

Kemppi Pro 3200 EVOLUTION, Pro 4200 EVOLUTION, Pro 5200 EVOLUTION Operation Instructions Manual
Page 1

Operation instructions english
1913130E
Gebrauchsanweisung deutsch
Gebruiksaanwijzing nederlands
Manuel dutilisation français
Pro 3200 EVOLUTION
Pro 4200 EVOLUTION
Pro 5200 EVOLUTION
Page 2

CONTENTS
1. PREFACE ........................................................................................................................ 3
1.1. Introduction .......................................................................................................................3
1.2. Product introduction .......................................................................................................... 3
1.3. Accessories.......................................................................................................................5
1.4. Operation safety................................................................................................................6
1.2.1. Operation control and connectors ................................................................................... 4
1.3.1. Remote control devices................................................................................................... 5
1.3.2. Control panels ................................................................................................................. 5
1.3.3. Cables ............................................................................................................................. 6
2. INSTALLATION ............................................................................................................... 7
2.1. Siting the machine and mounting the control panels PL and PX ...................................... 7
2.2.1. Connection to the mains supply ...................................................................................... 7
2.2.2. Welding and earth cables................................................................................................ 8
3. OPERATION CONTROL SWITCHES AND POTENTIOMETERS AND THEIR USE......8
3.1. Main switch I/O..................................................................................................................8
3.2. Pilot lamps.........................................................................................................................9
3.3. Local or remote control of welding current ........................................................................9
3.4. Operation of cooling fan....................................................................................................9
4. ACCESSORIES............................................................................................................... 9
4.1. PL and PX control panels’ operation in MMA welding....................................................... 9
4.1.1. Control for MMA welding dynamics (PL, PX) .................................................................. 9
4.1.2. Control of ignition pulse current (PX) ............................................................................10
4.1.3. Meter display (PL, PX) ..................................................................................................10
4.1.4. Operation mede selection (PX) ..................................................................................... 10
5. COOLING UNIT SUPPLY.............................................................................................. 11
6. MAINTENANCE ............................................................................................................11
6.1. Cables.............................................................................................................................11
6.2. Power source ..................................................................................................................12
6.3. Regular maintenance......................................................................................................12
7. OPERATION DISTURBANCES .................................................................................... 12
7.1. Operation of the overload protection...............................................................................12
7.2. Control fuses...................................................................................................................12
7.3. Under- and overvoltages in the mains supply .................................................................13
7.4. Loss of a phase in the mains supply ...............................................................................13
8. ORDERING NUMBERS ................................................................................................13
9. TECHNICAL DATA AND TERMS OF GUARANTEE ....................................................14
9.1. Technical data .................................................................................................................14
9.2. Terms of guarantee .........................................................................................................15
2 – Pro 3200 Evolution, Pro 4200 Evolution, Pro 5200 Evolution/0109
© COPYRIGHT KEMPPI OY
Page 3

1. PREFACE
1.1. INTRODUCTION
Congratulations on having purchased this product. Properly installed Kemppi products should
prove to be productive machines requiring maintenance at only regular intervals. This manual
is arranged to give you a good understanding of the equipment and its safe operation. It also
contains maintenance information and technical specications. Read this manual from front to
back before installing, operating or maintaining the equipment for the rst time. For further
information on Kemppi products please contact us or your nearest Kemppi distributor.
The specications and designs presented in this manual are subject to change without prior
notice.
In this document, for danger to life or injury the following symbol is used:
Read the warning texts carefully and follow the instructions. Please also study the Operation
safety instructions and respect them when installing, operating and servicing the machine.
1.2. PRODUCT INTRODUCTION
Pro 3200-, 4200- and 5200 Evolution are multi-operator power sources designed for demanding
professional use. They are suitable for MMA/MIG and pulsed MIG as well as for TIG welding
in DC. Pro can be used as power source with a welding automate or robot.
Power control of Pro power source has been realized with at approx. 20 kHz frequency IGBT
transistors operating and control unit with microprosessor.
Kemppi pro machines can be seen in the table below which shows the different device assemblies being suitable for various welding methods as well as operating instruction has been
described in manual for each unit. Mounting intructions for control panels PX and PL are in
their packages.
This manual handles installation and use of Pro power sources.
© COPYRIGHT KEMPPI OY
Pro 3200 Evolution, Pro 4200 Evolution, Pro 5200 Evolution/0109 – 3
Page 4

