verschleiß der Antriebselemente und der Bewicklung.
Um diesen Ablagerungen vorzubeugen ist die Mulde in regelmäßigen Abständen zu Reinigen
und zu Wachsen.
Wachs- und Reinigungsempfehlung
Ein Wachsen der Mulde wird nach ca. acht Betriebsstunden empfohlen. Gewachst wird vor
Betriebsbeginn. Geeignete Hilfsmittel im folgenden gelistet.
Eine Reinigung
Bei Neugeräten ist eine Reinigung in kürzeren Abständen notwendig. Im Anschluss an eine
Reinigung ist das Wachsen der Mulde notwendig.
Weiterhin kann die Muldenreinigung bei größerer Fremdstoffbelastung häufiger notwendig
werden. Kürzere Reinigungsintervalle oder auch eine zusätzliche Reinigung bei Bedarf
ergeben sich bei Verschmutzungen durch angeschmorte Kunststoffe (z.B. Knöpfe), nicht
ausreichender Wäschespülung durch Waschmittelreste, durch Stärke bei zu hohem
Stärkeeinsatz,
der Zugabe von Zusatzstoffen zum Wäschegut und auch bei hoher Wasserhärte.
Eine Reinigung ist z.B. unter anderem erforderlich, wenn sich Stärkerückstände an den
Abstreifern zeigen.
Durch Vorabeingabe eines feuchten Tuches können Verkrustungen angelöst werden.
Insgesamt kann die Dosierung und die Häufigkeit der Anwendungen aufgrund
unterschiedlicher Betriebsbedingungen variieren.
Eine Reinigung und ein Wachsen ist immer über die gesamte Muldenbreite
durchzuführen.
Bei Aluminiummulden dürfen nur geeignete, vom Hersteller freigegebene Hilfsmittel zum
Reinigen eingesetzt werden. Eine Reinigung mit falschen Reinigungsmitteln führt zur
Zerstörung der Aluminiummulde.
ist bei 8-stündigem Einschichtbetrieb 2- bis 3-malig in der Woche erforderlich.
Aluminiummulden auf keinen Fall mit Schmirgelleinen reinigen.
4 M.-Nr. 07 350 731
Page 5
Hilfsmittel zum Wachsen
Wachstuch mit Tasche M.-Nr. 3 328 080
(Einsatztemperatur bis 200 °C, Mangeltemperaturstufe ßßß)
Mangelwachs (0,5 Kg) M.-Nr. 0 348 161
Hilfsmittel zum Reinigen
Reinigungstuch Nomex-Nessel mit Tasche
M.-Nr. 3 909 300
(Einsatztemperatur ca. 80 °C, Mangeltemperaturstufe ß)
Reinigungsmatte rundkörnig M.-Nr. 3 987 593
(Einsatztemperatur ca. 80 °C, Mangeltemperaturstufe ß)
Pflege der Mulden
Reinigung der Mulde
Bitte beachten Sie beim Reinigen die max. zulässige Arbeitstemperatur (s. Hilfsmittel zum
Reinigen)
Bei stärkeren Verunreinigungen z.B. Stärkereste oder Kalkablagerungen, sollte das
–
Reinigungstuch - ggf. zusätzlich zum Lösen der Ablagerungen Cleanpaste - eingesetzt
werden.
– Das Reinigungstuch ist mit einem braun/roten Scotch-Reinigungsstreifen ausgestattet. Ist
dieser verbraucht, kann die Reinigungsmatte M.-Nr. 3 987 593 bestellt werden. Diese wird zu
einem doppelten breiten Streifen, wie der Vorhandene, zugeschnitten und nach
Heraustrennen des abgenutzten braun / roten Streifens in die freigewordene Tasche gelegt.
Nach der Reinigung der Mulde immer Wachsen !
:
M.-Nr. 07 350 731 5
Page 6
Pflege der Mulden
Wachsen der Mulde:
Bitte beachten Sie beim Wachsen die max. zulässige Arbeitstemperatur (s. Hilfsmittel zum
Wachsen)
Zum Wachsen mit dem Wachstuch, das Streuwachs in die Tasche des Wachstuches
hineinstreuen. Mit der "gummierten Tascheninnenseite" nach oben, d.h. die gummierte
Tascheninnenseite zur Walze hin eingeben und in die warme Maschine (Muldentemp. ca. 180
°C) einlaufen lassen. Wachs sparsam verwenden, damit das Mangeltuch nicht zu glatt wird!
Bei Maschinen mit Gurteingabe das Wachstuch hinter der Fingerschutzleiste eingeben.
Keinesfalls das Wachstuch mit der gummierten Tascheninnenseite zur Mulde hin eingeben.
Geben Sie nur geringe Mengen an Wachs in das Wachstuch. Erst wenn sich nach dem
Durchlaufen keine feuchten Abdrücke mehr im Wachstuch zeigen, ist Wachs nachzufüllen.
Das Wachstuch mit Mangelwachs wird mit der gummierten Tascheninnenseite zur Walze hin
eingegeben.
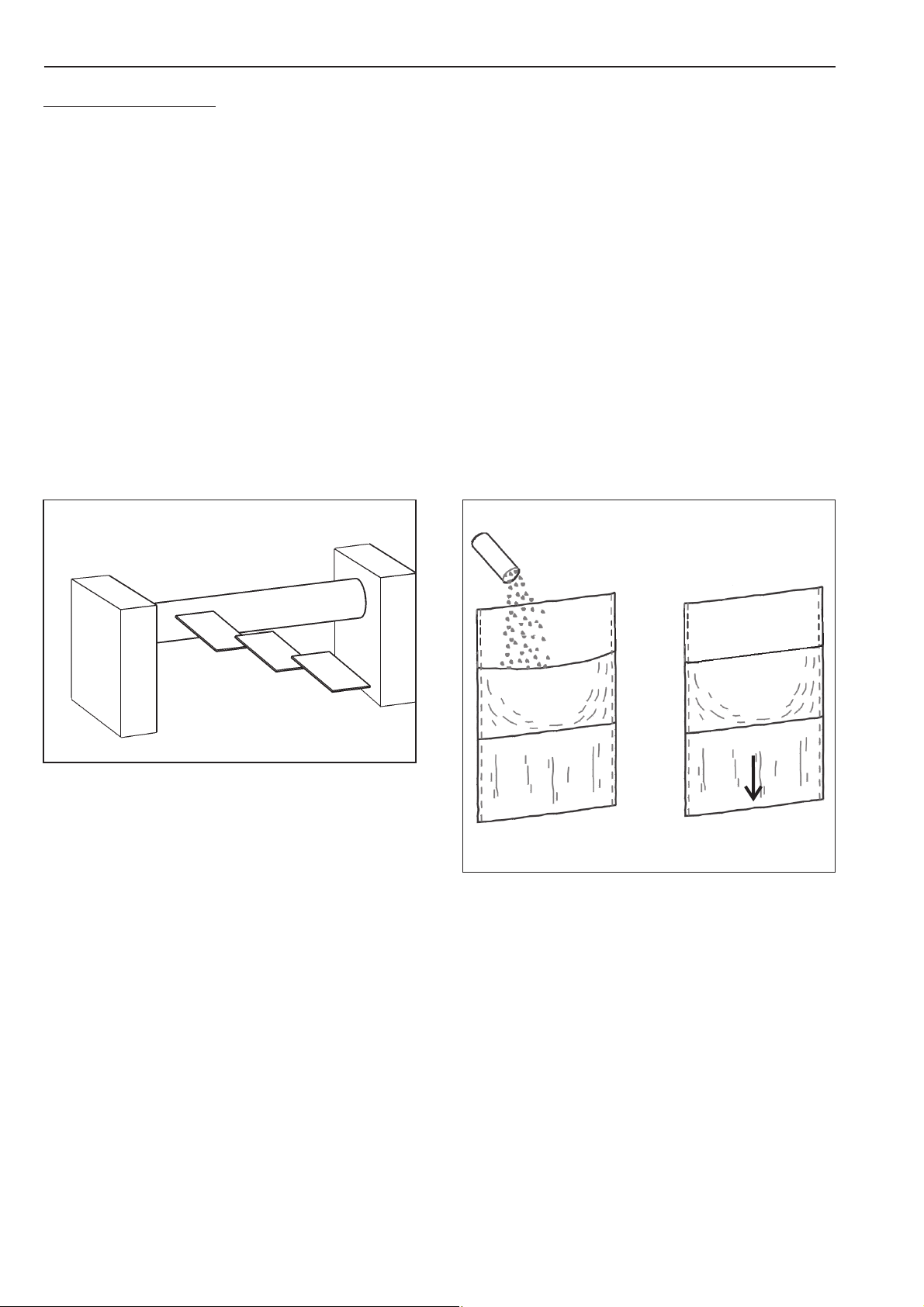
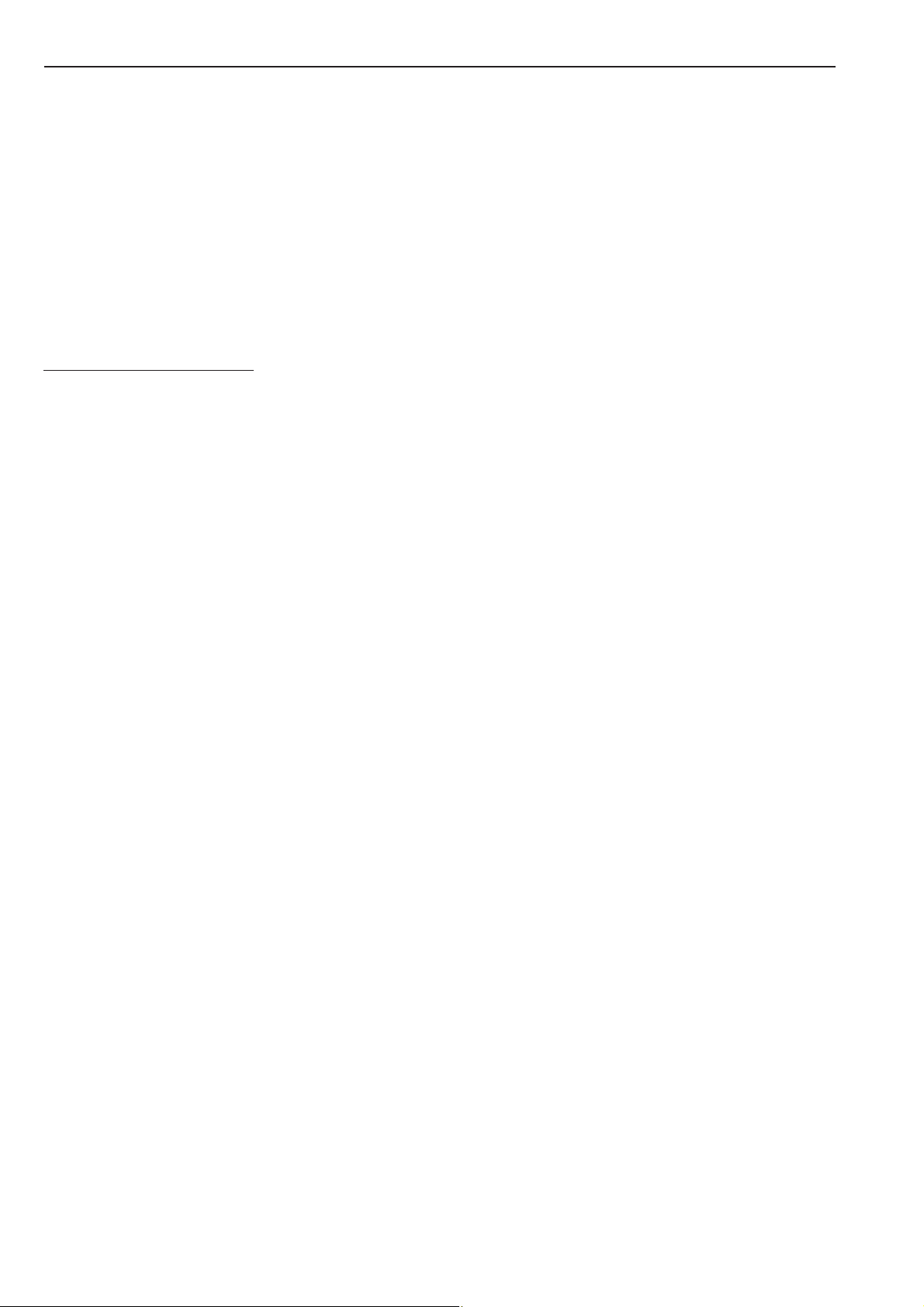
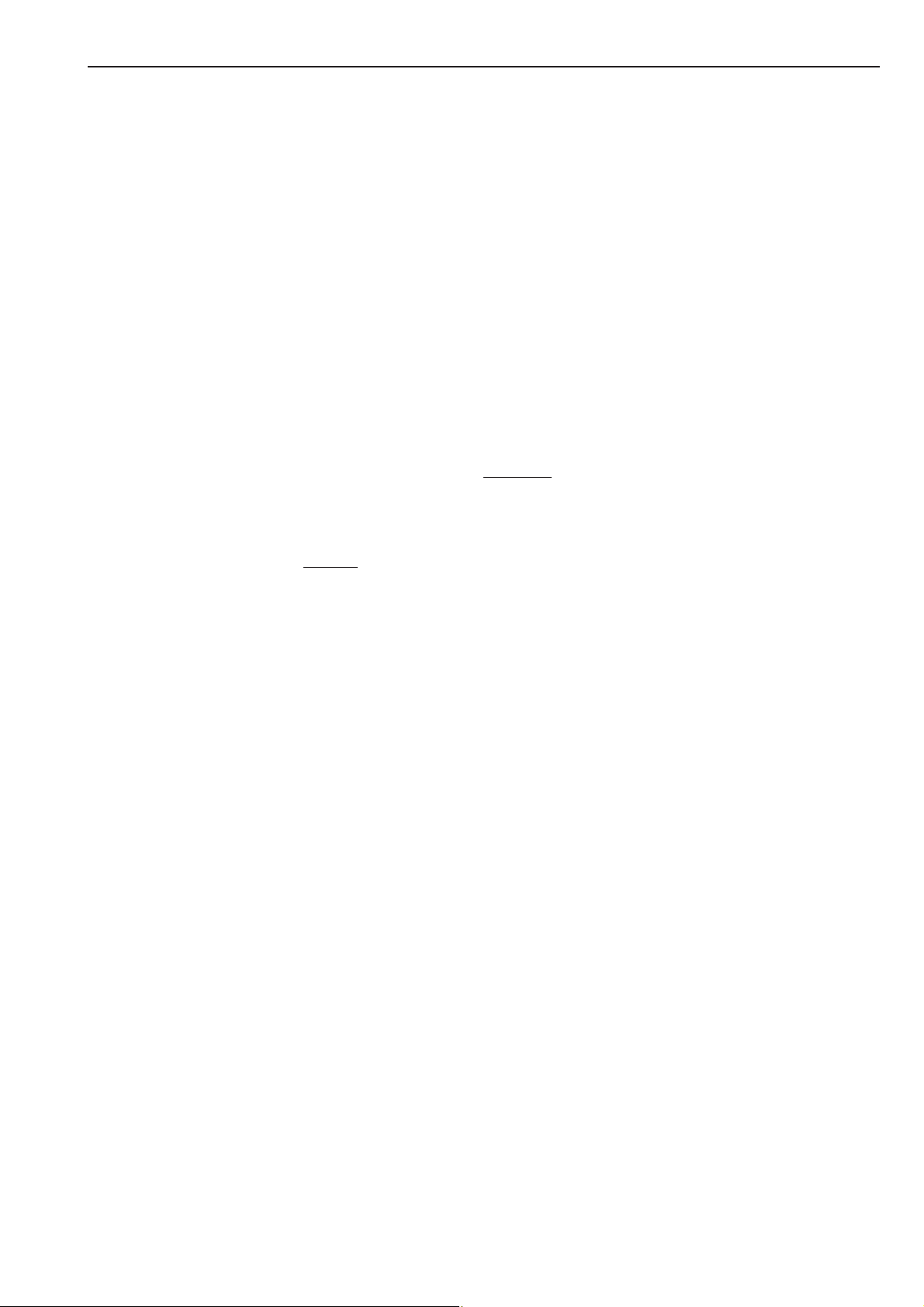
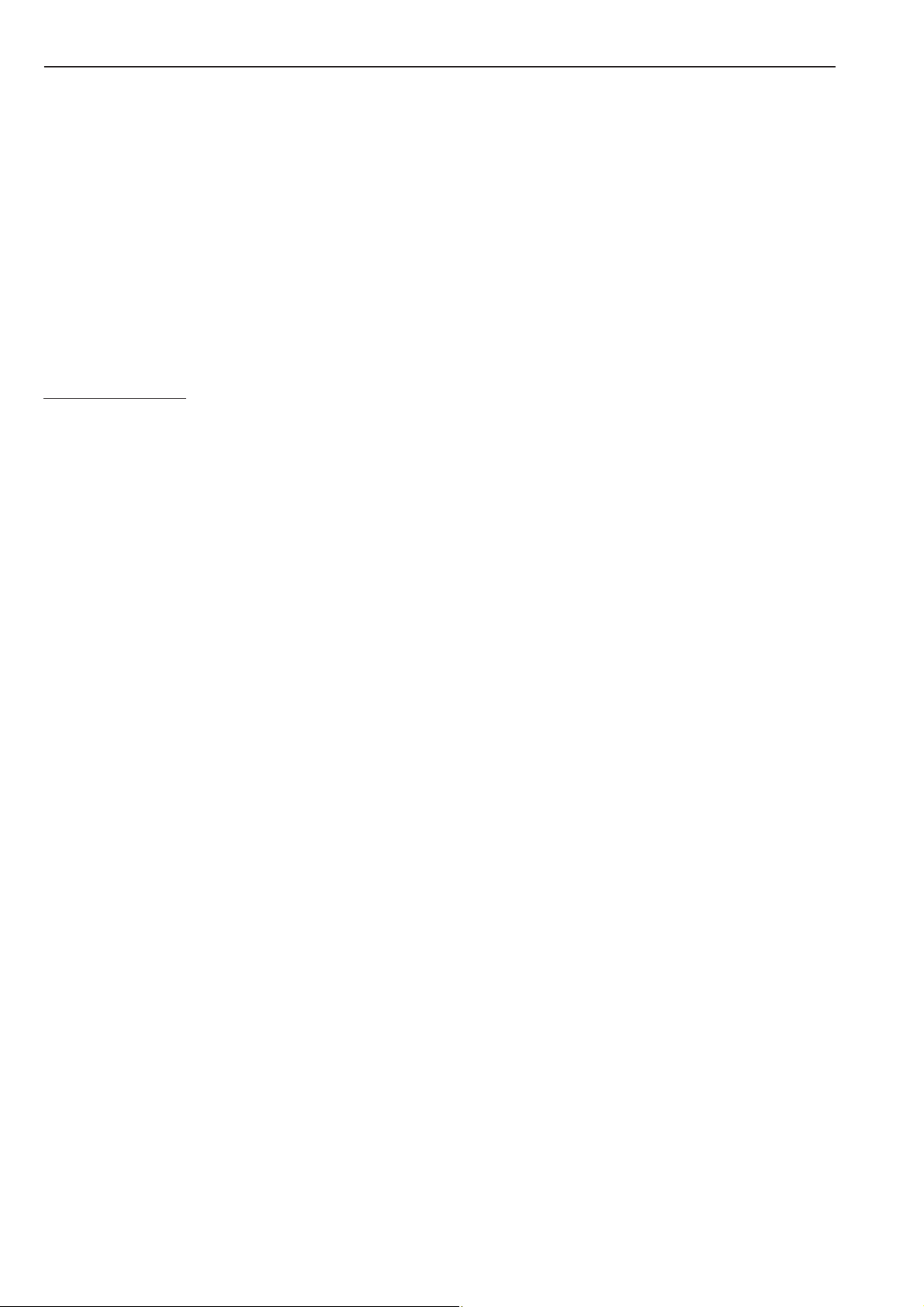
Eingabe des Reinigungstuches/Wachstuches
in die Mangel
Eingaberichtung
Handhabung des Wachstuches mit Tasche
6 M.-Nr. 07 350 731
Page 7

