

LU-2810, 2810-7, 2860, 2860-7,
2818-7, 2868-7
MANUAL DE INSTRUCCIONES

INDICE
1. ESPECIFICACIONES ...................................................................................................... 1
2. INSTALACIÓN .................................................................................................................4
2-1. Instalación la máquina de coser ........................................................................................................ 4
2-2. Instalación de la correa y su cubierta (LU-2810, LU-2860) ..............................................................7
2-3. Modo de ajustar la tensión de la correa (LU-2810, LU-2860) ..........................................................7
2-4. Instalación de la pantalla de aceite ...................................................................................................8
2-5. Componentes neumáticos (LU-2810-7, LU-2860-7, LU-2810-7, LU-2860-7) ................................... 8
2-6. Modo de instalar el pedestal de hilos .............................................................................................10
2-7. Instalación del pasador del guíahilos ............................................................................................. 11
3. PREPARACIÓN DE LA MÁQUINA DE COSER ............................................................ 12
3-1. Lubricacion ........................................................................................................................................ 12
3-2. Modo de colocar la aguja .................................................................................................................14
3-3. Modo de meter y de sacar la bobina ...............................................................................................15
3-4. Modo de enhebrar el gancho ...........................................................................................................15
3-5. Modo de bobinar una bobina ........................................................................................................... 16
3-6. Modo de enhebrar el cabezal de la maquina .................................................................................. 17
3-7. Cómo jar el modelo del cabezal de máquina ...............................................................................19
3-8. Ajuste del cabezal de la máquina (
LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7) ........................... 21
4. MODO DE AJUSTAR LA MÁQUINA DE COSER .........................................................23
4-1. Modo de ajustar la longitud de puntada .........................................................................................23
4-2. Tension del hilo ................................................................................................................................. 24
4-3. Muelle del tirahilo .............................................................................................................................. 25
4-4. Modo de ajustar la presion del prensatelas ...................................................................................26
4-5. Relacion de aguja a gancho ............................................................................................................. 27
4-6. Modo de ajustar el protector de aguja de gancho .........................................................................28
4-7. Modo de ajustar la palanca de abrir la cápsula de bobina ............................................................29
4-8.
Ajuste de la posición de la contracuchilla, presión de la cuchilla y presión del sujetador ........................ 30
4-9. Ajuste de puntada de condensación (LU-2818-7, LU-2868-7) ....................................................... 31
4-10. Ajuste de la magnitud del movimiento vertical alternado del prensatelas móvil y del pie
prensatelas ........................................................................................................................................32
5. OPERACIÓN DE LA MÁQUINA DE COSER ................................................................ 32
5-1. Elevador de mano .............................................................................................................................32
5-2. Modo de reposicionar el embrague de seguridad .........................................................................33
5-3. Modo de ajustar el elevador automatico del prensatelas .............................................................34
5-4. Fijación del cuadrante de ajuste del transporte .............................................................................35
5-5. Cómo modicar la máxima longitud de puntada (LU-2818-7, LU-2868-7) ...................................37
5-6.
Alineación de puntos de entrada de la aguja para puntadas de transporte normal/inverso durante
la costura de transporte inverso automático (LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7)
5-7. Interruptores de operacion (LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7) ................................39
5-8. Interruptor de rodilla ......................................................................................................................... 41
5-9. Ajuste de funciones para SC-922 (LU-2818-7, LU-2868-7) .............................................................44
........38
6. TABLA DE VELOCIDADES DE COSIDO ......................................................................45
7. POLEA DEL MOTOR Y LA CORREA-V (LU-2810, LU-2860) ...................................... 45
8. PROBLEMAS EN EL COSIDO Y MEDIDAS CORRECTIVAS ...................................... 46
i
1. ESPECIFICACIONES
No. Ítem Aplicación
1 Modelo LU-2810 LU-2860
2 Nombre de modelo Máquina pespunteadora de 1 aguja,
transporte unísono
3 Aplicación Materiales de peso liviano a pesado, tapizado de asientos de autos, muebles
4 Longitud de puntada Velocidad máx. 3.000 sti/min
"6. TABLA DE VELOCIDADES DE
(Ver
COSIDO" p.45
.)
5 Aguja GROZ-BECKERT 135 x 17 (Nm 125 a Nm 180) (Estándar: Nm 160)
6 Tamaño de hilo aplicable para
#30 a #5
cosido
7 Longitud de puntada Máx. 9 mm (transporte de avance/retroceso)
8 Disco de longitud de puntada Disco de 1 pasos
9 Elevación del prensatelas Palanca elevadora manual : 10 mm
Por elevador de rodilla : 20 mm
10 Mecanismo de ajuste de
Por disco
longitud de puntada
11 Método de ajuste de puntada
Por palanca
inversa
12 Tomahilos Tomahilos articulado
13 Carrera de barra de agujas 40 mm
14 Magnitud de movimiento
1 mm a 9 mm (Tipo ajuste de disco vertical alternado)
vertical alternado
15 Gancho Gancho de eje vertical de rotación total de 2 pliegues (tipo lengüeta)
16 Mecanismo de transporte Transporte en caja
17 Mecanismo de accionamiento
Correa sincronizadora
de transporte superior e inferior
18 Lubricación Lubricación automática por tanque de aceite (con manómetro de aceite)
19 Aceite lubricante JUKI New Defrix Oil No. 1 (equivalente a norma ISO VG7)
o JUKI MACHINE OIL No. 7
20 Dimensiones de la base 643 mm × 178 mm
21 Espacio para el brazo 347 mm × 127 mm
22 Tamaño del volante
Diámetro efectivo de la sección de la correa-V: ø76,0 mm Diámetro exterior: ø140 mm
23 Motor/Caja de control M51N 750W / SC-922A
24 Peso de cabezal de máquina 56 kg 61 kg
25 Ruido - Nivel de presión de ruido de emisión
continua equivalente (LpA) en el puesto
de trabajo:
Valor ponderado A de 83,0 dB (incluye
KpA = 2,5 dB); de acuerdo con ISO
10821-C.6.2 - ISO 11204 GR2 a 3.000
sti/min.
- Nivel de potencia acústica (LWA):
Valor ponderado A de 88,5 dB (incluye
KWA = 2,5 dB); de acuerdo con SO
10821-C.6.2 - ISO 3744 GR2 a 3.000
sti/min.
Máquina pespunteadora de 2 agujas,
transporte unísono
Velocidad máx. 2.700 sti/min
"6. TABLA DE VELOCIDADES DE
(Ver
COSIDO" p.45
.)
- Nivel de presión de ruido de emisión
continua equivalente (LpA) en el puesto
de trabajo:
Valor ponderado A de 83,0 dB (incluye
KpA = 2,5 dB); de acuerdo con ISO
10821-C.6.2 - ISO 11204 GR2 a 2.700
sti/min.
- Nivel de potencia acústica (LWA):
Valor ponderado A de 88,5 dB (incluye
KWA = 2,5 dB); de acuerdo con SO
10821-C.6.2 - ISO 3744 GR2 a 2.700
sti/min.
– 1 –
No. Ítem Aplicación
1 Modelo LU-2810-7 LU-2860-7
2 Nombre de modelo Máquina pespunteadora de 1 aguja,
transporte unísono, con cortahilos
automático
Máquina pespunteadora de 2 agujas,
transporte unísono, con cortahilos
automático
3 Aplicación Materiales de peso liviano a pesado, tapizado de asientos de autos, muebles
4 Longitud de puntada Velocidad máx. 3.000 sti/min
"6. TABLA DE VELOCIDADES DE
(Ver
COSIDO" p.45
.)
*1
Velocidad máx. 2.700 sti/min
"6. TABLA DE VELOCIDADES DE
(Ver
COSIDO" p.45
.)
*1
5 Aguja GROZ-BECKERT 135 x 17 (Nm 125 a Nm 180) (Estándar: Nm 160)
6 Tamaño de hilo aplicable para
#30 a #5
cosido
7 Tamaño de hilo aplicable para
#30 a #5
su corte
8 Longitud de puntada Máx. 9 mm (transporte de avance/retroceso)
9 Disco de longitud de puntada Disco de 2 pasos
10 Elevación del prensatelas Palanca elevadora manual : 10 mm
Elevador automático : 20 mm
11 Mecanismo de ajuste de
Por disco
longitud de puntada
12 Método de ajuste de puntada
Tipo cilindro de aire (con interruptor de transporte inverso)
inversa
13 Tomahilos Tomahilos articulado
14 Carrera de barra de agujas 40 mm
15 Magnitud de movimiento
1 mm a 9 mm (Tipo ajuste de disco vertical alternado)
vertical alternado
16 Gancho Gancho de eje vertical de rotación total de 2 pliegues (tipo lengüeta)
17 Mecanismo de transporte Transporte en caja
18 Mecanismo de accionamiento
Correa sincronizadora
de transporte superior e inferior
19 Método de corte de hilo Tipo tijera accionada por leva
20 Lubricación Lubricación automática por tanque de aceite (con manómetro de aceite)
21 Aceite lubricante JUKI New Defrix Oil No. 1 (equivalente a norma ISO VG7)
o JUKI MACHINE OIL No. 7
22 Dimensiones de la base 643 mm × 178 mm
23 Espacio para el brazo 347 mm × 127 mm
24 Tamaño del volante Diámetro exterior: ø123 mm
25 Motor/Caja de control SC-922B
26 Peso de cabezal de máquina 61 kg 66 kg
27 Consumo nominal de energía
180VA 110VA
eléctrica
28 Ruido - Nivel de presión de ruido de emisión
continua equivalente (LpA) en el puesto
de trabajo:
Valor ponderado A de 83,0 dB (incluye
KpA = 2,5 dB); de acuerdo con ISO
10821-C.6.2 - ISO 11204 GR2 a 3.000
sti/min.
- Nivel de potencia acústica (LWA):
Valor ponderado A de 88,5 dB (incluye
KWA = 2,5 dB); de acuerdo con SO
10821-C.6.2 - ISO 3744 GR2 a 3.000
sti/min.
- Nivel de presión de ruido de emisión
continua equivalente (LpA) en el puesto
de trabajo:
Valor ponderado A de 83,0 dB (incluye
KpA = 2,5 dB); de acuerdo con ISO
10821-C.6.2 - ISO 11204 GR2 a 2.700
sti/min.
- Nivel de potencia acústica (LWA):
Valor ponderado A de 88,5 dB (incluye
KWA = 2,5 dB); de acuerdo con SO
10821-C.6.2 - ISO 3744 GR2 a 2.700
sti/min.
*1 Se lleva a cabo automáticamente el ajuste de velocidad en conformidad con la cantidad de movimiento vertical
alternativo del pie móvil y del pie prensatela.
– 2 –
No. Ítem Aplicación
1 Modelo LU-2818-7 LU-2868-7
2 Nombre de modelo Máquina pespunteadora de 1 aguja,
transporte unísono, con cortahilos
automático (con gancho de eje vertical
de 2,7 pliegues / tipo paso largo)
Máquina pespunteadora de 2 agujas,
transporte unísono, con cortahilos
automático (con gancho de eje vertical
de 2,7 pliegues / tipo paso largo)
3 Aplicación Materiales de peso liviano a pesado, tapizado de asientos de autos, muebles
4 Longitud de puntada Velocidad máx. 3.000 sti/min
"6. TABLA DE VELOCIDADES DE
(Ver
COSIDO" p.45
.)
*1
Velocidad máx. 2.700 sti/min
"6. TABLA DE VELOCIDADES DE
(Ver
COSIDO" p.45
.)
*1
5 Aguja GROZ-BECKERT 135 x 17 (Nm 125 a Nm 180) (Estándar: Nm 160)
6 Tamaño de hilo aplicable para
#30 a #5
cosido
7 Tamaño de hilo aplicable para su
#30 a #5
corte
8 Longitud de puntada Máx. 12 mm (transporte de avance/retroceso)
