

Page 1
ITALIANO
LU-2220N-7
MANUALE D’ISTRUZIONI
Page 2

INDICE
1. CARATTERISTICHE TECNICHE ............................................................................................1
2. INSTALLAZIONE
3. REGOLAZIONE DELLA TENSIONE DELLA CINGHIA
4. MONTAGGIO L’ASTA DI SUPPORTO DEL SINCRONIZZATORE
5. FISSAGGIO DEL COPRICINGHIA
6. MONTAGIO DELL’INTERRUTTORE A GINOCCHIO
7. INSTALLAZIONE DELL’UNITA’ DI EROGAZIONE DELL’ARIA
(1)
Installazione dell’unità di controllo dell’aria ..................................................................................................... 4
(2) Collegamento del tubo per l’aria ........................................................................................................ 5
(3) Regolazione della pressione dell’aria ................................................................................................6
..................................................................................................................... 1
.......................................................... 2
........................................ 3
.......................................................................................... 3
.............................................................4
............................................ 4
8. INSTALLAZIONE DEL PORTAFILO ....................................................................................... 7
9. LUBRIFICAZIONE
10. FISSAGGIO DELL’AGO
11. INSERIMENTO/RIMOZIONE DELLA BOBINA
12. INFILATURA DEL FILO NEL CROCHET
13. INSTALLAZIONE DELLA GUIDA DEL FILO
(1)
Installazione dell’asta del guidalo dell’ago ................................................................................................... 10
(2) Installazione della guida dell lo dell’avvolgibobina .....................................................................10
................................................................................................................... 7
........................................................................................................ 9
..................................................................... 9
............................................................................ 10
......................................................................10
14. AVVOLGIMENTO DELLA BOBINA ..................................................................................... 11
15. RECOLAZIONE DELLA QUANTITÀ DI OLIO NEL CROCHET
16. DIAGRAMMA DI INFILATURA
17. REGOLAZIONE DELLA LUNGHEZZA DEL PUNTO
18. TENSIONE DEL FILO
(1) Regolazione della lunghezza del lo rimasto dopo il taglio del lo .............................................13
(2) Regolazione della tensione del lo dell’ago ...................................................................................13
(3) Regolazione della tensione del lo della bobina ............................................................................ 13
.......................................................................................................... 13
............................................................................................ 12
.......................................................... 13
.......................................... 11
19. MOLLA CHIUSURA PUNTO ...............................................................................................14
(1) Se si desidera modicare la corsa della molla : ............................................................................. 14
(2) Se si desidera modicare la tensione della molla : ........................................................................14
20. LEVA ALZA PIEDINO MANUALE ....................................................................................... 14
21. REGOLAZIONE DELLA PRESSIONE DEL PIEDINO PREMISTOFFA
22. RELAZIONE FASE AGO/CROCHET
23. REGOLAZIONE DEL SALVAAGO DEL CROCHET
REGOLAZIONE DELLA LINGUETTA DI APERTURA DELLA CAPSULA ................................ 16
24.
.................................................................................. 15
........................................................... 15
.............................. 14
i
Page 3

25. REGOLAZIONE DEI COMPONENTI DEL MECCANISMO DI TAGLIO DEL FILO ........... 16
(1) Posizionamento del giunto del cilindro di taglio del lo ...............................................................16
(2) Coltello mobile (Regolazione della posizione verticale) ................................................................ 17
(3) Controlama (Regolazione della posizione verticale) ......................................................................18
(4) Posizione di montaggio del guidalo ..............................................................................................18
(5)-1. Controlama (Regolazione della quantità di spostamento) (Posizionamento del fermo della
base della controlama)
(5)-2. Controlama (Regolazione della posizione laterale)
(6) Regolazione della pressione del coltello .........................................................................................21
Posizione iniziale del braccio di azionamento del coltello mobile e del coltello mobile ..........22
(7)-1.
(7)-2. Posizione di montaggio della piastra di ritorno del coltello mobile ......................................... 23
(7)-3. Regolazione della distanza tra il braccio di azionamento del coltello mobile e il fermo del
braccio di azionamento del coltello mobile
(8) Regolazione del tempismo del cam di taglio del lo ......................................................................24
(9) Posizione di montaggio della molla di pinzatura ............................................................................25
(10) Regolazione della quantità di inttimento
(11) Descrizione della valvola solenoide
.................................................................................................................19
....................................................................20
................................................................................ 23
...................................................................................... 26
................................................................................................ 27
26. REGOLAZIONE DELLA QUANTITÀ DI SOLLEVAMENTO DEL PIEDINO PREMISTOFFA
E DEL PIEDINO MOBILE
27. TABELLA VELOCITÀ DI CUCITURA
(1) La velocità massima di cucitura in base alla quantità di movimento verticale alternato del
piedino oscillante e del piedino premistoffa. .................................................................................. 28
.................................................................................................... 28
.................................................................................. 28
28. RIPRISTINO DELLA FRIZIONE DI SICUREZZA ................................................................ 28
29. INTERRUTTORI DI FUNZIONAMENTO
30. INTERRUTTORE A GINOCCHIO
........................................................................................ 31
31. AVVERTENZE RIGUARDANTI L’OPERAZIONE DI CUCITURA
32. INCONVENIENTI IN CUCITURA E RIMEDI
.............................................................................. 29
....................................... 31
........................................................................ 32
ii
Page 4
1. CARATTERISTICHE TECNICHE
Modello LU-2220N-7
Applicazioni Sedili di automobilio, ecc.
Velocità di cucitura
Max. 3.500 sti/min
Vedere il par.
