


LU-2220N-7
取扱説明書

目 次
1. 仕様 ................................................................................................................................. 1
2. ミシンの据え付け
3. ベルト張力の調整
4. 位置検出器の取り付け
5. ベルトカバーの取り付け
6. ひざスイッチの取り付け
7. エアー駆動装置の取り付け
(1) エアー制御装置 ................................................................................................................................. 4
(2) エアーホースの接続
(3) エアー圧の調節
糸立装置の取り付け方 ................................................................................................. 7
8.
9. 給油
................................................................................................................................. 7
10. 針の取り付け方
11. ボビンの出し入れ
12. 下糸の通し方
13. 糸案内の取り付け
......................................................................................................... 1
......................................................................................................... 2
.................................................................................................. 3
.............................................................................................. 3
.............................................................................................. 4
.......................................................................................... 4
......................................................................................................................... 5
................................................................................................................................. 6
.......................................................................................................... 9
...................................................................................................... 9
........................................................................................................... 10
................................................................................................... 10
(1) 上糸案内棒の取り付け .................................................................................................................. 10
(2) 糸巻き糸案内の取り付け
.............................................................................................................. 10
14. 下糸の巻き方 ........................................................................................................... 11
15. 釜油量の調節の仕方
16. 上糸の通し方
........................................................................................................... 12
17. 縫い目長さの調節
18. 糸調子
(1) 針糸残り長さの調節 ...................................................................................................................... 13
(2) 上糸張力の調節
(3) 下糸張力の調節
....................................................................................................................... 13
................................................................................................ 11
................................................................................................... 13
.............................................................................................................................. 13
.............................................................................................................................. 13
19. 糸取りばね ............................................................................................................... 14
(1) 糸取りばねの動き量をかえる時 ................................................................................................... 14
(2) 糸取りばねの強さをかえる時
...................................................................................................... 14
20. 押え上げについて ................................................................................................... 14
21. 押え圧力の調節
22. 針と釜の関係
....................................................................................................... 14
........................................................................................................... 15
23. 釜針受けの調整
24. 中釜案内の調整
....................................................................................................... 15
....................................................................................................... 16
i

