

Page 1
ELEKTRA BECKUM
Инструкция по эксплуатации комбинированного станка Мульти 260 S
Elektra-Beckum AG, Daimlerstrasse 1, D-49703 Meppen
Электра-Беккум АГ, Даймлерстрассе 1, Германия-49703 Меппен
Сделано в Германии.
Декларация соответствия
Мы заявляем под собственную исключительную ответственность, что данное изделие соответствует стандартам * и требованиям директив **.
Сертификат испытания *** выдан контрольным органом ****. Измеренный / гарантируемый уровень звуковой мощности *****.
Внимание! Внимательно и до конца прочитайте эту инструкцию, прежде чем начинать работу по установке и вводу станка в эксплуатацию.
Содержание
1. Предварительные указания…………………………………………..3
2. Техника безопасности…………………………………………………3
2.1 Специальные режимы эксплуатации…………………………………..3
2.2 Общие инструкции по технике безопасности…………………………3
2.3 Символы, используемые в инструкциях……………………………….6
3. Специальные возможности изделия…………………………………6
4. Транспортировка и монтаж……………………………………….…..6
4.1 Монтаж станка……………………………………………………….….6
4.2 Установка колес…………………………………………………………7
4.3 Установка основания маховика для обработки по толщине…………8
4.4 Дальнейшие подготовительные операции…………………………….8
4.5 Перемещение станка…………………………………………………….8
4.6 Подключение электропитания…………………………………………8
5. Органы управления……………………………………………………9
5.1 Устройства обеспечения безопасности работы………………..…….10
6. Режим продольно-фрезерного фуговального станка……………..10
6.1 Настройка…………………………………………………….…………10
6.2 Техника безопасности………………………………………………….11
6.3 Цикл обработки…………………………………………………………12
7. Режим рейсмусового станка (обработка по толщине)…….………14
7.1 Настройка……………………………………………………..…………14
7.2 Техника безопасности……………………………………..……………14
7.3 Последовательность рабочих операций……………….………………15
8. Использование сверлильного и долбежного приспособления (принадлежность по отдельному
заказу)……………………………16
9. Режим циркульной пилы…………………….………………………..17
9.1 Настройка………………………………………………………………..17
9.2 Техника безопасности…………………………………………………..19
9.3 Последовательность рабочих операций……………………………….20
10. Режим шпиндельного фасонно-фрезерного станка………...………20
10.1 Настройка………………………………………………………………..20
10.2 Техника безопасности…………………………………………………..23
10.3 Последовательность рабочих операций……………………………….24
11. Техническое обслуживание и уход………………….………………...24
11.1 Замена фрезерных ножей……………………………………………….25
Page 2
11.2 Замена диска пилы………………………………………………………27
11.3 Техническое обслуживание и уход…………………………………….28
11.4 Хранение станка……………………………………..………………….29
12. Возможные принадлежности…………………..………………………29
13. Ремонт………………………………………...…………………………..30
14. Защита окружающей среды………..………………………………….30
15. Обнаружение неисправностей…………………………………………..30
15.1 Все режимы эксплуатации.……………………………………………..30
15.2 Режим обработки плоскости (фуговальный станок) и режим обработки по толщине (рейсмусовый
станок)……………………………………..….31
15.3 Циркульная пила…………………………………………………..……31
15.4 Режим шпиндельного фасонно-фрезерного станка…………….…….32
16. Техническая спецификация…………………………………………...33
1. Предварительные указания
• Обязательно ознакомьтесь с данными инструкциями прежде, чем приступить к эксплуатации станка.
• При обнаружении повреждений, связанных с транспортировкой, немедленно обращайтесь к поставщику. Приступать к эксплуатации
станка в этом случае нельзя!
• Удалите упаковочный материал в соответствии с нормами по охране окружающей среды.
• Сохраняйте данные инструкции на видном месте для обращения за справкой в случаях, когда вы не уверены в правильности своих
действий.
• При одалживании или продаже станка всегда передавайте его с руководством по эксплуатации.
2. Техника безопасности
2.1 Специальные режимы эксплуатации
Данный станок предназначен для четырех режимов эксплуатации:
• Режим фуговальной обработки (продольное фрезерование плоских поверхностей изделий из дерева или из материалов, полученных
из дерева).
• Режим рейсмусовой обработки ( для обработки по толщине изделий из дерева или из материалов, полученных из дерева).
• Режим циркульной пилы (для пилки изделий из дерева или из материалов, полученных из дерева).
• Режим шпиндельной фасонно-фрезерной обработки (для фасонной обработки изделий из дерева или из материалов, полученных из
дерева).
Перед тем, как приступить к эксплуатации станка, его следует настроить на определенный режим работы.
Нельзя проводить настройку циркульной пилы (высокая степень риска травматизма).
Следует соблюдать допустимые размеры обрабатываемых заготовок (см. «Техническую спецификацию»).
Запрещаются какие-либо виды эксплуатации кроме тех, которые указаны в руководстве. Эксплуатация станка в непредусмотренных
спецификацией режимах, модификация деталей станка, не прошедших тестирование и одобрение производителя оборудования, могут
стать причиной повреждений.
2.2 Общие инструкции по технике безопасности
Для предупреждения риска травматизма и повреждения материальных ценностей при эксплуатации электрического оборудования
следует придерживаться следующих инструкций по технике безопасности.
Также следует соблюдать специальную технику безопасности, о которой рассказывается в соответствующих главах.
Сохраняйте всю документацию, полученную вместе со станком, для возможности получения в будущем требуемой справки.
Соблюдайте правила, установленные государственными органами по страхованию от несчастных случаев, а также правила,
предназначенные для предупреждения несчастных случаев при применении комбинированных станков вместе с пневматическим
оборудованием, если возникает потребность в подобном применении.
Содержите ваше рабочее место в порядке - грязное рабочее место может стать причиной несчастных случаев.
Будьте всегда на чеку. Осознавайте то, что вы делаете. Приступайте к работе со смыслом. Не следует работать с электрическим
оборудованием, находясь под воздействием наркотиков, алкоголя или медицинских препаратов.
Соблюдайте правила охраны окружающей среды.
Обеспечьте достаточный уровень освещенности рабочего места.
Избегайте неудобной постановки тела. Обеспечьте прочное положение ног и всё время сохраняйте равновесие. При обработке длинных
заготовок используйте соответствующие опоры.
Нельзя работать с электрическим оборудованием в непосредственной близости от воспламеняемых жидкостей и газов.
Данный комбинированный станок должен запускаться и эксплуатироваться лицами, имеющими опыт работы на комбинированных станках
или соответственно продольно-фрезерных станках, циркульных пилах и шпиндельных фасонно-фрезерных станках и осознающих те
опасности, которые связаны с эксплуатацией подобного оборудования.
Лица моложе 18 лет могут быть допущены к работе на этом станке только в курсе обучения и только под руководством инструктора.
Не следует допускать присутствия наблюдателей, особенно детей, в опасной зоне. Во время эксплуатации станка нельзя разрешать
другим лицам касаться электрического инструмента или силового кабеля.
Не перегружайте электрическое оборудование – используйте его только в пределах, указанных в технической спецификации.
Нельзя эксплуатировать электрическое оборудование под дождем.
Нельзя работать на электрическом оборудовании во влажной или мокрой среде.
При эксплуатации данного электрического оборудования предохраняйте тело от контакта с заземленными предметами, такими, как:
радиаторные батареи, трубы, кухонные плиты, холодильники.
Используйте электрический кабель строго по назначению.
Общие указания по предотвращению травматизма!
Опасность поражения электрическим током
2
Page 3
Риск травматизма и разрушения оборудования движущимися деталями.
Нельзя работать на электрическом оборудовании без установки ограждения.
Всегда сохраняйте безопасное расстояние до режущего инструмента. При необходимости пользуйтесь вспомогательными средствами
подачи.
При эксплуатации электрического оборудования сохраняйте безопасное расстояние до двигателя и приводимых блоков. Прежде, чем
приступать к техническому обслуживанию, убедитесь в том, что электрическое оборудование отключено от силового питания.
Перед включением станка (например, после технического обслуживания) убедитесь в том, что на электрическом оборудовании нет
инструментов или незакрепленных деталей.
Если электрическое оборудование не используется, отключите электрическое питание.
При смене режущего инструмента всегда надевайте защитные рукавицы.
Всегда работайте только с правильно установленным срезающим ножом.
Не давите на обрабатываемые детали.
Производите разрезку тонкостенных заготовок только мелкозубчатыми дисками пил. Пользуйтесь только острыми дисками пил. В
сомнительных случаях проверьте обрабатываемую деталь на предмет посторонних включений (например, гвоздей или винтов).
Убедитесь в том, что никакие части тела или одежды не втянуты или захвачены вращающимися деталями (не следует работать в
галстуке или в свободных одеждах; длинные волосы надо перевязывать лентой).
Используйте защиту от шума.
Надевайте защитные очки.
Если при работе происходит образование большого количества пыли, используйте маску от пыли.
Надевайте соответствующую рабочую одежду. При работе в наружных условиях рекомендуется использовать нескользящую обувь.
Вдыхание пыли определенных сортов древесины (например, дуба, березы, ясеня) может стать причиной онкологического заболевания:
Всегда используйте пылеуловитель. Пылеуловитель должен отвечать следующим требованиям:
- соответствие наружному диаметру всасывающего отверстия;
- аэростатический объём воздуха ≥ 550 м
- вакуум со стороны всасывающего отверстия станка ≥ 740 Па;
- скорость воздуха у всасывающего отверстия станка ≥ 20 м/с.
Опасность пореза даже в случае, если режущий инструмент находится в покое!
Риск обратного удара (заготовка улавливается полотном пилы и отбрасывается на оператора):
Опасность втягивания и захвата!
Опасность травматизма в результате несоблюдения средств личной защиты!
Опасность травматизма от вдыхания древесной пыли:
3
/ч;
производителя оборудования!
Производите сборку электрического инструмента строго в соответствии с данными инструкциями.
Используйте только детали, утвержденные производителем оборудования.
Нельзя производить каких-либо изменений в деталях станка.
Применяйте режущие инструменты в соответствии с EN 847-1.
Используйте только подогнанные диски пил и режущие ножи.
Содержите электрический инструмент и принадлежности в хорошем рабочем состоянии. Соблюдайте инструкции по техническому
обслуживанию.
Перед каждым использованием электрического инструмента производите его проверку на предмет возможного повреждения. Перед тем,
как приступить к работе с электрическим инструментом следует проверить все устройства, обеспечивающие технику безопасности,
защитные устройства или слегка поврежденные детали на соответствие требованиям нормальной работы в соответствии со
спецификацией. Проверьте, чтобы убедиться в том, что все движущиеся детали работают надлежащим образом и не заклинены. Все
детали должны быть правильно установлены и соответствовать всем условиям, необходимым для правильной работы электрического
инструмента.
Поврежденные защитные приспособления или детали должны быть заменены квалифицированным специалистом. Поврежденные
переключатели должны заменяться центром обслуживания. Нельзя приступать к работе на электрическом инструменте, если