“ 27. TABELLA DELLA VELOCITÀ DI CUCITURA” sulla pagina 28
Lunghezza del punto (max.) Trasporto normale : 9 mm Trasporto inverso : 9 mm
Ago
SCHMETZ 34 x 35R (da Nm 0 a Nm 60)
Crochet Crochet verticale, maggiorato ,6 volte
Alzata piedino premistoffa Leva alzapiedino manuale : 9 mm Alzapiedino a ginocchio : 6 mm
Olio lubricante JUKI New Defrix Oil No.
pA
- Livello di pressione acustica (L
) dell'emissione continua equivalente
dell'ambiente lavorativo :
pA
= 2,5 dB); secondo la norma ISO
Rumorosità
Valore ponderato A di 85,5 dB ; (Include K
082- C.6.2 -ISO 204 GR2 a 3.500 sti/min
- Livello di potenza acustica (LWA) ;
Valore ponderato A di 9,0 dB; (Include KWA = 2,5 dB) ; secondo la norma ISO
082- C.6.2 -ISO 3744 GR2 a 3.500 sti/min
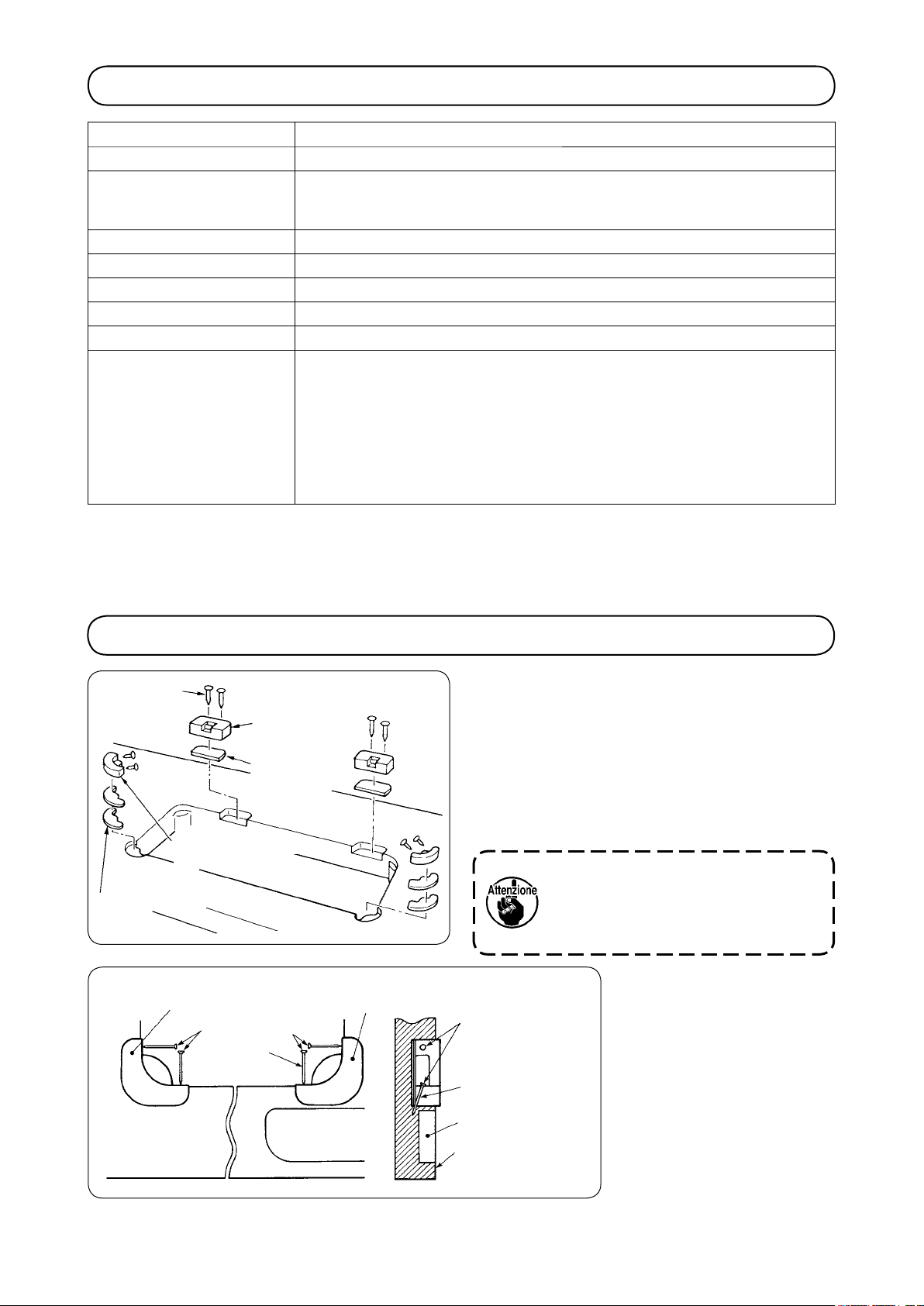
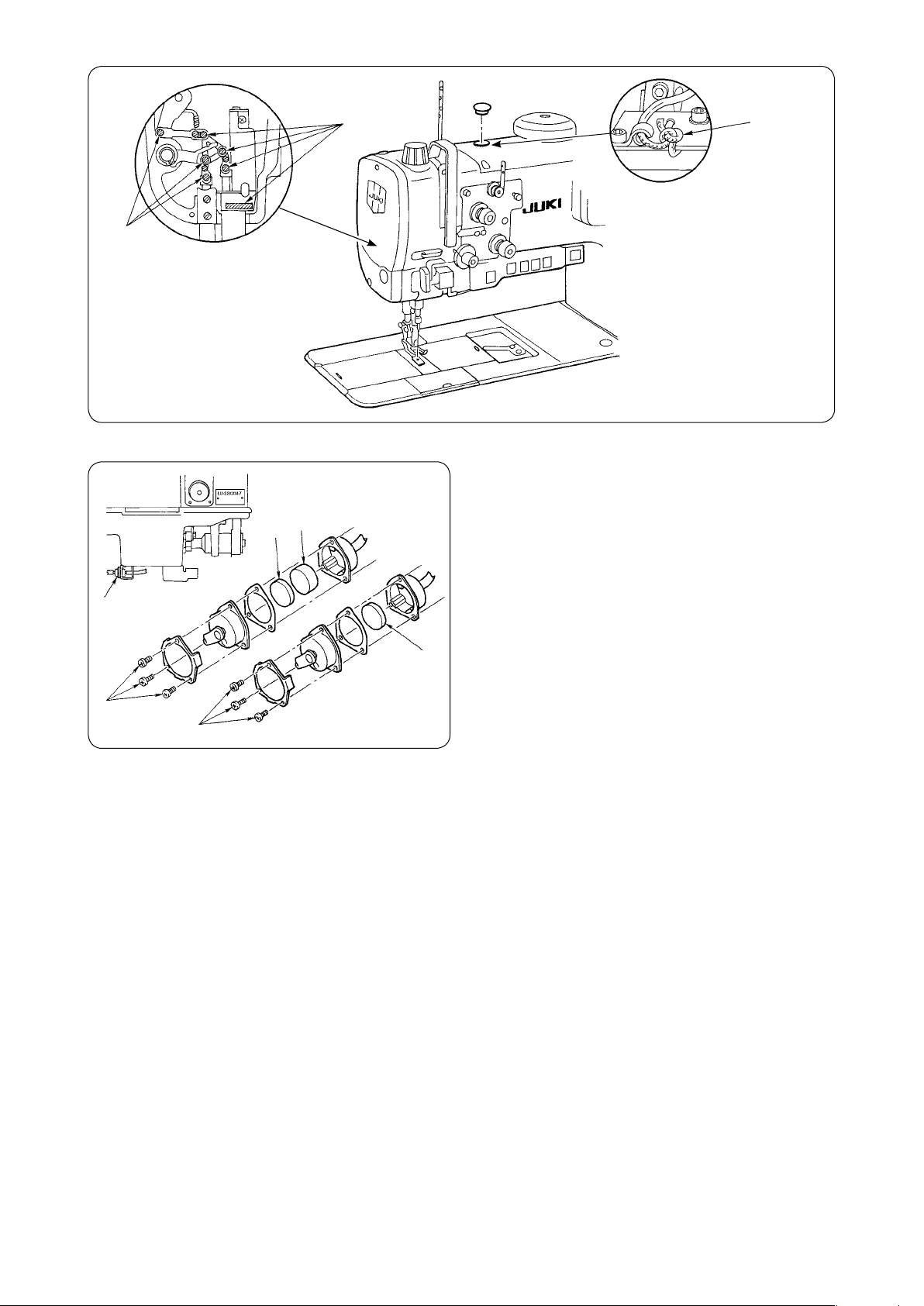
2. INSTALLAZIONE
.