1.2.1. Operation control and connectors
02
X11
X12 X13
H12
H11
S11
F11 Fuse for connetion for control table 6,3 A slow-blow
H11 Signal lamp I/O
H12 Warning lamp for thermal protection
S11 Main switch I/O
X11, Welding connection parallel
X12
X13 Earth connection
X14, Connection for control cable parallel
X15
01 Inlet of mains cable
02 Inspection cover for control panel PL, PX Accessories
01
F11
X16
F12
Socket outlet Fuse 230 V, 250 VA
F12 Fuse for socket outlet 1,0 A slow-blow
X14
X15
4 – Pro 3200 Evolution, Pro 4200 Evolution, Pro 5200 Evolution/0109
© COPYRIGHT KEMPPI OY
Page 5

1.3. ACCESSORIES
1.3.1. Remote control devices
R10 6185409
R61
Control of MMA/TIG welding current (R61), reference scale 1 … 10.
R20 6185419
R63
MIG-MAG remote control device with controls for wire feed (R63) and voltage (R61), memory
scales 1 … 10.
You can use control device also for control of MMA current from potentiometer R63.
R61
1.3.2. Control panels
P21
P22 P23 R22
R21 S21
PL panel 6185801
P21 Current meter
set value / welding current
P22 Voltage meter
open circuit / terminal voltage
P23 Display for adjustment value of MMA
welding dynamics -9 … 0 …+9
R21 Adjustment of welding current
R22 Adjustment of MMA welding dynamics
S21 Selection for local / remote control
local / MIG/TIG / remote control
PX panel 6185802
P31 P32 P33 H31
S31
S32
© COPYRIGHT KEMPPI OY
H32
S33 S34 S35 S36
S37
H31 Signal lamp for voltage display
H32 Signal lamp for display of adjustment status
P31 Current meter / set value / welding current
P32 Voltage meter / open circuit / terminal voltage
P33 Display for adjustment value of MMA
welding dynamics and start current -9 … 0 …+9
S31, Adjustment of welding current + / S32
S33 Selection for local / remote control
local / MIG/TIG / remote control
S34 Selection for characteristics
Point to point welding / normal welding /
carbon arc gouging
S35 Selection of property to be adjusted
MMA welding dynamics / start current
S36, Adjustment for MMA welding dynamics
S37 and start current + / RECALL STD = resetting of factory set up (=0)
Pro 3200 Evolution, Pro 4200 Evolution, Pro 5200 Evolution/0109 – 5
Page 6
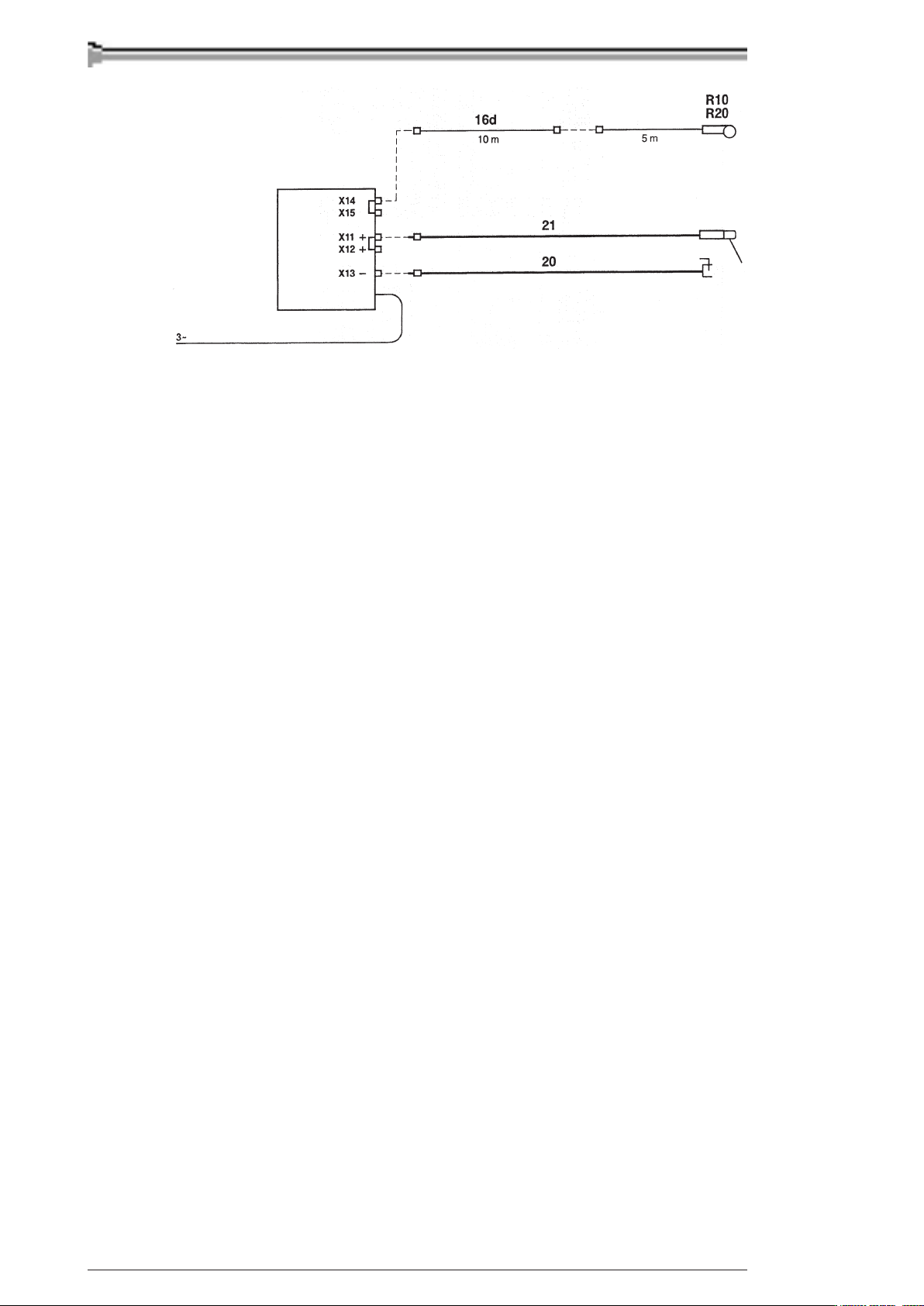
1.3.3. Cables
Pro 3200 Evolution
Pro 4200 Evolution
Pro 5200 Evolution
16d Extension cable for remote control
20 Earth cable
21 MMA welding cable
R10, Remote control devices, see also pages 5
R20
1.4. OPERATION SAFETY
Please study these Operation safety instructions and respect them when installing, operating and
servicing the machine.
Welding arc and spatters
Welding arc hurts unprotected eyes. Be careful also with reecting arc ash. Welding arc and
spatter burn unprotected skin. Use safety gloves and protective clothing.
Danger for re or explosion
Pay attention to re safety regulations. Remove ammable or explosive materials from welding
place. Always ensure that you have sufcent re ghting equipment available where you are
welding. Be prepared for hazards in special welding jobs, eg. for the danger of re or explosion
when welding container type work pieces. Note! Fire can break out from sparks even several
hours after the welding work has been nished!
Mains voltage
Never take welding machine inside a work piece (eg. container or truck). Do not place welding
machine on a wet surface. Always check cables before operating the machine. Change damaged
cables without delay. Damaged cables may cause an injury or set out a re. Connection cable
must not be crushed, it must not touch sharp edges or hot work pieces.
Welding power circuit
Isolate yourself by using proper protective clothing, do not wear wet clothing. Never work on
a wet surface or use defect cables. Do not put the MIG-gun or welding cables on welding
machine or on other electric equipment. Do not press the MIG-gun switch, if the gun is not
directed towards a work piece.
Welding fumes
Take care that there is sufcient ventilation during welding. Take special safety precautions
when welding metals which contain lead, cadmium, zinc, mercury or beryllium.
6 – Pro 3200 Evolution, Pro 4200 Evolution, Pro 5200 Evolution/0109
© COPYRIGHT KEMPPI OY
Page 7