переключатель не поворачивается в положение ON (вкл) или OFF (выкл)
На рукоятках не должно быть масла и смазки.
2.3 Символы, используемые в данном руководстве
Указывает на опасность травматизма или серьёзного повреждения
оборудования.
Опасность, возникающая в результате модификации деталей станка без испытания и утверждения со стороны
Опасность, возникающая в результате неисправности электрического инструмента!
Опасность!
3
Page 4
Опасность поражения электрическим током!
Опасность травматизма от поражения электрическим током.
Опасность! Опасность втягивания/захвата!
Опасность травматизма от втягивания частей тела или одежды
вращающимся диском пилы.
Внимание! Опасность материального урона.
Примечание: Дополнительная информация
3. Специальные возможности станка
• Один станок – четыре рабочих режима:
- фуговальный продольно-фрезерный станок
- рейсмусовый станок (обработка по толщине)
- циркульная пила
- шпиндельный фасонно-фрезерный станок
• Большой выбор принадлежностей.
• Новейшая технология для лучшей производительности.
4. Транспортировка и установка
4.1 Установка станка
1. К требуемому месту установки станок для комбинированной обработки транспортируется на паллете. К месту установки
предъявляются следующие требования:
- требуемая площадь: минимум 3м х 4 м
В зависимости от размеров обрабатываемых деталей может потребоваться большая площадь.
- достаточная грузоподъёмность несущей поверхности
- горизонтальность
- равномерность
- сухость
- отсутствие скольжения.
2. Удалите детали упаковки – только не удаляйте транспортное крепление внутри станка для комбинированной обработки!
3. Отвинтите и удалите металлические зажимы, крепящие станок к паллете.
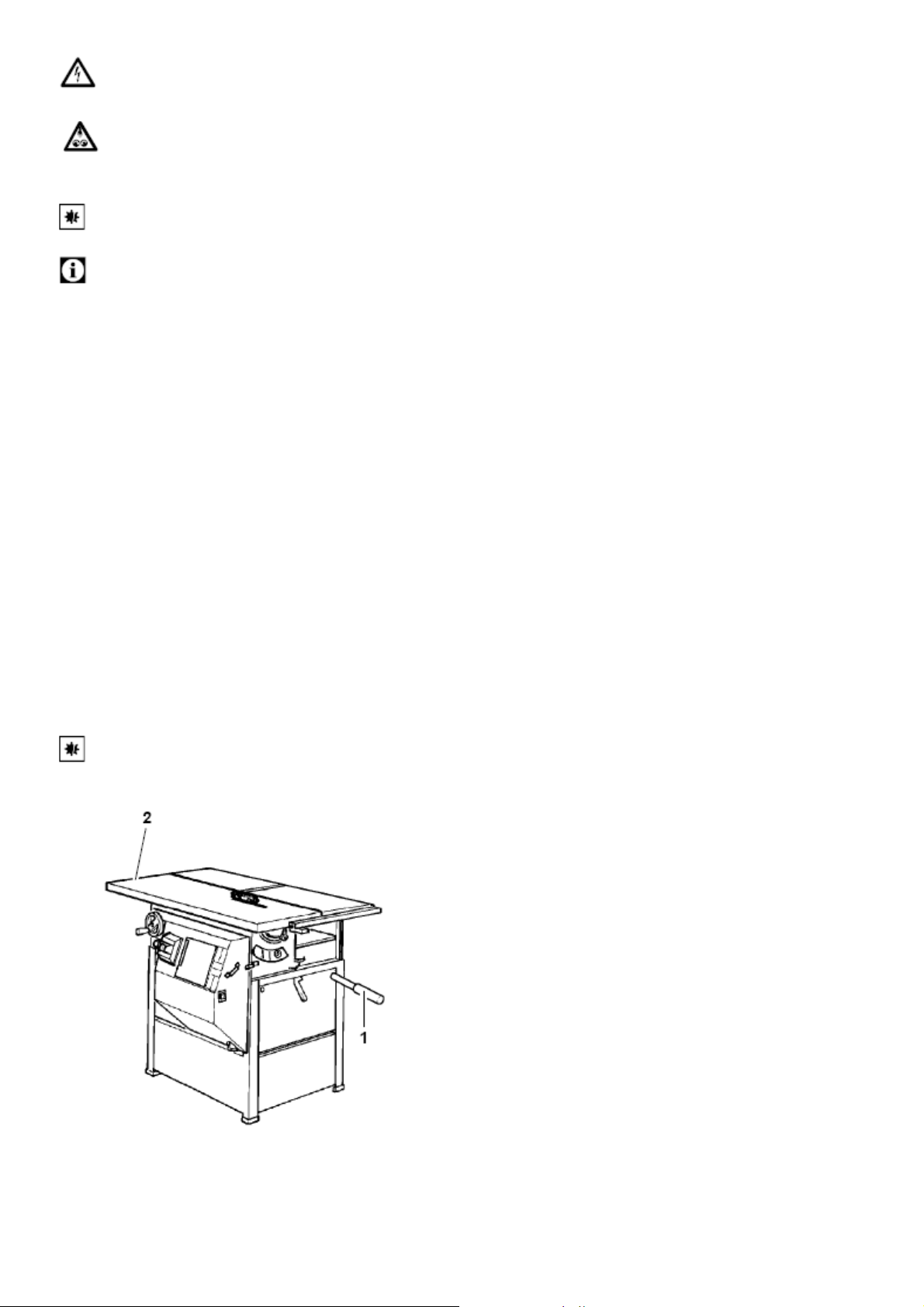
4. Вытянуть на полную длину транспортную рукоятку (1).
5. Поддерживая станок для комбинированной обработки с помощью нескольких человек за транспортную рукоятку и за
противоположный край стола (2), снять станок с паллеты.
Внимание!
Поднимать станок следует только за указанные точки (1) и (2). Другие части станка не рассчитаны на прочность на
растяжение от веса станка. (См. рисунок ).
6. Открыть дверку для обслуживания.
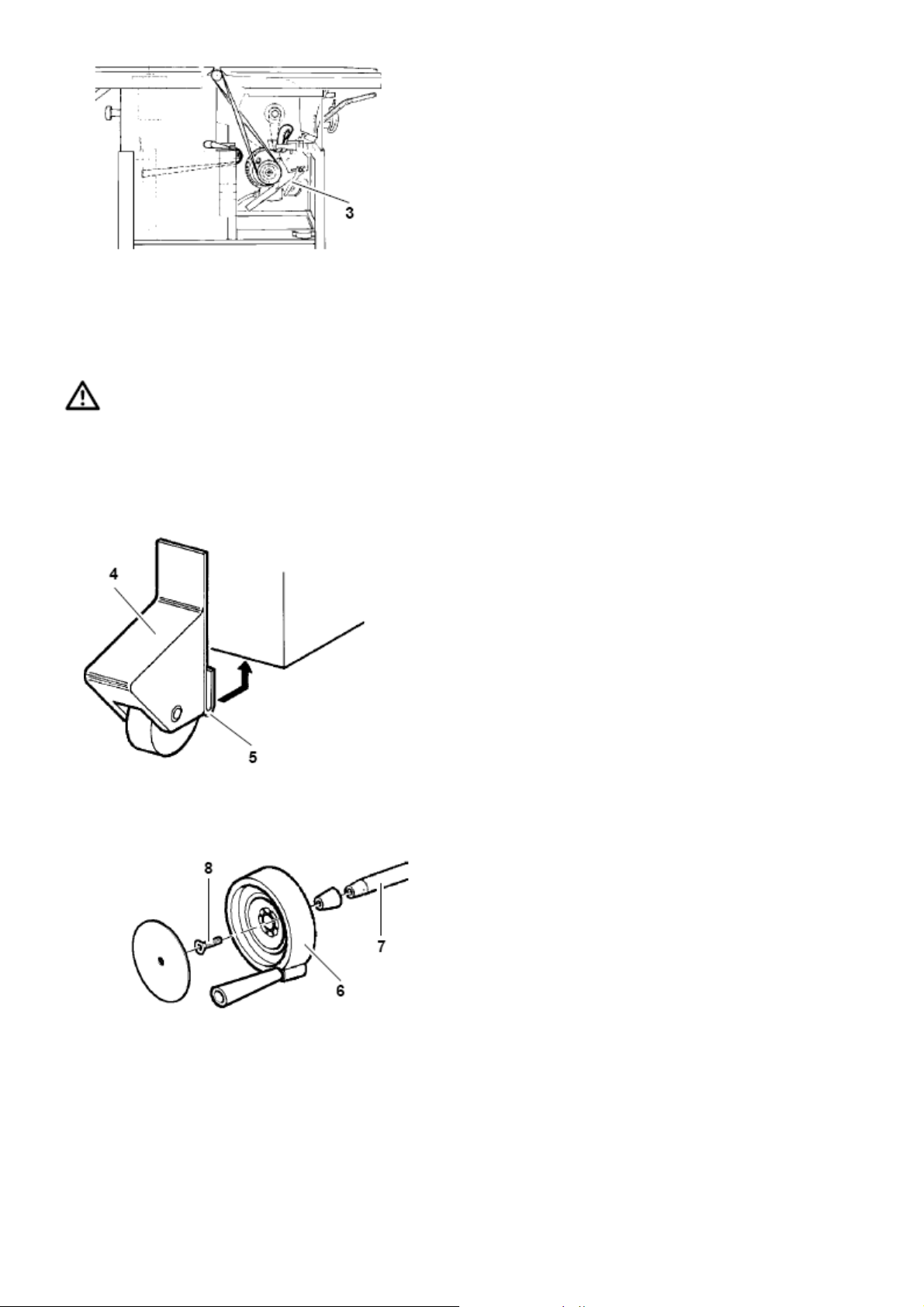
7. Освободить блокирующий рычаг (3) и поднять двигатель.
8. Во время подъёма двигателя затянуть блокирующий рычаг.
4
Page 5
9. Удалить транспортное крепление из-под двигателя
10. Закрыть дверку для обслуживания.
4.2 Установка колес
1. Приподнять станок для комбинированной обработки с одной стороны за транспортную рукоятку (1) и подставить под поднятую
сторону станка деревянный брусок.
Опасность! Пока станок находится в приподнятом состоянии, следует следить за тем, чтобы он не был опрокинут каким-
либо другим лицом.
2. На обе поднятые ножки станка установить пластиковые защитные кожуха.
3. Удалить деревянный брусок и опустить станок таким образом, чтобы он встал на защитные кожуха.
4. Поднять станок со стороны (2), противоположной транспортной рукоятке.
5. Установить деревянный брусок под поднятую сторону станка.
6. Снизу установить колеса (4) на приподнятые ножки, убедившись в том, что они вставлены до упора. При необходимости подправьте
фальц (5) пластиковым молотком или чем-либо подобным. (См. рисунок).
7. Удалите деревянный брусок и опустите станок для комбинированной обработки на колеса.
4.3 Установка основания маховика для рейсмусовой обработки по толщине.
1. Установить маховик (6) на вал (7). (См. рис.)
2. Затянуть фиксирующий винт (8) 4 мм шестигранным гаечным ключом.
4.4 Дальнейшие подготовительные операции
1. Вставить в стол фасонно-фрезерного станка настольную вставку (9).
5
Page 6
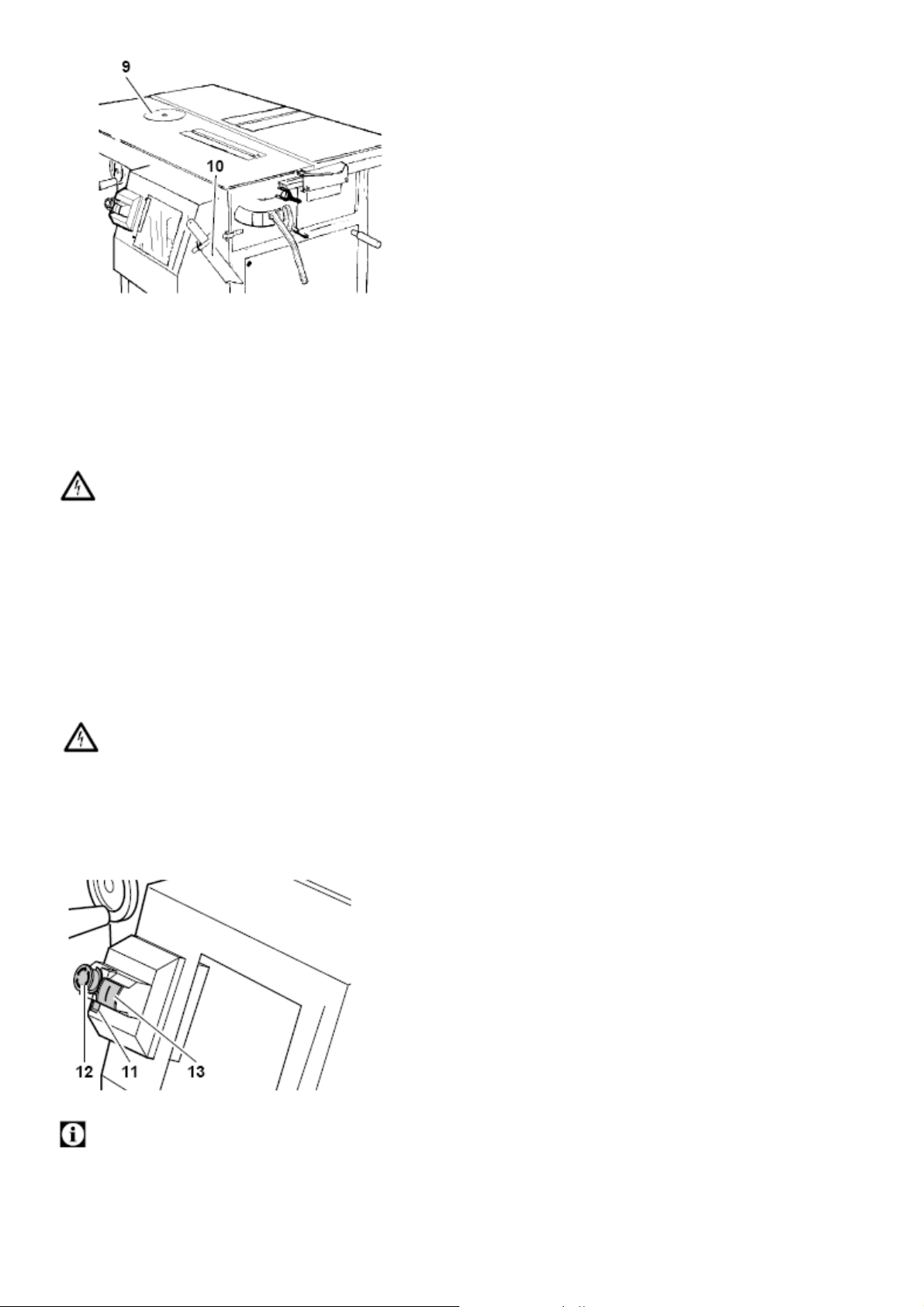
2. Установить толкатель (10) (вспомогательное средство для подачи) в соответствующий кронштейн.
4.5 Перемещение станка
1. Вытяните транспортную рукоятку на полную длину.
2. Приподнять станок для комбинированной обработки за транспортную рукоятку (1) таким образом, чтобы колеса вошли в контакт с
полом.
3. Переместите станок для комбинированной обработки в требуемое место для установки и опустите его.
4. Задвиньте транспортную рукоятку обратно.
4.6 Подключение электропитания
Опасно! Опасность поражения электрическим током.
Работать только в сухих условиях окружающей среды.
Станок следует подключать к источнику питания, точно соответствующему следующим требованиям (см. также «Техническую
спецификацию»):
- Источник питания должен быть защищен рабочим устройством остаточного тока (RCD) мощностью 30 мА;
- с надлежащим образом заземленными выходами;
- 5-жильные выходы с нейтралью;
- при использовании пылеуловителя – заземление пылеуловителя.
Устанавливать силовой питающий кабель следует таким образом, чтобы он не пересекался с обрабатываемым изделием, что
может повести к его повреждению.
Силовой кабель должен быть защищен от теплового воздействия, от агрессивных жидкостей и от острых краев.
Использовать только удлинители кабеля с достаточным поперечным сечением жил.
При отключении нельзя тянуть за кабель.
Проверить направление вращения!
В зависимости от последовательности фаз существует опасность вращения вала двигателя в обратном направлении. Это может
стать причиной повреждения станка. Следовательно, после каждого подключения к иному источнику питания и прежде, чем
установить плоские ремни, следует осуществить проверку направления вращения. Направление вращения указывается
стрелкой на шкиве ремня. В случае неправильного направления вращения следует скорректировать последовательность фаз
или на силовом выходе или на силовом кабеле. Эта работа должна производиться квалифицированным электриком.
5. Органы управления
Переключатель ON/OFF (вкл/выкл)
Примечание:
Переключатель ON/OFF должен быть заблокирован для предупреждения от случайного использования. Для использования
переключателя ON/OFF его следует разблокировать.
Для разблокирования переключателя ON/OFF следует:
1. Вытолкнуть стопор (11) вверх.
6
Page 7
2. Разблокировать красную кнопку OFF (12), поворачивая её по часовой стрелке. (См. рисунок на стр. 21 руководства)
Для включения:
Нажать на черную кнопку ON (13).
Для выключения:
Нажать на красную кнопку OFF (12).
Для блокировки переключателя ON/OFF следует:
1. Нажать на красную кнопку OFF (12).
2. Оттянуть стопор (11) вниз и наружу.
В случае необходимости замыкайте переключатель на висячий замок.
Ремённый привод
Через ремённый привод мощность двигателя передаётся для осуществления соответствующего отдельного рабочего режима:
- стыковки – обработке по толщине – долбёжки;
- пилки и
- фасонной обработки.
Кроме того, ремённый привод обеспечивает две различные установки скоростей для рабочих режимов долбёжки и фасонной обработки.
Доступ к ременной передаче осуществляется через дверку для обслуживания.
Для смены режимов обработки и/или скоростей меняются плоские ремни на шкивах. Более подробная информация по этому вопросу
освещается в соответствующих главах по рабочим режимам.
5.1 Общие устройства, обеспечивающие безопасность работы
Дверка для обслуживания с предохранительным контактом
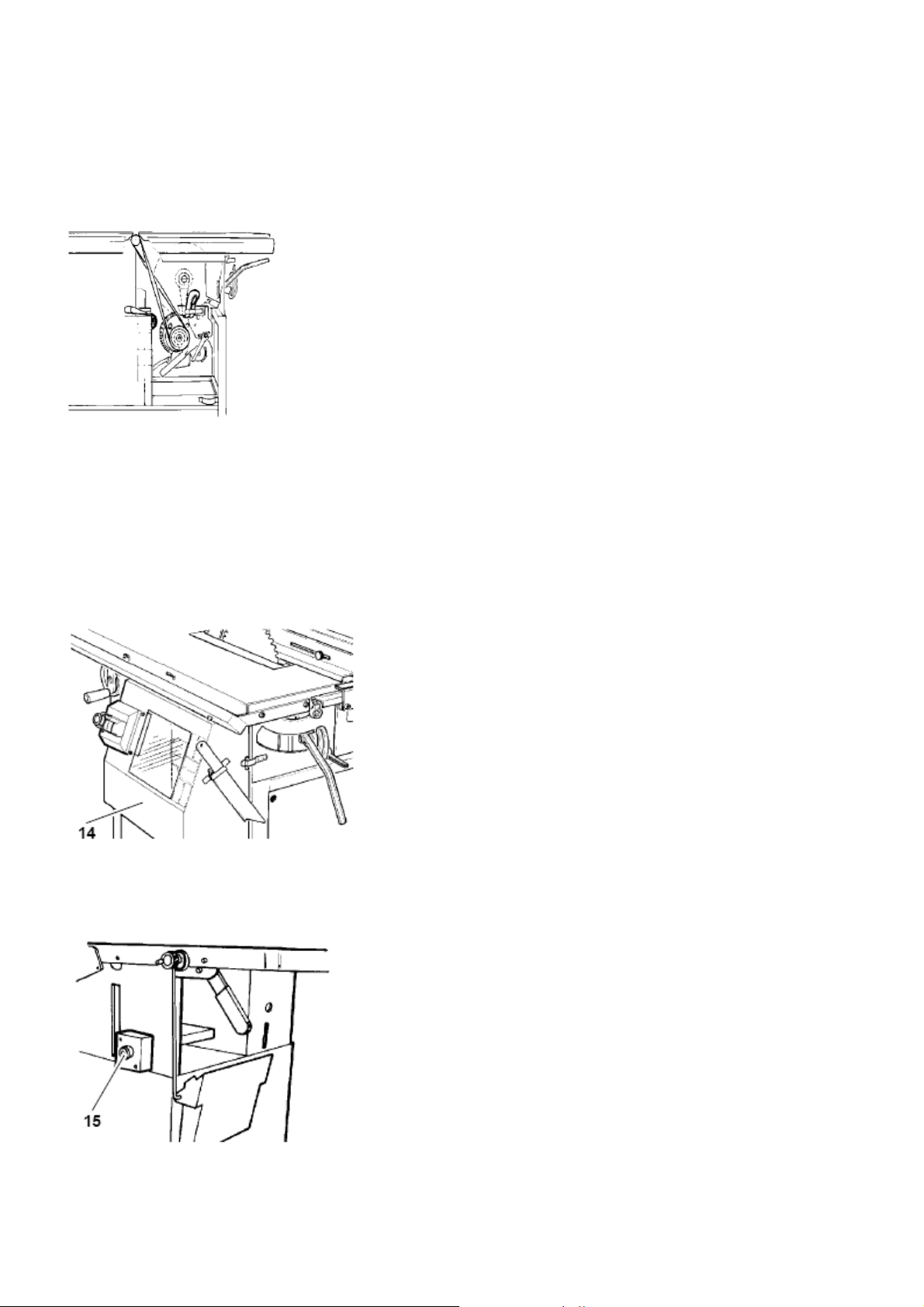
Дверка для обслуживания (14) предохраняет от контакта с деталями привода внутри комбинированного станка во время его работы. Для
обеспечения этой защиты дверца для обслуживания оборудована предохранительным контактом, который выключает двигатель сразу,
как только открывается эта дверка.
Кнопка аварийного останова
Нажатие на кнопку E-STOP (15), расположенную у части станка для плоской обработки и обработке по толщине, приводит к немедленному
отключению при любом рабочем режиме.
Реле пониженного напряжения
7
Page 8
Реле пониженного напряжения срабатывает в случае потери напряжения для предотвращения от повторного пуска станка при
восстановлении напряжения. Для повторного пуска станка следует активизировать черную кнопку переключателя (13).
6. Режим продольно-фрезерной фуговальной обработки
6.1 Настройка
Прежде, чем производить настройку станка следует:
- отключить станок (OFF);
- отсоединить от источника питания;
- дождаться полной остановки станка.
Замена плоского ремня
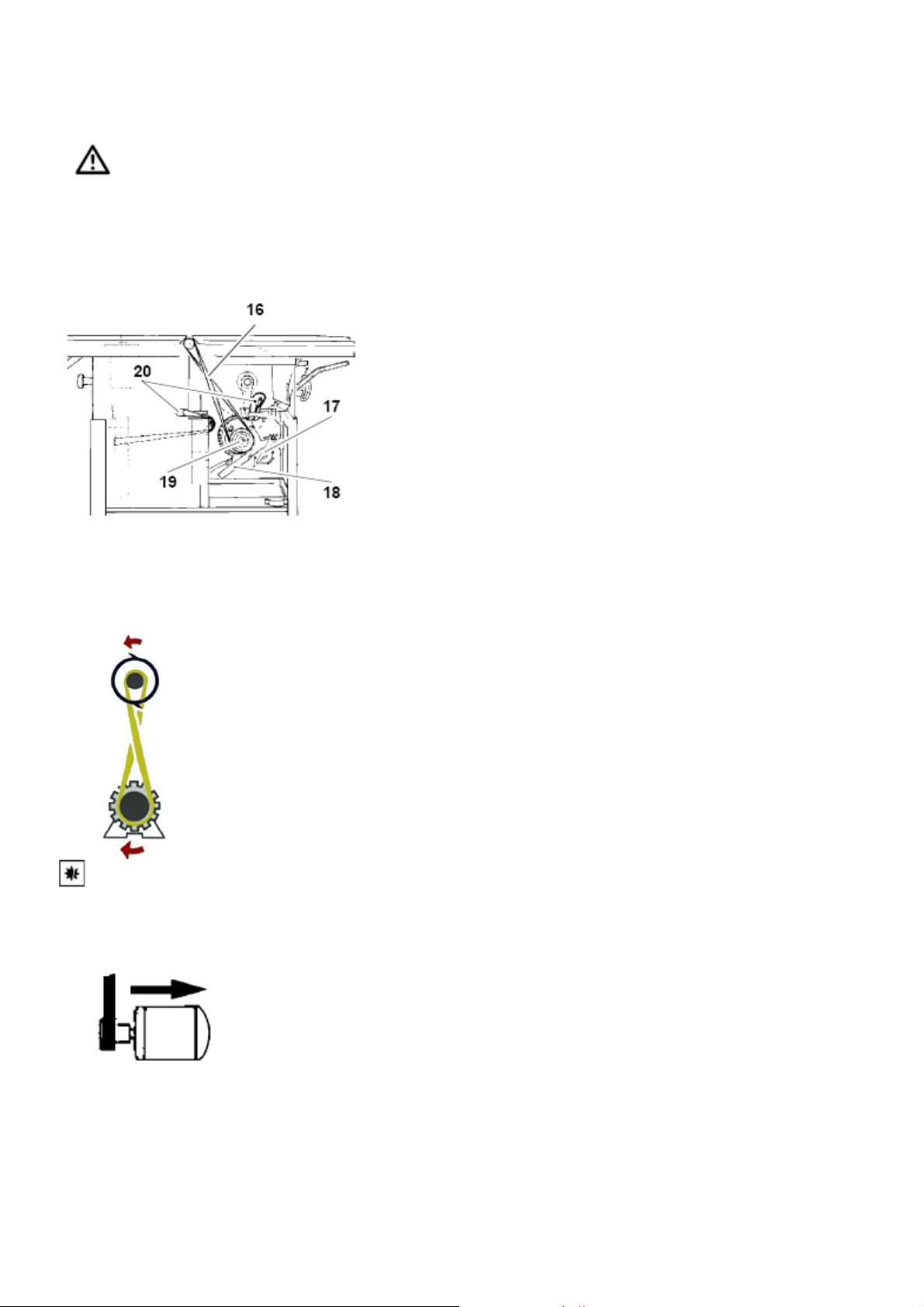
При работе в режиме фуговальной обработки плоский ремень (16) должен быть установлен в соответствии с тем, как изображено на
рисунке:
Если был установлен иной режим, то установка ремня должна производиться в следующей последовательности:
1. Открыть дверку для обслуживания.
2. Ослабить блокирующий рычаг (17) и слегка приподнять двигатель с помощью рукоятки (18).
3. Снять плоский ремень, который не требуется для данного режима обработки со шкива двигателя (19).
4. Завести неиспользуемые ремни за фиксирующую пружину (20) в соответствии с тем, как изображено на рисунке, и таким образом,
5. Установить перекрестно плоский ремень фрезерного блока на (передний) шкив двигателя (19).
Опасно!
чтобы они не пересекались с ременной передачей на шкивах.
Внимание!
Плоский ремень для фрезерного блока должен быть установлен перекрестно в соответствии с изображением на рисунке (см.
рис.). В противном случае фрезерный блок будет вращаться в неправильном направлении!
6. Продвиньте двигатель вдоль оси вала двигателя до упора. Шкив большого диаметра двигателя должен быть сцентрирован со
шкивом фрезерного блока.
7. Натяните плоский ремень путем подачи двигателя вниз с помощью рукоятки (18).
8. Закрепите двигатель в позиции блокирующим рычагом (17).
9. Закройте дверку для обслуживания.
Подготовка рабочего места
Убедитесь в том, что с рабочего места удалены все предметы, не имеющие отношения к работе:
1. Диск пилы и ограждение диска полностью отведены и закрыты настольной вставкой.
2. Демонтирована направляющая линейка с соединением в ус.
3. Полностью демонтировано ограждение фрезы.
4. Полностью отведен шпиндель фрезы и закрыт кольцами и настольной вставкой.
8
Page 9
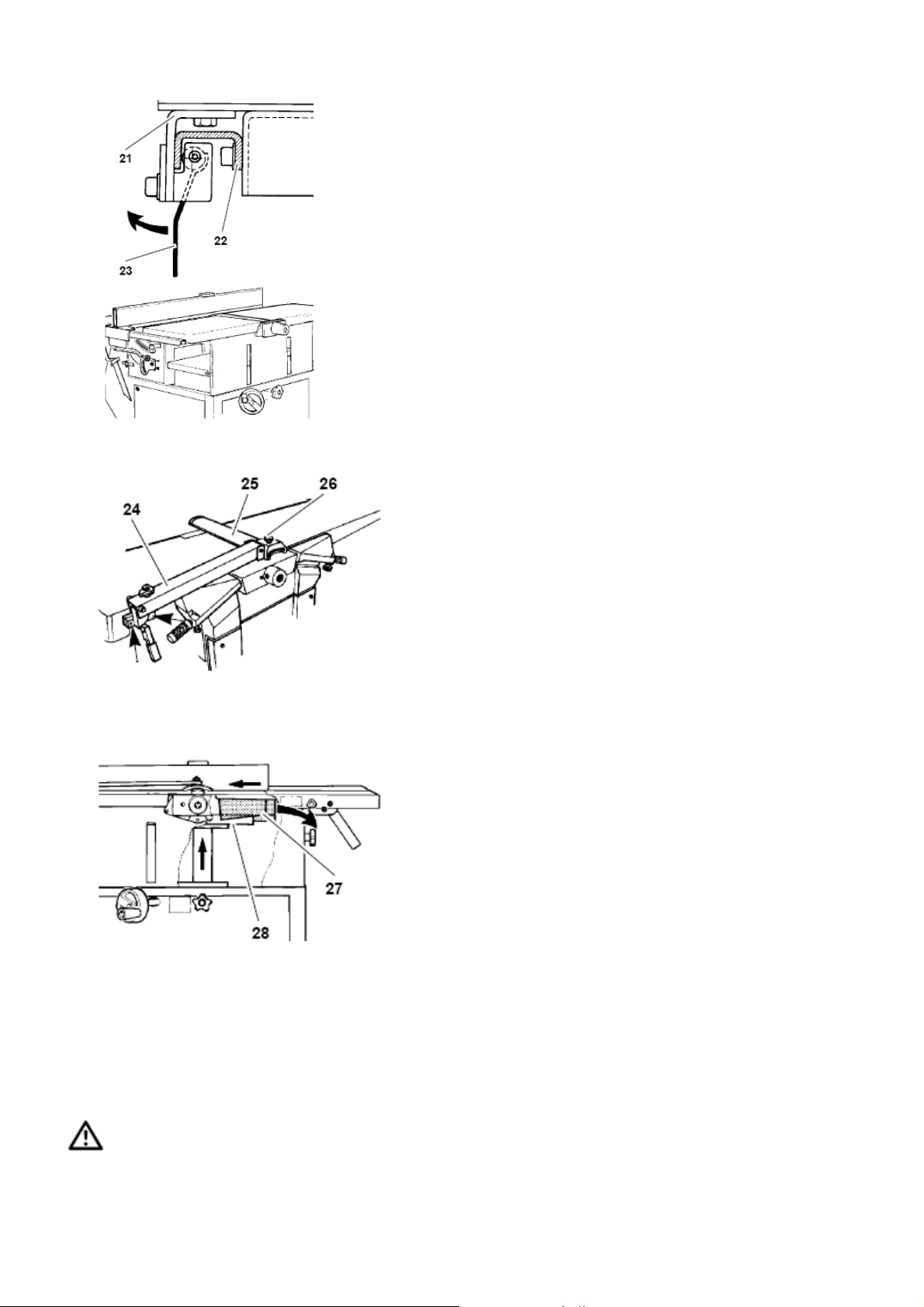
Установка ограждения
• Продвиньте салазки ограждения (21) по направляющему рельсу (22) и закрепите их зажимной планкой (23). (См. рис.)
Установка кожуха фрезерного блока
1. Закрепите рычаг фрезерного блока (24) к выходному столу. (См. рис.)
2. Продвиньте выдвигающееся ограждение фрезерного блока (25) в место установки на рычаге кожуха фрезерного блока и закрепите
винтом (26).
Установка пылеуловителя
1. Установите пылевой желоб (27) пылеулавливающего приспособления на раму станка для обработки по толщине (28). Если
необходимо, опустите раму. (См. рис.)
2. Закрепите всасывающее отверстие на месте путем поднятия рамы станка для обработки по толщине.
3. Подсоедините соответствующий пылеуловитель к всасывающему отверстию.
6.2 Техника безопасности
Устройства, обеспечивающие безопасность эксплуатации
• Ограждение фрезерного блока
Ограждение фрезерного блока предохраняет от контакта с вращающимся фрезерным блоком при фуговальной обработке.
Для эффективной защиты ограждение фрезерного блока должно быть приспособлено к обрабатываемому изделию.
Информация для безопасной эксплуатации
Обрабатываемая деталь захватывается вращающимся фрезерным блоком и отбрасывается обратно на оператора:
- Всегда используйте только острые фрезерные ножи.
- В сомнительных случаях проверьте обрабатываемую деталь на предмет посторонних включений (например, гвоздей, винтов,
- Всегда производите фрезерование обрабатываемой детали на полную длину.
Опасность обратного удара!
выпадающих сучков).
9
Page 10