Taking care of your rotary ironer
Cleaning and caring for aluminium heater plates
Models: HM 21-100 / HM 21-140 / HM 5316 / PM 1210 / PM 1214 / PM 1217 /
HM 29-175 / HM 38-175 / HM 38-205 / PM 1318 / PM 1418 / PM 1421 /
MM 50-175 / MM 50-205 are fitted with aluminium heater plates as standard.
Regular cleaning and maintenance of the heater plate is essential for ensuring consistent
ironing results, as well as for protecting the motor and the roller cover. This also helps to
prolong the life of the machine.
Detergent and starch deposits make the heater plate dull, making it harder for laundry to feed
through smoothly. The increased friction leads to excessive wear and tear on the motor and on
the ironer padding and cover.
To prevent a build-up of these deposits, the heater plate needs to be cleaned and waxed
regularly.
Waxing and cleaning
The heater plate should be waxed after every 8 hours of use, e.g. before starting work each
day. See the list of suitable waxing products on the next page.
Rotary ironers that are being used for 8 hour shifts should be cleaned
A new ironer should be cleaned more frequently. The heater plate should always be waxed
after it has been cleaned.
If the heater plate is subject to a heavy build-up of deposits, it will have to be cleaned more
often. It will also have to be cleaned more often if plastic items melt onto it (e.g. buttons), or if
the wash has not been sufficiently rinsed and there are detergent or starch deposits, or if
chemicals have been added to the laundry, or if the water is particularly hard.
It will also need to be cleaned if, for example, starch deposits show up on the pick-off bands.
Passing a damp cloth through the machine before using it will loosen deposits.
The amount and frequency of application can vary according to use.
The heater plate should be cleaned and waxed along its entire width.
Only proprietary aluminium cleaners recommended by the manufacturer should be used
to clean aluminium heater plates. Using the wrong type of cleaner can damage the
aluminium heater plate.
Do not use abrasive cleaning materials e.g. an emery cloth to clean aluminium heater
plates.
2-3 times a week.
M.-Nr. 07 350 731 7
Page 8
Taking care of your rotary ironer
Accessories for waxing
Wax cloth with pouch M.-Nr. 3 328 080
(Max. temperature 200 °C, ironer symbol ßßß)
Wax (0.5 kg) M.-Nr. 0 348 161
Accessories for cleaning
Nomex cleaning cloth with pouch M.-Nr. 3 909 300
(Temperature approx. 80 °C, ironer symbol ß)
Round-grained cleaning mat M.-Nr. 3 987 593
(Temperature approx. 80 °C, ironer symbol ß)
Cleaning the heater plate
When cleaning, make sure that the max. temperature is not exceeded (see Accessories for
cleaning).
In cases of heavier soiling, e.g. starch or limescale deposits, the cleaning cloth and, if
–
necessary, Cleanpaste should be applied to remove the deposits.
The cleaning cloth has a reddish brown Scotch cleaning strip. If this is depleted a cleaning
–
mat (M.-Nr. 3 987 593) can be ordered. This can be cut to a double width, and placed in the
empty pouch after the depleted reddish brown strip has been removed.
Always wax the heater plate after cleaning.
:
8 M.-Nr. 07 350 731
Page 9
Taking care of your rotary ironer
Waxing the heater plate:
When waxing, make sure that the max. temperature is not exceeded (see Accessories for
waxing).
To apply wax with the wax cloth, place some granular wax in the pouch of the wax cloth and
feed the cloth through the ironer at 180 °C with the rubberised side facing upwards or into the
roller. Feed it in to a heated ironer (approx. temperature 180°C). Use the wax sparingly to avoid
the roller cover becoming too smooth. On machines with belt feed the wax cloth is fed into the
ironer behind the finger guard.
Never feed the wax cloth into the rotary ironer with the rubberised side facing the heater plate.
Apply wax very sparingly to the wax cloth. New wax only needs to be re-applied when the cloth
comes out of the ironer without "damp" marks on it.
The wax cloth containing wax should be fed into the ironer with the non-rubberised side facing
the heater plate, and the rubberised side facing the roller.
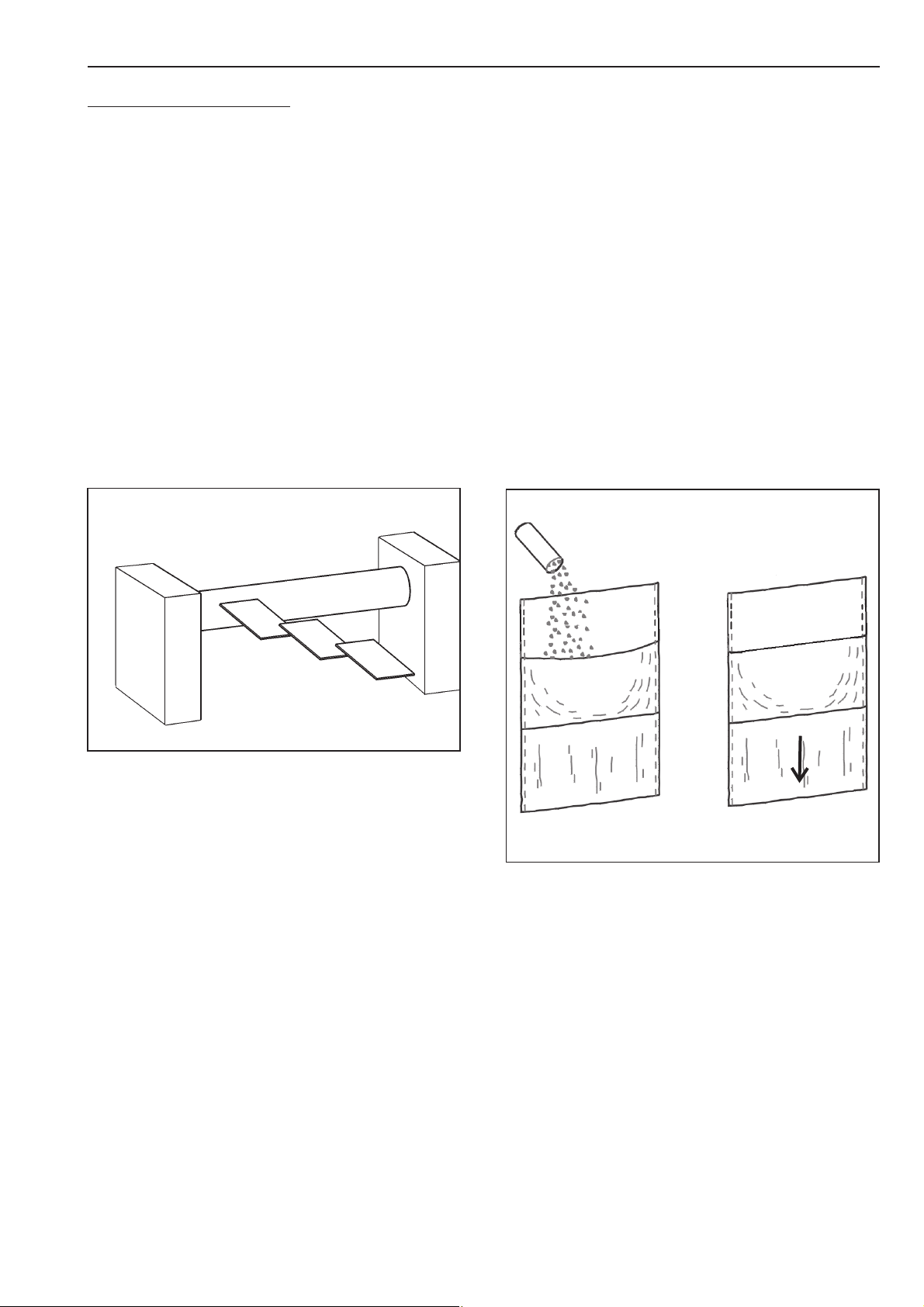
Passing a cleaning cloth or wax cloth through a
rotary ironer
Direction of feed
How to use the wax cloth with pouch
M.-Nr. 07 350 731 9
Page 10