Chiodo
Gommino della testa
della macchina
Tampone in gomma
Gomma di sostegno della
Atesta della macchina
Chiodo
Tampone con
cerniera
Distanziale in
gomma
Gomma di sostegno della
Atesta della macchina
Chiodo
A
Cassetta degli
articoli piccoli
) Quando si trasporta la macchina per cucire,
assicurarsi di trasportarla in due persone.
2)
Non mettere un oggetto appuntito, come il
cacciavite, nel posto dove la macchina per
cucire deve essere installata.
3) Fissare i basamenti della cerniera e le gomme di
supporto in dotazione con la macchina sul tavolo
tramite i chiodi.
Quando si concca il chiodo A,
conccarlo obliquamente in modo
che esso non attraversi il lato della
cassetta degli articoli piccoli.
Chiodo
A
Cassetta degli
articoli piccoli
Supercie
superiore del tavolo
della macchina
− −
Page 5
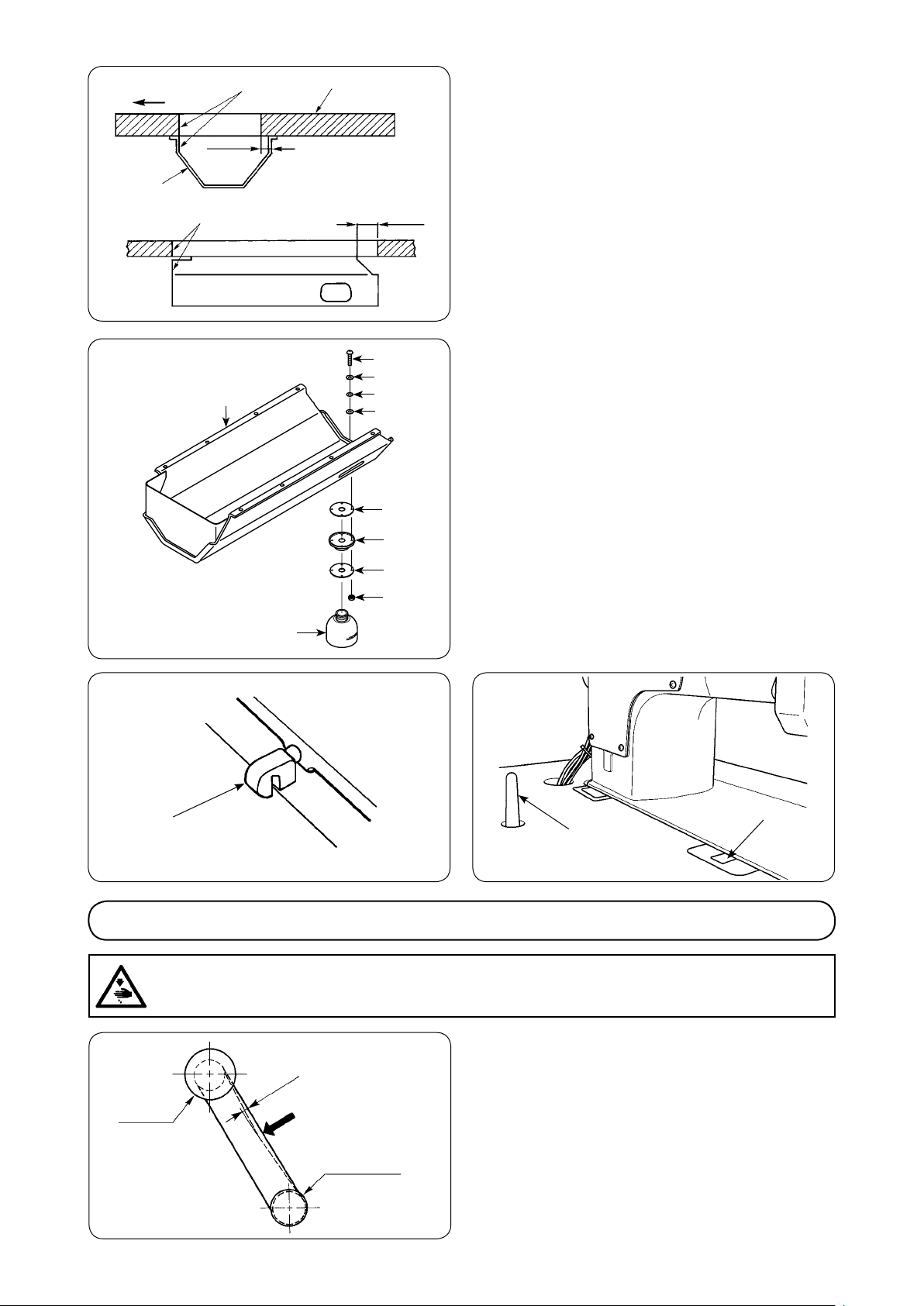
Lato dell’operatore Allineare
1
Allineare
Tavolo
20 mm
50 mm
4) Fissare la vaschetta dell’olio
la macchina sul tavolo in 8 posti con le viti per
legno.
in dotazione con
1
Vasca dell’olio
8
5
6
9
6
3
2
4
7
5) Attaccare la spina di scarico
e la rondella 4 alla vasca dell’olio.