9 Disco de longitud de puntada Disco de 2 pasos
10 Elevación del prensatelas Palanca elevadora manual : 10 mm
Elevador automático : 20 mm
11 Mecanismo de ajuste de longitud
Por disco
de puntada
12 Método de ajuste de puntada
Tipo cilindro de aire (con interruptor de transporte inverso)
inversa
13 Tomahilos Tomahilos articulado
14 Carrera de barra de agujas 40 mm
15 Magnitud de movimiento vertical
1 mm a 9 mm (Tipo ajuste de disco vertical alternado)
alternado
16 Gancho Gancho de eje vertical de rotación total de 2,7 pliegues (tipo lengüeta)
17 Mecanismo de transporte Transporte en caja
18 Mecanismo de accionamiento de
Correa sincronizadora
transporte superior e inferior
19 Método de corte de hilo Tipo tijera accionada por leva
20 Lubricación Lubricación automática por tanque de aceite (con manómetro de aceite)
21 Aceite lubricante JUKI New Defrix Oil No. 1 (equivalente a norma ISO VG7)
o JUKI MACHINE OIL No. 7
22 Dimensiones de la base 643 mm × 178 mm
23 Espacio para el brazo 347 mm × 127 mm
24 Tamaño del volante Diámetro exterior: ø123 mm
25 Motor/Caja de control SC-922B
26 Peso de cabezal de máquina 66 kg 68,5 kg
27 Consumo nominal de energía
120 VA 110 VA
eléctrica
28 Ruido - Nivel de presión de ruido de emisión
continua equivalente (LpA) en el puesto
de trabajo:
Valor ponderado A de 84,0 dB (incluye
KpA = 2,5 dB); de acuerdo con ISO
10821-C.6.2 - ISO 11204 GR2 a 2.750
sti/min.
- Nivel de potencia acústica (LWA):
Valor ponderado A de 84,0 dB (incluye
KWA = 2,5 dB); de acuerdo con SO
10821-C.6.2 - ISO 3744 GR2 a 3.000
sti/min.
- Nivel de presión de ruido de emisión
continua equivalente (LpA) en el puesto
de trabajo:
Valor ponderado A de 84,0 dB (incluye
KpA = 2,5 dB); de acuerdo con ISO
10821-C.6.2 - ISO 11204 GR2 a 2.600
sti/min.
- Nivel de potencia acústica (LWA):
Valor ponderado A de 84,0 dB (incluye
KWA = 2,5 dB); de acuerdo con SO
10821-C.6.2 - ISO 3744 GR2 a 2.700
sti/min.
*1 Se lleva a cabo automáticamente el ajuste de velocidad en conformidad con la cantidad de movimiento vertical
alternativo del pie móvil y del pie prensatela.
– 3 –
2. INSTALACIÓN
2-1. Instalación la máquina de coser
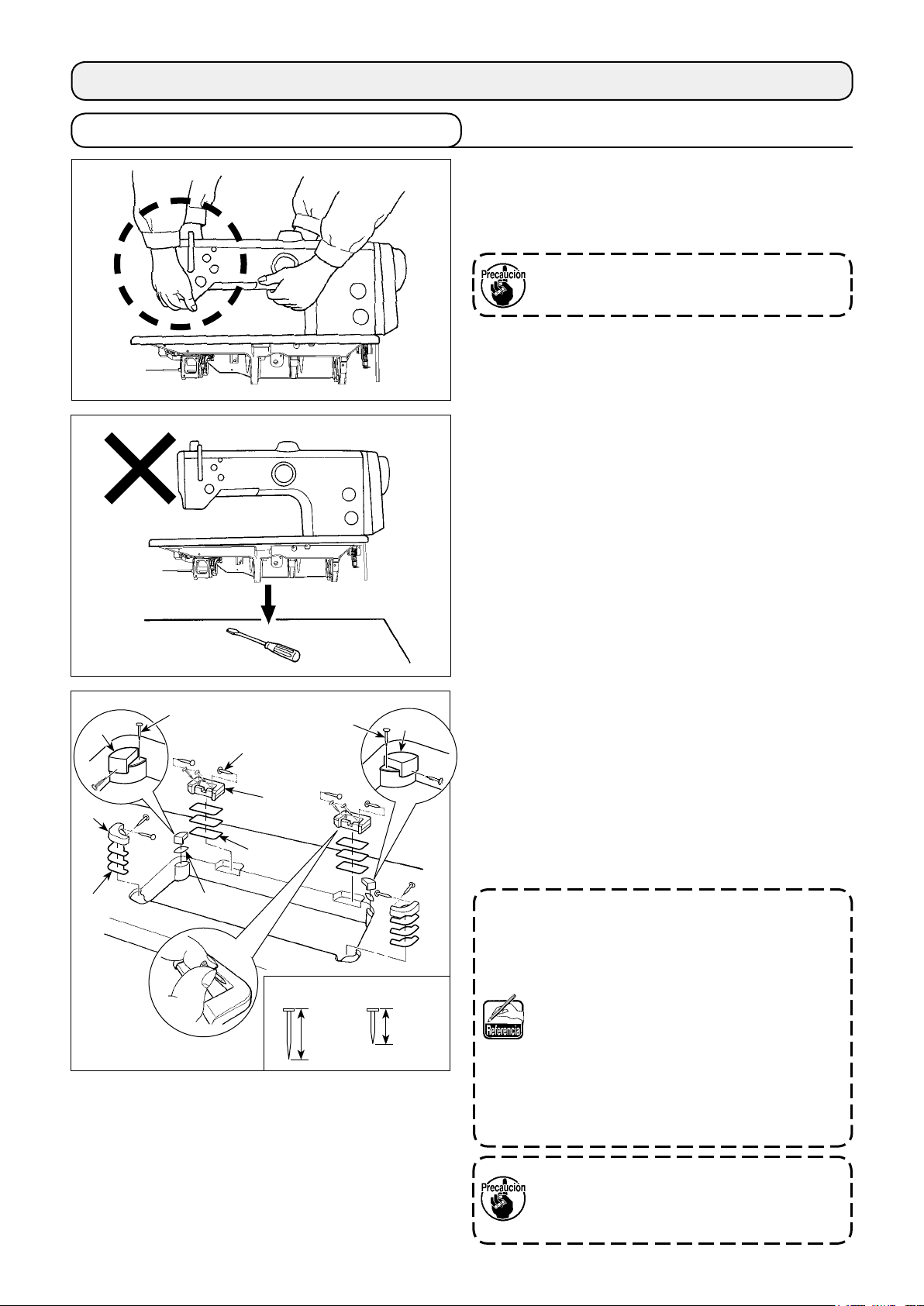
1) Para prevenir posibles accidentes causados por
la caída de la máquina de coser, el trabajo lo
deben realizar dos personas o más cuando se
cambia de lugar la máquina de coser.
No la sostenga por la polea ni la palanca de
transporte inverso.
2) No poner artículos salientes como destornillador y semejantes en el lugar onde se va colocar
la máquina de coser.
❸
❷
Hoja B
❺
Hoja C
❹
Hoja A
❶
❹
25 mm
❺
❺
❸
19 mm
3) Modo de colocar los asientos de bisagra y las
gomas de soporte del cabezal de la máquina
Coloque las hojas A y B (estándar: tres piezas)
y C (estándar: una pieza) entre el asiento ❶
de la bisagra y las gomas de apoyo ❷ y ❸ del
cabezal de la máquina. Luego, fíjelas a la mesa
con el clavo.
Utilice el clavo ❺ para la hoja C. Utilice el clavo
para las demás hojas.
❹
Se proveen dos diferentes de gomas de apoyo
del cabezal de la máquina; es decir, la goma
❸
para la derecha y la goma para la izquierda.
Asegúrese de comprobar los tipos de las gomas
de apoyo antes de jarlas.
Las hojas A y B (ocho piezas cada una) y
hojas C (cuatro piezas) se suministran con
la máquina como accesorios.
Con respecto a las hojas A y B, deben utilizarse tres hojas como estándar para cada
posición de montaje. Con respecto a la hoja
C, debe utilizarse una hoja como estándar.
(Estado que se muestra en la figura de la
izquierda.)
Las hojas A, B y C se utilizan para ajustar la
altura de la supercie superior de la base.
Utilice una hoja más para aumentar la altura, o utilice sólo una hoja para disminuirla.
– 4 –
Asegúrese de utilizar el clavo corto ❺ para
la hoja C. Si se utiliza el clavo largo ❹, la
punta del clavo puede penetrar la mesa, lo
que constituye un riesgo de lesiones.
Lado de la
operadora
❺
Alineación
Mesa
Alineación
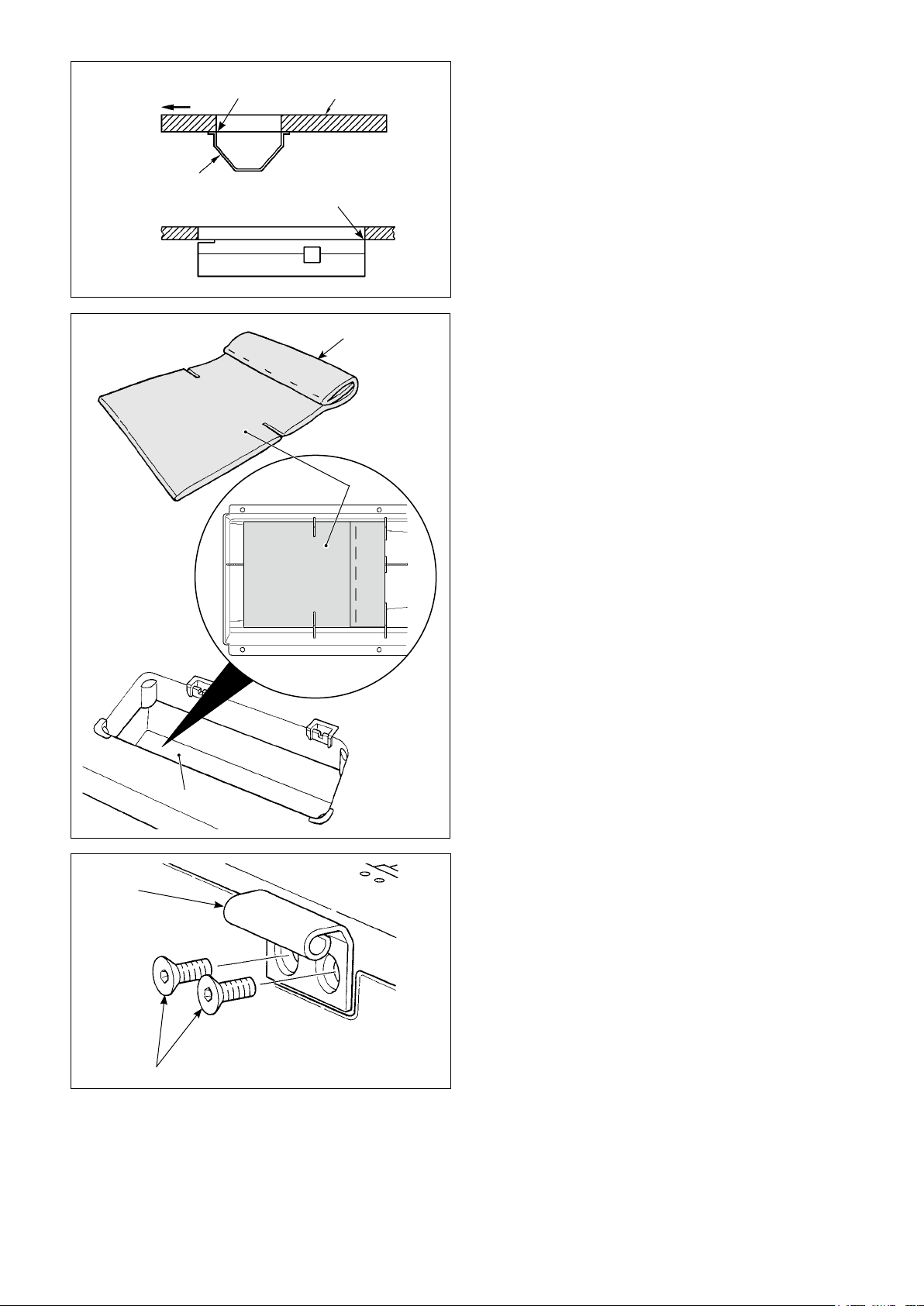
4) Modo de colocar el colector del aceite
Fije a la mesa el colector de aceite ❺ que se
suministra con la máquina, ajustando para ello
los diez tornillos de rosca para madera.
Supercie superior
Parte multicapa
❻
5) Instale un ltro ❻ en el colector de aceite ❺,
tal como se muestra en la gura.
Instale el ltro ❻ de modo que su parte multi-
capa quede en el lado derecho, visto desde la
posición del instalador.
❼
❽
❺
6) Instale la bisagra ❼ sobre la base con el tornillo
. Acople la bisagra con la bisagra de goma
❽
de la mesa. Luego, coloque el cabezal de máquina sobre la goma de apoyo del cabezal de
máquina.
– 5 –
❾
❺
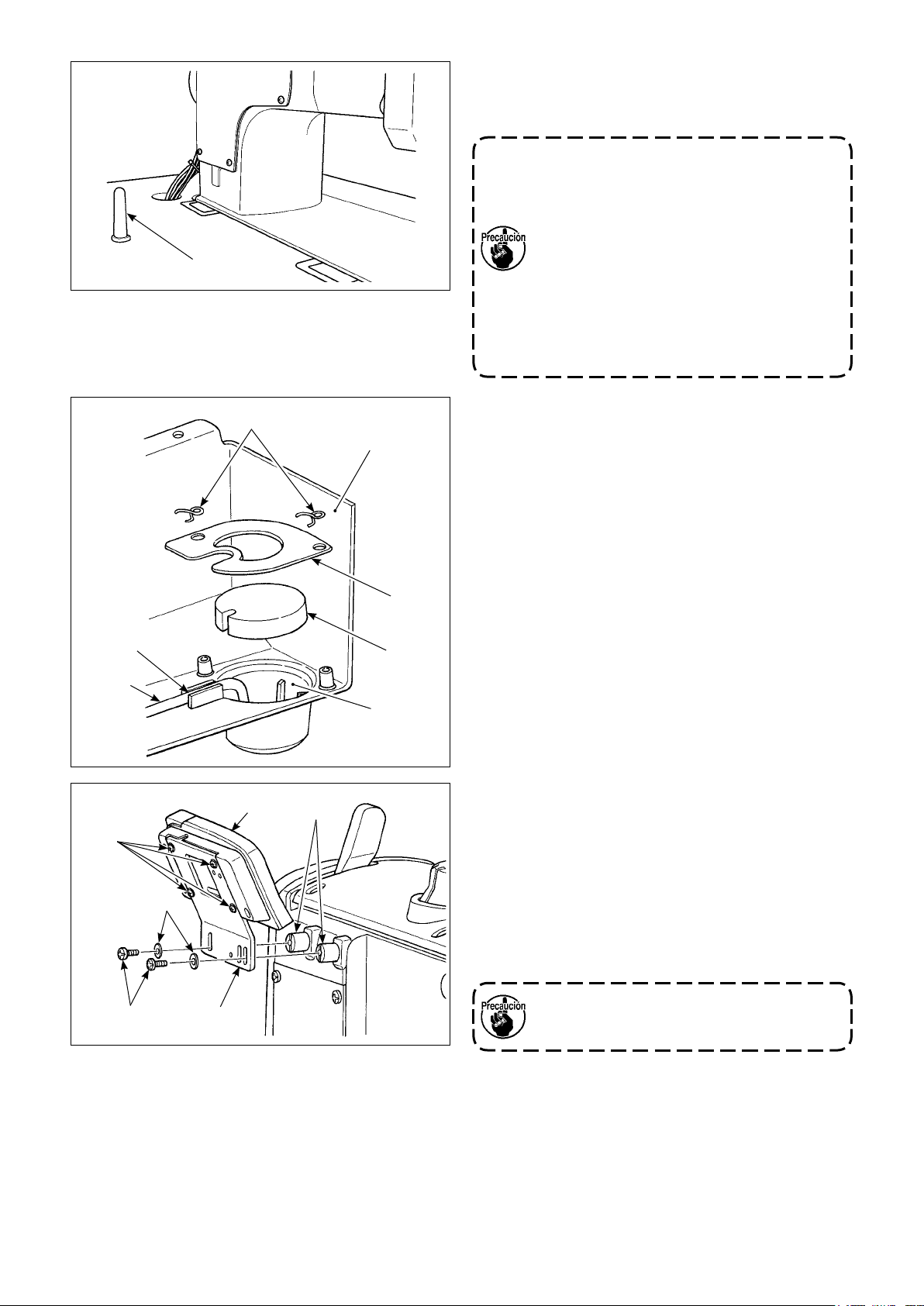
7) Fije rmemente la varilla de soporte ❾ del ca-
bezal hasta que su aleta quede estrechamente
presionada contra la mesa.
Cuando sea realmente necesario ejecutar el
trabajo de mantenimiento y reparación con
la varilla de soporte del cabezal de la máquina retirada, es necesario realizar el trabajo
con dos o más personas.
En caso de que el cabezal de la máquina se
incline más de lo necesario, puede haber
fuga de aceite desde el oricio de aceite del
tanque de aceite. Por lo tanto, es necesario
drenar el aceite del tanque de aceite antes
de inclinar el cabezal de la máquina.
8) Coloque el tubo de reujo en el depósito de
aceite A del colector de aceite ❺. Fije el tubo
en la ranura .
9) Fije el ltro y la abrazadera del ltro con el
herraje .
A
10) Instale sobre el bastidor los espaciadores que
se suministran con el cabezal de la máquina.
11) Instale la ménsula sobre el panel CP con
los tornillos que se suministran con el panel.
12) Instale la ménsula sobre el espaciador
con los tornillos que se suministra con el cabezal de la máquina, y las arandelas que se
suministran con el panel.
No utilice los tornillos que se suministran
con el panel en lugar de los tornillos que
se suministran con el cabezal de la máquina.
* Tornillo accesorio suministrado con el cabe-
zal de la máquina: Diámetro de rosca M5; longitud: 8 mm
– 6 –
2-2. Instalación de la correa y su cubierta (LU-2810, LU-2860)
AVISO :
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de
coser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
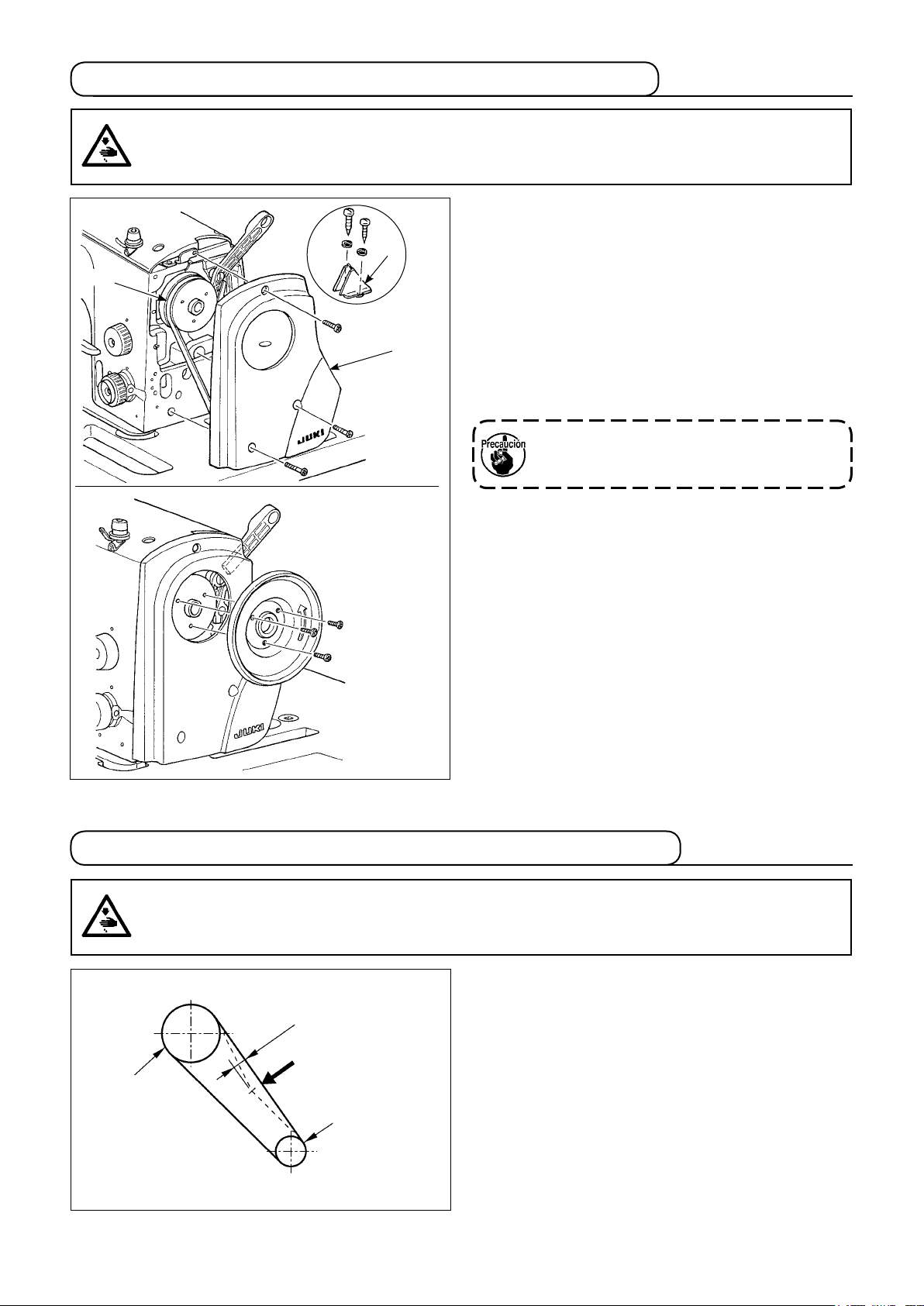
(Procedimiento de instalación)
1) Coloque la correa-V sobre la polea de la máqui-
❷
correa-V
❶
na de coser.
2) Instale la cubierta ❶ de la correa sobre el brazo
de la máquina.
3) Instale la cubierta B ❷ de la correa sobre la
mesa.
4) Instale la sección de manija de la polea con el
tornillo.
Cuando se utiliza la máquina de coser, deben colocarse las cubiertas ❶ y ❷ indefectiblemente.
2-3. Modo de ajustar la tensión de la correa (LU-2810, LU-2860)
AVISO :
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de
coser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
Ajuste la tensión de la correa con la altura del motor
de modo que la correa haga una comba de 15 mm
15mm
9,8N
Volante
Polea del motor
cuando se aplique al centro de la correa en V una
carga de 9,8N.
– 7 –
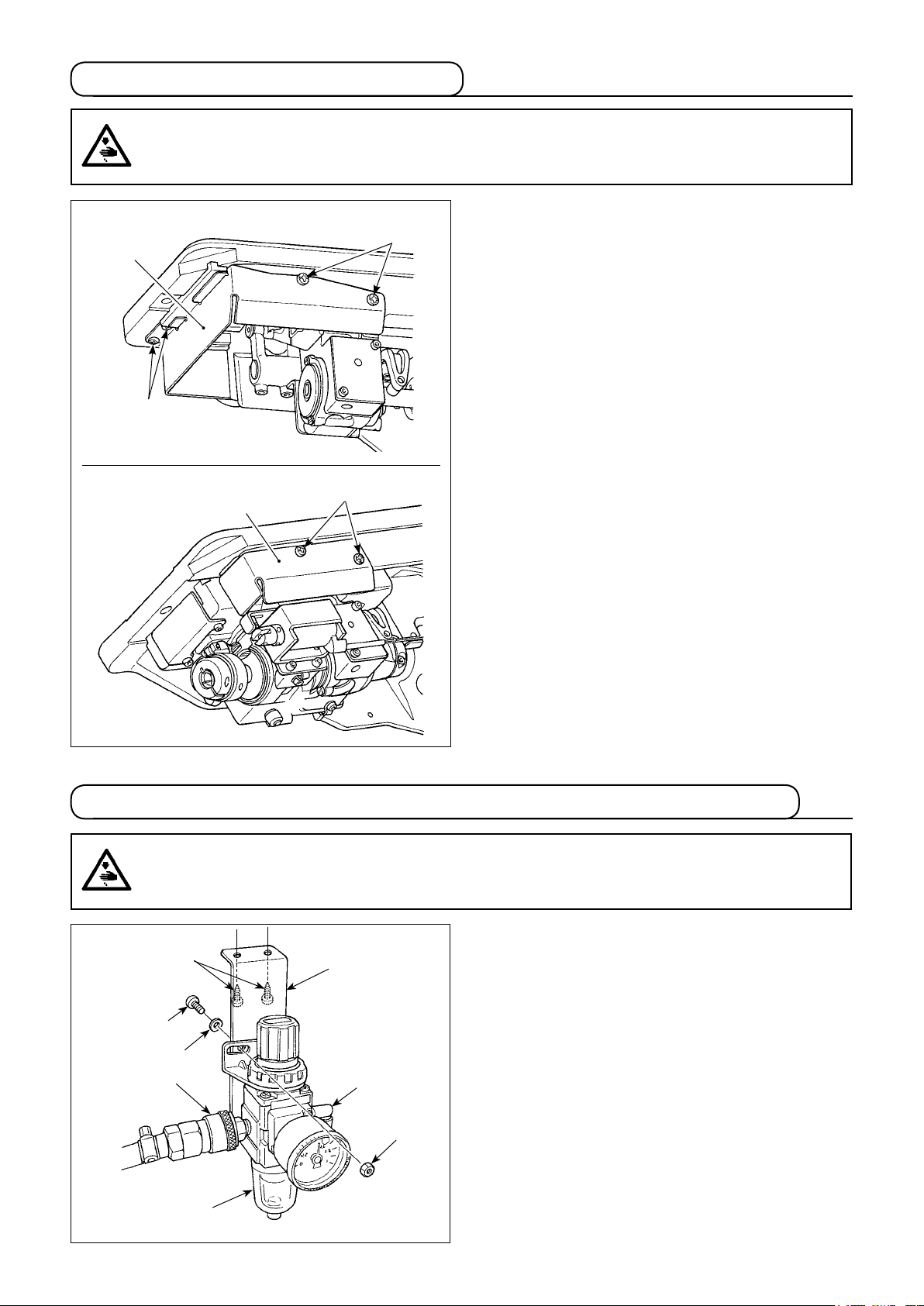
2-4. Instalación de la pantalla de aceite
AVISO :
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de
coser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
LU-2810, LU-2810-7, LU-2818-7
❶
❷
LU-2860, LU-2860-7, LU-2868-7
❶
❷
❷
Instale sobre el bastidor la pantalla de aceite ❶,
que se suministra con la unidad, utilizando para ello
los tornillos ❷.
2-5. Componentes neumáticos (LU-2810-7, LU-2860-7, LU-2810-7, LU-2860-7)
AVISO :
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de
coser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
(1) Instalación del regulador
❷
❼
❸
❽
❺
❻
❹
❶
1) Instale el (cjto.) regulador ❶ sobre la caja de
montaje ❺ con el tornillo ❷, arandela de resorte ❸ y tuerca ❹, que se suministran con la
unidad.
2) Instale los acoplamientos ❻ y ❼ sobre el regulador ❶.
3) Instale la placa de montaje ❺ en la cara inferior
de la mesa con los tornillos accesorios ❽ que
se suministran con la placa.
4) Conecte al acoplamiento ❻ el tubo de aire de
ø6 proveniente de la máquina de coser.
– 8 –
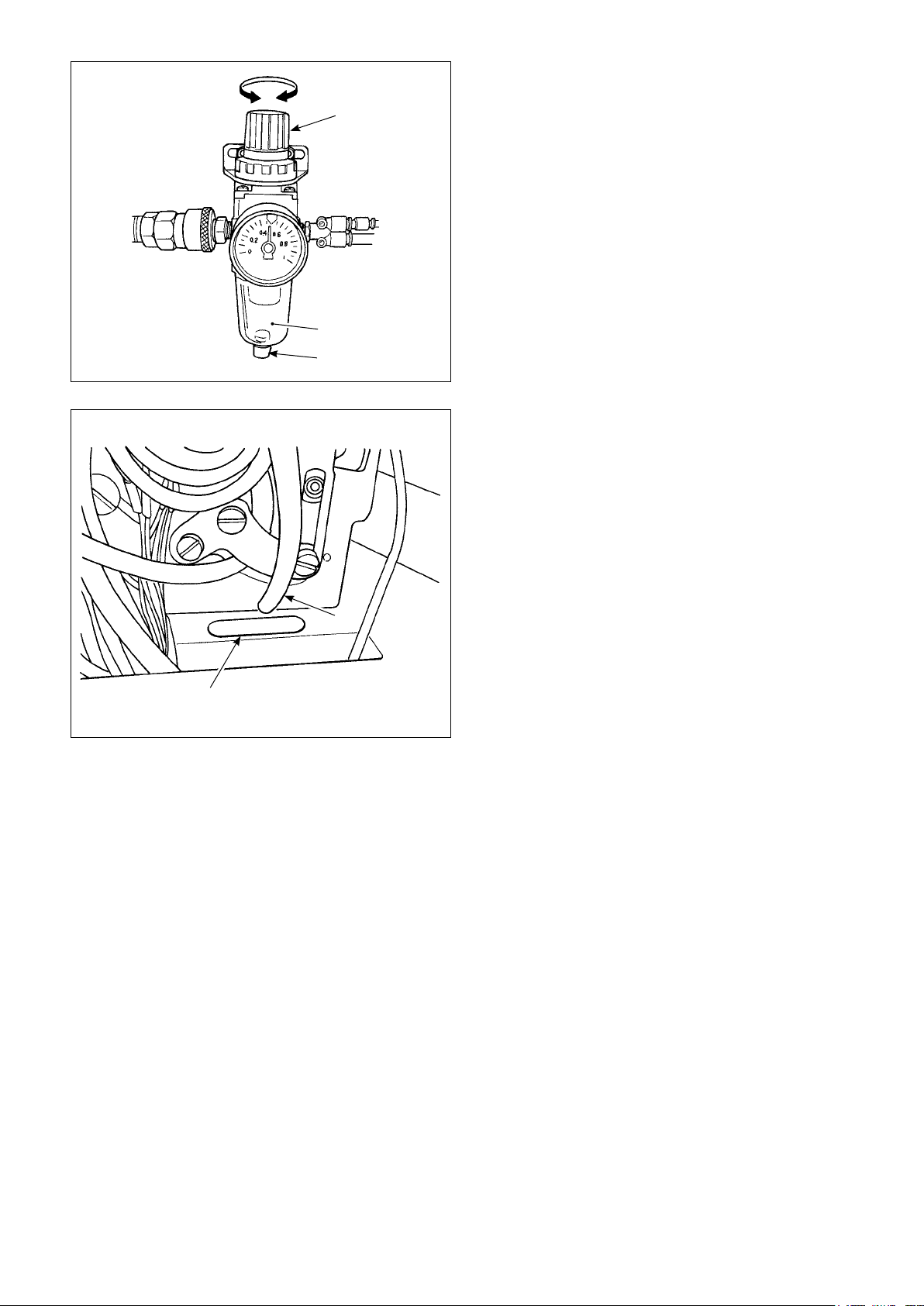
Disminuir Aumentar
❶
A
❷
(2) Modo de regular la presión de aire
1) La presión del aire operacional es de 0,5 a 0,55
MPa.
Regule la presión del aire con la perilla ❶ regu-
ladora de presión de aire del regulador del ltro.
2) En caso de que se observe acumulación de ui-
do en la sección A del regulador del ltro, gire
el grifo de drenaje ❷ para drenar el uido.
(3) Tubo de escape
Haga pasar a través del agujero ❷ en la mesa
el tubo de escape de ø8 ❶ proveniente de la
máquina de coser.
En caso de alta humedad, es posible que uya
agua desde el tubo de escape.
❷
❶
– 9 –
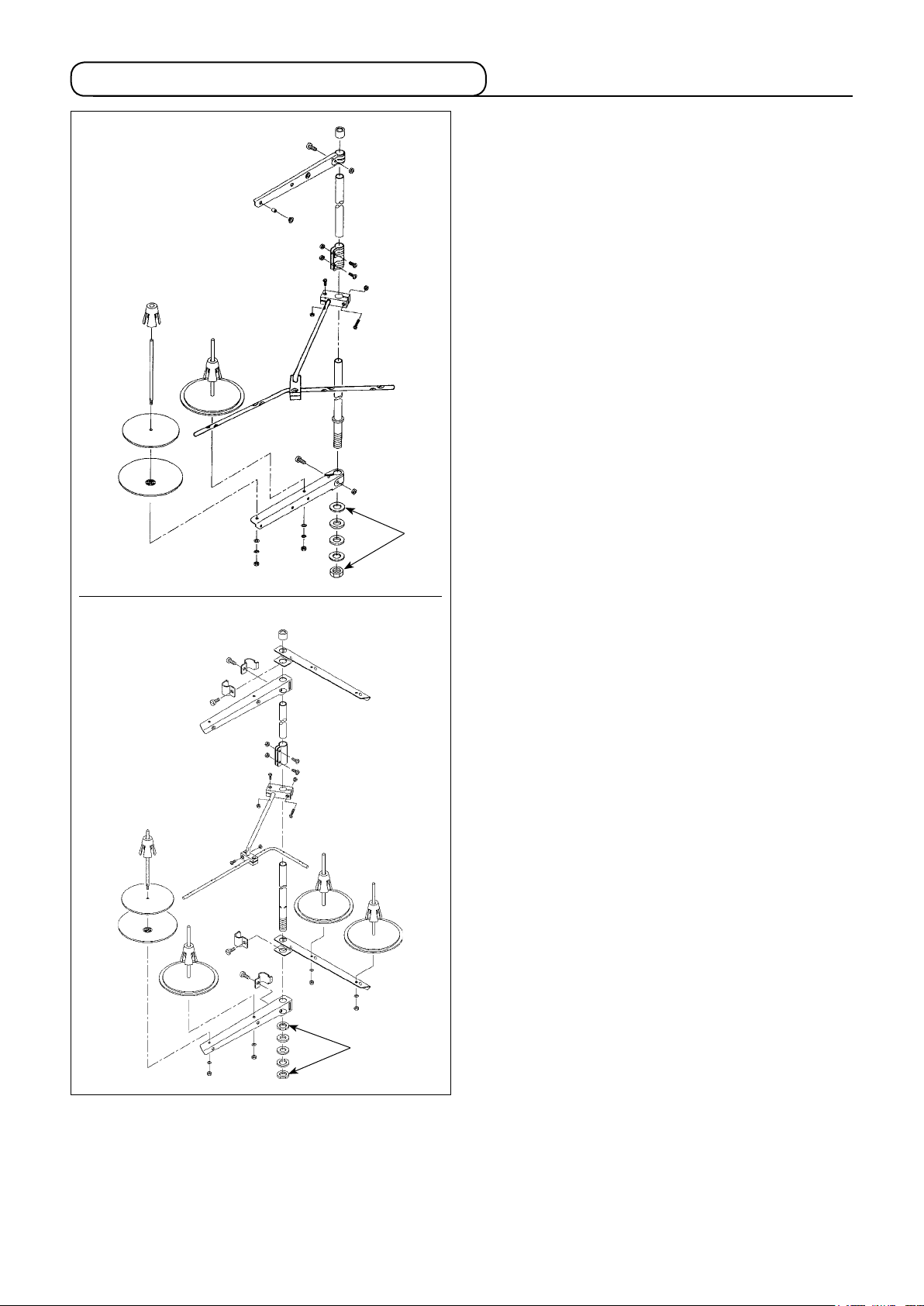
2-6. Modo de instalar el pedestal de hilos
LU-2810, LU-2810-7,
LU-2818-7
Ensanble el pedestal de hilos, colóquelo sobre la
mesa usando eI agujero de instalación en la mesa y
apriete con cuidado la tuerca ❶.
❶
LU-2860, LU-2860-7,
LU-2868-7
❶
– 10 –
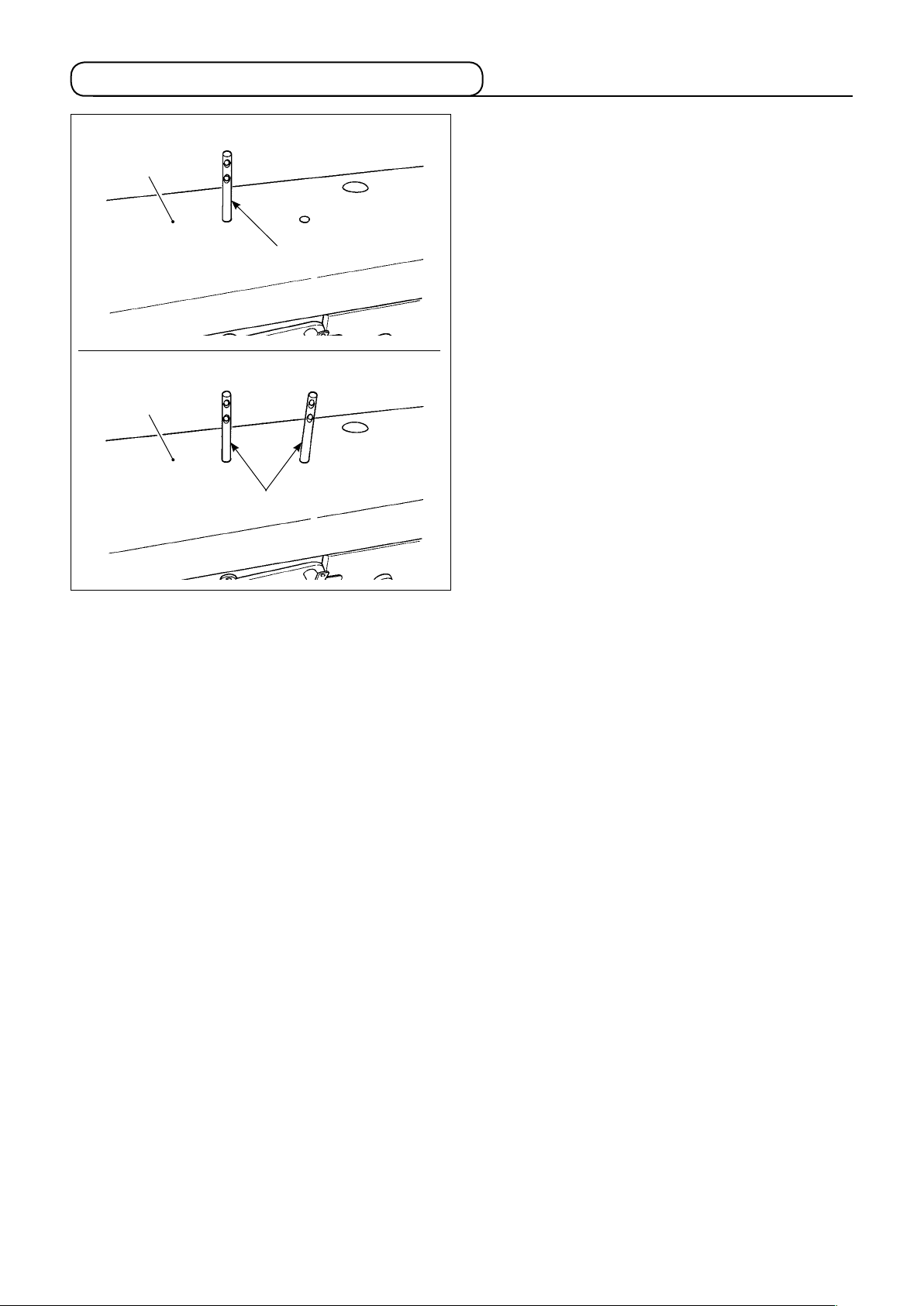
2-7. Instalación del pasador del guíahilos
LU-2810, LU-2810-7, LU-2818-7
❷
LU-2860, LU-2860-7, LU-2868-7
❷
❶
❶
Inserte el pasador ❶ del guíahilos de la aguja en su
correspondiente agujero en la cubierta superior ❷.
LU-2810, LU-2810-7, LU-2818-7:
・
Pasador de guíahilos de una aguja
LU-2860, LU-2860-7, LU-2868-7:
・
Pasadores de guíahilos de dos agujas
– 11 –
3. PREPARACIÓN DE LA MÁQUINA DE COSER
3-1. Lubricacion
AVISO :
1. No conecte el enchufe eléctrico hasta que se haya completado la lubricación para evitar accidentes
causados por un arranque brusco de la máquina de coser.
2. Para evitar inamaciones o erupciones, lávese inmediatamente las partes afectadas si han llegado
salpicaduras a los ojos o a otras partes del cuerpo.
3. Si por equivocación traga aceite, pueden producirse vómitos o diarreas. Ponga el aceite en un lugar
inaccesible a los niños.
LU-2810, LU-2810-7
LU-2860, LU-2860-7
❶
LU-2818-7, LU-2868-7
C
C
❷
A
B
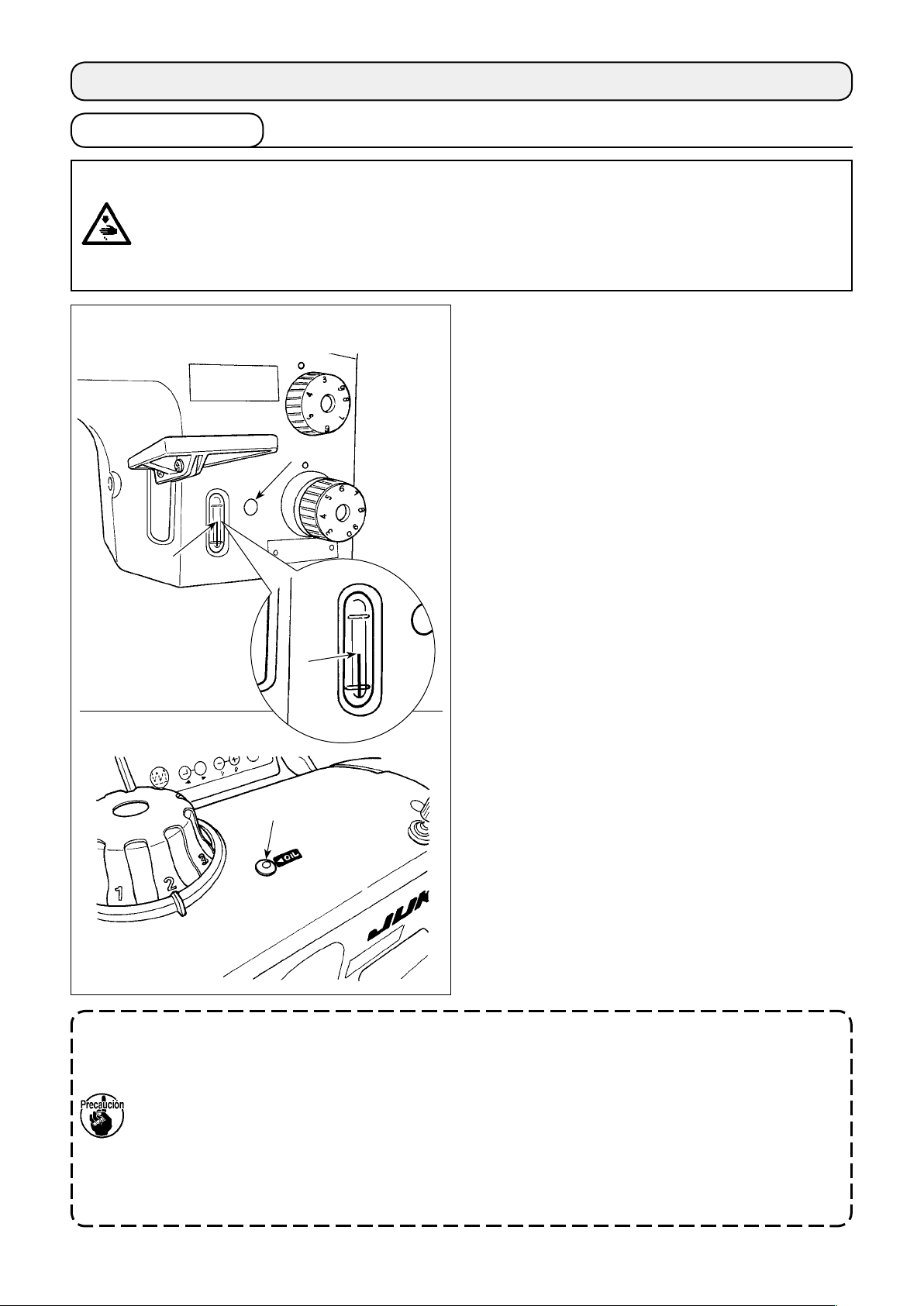
■ Procedimiento de lubricación
Llene el tanque con aceite antes de operar la máquina de coser.
1) Llene el tanque de aceite con el aceite JUKI
NEW DEFRIX OIL No. 1 (Pieza No.: MDFRX1600C0) o aceite JUKI MACHINE OIL #7
(Pieza No.: MML007600CA), utilizando la aceitera que se suministra con la máquina de coser
desde la sección C.
2) Rellene el tanque del aceite con aceite nuevo
hasta el extremo tope de la varilla ❷ indicadora
de cantidad de aceite quede entre la línea demarcadora superior
grabada
inferior de la ventanilla ❶ indicado-
B
y la línea demarcadora
A
ra de cantidad de aceite.
Si llena excesivamente, el aceite se saldrá por
el agujero ventilador del aire en el tanque del
aceite o no se podrá lubricar adecuadamente.
Además, cuando el aceite se llena con mucha
presión, puede desbordarse del agujero de
lubricación. Por lo tanto, tenga cuidado.
3) Cuando opere su máquina de coser, rellene
aceite si el extremo superior de la varilla ❷
indicadora de cantidad de aceite baja hasta la
línea demarcadora inferior grabada B que se
observa por la ventanilla ❶ de inspección de
cantidad de aceite.
1. Al utilizar una máquina de coser nueva por primera vez o una máquina que ha estado en desuso
por tiempo prolongado, hágala funcionar a una velocidad de cosido de 1.000/sti/min o menos, y
compruebe la cantidad de aceite en el gancho antes de su uso. Si la cantidad de aceite en el gan-
cho es insuciente, para ajustarla a la cantidad adecuada, gire el tornillo de ajuste de cantidad de
aceite en el sentido inverso a las manecillas del reloj hasta asegurarse de que la cantidad de aceite
en el gancho sea la adecuada. (Consulte "■ Ajuste de la cantidad de aceite en el gancho" p.13.)
2. En cuanto al aceite para la lubricación del gancho compre el aceite JUKI NEW DEFRIX OIL No. 1
(Pieza No.: MDFRX1600C0) o aceite JUKI MACHINE OIL #7 (Pieza No.: MML007600CA).
3. Asegúrese de realizar la lubricación con aceite limpio.
– 12 –