25. 糸切り関係部の調整 .............................................................................................. 16
(1) 糸切りシリンダジョイントの位置決め ...................................................................................... 16
(2) 動メス ( 上下位置の調整 )
(3) 固定メス ( 上下位置の調整 )
(4) 糸ガイド取り付け位置
(5)-1. 固定メス ( 移動量の調整 )( 固定メス台ストッパーの位置決め )
(5)-2. 固定メス ( 左右位置の調整 )
(6) メス圧の調整.................................................................................................................................. 21
(7)-1. 動メス駆動腕と動メス初期位置
(7)-2. 動メス戻し板の取り付け位置
(7)-3. 動メス駆動腕と動メス駆動腕ストッパーのすき間の調整
(8) 糸切りカムタイミングの調整
(9) クランプばね取り付け位置
(10) コンデンス量の調整
(11) 電磁弁の説明
............................................................................................................................... 27
............................................................................................................ 17
........................................................................................................ 18
.................................................................................................................. 18
....................................... 19
................................................................................................... 20
............................................................................................. 22
................................................................................................. 23
................................................... 23
...................................................................................................... 24
.......................................................................................................... 25
................................................................................................................... 26
26. 押え足と上送り足上昇量の調節 ............................................................................ 28
27. 縫い速度一覧表
(1) 交互上下量による最高速度 .......................................................................................................... 28
....................................................................................................... 28
28. 安全装置の復帰 ....................................................................................................... 28
29. 操作スイッチについて
30. ひざスイッチについて
31. 縫製作業に関する注意
............................................................................................ 29
............................................................................................ 31
............................................................................................ 31
32. 縫いにおける現象と原因・対策
............................................................................ 32
ii
1. 仕様
機種 LU-2220N-7
用途 自動車シート、家具等
縫い速度 最高 3,500 sti/min 28 ページ 「27. 縫い速度一覧表」参照
最大縫い目長さ 正:9 mm 逆:9 mm
針 シュメッツ 134 × 35R(Nm 110 〜 Nm 160)
釜 水平 1.6 倍釜
押えの高さ 押え上げレバー:9 mm ひざ上げ:16 mm
潤滑油 ニューデフレックスオイル No.1
JIS B 9064 に準拠した測定方法による 「騒音レベル」
※ 1
騒音
縫い速度= 2,780 sti/min :騒音レベル≦ 84.5dB (定常運転時
縫い速度= 3,500 sti/min :騒音レベル≦ 82.5dB (付属装置作動時
※ 1
定常運転時とは、直線縫い状態で装置等を作動させないで、一定速度で 300 mm縫製した際での騒
音です。
※ 2
付属装置作動時とは、標準的な縫いパターンを自動バック・糸切り等の装置を作動させて、300 m
m縫製した際での騒音です。
)
※ 2
)
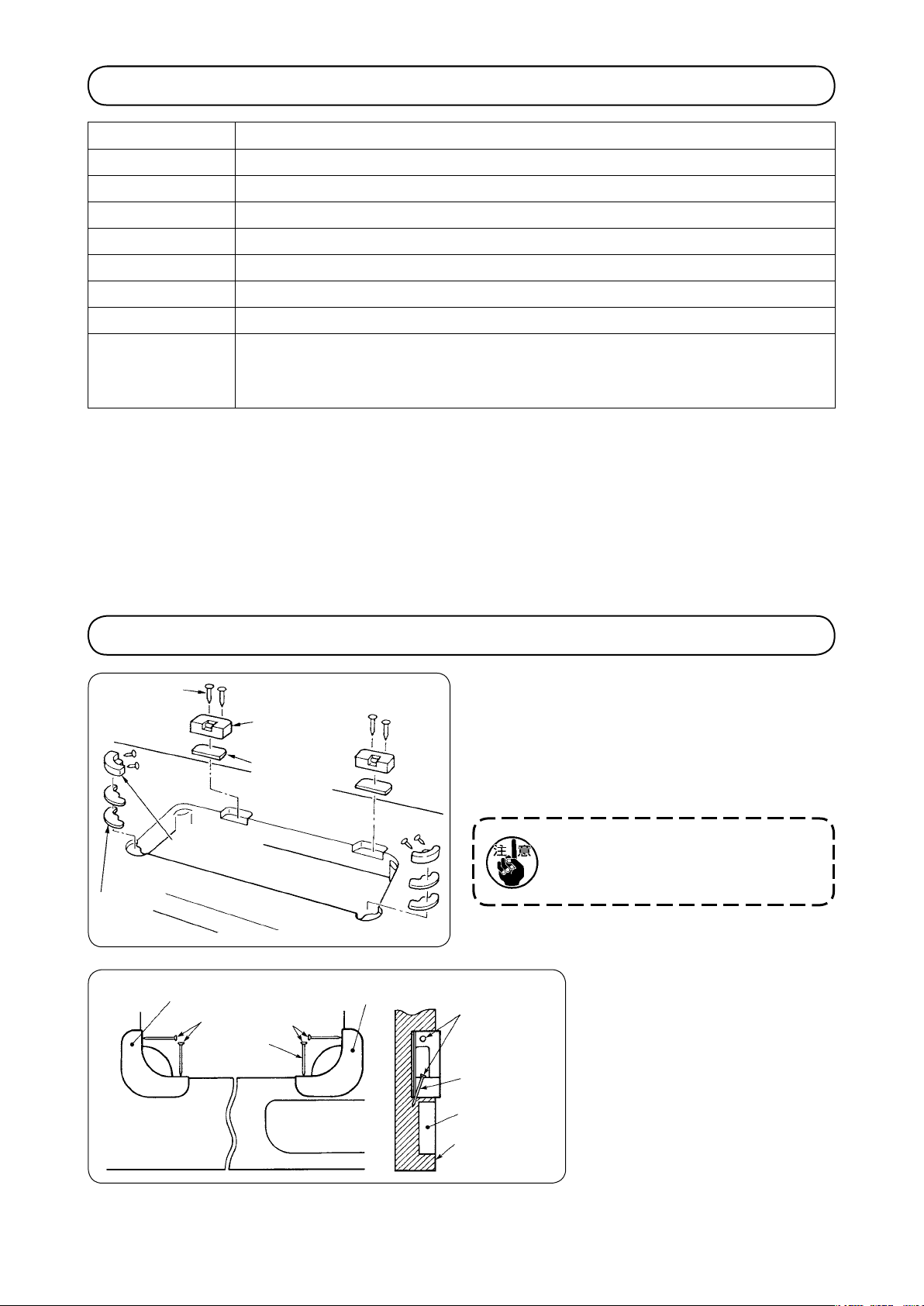
2. ミシンの据え付け
釘
ヒンジ座
スペーサゴム
頭部支えゴム