Entretien des presses
Nettoyage et entretien des presses aluminium
Les modèles : HM 21-100 / HM 21-140 / HM 5316 / PM 1210 / PM 1214 / PM 1217 /
HM 29-175 / HM 38-175 / HM 38-205 / PM 1318 / PM 1418 / PM 1421 /
MM 50-175 / MM 50-205 sont équipés en série des presses aluminium.
Il est nécessaire de nettoyer et d'entretenir régulièrement la presse pour préserver
l'entraînement de cylindre et la garniture et pour obtenir un repassage réussi. Si vous ne tenez
pas compte de ce conseil, la durée de vie de votre repasseuse sera considérablement réduite.
Les dépôts de détergent et d'amidon amoindrissent les qualités de glissement de la presse.
Les textiles sont mal entraînés. Le frottement accru provoque également une usure excessive
des éléments d'entraînement et de la garniture.
Pour éviter que des dépôts ne se forment, la presse doit être nettoyée et paraffinée à intervalle
régulier.
Conseils pour le paraffinage et le nettoyage
Il est conseillé de paraffiner la presse après environ huit heures. Le paraffinage doit être
effectué avant de travailler. Le matériel nécessaire est listé ci-dessous.
Il est nécessaire de nettoyer
Dans le cas des appareils neufs, le nettoyage doit être effectué plus souvent. Après le
nettoyage de la presse, elle doit être paraffinée.
Le nettoyage de la presse peut être nécessaire plus souvent en cas de présence de coprs
étrangers. Il peut être nécessaire de rapprocher les nettoyages ou d'en effectuer un
exceptionnellement dans le cas de salissures dues à du plastique fondu (par ex. les boutons),
de restes de détergent liés à un rinçage insuffisant, par l'amidon en cas d'utilisation excessive
d'amidon,
d'ajout d'adjuvants au linge ou en cas de haute dureté de l'eau.
Le nettoyage est nécessaire lorsque des restes d'amidon sont visibles sur le décolleur.
Les incrustations peuvent être éliminées en passant un tissu humide.
Le dosage et la fréquence du nettoyage dépendent des conditions d'utilisation.
le nettoyage et le paraffinage doivent toujours être effectués sur toute la largeur de la
presse.
Dans le cas des presses aluminium, n'utiliser que les adjuvants autorisés par le
fabricant. Si la presse aluminium est nettoyée avec des produits inappropriés, elle peut
être abîmée.
Ne jamais nettoyer les presses aluminium avec de la toile émeri.
2 à 3 fois par semaine en cas de trois huit.
10 M.-Nr. 07 350 731
Page 11
Entretien des presses
Accessoires de paraffinage
Toile de paraffinage avec poche M.-Nr. 3 328 080
(Température d'utilisation jusqu'à 200 °C, palier de repassage ßßß)
Paraffine (0,5 kg) M.-Nr. 0 348 161
Accessoires de nettoyage
Toile de nettoyage Nomex avec poche M.-Nr. 3 909 300
(température d'utilisation env. 80 °C, palier de repassage ß)
Toile de nettoyage, grain rond M.-Nr. 3 987 593
(température d'utilisation env. 80 °C, palier de repassage ß)
Nettoyage de la presse
Veuillez respecter la température de travail maximale admissible lors du nettoyage (voir
adjuvants de nettoyage)
En cas de salissures plus incrustées, par exemple des restes d'amidon ou de tartre, la toile
–
de nettoyage - le cas échéant pour détacher les dépôts de pâte à nettoyer- doit être utilisée.
– La toile de nettoyage est équipée d'une bande de nettoyage Scotch brune/rouge. S'il est
usé, la toile de nettoyage M.-Nr. 3 987 593 peut être commandée. Elle doit alors être coupée
en large bande double, comme la bande usée, coupée aux mesures et disposée dans la
poche libre une fois la bande rouge/brune usée détachée.
Après le nettoyage de la presse, toujours paraffiner
:
M.-Nr. 07 350 731 11
Page 12
Entretien des presses
Paraffinage de la presse :
Veuillez respecter la température de travail maximale admissible lors du paraffinage (voir
adjuvants de nettoyage)
Pour paraffiner avec la toile de paraffinage, verser la paraffine en poudre dans la poche de la
toile à paraffiner. La faire passer dans la machine chauffée à 180°C en disposant le côté
intérieur de la poche caoutchouté vers le cylindre. La cire doit être utilisée avec parcimonie
afin que la toile de repassage ne soit pas excessivement lisse ! Sur les machines à lamelles
d'introduction, introduisez la toile de paraffinage derrière la barre protège-doigts.
Ne jamais introduire le côté intérieur de la poche caoutchouté de la toile de paraffinage vers la
presse.
Ne mettez que de faibles quantités de paraffine dans la toile. Attendez pour ajouter de la
paraffine qu'il n'y ait plus de traces humides sur la toile de paraffinage.
La toile contenant la paraffine doit être introduite avec le côté intérieur de la poche
caoutchouté vers le cylindre.
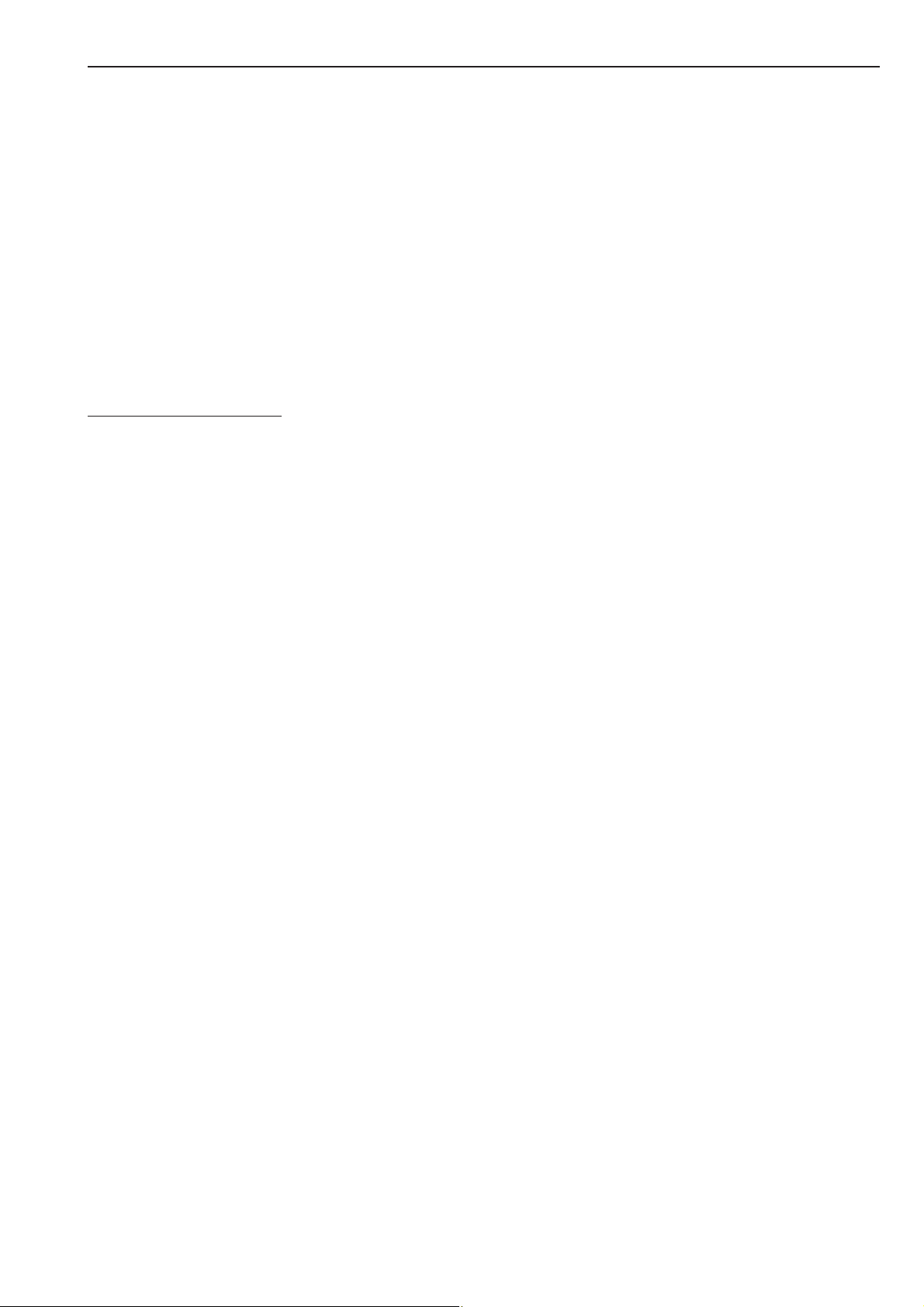
Introduction de la toile de nettoyage/paraffinage
dans la repasseuse
Sens d'introduction
Manipulation de la toile de paraffinage avec poche.
12 M.-Nr. 07 350 731
Page 13
Cura della conca
Pulizia e manutenzione delle conche in alluminio
I modelli: HM 21-100 / HM 21-140 / HM 5316 / PM 1210 / PM 1214 / PM 1217 /
HM 29-175 / HM 38-175 / HM 38-205 / PM 1318 / PM 1418 / PM 1421 /
MM 50-175 / MM 50-205 sono dotati di serie di conca in alluminio.
Pulizia e cura della conca sono operazioni indispensabili, che devono essere svolte con
regolarità se si vuole mantenere integro il funzionamento del rullo e il suo rivestimento,
altrimenti se ne riducono le prestazioni.
Depositi di detersivo o amido rendono la conca opaca e ne riducono la scorrevolezza. Ciò
incide negativamente sul trasporto dei tessuti. Inoltre il maggiore attrito causa una maggiore
usura del motore e del rivestimento.
Per prevenire i predetti depositi la conca deve essere regolarmente pulita e trattata con
un'apposita cera.
Consigli per la pulizia e la inceratura
Dopo ca. 8 ore di funzionamento si consiglia di incerare la conca. La conca va incerata prima
di iniziare le operazioni di stiratura. Di seguito sono elencati mezzi e strumenti adatti.
Lavorando 8 ore di fila, la pulizia
Se il mangano è nuovo le operazioni di pulizia devono essere eseguite più frequentemente.
Dopo aver pulito la conca è necessario incerarla.
In caso di maggiore incidenza di sostanze estranee e depositi, potrebbe essere necessario
pulire più frequentemente la conca. Intervalli di pulizia più brevi oppure operazioni di pulizia
straordinarie potrebbero essere necessari in presenza di incrostazioni dovute a parti in
materiale sintetico bruciate (ad es. bottoni), di depositi di detersivi dovuti a risciacqui non
sufficienti, di amido in seguito ad uso eccessivo, di additivi e coaiduvanti e anche in caso di
acqua particolarmente dura.
Si rende necessario pulire la conca se p. es. sono rilevabili incrostazioni di amido sui
dispositivi staccabiancheria.
Le incrostazioni possono essere ammorbidite introducendo un panno umido.
Complessivamente dosaggio e frequenza dei procedimenti possono variare a seconda delle
modalità d'uso del mangano.
La conca va pulita e incerata sempre nella sua interezza.
Per pulire una conca in alluminio devono essere usati esclusivamente prodotti ammessi
o consigliati dal produttore. Pulire la conca in alluminio con prodotti non adatti potrebbe
danneggiarla.
della conca va effettuata 2 o 3 volte la settimana.
Per pulire una conca in alluminio non deve assolutamente essere usata una tela
abrasiva.
M.-Nr. 07 350 731 13
Page 14
Cura della conca
Strumenti per l'inceratura
Panno per inceratura con tasca N. d'ord. 3 328 080
(temperatura max. 200 °C, livello di temperatura del mangano ßßß)
Cera (0,5 Kg) N. d'ord. 0 348 161
Strumenti per pulire
Panno Nomex-Nessel con tasca N. d'ord. 3.909.300
(temperatura ca. 80 °C, livello di temperatura del mangano ß)
Panno con granulazione rotonda N. d'ord. 3 987 593
(temperatura ca. 80 °C, livello di temperatura del mangano ß)
Cura della conca
Quando si effettuano le operazioni di pulizia fare attenzione a non superare la temperatura
massima consentita (vedi strumenti per pulire)
In presenza di incrostazioni più forti, p. es. residui di amido e calcare è consigliato l'uso di un
–
panno per la pulizia ricorrendo eventualmente alla pasta detergente per scogliere i depositi.
– Il panno per la pulizia è dotato di un nastro detergente Scotch di colorazione rossiccia. Se
questo è consumato è possibile ordinare il panno a granulazione tonda n. d'ord. 3 987 593.
Questo va tagliato in maniera tale da raggiungere la misura doppia del nastro da sostituire e
va inserito nella tasca dopo aver tolto il nastro Scotch consumato.
Dopo le operazioni di pulizia la conca deve essere sempre incerata.
:
14 M.-Nr. 07 350 731
Page 15