2. INSTALLATION
2.1. SITING THE MACHINE
Site the machine on a stationary, horizontal, dry base in a position that does NOT
allow dust, dirt or metal particles to enter the machines cooling air ow.
- Preferably site the machine somewhat higher above the
oor level.
- Ensure that the front as well as the rear of the machine
there is at least 20 cm free distance to allow good
0
rain water
circulation of the cooling air through the machine.
- Protect the machine against heavy rain and in hot
circumstances against direct sunshine. Ensure the free
circulation of the cooling air.
Degree of protection of machine IP23
allows at its maximum the water spray coming
in 60º angle to hit machine’s outer covering.
See to that the machine is positioned away from the line of
particle spray, created by grinding tools etc.
60
max. 15
0
2.2. MOUNTING THE CONTROL PANELS PL AND PX
Mounting of panel should only be carried out by competent electrician.
Attention! Disconnect plug of machine from mains socket and wait for approx. 2 min
before removing cover plate.
- On the front face of machine there is a cover plate where the control panel is mounted.
Without a panel the machine is controlled either from remote control unit or Promig
or Protig unit.
- Mount PL or PX panel according to mounting instructions delivered with them.
2.2.1. Connection to the mains supply
Pro power sources are delivered equipped with 5 m mains cable without plug.
If local electricity regulations of operating country are stating otherwise, the mains cable should be
replaced in conformity with the local regulations.
Connection of the mains cable, mounting and change of the plug should only be carried out by a
competent electrician.
Remove the machine’s right side plate to enable the mounting of a mains cable.
© COPYRIGHT KEMPPI OY
Pro 3200 Evolution, Pro 4200 Evolution, Pro 5200 Evolution/0109 – 7
Page 8