防振ゴム
頭部支えゴム
釘
釘
A
1) ミシンは二人以上複数で持って運んでくださ
い。
2) ミシンを置く場所にドライバー等の突起物を
置かないでください。
3) 付属のヒンジ座、頭部支えゴム等を釘でテー
ブルに止めてください。
A の釘を打込む時は、小物入れ側面を
貫通しないよう、斜めに打込んでくだ
さい。
頭部支えゴム
釘
A
小物入れ
小物入れ
テーブル上面
− −
作業者側
1
一致
一致
テーブル
20 mm
50 mm
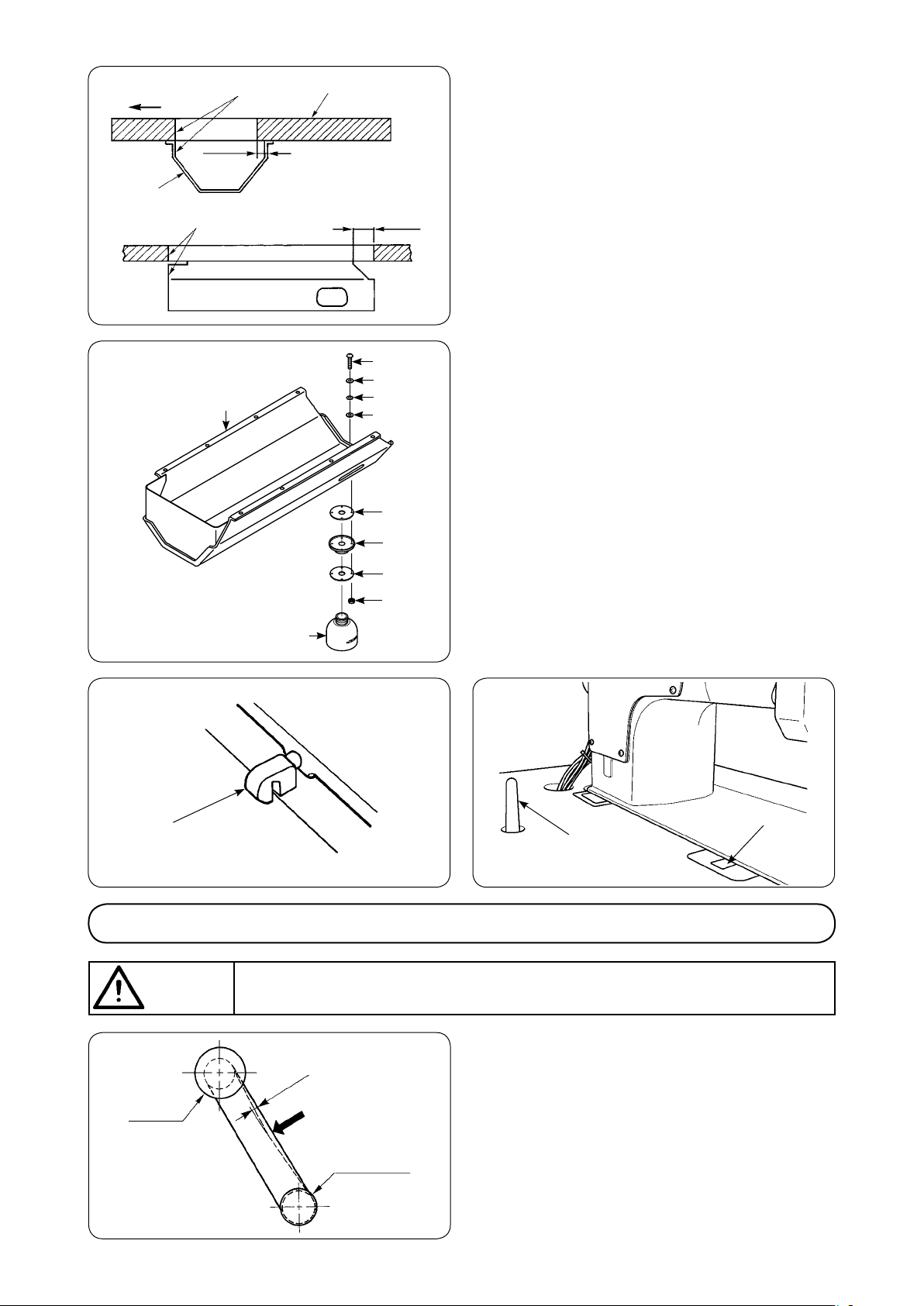
4) 付属のオイルパン
ブルに止めてください。
を 8 ヶ所木ねじでテー
1
オイルパン
8
5
6
9
6
3
2
4
7
5) オイルパンに、油抜き
座金4を取り付け、止めねじ5にパッキン
、座金9を付け、ナット7で固定します。
6
6) 固定しましたら、廃油容器
ねじ込んでください。
7) ヒンジ !0 をベッドの穴に入れ、テーブルのゴ
ムヒンジにかみ合わせて、頭部を四隅の頭部
支えゴムの上におろしてください。
8) 頭部支え棒 !1 をテーブルに最後までしっかり
取り付けてください。
、オイルシール3、
2
を油抜き2に
8
!0
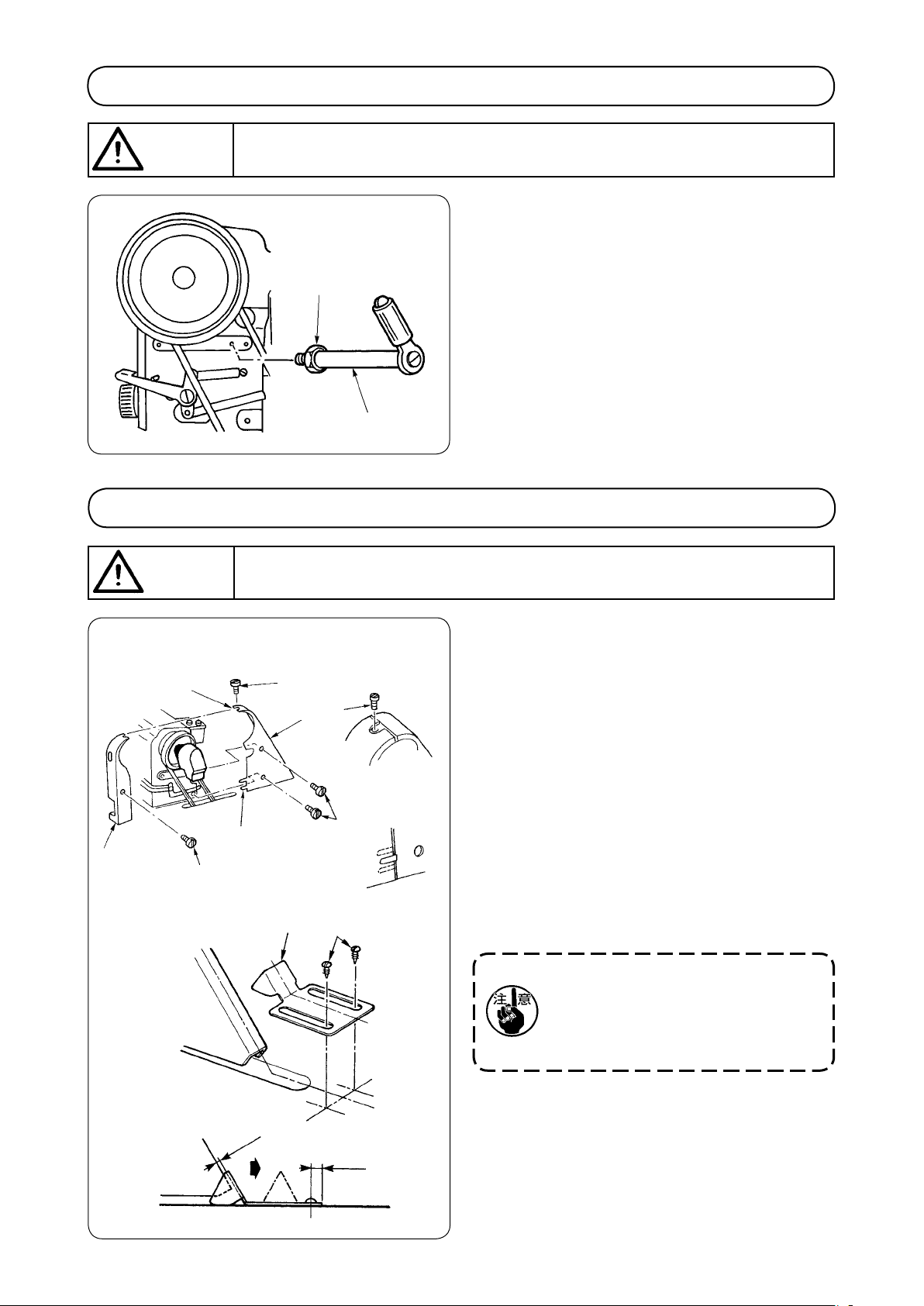
3. ベルト張力の調整
警告
はずみ車
不意の起動を防ぐため、電源を切ってから行ってください。
15mm
!0
!1
ベルト張力は、V ベルトの中央を 9.8N の力で押し
た時、ベルトのたわみ量が 15mm になるように、
モータの高さで調節してください。
9.8N
モータープーリー
− −
4. 位置検出器の取り付け
警告
不意の起動を防ぐため、電源を切ってから行ってください。
2
1
5. ベルトカバーの取り付け
警告
不意の起動を防ぐため、電源を切ってから行ってください。
1) 検出器支え棒
いてアームに取り付けます。
を、取り付けナット2を用
1
3
A
5
B
4
1
爪部 ( 下 )
6
爪部 ( 上 )
4
2
7
1) ベルトカバー ( 後 )
ムに固定します。
2) ベルトカバー ( 後 ) の爪部 ( 上 )
( 下 )Bにベルトカバー ( 前 )3をはめ込みま
す。
3) 止めねじ
を固定します。
4)
ベルトカバー補助板6がベルトカバーと
2.5mm すき間をあけた時、ベルトカバー補
助板6後端から 10 mm の位置に木ねじ
で固定します。
5) ミシンを倒す時は、木ねじ
トカバー補助板を矢印の方向へ止まるまで移
動させてから倒してください。
ベルトカバー取り付け後、各コードが
ベルト及びはずみ車に接触していない
か確認してください。接触している場
合、コードの断線の原因となります。
および5でベルトカバー ( 前 )
4
を止めねじ2にて、アー
1
A
をゆるめ、ベル
7
と爪部
3
7
2.5 mm
10 mm
− −
6. ひざスイッチの取り付け
2
1
3
4
7. エアー駆動装置の取り付け
1) ひざスイッチ
じ3を使用してテーブル下面に取り付けま
す。
2) ひざスイッチのコード
いよう、付属のステップルで、テーブルに適
当な位置で止めてください。
の支持台2を、付属の木ね
1
は、じゃまにならな
4
警告
3
4
テーブル背面図
不意の起動を防ぐため、電源を切ってから行ってください。
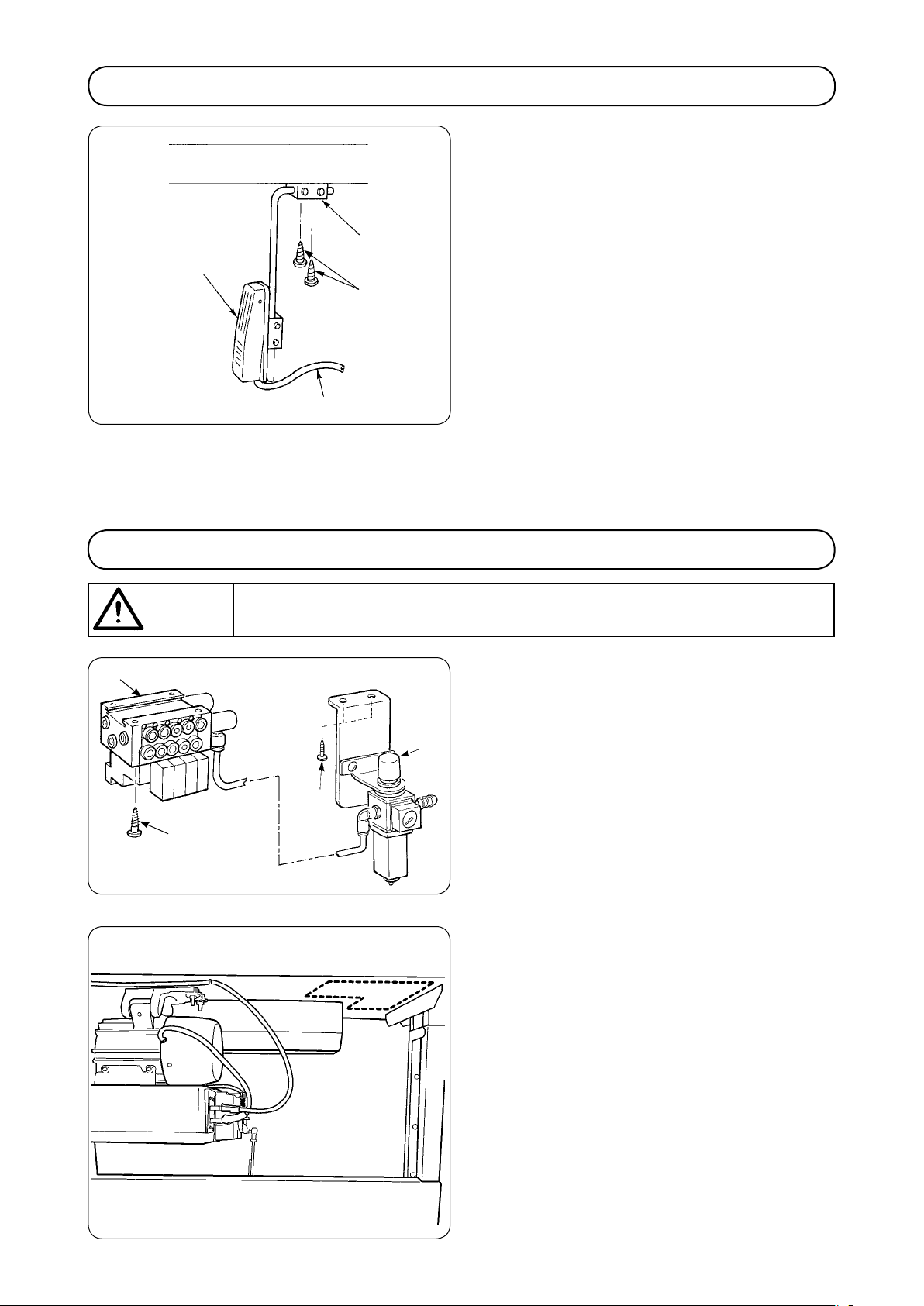
(1) エアー制御装置
1) レギュレータ ( 組 )
テーブル下面に取り付けてください。
1
2
2) エアー制御装置 ( 組 )
て、4 箇所テーブル下面に取り付けてくださ
い。
3) 左図に示す破線枠内にレギュレータ ( 組 )
とエア制御装置 ( 組 )3を取り付けてくださ
い。
使用者の都合に合わせて取り付け位置を決め
てください。
を付属の木ねじ2にて
1
を付属の木ねじ4に
3
1
− −
1
2
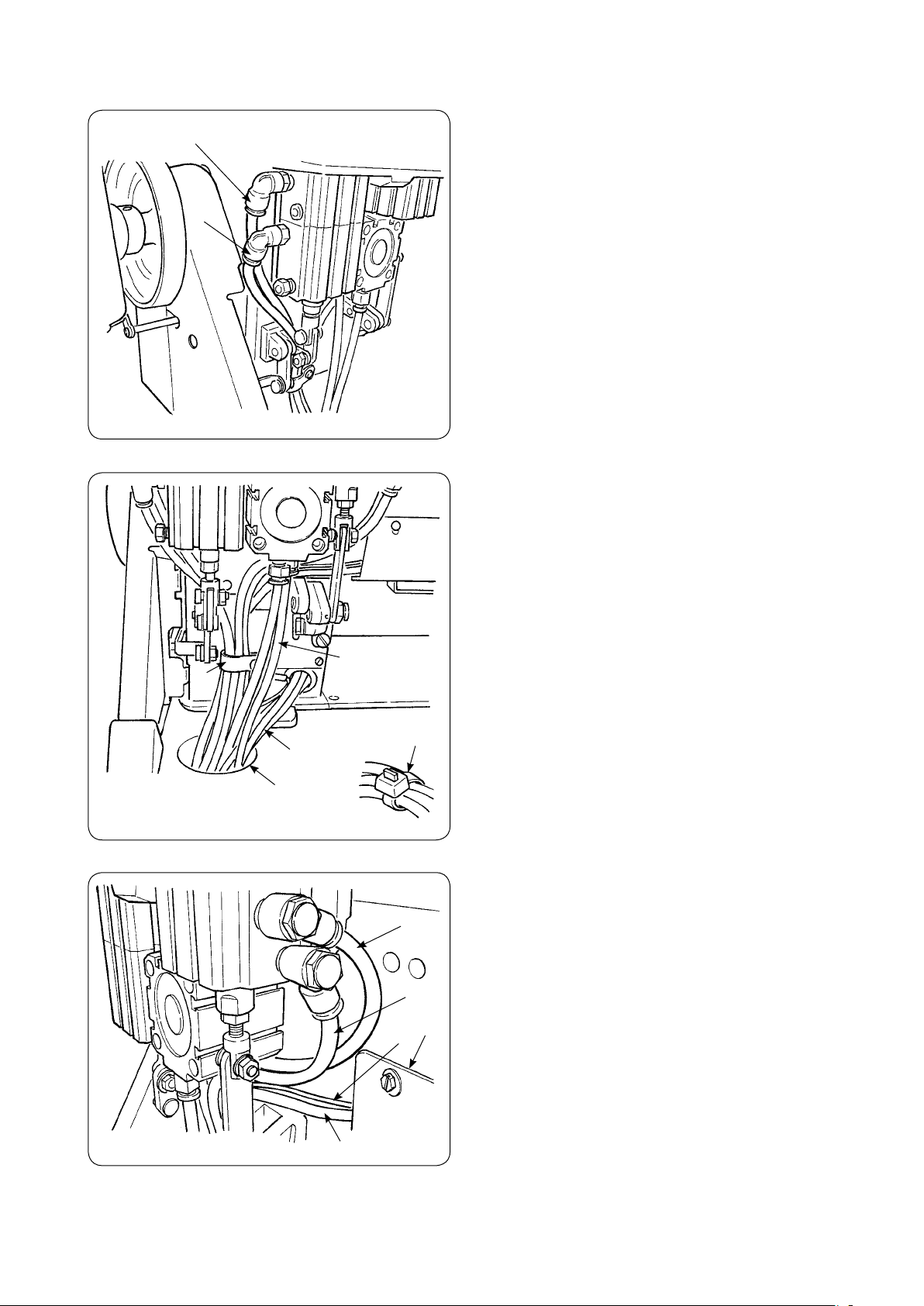
(2) エアーホースの接続
1) エアー制御装置から出ているエアーホースは、
図のようにミシンのエアシリンダへ接続しま
す。ホースと継手に貼ってあるシールの番号
を合わせ、表の通り接続してください。
ホースは、必ずテーブルの穴 !0 を通してくだ
さい。
接続後には、ミシン頭部のケーブルクリッ
プ !1 を使用して、エアーホース
及び 6 連スイッチコード6を束ねてくださ
い。エアーホース
へ通してください。
は、直接テーブルの穴 !0
78
125BC
!1
349
!0
78
結束バンド
C
2) ミシンから出ているエアーホース
テーブルの穴 !0 を通し、エアー制御装置へ接
続してください。
( 付属品の中に結束バンドがありますので、
必要に応じて、エアーホースをまとめるため
にご使用ください。)
349
は、
6
5
B
!2
− −
!3
3) エアーホース
は、6 連スイッチコード
5
と同様に、コードカバー !2 を通して 6 連ス
イッチ !3 とアームとのすき間Aを通し、エ
アーホース5の継手に接続してください。
6
C
B
57 3 1
8 9 4
小 大
5
2
A
1
電磁弁 シリンダ
コンデンス
BT
糸切り
糸切り
糸掴み
FL
FL
DL
2P
2P
1 1
2 2
3 3
4 4
5 5
7 7
8 8
9 9
B B
C C
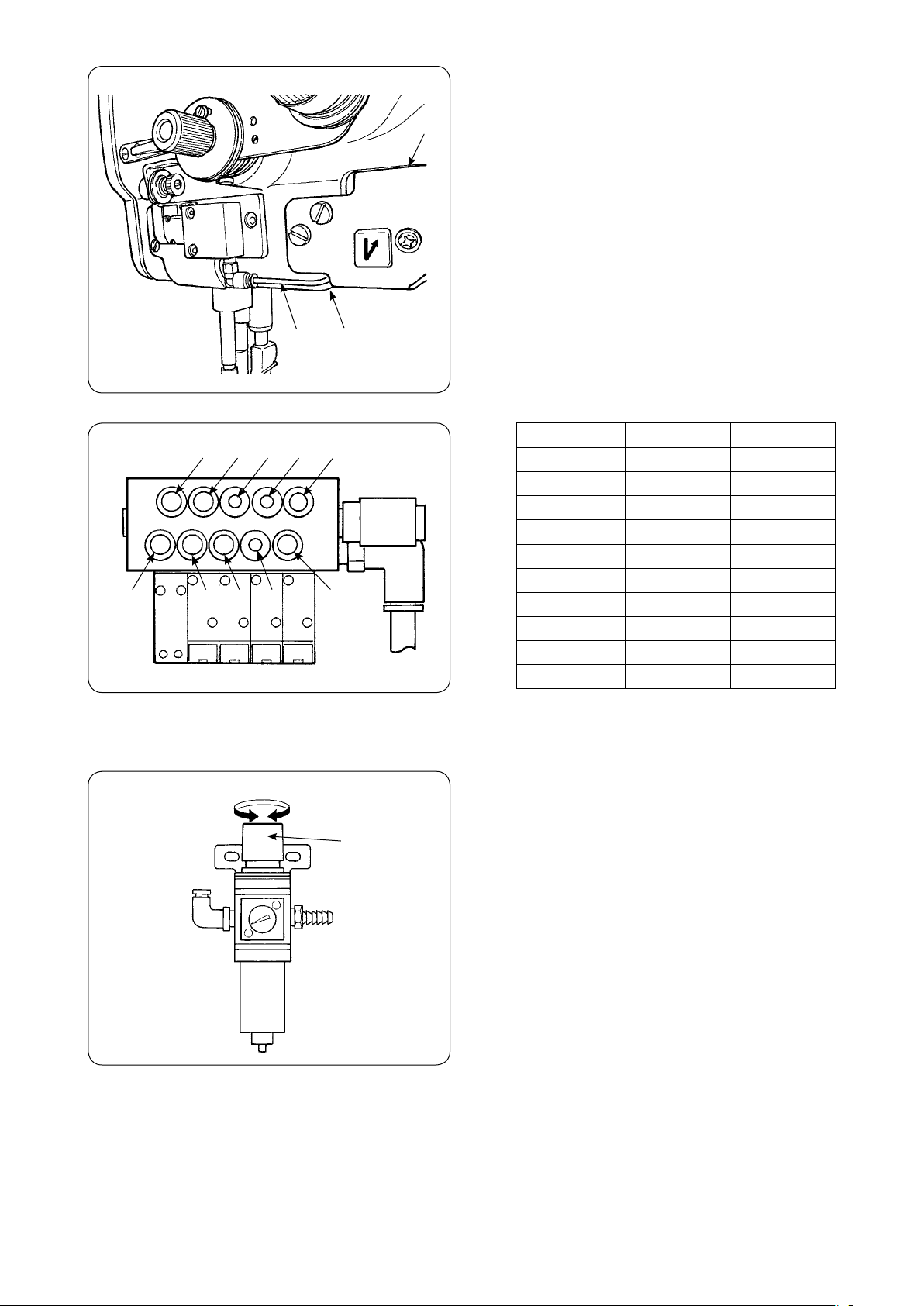
(3) エアー圧の調節
レギュレータのエアー圧調節つまみ
アー圧が 0.4 〜 0.5 MPa(4 〜 5kgf/cm
になるように調節してください。1は上方に
引上げて回転させ、調節後は押し込んでくだ
さい。
1
でエ
2
)
− −
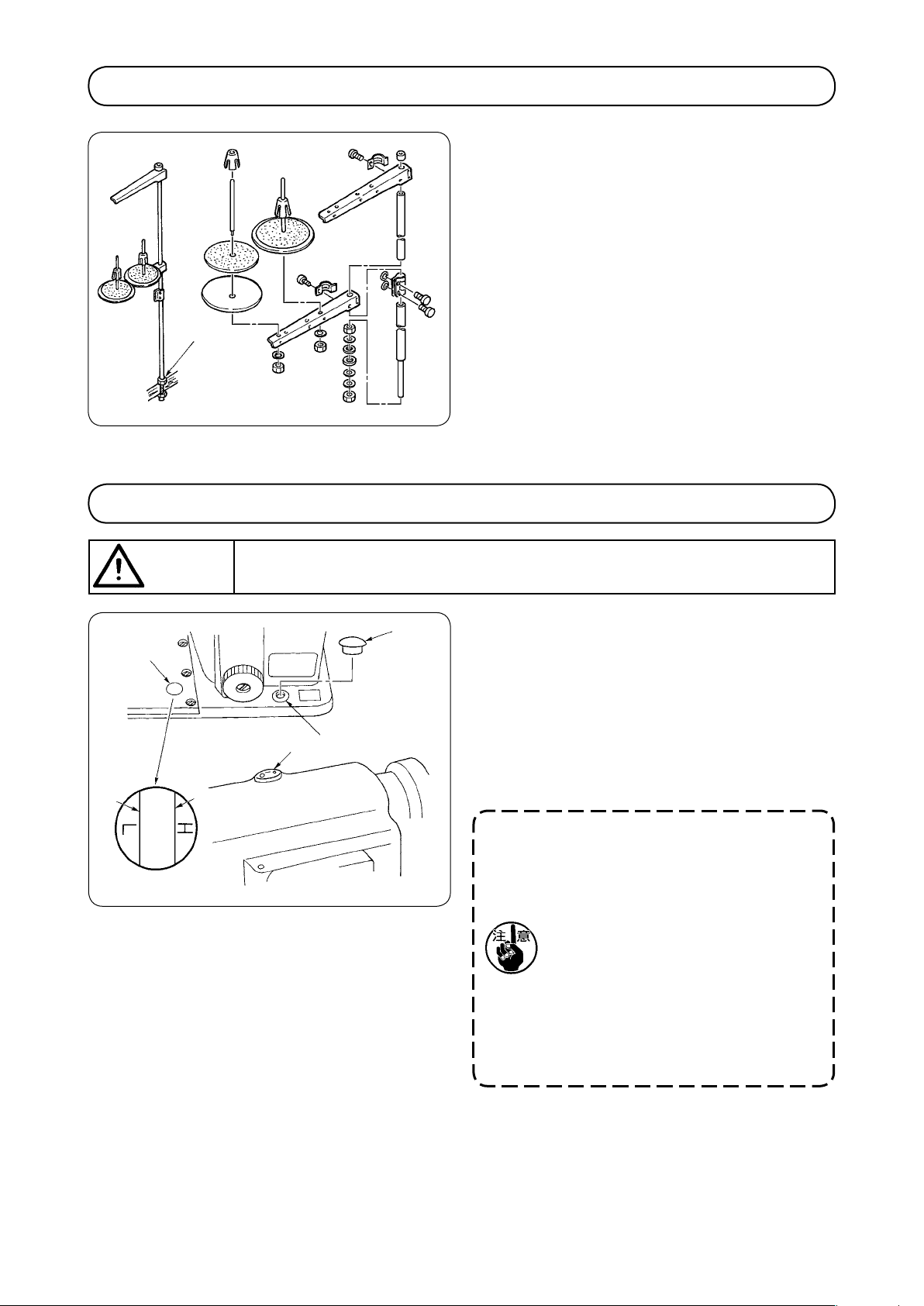
8.
糸立装置の取り付け方
1
9. 給油
1) 糸立て装置を組み付け、テーブルの穴にセッ
トしてください。
2) 糸立て装置が動かないように止めナット
締めてください。
1
を
4
警告
2
3
不意の起動を防ぐため、電源を切ってから行ってください。
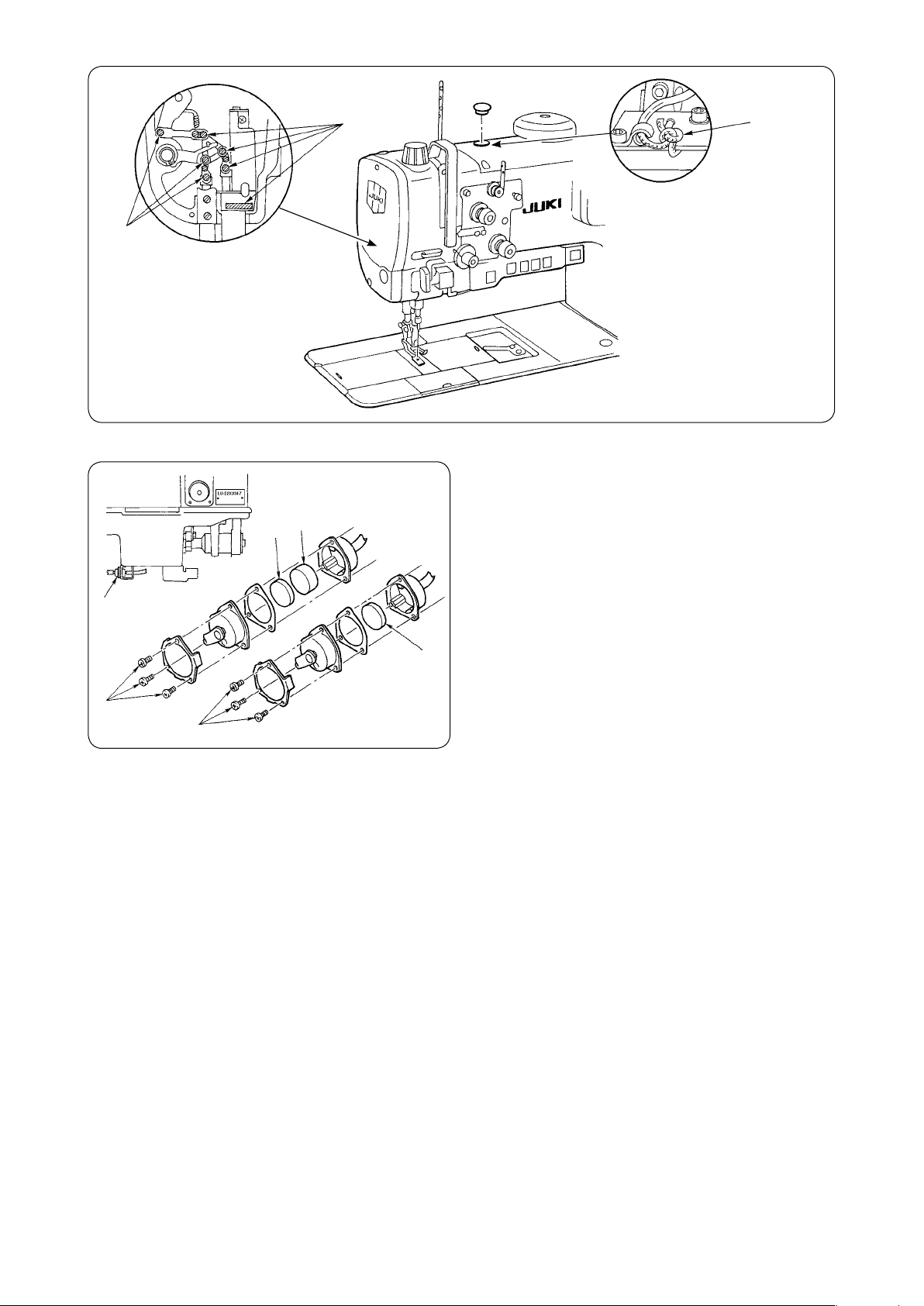
1) ベッドオイルタンク部に、JUKIニューデ
フレックスオイル No.1 を注油口1よりオイ
ルゲージ2の H レベル3まで入れてくださ
い。
2) 油面が L レベル
油してください。
3) 注油後、ミシンを運転し、油窓に油が上がっ
てきていることを確認してください。
1. 指定潤滑油以外は使用しないでくだ
さい。給油口キャップ5は必ず締
めてください。
2. 新しいミシン、または長期間使用さ
れなかったミシンを使用される時
は、矢印の箇所に 2 〜 3 滴注油し
てください。( 次ページ図1参照 )
3. 長時間使用されなかったミシンをご
使用になる時は、約 10 分間 1,800
sti/min で慣らし運転をしてくださ
い。
LU-2220N-7
油窓
5
1
以下に下がったら、再注
4
− −
通常の釜油量で運転した場合、稼働時間が約
¡
100 時間でH レベル → L レベルになります。
給油
フィルタ
7
8
給油
給油
図 1
[ フィルタの掃除 ]
1) 1 ヶ月に 1 回程度、フィルタケース止めねじ
を取り、フィルタ内の磁石7およびフィ
6
ルタエレメント8を掃除してください。
2) フィルタがつまると還流不良となり、釜軸台
上部からの油もれの原因となります。
6
7
6
− −