Cura della conca
Inceratura della conca:
Quando si procede all'inceratura, fare attenzione a non superare la temperatura massima
consentita (vedi strumenti per l'inceratura)
Uso del panno per incerare: distribuire la cera nella tasca del panno e infilare il panno nel
mangano già riscaldato a ca. 180 °C con la parte "gommata" rivolta verso il rullo. Usare sempre
moderate quantità di cera, altrimenti il telo del rullo risulta troppo liscio. Se il mangano è dotato
di nastri d'introduzione, il panno deve essere introdotto dietro il dispositivo salvadita.
La parte "gommata" non va mai rivolta verso la conca.
Il panno per l'inceratura deve essere riempito con moderate quantità di cera. Solo quando non
sono più visibili tracce umide sul panno, è necessario introdurre altra cera.
Introdurre il panno per l'inceratura sempre con la parte "gommata" rivolta verso il rullo.
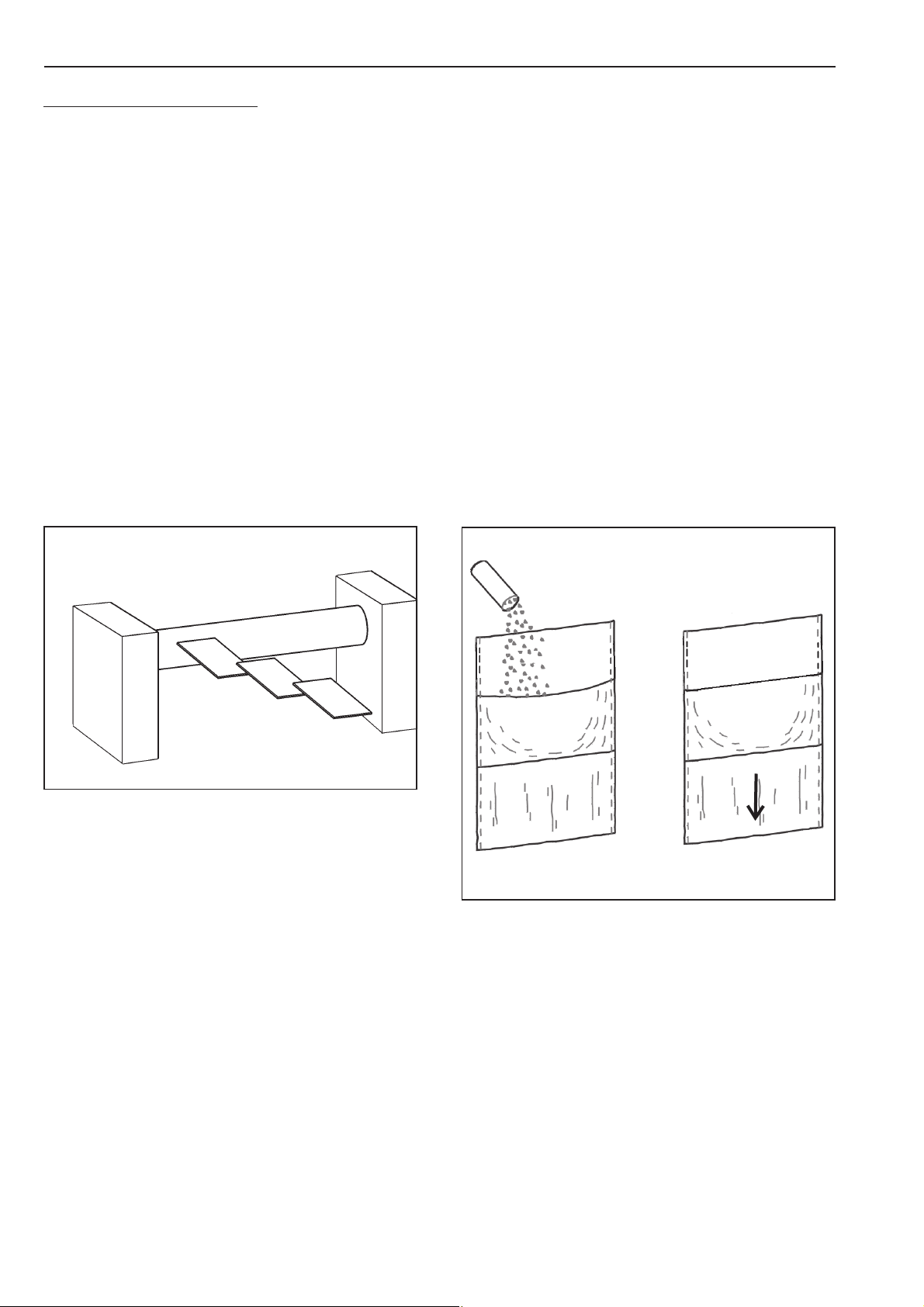
Come introdurre il panno di pulizia o il panno
incerato nel mangano
Direzione di
introduzione
Come si utilizza il panno per inceratura con tasca
M.-Nr. 07 350 731 15
Page 16

Mantenimiento de las tejas
Limpieza y mantenimiento de las tejas de aluminio
Los modelos: HM 21-100 / HM 21-140 / HM 5316 / PM 1210 / PM 1214 / PM 1217 /
HM 29-175 / HM 38-175 / HM 38-205 / PM 1318 / PM 1418 / PM 1421 /
MM 50-175 / MM 50-205 están equipados de serie con tejas de aluminio.
Es imprescindible limpiar y cuidar las tejas regularmente a fin de mantener la calidad de
planchado y de proteger el funcionamiento del rodillo y el bobinado. De lo contrario, el
rendimiento de la calandra podría verse reducido considerablemente.
Debido a depósitos de restos de detergente y de almidón, la teja se vuelve áspera. Esto
perjudica las características de arrastre de los tejidos. El aumento del roce también origina un
mayor desgaste de los elementos de accionamiento y del bobinado.
Para prevenir estos depósitos, la teja debe limpiarse y encerarse periódicamente.
Recomendación para el encerado y la limpieza
Se recomienda encerar la teja tras aprox. ocho horas de funcionamiento. El encerado se
realiza antes de la puesta en funcionamiento. A continuación, se indican los productos
auxiliares adecuados.
La limpieza
horas diarias.
En caso de aparatos nuevos la limpieza debe llevarse a cabo en intervalos más cortos. Tras la
limpieza es preciso encerar la teja.
Además, la limpieza de la teja tendrá que realizarse con mayor frecuencia si se incrusta mayor
cantidad de sustancias extrañas. Los intervalos de limpieza serán más cortos o será necesaria
una limpieza adicional si la suciedad se debe a materiales sintéticos fundidos (p. ej. botones),
al aclarado insuficiente de la ropa debido a restos de detergente, al almidón por dosificación
excesiva,
a la incorporación de productos adicionales a la ropa o a la dureza de agua elevada.
La limpieza es necesaria si, p. ej., aparecen restos de almidón en los desprendedores.
Mediante la introducción previa de un paño húmedo pueden disolverse incrustaciones.
Generalmente, la dosificación y la frecuencia de la utilización pueden variar debido a
diferentes condiciones de funcionamiento.
La limpieza y el encerado deben realizarse siempre sobre la anchura completa de la teja.
En el caso de tejas de aluminio deben utilizarse únicamente productos de limpieza
autorizados por el fabricante. El uso de productos de limpieza no apropiados puede
resultar en el deterioro de la teja de aluminio.
debe realizarse de 2 a 3 veces por semana, en caso de funcionamiento de 8
En ningún caso deben limpiarse las tejas de aluminio con tela de esmeril.
16 M.-Nr. 07 350 731
Page 17