блоку:
- Всегда сохраняйте дистанцию между вашими руками и фрезерным блоком.
- При фуговании используйте направляющую линейку для обеспечения жесткой опоры обрабатываемого изделия.
- Всегда закрывайте ту часть фрезерного блока, которая не закрыта обрабатываемым изделием, кожухом фрезерного блока.
- Отрегулируйте кожух фрезерного блока точно по размеру обрабатываемого изделия.
- Никогда не проникайте вашими руками под кожух фрезерного блока при направлении обрабатываемой детали!
- Используйте опоры обрабатываемого детали (подобные удлинителям стола) для удержания длинных заготовок от потери
- Производите строгание только такой заготовки, которая надежно установлена на столе.
- Используйте вспомогательные средства для подачи (толкатель) при строгании небольшой детали, которая не может направляться с
- Не отводите обрабатываемую деталь назад над неогражденным фрезерным блоком!
блоком:
- Всегда закрывайте фрезерный блок выдвигающимся ограждением кожуха фрезерного блока в тех случаях, когда станок не
6.3 Цикл обработки
1. Установите заготовку у направляющей линейки фуговочного станка (29). (См. рис.)
2. Отрегулируйте выдвигающееся ограждение фрезерного блока (30):
- Строгание наружной поверхности доски или заготовок до толщины 75 мм:
Опасность травматизма от касания к вращающемуся фрезерному
Используйте вспомогательное ограждение при строгании тонкой или узкой заготовки, держите ваши руки на безопасном
расстоянии от фрезерного блока.
равновесия.
соблюдением безопасного расстояния от фрезерного блока.
Опасность травматизма от пореза бездействующим фрезерным
используется как рейсмусовый станок (при обработке по толщине).
Для пригонки выдвигающегося ограждения к высоте обрабатываемой детали используйте регулировочный винт (31). При подаче
обрабатываемой детали руки скользят над выдвигающимся ограждением. (См. рис.)
- при строгании узких граней (заделка кромок) или заготовок с толщиной более 75 мм:
Ослабьте регулировочный винт (32) для пригонки выдвигающегося ограждения к ширине обрабатываемого изделия. (См. рис. )
3. Установите глубину реза рычагом (33). (См. рис.)
10
Page 11