If changing the mains cable take into consideration the following:
The cable is entered into the machine through the inlet ring on the rear panel of the machine and
fastened with a cable clamp (05). The phase conductors of the cable are coupled to connectors
L1, L2 and L3. The earth protection coloured green-yellow is coupled to connector
If you are using 5-lead cable, you must connect neutral conductor with
terminal N.
05
Sizes of the mains cables and fuse ratings for the machine at 100% duty cycle
are specied in the table below:
.............................................Pro 3200...................Pro 4200.................Pro 5200
Rated voltage ........................................................ 400 V 3~ .................................
Mains voltage range .......................................... 360 V… 440 V.............................
Fuses, slow-blow.................25 A..........................25 A ........................ 35 A
Connection cable *) mm2.....4 x 2,5 S...................4 x 6,0 S ................. 4 x 6,0 S
*) In cables of S type there is a protective grounding conductor coloured green-yellow.
2.2.2. Welding and earth cables
Recommended copper cables with cross-sectional area are as follows:
Pro 3200................50 ... 70 mm
Pro 4200................70 ... 90 mm
Pro 5200................70 ... 90 mm
In enclosed table are shown typical load capacities of rubber insulated copper
cables, when ambient temperature is 25 ºC and lead temperature is 85 ºC.
CABLE............... DUTY CYCLE ED ............................ VOLTAGE LOSS / 10m
...........................100%.........60% ........... 30%
50 mm2..............285 A.........370 A ......... 520 A.......... 0,35 V / 100 A
70 mm2..............355 A.........460 A ......... 650 A.......... 0,25 V / 100 A
95 mm2..............430 A.........560 A ......... 790 A.......... 0,18 V / 100 A
Don’t overload welding cables due to voltage losses and heating.
Fasten the earth clamp of the return current cable carefully, preferably direct onto the piece to be
welded. The contact surface of the earth clamp should always be as large as possible.
Clean the fastening surface from paint and rust.
2
2
2
3. OPERATION CONTROL SWITCHES AND
POTENTIOMETERS AND THEIR USE
3.1. MAIN SWITCH I/O
When you turn the switch into I-position, pilot lamp H11 on the front face is illuminated and
the machine is ready for use.
Always turn the machine on and off with the mains switch, never use the
mains plugs as a switch.
8 – Pro 3200 Evolution, Pro 4200 Evolution, Pro 5200 Evolution/0109
© COPYRIGHT KEMPPI OY
Page 9
3.2. PILOT LAMPS
The pilot lamps of the machine report the electric operation:
The green pilot lamp H11 when illuminated indicates that the machine is on and ready for
use and it is connected to the mains supply with the main switch in the I-position.
H12 indicates when illuminated that the thermal protection of the machine has been
activated due to over heating. the cooloing fan will continue to run and cool the machine
downn and when the lamp is off the machine ia ready to weld.
3.3. LOCAL OR REMOTE CONTROL OF WELDING CURRENT
You can control welding current either from local controls of PX or PL control panel, or from
remote control unit which is connected to remote control connector X14 or X15, or from Promig
or Protig unit.
Selector switch of control panel has to be in a position corresponding to control mode: local
control / MIG/TIG / remote control unit.
Suitable remote control units R10 and R20, see page 5.
At MIG and TIG welding, current control is made according to operation instruction of
controlling MIG or TIG unit.
3.4. OPERATION OF COOLING FAN
In Pro 3200 there are one and in Pro 4200 and 5200 two simultaneously operating fans.
- The fan is started for a moment when main switch is placed into postion I.
- The fan will start during welding as the machine heats up and it will run for 1 to 10 minutes
after the welding has stopped.
- On no-load fan is started in intervals of approx. half an hour for minute’s time.
4. ACCESSORIES
4.1. PL AND PX CONTROL PANELS’ OPERATION IN
MMA WELDING
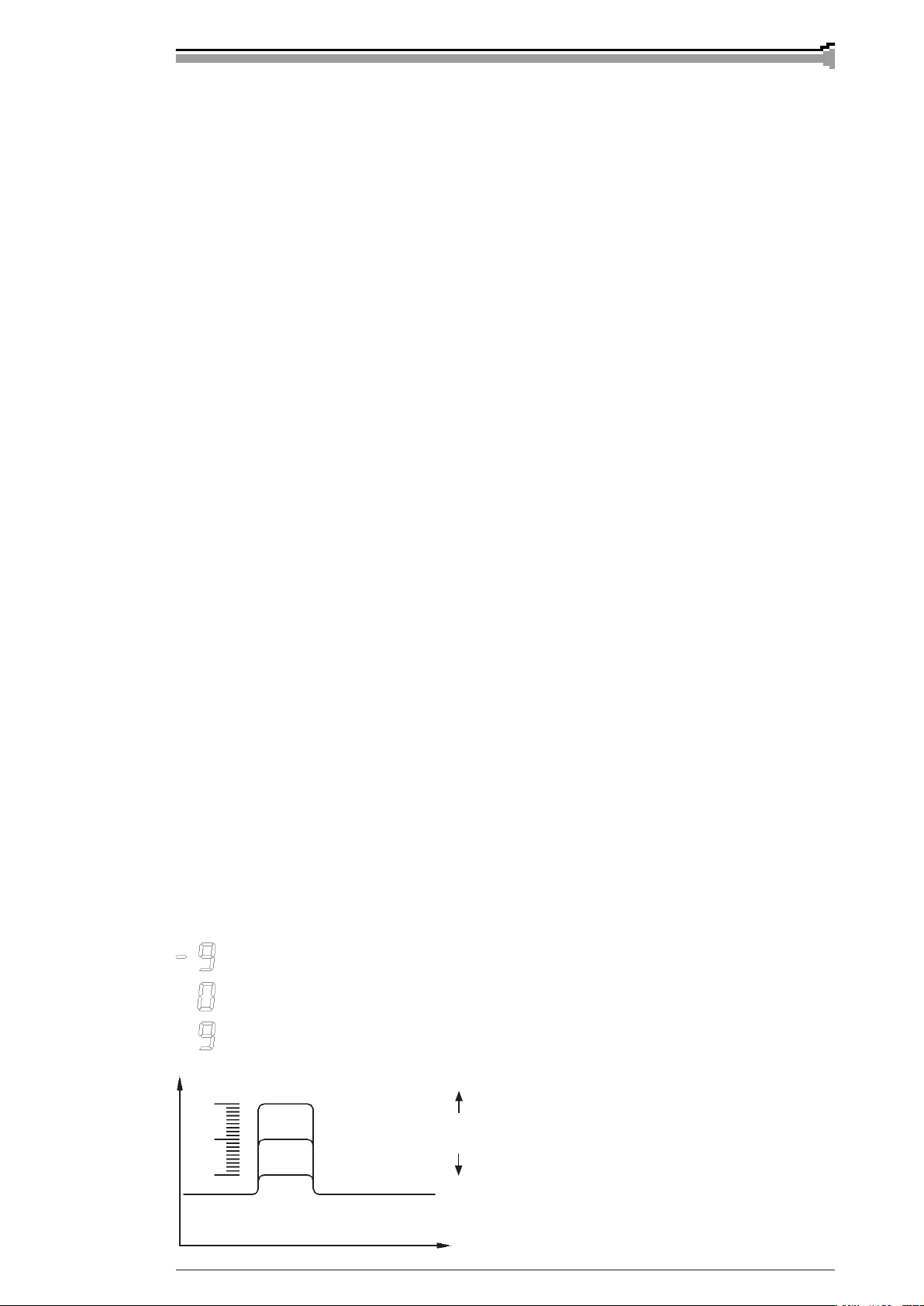
4.1.1. Control for MMA welding dynamics (PL, PX)
With control for electrode dynamics you can inuence arc behaviour in different kinds of
operation situations.
When arc is roughened, blowing is increasing and at the same time also spatter.
Soft arc. Object to reduce amount of spatter in welding at the upper end of recommended currents for electrode.
Factory setup (PX). Normal setting for all electrode types.
Rough arc. Object e.g. cellulose covered electrodes and thin stainless electrode in
welding at the lower end of the recommended curents for electrode.
I
2
9
0
-9
© COPYRIGHT KEMPPI OY
Roughening
Factory set up
0 =
Softening
t
Pro 3200 Evolution, Pro 4200 Evolution, Pro 5200 Evolution/0109 – 9
Page 10