Attaccare la guarnizione
vite 5 e ssarle con il dado 7.
6) Dopo averli ssati, avvitare il contenitore dell’olio
nella spina di scarico 2.
8
7) Inserire la cerniera !0 nel foro della base,
incastrare la cerniera con la cerniera di gomma
del tavolo e appoggiare la testa della macchina
sulle gomme di sostegno della testa poste ai
quattro angoli.
8) Installare la barra di sostegno !1 della testa
saldamente sul tavolo inserendola no in fondo al
foro del tavolo.
, la guarnizione 3
2
e la rondella 9 alla
6
!0
!1
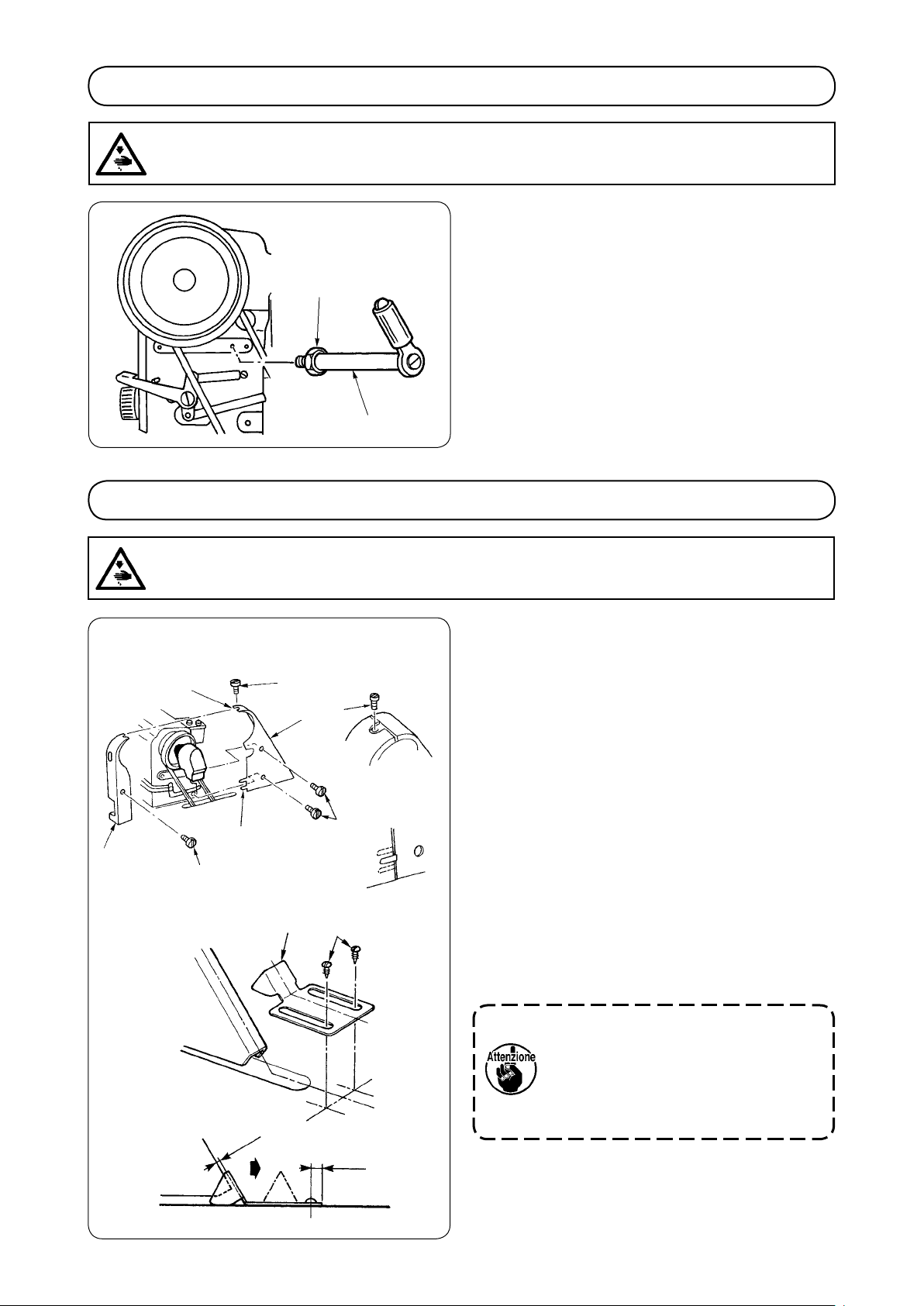
3. REGOLAZIONE DELLA TENSIONE DELLA CINGHIA
AVVERTIMENTO :
Prima di effettuare le seguenti operazioni, posizionare l’interruttore su OFF (SPENTO) onde
evitare incidenti causati dall’avviamento accidentale della macchina per cucire.
Regolare la tensione della cinghia con l'altezza del
motore in modo che la cinghia si incurvi di 5 mm
quando un carico di 9,8 N viene applicato al centro
della cinghia a V.
− 2 −
Volantino
15mm
9,8N
Puleggia motore
!0
Page 6
4. MONTAGGIO L’ASTA DI SUPPORTO DEL SINCRONIZZATORE
AVVERTIMENTO :
Prima di effettuare le seguenti operazioni, posizionare l’interruttore su OFF (SPENTO) onde
evitare incidenti causati dall’avviamento accidentale della macchina per cucire.
2
1
5. FISSAGGIO DEL COPRICINGHIA
AVVERTIMENTO :
Prima di effettuare le seguenti operazioni, posizionare l’interruttore su OFF (SPENTO) onde
evitare incidenti causati dall’avviamento accidentale della macchina per cucire.
Tacca
6
(superiore)
4
1
2
7
3
A
5
4
B
Tacca
(inferiore)
) Attaccare l’asta di supporto del sincronizzatore
al braccio usando il dado di ssaggio 2.
) Fissare il copricinghia (retro)
le viti 2.
2) Fissare il copricinghia (davanti)
(superiore) A ed alla tacca (inferiore) B del
copricinghia (retro).
3) Fissare il copricinghia (davanti)
e 5.