❷
❸
❶
■ Limpieza del ltro de aceite
1) Aoje la placa de jación ❶ del lado de contraujo. Retire la junta (cjto.) ❷ de ltro de aceite
del lado de contraujo.
2) Limpie los ltros ❸, ❹ y ❺ y el depósito de
aceite ❻ del colector de aceite.
Asegúrese de limpiar el depósito de acei-
te del colector de aceite y la caja del ltro
aproximadamente una vez al mes.
Si el ltro se obstruye con suciedad, falla la
lubricación y se producen problemas.
❹
❺
Una hoja de
papel
❻
■ Ajuste de la cantidad de aceite en el gancho
LU-2810, LU-2810-7, LU-2818-7
1) Retire el casquete de goma ❶.
2) Aoje la tuerca ❷ y gire el tornillo ❸ de ajuste
de cantidad de aceite para regular la cantidad
de aceite en el gancho. Girando el tornillo hacia
la derecha A disminuirá la cantidad de aceite
en el gancho o aumentará girándolo hacia la
izquierda B.
3) La cantidad de aceite adecuada se sabe colocando una hoja de papel cerca de la periferia
❷
A
❸
❶
del gancho, de modo que el aceite salpicará
desde el gancho siendo visible en unos cinco
minutos como se muestra en la gura de la
izquierda.
B
En caso de que la cantidad de aceite en el
gancho no se pueda ajustar a la cantidad
apropiada, su ajuste debe efectuarse aflojando la tuerca ❹ y girando el tornillo de
ajuste ❺ de cantidad de aceite. Para aumentar la cantidad de aceite en el gancho,
el tornillo de ajuste de cantidad de aceite
se debe girar en el sentido opuesto a las
❹
❺
D
C
manecillas del reloj (C); y para disminuirla,
dicho tornillo se debe girar en el sentido de
las manecillas del reloj (D).
Asimismo, compruebe para asegurarse de
que haya suministro de aceite al gancho a
la velocidad de cosido de 1.000 sti/min.
– 13 –