4.1.2. Control of ignition pulse current (PX)
Display 0 corresponds to factory set up of ignition pulse. Number of ignition pulses depends on
electrode type and diameter which are used. Ignition pulse changes with set value of welding
current in such a way that at low values ignition pulse is low and short and at high values it
is higher and longer.
Low, short ignition pulse. Object e.g. small stainless electrodes.
Factory set up. Object e.g. basic electrodes.
High, long ignition pulse. Object e.g. high efciency electrodes.
I
2
9
0 = factory set up
0
-9
t
4.1.3. Meter display (PL, PX)
Voltage meter shows machine’s terminal voltage which is voltage between connectors X11/X12
and X13.
Accurancy of current true value in respect to real value is ±2,5 %, ±2 A.
Accurancy of voltage true value in respect to real value is ±2,5 %, ±0,2 V.
Depending on welding cable legth and copper cross section, real arc voltage and meter display
might differ main volts from each other. Error will incease when current is growing. See table in
paragraph ”Welding and earth cables”, page 8.
In current measurement the same error won’t appear.
4.1.4. Operation mede selection (PX)
Normal MMA welding
In normal MMA welding there are constant current characteristics in the machine. The machine
is trying to keep welding current value regardless of arc length changes.
U2=20V+0,04xI2
U
2
max.
norm line
I
2
statically constant current
10 – Pro 3200 Evolution, Pro 4200 Evolution, Pro 5200 Evolution/0109
© COPYRIGHT KEMPPI OY
Page 11