Mantenimiento de las tejas
Productos auxiliares para el encerado
Paño de cera con bolsa Nº de mat. 3 328 080
(temperatura de aplicación máx. de 200 °C, nivel de temperatura de planchado ßßß)
Cera para calandras (0,5 Kg) Nº de mat. 348.161
Productos auxiliares para la limpieza
Paño limpiador de algodón en crudo Nomex con bolsa Nº de mat. 3.909.300
(temperatura de aplicación máx. de 80 °C, nivel de temperatura de planchado ß)
Esterilla de limpieza granulada Nº de mat. 3.987.592
(temperatura de aplicación máx. de 80 °C, nivel de temperatura de planchado ß)
Limpieza de la teja
Tenga en cuenta la temperatura de trabajo máx. permitida al realizar la limpieza (véase
"Productos auxiliares para la limpieza")
En caso de mayor suciedad, p. ej. restos de almidón o depósitos de cal, deberá utilizar el
–
paño de limpieza y, si fuera necesario, de forma adicional pasta limpiadora para disolver los
depósitos.
– El paño de limpieza está dotado de una cinta limpiadora de Scotch marrón/roja. Si ésta se
desgasta, podrá solicitar la esterilla de limpieza Nº de mat. 3 987 593. Ésta se cortará en
forma de cinta de anchura doble, al igual que la existente, y se colocará en la bolsa tras
retirar la cinta marrón/roja desgastada.
¡Es preciso encerar la teja tras cada limpieza!
:
M.-Nr. 07 350 731 17
Page 18

Mantenimiento de las tejas
Encerado de la teja:
Tenga en cuenta la temperatura de trabajo máx. permitida al realizar el encerado (véase
"Productos auxiliares para la limpieza")
Para el encerado con el paño de cera, introduzca la cera en la bolsa del mismo. Insértela en la
calandra con el "lado interior engomado de la bolsa" hacia arriba e introducir en la máquina
caliente (temperatura de la teja aprox. 180 °C). ¡Utilice la cera de forma económica para que
el paño de planchado no se alise demasiado! En máquinas con entrada por bandas,
introduzca el paño de cera detrás del listón protector de dedos.
En ningún caso inserte el paño de cera con el lado interior engomado de la bolsa hacia el
lado de la teja.
Emplee sólo una cantidad pequeña de cera en el paño de cera. Deberá introducir más cera
únicamente si tras el paso por la calandra no aparecen huellas húmedas en el paño de cera.
El paño con cera para calandras se coloca con el lado interior engomado de la bolsa hacia el
lado del rodillo.
Introducción del paño de limpieza/paño de cera
en la calandra
Utilización del paño de cera con bolsa
18 M.-Nr. 07 350 731
Sentido de introducción
Page 19

Manutenção do berço
Limpeza e manutenção do berço em alumínio
As calandras: HM 21-100 / HM 21-140 / HM 5316 / PM 1210 / PM 1214 / PM 1217 /
HM 29-175 / HM 38-175 / HM 38-205 / PM 1318 / PM 1418 / PM 1421 /
MM 50-175 / MM 50-205 estão equipadas em série com berço em alumínio.
É necessário efectuar a limpeza e manutenção regular do berço para manter a qualidade da
passagem uniforme, proteger o accionamento e o revestimento do rolo. Caso contrário irá
haver uma redução significativa da capacidade.
Resíduos de detergente e goma não permitem um deslizar adequado da roupa. Além disso a
fricção elevada contribui para desgaste dos elementos de accionamento e enrolamento.
Para prevenir tal situação deve efectuar a limpeza e parafinar regularmente a calandra.
Conselhos para parafinar e limpar a calandra
Deve parafinar o berço ao fim de oito horas de funcionamento. A parafina deve ser aplicada
antes de iniciar o funcionamento. Proceda como se indica a seguir:
A limpeza
horas/dia.
Quando a máquina é nova é necessário efectuar a limpeza em espaços de tempo mais
curtos. No final da limpeza deve parafinar o berço.
Além disso e no caso de bastante sujidade será necessário efectuar a limpeza com maior
regularidade. Intervalos de limpeza mais curtos ou ainda uma limpeza adicional será
necessário quando por exemplo existir sujidade provocada por peças plásticas que
derreteram (botões por ex.), ou resíduos de detergente resultante de roupa mal enxaguada,
ou ainda camadas de goma devido a quantidade excessiva na roupa e também no caso de
dureza de água elevada.
Será sempre necessário efectuar a limpeza quanto existirem resíduos de goma agarrada às
pás.
Se antes de passar a roupa passar um pano húmido pode soltar as incrustações do berço.
A dosagem e a regularidade da aplicação devido a situações de funcionamento diferentes
pode variar.
A limpeza e a aplicação da parafina deve ser feita ao longo do berço.
Em berços de alumínio só devem ser utilizados produtos de limpeza adequados e
aconselhados pelo fabricante. A limpeza com produto errado provoca a destruição do
berço.
deve ser efectuada 2 a 3 vezes por semana, no caso de funcionamento durante 8
Não efectue nunca a limpeza do berço em alumínio com uma lixa.
M.-Nr. 07 350 731 19
Page 20

Manutenção do berço
Produtos para parafinar
Pano com bolsa para aplicar parafina M.-Nr. 3 328 080
(Temperatura máx 200 °C, Posição do botão selector ßßß)
Parafina (0,5 Kg) M.-Nr. 0 348 161
Produtos de limpeza
Pano de limpeza tipo feltro com bolsa M.-Nr. 3 909 300
(Temperatura aprox. 80 °C, Posição do botão selector ß)
Pano de limpeza rugoso M.-Nr. 3.987.592
(Temperatura aprox. 80 °C, Posição do botão selector ß)
Limpeza da calandra
Ao efectuar a limpeza tenha sempre em conta a temperatura máxima de funcionamento
admissível (consulte produtos de limpeza)
No caso de sujidade mais intensa como por exemplo restos de goma ou calcário deve
–
utilizar pasta Clean para eliminar esses sedimentos.
– O pano de limpeza está equipado com uma lista castanha/encarnada Scotch. Quando esta
estiver gasta, o pano de limpeza pode ser substituído pelo pano M.-Nr. 3 987 593. Este é
cortado à medida de duas tiras largas duplas, tal como as existentes e após separação das
listas castanho/encarnado gastas são colocadas na bolsa livre.
Após efectuar a limpeza deve parafinar sempre o berço!
:
20 M.-Nr. 07 350 731
Page 21

Manutenção do berço
Parafinar o berço:
Ao efectuar a limpeza tenha sempre em conta a temperatura máxima de funcionamento
admissível (consulte produtos de limpeza).
Para parafinar com o pano, adicione a parafina na bolsa. Coloque na calandra com o "lado
interior de borracha" voltado para o rolo, deixando-o entrar na máquina aquecida (aprox.
180ºC de temperatura). Utilize a parafina moderadamente, para que o pano não fique muito
liso. Em máquinas com cintas deixe o pano entrar por trás da régua de protecção de dedos.
Nunca introduza o pano no rolo com a parte de borracha voltada para o berço.
Adicione pouca quantidade de parafina no pano. Só deve voltar a adicionar parafina no pano
quando, os vestígios de humidade deixarem de ficar visíveis.
O pano com parafina é colocado com o lado de borracha voltado para o rolo.
Colocação do pano de limpeza /parafina
na calandra
Sentido de dobragem
Manuseamento do pano de parafinar com bolsa
M.-Nr. 07 350 731 21
Page 22

Vedligeholdelse af strygesålen
Rengøring og vedligeholdelse af aluminiumsstrygesålen
Modellerne: HM 21-100 / HM 21-140 / HM 5316 / PM 1210 / PM 1214 / PM 1217 /
HM 29-175 / HM 38-175 / HM 38-205 / PM 1318 / PM 1418 / PM 1421 /
MM 50-175 / MM 50-205 er som standard udstyret med aluminiumstrygesål.
Det er absolut nødvendigt at foretage regelmæssig rengøring og vedligeholdelse af
strygesålen for at opnå en ensartet rulllekvalitet og for at beskytte valsemotoren samt
beviklingen. Hvis dette ikke overholdes, vil rullens ydeevne forringes væsentligt.
Strygesålen bliver ru på grund af aflejringer fra vaskemiddel og stivelse. Dette fører til dårlig
gennemføring af tekstilerne. Desuden fører den forhøjede friktion til større slid på
drivelementerne og beviklingen.
For at forebygge disse aflejringer skal strygesålen rengøres og vokses regelmæssigt.
Anbefalet voks og rengøring
Det anbefales at vokse strygesålen efter ca. 8 timers brug. Den skal vokses, inden den startes
op. Egnede hjælpemidler er nævnt i det følgende.
Ved 8 timers et-holds-skift renses
På nye strygeruller er det nødvendigt at rense strygesålen oftere. Når strygesålen er renset,
skal den vokses efterfølgende.
Det kan desuden være nødvendigt at rense strygesålen oftere, hvis der anvendes mange
fremmede stoffer. Kortere intervaller eller en ekstra rensning kan også være påkrævet på grund
af aflejringer fra kunststof (f.eks. knapper), hvis tøjet ikke er skyllet tilstrækkeligt for
vaskemiddel, hvis der er anvendt for meget stivelse, ved anvendelse af tilsætningsstoffer i tøjet
og desuden ved høj vandhårdhed.
Det kan bl.a. være nødvendigt at foretage en rensning, når der er rester af stivelse på
tøjaftagerne.
Skorpedannelser kan opløses, hvis der først føres en fugtig klud igennem.
Alt i alt kan doseringen og hyppigheden af anvendelsen variere på grund af forskellige
driftsbetingelser.
Strygesålen renses og vokses altid i hele bredden.
På strygesåle af aluminimum må der må kun anvendes hjælpemidler, som af producenten
er angivet egnet til rensning. Hvis der anvendes et forkert rensemiddel kan det medføre
beskadigelse af aluminiumstrygesålen.
Rens under ingen omstændigheder aluminiumstrygesåler med smergellærred.
strygesålen 2 til 3 gange om ugen.
22 M.-Nr. 07 350 731
Page 23

Vedligeholdelse af strygesålen
Hjælpemidler til voksbehandling
Voksklæde med lomme M.-nr. 3 328 080
(indsatstemperatur op til 200° C, temperaturtrin på strygerullen ßßß)
Voks til strygeruller (0,5 Kg) M.-nr. 0 348 161
Hjælpemidler til rensning
Renseklæde Nomex-bomulds-renseklæde med lomme M.-nr. 3 909 300
(anvendelsestemperatur ca. 80° C, temperaturtrin på strygerullen ß)
Rensemåtte rundkornet M.-nr. 3 987 593
(anvendelsestemperatur ca. 80° C, temperaturtrin på strygerullen ß
Rensning af strygesålen
Overhold den maks. tilladte arbejdstemperatur ved rensningen (se Hjælpemidler til rensning).
Ved stærk tilsmudsning, f.eks. rester af stivelse eller kalkaflejringer, bør renseklædet
–
anvendes - om nødvendigt også cleanpasta til opløsning af aflejringer.
Renseklædet er forsynet med en brun/rød Scotch-rensestrimmel. Når denne er opbrugt, kan
–
rensemåtte M.-nr. 3 987 593 bestilles. Denne klippes til en dobbelt bred strimmel, som den
man har, og lægges i lommen, når den brugte brun/røde strimmel er trukket ud.
Voks altid efter rensning af strygesålen!
:
M.-Nr. 07 350 731 23
Page 24