4
4) Fissare la piastra ausiliaria
di 0 mm dall’estremità posteriore della piastra
ausiliaria con le viti per legno 7 quando c’è un
gioco di 2,5 mm tra il copricinghia e la piastra
ausiliaria.
5) Quando la testa della macchina viene inclinata,
allentare le viti per legno 7 e spostare la piastra
ausiliaria del copricinghia nel senso indicato dalla
freccia nché essa si fermi. Inclinare quindi la
testa della macchina.
al braccio tramite
1
alla tacca
3
tramite le viti
3
ad una distanza
6
1
2,5 mm
Dopo aver ssato il copricinghia,
controllare che i rispettivi li non
tocchino la cinghia e il volantino.
Scollegamento dei li si vericherà
quando essi si toccano.
10 mm
− 3 −
Page 7
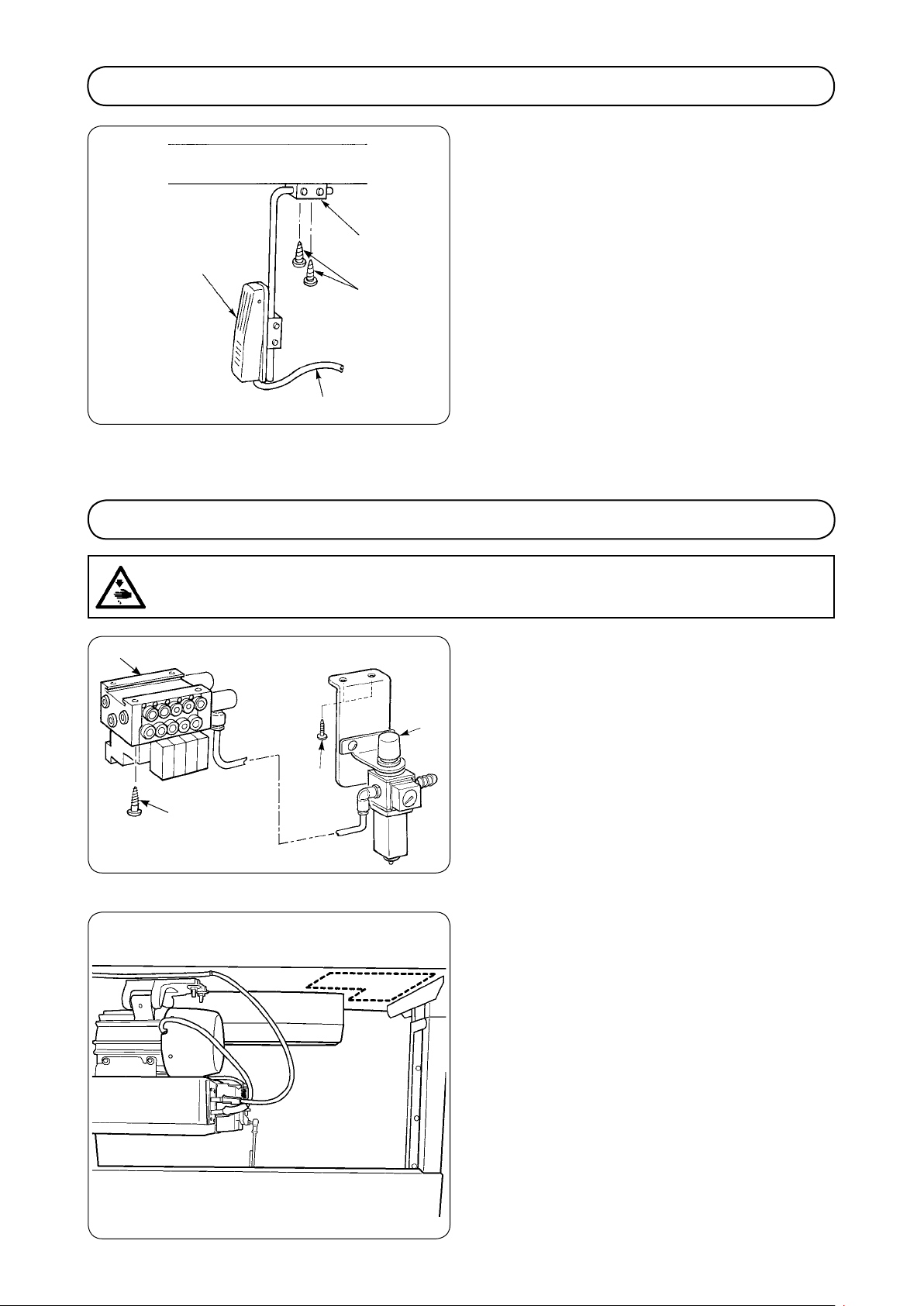
6. MONTAGIO DELL’INTERRUTTORE A GINOCCHIO
dell’interruttore a
2
1
2
) Fissare la base di supporto
ginocchio 1 all’interno del tavolo della macchina
tramite le viti per legno 3.
2) Fissare il cavo
tavolo della macchina tramite il fermacavo in
dotazione in maniera da assicurare che il cavo
atesso non ostacoli le operazioni di cucitura.
nella corretta posizione sul
4
3
4
7. INSTALLAZIONE DELL’UNITA’ DI EROGAZIONE DELL’ARIA
AVVERTIMENTO :
Prima di effettuare le seguenti operazioni, posizionare l’interruttore su OFF (SPENTO) onde
evitare incidenti causati dall’avviamento accidentale della macchina per cucire.
3
4
Vista posteriore del tavolo
2
1
(1)
Installazione dell’unità di controllo dell’aria
) Installare il regolatore (asm.)
inferiore del tavolo con la vite per legno 2 fornita
come accessori.
2) Installare l’unità di controllo dell’aria (asm.)
sulla supercie inferiore del tavolo in quattro punti
con le viti per legno 4 fornite come accessori.
3) Installare il regolatore (asm.)
controllo dell’aria (asm.) 3 nella cornice a linea
tratteggiata come mostrato nella gura a sinistra.