Point to point welding
Point to point welding is necessary then when the seam to be welded doesn’t withstand heat
of continuous arc and welding has to carried out by interrupting arc. The reason is usually thin
materials or variable ttings.
The machine has characteristic curve which makes interrupting of arc easier when electrode is
drawn further from seam.
U
2
U2=20V+0,04xI
U
statically constant current
2
I
2
U is limited below max. voltage
of machine
Carbon arc gouging
In carbon arc gouging there are dynamic constant voltage curves. If the tip gouging carbon
makes a short circuit, the power source will make an strong increase to the current, the short
circuit ends rapidly and the arc will remain or reignite easier.
U
2
dynamically constant voltage
I
2
5. COOLING UNIT SUPPLY
1~230 V / 250 VA
Pro 4200 and 5200 Evolution power sources have as stardard a by productive earthed outlet X16
isolated safety transformer. Procool 10 cooling unit is connected to this outlet.
6. MAINTENANCE
The amount of use and the working environment shoud be taken into consideration when
planning the frequency of maintenance of the machine. Careful use and preventive maintenance
will help to ensure trouble-free operation.
6.1. CABLES
Check the condition of welding and connection cables daily. Do not use damaged cables.
Make sure that the mains cables in use are safe and according to laid down regulations.
The repair and mounting of a mains connection cables should be carried out only by an
authorized electrician.
© COPYRIGHT KEMPPI OY
Pro 3200 Evolution, Pro 4200 Evolution, Pro 5200 Evolution/0109 – 11
Page 12

6.2. POWER SOURCE
Note! Disconnect the plug of the machine from the mains socket and wait
approx. 2 minutes (capacitor charge) before removing the cover plate.
Check at least every half year:
- Electric connectors of the machine - clean the oxidized parts and tighten the loosened ones.
- Note! You must know correction tension torques before starting the reparation of the joints.
- Clean the inner parts of the machine from dust and dirt e.g. with a soft brush and vacuum
cleaner. Also clean the ventilation net behind the front grate.
- Do not use compressed air, there is a risk that dirt is packed even more tightly into gaps
of cooling proles.
- Do not use pressure washing device.
- Only authorized electrician shall carry out repairs to the machines.
6.3. REGULAR MAINTENANCE
Kemppi Service Shops make regular maintenance according to agreement.
The major points in the maintenace procedure are listed as follows:
- Cleaning of the machine
- Checking and maintenance of the welding tools
- Checking of connectors, switches and potentiometers
- Checking of electric connections
- Meter checking
- Checking of mains cable and plug
- Damaged parts or parts in bad connection are replaced by new ones
- Maintenace testing. Operation and performance values of the machine are checked, and
adjusted when necessary by means of test equipment.
7. OPERATION DISTURBANCES
In case of problems contact the Kemppi works in Lahti, Finland, or your local Kemppi dealer.
Check the maintenace objects before the machine is sent to the Service Repair Shop.
7.1. OPERATION OF THE OVERLOAD PROTECTION
Yellow pilot lamp H12 of thermal protection is illuminated when thermostat has
operated due to overheating of machine.
The thermostat of machine will operate, if machine is continuously loaded over rated values or
cooing air circulation is blocked.
Cooling fan cools down the machine and when the pilot lamp is not illuminated the machine
is automatically ready for welding.
7.2. CONTROL FUSES
Fuse F11, 6,3 A slow-blow, on the rear wall of machine is as protection for
connection of auxiliary devices X14-15.
Voltage unit for auxiliary devices (1~230 V/240 VA) has a fuse of its own F12 1,0 A slow-blow.
Use same type and rating of fuse which is marked beside the fuse adapter.
Damage caused by a wrong type fuse is not covered by the guarantee.
12 – Pro 3200 Evolution, Pro 4200 Evolution, Pro 5200 Evolution/0109
© COPYRIGHT KEMPPI OY
Page 13