10. 針の取り付け方
警告
不意の起動を防ぐため、電源を切ってから行ってください。
2
1
11. ボビンの出し入れ
警告
不意の起動を防ぐため、電源を切ってから行ってください。
長溝
針はシュメッツ 134 x 35R をご使用ください。
1) はずみ車を回して、針棒を最高に上げます。
2) 針止めねじ
横にくるように持ちます。
3) 針
4) 針止めねじ
を穴の奥に突き当たるまで深く差し込み
1
ます。
をゆるめ、針1の長溝が左真
2
を固く締めます。
2
1
1) ボビンは釜のレバー
ください。
2) 入れる時は、釜の軸に正しく差し込み、レバー
を倒してください。
を起こして取り出して
1
− −

12. 下糸の通し方
2
警告
1
不意の起動を防ぐため、電源を切ってから行ってください。
1) 糸を中釜の糸通し溝
を通して、そのまま糸を引くと糸調子ばね
2
の下を通って糸穴2に引き出せます。
下糸を引っ張ると、矢印方向にボビンが回る
¡
ようにします。
およびレバー部の糸穴
1
13. 糸案内の取り付け
1
1
2
2
(1) 上糸案内棒の取り付け
1) 上糸案内棒
をナット2で取り付けます。
1
(2) 糸巻き糸案内の取り付け
1) 糸巻き糸案内
巻き装置の上に取り付けます。
2) 位置
の調節は、"14. 下糸の巻き方 " を参考
してください。
を止めねじ2でアームの糸
1
に
− 0 −