❶
Una hoja
de papel
A
3-2. Modo de colocar la aguja
LU-2860, LU-2860-7, LU-2868-7
❷
1) Ajuste el tablero de distribución ❶ para
ajustar la cantidad de aceite en el gancho
izquierdo o el tablero de distribución ❷ para
ajustar la cantidad de aceite en el gancho
derecho, tal como se indica a continuación.
2) Aoje la tuerca ❸ y gire el tornillo ❹ de
ajuste de cantidad de aceite para regular la
cantidad de aceite en el gancho. Girando
el tornillo hacia la derecha A disminuirá la
cantidad de aceite en el gancho o aumentará girándolo hacia la izquierda B.
3) La cantidad de aceite adecuada se sabe
colocando una hoja de papel cerca de la
❸
periferia del gancho, de modo que el aceite
salpicará desde el gancho siendo visible en
unos cinco minutos como se muestra en la
❹
B
❺
❻
D
C
gura de la izquierda.
En caso de que la cantidad de aceite en el gancho no se pueda ajustar
a la cantidad apropiada, su ajuste
debe efectuarse aojando la tuerca
y girando el tornillo de ajuste ❻
❺
de cantidad de aceite. Para aumentar la cantidad de aceite en el gancho, el tornillo de ajuste de cantidad
de aceite se debe girar en el sentido
opuesto a las manecillas del reloj
(C); y para disminuirla, dicho tornillo se debe girar en el sentido de las
manecillas del reloj (D).
Asimismo, compruebe para asegurarse de que haya suministro de
aceite al gancho a la velocidad de
cosido de 1.000 sti/min.
AVISO :
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de
coser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
LU-2810, LU-2810-7, LU-2818-7
❷
❶
Ranura larga
LU-2860, LU-2860-7, LU-2868-7
❷
❶
❷
❶
Ranura larga
Posicione el interrruptor en "OFF".
Use agujas 135 X 17.
1) Gire el volante para llevar la aguja a la posición
más alta de su recorrido.
2) Aoje el tornillo sujetador ❷ de la aguja. Sos-
tenga la aguja de modo que su ranura larga ❶
mire directamente a la derecha para LU-2810,
-2810-7 y -2818-7, y de modo que la ranura
larga en cada una de las dos agujas mire hacia
adentro para LU-2860, -2860-7 y -2868-7.
3) Empuje la aguja ❶ metiéndola en el agujero
todo lo que pueda entrar.
4) Apriete con seguridad el tornillo ❷ sujetador de
la aguja.
Al efectuar el reemplazo de la aguja, chequee
la separación entre la aguja y la punta de la
hoja del gancho. (Reérase a las secciones
"4-5. Relacion de aguja a gancho" p.27 Y
"4-6. Modo de ajustar el protector de aguja
de gancho" p.28.)
Si no queda separación, se dañará la aguja
y el gancho.
– 14 –