7.3. UNDER- AND OVERVOLTAGES IN THE MAINS SUPPLY
Primary circuits of machine are protected against sudden, transient overvoltages.
Machine is designed to withstand 3 x 440 V voltage continiously (see technical data). See to
it that voltage is kept within admissble limits especially when mains supply is taken e.g. from
combusition engine generator.
If the mains has undervoltage (under approx. 300 V), machine control stops to operate automatically.
7.4. LOSS OF A PHASE IN THE MAINS SUPPLY
Loss of a phase causes noticeable poorer welding properties than normally or the machine
doesn’t get started at all. Loss of a phase can be due to following:
- blowing of mains supply fuse
- defective mains cable
- bad connection of mains connection cable on terminal block or plug of machine
8. ORDERING NUMBERS
Pro 3200 Evolution 6131320
Pro 4200 Evolution 6131440
Pro 5200 Evolution 6131520
Return current cable 5 m - 50 mm2 6184511
Return current cable 5 m - 70 mm2 6184711
Cable for MMA welding 5 m - 50 mm2 6184501
Cable for MMA welding 5 m - 70 mm2 6184701
PL 6185801
PX 6185802
R10 6185409
R20 6185419
Remote controlled interconnecting cable 10 m 6185481
T10 6185231
T120 6185252
P40 6185264
P40L 6185264L
P30W 6185262
© COPYRIGHT KEMPPI OY
Pro 3200 Evolution, Pro 4200 Evolution, Pro 5200 Evolution/0109 – 13
Page 14

9. TECHNICAL DATA AND TERMS
OF GUARANTEE
9.1. TECHNICAL DATA
Pro 3200 Evolution Pro 4200 Evolution Pro 5200 Evolution
Mains voltage
3~50/60 Hz 400 V±10 % 400 V±10 % 400 V±10 %
Rated power
80 % ED 420 A / 19,7 kVA 520 A / 26,6 kVA
100 % ED 320 A / 13,3 kVA 400 A / 18,6 kVA 440 A / 20,0 kVA
Connection cable/
fuse delayed 4 x 6 S - 5 m / 25 A 4 x 6S - 5 m /35 A 4 x 6S - 5 m / 35 A
Max. welding voltage 40 0C
80 % ED 420 A / 36,8 V 520 A / 40,0 V
100 % ED 320 A / 32,8 V 400 A / 36 V 440 A / 37,6 V
Max. welding voltage 20 0C
100 % ED 320 A / 32,8 V 420 A / 36,8 V 490 A / 39,6 V
Welding current range
MMA 10 A ... 320 A 10 A ... 420 A 10 A ... 520 A
TIG 5 A ... 320 A 5 A ... 420 A 5 A ... 520 A
MIG 10 V ... 36 V 10 V ... 41 V 10 V ... 45 V
Max. welding voltage 46 V / 300 A 46 V / 400 A 50 V / 500 A
Open circuit voltage 65 V n. 65 V n. 65 V
Open circuit power < 75 W < 75 W < 75 W
Efciency
at nominal values appr. 85 % appr. 85 % appr. 85 %
Power factor
at nominal values appr. 0,93 appr. 0,93 appr. 0,93
Storage temperature
range -40 ... +60 0C -40 ... +60 0C -40 ... +60 0C
Operating
temperature range -20 ... +40 0C -20 ... +40 0C -20 ... +40 0C
Temperature class H (180 0C) / B (130 0C) H (180 0C) / B (130 0C) H (180 0C) / B (130 0C)
Degree of protection IP 23 C IP 23 C IP 23 C
Extemal dimensions
length 530 mm 530 mm 530 mm
width 230 mm 230 mm 230 mm
hight 520 mm 520 mm 520 mm
Weight 37 kg 41 kg 48 kg
Voltage supply for
auxiliary devices 50 V DC 50 V DC 50 V DC
X 14, X 15 fuse 6,3 A delayed fuse 6,3 A delayed fuse 6,3 A delayed
Voltage supply for cooling unit
PROCOOL 10 1~, 230 V / 250 VA 1~, 230 V / 250 VA 1~, 230 V / 250 VA
X 16 fuse 1,0 A delayed fuse 1,0 A delayed fuse 1,0 A delayed
14 – Pro 3200 Evolution, Pro 4200 Evolution, Pro 5200 Evolution/0109
© COPYRIGHT KEMPPI OY
Page 15