Примечание:
Максимальный съём стружки за один проход 4 мм.
4 Подача для обработки по толщине может быть переключена на фуговальную обработку (создание плоской поверхности). Для
переключения рычаг (34) следует полностью оттянуть наружу. (См. рис.)
5. Запустите двигатель.
6. Примите надлежащее рабочее положение: встаньте по одну сторону подающего стола. (См. рис.)
7. Подавайте обрабатываемое изделие прямо поперек подающего стола, держа пальцы рук вместе и направляя обрабатываемое
изделие кистями рук.
8. Если не предполагается немедленного продолжения строгальных работ, отключите станок.
Размеры обрабатываемого изделия:
• Ширина: макс. 259 мм
• Толщина: как минимум, на 4 мм больше, чем установленная толщина строгания.
Советы и приемы
• Производите строгание заготовки по возможности вдоль волокна дерева.
• Используйте роликовые опоры с двух сторон фуговального/рейсмусового станка при обработке длинных заготовок.
• Лучше произвести несколько проходов с меньшим съёмом стружки, чем выполнить только несколько проходов с глубоким резом.
• При фуговании поверхности искривленной (скрученной) доски установите её на подающий стол полой стороной вниз.
• При фуговании коротких изделий:
- используйте толкатель;
- подавайте изделие малой гранью вперед;
- направляйте обрабатываемое изделие повернутым примерно на 20°
против направления подачи.
• Содержите опорные поверхности станка в чистоте, особенно следует обращать внимание на удаление остатков смолы с
использованием соответствующих спреев (струйных очистных средств) для очистки и ухода (принадлежность по отдельному заказу).
• После производства строгальных работ на все опорные поверхности следует наносить состав против заедания. Это облегчает
подачу и обеспечивает более ровную обработку плоскости.
7. Режим рейсмусового станка (обработки по толщине)
7.1 Настройка
Прежде, чем производить настройку станка:
- Отключите станок (OFF).
- Отсоедините станок от источника питания.
- Выждите, пока станок полностью не остановится.
Замена плоского ремня
Для работы в режиме рейсмусового станка плоский ремень (35) должен быть установлен в положение в соответствии с изображенным на
рис. (см. рис.).
Установку плоского ремня следует производить в соответствии с тем, как указано в главе «Режим фуговального станка».
Опасность!
11
Page 12