3-3. Modo de meter y de sacar la bobina
AVISO :
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de
coser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
❶
3-4. Modo de enhebrar el gancho
1) Levante el cerrojo ❶ del gancho, y saque la
bobina.
2) Meta la bobina en el eje del gancho correctamente y suelte el cerrojo.
1. No permita que la máquina marche en
vacío con la bobina (hilo de la bobina). El
hilo de la bobina se engancha en el gancho y, como resultado, puede dañarse el
gancho.
2. Tenga cuidado para no lastimarse con el
extremo superior de la contracuchilla.
AVISO :
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de
coser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
LU-2810, LU-2860
❷
❶
LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7
1) Pase el hilo por la trayectoria del hilo ❶ en el
gancho interior y el agujero ❷ del hilo en la
palanca, y extraiga lentamente el hilo. Ahora, el
hilo pasa por debajo del muelle tensor.
2) Cerciórese de que la bobina gira en la dirección
de la echa cuando usted saca el hilo.
1) Pase el hilo por la trayectoria ❶ del hilo en el
gancho interior y entre el abridor ❷ y el gancho interior, y ahora extraiga lentamente el hilo.
Ahora, el hilo pasa por debajo el muelle tensor.
2) Cerciórese de que la bobina gira en la dirección
de la echa cuando usted saca el hilo.
❷
❶
– 15 –

3-5. Modo de bobinar una bobina
❻
❹
❼
❸
❶
❷
1) Haga pasar el hilo a través de las secciones ❶
y ❹ en orden numérico.
2) Enhebre el hilo hasta que alcance la raíz del
sujetahilo ❺ de la bobina. Luego, corte el hilo.
(El extremo del hilo debe quedar retenido bajo
el sujetahilo del enlazador.)
3) Coloque la bobina en el eje ❻ del devanador.
4) Pulse la palanca ❼ de la bobinadora en la di-
rección indicada por la echa.
5) Cuando se arranca la máquina de coser, la bobina girará para que el hilo se bobine automáticamente en la misma.
6) Cuando se llena la bobina, la palanca de la bobinadora suelta automáticamente la bobina y se
para la bobinadora.
1. La cantidad de bobinado del hilo de
bobina se ajusta aojando el tornillo de
jación ❽. La cantidad de bobina del
hilo de bobina se incrementa moviendo la
palanca ❼ del bobinador hacia arriba.
2. Si el hilo se desprende del controlador
de tensión del hilo, bobine el hilo en el
guíahilos intermedio en una vuelta.
❽
❺
1. Esta es una bobinadora de tipo de un
toque. Cuando la bobina se encuentra
completamente bobinada con hilo, el sujetahilo ❺ de la bobina retorna automáticamente a su posición inicial.
2. Para interrumpir el bobinado antes de que
la bobina esté completamente bobinada
con el hilo, gire el volante, mientras eleva
ligeramente la palanca ❼ de la bobinadora, para que el sujetahilo ❺ de la bobina
vuelva a su posición inicial.
3. Si el hilo no se enhebra hasta la raíz del
sujetahilo de la bobina, el hilo se desliza
de la bobina al inicio del bobinado.
– 16 –

3-6. Modo de enhebrar el cabezal de la maquina
[LU-2810, 2810-7, 2818-7]
AVISO :
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de
coser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
❷
❶
❾
❽
❼
❸
❹
❺
❻
❸
❹
❺
❻
❼
Enhebre eI cabezal de la maquina siguiendo
eI orden que se iIustra en Ia gura.
* Enhebre el hilo por el lado derecho de la
guía del hilo .
LU-2810-7
LU-2818-7
1. El guíahilos es necesario para evitar que el hilo se salga del ojo de la aguja al ejecutar el corte de
hilo en una posición fuera del material.
2. Si ocurre una falla de enredo de hilos al inicio del cosido desde el borde del material, el hilo debe
retirarse de la ubicación en que está sujetado con el resorte del guíahilos o, de lo contrario, el
guíahilos debe reemplazarse con otro nuevo. El guíahilos de reemplazo se encuentra disponible
por separado.
Número de pieza del guíahilos de reemplazo: 40084142
LU-2810
– 17 –

[LU-2860, 2860-7, 2868-7]
AVISO :
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de
coser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
Hilo de aguja del
lado izquierdo
Hilo de aguja del
lado derecho
❾
❷
❽
❼
❻
❸
❺
❹
❺
❻
❶
❹
❸
❶
❸
❹
❺
❻
❼
Enhebre eI cabezal de la maquina siguien-
LU-2860-7
LU-2868-7
1. El guíahilos es necesario para evitar que el hilo se salga del ojo de la aguja al ejecutar el corte de
hilo en una posición fuera del material.
2. Si ocurre una falla de enredo de hilos al inicio del cosido desde el borde del material, el hilo debe
retirarse de la ubicación en que está sujetado con el resorte del guíahilos o, de lo contrario, el
guíahilos debe reemplazarse con otro nuevo. El guíahilos de reemplazo se encuentra disponible
por separado.
Número de pieza del guíahilos de reemplazo: 40084142
LU-2860
do eI orden que se iIustra en Ia gura.
– 18 –

3-7. Cómo jar el modelo del cabezal de máquina
CP-18
•
1) Visualice en la pantalla la Fijación de
función No. 95 haciendo referencia a
“III-6. Fijación de funciones de SC922” del Manual de Instrucciones
de SC-922
.
❺❹❸
❻
2) El tipo de cabezal de máquina puede
seleccionarse pulsando el interruptor
❺ (interruptor ❻).
Seleccione el modelo del cabezal de
la máquina de acuerdo con la tabla
indicada a continuación.
Modelo Indicación
❺❹❸
❻
LU-2810 LU81
LU-2860 LU86
LU-2810-7 L81d
LU-2860-7 L86d
LU-2818-7 L81L
LU-2868-7 L86L
3) Después de seleccionar el tipo de
cabezal de máquina, cuando se pulsa
el interruptor ❸ (interruptor
), el procedimiento prosigue con
❹
94 ó 96, y el display automáticamente
cambia a los parámetros de la conguración correspondiente al tipo de
cabezal de máquina.
❺❹❸
❻
4) Desconecte la corriente eléctrica.
– 19 –

CP-180
•
❶
1) Consulte
"18. INTERRUPTOR DE FIJACIÓN
DE FUNCIONES", del Manual de Instrucciones de CP-180
, y traiga a la pantalla la jación
de función No. 95 .
2) El tipo de cabezal de máquina se puede seleccionar pulsando el interruptor ❶.
Seleccione el modelo del cabezal de la máquina
de acuerdo con la tabla indicada a continuación.
Modelo Indicación
LU-2810 LU81
LU-2860 LU86
LU-2810-7 L81d
LU-2860-7 L86d
LU-2818-7 L81L
LU-2868-7 L86L
3) Después de seleccionar el tipo de cabezal de
máquina, cuando se pulsa el interruptor ❷, el
paso continúa con 96 ó 94, y el display automáticamente se inicializa con el contenido de
la jación correspondiente al tipo de cabezal de
máquina.
❷
4) Desconecte la corriente eléctrica.
– 20 –

3-8. Ajuste del cabezal de la máquina (
CP-18
•
A
LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7)
1) Pulsando simultáneamente el inte-
rruptor ❹ y el interruptor ❺,
active (ON) el interruptor de la alimentación eléctrica.
2) se visualiza A en el indicador y
el modo cambia al modo de ajuste.
❸
❽
❺❹
❻
B
3) Gire con la mano la polea del cabezal
de la máquina hasta que se detecte la
señal de referencia del eje principal. En
este momento, el grado del ángulo de
la señal de referencia del eje principal
se visualiza en el indicador B.
(El valor es de referencia.)
❺❹❸
❻
4) En este estado, alinee uno de los puntos demarcadores ❼ de la polea con
la línea demarcadora ❽ de la cubierta
de la polea, tal como se muestra en la
❼
gura.
5) Pulse el interruptor ❻ para nalizar
el trabajo de ajuste.
(El valor es de referencia.)
6) Desconecte la corriente eléctrica.
❺❹❸
Para comprobar el resultado del ajuste, ajuste la “Fijación de función № 90; Función de movimiento
inicial de la máquina de coser a “1: Operación inicial - La máquina de coser se detiene con su aguja
arriba”. Luego, compruebe si el punto demarcador ❼ se encuentra alineado con la línea demarcadora
. Si no están alineados, realice el ajuste nuevamente.
❽
Después de comprobar el resultado del ajuste, reponga la función № 90 a su estado previo. (Su valor inicial es “2. Operación inicial: La máquina de coser gira en dirección inversa y se detiene con su
aguja arriba”.) Para el procedimiento de ajuste de funciones, consulte “III-6. Cómo ajustar las funciones de SC-922” en el Manual de Instrucciones de SC-922.
❻
– 21 –

CP-180
•
1) Pulsando simultáneamente el interruptor ❶ y el
interruptor ❷, active (ON) el interruptor de la
corriente eléctrica.
❷❶
❽
BA
2) Se visualiza
en el indicador A, y el modo
cambia al modo de ajuste.
3) Gire con la mano la polea del cabezal de la
máquina hasta que se detecte la señal de referencia del eje principal. En este momento, el
grado del ángulo de la señal de referencia del
eje principal se visualiza en el indicador B.
(El valor es el valor de referencia.)
4) En este estado, alinee uno de los puntos de-
marcadores ❼ de la polea con la línea demarcadora ❽ de la cubierta de la polea, tal como
se muestra en la gura.
❼
❹
5) Pulse el interruptor ❹ para nalizar el trabajo
de ajuste.
(El valor es el valor de referencia.)
6) Desconecte la corriente eléctrica.
Para comprobar el resultado del ajuste,
ajuste la “Fijación de función № 90; Función de movimiento inicial de la máquina de
coser a “1: Operación inicial - La máquina
de coser se detiene con su aguja arriba”.
Luego, compruebe si el punto demarcador
se encuentra alineado con la línea demar-
❼
cadora ❽. Si no están alineados, realice el
ajuste nuevamente.
Después de comprobar el resultado del
ajuste, reponga la función № 90 a su estado
previo. (Su valor inicial es “2. Operación inicial: La máquina de coser gira en dirección
inversa y se detiene con su aguja arriba”.)
Para el procedimiento de ajuste de funciones,
consulte “18. Cómo ajustar las funciones” en
el Manual de Instrucciones de CP-180.
– 22 –