Determinare la posizione d’installazione secondo
la convenienza all’utente.
sulla supercie
1
e l’unità di
1
3
− 4 −
Page 8
1
2
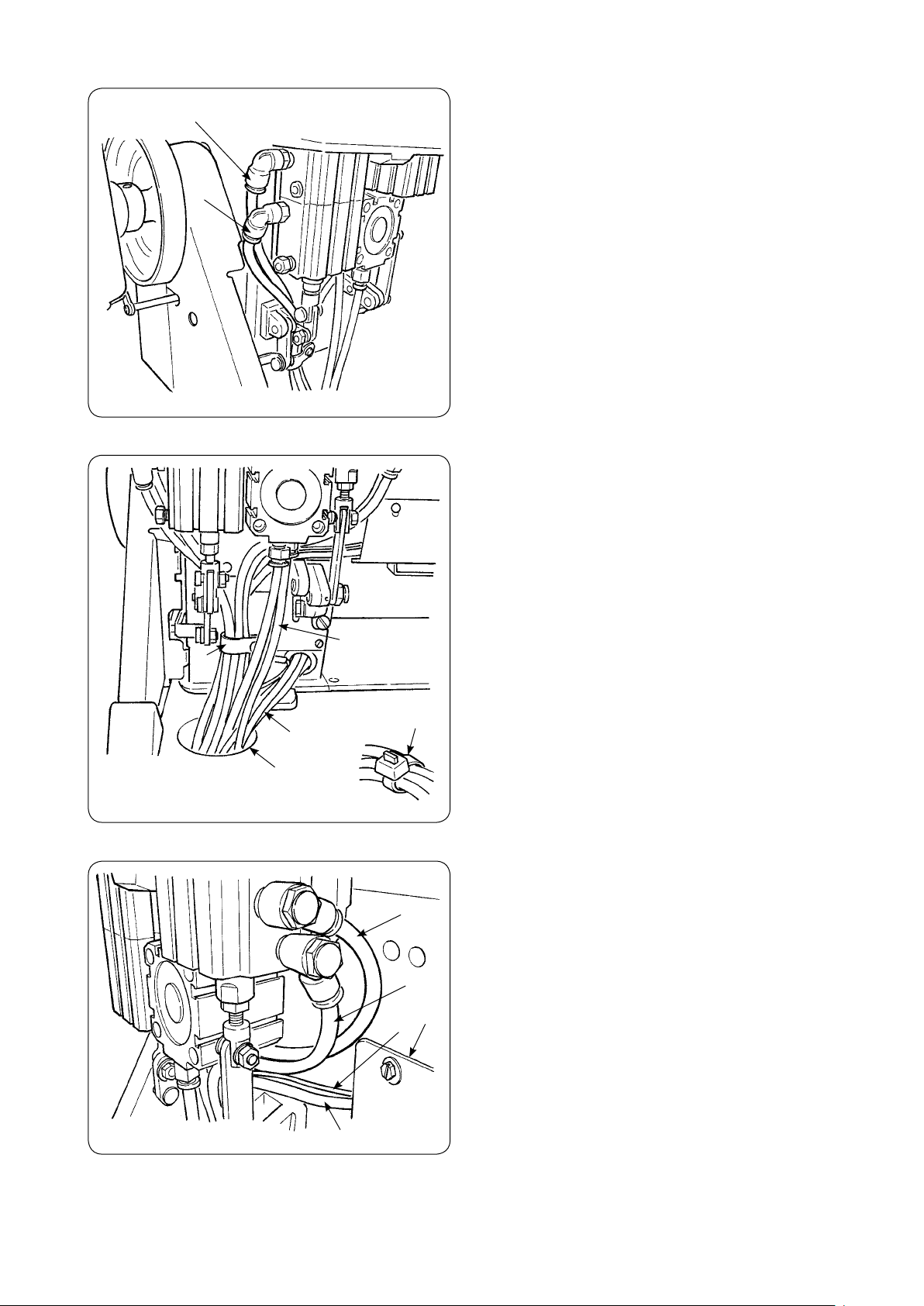
(2) Collegamento del tubo per l’aria
) Collegare i tubi dell’aria che vengono dall’unità
di controllo dell’aria ai cilindri dell’aria della
macchina per cucire come mostrato nella gura.
Regolare i No. delle etichette incollate sui tubi
a quelli incollati sui giunti, e collegare come
descritto nella tabella.
Non mancare di fare passare i tubi attraverso il
foro !0 nel tavolo.
Dopo averli collegati, legare in un fascio i tubi dell’
aria 1, 2, 5, B e C, e il lo dell’interruttore a
6 stadi 6 tramite il fermacavi !1 della testa della
macchina.
Fare passare direttamente i tubi dell’aria
attraverso il foro !0 nel tavolo.
7
e 8
!1
349
!0
78
Fascetta
fermacavi
C
2) Fare passare i tubi dell’aria
vengono dalla macchina per cucire attraverso il
foro !0 nel tavolo, e collegarli all’unità di controllo
dell’aria.
(Ci sono fascette fermacavi negli accessori.
Usarle per sistemare i tubi dell’aria se
necessario.)