Vedligeholdelse af strygesålen
Strygesålen vokses:
Overhold den maks. tilladte arbejdstemperatur ved voksningen (se Hjælpemidler til rensning).
Voksbehandling med voksklæde: Voksen drysses ned i lommen på voksklædet. Voksklædet
føres med lommens indvendige side med gummi opad (dvs. lommens indvendige side med
gummi mod valsen) ind i den varme strygerulle (ca. 180° C). Der bør kun anvendes lidt voks,
så strygebetrækket ikke bliver for glat! På maskiner med bælteindføring føres voksklædet ind
bag fingerbeskyttelseslisten.
Den indvendige side af voksklædet med gummi må under ingen omstændigheder vende
mod strygesålen.
Voksklædet fyldes kun sparsomt med voks. Der påfyldes først voks, når der ikke længere er
fugtige aftryk i voksklædet, når det køres igennem strygerullen.
Voksklædet med rullevoks føres ind i strygerullen med lommens indvendige side med gummi
ind mod valsen.
Rense-/voksklædet indføres i strygerullen
Indføringsretning
Håndtering af voksklæde med lomme
24 M.-Nr. 07 350 731
Page 25

Onderhoud van de muldes
Reiniging en onderhoud van de aluminium muldes
De modellen HM 21-100 / HM 21-140 / HM 5316 / PM 1210 / PM 1214 / PM 1217 /
HM 29-175 / HM 38-175 / HM 38-205 / PM 1318 / PM 1418 / PM 1421 /
MM 50-175 / MM 50-205 hebben standaard een aluminium mulde.
Regelmatig onderhoud van de mulde is van groot belang voor een gelijkblijvende
mangelkwaliteit, voor de aandrijving en de bewikkeling. Als de mulde niet regelmatig wordt
onderhouden, kan dit de prestaties van het apparaat aanzienlijk beïnvloeden.
Door afzetting van wasmiddel- en stijfselresten wordt de mulde stroef. Dit leidt ertoe dat het
textiel niet meer goed wordt meegevoerd. Bovendien leidt de extra wrijving tot verhoogde
slijtage van de aandrijving en de bewikkeling.
Om afzettingen te vermijden, moet de mulde regelmatig worden gereinigd en met was worden
behandeld.
Was- en reinigingsadvies
De mulde moet na ca. 8 bedrijfsuren met was worden behandeld. Behandel de mulde vóór
gebruik. Geschikte hulpmiddelen worden verderop genoemd.
Als het apparaat dagelijks 8 uur wordt gebruikt, moet de mulde 2 tot 3 keer per week worden
gereinigd
Nieuwe apparaten moeten in het begin vaker worden gereinigd. Na het reinigen moet de
mulde met was worden behandeld.
Ook als het apparaat met externe verontreinigingen in aanraking komt, moet de mulde vaker
worden gereinigd. Zo kan een korter reinigingsinterval nodig zijn bij verontreinigingen als
gevolg van gesmolten kunststoffen (bijvoorbeeld van knopen), wasmiddelresten (onvoldoende
spoelen), stijfselresten (overdosering), toevoegingen aan het wasgoed en een hoge
waterhardheid.
Als bijvoorbeeld stijfselresten op de afwerpers te zien zijn, moet de mulde worden gereinigd.
Door eerst een vochtige doek door de mangel te halen, kunnen vastzittende verontreinigingen
later gemakkelijker worden verwijderd.
Dosering en frequentie kunnen afhankelijk van de omstandigheden variëren.
De mulde moet altijd over de gehele breedte worden gereinigd en met was worden
behandeld.
Voor aluminium muldes mogen alleen geschikte, door de fabrikant vrijgegeven
reinigingsmiddelen worden gebruikt. Bij gebruik van verkeerde reinigingsmiddelen kan
de mulde beschadigd raken.
.
Reinig aluminium muldes nooit met schuurpapier.
M.-Nr. 07 350 731 25
Page 26

Onderhoud van de muldes
Hulpmiddelen voor de wasbehandeling
Wasdoek met zak: M.-Nr. 3 328 080
(gebruikstemperatuur tot 200 °C, mangelstand ßßß)
Mangelwas (0,5 kg): M.-Nr. 0 348 161
Hulpmiddelen voor het reinigen
Reinigingsdoek Nomex-neteldoek met zak: M.-Nr. 3 909 300
(gebruikstemperatuur ca. 80 °C, mangelstand ß)
Reinigingsmat met ronde korrel: M.-Nr. 3 987 593
(gebruikstemperatuur ca. 80 °C, mangelstand ß)
Reiniging van de mulde
Neem bij het reinigen de maximale gebruikstemperatuur in acht (zie "Hulpmiddelen voor het
reinigen").
Gebruik bij ernstige verontreinigingen (zoals stijfselresten en kalkafzettingen) een
–
reinigingsdoek. U kunt daarbij ook apart cleanpasta gebruiken om afzettingen los te weken.
– De reinigingsdoek is voorzien van een bruin-rode Scotch-reinigingsstrook. Bestel een
reinigingsmat M.-Nr. 3 987 593 als deze strook versleten is. Hieruit knipt u een strook zoals
de oude strook. Verwijder de versleten strook en doe de nieuwe in de lege zak.
Behandel de mulde na de reiniging altijd met was!
:
26 M.-Nr. 07 350 731
Page 27

Onderhoud van de muldes
Behandeling met was:
Neem bij het wassen de maximale gebruikstemperatuur in acht (zie "Hulpmiddelen voor de
wasbehandeling").
Doe de strooiwas in de zak van de wasdoek, als u de mangel in de was wilt zetten. Laat deze
met de "gegomde binnenkant van de zak" naar boven, dat wil zeggen met de gegomde
binnenkant van de zak naar de strijkrol toe, in de ca. 180 °C warme machine lopen. Gebruik
niet te veel was, anders wordt de mangeldoek te glad. Bij mangels met invoersingels de
wasdoek achter de vingerbeveiliging invoeren.
Laat de wasdoek nooit met de gegomde kant naar de mulde toe in de machine lopen.
Doe slechts geringe hoeveelheden was in de wasdoek. Pas als u na het invoeren in de mulde
geen vochtige afdrukken meer op de wasdoek ziet, moet u was bijvullen.
Laat de wasdoek altijd met de gegomde binnenkant van de zak naar de strijkrol toe in de
machine lopen.
Het invoeren van de reinigings-/wasdoek in de
mangel
invoerrichting
Het gebruik van de wasdoek (met zak)
M.-Nr. 07 350 731 27
Page 28

Skötsel av stryksula
Rengöring och skötsel av aluminiumsula
Modellerna: HM 21-100 / HM 21-140 / HM 5316 / PM 1210 / PM 1214 / PM 1217 /
HM 29-175 / HM 38-175 / HM 38-205 / PM 1318 / PM 1418 / PM 1421 /
MM 50-175 / MM 50-205 är som standard utrustade med aluminiumsula.
En regelbunden rengöring och skötsel av stryksulan är mycket viktig för en bestående
mangelkvalitet, och för att skydda valsmotorn och valsbeklädnaden. Om detta inte beaktas
reduceras mangelns prestanda avsevärt.
Avlagringar av tvätt- och stärkmedelsrester gör stryksulan sträv. Detta leder till sämre
inmatning av textilierna. Dessutom leder den förhöjda friktionen till ökat slitage på motordelarna
och valsbeklädnaden.
För att förebygga dessa avlagringar ska stryksulan rengöras och tvättas med jämna
mellanrum.
Vax- och rengöringsrekommendationer
En vaxning av stryksulan rekommenderas efter ca åtta drifttimmar. Vaxning sker innan mangeln
tas i drift. Lämpliga hjälpmedel listas på nästa sida.
En rengöring
För nya manglar krävs en rengöring med kortare intervall. I anslutning till rengöring måste
stryksulan vaxas.
Dessutom kan det vid större främmande påverkan bli nödvändigt att göra ren stryksulan oftare.
Kortare intervaller för rengöring eller vid behov en extra rengöring måste ske vid nedsmutsning
i form av plast som har smält fast (t ex knappar), inte tillräckligt väl ursköljda tvättmedelsrester,
stärkelse vid för hög stärkelsetillförsel, tillförsel av tillsatsmedel i tvättgodset och även vid hög
vattenhårdhet.
En rengöring krävs t ex när stärkelserester syns på tvättavstrykarna.
Genom att först mata igenom en fuktig duk kan avlagringar lösas och tas bort.
På det hela taget kan doseringen och användsningsfrekvensen variera på grund av varierande
driftsbetingelser.
Rengöring och vaxning ska alltid göras utmed strykvalsens hela bredd.
För aluminiumsulor får endast lämpliga medel som säljs av tillverkaren användas.
Rengöring med felaktiga rengöringsmedel leder till att aluminiumsulan förstörs.
Rengör på inga villkor aluminiumsulan med smärgelduk.
krävs vid åttatimmars enskiftsdrift två till tre gånger per vecka.
28 M.-Nr. 07 350 731
Page 29

Skötsel av stryksula
Hjälpmedel till vaxning
Vaxningsduk med ficka m.-nr. 3 328 080
(användningstemperatur upp till 200 °C, mangeltemperaturnivå ßßß)
Mangelvax (0,5 kg) m.-nr. 0 348 161
Hjälpmedel till rengöring
Rengöringsduk Nomex-Nessel med ficka m.-nr. 3 909 300
(användningstemperatur ca 80 °C, mangeltemperaturnivå ß)
Rengöringsmatta rundkornig m.-nr. 3 987 592
(användningstemperatur ca 80 °C, mangeltemperaturnivå ß)
Rengöring av strykvalsen
Beakta vid rengöringen den maximalt tillåtna arbetstemperaturen (se Hjälpmedel till rengöring)
Vid starkare föroreningar av t ex stärkelserester eller kalkavlagringar bör rengöringsduken –
–
vid behov dessutom rengöringspasta – användas för att lösa upp avlagringar.
Rengöringsduken är utrustad med en brun/röd Scotch-rengöringsremsa. Om denna är
–
förbrukad kan rengöringsmattan m.-nr. 3 987 593 beställas. Denna klipps till en dubbelt så
bred remsa som den förefintliga och läggs i fickan efter att den uttjänta brun/röda remsan
tagits ut.
Efter rengöring ska stryksulan alltid vaxas!
:
M.-Nr. 07 350 731 29
Page 30

Skötsel av stryksula
Vaxning av strykvalsen:
Beakta vid vaxningen den maximalt tillåtna arbetstemperaturen (se Hjälpmedel till vaxning)
För vaxning med vaxningsduken: Strö strövaxet i vaxningsdukens ficka. Mata in med den
"gummerade insidan av fickan" uppåt, d v s mata in med den gummerade insidan av fickan
mot valsen i den varma maskinen (strykvalstemp. ca 180 °C). Använd sparsamt med vax så att
inte valsens toppduk blir för glatt! För maskiner med inmatning av band/bälte ska
vaxningsduken matas in bakom fingerskyddet.
Lägg aldrig in vaxningsduken med den gummerade insidan av fickan mot stryksulan.
Anbringa endast smärre mängder vax i vaxningsduken. Vax ska fyllas på först när det inte
längre syns några fuktiga avtryck i vaxningsduken efter användning.
Vaxningsduken med mangelvax matas in med den gummerade insidan av fickan mot valsen.
Strövax
Inmatning av rengöringsduk/vaxningsduk i
mangeln
Inmatningsriktning
Handhavande av vaxningsduk med ficka
30 M.-Nr. 07 350 731
Page 31