4. MODO DE AJUSTAR LA MÁQUINA DE COSER
4-1. Modo de ajustar la longitud de puntada
Gire el cuadrante de ajuste ❶ del transporte están-
❸
❹
❷
dar y el cuadrante de ajuste ❷ del transporte 2P,
para alinear el número deseado con el punto demarcador ❸ en el cuadrante de la máquina.
❺
❸
❶
(1) Pespunte de transporte inverso.
1) Presione la palanca ❹ controladora de trans-
porte inverso.
2)
Las puntadas de transporte inverso se hacen en
tanto que usted mantenga presionada la palanca.
3) Suelte el interruptor, y la máquina de coser ope-
rará en la dirección de transporte normal.
(2) Pespunte de transporte inverso a simple tac-
to manual
1) Pulse el interruptor ❺ a simple tacto.
2)
Las puntadas de transporte inverso se hacen en
tanto que usted manenga presionada la palanca.
3) Deje libre el interruptor, y la máquina operará
en la dirección de tansporte normal.
(3) Cambio alternativo del paso de puntada (LU-
2810-7, -2860-7, -2818-7 y LU-2868-7)
1) Pulse el interruptor ❻ de cambio alternativo del
paso de puntada, para cambiar alternativamente la longitud de puntada a aquella correspondiente a la marca de la escala en el cuadrante
de ajuste del transporte 2P. (Se enciende el
LED del interruptor.)
❻
1. Ajuste el cuadrante de ajuste ❷ del transporte 2P a un valor menor que aquel ajustado para el cuadrante de ajuste ❶ del transporte estándar.
2. Ajuste el cuadrante de ajuste del transporte 2P cuando el interruptor de cambio alternativo del paso
de puntada se encuentra desactivado (OFF).
3. (LU-2810-7, LU-2860-7)
Para la alineación 0 (cero) del cuadrante de 2P, se utiliza una marca de escala en el cuadrante de ajus-
te del transporte 2P menor que 3 (en que el cuadrante es detenido por el retén del cuadrante). No se
pueden utilizar marcas de escala menores de 3.
4. (LU-2818-7, LU-2868-7)
En caso de que el disco de puntada estándar ❶ se ha ajustado a un valor de paso pequeño, mueva
la palanca ❹ de control del transporte hacia arriba y abajo varias veces antes de iniciar el cosido.
Para detalles del dispositivo 2P, consulte "5-7. Interruptores de operacion (LU-2810-7, LU-2860-7, LU-
2818-7, LU-2868-7)" p.39.
– 23 –

4-2. Tension del hilo
(1) Modo de ajustar la tensión del hilo de aguja
B A
1) Gire la tuerca Nº 1 ❶ tensora del hilo hacia la
C
D
❶
derecha A para acortar la longitud del hilo remanente después de cortado el hilo. Gire la tuerca
hacia la izquierda B para alargar la longitud.
❷
2) Gire la tuerca de tensión de hilo Nº 2 ❷ hacia la
derecha C para aumentar la tensión de hilo de
aguja, o hacia la izquierda D para disminuirla.
Aplique la misma tensión a las dos tuercas
de tensión de hilo No. 2.
En caso de que no se pueda incrementar la
longitud del hilo remanente en la punta de
la aguja, reemplace el resorte del controlador de tensión No. 1 con 22945505, que está
disponible por separado.
AVISO :
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de
coser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
(2) Modo de regular la tensión del hilo de
bobína
Gire el tornillo ❸ de ajuste de tensión hacia la derecha A para aumentar la tensión del hilo de bobina, o
hacia la izquierda B para disminuirla.
A
❸
B
– 24 –

4-3. Muelle del tirahilo
❹
❶
❷
(1) Cuando usted quiera cambiar Ia recorrido
deI muelle
1) Aoje el tornillo ❷. Ajuste el muelle tira-hilo ❶
moviéndolo en la hendija.
2) Aoje el tornillo ❹. Ajuste el muelle tira-hilo ❸
moviendo la placa de ajuste ❺ del muelle tira-hilo a lo largo de la base ❻ del muelle tira-hilo.
* Los modelos LU-2810, -2810-7 y -2818-7 no
tienen el muelle tira-hilo ❸.
❸
❺
❶
❸
❾
❽
❻
❼
(2) Cuando usted quiera cambiar Ia tensión
deI muelle
1) Para ajustar la tensión del muelle tira-hilo ❶,
aoje la tuerca ❼ primero. Luego, gire el eje ❽
del muelle en el sentido opuesto a las manecillas del reloj para aumentar la tensión o en el
sentido de las manecillas del reloj para disminuirla.
Tras el ajuste, je el espárrago apretando la
tuerca ❼.
2) Para modicar la tensión del muelle tira-hilo ❸,
aoje el tornillo ❾ primero. Luego, gire la tuerca
en el sentido opuesto a las manecillas del
reloj para aumentar la tensión o en el sentido
de las manecillas del reloj para disminuirla.
Tras el ajuste, je la tuerca apretando el tornillo ❾.
Disminuir
Aumentar
* Los modelos LU-2810, -2810-7 y -2818-7 no
tienen el muelle tira-hilo ❸.
– 25 –

4-4. Modo de ajustar la presion del prensatelas
Gire el cuadrante ❶ regulador de presión del mue-
B
A
lle hacia la derecha A para aumentar la presión del
prensatelas o hacia la izquierda B para disminuirla.
A
❶
Cerciórese de opera su máquina de coser
con la presión del prensatelas al mínimo en
tanto que el prensatelas mantenga sujeto el
material.
La gama ajustable se extiende de 38mm a 60 mm,
que representa la distancia desde la supercie superior A del brazo hasta el cuadrante regulador ❶ del
resorte prensatelas.
El valor estándar al momento del embarque es de
47mm.
– 26 –

4-5. Relacion de aguja a gancho
AVISO :
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de
coser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
❷
❶
1,5 mm
2,3 mm
Collarín jador
del eje impulsor
del gancho
El collarín
jador del eje impulsor
del gancho se alinea con
la cara extrema del eje
impulsor D del gancho.
Eje impulsor D del gancho
❸
Gancho
izquierdo
0,05 a 0,1 mm
Eje impulsor C del
gancho
Gancho
derecho
❹
Collarín jador
del eje impulsor
del gancho
❸
❺
El collarín jador del eje impulsor del
gancho se alinea con la cara extrema
del eje impulsor C del gancho.
1) Ajuste a “0” el cuadrante de ajuste de trasporte estándar.
(Precaución 1)
2) Aoje el tornillo ❸ sujetador del collarín jador del eje impulsor del gancho, y gire el volante hacia la
izquierda para que la barra de aguja suba 2,3 mm desde la posición más baja de su recorrido.
3) En el estado descrito en 2). alinee la punta ❶ de la hoja del gancho con el centro de la aguja ❷, y
apriete el tornillo ❸ sujetador del collarín jador del eje impulsor del gancho. En este momento, se provee una separación de 1,5 mm entre la punta de la hoja del gancho y el extremo superior del ojal de la
aguja. (El collarín de jación del eje impulsor del gancho debe quedar al ras con las caras de extremo C
y D del eje impulsor del gancho.)
4) Aoje los tornillos de jación ❹ y ❺ de la silleta del eje impulsor del gancho en la supercie superior de
la base. Ajuste la separación entre el lo de la hoja del gancho y la aguja dentro de la gama de 0,05 a 0,1
mm, moviendo la silleta del eje impulsor del gancho a la derecha o izquierda para cambiar su posición.
Luego, apriete los tornillos de jación ❹ y ❺.
5) Alinee la marca de escala más grande del cuadrante de ajuste del transporte estándar con el punto de-
marcador en el brazo de la máquina. Compruebe para asegurarse de que el lo de la hoja del gancho
no entre en contacto con la aguja.
1. En caso de que ocurran saltos de puntada y roturas de hilo cuando se utiliza un hilo elástico, tal
como vinilón, ajuste la sincronización del gancho de acuerdo con el paso utilizado para el cosido.
2. El panel de operación podría tocar el pedestal de hilos cuando se inclina el cabezal de la máquina.
Para proteger la piezas relevantes contra contacto, desplace el pedestal de hilos a una posición en
la que el estante de hilos no interera con el panel de control.
[Solamente para LU-2810-7, LU-2860-7, LU-2818-7 y LU-2868-7]
Para comprobar la posición de la barra de agujas según lo descrito en el paso 2) anterior [es decir, “... la
barra de agujas asciende en 2,3 mm desde la posición más baja de su carrera”], se puede utilizar el display del ángulo de rotación del eje principal en el “modo de ajuste del cabezal de la máquina”de SC-922.
En el “modo de ajuste del cabezal de la máquina”, aumente en 25 grados de un ángulo el valor numérico visualizado cuando la barra de agujas se encuentra en la posición más baja de su carrera; la
barra de agujas se eleva en 2,3 mm.
(Cuando la barra de agujas asciende en 2,3 mm desde la posición más baja de su carrera, el ángulo
de rotación del eje principal es de 25 grados de un ángulo.)
* En caso de ajustar la relación de aguja a gancho bajo el “modo de ajuste del cabezal de la máqui-
na”, no presione el interruptor . Para el modo de ajuste del cabezal de la máquina, consulte “II-10.
Ajuste del cabezal de la máquina” en el Manual de Instrucciones de SC-922.
– 27 –

4-6. Modo de ajustar el protector de aguja de gancho
AVISO :
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de
coser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
Cuando se ha reemplazado el gancho, cerciórese
de comprobar la posición del protector de la aguja
del gancho.
Como posición estándar del protector de la aguja del
gancho, el protector ❷ de la aguja del gancho, deberá empujar la cara lateral de la aguja ❶ para desviar la aguja de 0,05 a 0,2 mm de su posición recta.
Si el estado del gancho no es como se muestra arriba, inserte la llave hexagonal ❹ en ❸ del tornillo
de ajuste del guarda-agujas y haga el ajuste de la
siguiente manera:
1) Para doblar el guarda-agujas del gancho en la
dirección a, gire el tornillo de ajuste del guarda-agujas en dirección A.
2) Para doblar el guarda-agujas del gancho en la
dirección b, gire el tornillo de ajuste del guarda-agujas en dirección B.
3) En el paso nal del procedimiento, ajuste debidamente la separación entre la aguja y el gancho.
0,05 0,2 mm
❶
❷
❹
B
a
b
A
❸
– 28 –

4-7. Modo de ajustar la palanca de abrir la cápsula de bobina
AVISO :
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de
coser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
LU-2810, LU-2810-7
1) Gire el volante de mano en la dirección de rotación normal hasta que la palanca de apertura
del portabobinas se posicione en la posición
❶
más cercana al gancho interior ❷.
2) Gire el gancho interior ❷ en dirección de la
echa hasta que el retén ❸ quede presionado
contra las hendiduras en la placa de agujas ❹.
3) Aoje el tornillo de jación ❺ de la manivela del
abridor. Ajuste la separación entre la palanca de
apertura del portabobinas y parte saliente A del
gancho interior a un valor de 0,7 a 0,9 mm.
Apriete el tornillo de jación ❺ mientras pre-
siona el codo ❻ de la palanca de abertura del
portabobina.
❹
❶
LU-2810, 2810-7, 2818-7
0,7 - 0,9 mm
LU-2860, 2860-7, 2868-7
0,9 - 1,1 mm
❸
A
❷
LU-2810, 2810-7
LU-2860, 2860-7, 2818-7, 2868-7
❻
❺
LU-2860, LU-2860-7, LU-2818-7, LU-2868-7
1) Gire el volante de mano en la dirección de rotación normal hasta que la palanca de apertura
del portabobinas se posicione en la posición
❶
más cercana al gancho interior ❷.
2) Gire el gancho interior ❷ en dirección de la
echa hasta que el retén ❸ quede presionado
contra las hendiduras en la placa de agujas ❹.
3) Aoje los tornillos de jación ❼ del manguito de
la palanca de apertura del portabobinas. Ajuste la separación entre la palanca de apertura
del portabobinas y parte saliente A del gancho
interior a un valor de 0,9 a 1,1 mm, para los modelos LU-2860, -2860-7 y 2868-7, o de 0,7 a 0,9
mm para el modelo LU-2818-7. Apriete los torni-
llos de jación ❼ presionando simultáneamen-
te la palanca de apertura ❶ del portabobinas
hacia abajo y presionando el manguito ❽ de
la palanca de sujeción del portabobinas hacia
arriba.
❽
❼
– 29 –

4-8.
Ajuste de la posición de la contracuchilla, presión de la cuchilla y presión del sujetador
AVISO :
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de
coser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
LU-2810-7, LU-2860-7 LU-2818-7, LU-2868-7
3,7 ± 0,1 mm
❸
❼
❹
Golpear
3,7 ± 0,1 mm
❶
❸
❼
Golpear
❹
❶
37 ± 0,1 mm
34,5 ± 0,1 mm
❻
❻
❺
❷
1,2 - 1,5 mm
Comienza a desarrollarse la presión de la cuchilla
LU-2810-7:
6 - 7 mm
LU-2860-7:
8 - 9 mm
8
-
9 mm
❺
❷
1,2 - 1,5 mm
Comienza a desarrollarse la presión de la cuchilla
1) Mueva con la mano la cuchilla móvil hasta su extremo del recorrido de avance.
• Modo de ajustar la contracuchilla
2) Aoje los tornillos de jación ❶ de la base de la contracuchilla. Ajuste la posición de la contracuchilla
de modo que el extremo superior de la contracuchilla quede espaciado de 1,2 a 1,5 mm de la cara
❸
de extremo de la placa de agujas en función de la dirección lateral, y de modo que quede presionado
contra la sección escalonada de la silleta del eje impulsor del gancho en función de la dirección longitu-
dinal. Luego, apriete los tornillos de jación ❶.
Aoje los tornillos de jación ❼ de la contracuchilla. Ajuste la distancia entre la placa de montaje de la co-
rredera de la base y la punta de la contracuchilla a 37 ± 0,1mm para los modelos LU-2810-7 y LU-2860-7,
o 34,5 ± 0,1mm para los modelos LU-2818-7 y LU-2868-7. Luego, apriete los tornillos de jación ❼.
• Modo de ajustar la presión de la cuchilla
3) Aoje el tornillo ❷ en la cuchilla móvil.
Gire el volante para mover la cuchilla móvil y ajuste la presión de la cuchilla.
Como ajuste estándar, la presión de la cuchilla debe aplicarse desde el momento en que la distancia
desde el extremo superior de la cuchilla móvil hasta el extremo superior de la contracuchilla sea de 6 a
7 mm para el modelo LU-2810-7, o de 8 a 9 mm para los modelos LU-2860-7, -2818-7 y -2868-7.
1. Ajuste la presión de la cuchilla de tal modo que el resorte sujetador ❹ no toque la cuchilla en movimiento ❺ (para no causar la presión del sujetador).
2. Tenga cuidado para evitar sufrir lesiones a causa de la cuchilla móvil ❺, contracuchilla ❸, lo de
hoja del gancho, etc.
• Ajuste de la presión del sujetador
4) Para ajustar la presión del sujetador, primero aoje el tornillo de jación ❻ del resorte sujetador. Ajuste
la posición lateral del resorte sujetador de modo que quede una separación de 3,7 ± 0,1 mm entre el
resorte sujetador ❹ y la contracuchilla ❸. Luego, ajuste la posición longitudinal del resorte sujetador
apretando el tornillo de jación ❻ con el resorte sujetador presionado contra la sección escalonada de
la base de la contracuchilla.
Compruebe para asegurarse de que la presión del sujetador se aplica cuando la cuchilla móvil ❺ se
desplaza hacia su extremo trasero.
– 30 –