Подготовка рабочего места
Убедитесь в том, что с рабочего места удалены все предметы, не имеющие отношения к работе:
1. Диск пилы и ограждение диска полностью отведены и закрыты настольной вставкой.
2. Демонтирована направляющая линейка с соединением в ус.
3. Полностью демонтировано ограждение фрезы.
4. Полностью отведен шпиндель фрезы и закрыт кольцами и настольной вставкой.
Установка пылеулавливающего приспособления
Пылеулавливающее приспособление состоит из двух частей, всасывающее отверстие (36) и пылевой желоб (37) (см. рис. на стр. 24
руководства). Пылевой желоб крепится к плечу кронштейна. Всасывающее отверстие расположено на пылевом желобе.
1. Настроить подающий стол (38) с рычагом (39) на строгание на толщину 4 мм.
2. Поднимите пылевой желоб над фрезерным блоком так, как показано на рисунке (см. рис). Оба выступа пылевого желоба должны
войти в углубления с левой и правой сторон фрезерного блока.
3. При помощи рычага установите подающий стол на толщину строгания 0 мм.
4. Подсоедините соответствующий пылесборник к всасывающему отверстию.
7.2 Техника безопасности
Устройства техники безопасности
• Пылеулавливающее приспособление
Пылеулавливающее приспособление (40) предотвращает от соприкосновения с вращающимся фрезерным блоком при строгании по
толщине. (См. рис.)
• Затвор от обратного удара
Затвор от обратного удара (41) (внутри станка, на рисунке не видно) служит для предотвращения отбрасывания назад обрабатываемого
изделия на оператора при вращении фрезерного блока. Все пальцы затвора от обратного удара должны быть вставлены до упора. Все
пальцы затвора от обратного удара должны автоматически возвращаться в позицию покоя (в нижнее положение).
Информация по безопасной работе
Опасно!
Опасность втягивания/захвата!
- Никогда не проникайте руками в станок при подаче обрабатываемого изделия!
- Пользуйтесь вспомогательным средством для подачи (толкатель) короткой заготовки при обработке по толщине. Заготовка,
подвергаемая обработке по толщине, должна иметь длину не менее 200 мм.
- Направляйте обрабатываемое изделие на выходную сторону, если она настолько далеко подана на обработку по толщине, что её
больше невозможно безопасно направлять со стороны подачи.
- Удаляйте обработанную заготовку только после полной остановки станка и отключения его от источника питания.
Опасность обратного удара
Опасность травматизма от обратного удара обрабатываемым изделием (обрабатываемое изделие захватывается
вращающимся фрезерным блоком и отбрасывается на оператора):
- Не давите на обрабатываемые изделия.
12
Page 13

- Работайте на станке с полностью функционирующим затвором против обратного удара.
- Используйте всегда только острые фрезерные ножи.
- В сомнительных случаях осуществляйте проверку обрабатываемого изделия на предмет посторонних включений (например, гвоздей,
винтов, выпадающих сучков).
- Всегда производите строгание обрабатываемого изделия на всю его длину.
- Нельзя производить одновременную обработку по толщине более, чем двух заготовок.
Опасность травматизма от контакта с вращающимся
фрезерным блоком:
- Всегда закрывайте фрезерный блок пылеулавливающим приспособлением
при работе на станке в режиме обработки по толщине.
7.3 Последовательность рабочих операций
1. Ослабить блокирующий винт (42) и установить толщину строгания маховиком (43). (См. рис.)
- Рама станка в режиме обработки по толщине устанавливается в диапазоне от 4 мм до 155 мм.
- Один полный оборот маховика передвигает раму станка на 4,7 мм. (См. рис.)
2. Снова затяните блокирующий винт (42).
3. Для обрабатываемой по толщине заготовки с непараллельными поверхностями пользуйтесь соответствующими вспомогательными
средствами подачи (изготовьте установочные шаблоны).
4. Следует включить подачу для обработки по толщине. Если установлена другая подача, поднимите рычаг (44) и втолкните его.
5. Запустите двигатель.
6. Примите надлежащее рабочее положение: для подачи обрабатываемого изделия в станок встаньте с некоторым отклонением на
одну сторону от отверстия подачи.
7. Подавайте обрабатываемое изделие медленно и прямо в станок. Затем оно будет автоматически подаваться через станок.
8. Направляйте обрабатываемое изделие прямо через станок. Для удаления изделия из станка встаньте на одну сторону с некоторым
отклонением от выходного отверстия.
9. Отключите станок, если не предполагается продолжения строгания.
Размеры обрабатываемого изделия
• Длина: минимально 200 мм.
• Ширина: максимально 259 мм
• Толщина: минимально 4 мм, максимально 155 мм.
Советы и приемы
• Производите строгание заготовки по возможности вдоль волокна дерева.
• Используйте роликовые опоры с двух сторон фуговального/рейсмусового станка при обработке длинных заготовок.
• При строгании по толщине лучше произвести несколько проходов с меньшим съёмом стружки, чем выполнить только несколько
проходов с глубоким резом.
• Содержите опорные поверхности станка в чистоте, особенно следует обращать внимание на удаление остатков смолы с
использованием соответствующих спреев (струйных очистных средств) для очистки и ухода (принадлежность по отдельному заказу).
• После производства строгальных работ на все опорные поверхности следует наносить состав против заедания. Это облегчает
подачу и обеспечивает более ровную обработку плоскости.
8. Работа со сверлильным и долбежным приспособлением
13
Page 14

Примечание:
Более подробная информация по установке и эксплуатации содержится в инструкции по эксплуатации, поставляемой в комплекте со
сверлильным и долбежным приспособлением.
Опасно!
Перед тем, как приступить к настройке станка:
- Выключить станок (OFF).
- Отсоединить станок от источника питания.
- Выждать, пока станок полностью не остановится.
Смена плоского ремня
Для работы со сверлильным и долбежным приспособлением плоский ремень (45) должен быть установлен в соответствии с тем, как
изображено на рисунке (см. рис.).
Установка плоского ремня производится в соответствии с тем, как описано в главе «Режим фуговального станка».
Внимание!
При использовании сверлильного и долбежного приспособления скорость патрона должна выбираться в соответствии с
диаметром долбежного долота!
Установка скорости производится путем смены плоского ремня:
• маленький (=задний) шкив двигателя (48) (См. рис.):
скорость шпинделя 3900 мин
• большой (=передний) шкив двигателя (49):
скорость шпинделя 6300 мин
-1
для долбежных долот до диаметра 10 мм
-1
для долбежных долот до диаметра до 10 мм.
Для регулировки скорости следует:
1. Открыть дверку для обслуживания.
2. Ослабить блокирующий рычаг (46) и слегка приподнять двигатель с помощью рукоятки (47).
3. Сдвинуть двигатель вдоль оси вала двигателя: шкив двигателя должен быть сцентрирован со шкивом фрезерного блока. (См. рис.)
4. Натянуть плоский ремень, подавая двигатель вниз с помощью рукоятки (47)
5. Закрепить двигатель в позиции с помощью блокирующего рычага (46).
6. Закрыть дверку для обслуживания.
Установка кожуха фрезерного блока (см. рис.):
7. Установить кожух фрезерного блока (50) таким образом, чтобы фрезерный блок был полностью закрыт.
9. Режим циркульной пилы
9.1 Настройка
14
Page 15