14. 下糸の巻き方
警告
A
5
F
4
3
H
不意の起動を防ぐため、電源を切ってから行ってください。
の順に糸を通し、ボビンに数回巻き
1
で調節します。
D
G
E
B
C
1
2
1)
A〜H
付けます。
2) ボビン押え
3) 糸が九分目位巻けるように糸巻き量調節ねじ
2
糸巻き量調節ねじを反時計方向に回すと糸巻
き量は多くなり、時計方向に回すと少なく巻
けます。
4) 糸が片寄って巻ける時は、糸巻き案内
後に動かして、正しく巻ける位置にして止め
ねじ4で固定します。
5) 巻き終ると、ボビン押えが外れて自動的に止
まります。
を倒します。
3
を前
15. 釜油量の調節の仕方
警告
1
不意の起動を防ぐため、電源を切ってから行ってください。
紙片
1) 釜についている油量調節ねじ
します。
2) 時計方向に回すと油量は少なくなり、反時計
方向に回すと油量は多くなります。
3) 適正量は、紙を釜外周近くに置いて約 5 秒で、
図のように薄くすじができる程度です。
を回して調節
1
− −

16. 上糸の通し方
警告
上糸
糸の通し方:糸を作業者側へ引く
不意の起動を防ぐため、電源を切ってから行ってください。
L
K
上糸は図のようにA〜Pの順に通します。
A
G
E
B
C
D
F
N
M
N
P
H
I
J
O
− −

17. 縫い目長さの調節
3
標準送り調節ダイヤル1、2P 送り調節ダイヤル
を左もしくは右に回し、希望する数字とマーク
3
を合わせます。
1
18. 糸調子
2
2P 送りダイヤル3を回す時は、必ず
2P スイッチが OFF になっていること
を確認してください。
2P 送りダイヤルの目盛 3 未満 ( ダイ
ヤルストッパーで止まる所 ) は、2P ダ
イヤルの 0 点合わせ用です。
目盛 3 未満は使用できません。
2P 装置の詳細は "29. 操作スイッチに
ついて " を参照してください。
[ 返し縫い ]
1) 返し縫いレバー
2) 押している間は返し縫いができます。
3) 手を離せば元に戻り、正送りとなります。
を下に押します。
2
警告
(1) 針糸残り長さの調節
第 1 糸調子ナット1を時計方向Aへ回すと、
糸切り後、針先に残る糸の長さが短くなり、
B
B
不意の起動を防ぐため、電源を切ってから行ってください。
A
1
A
2
反時計方向Bへ回すと長くなります。
(2) 上糸張力の調節
第 2 糸調子ナット2を時計方向Aへ回すと
上糸張力は強くなり、反時計方向Bへ回すと
弱くなります。
(3) 下糸張力の調節
糸調子ねじ3を時計方向Cへ回すと下糸張
力は強くなり、反時計方向Dへ回すと弱くな
C
ります。
3
D
− −