4-9. Ajuste de puntada de condensación (LU-2818-7, LU-2868-7)
AVISO :
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de
coser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
1) Ajuste la placa ❺ del disco de puntada a la
magnitud de condensación deseada.
(Paso 2 en caso de que la magnitud de conden-
sación sea 2 mm)
❹
❷
❶
❸
Contacto
❺
❻
Aoje el tornillo ❶ de la ménsula del brazo de
la puntada de condensación.
2) Empuje el cilindro de condensación ❹ en la
dirección (hacia arriba) indicada por la echa.
En este punto, empuje con la mano hacia abajo
la palanca de control ❻ del transporte inverso
para que la máquina de coser pase al estado de
costura de transporte inverso. En este estado,
apriete el tornillo de sujeción ❶ de la manivela
de condensación en la posición en que el extremo superior de la ranura en el eslabón ❷ entre
en contacto con el tornillo de bisagra ❸.
Si la magnitud de la condensación es excesivamente pequeña, el material se puede
rasgar, dependiendo del tipo de costura,
y causar el salto de puntadas. Esto puede
causar una falla de corte de hilo.
– 31 –

4-10. Ajuste de la magnitud del movimiento vertical alternado del prensatelas
móvil y del pie prensatelas
Ajuste la magnitud del movimiento vertical alternado
del prensatelas móvil y del pie prensatelas mediante
❶
❸
❷
el cuadrante ❶. Gire el cuadrante en el sentido de
las manecillas del reloj para aumentar la magnitud
del movimiento vertical del prensatelas móvil y del
pie prensatelas, o en el sentido opuesto a las manecillas del reloj para disminuirla.
Con excepción de la máquina de coser tipo calibre
europeo de 1 agua, la magnitud del movimiento vertical alternado del prensatelas móvil y del pie prensatelas se encuentra limitada en fábrica a 6,5 mm al
momento del embarque.
Para cancelar la restricción de la magnitud del movimiento vertical alternado del prensatelas móvil y del
pie prensatelas, retire la cubierta superior, afloje los
tornillos de jación ❷ y mueva el retén ❸ a la derecha.
Para liberar el retén mediante el calibre estándar, el pie prensatelas podría interferir
con el prensatelas móvil. El pie prensatelas
también podría interferir con la barra de agujas cuando se utiliza un material pesado.
Por lo tanto, asegúrese de que el pie prensa-
telas no interera ni con el prensatelas móvil
ni la barra de agujas antes de operar la máquina de coser.
5. OPERACIÓN DE LA MÁQUINA DE COSER
5-1. Elevador de mano
Para elevar el pie prensatelas manualmente, tire del
elevador de mano ❶ en dirección de la echa.
❶
Con esto, el prensatelas sube 10 mm y se queda en
esa posición.
– 32 –

5-2. Modo de reposicionar el embrague de seguridad
AVISO :
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de
coser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
El embrague de seguridad funciona cuando se
aplica una carga excesiva al gancho o a otros componentes durante el cosido. En tal caso, el gancho
❶
nunca girará aún cuando gire el volante. Cuando se
ha operado el embrague de seguridad, elimine la
causa y reponga el embrague de seguridad como se
indica en el procedimiento siguiente :
1) Pulsando el botón ❶ ubicado en la supercie
superior de la base de la máquina de coser, gire
con fuerza el volante en la dirección inversa de
la rotación normal.
2) El procedimiento de reposición se completa
cuando el volante hace un ruido clic.
Gire el volante con la mano, y conrme que
ha vuelto el botón conmutador ❶.
3) En el paso nal del procedimiento, compruebe la
relación aguja-gancho. (Reérase a las seccio-
"4-5. Relacion de aguja a gancho" p.27
nes
)
– 33 –

5-3. Modo de ajustar el elevador automatico del prensatelas
AVISO :
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de
coser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
1) Conecte (ON) la alimentación eléctrica. Ejecute
el corte de hilo una vez. Conecte (ON) la alimentación eléctrica al alza-prensatelas.
2) Coloque un espaciador ❶ de 20 mm debajo del
pie prensatelas.
3) Desconecte la corriente eléctrica.
❶
4) Retire el casquete de goma ❷ de la cara poste-
rior del brazo. Aoje el tornillo de jación ❸.
5) Gire el brazo de elevación ❹ de la barra pren-
sadora en dirección de la echa hasta que no
pueda avanzar más. Luego, apriete el tornillo
de jación ❸.
❷
❸
Para la máquina con calibre estándar, el
extremo superior del prensatelas móvil interere con el bastidor de la barra de agujas
cuando se utiliza el elevador automático en
caso de que la magnitud del movimiento
vertical alternado del prensatelas móvil y del
pie prensatelas se ajuste a 2 mm o menos, y
en caso de que se ajuste a 7 mm o más y se
ejecute la función de aguja arriba de rotación
inversa.
Para utilizar la máquina con la magnitud del
movimiento vertical alternado del prensatelas móvil y del pie prensatelas ajustada a 2
mm o menos, ajuste la magnitud de elevación del pie prensatelas mediante el elevador
automático a 17 mm o menos.
❹
– 34 –

5-4. Fijación del cuadrante de ajuste del transporte
LU-2810, 2810-7, 2860, 2860-7
❷
LU-2810, 2810-7, 2860, 2860-7
❹
❸
❶
❺
❻
Si el cuadrante de ajuste del transporte se desplaza fuera de su posición de ajuste cuando se
utiliza el dispositivo de transporte inverso automático (LU-2810, 2810-7, 2860, 2860-7):
1) Retire el casquete de goma ❶. Apriete los tornillos ❷.
Para prohibir el ajuste del cuadrante de ajuste
del transporte (LU-2810, 2810-7, 2860, 2860-7):
1) Retire la cubierta del motor o la cubierta de la
correa.
2) Inserte el pasador retén ❺ y tornillo ❻ en el
agujero roscado ❸ (o agujeros ❸ y ❹ para LU2810-7 y LU-2860-7) y apriételos.
Inserte el pasador retén ❺ en el agujero rosca-
do desde su extremo más delgado, tal como se
ilustra en la gura.
El pasador retén ❺ y tornillo ❻ están disponibles por separado.
Número de pieza del pasador
retén: TA0440401MO
Número de pieza del tornillo: SM8060612TP
– 35 –

LU-2818-7, 2868-7
❷
❶
A
❸
❹
❺
Para prohibir el ajuste del cuadrante de ajuste
del transporte (LU-2818-7, 2868-7):
1) Aoje el tornillo de jación ❸ (o ❹) del disco
de puntada. Retire el disco de puntada ❶ (o ❷)
y las cuatro arandelas ❺.
2) Reinserte el disco de puntada ❶ (o ❷) en su
posición original y empújelo en la dirección A.
La muesca ❻ del cuadrante se encaja en las
secciones salientes ❼ de la cubierta para jar
el cuadrante, de modo que no pueda girar más.
3) En el estado descrito en el paso 2) anterior,
apriete alternadamente los tornillos de jación
(o ❹) del cuadrante regulador del transporte
❸
para jar el cuadrante ❶(o ❷).
❼
❻
❼
– 36 –

5-5. Cómo modicar la máxima longitud de puntada (LU-2818-7, LU-2868-7)
❸
❷
❹
❹
1) Aoje el tornillo de jación ❶ del disco de pun-
tada. Retire el disco de puntada ❷.
2) Aoje el tornillo de jación ❸ de la cubierta del
disco. Retire la cubierta ❹ del disco.
❶
3) Aoje el tornillo de jación ❺ de la placa del
disco. Retire la placa ❻ del disco.
❺
Máxima longitud de puntada
10 mm
9 mm
❼
6 mm
❻
4 mm
4) Inserte el pasador retén ❼ dentro de uno de los
agujeros de la placa del disco que corresponda
a la máxima longitud de puntada deseada, hasta que el pasador no pueda avanzar más.
Reinstale el disco de puntada ❷, cubierta ❹
del disco y placa ❻ del disco con los tornillos
de jación ❶, ❸ y ❺, respectivamente.
1. En caso de que el pasador retén ❼ y torni-
llo de jación ❺ apretado se aojen, aplique un adhesivo epóxico a los mismos.
2. Ajuste la profundidad de apriete del torni-
llo de jación ❺ de la placa del disco para
permitir que la placa ❻ del disco se mueva
suavemente sin culateos.
El pasador retén ❼ están disponibles por
separado.
Número de pieza del pasador retén:
PH0400062C0
– 37 –

5-6. Alineación de puntos de entrada de la aguja para puntadas de transporte
normal/inverso durante la costura de transporte inverso automático (LU-
2810-7, LU-2860-7, LU-2818-7, LU-2868-7)
Cuando se modica la velocidad de cosido o el paso de puntadas, es posible que los puntos de entrada de la aguja
para el transporte normal e inverso no queden alineados durante la costura de transporte inverso automático.
En tal caso, corrija la alineación de los puntos de entrada de la aguja cambiando la sincronización activada/
desactivada (ON/OFF) del cilindro de transporte inverso automático. En caso de que el paso de puntada sea
grande y se diculte corregir la sincronización, se recomienda disminuir la velocidad de cosido de transporte
inverso o utilizar la función de parada temporal en cada sección esquinera del patrón de cosido.
Para los detalles, consulte
“III-8. Explicacion detallada de la seleccion de funciones
temporización del solenoide para pespunte de transporte invertido”del Manual de Instrucciones de SC-922.
Es posible que sea necesario ajustar las puntadas de transporte normal e inverso de acuerdo con el paso
de puntada que se utilizará. Consulte el Manual del Ingeniero para el procedimiento de ajuste de puntadas.
1) Cómo alinear los puntos de entrada de la aguja de la costura de transporte inverso con los de la costura de transporte normal
Efectúe la “corrección de la sincronización de la costura de transporte inverso” en función de la diferencia
entre los puntos de entrada de la aguja de la costura de transporte inverso y aquellos de la costura de
transporte normal. Para la forma de efectuar la “corrección de la sincronización de la costura de transporte inverso”, consulte
Sincronización activada (ON) de
①
“III-6. Ajuste de funciones de SC-922” en el Manual de Instrucciones de SC-922.
Posición de inicio de cosido
la costura de transporte inverso
al inicio del cosido (Fijación de
función No. 51)
Compensación de
⑯
La longitud de
puntada es
Disminuir el valor de
ajuste de No. 51.
Corrección de la sincronización
②
La longitud de puntada es más corta
más corta
Aumentar el valor de
ajuste de No. 51.
desactivada (OFF) de la costura de
transporte inverso al inicio del cosido (Fijación de función No. 52)
Disminuir el valor de
ajuste de No. 52.
Corrección de la sincronización
③
desactivada (OFF) de la costura de
La longitud
de puntada
es más corta
Aumentar el valor de
ajuste de No. 52.
transporte inverso al n del cosido
(Fijación de función No. 53)
Posición de
Disminuir el valor de
ajuste de No. 53.
n de cosido
Aumentar el valor de
ajuste de No. 53.
2) Velocidad de cosido de transporte inverso por puntada (Fijación de función № 8) y función de parada
temporal en cada sección esquinera del patrón de cosido (Función № 151)
Valor predeterminado Valor recomendado Valor recomendado Valor recomendado
Paso de puntadas (mm) 3 a 6 7 a 8 9 10 a 12
Velocidad de cosido de
transporte inverso (sti/min)
Función de parada temporal en cada
sección esquinera del patrón de cosido
600 500 400 400
0 (Desactivada) 0 (Desactivada) 0 (Desactivada) 1 (Activada)
– 38 –

5-7. Interruptores de operacion (LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7)
Interruptor de cambio de cantidad de mo-
❶
vimiento vertical alternativo
Si se pulsa este interruptor la cantidad de mo-
vimiento vertical alternativo del pie móvil y el
prensatelas su elevarán al máximo. (Se enciende la lámpara ubicada arriba del interruptor.)
Use este interruptor cuando no se transporta
normalmente la porción de capas múltiples del
producto de cosido. Para cambiar alternativamente la magnitud del movimiento vertical alter-
❶
Interruptor de cancelación/adición de puntada de transporte invertido automático
❷
❷ ❸ ❹ ❺ ❻
• Si se pulsa este interruptor cuando se ha especicado el siguiente pespunte de transporte invertido automático, el pespunte invertido no tendrá lugar (por una vez inmediatamente después que se ha pulsado). (Ejemplo 1)
• Si se pulsa este interruptor cuando no se ha especicado pespunte de transporte invertido automático, el
pespunte de transporte invertido tendrá lugar (una vez inmediatamente después de pulsarlo). (Ejemplo 2)
nado del prensatelas móvil y del pie prensatelas
mediante el interruptor de rodilla, una el interruptor de rodilla con la placa de montaje, que
se suministra con la unidad, y fíjelos a la mesa
con el tornillo de rosca para madera. En cuanto
al cableado, consulte el
rodilla" p.41
.
"5-8. Interruptor de
(Ejemplo 1) En el caso en que se han especicado ambos pespuntes de transporte invertido au-
tomático, para inicio y para n :
A
B
C
D
C
D
Si se pulsa el interruptor antes de comenzar el cosido, no se ejecutará el pespunte de
transporte invertido automático para el inicio
A
B
C
D
Si se pulsa el interruptor durante el cosido,
el pespunte de transporte invertido automático
no se ejecutará (entre C y D).
A
B
(entre A y B).
(Ejemplo 2) En el caso en que no se hayan especicado ninguno de los pespuntes de transpor-
te invertido automático ni para inicio ni para n :
A
B
Si se pulsa el interruptor antes de comenzar el cosido, se ejecutará el pespunte de
transporte invertido para el inicio (entre A y B).
– 39 –
C
D
Si se pulsa el interruptor durante el cosido,
se ejecutará el pespunte de transporte inverti-
do automático para el n (entre C y D).