3, 4
e 9 che
6
5
B
!2
− 5 −
Page 9
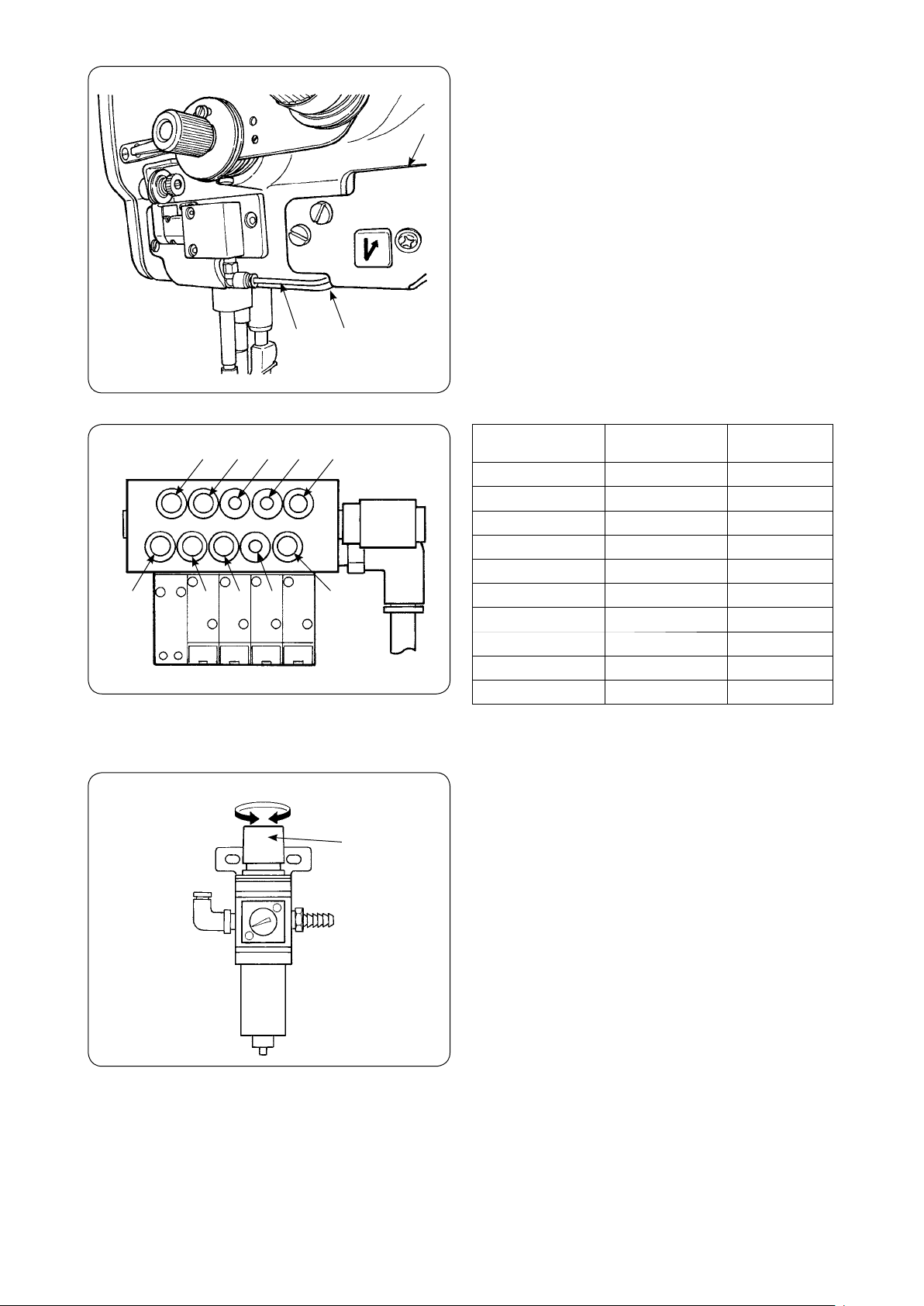
!3
3) Fare passare i tubi dell’aria
il coprilo !2 allo stesso modo del lo dell’
interruttore a 6 stadi 6, farli passare attraverso lo
spazio A tra l’interruttore a 6 stadi !3 e il braccio
della macchina e collegarli al giunto dei tubi dell’
aria 5.
attraverso
5
B
C
Diminuzione Aumento
8 9 4
57 3 1
5
2
A
1
Inttimento
BT
Taglio del lo
Taglio del lo
Pinzatura del lo
FL
FL
DL
2P
2P
Valvola
solenoide
1 1
2 2
3 3
4 4
5 5
7 7
8 8
9 9
B B
C C
Cilindr
(3) Regolazione della pressione dell’aria
Agendo sulla manopola di regolazione della
pressione dell’aria 1 del regolatore, regolare
la pressione dell’aria 1 ad un valore compreso
tra 0,4 a 0,5 MPa. Al termine della regolazione,
spingere la manopola in dentro, nella posizione
originaria.
− 6 −
Page 10
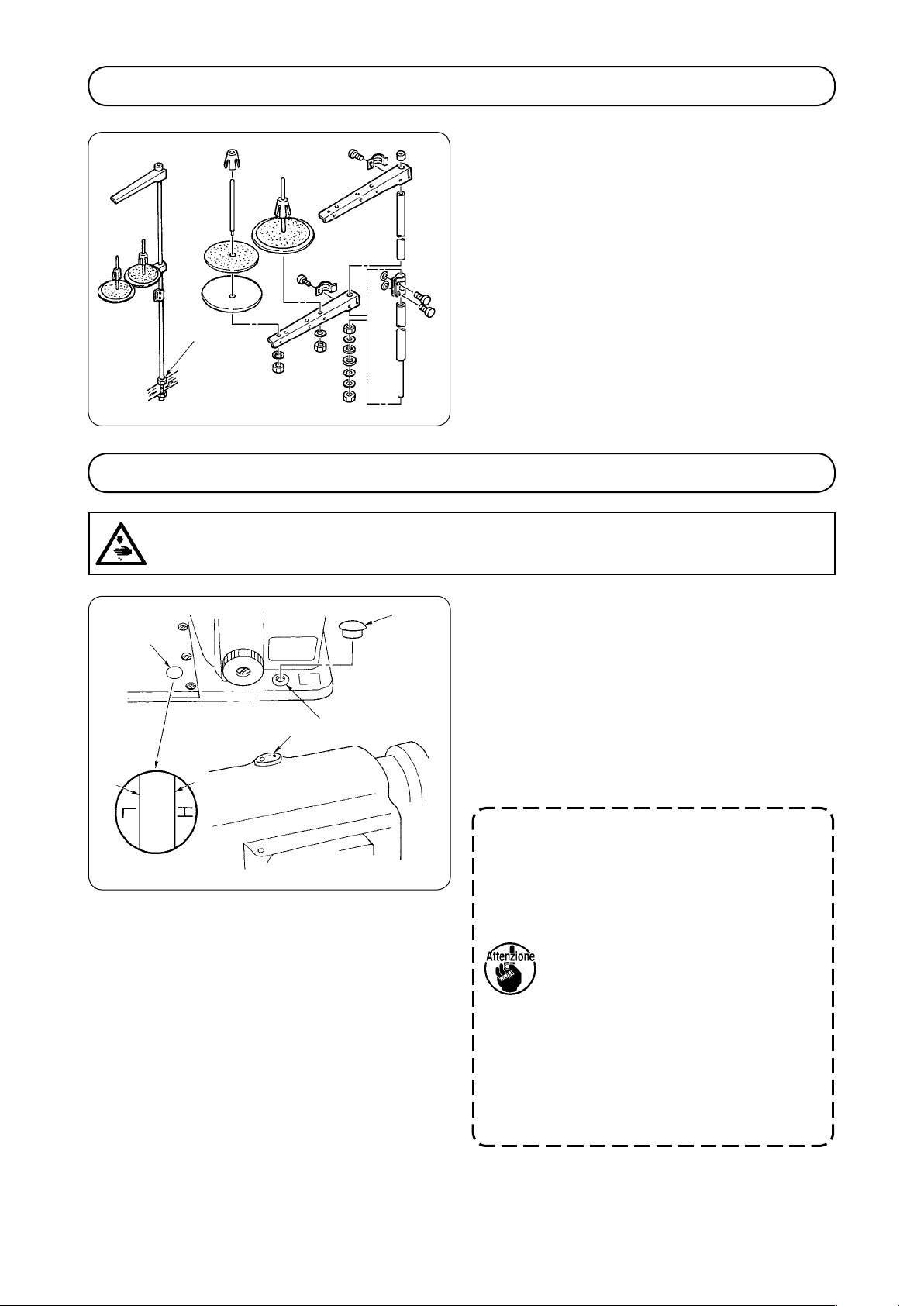
8. INSTALLAZIONE DEL PORTAFILO
) Montare il portalo e posizionarlo al foro del
2) Stringere controdado
1
9. LUBRIFICAZIONE
AVVERTIMENTO :
Prima di effettuare le seguenti operazioni, posizionare l’interruttore su OFF (SPENTO) onde
evitare incidenti causati dall’avviamento accidentale della macchina per cucire.
tavolo.
per ssare il portalo.