19. 糸取りばね
1
4
大きくなる小さくなる
20. 押え上げについて
5
3
2
(1) 糸取りばねの動き量をかえる時
1) 糸取りばね
ストッパ3を左右に動かします。
2) ストッパを右へ動かせば動き量は大きくなり、
左へ動かせば小さくなります。
はストッパ止めねじ2をゆるめ、
1
(2) 糸取りばねの強さをかえる時
1) ナット
へ回すと強くなり、時計方向へ回すと弱くな
ります。
1) 押えを上げた位置で停止させるには、押え上
げ1を矢印方向へ回します。押えは 9 mm
上がって止まります。
2) 押えを下げるには、押え上げを下ろすことに
よって、元の位置に戻ります。
をゆるめ、ばね軸5を反時計方向
4
1
21. 押え圧力の調節
警告
1
不意の起動を防ぐため、電源を切ってから行ってください。
弱くなる
強くなる
1) 押え調節ダイヤル
左へ回すと弱くなります。
( 圧力は必要最小限の強さでご使用ください。)
を右へ回すと強くなり、
1
− −

22. 針と釜の関係
警告
2
1
1.4 mm
1) 標準送り調節ダイヤルを 0 に合わせます。
2) 下軸セットカラー締めねじ
上昇させます。
3) 2) の状態で釜剣先
釜剣先と針の糸穴上端の距離が 1.4 mm となります。 ( はずみ車指針とはずみ車目盛り「L」の刻
線の一致が目安となります。)
4) ベッド上面の釜軸台止めねじ
〜 0.1 mm になるように釜軸台の位置を左右に動かして調整して、止めねじ4および5を固定し
ます。
5) 標準送り調節ダイヤルを最大に合わせて、釜剣先と針が当たらないことを確認してください。
不意の起動を防ぐため、電源を切ってから行ってください。
2.0 mm
0.02 - 0.1 mm
を針2の中心に合わせて、下軸セットカラー締めねじ3を締めます。 この時、
1
3
4
3
をゆるめて、はずみ車を反時計方向に回し、針棒を最下点より 2.0mm
および、釜軸台止めねじ5をゆるめて、釜剣先と針のすき間が 0.02
4
5
ミシンを倒す時、糸立て装置に操作パネルが当たる場合がありますので、糸立て装置を当たら
ない位置まで移動してください。
23. 釜針受けの調整
警告
1
2
0.15 - 0.2 mm
不意の起動を防ぐため、電源を切ってから行ってください。
剣先
2
3
釜を交換した場合は、釜針受け位置を確認してくだ
さい。
標準位置は針1の側面に釜針受け2が当たり
0.15 〜 0.2 mm そった状態です。
そのような状態になっていない時は、釜針受け
を調整してください。
1) 釜針受けを内側に移動する場合は、調節ねじ
を時計方向に回してください。
3
2) 釜針受けを外側に移動する場合は、調節ねじ
を反時計方向に回してください。
3
− −

24. 中釜案内の調整
警告
6
C
5
D
A
B
3
不意の起動を防ぐため、電源を切ってから行ってください。
E
4
1
E
2
0.1 - 0.3 mm
25. 糸切り関係部の調整
警告
不意の起動を防ぐため、電源を切ってから行ってください。
F
1) はずみ車を回して、中釜案内
方向に動かし、止めねじ2をゆるめます。
2) はずみ車を回し、中釜糸案内
方向に動かし、止めねじ3をゆるめます。
3) 中釜
を針板6の溝Dに押し当てておき、先端
が中釜の突起部Fに最も近づく時のすき間を
0.1 〜
固定します。
を矢印Cの方向に回し、中釜止め
4
0.3 mm にして、止めねじ2、3で
を矢印Aの
1
を矢印Bの
1
5
E
(1) 糸切りシリンダジョイントの位置決め
1
7.0 ± 0.5 mm
3
2
糸切りシリンダ1と糸切りシリンダジョイント
は左図のように組み付け、ナット3で固定します。
2
− −

(2) 動メス ( 上下位置の調整 )
2
1
針板
1) 動メス駆動腕締めねじ
と動メス軸スラスト
1
カラー止めねじ2をゆるめ、動メス3の上
下方向を調整後、再び締め付けます。動メス
駆動腕締めねじ1を締める際には、後述の
(6)、(7)、(8)、(9) を行います。
2) 動メスの上下位置は、針板下面 ( 裏面 ) と動
メス3上面のすき間が 0.5 〜 0.6 mmとな
る位置です。
( 調整時には、付属の調整用ゲージを利用でき
ます。)
0.5 〜 0.6 mm
3
付属の調整用ゲージ
厚さ:0.6 mm
29 mm
43.0 mm
26.8 mm
37.8 mm
− −

(3) 固定メス ( 上下位置の調整 )
動メス上面に一致
1
1) 固定メス台締めねじ1をゆるめ、固定メス
2
刃部上端と動メス3上面が一致となる位置に
合わせ、再び締め付けます。( この時、釜剣
先に注意。上軸角度をL刻線付近に合わせ作
業すると、安全です。)
2
(4) 糸ガイド取り付け位置
2
1
3
動メスと上面一致
3
1) 糸ガイド止めねじ
の位置を調整後、再び締め付けます。
取り付け位置:上下方向は糸ガイド
動メス3上面が一致であり、前後方向は、図
中の矢印方向一杯にずらして固定します。
をゆるめ、糸ガイド
1
2
2
上面と
− −

(5)-1. 固定メス ( 移動量の調整 )( 固定メス台ストッパーの位置決め )
1) はずみ車を回して天秤下死点に合わせ、固定
メス台ストッパー止めねじ1と固定メス駆動
腕締めねじ2をゆるめます。
2) 固定メス3先端とベッド溝との距離が 37.8
± 0.1mm の時、固定メス台4と固定メス台
ストッパー5を接触aさせます。
( この時、付属の調整用ゲージを利用できま
す。)
3
4
1
5
37.8 ± 0.1 mm
ベッド上面
滑り板溝部
7
37.8 ± 0.1 mm
固定メス
6
8 2
a
3) 固定メス台ストッパー止めねじ1を締め付け
ます。
4) 2) の状態で糸切りシリンダジョイント6と
シリンダ取付板7のすき間を 19.0 ± 0.5
mmに合わせ、固定メス駆動腕締めねじ2を
締め付けます。
( この時、固定メス台4は下方向へ、固定駆
動腕8は上方向へ押し付けて上下方向のガタ
を取ります。)
付属の調整用ゲージ
43.0 mm
19 ± 0.5mm
厚さ:0.6 mm
29 mm
26.8 mm
37.8 mm
− −

(5)-2. 固定メス ( 左右位置の調整 )
1
2
2
1) 固定メス止めねじ1をゆるめます。
2) 送りダイヤルを「0」、天秤を下死点に合わせ、
手動にて電磁弁を作動させ、糸切りシリンダ
が押し出している状態にします。
( 電磁弁 3 番の手動スイッチを押し、ロック
の状態にします。"(11) 電磁弁の説明 " 参照。)
3) 2) の状態のまま、固定メス
を左右に動かし、固定メ
2
ス先端と針先端を合わせ、固
定メス止めねじ1を締め付
けます。
4) 2) で作動させた電磁弁の手
針
2
確認: 手動にて電磁弁を作動させ、糸切りエアシリンダを動かし
固定メス台と固定メス台ストッパーが接触した状態で、
・固定メス先端とベッドの距離が 37.8 ± 0.1 mm
・シリンダジョイントとシリンダ取付板のすき間が 19.0 ± 0.5 mm
・固定メス先端と針先端 ( 針中心 ) が一致している。
であることを確認します。
固定メス2を取り付ける際は、
反作業者側へ押し当てながら
止めねじを締め付ける。
動スイッチを解除します。
(
"(11) 電磁弁の説明 " 参照。)
− 0 −

(6) メス圧の調整
29.0 〜 30.0 mm
1
1) 天秤を下死点に合わせ、手動にて電磁弁を作
動させ、糸切りシリンダが押し出している状
態にします。
( 電磁弁 3 番の手動スイッチを押し、ロック
の状態にします。"(11) 電磁弁の説明 " 参照 )
2) 1) の状態のまま、はずみ車を手でゆっくり
と回し、動メスの R 部とベッド端面の距離が
29 〜 30mm の位置に合わせます。
( この時、付属の調整用ゲージを利用できま
す。)
3) 動メス止めねじ
をゆるめ、メス圧を調整後、
1
再び締め付けます。
4) 1) で作動させた電磁弁の手動スイッチを解除
します。(
"(11) 電磁弁の説明 " 参照。)
※ 1: メス圧が弱い場合、動メスを固定メスに軽
く押し当てながら動メス止めねじ1を締付
けます。メス圧が高いと刃部の磨耗・破損
に繋がりますので、メス圧は可能な限り低
く調整します。
※ 2: メス圧を上げても糸が切れない場合は、動
メスまたは固定メスの高さを調整範囲内で
変更し、刃面が合うようにします。動メス、
固定メスの高さは、針板下面とのすき間が
0.5 〜 0.6 mm。
付属の調整用ゲージ
厚さ:0.6 mm
29 mm
43.0 mm
26.8 mm
37.8 mm
− −