Stell av strykesålene
Rengjøring og stell av aluminiumsstrykesålene
Modellene: HM 21-100 / HM 21-140 / HM 5316 / PM 1210 / PM 1214 / PM 1217 /
HM 29-175 / HM 38-175 / HM 38-205 / PM 1318 / PM 1418 / PM 1421 /
MM 50-175 / MM 50-205 har strykesåle av aluminium som standard.
Regelmessig rengjøring og stell av strykesålen er absolutt nødvendig for jevn rullekvalitet,
beskyttelse av valsedriften og beviklingen. Hvis dette ikke følges, vil rullens effekt bli betydelig
redusert.
Ved avleiringer av vaskemiddel- og stivelsesrester, blir strykesålen matt. Dette fører til at
tekstilene ikke tas skikkelig med. Dessuten fører den økte friksjonen til alt for høy slitasje på
driftselementene og beviklingen.
For å forebygge disse avleiringene, skal strykesålen rengjøres og vokses regelmessing.
Vokse- og rengjøringsanbefaling
Voksing av strykesålen anbefales etter ca. åtte driftstimer. Det vokses før driftsstart. Egnete
hjelpemidler; se neste side.
Rengjøring
For nye ruller er det nødvendig med rengjøring oftere. Etter rengjøring skal strykesålen vokses.
Det kan være nødvendig å rengjøre strykesålen oftere ved stor tilvekst av fremmedstoffer.
Kortere rengjøringsintervaller og/eller en ekstra rengjøring ved behov er nødvendig for
tilsmussinger som skyldes varmt kunststoff (f.eks. knapper), ikke tilstrekkelig tøyskylling pga.
vaskemiddelrester, stivelse pga. for mye tilsetting av stivelse, tilsetting av tilsetningsstoffer i
tøyet og også ved høy vannhardhet.
Det er blant annet nødvendig med rengjøring når stivelsesrester er synlige på tøyavtagerne.
Belegg kan løses opp ved å føre inn et fuktig klede på forhånd.
Totalt kan doseringen og hyppigheten av voksing og rengjøring variere med forskjellige
driftsbetingelser.
Foreta alltid rengjøring og voksing over hele strykesålens bredde.
For aluminiumsstrykesåler må det bare brukes rengjøringsmiddel som er tillatt av
produsenten. Rengjøring med feil rengjøringsmiddel gjør at aluminiumsstrykesålen blir
ødelagt.
Aluminiumsstrykesåler må aldri rengjøres med smergellerret.
er ved 8-timers ettlagsdrift nødvendig 2 til 3 ganger i uken.
M.-Nr. 07 350 731 31
Page 32

Stell av strykesålene
Hjelpemidler til voksing
Vokseklede med lomme M.-Nr. 3 328 080
(brukstemperatur inntil 200 °C, rulletemperaturtrinn ßßß)
Rullevoks (0,5 Kg) M.-Nr. 0 348 161
Hjelpemidler for rengjøring
Rengjøringsklede Nomex-Nessel med lomme M.-Nr. 3 909 300
(brukstemperatur ca. 80 °C, rulletemperaturtrinn ß)
Rengjøringsmatte rundkornet M.-Nr. 3 987 593
(brukstemperatur ca. 80 °C, rulletemperaturtrinn ß)
Rengjøring av strykesålen
Ta hensyn til maks. tillatt arbeidstemperatur ved rengjøringen (se Hjelpemidler for rengjøring)
For sterkere tilsmussinger, f.eks. stivelsesrester eller kalkavleiringer, skal rengjøringskledet –
–
evt. i tillegg til å løse opp avleiringer med rensepastaen – føres inn.
Rengjøringskledet er utstyrt med et brun/rødt Scotch-rengjøringsbånd. Hvis dette er utslitt,
–
kan du bestille rengjøringsmatten M.-Nr. 3 987 593. Denne klippes til en dobbelt bred stripe,
som den eksisterende, og legges i den ledige lommen etter at de utslitte brun/røde stripene
er tatt av.
Strykesålen skal alltid vokses etter rengjøring!
:
32 M.-Nr. 07 350 731
Page 33

Stell av strykesålene
Voksing av rullen:
Ta hensyn til maks. tillatt arbeidstemperatur ved voksing (se Hjelpemidler til voksing)
For å vokse med voksekledet; strø strøvoksen inn i lommen på voksekledet og la kledet gå inn i
den varme maskinen (strykesåletemperatur ca. 180 °C) med den "gummierte innsiden av
lommen" opp, dvs. den "gummierte innsiden av lommen" mot valsen. Ikke bruk for mye voks,
slik at voksekledet blir for glatt! For maskiner med innføringsbånd: Før inn voksekledet bak
fingerbeskyttelsen.
Før aldri voksekledet med den "gummierte innsiden av lommen" mot strykesålen.
Tilsett bare en liten mengde voks i voksekledet. Først når det etter gjennomføringen ikke vises
flere fuktige avtrykk på voksekledet, skal du etterfylle voks.
Voksekledet med rullevoks skal føres inn med den "gummierte innsiden av lommen" mot
valsen.
Innlegging av rengjøringskledet/voksekledet
i rullen
Innføringsretning
Håndtering av voksekledet med lomme
M.-Nr. 07 350 731 33
Page 34

Mankelikourun hoito
Alumiinisen mankelikourun puhdistus ja hoito
Malleissa HM 21-100 / HM 21-140 / HM 5316 / PM 1210 / PM 1214 / PM 1217 /
HM 29-175 / HM 38-175 / HM 38-205 / PM 1318 / PM 1418 / PM 1421 /
MM 50-175 / MM 50-205 on vakiovarusteena alumiininen mankelikouru.
Mankelikourun säännöllinen puhdistus ja hoito on erittäin tärkeää telan käyttökoneiston ja
päällysteen suojaamiseksi. Puhdistuksen laiminlyönti voi lyhentää koneen käyttöikää
huomattavasti.
Pesuaineen ja tärkin jäämät tekevät mankelikourun pinnasta epätasaisen ja karhean. Tällöin
pyykkikään ei kulje tasaisesti kourun läpi. Lisäksi lisääntynyt kitka lisää telan käyttökoneiston ja
päällysteen kulumista.
Jotta jäämiä ei pääse kertymään, mankelikouru on puhdistettava ja vahattava säännöllisesti.
Suositeltavat vahaus- ja puhdistusvälit
Mankelikouru on hyvä vahata noin kahdeksan käyttötunnin jälkeen. Vahaus on tehtävä ennen
mankelin käyttöä. Vahaukseen käytettävät välineet on esitelty seuraavassa.
Mankelikouru on puhdistettava
yksivuorokäytössä.
Uudet mankelit on puhdistettava edellä mainittua useammin. Mankelikouru on vahattava
jokaisen puhdistuskerran jälkeen.
Mankelikouru tulee puhdistaa mainittua useammin myös silloin, kun sillä käsitellään mankelia
likaavaa pyykkiä. Lyhyempiä puhdistusvälejä tai tarvittaessa jopa ylimääräisiä puhdistuskertoja
vaaditaan esimerkiksi seuraavissa tilanteissa: kun mankelikouru likaantuu liukastetusta
muovista (esim. napit), kun pyykissä on pesuainejäämiä riittämättömän huuhtelun vuoksi, kun
pyykistä irtoaa tärkkiä liiallisen tärkin annostuksen vuoksi, kun pyykkiä on käsitelty erilaisilla
apuaineilla sekä silloin, kun pyykki on pesty erittäin kovalla vedellä.
Puhdistustarpeen voi huomata esimerkiksi siitä, että pyykinirrotusnauhoissa näkyy tärkkijäämiä.
Kiteytynyttä likaa voidaan liottaa syöttämällä koneeseen kostea liina ennen varsinaista
puhdistusta.
Yleisesti voidaan sanoa, että puhdistus- ja vahausaineiden annostus sekä puhdistusvälit
vaihtelevat mankelin käyttöolojen mukaan.
Puhdista ja vahaa mankelikouru on aina koko mankelikourun leveydeltä!
Alumiinisen mankelikourun puhdistamiseen saa käyttää ainostaan valmistajan
hyväksymiä, tarkoitukseen sopivia välineitä ja puhdistusaineita. Puhdistaminen
vääränlaisilla puhdistusaineilla tai -välineillä voi vahingoittaa alumiinikourun
käyttökelvottomaksi.
kaksi tai kolme kertaa viikossa, kun mankelia käytetään 8 tunnin
Älä missään tapauksessa puhdista alumiinikouruja hiomakankaalla.
34 M.-Nr. 07 350 731
Page 35

Vahaukseen käytettävät välineet
Taskullinen vahausliina M.-Nr. 3 328 080
(käyttölämpötila enint. 200 °C, mankelointilämpötila ßßß)
Mankelivaha (0,5 kg) M.-Nr. 0 348 161
Puhdistukseen käytettävät välineet
Nomex-kankainen taskullinen puhdistusliina M.-Nr. 3 909 300
(käyttölämpötila n. 80 °C, mankelointilämpötila ß)
Puhdistushuopa pyöreärakeinen M.-Nr. 3 987 592
(käyttölämpötila n. 80 °C, mankelointilämpötila ß)
Cleanpaste-puhdistustahna (3 Kg) M.-Nr. 3 689 240
Mankelikourun hoito
Mankelikourun puhdistaminen
Kun käytät puhdistusvälineitä, ota huomioon niiden kuumin sallittu käyttölämpötila (ks.
"Puhdistukseen käytettävät välineet").
Mikäli mankelikourussa on pahoja likaantumia, kuten tärkkijäämiä tai kalkkikertymiä, käytä
–
puhdistukseen puhdistusliinaa, ja sen lisäksi tarvittaessa Clean Paste -tahnaa kertymien
liottamiseen.
– Puhdistusliinassa on punaruskea Scotch-puhdistusnauha. Jos puhdistusnauha on kulunut,
voit tilata puhdistusmaton M.-Nr. 3 987 593. Puhdistusmatto leikataan kulunutta
puhdistusnauhaa kaksi kertaa leveämmäksi nauhaksi, joka asetetaan vapaaksi jääneeseen
taskuun, kun kulunut punaruskea puhdistusnauha ensin on irrotettu.
Puhdistamisen jälkeen mankelikouru on aina myös vahattava!
:
M.-Nr. 07 350 731 35
Page 36

Mankelikourun hoito
Mankelikourun vahaaminen:
Kun käytät vahausvälineitä, ota huomioon niiden kuumin sallittu käyttölämpötila (ks.
"Vahaukseen käytettävät välineet").
Kun vahaat vahausliinalla, ripottele raemainen tai hiutalemainen mankelivaha vahausliinan
taskuun, taita tasku kiinni, aseta vahausliina "kumipuoli" ylöspäin eli siten, että sen "kumipuoli"
tulee telaan päin, ja syötä vahausliina kuuman mankelin (n. 180°C) läpi. Käytä vahaa
säästeliäästi, muuten mankeliliinasta tulee liian liukas! Aseta vahausliina sormisuojuslistan
taakse mankeleissa, joissa on hihnasyöttö.
Älä missään tapauksessa aseta vahausliinaa siten, että sen kumipuoli tulee kuumaan kouruun
päin!
Annostele vahausliinaan vain vähäinen määrä vahaa kerrallaan. Vahaa tarvitsee lisätä vasta
sitten, kun vahausliinassa ei enää näy kosteita painaumia kuuman mankelin läpi ajamisen
jälkeen.
Mankelivahalla kyllästetty vahausliina asetetaan mankeliin aina siten, että liinan kumitettu puoli
tulee telaa vasten.
Puhdistusliinan/vahausliinan syöttö mankeliin
Syöttösuunta
Taskullisen vahausliinan käyttö
36 M.-Nr. 07 350 731
Page 37