Interruptor elevador de aguja
❸
Cuando se pulsa este interruptor, la aguja se mueve desde su posición de parada de extremo inferior a
su posición de parada de extremo superior.
Al elevar el cabezal de la máquina cuando el mismo se encuentra inclinado, no sostenga el interruptor de operación para elevarlo.
Interruptor 2P
Ejemplo
Escala del cuadrante de ajuste de trasporte de
・
2P: 6
❹
Si se presiona este interruptor, la longitud de
puntada cambia a la de la escala del cuadrante de ajuste de trasporte de 2P. (Se ilumina la
lámpara en el botón.)
Cerciórese de ajustar el número del cuadrante de ajuste de trasporte de 2P a un valor menor que el del cuadrante de ajuste de
trasporte estándar.
Escala del cuadrante de ajuste de trasporte
・
estándar: 9
Cuando se pulsa este interruptor, la longitud de
・
puntada cambia de 9 a 6 y se enciende la lámpara.
OFF ON
Cuando se pulsa este interruptor nuevamente, la
・
longitud de puntada cambia de 6 a 9 y se apaga
la lámpara.
Interruptor de cambio alternativo de tensión del hilo de la aguja
❺
Cuando se pulsa este interruptor, se selecciona la función de tensión doble para aumentar la tensión
del hilo de la aguja. (Se enciende la lámpara ubicada arriba del interruptor.)
No se utiliza para LU-2810-7, LU-2860-7, LU-2818-7 y LU-2868-7.
❻
– 40 –

5-8. Interruptor de rodilla
AVISO :
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de
coser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
(1) Instalación del interruptor de rodilla
❶
❸
Negro (No. 11)
❷
❹
❺
Blanco (No. 4)
14
1) Instale la placa de montaje ❶ del interruptor de
rodilla en la cara inferior de la mesa, utilizando
para ello el tornillo de rosca para madera ❷
que se suministra con la unidad.
2) Instale el interruptor de rodilla ❸ sobre la placa
de montaje ❶ del mismo, utilizando para ello el
tornillo de rosca ❹ y la arandela ❺ que se suministran con la unidad, y de modo que el cable
del interruptor de rodilla ❸ quede en la parte
inferior del interruptor.
3) Conecte el interruptor de rodilla a las espigas
#4 y #11 del conector 14P de la máquina, que
está conectado a CN36 del controlador de la
máquina.
(2) Funciones del interruptor de rodilla
7
Si se presiona el interruptor ❸ de rodilla, la cantidad
de movimiento vertical alternativo del pie móvil y del
prensatelas aumentará al máximo. (El mismo rendi-
Línea blanca
Cables del interruptor de rodilla
8
Línea negra
1
miento se logra presionando el interruptor “ ” de
cambio de cantidad de movimiento vertical alternati-
vo en el cabezal de la máquina.)
El interruptor del elevador de rodilla también se
puede utilizar como palanca de elevación de barra
prensadora mediante el ajuste de la función correspondiente. (Cuando el interruptor es utilizado como
interruptor de elevación del prensatelas, se inhabilita
su función como interruptor de cambio de magnitud
de movimiento vertical alternado.)
– 41 –

(3) Ajuste de la función del interruptor de rodilla
CP-18
・
1 2 TPo _
Po T _ni _
3i 1 rEv T
La lámpara se encenderá
alternativamente.
3i 1
2L 4
2L 4
❸❷❶
❹
1) Consulte “6. Fijación de funciones de SC-922, 1)” del Manual de Instrucciones de SC-922 para acceder al modo de ajuste de funciones.
2) Pulse el interruptor ❶ o el interruptor ❷ para visualizar la
jación de función №12 (selección de función de entrada/salida de
opción).
3) Pulse el interruptor ❸ o el interruptor ❹ y seleccione el ítem
para “in”.
4) Pulse el interruptor ❷ y seleccione el display № i31.
5) Pulse el interruptor ❸ o el interruptor ❹ para seleccionar la
función del interruptor de rodilla. Para los detalles de funciones, con-
sulte la Lista 1.
6) Pulse el interruptor ❷ y je la función.
Po T i n
nE d
7) Pulse el interruptor ❷ y nalice la entrada de opción.
8) Seleccione el ítem “End” mediante el interruptor ❸ o el interruptor
❹ .
1 2 TPo _
9) Pulse el interruptor ❶ o el interruptor ❷ y vuelva al modo de
ajuste de funciones.
Lista 1
Código de función Abreviatura Ítem funcional Observaciones
5 FL Función del interruptor del alza-
prensatelas
31 ALFL Función alternada del interruptor del
alza-prensatelas
24 vErT Función alternada del interruptor
de conversión de magnitud de
movimiento vertical alternado
25 vSW Función del interruptor de
conversión de magnitud de
movimiento vertical alternado
Mientras se mantiene pulsado el interruptor, la
salida del prensatelas estará activada (ON).
Cada vez que se pulsa el interruptor, la salida del
prensatelas se activará (ON) o desactivará (OFF).
Cada vez que se pulsa el interruptor, la magnitud
del movimiento vertical alternado se activará (ON)
o desactivará (OFF).
Mientras se mantiene pulsado el interruptor, la
salida de la magnitud del movimiento vertical
alternado está activada (ON).
– 42 –

CP-180
・
❶
❸
❷
1) Consulte "18. INTERRUPTOR DE FIJACIÓN DE FUNCIONES, 1)" del Manual de Instrucciones de CP-180
para acceder al modo de ajuste de funciones.
2) Seleccione la función número 12 de acuerdo con el mé-
todo de jación de funciones.
La lámpara se encenderá alternativamente.
3) Seleccione, con el interruptor ❸, el ítem " ".
4) Seleccione, mediante el interruptor ❷, el número visualizado " ".
5) Pulse el interruptor❸para seleccionar la función del
interruptor de rodilla. Para los detalles de funciones,
consulte la Lista 1.
6) Pulse el interruptor❷ y je la función.
7)
La función arriba indicada se ja con el interruptor
❷.
8) La entrada de datos de la opción se naliza con el interruptor ❷.
9) Seleccione, con el interruptor ❸, el ítem " ", para
volver al modo de ajuste de funciones.
– 43 –

5-9. Ajuste de funciones para SC-922 (LU-2818-7, LU-2868-7)
En esta sección se describe la forma de ajustar las funciones de la SC-922 especícas para LU-2818-7 y
-2868-7 (Tipo paso largo).
Consulte
“6. Ajuste de funciones para SC-922” del Manual de Instrucciones de SC-922
.
Lista de jaciones de funcion
Nº Item Descripción
158 Función de
costura de
condensación
durante el
corte de hilo
Esta función se habilita cuando la SC se utiliza en combinación con el cabezal de máquina provista con la función de
costura de condensación para corte de hilos.
Este ítem se utiliza para establecer si se debe realizar o no la
salida de la función de costura de condensación para corte de
hilos mientras que el cortahilos se encuentra bajo control.
0 : Función inhabilitada
1 : Función habilitada
Gama de
jaciones
0/1
Indicación de jación de
función
1 5 8
1
Detalles del ajuste de la función
Función de costura de condensación durante el corte de hilo (jación de función Nº 158)
●
Este número de jación de función se utiliza para establecer si se debe realizar o no la salida de la fun-
ción de costura de condensación para corte de hilos mientras que el cortahilos se encuentra bajo control. Cuando esta función se ajusta a “0” (función de costura de condensación inhabilitada), se ejecuta
el mismo control de corte de hilo que en LU-2810-7.
0: Se inhabilita la función de costura de condensación
1: Se habilita la función de costura de condensación (valor inicial)
51 8 1
En caso de que ocurran fallas de corte de hilos cuando se cose un material pesado, como la aguja
entra en los mismos puntos de entrada repetidas veces cuando se cose la costura de condensación
durante el corte de hilos, la función de costura de condensación durante el corte de hilos debe inhabilitarse, o debe efectuarse el ajuste para aumentar el paso de la puntada de condensación.
– 44 –

6. TABLA DE VELOCIDADES DE COSIDO
Opere la máquina de coser a una velocidad igual a o menor que la máxima velocidad de cosido seleccionada de entre las indicadas en la tabla siguiente de acuerdo con las condiciones de cosido.
Para los modelos LU-2810-7, -2860-7, -2818-7 y -2868-7, la velocidad de cosido se ajusta automáticamente
en función de la magnitud del movimiento vertical alternado del prensatelas móvil y del pie prensatelas.
En caso de que la longitud de puntada exceda de 7 mm, modique la máxima velocidad de cosido consultando la sección “6. Ajuste de funciones de SC-922” del Manual de Instrucciones de SC-922.
Cantidad de mocimiento
vertical alterno del pie móvil y
del prensatelas
3 o menos 3.000 sti/min
Más de 3, o 4 o menos 2.400 sti/min
Más de 4, o 5 o menos 2.000 sti/min 2.000 sti/min 1.800 sti/min
Más de 5, o 9 o menos 1.800 sti/min 1.800 sti/min 1.800 sti/min
Longitud de puntada : 7
mm o menos
*
*
* Para LU-2860, LU-2860-7 y LU-2868-7, la máxima velocidad de cosido es de 2.700 sti/min.
* En caso de que el modelo LU-2860, LU-2860-7 o LU-2868-7 se utilice con una aguja cuya
galga sea de 20 mm o mayor, la velocidad de cosido debe ajustarse a 2000 sti/min. o
menos en todo momento.
Longitud de puntada : Más
de 7 mm y 9 mm a menos
2.000 sti/min 1.800 sti/min
2.000 sti/min 1.800 sti/min
Longitud de puntada : Más de 9
mm y 12 mm a menos
(Sólo para LU-2818-7 y -2968-7)
7. POLEA DEL MOTOR Y LA CORREA-V (LU-2810, LU-2860)
Se debe utilizar la correa tipo M.
La relación entre la polea del motor, la longitud de la correa y la velocidad de cosido es tal como se indica a
continuación.
Velocidad de
cosido
2.500 sti/min Φ 76 mm 2
Diámetro efectivo
del volante de
mano
Número
de polos
Frecuencia
50 Hz 2.840 rpm Φ 65 mm 42 inch
60 Hz 3.400 rpm Φ 55 mm 41 inch
Número de
revoluciones
del motor
Diámetro efectivo de
Se debe utilizar un motor de embrague trifásico de 400 W (1/2 HP), de 2P.
polea del motor
Tamaño de
correa-V
– 45 –

8. PROBLEMAS EN EL COSIDO Y MEDIDAS CORRECTIVAS
Problemass Causas Medidas correctivas
1. Se rompe el hilo (El
hilo es débil o está
desgastado)
(La aguja se arrastra 2
a 3 cm desde el lado
erróneo del material.)
La trayectoria del hilo, la punta de la
①
aguja, la punta de la hoja del gancho o
la ranura en que descansa el portabobinas en la placa de agujas tiene bordes
cortantes o rababas.
Tensión del hilo de aguja demasiado
②
alta.
La palanca de apertura del portabobi-
③
nas provee una separación excesiva en
el portabobinas.
La aguja toca la punta de la hoja del
④
gancho.
Cantidad de aceite en el gancho insu-
⑤
ciente.
La tensión del hilo de aguja demasiado
⑥
baja.
El tirahilo trabaja excesivamente o el
⑦
recorrido del resorte es demasiado
corto.
La temporización entre la aguja y
⑧
gancho se adelanta o retrasa excesivamente.
Elimine los bordes cortantes o las rebabas
○
en la punta de la hoja del gancho usando un
papel de lija na. Pula la ranura en que descansa el portabobinas en la placa de agujas.
Disminuya la tensión del hilo de aguja.
○
Reduzca la separación provista entre la palan-
○
ca de apertura del portabobinas y la bobina.
Consulte
de abrir la cápsula de bobina" p.29
Consulte
○
p.27
Ajuste debidamente la cantidad de aceite
○
en el gancho. Consulte
p.12
Aumente la tensión del hilo de aguja.
○
Disminuya la tensión del resorte y aumente el
○
recorrido del resorte.
Consulte
○
p.27
"4-7. Modo de ajustar la palanca
.
"4-5. Relacion de aguja a gancho"
.
"3-1. Lubricacion"
.
"4-5. Relacion de aguja a gancho"
.
2. Salto de puntadas
3. Puntadas ojas
La temporización entre la aguja y
①
gancho se adelanta o retrasa excesivamente.
Presión del pie prensatelas demasiado
②
baja.
La separación provista entre el extremo
③
superior del ojal de la aguja y la punta
de la hoja del gancho no es la correcta.
El protector de aguja no funciona.
④
Se está usando un tipo de aguja impro-
⑤
pio.
El hilo de la bobina no pasa por el mue-
①
lle de tensión del gancho interior.
El gancho, el dentado de transporte o
②
la trayectoria del hilo del guíahilos, etc.
se ha desgastado o está defectuoso.
La bobina no se mueve con suavidad.
③
La palanca de apertura del portabobi-
④
nas provee demasiada separación en
la bobina.
Tensión del hilo de bobina demasiado
⑤
baja.
La bobina está bobinada demasiado
⑥
apretada-mente.
La aguja no corresponde al agujero de
⑦
la aguja en el dentado de transporte.
Consulte
○
p.27
Apriete el regulador del resorte del prensate-
○
las.
Consulte
○
p.27
Consulte
○
de aguja de gancho" p.28
Reemplace la aguja por otra que sea más
○
gruesa que la actual en una cuenta.
Enhebre correctamente el hilo de bobina.
○
Elimine las partes ásperas con una lija na o
○
puliméntela.
Reemplace la bobina o el gancho por otro
○
nuevo.
Consulte
○
de abrir la cápsula de bobina" p.29
Disminuya la tensión del hilo de bobina.
○
Disminuya la tensión aplicada al bobinador.
○
Reemplace el dentado de transporte con uno
○
apropiado. (Consulte la Lista de Piezas.)
"4-5. Relacion de aguja a gancho"
.
"4-5. Relacion de aguja a gancho"
.
"4-6. Modo de ajustar el protector
.
"4-7. Modo de ajustar la palanca
.
– 46 –

Problemass Causas Medidas correctivas
4. El hilo se sale del ojal
de la aguja simultáneamente al corte de hilo.
5. El hilo se sale del ojal
de la aguja al inicio del
cosido.
6. El hilo no se corta nitidamente.
7. El hilo permanece sin
cortar después del
corte de hilo.
(Falla de corte de hilo
de bobina cuando la
longitud de puntada
es comparativamente
corta.)
La tensión del hilo dada por el controla-
①
dor de tensión Nº 1 demasiado alta.
La tensión dada por el controlador de
①
tensión Nº 1 es demasiado alta.
Se ha deformado el resorte sujetador.
②
Tensión del hilo de bobina demasiado
③
baja.
Las hojas de la cuchilla móvil y contra-
①
cuchilla no están bien ajustadas.
Las hojas de las cuchillas están romas.
②
La tensión del hilo de bobina está de-
③
masiado oja.
La posición inicial de la cuchilla móvil
①
está mal ajustada.
Tensión del hilo de bobina demasiado
②
baja.
Disminuya la tensión del hilo dada por el con-
○
trolador de tensión Nº 1.
Disminuya la tensión del hilo dada por el con-
○
trolador de tensión Nº 1.
Reemplace el muelle sujetador por otro nuevo
○
o rectique el actual.
Aumente la tensión del hilo de bobina.
○
Consulte
○
contracuchilla, presión de la cuchilla y presión del sujetador" p.30
Reemplace la cuchilla móvil y la contracuchi-
○
lla por otras nuevas, o ale las actuales.
Aumente la tensión del hilo de bobina.
○
Consulte el Manual del Ingeniero.
○
Aumente la tensión del hilo de bobina.
○
"4-8. Ajuste de la posición de la
.
8. El hilo se rompe al inicio del cosido después
del corte de hilo.
9. Cuando se cose un
material pesado, el
material se retuerce.
10. Salto de puntadas al
inicio del cosido (cuando el cosido se inicia
desde el borde del
material)
El hilo de aguja está enredado en el
①
gancho.
La magnitud de transporte del transpor-
①
te superior es inadecuada.
El hilo de la agua y el hilo de la bobina
①
no se entrelazan mutuamente.
Acorte la longitud del hilo remanente en la
○
aguja después de cortado el hilo.
Consulte
Disminuya la altura del dentado de transpor-
○
te y reduzca la magnitud de transporte del
transporte inferior. (Para el procedimiento de
ajuste, consulte el Manual del Ingeniero.)
Consulte
○
de la maquina" p.17
Retenga el hilo de la aguja en el material.
○
"4-2. Tension del hilo" p.24
"3-6. Modo de enhebrar el cabezal
.
.
– 47 –
 Loading...
Loading...