Прежде, чем приступить к настройке станка следует:
- Отключить станок (OFF)
- Отсоединить станок от источника питания.
- Выждать до полной остановки станка.
Смена плоского ремня
Для работы в режиме циркульной пилы плоский ремень (51) должен быть установлен в соответствии с тем, как изображено на рисунке
(см. рис.).
Если ремень не установлен так, то следует выполнить следующую последовательность операций (см. рис.):
1. Открыть дверку для обслуживания.
2. Ослабить блокирующий рычаг (52) и слегка приподнять двигатель с помощью рукоятки (53).
3. Снять не требующийся для данного случая плоский ремень со шкива двигателя (54).
4. Завести не требующиеся для данного случая плоские ремни за фиксирующие пружины в соответствии с тем, как изображено на
5. Установить плоский ремень на шпинделе пилы на шкиве двигателя большого диаметра (переднего) (51).
Опасность!
рисунке (см. рис.), и таким образом, чтобы они не пересекались с приводным ремнем на шкивах.
6. Полностью назад сдвинуть двигатель вдоль оси вала двигателя: шкив большого диаметра двигателя должен быть сцентрирован со
шкивом на шпинделе пилы. (См. рис.)
7. Натяните плоский ремень путем подачи двигателя вниз рукояткой (53).
8. Закрепить двигатель в позиции с помощью блокирующего рычага (52).
9. Закрыть дверку для обслуживания.
Подготовка рабочего места
Убедитесь в том, что из рабочей зоны удалены все нетребующиеся для работы предметы:
1. Полностью демонтировано ограждение фрезерной головки.
2. Полностью отведен и закрыт кольцами и настольной вставкой шпиндель фрезерной головки.
3. Кожух фрезерной головки опущен на стол.
4. Всасывающее отверстие отсоединено от пылеуловителя и опущено.
Подъём диска циркульной пилы
1. Удалить вставку стола (56). (См. рис.)
2. Для того, чтобы поднять диск циркульной пилы следует ослабить блокирующий рычаг (57) и протолкнуть рычаг (58) вниз. Для
фиксации диска на требуемую глубину реза снова затяните блокирующий рычаг (57).
15
Page 16

3. Замените планку пропила. Для того, чтобы это произвести, слегка отведите настольную вставку у её задней стороны и продвиньте её
над диском пилы и расщепляющим ножом.
Установка направляющей планки (См. рис.)
• Продвиньте салазки планки (59) по направляющему рельсу (60) и закрепите их зажимной планкой (61).
Установка ограждения с соединением в ус (См. рис.)
Ограждение с соединением в ус может применяться как спереди, так и сзади обрабатываемого изделия.
• Использование ограждения впереди изделия применяется преимущественно при резке реек и досок.
• Использование сзади обрабатываемого изделия – преимущественно при резке листов.
1. Ослабьте винты (62) (см. рис.) так, чтобы салазки ограждения могли бы быть протолкнуты в желоб салазок.
16
Page 17

2. Установите салазки на требуемый угол и затяните винты (62).
3. Ослабьте винты (63) так, чтобы выталкиваемое ограждение можно было бы протолкнуть в салазки ограждения (64).
4. При необходимости сдвиньте деталь с деревянным торцем (65) к другому концу. Торцевая деталь должна быть подогнана к торцу
выталкиваемого ограждения, которое доходит до диска пилы.
Внимание!
Выдвигаемое ограждение не должно находиться на линии реза!
5. Затяните винты (63).
9.2 Техника безопасности
Устройства, обеспечивающие безопасность работы
• Расщепляющий нож
Расщепляющий нож (66) (см. рис. на стр. 26 руководства) предназначен для предотвращения захвата обрабатываемого изделия
поднимающимися зубьями диска пилы и отбрасывания его на оператора.
При разрезании пилой расщепляющий нож должен быть установлен на расстоянии 3-8 мм от диска пилы.
• Ограждение диска
Ограждение диска (67) защищает от случайного контакта с диском пилы и от летящих вокруг стружек.
При использовании пилы ограждение диска всегда должно быть установлено таким образом, чтобы расстояние между обрабатываемым
изделием и нижним передним краем ограждения диска было не более 2 мм.
• Толкатель
Толкатель (68) служит в качестве удлинителя руки и является защитой от случайного контакта с диском пилы.
Используйте толкатель всегда, когда расстояние между направляющей планкой и диском пилы ≤ 120 мм.
Информация по технике безопасности
Общие указания:
- Никогда не производите резку одновременно нескольких изделий – также нельзя резать пучки, содержащие несколько отдельных
деталей. Существует опасность травматизма из-за неконтролируемого захвата отдельных деталей диском пилы.
Опасность травматизма при обратном ударе обрабатываемым изделием, если заготовка захватывается вращающимся диском
пилы и отбрасывается на оператора:
Не пытайтесь остановить диск пилы, упираясь заготовкой в него со стороны.
- Всегда держите обрабатываемое изделие на столе и не давите на него.
- Всегда работайте с правильно установленным расщепляющим ножом.
- Всегда пользуйтесь острыми дисками пил. В случае сомнения проверьте обрабатываемую деталь на предмет посторонних
Опасность втягивания/захвата!
- Пользуйтесь вспомогательным средством (толкателем) при резке коротких заготовок.
- Нельзя производить резку заготовок, к которым прикреплены тросы, шнуры, жилы, кабели или такие заготовки, которые содержат
9.3 Последовательность рабочих операций
Опасность обратного удара!
включений (например, гвоздей, винтов, выпадающих сучков).
Опасность!
подобные материалы.
17
Page 18

1. Установка угла реза:
- Ослабить блокирующий рычаг (69). (См. рис.)
- Наклонить головку пилы для получения требуемого угла реза.
- Затянуть блокирующий рычаг (69) для фиксации положения диска пилы.
2. Установка глубины реза:
- Ослабить блокирующий рычаг (70) и протолкнуть рычаг (71) вниз.
- Установить требуемый угол реза – расстояние между обрабатываемым изделием и нижним передним краем ограждения диска не
должно быть более 2 мм.
- Снова затянуть блокирующий рычаг (70) для закрепления позиции диска пилы.
3. При необходимости используйте ограждение, салазки или удлинение стола.
4. Запустите двигатель.
5. Примите правильную рабочую позицию. (См. рис.)
6. Произведите рез заготовки в один проход.
7. Остановите станок и полностью опустите ограждение диска пилы, если не предполагается сразу проводить дальнейшую резку.
Советы и приёмы
• Используйте роликовые опоры с обеих сторон пилы при резке длинных заготовок.
• Для упрощения повторяющихся обрезных работ пользуйтесь стопором заготовок.
10. Режим шпиндельной фасонно-фрезерной обработки
10.1 Настройка
Опасно!
Перед тем, как приступить к настройке станка:
- Выключить станок (OFF).
- Отсоединить станок от источника питания.
- Выждать до полной остановки станка.
Смена плоского ремня
Для работы в режиме фасонно-фрезерной обработки плоский ремень (72) должен быть установлен в соответствии с положением на рис.
В случае если ремень установлен по-другому, следует произвести следующий ряд действий:
1. Открыть дверку для обслуживания.
2. Ослабить блокирующий рычаг (73) и слегка приподнять двигатель рукояткой (74).
3. Снять плоский ремень, не требующийся для проведения данной обработки, со шкива двигателя.
4. Завести плоские ремни (76), не используемые при данной обработке, за фиксирующие пружины в соответствии с тем, как изображено
на рисунке на стр. 27 руководства для того, чтобы ремни не пересекались с приводным ремнем на шкивах.
5. Установить плоский ремень (72) на шпиндель фрезы и на шкив двигателя (75).
18
Page 19

Внимание!
В режиме шпиндельной фасонно-фрезерной обработки скорость шпинделя фрезы должна быть выбрана в соответствии с
диаметром фрезы!
Скорость резания в м/с
Диаметр
фрезы
(мм)
При этих комбинациях возрастает опасность обратного удара.
Установка скорости производится сменой плоского ремня:
• маленький (=задний) шкив двигателя: (77) скорость шпинделя фрезы 4500 мин
• большой (=передний) шкив двигателя: (78) скорость шпинделя фрезы 7000 мин (См. рис)
Скорость шпинделя
фрезы (мин
Опасность!
-1
)
6. Проверьте направление вращения шпинделя фрезы: поверните шкив двигателя вручную в направлении, указанном стрелкой –
шпиндель фрезы должен вращаться по часовой стрелке (если смотреть сверху). Если данный узел настроен на другой режим, то
снимите плоский ремень со шпинделя фрезы и переверните его.
7. Натяните плоский ремень, проталкивая двигатель вниз рукояткой (74).
8. Закрепите двигатель в позиции блокирующим рычагом (73).
9. Закройте дверку для обслуживания.
Подготовка рабочего места
Убедитесь в том, что из рабочей зоны убраны все предметы, не имеющие отношения к работе:
1. Ограждение диска пилы и диск пилы полностью отведены и закрыты настольной вставкой.
2. Демонтирована направляющая планка.
3. Всасывающее отверстие отсоединено от пылеуловителя и опущено.
Установка фрезы
1. Удалите настольную вставку и кольца настольной вставки.
2. Ослабьте фиксирующий винт (79) (см. рис.) и полностью проверните шпиндель фрезы с помощью маховика (80).
19
Page 20

3. Для фиксации шпинделя фрезы продвиньте длинный фиксирующий штифт (81) через паз в отверстие, имеющееся на шпинделе
фрезы.
4. Ослабьте гайку шпинделя (82) (см. рис. на стр. 27 руководства) и удалите все установленные фрезы и распорки.
5. Установите новую фрезу и распорки на шпиндель фрезы.
Внимание!
- Соблюдайте направление вращения фрезы (против часовой стрелки, если смотреть сверху)!
- Фреза должна быть расположена на шпинделе фрезы максимально удаленно!
6. Закройте свободное пространство вокруг шпинделя фрезы кольцами настольной вставки, которые соответствуют диаметру
фрезерной головки.
7. Заполните пространство между фрезой и резьбой шпинделя распорками.
8. Затяните гайку шпинделя поставляемым трубным ключом исключительно вручную.
Опасность!
- Нельзя производить удлинение трубного ключа при затягивании гайки шпинделя.
- При затягивании гайки шпинделя не бейте по ключу.
- Удалите фиксирующий штифт (81) из корпуса.
9. Вручную вращайте шпиндель фрезы для того, чтобы убедиться, что он при вращении не задевает за кольца настольной вставки.
10. Полностью проверните шпиндель фрезы маховиком (80) и заверните фиксирующий винт (79). (См. рис. на стр. 27 руководства.)
Установка ограждения фрезы
1. Сначала установите основание ограждения фрезы. Для этого вверните оба болта (83) в резьбовые отверстия в столе станка. (См.
рис.)
2. Закрепите шарнирный рычаг (84) двумя винтами с шестигранной головкой и прокладками к задней поверхности основания
ограждения фрезы.
3. Вдвиньте выдвижной шестигранный рычаг (85) в соответствующий кронштейн на шарнирном рычаге (84) и затяните.
4. Продвинуть вертикальный закрепленный башмак (86) на удлиненный рычаг и закрепить.
5. Продвинуть боковой нажимной башмак (87) на выдвижной рычаг и закрепить.
6. Подсоединить соответствующий пылеуловитель к основанию ограждения фрезы.
Установка ограждающей пластины
1. Вставьте ограждающую пластину (88) (см. рис. ) в канавку салазок (89), прямо напротив ограждения, с соединением в ус и затяните
оба винта сзади ограждающей пластины.
20
Page 21