9.2. TERMS OF GUARANTEE
KEMPPI OY provides a guarantee for products manufactured and sold by them if defects in
manufacture and materials occur.Guarantee repairs must be carried out only by an Authorized
KEMPPI Service Agent. Packing, freight and insurance costs to be paid by third party. The
guarantee is effected on the day of purchase. Verbal promises which do not comply with the
terms of guarantee are not binding on guarantor.
Limitations on guarantee
The following conditions are not covered under terms of guarantee: defects due to natural
wear and tear, non-compliance with operating and maintenance instructions, connection to
incorrect or faulty supply voltage (including voltage surges outside equipment spec.), incorrect
gas pressure, overloading, transport or storage damage, re or damage due to natural causes
i.e. ligthning or ooding.
This guarantee does not cover direct or indirect travelling costs, daily allowances or accomodation.
Note: Under the terms of the guarantee, welding torches and their consumables, feed, drive
rollers and feeder guide tubes are not covered. Direct or indirect damage due to a defective
product is not covered under the guarantee. The guarantee is void if changes are made to the
product without approval of the manufacturer, or if repairs are carried out using non-approved
spare parts.
The guarantee is also void if repairs are carried out by non-authorised agents.
Guarantee period
The guarantee is valid for one year from date of purchase, provided that the machine is used
for single-shift operation.
The guarantee period for double and treble shift operation is six months and four months
respectively.
Undertaking guarantee repairs
Guarantee defects must be informed to KEMPPI or authorised KEMPPI Service Agents within
the guarantee period. Before any guarantee work is undertaken, the customer must provide proof
of purchase and serial number of the equipment in order to validate the guarantee.
The parts replaced under the terms of guarantee remain the property of KEMPPI.
Following the guarantee repair, the guarantee of the machine or equipment, repaired or replaced,
will be continued to the end of the original guarantee period.
© COPYRIGHT KEMPPI OY
Pro 3200 Evolution, Pro 4200 Evolution, Pro 5200 Evolution/0109 – 15
Page 16

KEMPPI OY
PL 13
FIN – 15801 LAHTI
FINLAND
Tel (03) 899 11
Telefax (03) 899 428
www.kemppi.com
KEMPPIKONEET OY
PL 13
FIN – 15801 LAHTI
FINLAND
Tel (03) 899 11
Telefax (03) 7348 398
e-mail: myynti.@kemppi.com
KEMPPI SVERIGE AB
Box 717
S – 194 27 UPPLANDS VÄSBY
SVERIGE
Tel (08) 59 078 300
Telefax (08) 59 082 394
e-mail: sales.se@kemppi.com
KEMPPI NORGE A/S
PB 2151 Postterminalen
N – 3103 TØNSBERG
NORGE
Tel 33 35 80 80
Telefax 33 35 80 90
e-mail: sales.no@kemppi.com
KEMPPI A/S
Literbuen 11
DK – 2740 SKOVLUNDE
DANMARK
Tel 44 941 677
Telefax 44 941 536
e-mail:sales.dk@kemppi.com
KEMPPI BENELUX B.V.
Postbus 5603
NL – 4801 EA BREDA
NEDERLAND
Tel (076) 5717 750
Telefax (076) 5716 345
e-mail: sales.nl@kemppi.com
KEMPPI (U.K) Ltd.
4-6 Sergeants Way
Elms Industrial Estate
BEDFORD, MK 41 OEH
ENGLAND
Tel (01234) 213 581
Telefax (01234) 215 128
e-mail: sales.uk@kemppi.com
KEMPPI FRANCE S.A.
S.A. au capital de 5 000 000 F.
65 Avenue de la Couronne des Prés
78681 EPONE CEDEX
FRANCE
Tel (01) 30 90 04 40
Telefax (01) 30 90 04 45
e-mail: sales.fr@kemppi.com
KEMPPI GmbH
Otto – Hahn – Straße 14
D – 35510 BUTZBACH
DEUTSCHLAND
Tel (06033) 88 020
Telefax (06033) 72 528
e-mail:sales.de@kemppi.com
KEMPPI OY
Oddzial w Polsce
Ul. Pilsudskiego 2
05091 ZA¸BKI
Poland
Mobile phone +48 601 35 2272
e-mail: jacek.rutkowski@kemppi.com
KEMPPI SWITZERLAND SA
Chemin de la Colice 4
CH-1023 Crisser/ Lausanne
SUISSE
Tel. +41 21 6373020
Telefax +41 21 6373025
mobile +41 79 6303794
e-mail: sales.ch@kemppi.com
Manager Felix Baumgartner
KEMPPI WELDING
MACHINES AUSTRALIA PTY LTD
P.O. Box 404 (2/58 Lancaster Street)
Ingleburn NSW 2565, Australia
Tel. +61-2-9605 9500
Telefax +61-2-9605 5999
mobile (Kent E.) +61 417784287
e-mail: info.au@kemppi.com
Manager Kent Eimbrodt
www.kemppi.com
Ver. 2
 Loading...
Loading...