(7)-1. 動メス駆動腕と動メス初期位置
3
4
7
糸切りカム外周と糸切りカムコロのすき間は、
0.05 〜 0.15 mm
8
2
1
6
5
1) ミシンを倒し、糸切りカムコロがカム溝に入っ
ていない状態で、手動にて電磁弁を作動させ、
糸切りシリンダが引いている状態にします。
( 電磁弁 4 番の手動スイッチを押し、ロック
の状態にします。"(11) 電磁弁の説明 " 参照。)
2) 板ばね ( 組 ) 止めねじ
をゆるめ、板ばね
1
( 組 )2を取り外します。
3) 動メス戻し板止めねじ
をゆるめ、動メス戻
3
し板4を取り外します。
4) 動メス駆動腕ストッパーナット
をゆるめ、
5
動メス駆動腕ストッパーねじ6をゆるめま
す。
5) 動メス駆動腕締めねじ
をゆるめます。
7
6) 糸切りカムコロと糸切りカム外周のすき間を
0.05 〜 0.15 mmに合わせ、動メス8を初
期位置に合わせます。
動メス初期位置は、動メス先端とベッドとの
距離が 26.8 ± 0.1 mm の位置になります。
( この時、付属の調整用ゲージを利用できま
す。)
7) 6) の状態を維持したまま、動メス駆動腕締め
ねじ7を締付けます。
( 締付けトルク:5.9 〜 6.9N ・ m)
この時、動メス駆動腕の上下方向については、
動メス駆動腕下面と動メス軸下端が端面一致
となります。
26.8 ± 0.1 mm
ベッド上面
滑り板溝部
26.8 ± 0.1 mm
8
(7)-2. 動メス戻し板の取り付け位置 へ続く。
付属の調整用ゲージ
43.0 mm
厚さ:0.6 mm
29 mm
26.8 mm
37.8 mm
9 mm
− −

(7)-2. 動メス戻し板の取り付け位置
1) 糸切りカムコロと糸切りカム外周のすき間
0.05 〜 0.15mm を維持したまま、動メス
戻し板1を動メス戻しピン2に接触させ動
メス戻し板止めねじ3で固定します。
(7)-3. 動メス駆動腕と動メス駆動腕ストッ
パーのすき間の調整 へ続く。
3
1
2
動メス戻し板と
戻しピンが一致 ( 接触 )
(7)-3. 動メス駆動腕と動メス駆動腕ストッパーのすき間の調整
2
1
4
接触
0.05 〜 0.1mm
3
5
(0.05 〜 0.15mm)
6
1) 動メス戻し板
と動メス戻しピン2が接触
1
している状態にて動メス駆動腕ストッパー
ねじ3と動メス駆動腕
の間に 0.05 〜
4
0.1mm のすき間を作り、ナット5で固定し
ます。
2) 板ばね先端部を動メス戻し板の中央部に合わ
せて、板ばね ( 組 ) 止めねじ6にて固定します。
3) (7)-1-1) で作動させた電磁弁の手動スイッチ
を解除します。
"(11) 電磁弁の説明 " 参照 )
(
板ばね先端部を
動メス戻し板の中央部に合わせる
糸切り動作中において、マシンロックが発生した場合には、(7)-1 〜 3 の調整値が適正である
か確認してください。
適正でない場合には、再調整が必要になります。
− −

(8) 糸切りカムタイミングの調整
はずみ車指針
はずみ車目盛り
1
密着
1) 糸切りカム止めねじ
の位置を調整後、再び締め付けます。
2
2) 糸切りカムの位置は、はずみ車の位置が L 刻
線の時、糸切りカムコロ3がカム溝の入り始
めの R 部と接触する位置となります。
確認: 糸切りカムを固定した後、再度、L 刻線と
カム溝の入り始めの R 部の位置を確認して
ください。
をゆるめ、糸切りカム
1
2
3
− −

(9) クランプばね取り付け位置
1
注意: 動メス初期位置においてクランプばねと動メス
にすき間があると糸切り後、下糸をクランプで
きません。
刻線
2
1) 動メスが初期位置にある時、クランプばね止
めねじ1をゆるめます。
2) 動メス上面の刻線とクランプばね2の切り欠
きを一致させます。(調整時の目安)
3) クランプばね2のクランプ部を動メスへ接触
させてクランプばね締めねじ1で固定しま
す。(締付けトルク:0.2 〜 0.3N・m)
クランプばね
のクランプ部を動メスに接触
2
させる際には、クランプばね先端部も動メス
へ近づけます。動メス動作時には、クランプ
ばね先端部が動メスと接触しているようにし
ます。
※
クランプばね取り付け位置調整後には、"
1
クランプばねと釜の接触 "、"2クランプばね
と動メス(最前進位置)の接触 " に注意して
ください。クランプばね折損の原因となりま
す。
切欠きクランプ部
動メスが最前進位置の時
クランプばねと衝突しないこと
目安 :
0.3 〜 0.8mm
動メス最前進位置
※ クランプばね止めねじ
をゆるめても、クラ
1
ンプばねの位置を調整しきれない場合は、ク
ランプばね台止めねじ3をゆるめ、クランプ
ばね台4を作業者側へ動かして調整してくだ
さい。
( クランプばね台の上下方向位置は、釜軸台
へ当て付けとなりますので、下方向へ軽く押
し付けながら止めねじ3で締め付けてくださ
い。)
4
3
− −

(10) コンデンス量の調整
1
3
2
A 寸法
A
コンデンス量
( 目安 )
11.5 mm 1.5 mm
12.0 mm 2.0 mm
1) 逆送りシリンダナックルジョイント
ナット3をゆるめます。
2) 逆送りシリンダロッド
ダナックルジョイント2端面とのすき間を表
を目安に調整します。( ロッド1を回転させ
て調整できます )
3) 調整後は止めナット
確認:
1.
実際に糸切り縫製を行います。
コンデンス量 ( 糸切り 1 針前のピッチ ) が縫
2.
製条件において適正 ( ※ ) であるか確認して
ください。
※ コンデンス量を小さくすることで布側の糸残
り長さが短くなりますが、小さ過ぎると縫い
目によって生地が裂けてしまい目飛びとなり、
糸切り不良となります。
また、大き過ぎる場合にも糸さばき不良とな
り、糸切り不良となります。
コンデンス量は 1.5 〜 2 mm を推奨します。
先端と逆送りシリン
1
を締め付けます。
3
2
の止
− −

(11) 電磁弁の説明
8
9 4 2
コンデンス
1
BT
2
糸切りON ( シリンダ押し出す )
3
糸切りOFF ( シリンダ引く )
4
糸掴み ( シリンダ押し出す )
5
FL ( 押え足が上がる )
7
FL ( 押え足が下がる )
8
DL ( シリンダ押し出す )
9
) 2 P
B(C
BC7 5 3 1
電磁弁のスイッチ ( 手動 ) について
B
C
1) カバー内部のスイッチ ( 緑色 ) を押すことで、
電磁弁を手動で動作させることができます。
8 9 4
57 3 1
2
2) スイッチを押しながら矢印方向へ回転させる
ことで、ロックさせることができます。
矢印と反対方向に回転させることでロックを
解除できます。
※ 電源投入時には、電磁弁の全てのカバーが閉
まっていることを確認してください。
( 手動スイッチがロックされている状態では、
カバーは閉まらないため、電磁弁の誤作動を
防ぐことができます。)
− −

26. 押え足と上送り足上昇量の調節
1
上昇量の調節はダイヤル1で行い、時計方向に
回すと大きくなり、反時計方向に回すと小さくなり
ます。
27. 縫い速度一覧表
最高縫い速度は、縫製条件により下表のように設定されています。
各条件に合わせて最高縫い速度をセットし、設定値をこえないようにしてください。
(1) 交互上下量による最高速度
1) 縫い目 6mm 以下の場合
4,000
3,500
3,000
2,500
2,000
1,500
1,000
縫い速度 (sti/min)
500
0
1 1.5 2 2.5 3 3.5 4 4.5
交互上下量 (mm)
4.75
5 5.5 6 6.5
2) 縫い目 6mm を越え 9mm 以下の場合
交互上下量 速度
1 〜 6.5 mm 2,000 sti/min
28. 安全装置の復帰
警告
2
不意の起動を防ぐため、電源を切ってから行ってください。
A
1
縫製中に、釜等に無理な力が加わると、安全装置
が働きます。この時、はずみ車を回しても釜は
回転しません。
1) 安全装置の復帰は、ミシンを倒して行います。
2) 安全装置受け
の穴Aに、付属品のドライ
1
バ ー ( 中 )2を差します。
3) 安全装置受け
が回転しないよう手でドライ
1
バー2を支えたまま、はずみ車を逆回転させ
ます。
4) 「カチッ」という音がしたら、復帰動作は完了
です。
− −