2. Сделайте пробный проход салазками (двигатель выключен OFF, без заготовки): между ограждающей пластиной и фрезой всегда
должен сохраняться зазор, как минимум, 10 мм.
10.2 Техника безопасности
Устройства техники безопасности
• Ограждение фрезы с боковым нажимным башмаком
Ограждение фрезы и боковой нажимной башмак обеспечивают опору для безопасного направления обрабатываемого изделия,
защищают от случайного контакта с фрезой и летящими вокруг стружками.
• Ограждающая пластина
Ограждающая пластина служит для защиты от случайного контакта с фрезой.
Информация, касающаяся безопасности работы
- Всегда устанавливайте фрезы, соответствующие стандарту EN 847-1 и имеющие следующую маркировку:
- “HAND FEED” (ручная подача)
- Перед включением убедитесь в том, что фреза закреплена надлежащим образом.
- Перед включением убедитесь в том, что фреза вращается без помех. Для этого аккуратно поверните фрезу вручную – Осторожно –
- Всегда одновременно производите обработку только одной детали.
- В зависимости от вида обработки используйте соответствующие устройства по технике безопасности, которые предназначены для
- Пользуйтесь вспомогательными средствами для подачи при обработке заготовки менее 300 мм длиной.
- Всегда подавайте обрабатываемое изделие против направления вращения фрезы.
Опасность травматизма при обратном ударе обрабатываемым изделием, если заготовка захватывается вращающейся фрезой и
отбрасывается на оператора:
- Всегда используйте только острые фрезы.
- В сомнительных случаях проверяйте обрабатываемые изделия на посторонние включения (например, гвозди, винты, выпадающие
- В зависимости от вида обработки используйте соответствующие устройства, обеспечивающие безопасность эксплуатации, которые
- Регулируйте скорость шпинделя в соответствии с диметром фрезы.
10.3 Последовательность рабочих операций
1. В зависимости от вида обработки установите и приспособьте фрезу, ограждение фрезы, боковой нажимной башмак и/или
2. Отрегулируйте скорость шпинделя в соответствии с диметром фрезы.
3. Запустите двигатель.
4. Примите правильное рабочее положение. (См. рис.)
Общие указания:
или
“MAN” (человек).
Установка шлифовального или полировального дисков недопустима.
опасность пореза!
предотвращения от случайного контакта с вращающейся фрезой. Приспосабливайте эти устройства безопасности точно в
соответствии с их назначением и в зависимости от размеров заготовки.
Опасность обратного удара!
сучки).
предотвращают от случайного контакта с вращающейся фрезой. Приспосабливайте эти устройства по технике безопасности точно в
соответствии с применением и с размерами обрабатываемого изделия.
ограждающую пластину. Также при необходимости используйте салазки, захватывающие скобы или удлинение стола.
5. Ослабьте фиксирующий винт (90) (см. рис на стр.28 руководства) и установите высоту реза с помощью маховика (91) (любое
приспособленное вспомогательное ограждение при этом процессе будет разрезано). Затяните фиксирующий винт (90).
Примечание:
21
Page 22

Вспомогательное ограждение является изнашивающейся деталью. Поэтому, необходимо изготавливать новое вспомогательное
ограждение, если зазор вокруг фрезы увеличивает степень того, что заготовка не может в дальнейшем быть безопасно направляема.
6. Обработка заготовки.
7. Используйте толкатель при обработке торцов узкой заготовки. (См. рис.)
8. При обработке поперек волокон (при выполнении пазов и шипов) используйте специальный стол для выполнения шипов, зажим
заготовки (92) и салазки (93). (См. рис. на стр. 29 руководства)
Примечание:
Более подробная информация по установке и эксплуатации содержится в поставляемой со столом для изготовления шипов инструкцией
по его эксплуатации.
9. Выключите станок, если не предполагается продолжения работы.
Советы и приёмы
• Всегда производите несколько проходов, если требуется снимать большое количество материала.
• Делайте пробные резы на детали из отходов прежде, чем приступить к обработке настоящей детали.
• При обработке сложных форм изготавливайте кондукторы и направляющие для надлежащего направления обрабатываемого
изделия.
11. Уход и техническое обслуживание
Прежде, чем приступать к обслуживанию:
- Отключите станок (OFF).
- Отсоедините станок от источника питания.
- Подождите, пока не произойдёт полная остановка станка.
Произведите замену неисправных деталей, особенно в устройствах, обеспечивающих технику безопасности, в которых замена
может производиться только запасными деталями оригинального производства. Детали, не прошедшие испытание и не
утвержденные производителем оборудования, могут стать причиной непредвиденного повреждения оборудования.
После всех видов обслуживания следует:
- Проверить рабочее состояние всех устройств, обеспечивающих безопасность работы.
- Убедиться в том, что на станке или в станке не имеется каких-либо инструментов или посторонних предметов.
Производство ремонтных работ или каких-либо работ по техническому обслуживанию, не описанных в этом разделе, должны
выполняться исключительно квалифицированными специалистами.
11.1 Замена фрезерных ножей
Опасно!
Примечание:
22
Page 23

Изношенность фрезерных ножей определяется по:
- снижению производительности фрезерования;
- увеличению опасности обратного удара;
- перегрузкам двигателя.
Опасно!
Опасность травматизма от пореза фрезерными ножами! При замене фрезерных ножей следует обязательно пользоваться
защитными рукавицами.
Последовательность действий при замене фрезерных ножей:
1. Отсоединить станок от источника питания.
2. Удалить ограждение.
3. Удалить кожух фрезерного блока.
4. Отвернуть три болта с квадратной головкой (94) прижимной планки фрезерного ножа (95). Работа должна выполняться в защитных
рукавицах. (См. рис.)
5. Сначала удалите фрезерный нож (96), а затем прижимную планку фрезерного ножа (95) с фрезерного блока (97).
6. В желобе фрезерного блока ещё остаются две пружины. Отметьте точное положение пружин (разбирать нельзя!), а затем удалите
их.
7. Произведите очистку всех поверхностей фрезерного блока и прижимной планки фрезерного ножа с применением соответствующего
растворителя.
Опасно!
Нельзя пользоваться очистителями (например, для очистки от остатков смолы), которые могли бы привести к коррозии
деталей из легких металлов, что могло бы в свою очередь отрицательно сказаться на устойчивости деталей из легкого металла.
Порядок действий при установке фрезерных ножей:
Опасно!
- Используйте только фрезерные ножи, соответствующие EN 847-1 (см. «Возможные принадлежности») – несоответствующие,
неправильно установленные, тупые или поврежденные фрезерные ножи могут быть нежестко закреплены при обработке и
в значительной степени увеличивают опасность обратного удара.
- - Всегда производите одновременно замену обоих фрезерных ножей.
- На фрезерном блоке и на прижимной планке фрезерных ножей соответственно проштампованы цифры «1» и «2». При
повторной сборке убедитесь в том, что эти цифры на фрезерном блоке и на прижимной планке фрезерных ножей находятся
в соответствии, иначе из-за дисбаланса может произойти повреждение подшипников.
- Заточке подлежат только фрезерные ножи, маркированные «HSS” или “HS”! при выполнении заточки съём материала
должен быть одинаковый с обоих ножей, в противном случае появление дисбаланса может повести к разрушению
подшипников.
- Предельная ширина при заточке фрезерных ножей должна быть не менее 12 мм.
- При установке фрезерных ножей следует использовать только оригинальные запасные детали производителя.
8. Установите зажимы пружин в их первоначальное положение в желобе фрезерного блока.
9. Установите прижимную планку фрезерных ножей в желоб фрезерного блока. Отверните три болта с квадратной головкой так, чтобы
фрезерный нож легко вскользнул на место.
10. Вставьте острый фрезерный нож и настройте его положение прижимной планкой ножа таким образом, чтобы не было выступа за
кромку фрезерного блока.
11. Разместите установочный шаблон фрезерного ножа на станине станка в направлении, указанном стрелками на рисунке (см. рис).
Установочный шаблон (98) должен опираться своей кромкой (99) на передний край стола со стороны подачи (100).
Штифт установочного шаблона (101) должен входить в желоб фрезерного блока.
23
Page 24

Фрезерный нож должен выступать так, чтобы касаться установочного шаблона.
12. Для закрепления фрезерного ножа полностью заверните три болта с
квадратной головкой прижимной планки фрезерного ножа. Начните с двух
крайних болтов, а затем затяните центральный болт.
Опасно!
- Нельзя пользоваться удлинителями при затягивании болтов.
- Не бейте по ключу при затягивании болтов.
13. Установите выдвигающееся ограждение фрезерного блока.
11.2 Замена диска пилы
Опасно!
Непосредственно после производства резания диск пилы может быть очень горячим – это создаёт опасность ожога! Дайте
диску пилы остынуть. Нельзя производить очистку пилы горючими жидкостями.
Существует опасность травматизма даже, если диск находится в покое. При замене дисков пользуйтесь защитными рукавицами.
При сборке следует соблюдать направление вращения диска пилы и наружного фланца!
1. Удалите настольную вставку (103). (См. рис )
2. Поднимите диск пилы и закрепите его позицию.
3. Удалите ограждение диска (104).
4. Удерживайте шпиндель пилы фиксирующим штифтом (105) при его закреплении.
5. Ослабьте осевой болт (106) с помощью гаечного ключа (левая резьба!).
6. Удалите крайнюю распорку диска (107) и диск пилы со шпинделя пилы.
7. Прочистите поверхности зажима наружного фланца диска и диска пилы.
Опасно!
Нельзя пользоваться очистителями (например, для очистки от остатков смолы), которые могли бы привести к коррозии
деталей из легких металлов, что могло бы в свою очередь отрицательно сказаться на устойчивости деталей из легкого металла.
8. Установите новый диск пилы (соблюдайте направление вращения!).
Опасно!
Пользуйтесь исключительно соответствующими дисками пил (см. «Техническую спецификацию») – при использовании
несоответствующих или поврежденных деталей диска в результате действия центробежных сил может произойти сильный
выброс деталей, сравнимый с взрывом.
Нельзя использовать:
- диски пил, изготовленные из быстрорежущей стали (HS);
- диски пил с видимыми повреждениями;
- отрезные круги.
Опасно!
- Установка диска пилы производиться только с использованием оригинальных деталей.
- Нельзя использовать непригнанные распорные кольца; это может стать причиной нежесткого крепления диска пилы при
работе.
- Диски пил должны устанавливаться таким образом, чтобы не было биения или нарушения баланса, чтобы не было
нежесткого крепления во время обработки.
9. Установите наружный фланец пилы (107) (См. рис на стр. 30 руководства)
10. Завинтите осевой болт (106) с прокладкой (левая резьба!) и затяните его только вручную.
24
Page 25