Konserwacja niecki
Czyszczenie i konserwacja niecki aluminiowej
Modele: HM 21-100 / HM 21-140 / HM 5316 / PM 1210 / PM 1214 / PM 1217 /
HM 29-175 / HM 38-175 / HM 38-205 / PM 1318 / PM 1418 / PM 1421 /
MM 50-175 / MM 50-205 są seryjnie wyposażone w nieckę aluminiową.
Regularne czyszczenie i konserwacja niecki są konieczne do zachowania stałej jakości
maglowania, ochrony napędu walca oraz jego okładziny. Nieprzestrzeganie prowadzi do
wyraźnego zmniejszenia wydajności magla.
Odkładanie pozostałości środków piorących i krochmalu powoduje zmatowienie powierzchni
niecki. Prowadzi to do gorszego prowadzenia tkanin. Poza tym zwiększone tarcie prowadzi do
podwyższonego zużycia elementów napędowych i okładziny.
W celu zapobieżenia tworzeniu się tych osadów, nieckę należy czyścić i woskować w
regularnych odstępach czasu.
Zalecenia dotyczące czyszczenia i woskowania
Zalecane jest woskowanie niecki po ok. 8 godzinach pracy. Woskować należy przed
rozpoczęciem pracy. Zalecane środki zostały wymienione poniżej.
Przy 8-godzinnej pracy jednozmianowej czyszczenie
W przypadku nowych urządzeń czyszczenie jest konieczne w krótszych odstępach czasu.
Po zakończeniu czyszczenia nieckę należy nawoskować.
Przy większym zanieczyszczeniu czyszczenie niecki może być wymagane częściej. Krótsze
odstępy między czyszczeniami oraz także dodatkowe czyszczenie w razie potrzeby okazuje się
konieczne w przypadku zabrudzeń przez przypalone tworzywa sztuczne (np. guziki),
niewystarczającego spłukania prania z resztek środków piorących, przez krochmalenie przy
wysokim udziale krochmalu, przy dodawaniu środków dodatkowych do prania a także przy
wysokiej twardości wody.
Czyszczenie jest np. konieczne, gdy na zbieraczu pojawiają się resztki krochmalu.
Przez przepuszczenie wilgotnego ręcznika można rozpuścić zaskorupienia.
W sumie dozowanie i częstość stosowania mogą się różnić ze względu na zróżnicowane
warunki użytkowania.
Czyszczenie i woskowanie należy zawsze przeprowadzić na całej szerokości niecki.
W przypadku niecki aluminiowej do czyszczenia można stosować wyłącznie środki
pomocnicze dopuszczone przez producenta. Czyszczenie za pomocą niewłaściwych
środków do czyszczenia prowadzi do zniszczenia niecki aluminiowej.
W żadnym wypadku nie czyścić niecki aluminiowej za pomocą materiałów ściernych.
jest wymagane 2 do 3 razy w tygodniu.
M.-Nr. 07 350 731 37
Page 38

Konserwacja niecki
Środki pomocnicze do woskowania
Ręcznik woskowy z kieszenią M.-Nr. 3 328 080
(temperatura stosowania do 200 °C, poziom temperatury magla ßßß)
Wosk do magla (0,5 kg) M.-Nr. 0 348 161
Środki pomocnicze do czyszczenia
Ręcznik do czyszczenia Nomex-Nessel z kieszenią M.-Nr. 3 909 300
(temperatura stosowania ok. 80 °C, poziom temperatury magla ß)
Mata czyszcząca okrągłoziarnista M.-Nr. 3 987 593
(temperatura stosowania ok. 80 °C, poziom temperatury magla ß)
Czyszczenie niecki
Podczas czyszczenia proszę przestrzegać maks. dopuszczalnej temperatury roboczej (patrz
środki pomocnicze do czyszczenia)
W przypadku silnych zabrudzeń np. resztek krochmalu lub osadów wapiennych, należy
–
stosować ręcznik do czyszczenia – w danym przypadku dodatkowo do usunięcia osadów
również pastę do czyszczenia.
– Ręcznik do czyszczenia jest wyposażony w brązową/czerwoną taśmę czyszczącą Scotch.
Jeśli jest taka potrzeba, można zamówić matę do czyszczenia M.-Nr. 3 987 593.
Jest ona pocięta na paski o podwójnej szerokości w stosunku do istniejącej taśmy i można ją
włożyć do kieszeni opróżnionej po usunięciu zużytej brązowej/czerwonej taśmy.
Zawsze woskować nieckę po czyszczeniu !
:
38 M.-Nr. 07 350 731
Page 39

Konserwacja niecki
Woskowanie niecki:
Proszę przestrzegać przy woskowaniu maks. dopuszczalnej temperatury roboczej (patrz środki
pomocnicze do woskowania)
W celu woskowania za pomocą ręcznika do woskowania nasypać wosk do kieszeni ręcznika
do woskowania. Włożyć gumowaną stroną kieszeni do góry, tzn. gumowaną stroną kieszeni do
walca i uruchomić rozgrzane urządzenie (temperatura niecki ok. 180 °C). Wosk stosować
oszczędnie, aby ręcznik do woskowania nie był zbyt gładki! W przypadku urządzeń z
podajnikiem pasowym ręcznik należy wprowadzić za listwą chroniącą palce.
W żadnym wypadku nie wkładać ręcznika do woskowania gumowaną stroną do niecki.
Do ręcznika nakładać niewielką ilość wosku. Wosk można uzupełnić dopiero wtedy, gdy po
przejściu ręcznika nie widać na nim więcej wilgotnych odcisków.
Ręcznik z woskiem należy wkładać do magla gumowaną stroną do walca.
Podawanie do magla ręcznika do
czyszczenia/ręcznika do woskowania
Składanie
Obsługa ręcznika do woskowania z kieszenią
M.-Nr. 07 350 731 39
Page 40

Уход за мульдой
Алюминиевые мульды: чистка и уход
Модели HM 21-100 / HM 21-140 / HM 5316 / PM 1210 / PM 1214 / PM 1217 /
HM 29-175 / HM 38-175 / HM 38-205 / PM 1318 / PM 1418 / PM 1421 /
MM 50-175 / MM 50-205 серийно оснащены алюминиевыми мульдами.
Регулярное проведение чистки и ухода за мульдой крайне необходимо для неизменного
качества глажения, для защиты привода и обмотки вала от повреждений.
Несоблюдение этого условия ведет к значительному сокращению производительности
гладильной машины.
Из-за отложений остатков моющих средств и крахмала мульда утрачивает гладкость.
Это ведет к ухудшению скольжения текстильных изделий в гладильной машине. Кроме
того, повышенное трение вызывает увеличение износа элементов привода и обмотки
вала.
Для предотвращения образования этих отложений необходимо регулярно проводить
чистку и вощение мульды.
Рекомендации по вощению и чистке мульды
Вощение мульды рекомендуется проводить примерно через восемь часов эксплуатации
машины. Процедуру проводят до начала работы. Ниже перечислены подходящие
вспомогательные средства.
Чистка
неделю.
Чистка мульды у нового оборудования должна проводиться с более короткими
интервалами. По окончании чистки мульды необходимо проводить ее вощение.
Кроме того, более частое проведение чистки мульды может потребоваться при большем
загрязнении посторонними включениями. Более короткие интервалы в проведении
чистки или даже дополнительная чистка требуются при загрязнении мульды
пластмассой (например, от пуговиц), остатками моющих средств (при недостаточном
полоскании белья), крахмалом (при частом использовании крахмала),
при использовании добавок для белья, а также при высокой жесткости воды.
Также чистка может, например, требоваться, если остатки крахмалы будут видны на
пластинах устройства приема белья.
Введя предварительно в машину влажное сукно, можно отделить от мульды въевшиеся
загрязнения.
мульды при 8-часовой эксплуатации (одна смена) должна проводиться 2-3 раза в
В целом дозировка чистящих средств и частота их применения может варьироваться, в
зависимости от условий эксплуатации.
Чистка и вощение мульды всегда должны проводиться по всей ее ширине.
Для чистки алюминиевых мульд должны применяться только подходящие,
разрешенные производителем вспомогательные средства для чистки. Чистка с
использованием неподходящих средств ведет к повреждению алюминиевой
мульды.
Алюминиевые мульды ни в коем случае нельзя чистить наждачной шкуркой.
40 M.-Nr. 07 350 731
Page 41

Вспомогательные средства для вощения
Полотно для вощения с карманом M.-Nr. 3 328 080
(температура применения до 200 °C, уровень нагрева ßßß)
Воск для гладильных машин (0,5 кг) M.-Nr. 0 348 161
Вспомогательные средства для чистки
Чистящее полотно Nomex-Nessel с карманом M.-Nr. 3 909 300
(температура применения прим. 80 °C, уровень нагрева ß)
Чистящий мат, круглозернистый M.-Nr. 3 987 593
(температура применения прим. 80 °C, уровень нагрева ß)
Уход за мульдой
Чистка мульды
Соблюдайте, пожалуйста, при проведении чистки максимально допустимую рабочую
температуру (см. раздел "Вспомогательные средства для чистки").
При наличии более сильных загрязнений, например, остатками крахмала или
–
отложениями извести, следует использовать чистящее полотно - при необходимости
дополнительно для отделения отложений чистящей пасты.
– Чистящее полотно оснащено коричневой/красной жесткой чистящей полосой. При ее
износе можно заказать чистящий мат, M.-Nr. 3 987 592. Его раскраивают по образцу
имеющейся полосы и полученную двойную широкую ленту вкладывают после снятия
использованной коричневой / красной полосы в освободившийся карман.
После чистки мульды всегда необходимо проводить ее вощение!
:
M.-Nr. 07 350 731 41
Page 42

Уход за мульдой
Вощение мульды:
Соблюдайте, пожалуйста, при проведении чистки максимально допустимую рабочую
температуру (см. раздел "Вспомогательные средства для чистки").
Для вощения с помощью полотна насыпьте воск в карман полотна для вощения. Введите
полотно "прорезиненной внутренней стороной кармана" вверх (т.е. к валу) в нагретую
примерно до 180 °C гладильную машину. Используйте воск экономно, чтобы гладильное
сукно не стало слишком гладким! У машин с конвейерной подачей полотно для вощения
вводиться позади защитной планки пальцев.
Ни в коем случае не вводите полотно для вощения в машину прорезиненной
внутренней стороной кармана к мульде.
Кладите небольшое количество воска в полотно для вощения. Только если после
прохождения через машину на полотне для вощения не будут более видны влажные
отпечатки, необходимо будет добавить воск.
Полотно для вощения с воском подается в машину прорезиненной стороной к валу.
Подача чистящего полотна/полотна для
вощения в гладильную машину
Использование полотна для вощения с карманом
42 M.-Nr. 07 350 731
укладка
Page 43

M.-Nr. 07 350 731 43
Page 44

'HXWVFKODQG
-IELE#IE+'
6ERTRIEBSGESELLSCHAFT$EUTSCHLAND
'ESCHËFTSBEREICH0ROFESSIONAL
#ARL-IELE3TRAE
'àTERSLOH
4ELEFON
4ELEFAX
-IELEIM)NTERNETWWWMIELEPROFESSIONALDE
gVWHUUHLFK
-IELE'ESELLSCHAFTMB(
-IELESTRAE
7ALSBEI3ALZBURG
6ERKAUF4ELEFON4ELEFAX
%-AILVERTRIEBPROFESSIONAL MIELEAT
-IELEIM)NTERNETWWWMIELEPROFESSIONALAT
7ERKSKUNDENDIENST
&ESTNETZZUM/RTSTARIF-OBILFUNKGEBàHRENABWEICHEND
/X[HPEXUJ
-IELE3ÌRL
RUE#HRISTOPHE0LANTIN
0OSTFACH
,,UXEMBURG'ASPERICH
4ELEFON
4ELEFON
-O$O&R5HR
5HR
7ERKKUNDENDIENST
0RODUKTINFORMATION
4ELEFAX
-IELEIM)NTERNETWWWMIELELU
%-AILINFOLUX MIELELU
Änderungen vorbehalten/2314
M.-Nr. 07 350 731 / 02
 Loading...
Loading...