29. 操作スイッチについて
タッチバックスイッチ
1
・ ミシン運転中は、押している間返し縫いにな
ります。
離すと正縫いに戻ります。
・ ミシン停止中に押すと送りが逆送りの状態に
なります。( ミシンは動きません。)
離すと元に戻ります。
31 2 4 6
交互上下量変換スイッチ
2
5
押すと押え足、上送り足の交互上下量が最大になります。 ( スイッチの上のランプが点灯します。)
段部などで、縫製物が送りにくい時に使用してください。
交互上下量交換をひざスイッチで行う場合は、付属のひざスイッチをテーブルに木ねじで固定し、使
用してください。配線については「厚物厚物機種取扱説明書 ( 補足 )」を参照ください。
自動返し縫い取り消し / 追加スイッチ
3
・ 次の自動返し縫いが設定されている場合に押すと、( 押した直後の 1 回だけ ) その自動返し縫いが実
行されません。( 例 1)
・ 設定されていない場合に押すと、( 押した直後の 1 回だけ ) 自動返し縫いが実行されます。( 例 2)
( 例 1) 始め・終り返し縫いとも設定ありの場合
A
B
C
D
縫製前に
C
D
スイッチを押すと、
始め返し縫い (A、B 区間 ) を行いません。
( 例 2) 始め・終り返し縫いとも設定なしの場合
A
B
A
D
縫製途中で
B
C
スイッチを押すと、
A
B
終り返し縫い (C、D 区間 ) を行いません。
縫製前に
スイッチを押すと、
始め返し縫い (A、B 区間 ) を行います。
− −
C
D
縫製途中で
スイッチを押すと、
終り返し縫い (C、D 区間 ) を行います。

針上げスイッチ
4
押すとミシンが下停止位置→上停止位置まで動きます。
倒したミシンを起こす時に、操作スイッチを持って起こさないでください。
例
2P 送り調節ダイヤル目盛り : 6
¡
標準送り調節ダイヤル目盛り : 9
¡
スイッチを押すと縫い目長さが
¡
9 → 6 に切り替わります。
2P スイッチ
5
押すと 2P 送り調節ダイヤル目盛りの縫い目
長さに切り替わります。( スイッチの上のラ
ンプが点灯します。)
2P 送り調節ダイヤルの数字は、標準
調節ダイヤルの数字より必ず小さくし
てください。
OFF ON
\
再度スイッチを押すと縫い目長さが
¡
6 → 9 に戻ります。
− 0 −

ON OFF
30. ひざスイッチについて
上糸掴みスイッチ
6
上糸掴みスイッチ ON の場合には、縫い始め
に上糸掴み動作を行い、OFF の場合には、上
糸掴み動作を行いません。
ただし、電源投入後、糸切り動作を行うまで
は縫い始めの押え足上昇動作も上糸掴み装置
も機能しません。
また、糸切り動作後、押えを上昇させると上
糸掴み装置にて、上糸を挟みますが、上糸掴
みスイッチを OFF にすると上糸は開放され
ます。
モーターの設定で、上糸掴みスイッチ
を有効・無効に設定できます。
詳細は、厚物機種取扱説明書 ( 補足 )
をご覧ください。
ひざスイッチ1を押すと、押え足と上送り足の交
互上下量が最大になります。
( 頭部の " "( 交互上下量変換 ) スイッチを押した
のと同じ働きになります。)
1
モーターの設定で、ひざスイッチを押
え上げスイッチとしても使うことがで
きます。( 押え上げスイッチとした場合、
交互上下量変換スイッチとしての機能
はなくなります。)
詳細は、厚物機種取扱説明書 ( 補足 )
をご覧ください。
31. 縫製作業に関する注意
1. 縫製作業を行う前には必ず、ミシン停止時の針棒位置 ( 針上停止位置 / 針下停止位置 ) が正しい位置
であるか確認してから行ってください。
〔針棒位置指定の設定は厚物機種取扱説明書 ( 補足 ) を参照してください〕
2. 縫製物 ( 生地、糸 ) により、縫い始め・縫い終りの状態が異なるため、試し縫いを行い、縫い上がり
状態を確認してください。
3. 上糸掴み装置を使用の際には、縫い始め返し縫いと併せて使用してください。
4. 糸切り動作は、必ず布上で行ってください。
− −

32. 縫いにおける現象と原因・対策
現 象 原 因 対 策
1. 糸切れ
( 糸がほつれ、ま た
はすり切れる。)
( 布裏 に 上糸 が 2 〜
3cm 残っている。)
2. 目飛び
糸道、針の先、釜剣先、針板
1
の中釜止め溝にきずがある。
上糸張力が強い。
2
中釜案内のすき間が大きい。
3
針と釜剣先が当たる。
4
釜部の油量が少ない。
5
上糸張力が弱い。
6
糸取りばねが強く、動き量が
7
小さい。
針と釜のタイ ミ ングが早い。
8
または遅い。
針と釜のタイ ミ ングが早い。
1
または遅い。
押え圧が弱い。
2
針穴上端と釜剣先のすき間が
3
合っていない。
釜針受けがきいていない。
4
針の選択不良。
5
釜剣先 の きずは 細 目の紙 や すりで 研
™
ぐ。
針板の中釜止め溝はバフで仕上げる。
上糸張力を弱くする。
™
すき間を小さくする。
™
"24. 中釜案内の調整 " 参照。
"22. 針と釜の関係 " 参照。
™
適正油量にする。
™
"15. 釜油量の調節の仕方 " 参照。
上糸張力を強くする。
™
糸取りばねを弱く、動き量を大きくす
™
る。
"22. 針と釜の関係 " 参照。
™
"22. 針と釜の関係 " 参照。
™
押え調節ねじを締める。
™
"22. 針と釜の関係 " 参照。
™
"23. 釜針受けの調整 " 参照。
™
1 ランク太番手の針に交換する。
™
3. 糸締まり不良
4. 切断と同時に針から
糸が抜ける。
5. 縫い始めに針から糸
が抜ける。
ボビンケースの糸調子ばねに
1
下糸が入っていない。
糸道仕上げが悪い。
2
ボビンの滑りが悪い。
3
中釜案内のすき間が大きい。
4
上糸張力が弱い。
5
下糸張力が弱い。
6
下糸の巻き方が強い。
7
糸が太い。
8
天秤の糸供給量が大きい。
9
第 1 糸調子の張力が強い。
1
第 1 糸調子の張力が強い。
1
クランプばねの形状が悪い。
2
下糸張力が弱い。
3
ボビンケースの糸通しを正しくする。
™
目の細かい紙やすりで研ぐ。
™
またはバフで仕上げる。
ボビンの交換、または釜の交換。
™
"24. 中釜案内の調整 " 参照。
™
上糸張力を強くする。
™
下糸張力を強くする。
™
下糸巻きの張力を弱くする。
™
太糸用の送り歯に交換する。
™
上糸掴み 装置の プ リテン シ ョンを 外
™
す。
針番手を上げる。
™
天秤糸案内を右へ移動し、天秤による
™
供給量を少なくする。
第 1 糸調子の張力を弱くする。
™
第 1 糸調子の張力を弱くする。
™
クランプばねの交換。または修正する。
™
下糸張力を強くする。
™
− −
現 象 原 因 対 策
6. 糸切り時の切れ味
不良
7. 糸切らず
8. 糸 切り後の 縫 い始め
で糸切れする。
動メス、固定メスの刃部が
1
合っていない。
刃部がつぶれている。
2
上糸張力が弱い。
3
下糸張力が弱い。
4
動メスの初期位置の寸法が
1
合っていない。
下糸張力が弱い。
2
糸ガイドの位置不良。
3
太糸切断時のトルク不足。
4
上糸が釜から抜けない。
1
"25. 糸切り関係部の調整 " 参照。
™
動メ ス、固定メスを交換。または修正
™
する。
上糸張力を強くする。
™
下糸張力を強くする。
™
サービスマニュアルの「メス初期位置
™
調整」参照。
下糸張力を強くする。
™
"25.(4) 糸ガイド取り付け位置 " 参照。
™
#4,#5 相当の太糸を使用の場合は上停
™
止位置を遅らせる。
SC-510 取扱説明書の 「 機能 No.112」
参照。
SC-922 取扱説明書の 「 機能 No.143」
参照。
上糸残り量を少なくする。
™
"18. 糸調子 " 参照。
9. 糸 切り後の 縫 い始め
で目飛びが発生する。
糸切り後、下糸がクランプ
1
されていない。
糸ガイドの位置不良。
2
回転数が早く、上糸が下糸
3
を捕捉できていない。
下糸張力が弱い。
4
糸切り後、針糸残り長さが
5
短い。
クランプばね取り付け位置の見直し。
™
"25.(4) 糸ガイド取り付け位置 " 参照。
™
モー ターの設定で、ソフトスタート
™
針数を増やす。
「モーター取扱説明書」参照。
下糸張力を強くする。
™
糸掴み装置のプリテンションを弱くす
™
る。または外す。
滑りの悪い糸の場合、糸切り時の糸掴
み動作を OFF にする。
SC-510 取扱説明書の「機能 No.120」
参照。
SC-922 取扱説明書の 「 機能 No.157」
参照。
− −
 Loading...
Loading...