Опасно!
- Не используйте удлинители для гаечного ключа при затягивании осевого болта.
- Не бейте по ключу при затягивании осевого болта.
- После затяжки осевого болта не забудьте удалить фиксирующий штифт!
11. Снова установите настольную вставку (103) (см. рис. на стр. 30 руководства) заподлицо верхней поверхностью стола.
12. Установите ограждение диска (104).
11.3 Уход и техническое обслуживание
Проверки и процедуры, описанные здесь, предназначены для обеспечения безопасности эксплуатации станка. Если на
какой-либо из этих деталей обнаруживается повреждение, станок нельзя использовать до тех пор, пока эти повреждения не
будут квалифицированно исправлены.
Прежде, чем приступать к какой-либо работе следует:
1. Проверить исправность питающего кабеля, а при необходимости произвести замену с помощью квалифицированного электрика.
2. Удалить пыль и стружки.
3. Проверить фрезерные ножи на:
- плотность посадки
- остроту
- общее состояние (отсутствие зазубрин и т.п.)
4. Проверить затвор от обратного удара, используемого при режиме обработке по толщине:
- подвижность пальцев затвора от обратного удара (должны выпадать под действием собственной силы тяжести)
- торцы пальцев от обратного удара (не должны быть скругленными).
5. Проверить циркульную пилу:
- достаточно ли расстояние между диском пилы и срезающим ножом? (3-8 мм)
- не повреждено ли ограждение срезающего ножа и диска?
6. Проверить станок для работы в режиме фасонно-фрезерной обработки:
- Не повреждено ли ограждение?
Проводить еженедельно:
1. Удалять стружки и пыль с помощью пылеуловителя или щетки с:
- оснований шпинделей для обработки по толщине;
- механизма установки по высоте шпинделя фрезы;
- механизма установки по высоте циркульной пилы;
- органов регулировки циркульной пилы;
- телескопического типа бегунка шарикоподшипника и рельсов салазок.
Нельзя применять струйную очистку плоских лент и шкивов – это может быть причиной проскальзывания.
2. применяйте легкую ткань с составом, предупреждающим заклинивание, для очистки стола подачи, выходного стола и станины для
11.4 Хранение станка
Опасно!
Внимание!
работы в режиме обработки по толщине.
Опасно!
Станок следует хранить таким образом, чтобы
- не было возможности осуществить пуск станка лицами, не имеющими на это разрешение и
- чтобы никто не мог получить травмы при отключенном станке.
Внимание!
Нельзя содержать станок в незащищенном виде в наружных условиях или в условиях повышенной влажности окружающей
среды.
12.Возможные принадлежности
Для выполнения отдельных видов изделий можно заказать у специализированного дилера следующий ряд принадлежностей – см.
иллюстрации на задней обложке:
А Сверлильное и долбежное приспособление для сверления пазов
максимальной глубиной 100 мм и максимальной длины 100 мм.
B Удлинение стола, требуемое для работы с длинными заготовками
C Боковое удлинение салазок, требуемое для обработки широких заготовок.
D Стопор для заготовок, требующийся для повторяющихся отрезных
операций.
E Стол для выполнения шипов
F Изогнутый фасонный стопор, требующийся для точного направления
кривых заготовок.
G Фрезерные ножи HS, 260 х 20 х 2,5 для продления срока службы кромки.
Могут затачиваться.
H Диск пилы ТСТ, 250 х 3,2/2,2 х 30 24 АТВ для разрезки и поперечных резов
досок из старой древесины.
I Диск пилы ТСТ 250 х 3,2/2,2 х 30 48 UAT для разрезки и поперечных резов
панелей, а также листов из пластика, алюминия и высококачественной
фанеры.
25
Page 26

J Диск пилы ТСТ, 250 х 3,2/2,2 х 30 60 в комбинации с АТВ.
Диск пилы общего назначения для пластика и цветных металлов.
К Диск пилы ТСТ, 250 х 3,2/2,2 х 30 80 с трапецеидальными плоскими
зубьями.
Диск пилы общего назначения для пластика и цветных металлов.
L Стойка с шариковой передачей, для точного направления длинных
заготовок. Используется с шарниром или роликовой головкой.
М Состав против заклинивания WAXILIT, улучшает качество скольжения
заготовок на поверхностях подачи.
N Струйный распылитель (спрей) для удаления остатков смолы и для
сохранения металлических поверхностей.
13. Ремонт
Опасно!
Ремонт электрических инструментов может производиться только квалифицированными электриками!
Нуждающиеся в ремонте электрические инструменты следует высылать в обслуживающий центр по вашей стране. К списку запасных
деталей приложен адрес этих центров.
К неисправному электрическому инструменту следует приложить описание неисправности.
14. Защита окружающей среды
Упаковка станка должна быть на 100% подвергнута переработке.
Изношенные станки и принадлежности содержат значительные количества ценных сырьевых и пластиковых материалов, которые могут
быть переработаны.
Данные инструкции напечатаны на отбеленной бумаге, не содержащей хлор.
15. Обнаружение неисправностей
Опасно!
Прежде, чем приступать к любому типу обслуживания следует:
- Произвести отключение станка (OFF).
- Отсоединение станка от источника питания.
- Выждать до полной остановки станка.
После проведения любого обслуживания необходимо осуществить проверку всех работоспособности всех устройств, обеспечивающих
безопасность работы.
15.1 Все рабочие режимы
Не работает двигатель
Отсутствует питающее напряжение.
- Проверить кабели, разъём, выход и сетевой предохранитель.
Не закрыта дверка для обслуживания.
- Закрыть дверку для обслуживания.
Заблокирован переключатель ON/OFF (вкл/выкл).
- Разблокировать переключатель ON/OFF, повернув его по часовой стрелке.
Сработало реле пониженного напряжения в результате падения напряжения.
- Произвести повторный пуск.
Перегрелся двигатель, например, из-за затупившихся режущих инструментов, перегрузки или накоплению стружек.
- Удалить причину перегрева и дать двигателю остынуть в течение приблизительно 10 мин, затем произвести повторный пуск.
15.2 Режим обработки плоскости (режим фуговального станка)/ режим обработки по толщине (режим рейсмусового станка)
Снижение производительности
Затупились фрезерные ножи.
- Установить острые ножи.
Проскальзывание плоского ремня.
- Перетянуть плоский ремень.
Фрезерные ножи заблокированы стружками.
- Удалить стружки.
Слишком высокое содержание влаги в обрабатываемом изделии.
- Высушить обрабатываемое изделие.
Отфрезерованное отверстие растрескалось.
Затупились фрезерные ножи.
- Установить острые ножи.
Фрезерные ножи заблокированы стружками.
- Удалить стружки.
Заготовка обработана против направления волокон.
- Обработать заготовку в противоположном направлении.
Слишком большой съём материала за один проход.
- Сделать несколько проходов с меньшей глубиной реза.
Обработанная поверхность неровная.
Неровная установка фрезерных ножей.
- настроить фрезерные ножи с помощью установочного шаблона.
Слишком мала скорость подачи (режим обработки по толщине)
Нарост смолы на станине станка .
- Очистить станину и нанести легкое покрытие состава против заклинивания.
Тугое вращение подающих роликов.
- Отремонтировать подающие ролики.
Проскальзывание плоского ремня.
26
Page 27

- Перетянуть плоский ремень.
Заклинивание обрабатываемого изделия (режим обработки по толщине)
Слишком большой съём материала за один проход.
- Произвести несколько проходов с меньшей глубиной реза.
15.3 Циркульная пила
Потеря производительности резания
Затуплен диск пилы (возможно закалочные метки на корпусе диска)
- Заменить диск пилы.
Проскальзывание плоского ремня.
- Перетянуть плоский ремень.
Заклинивание салазок:
Загрязнение направляющих детали.
- Очистить направляющие детали щеткой, сжатым воздухом или пылеуловителем.
15.4 Режим фасонно-фрезерной обработки
Снижение производительности
Затупилась фреза.
- Заменить фрезу.
Проскальзывание плоского ремня.
- Перетянуть плоский ремень.
Заблокировано отверстие для пыли.
Не подсоединен пылеуловитель:
- подсоединить пылеуловитель.
Накопление пыли вокруг фрезерного шпинделя.
- Удалить кольца настольной вставки, перемещая вверх и вниз шпиндель фрезы произвести очистку вокруг шпинделя щеткой или
сжатым воздухом и пылеуловителем.
Заклинивание салазок:
Загрязнение направляющих деталей.
- Очистить и смазать направляющие детали.
16. Техническая спецификация
Комбинированный Длина (в транспортном режиме, без
cтанок добавленных деталей)
Ширина (в транспортном режиме,
без добавленных деталей)
Высота (в транспортном режиме,
без добавленных деталей)
Вес (в транспортном режиме, без
добавленных деталей)
Рабочий режим
Входная мощность Р
Выходная мощность Р
1
2
Напряжение
Номинальная сила тока
Частота
Показатель производительности
Класс защиты
Класс изоляции
Режим фуговального/ Скорость при отсутствии нагрузки
рейсмусового станка n
o
Диаметр фрезерного блока
Длина фрезерного ножа
Ширина фрезерного ножа
Толщина фрезерного ножа
Режим фуговального Общая длина станины
станка Длина стола подачи
Максимальный съём стружек
Максимальная ширина реза
Уровень шума – при холостом ходе
Уровень шума – при работе
Уровень шума на рабочем месте –
при холостом ходе*
Уровень шума на рабочем месте –
при работе*
Режим рейсмусового
станка Длина рамы
Ширина рамы
Установочный диапазон рамы
Максимальная ширина реза
Максимальный съём стружек
Скорость подачи
Уровень шума – при холостом ходе
Уровень шума – при работе
Уровень шума на рабочем месте –
при холостом ходе*
Уровень шума на рабочем месте –
при работе*
мм
мм
мм
кг
S6(%)
W
W
V
А
Гц
SK
IP
-
мин
мм
мм
мм
мм
мм
мм
мм
мм
дБ(А)
дБ(А)
дБ(А)
дБ(А)
мм
мм
мм
мм
мм
м/мин
дБ(А)
дБ(А)
дБ(А)
дБ(А)
-1
Multi 260S
1 ~ 230 В
1120
850
860
166
40
2150
1500
230 ~ 1
9,5
50
1
44
F
6500
62
260
20
3
1040
520
4
259
89
98,5
85,5
92
590
258
4-150
259
4
7
107
100
94
94,5
Multi 260S
3 ~ 400В
1120
850
860
166
40
2200
1500
400 ~ 3
4
50
1
44
F
6500
62
260
20
3
1040
520
4
259
89
98,5
85,5
92
590
258
4-150
259
4
7
107
100
94
94,5
27
Page 28

1
Техническая спецификация (продолжение)
Циркульная пила Скорость при отсутствии нагрузки n
o
Диск пилы – наружный диаметр
Диск пилы – осевое отверстие
Диск пилы – диапазон наклона
Высота реза при 0°
Высота реза при 45°
Салазки – длина
Салазки – ход
Уровень шума – при холостом ходе
Уровень шума – при работе
Уровень шума на рабочем месте –
при холостом ходе*
Уровень шума на рабочем месте –
при работе*
Режим шпиндельного
фасонно-фрезерного
станка Скорость при отсутствии нагрузки n
o
Диаметр шпинделя фрезы
Максимальный диаметр фрезы в столе
Максимальный диаметр фрезы в
ограждении фрезы
Вертикальный диапазон установки
шпинделя фрезы
Длина шпинделя под гайкой
Направление вращения шпинделя
Фрезы (вид сверху)
Салазки – ширина
Салазки – длина
Салазки - ход
Уровень шума – при холостом ходе
Уровень шума – при работе
Уровень шума на рабочем месте –
при холостом ходе*
Уровень шума на рабочем месте –
при работе*
-
мин
мм
мм
°
мм
мм
мм
мм
дБ(А)
дБ(А)
дБ(А)
дБ(А)
-1
мин
мм
мм
мм
мм
мм
-
мм
мм
мм
дБ(А)
дБ(А)
дБ(А)
дБ(А)
4800
250
30
0-45
90
58
1080
1320
90
106
83,5
94,5
4500/6900
30
150
180
125
92
левое
140
1080
1320
87
92,5
82
89
4800
250
30
0-45
90
58
1080
1320
90
106
83,5
94,5*
4500/6900
30
150
180
125
92
левое
140
1080
1320
87
92,5
82
89
* Уровень шума установлен в соответствии с EN 861, он основан на рабочих условиях, определенных в
соответствии с ISO 7960:1995, Приложения В и С.
Указанные значения, являющиеся уровнями эмиссии, необязательно соответствуют безопасным рабочим
уровням. Хотя существует связь между уровнями эмиссии и восприятия, невозможно прийти к надежному
заключению насчет потребности в дополнительных измерениях. Факторы, влияющие на действительный
уровень восприятия на рабочем месте, включают продолжительность воздействия шума, характеристики
помещения, другие источники шума и т.п. факторы, как, например, количество станков и выполнение других
технологических операций в непосредственной близости. Кроме того, допустимые уровни восприятия могут
варьироваться в разных странах. Эта информация, тем не менее, способна помочь пользователю станка в
выработке оценки опасности, связанной с подверженностью воздействия шума.
28
Page 29

29
 Loading...
Loading...