1
4
2
Finestrino
controllo olio
3
LU-2220N-7
1
5
) Versare JUKI New Defrix Oil No. nella
vasca dell’olio presente nella base dal foro di
lubricazione 1 no al raggiungimento del livello
H 3 dell’indicatore dell’olio 2.
2) Rabboccare con il medesimo tipo di olio ogni
qualvolta l’olio scenda al livello L 4.
3) Al termine dell’operazione di lubricazione,
azionare la macchina per cucire e controllare che
il livello dell’oilo si sia alzato no alla spia per il
controllo visivo del livello.
1. Non usare oilo lubricante diverso
dal tipo specicato. Assicurarsi
che il tappo 5 del foro dell’olio sia
chiuso.
2. Quando la macchina viene azionata
per la prima volta dopo la messa a
punto o dopo un lungo periodo di
inattività, applicare due o tre gocce
di olio sulle sezioni indicate dalle
frecce. (Consultare la Fig. 1 alla
pagina seguente.)
3.
Quando la macchina per cucire viene
attivata per la prima volta dopo un
lungo periodo di inattività, assicurarsi
di effettuare il rodaggio a 1.800 sti/min
per 10 minuti circa prima di utilizzare
la macchina per cucire.
− 7 −
Nel caso in cui la macchina venga azionata con il
¡
crochet riempito con una normale quantità di olio, il
livello dell’olio scenderà da H a L in 00 ore circa.
Page 11
Oliare
Filtro
7
8
Oliare
Oliare
Fig.1
[Pulizia del ltro]
) Una volta al mese circa rimuovere le viti
contenitore del ltro e pulire il magnete 7 e l’
elemento 8 posto all’interno del ltro.
2) Un ltro otturato da sporco causa difetti di
circolazione e conseguenti perdite di olio
dalla parte superiore della sella dell’albero di
movimento del crochet.
6
dal
6
7
6
− 8 −
Page 12

10. FISSAGGIO DELL’AGO
AVVERTIMENTO :
Prima di effettuare le seguenti operazioni, posizionare l’interruttore su OFF (SPENTO) onde
evitare incidenti causati dall’avviamento accidentale della macchina per cucire.
2
1
Scanalatura lunga
Usare un ago SCHMETZ 34 x 35R.
) Facendo girare il volantino portare la barra ago in
posizione alta.
2) Allentare la vite
posizionare l’ago 1 in maniera che la scanalatura
lunga dello stesso sia rivolta esattamente verso
sinistra.
3) Inserire l’ago
quanto possibile.
4) Stringere a fondo la vite
di ssaggio dell’ago e
2
nel foro di ssaggio dell’ago per
1
di ssaggio dell’ago.
2
11. INSERIMENTO/RIMOZIONE DELLA BOBINA
AVVERTIMENTO :
Prima di effettuare le seguenti operazioni, posizionare l’interruttore su OFF (SPENTO) onde
evitare incidenti causati dall’avviamento accidentale della macchina per cucire.
) Sollevare la linguetta
ed estrarre la bobina.
2) Inserire correttamente la bobina nell’albero del
crochet e rilasciare la linguetta.
1
di chiusura del crochet
1
− 9 −
Page 13

12. INFILATURA DEL FILO NEL CROCHET
AVVERTIMENTO :
Prima di effettuare le seguenti operazioni, posizionare l’interruttore su OFF (SPENTO) onde
evitare incidenti causati dall’avviamento accidentale della macchina per cucire.
) Far passare il lo nell’apposita scanalatura
del crochet e attraverso il foro 2 nella linguetta
e tirare lo stesso. Inserire quindi il lo nel foro 2
facendolo passare attraverso la molla tensione.
Assicurarsi che la bobina gili nel senso indicato
•
dalla freccia quando il lo viene tirato.
2
1
13. INSTALLAZIONE DELLA GUIDA DEL FILO
(1)
Installazione dell’asta del guidalo dell’ago
1
) Installare l’asta del guidalo dell’ago
dado 2.
con il
1
1
2
1
2
(2) Installazione della guida dell lo dell’Installazione della guida dell lo dell’
avvolgibobina
) Tramite le viti
avvolgibobina all’avvolgibobina stesso ssato sul
braccio della macchina.
2) Per regolare la posizione della guida del lo fare
riferimento al par.
BOBINA”
ssare la quida del lo 1 dell’
2
“14. AVVOLGIMENTO DELLA
.
− 0 −
Page 14

14. AVVOLGIMENTO DELLA BOBINA
AVVERTIMENTO :
Prima di effettuare le seguenti operazioni, posizionare l’interruttore su OFF (SPENTO) onde
evitare incidenti causati dall’avviamento accidentale della macchina per cucire.
3
4
5
F
H
A
D
G
E
B
C
1
2
) Fare passare il lo nell’ordine, da
Avvolgerlo quindi per diversi giri attorno alla
bobina.
2) Inclinare il premi lo
3) Regolare la quantità di lo della bobina tramite la
vite 2 di regolazione per avvolgere lo all’90%
circa della capacità della bobina. Per aumentare
la quantità di lo da avvolgere attorno alla bobina
girare la vite in senso antiorario oppure girare la
stessa in senso orario per diminuirla.
4) Se il lo è avvolto attorno alla bobina in maniera
irregolare, regolare l’avvolgimento spostando
in avanti o indietro la quida del lo 3 dell’
avvolgibobina. Stringere quindi le viti 4.
5) Quando la quantità di lo avvolto attorno
alla bobina è sufciente, il premi lo della
bobina rilascia automaticamente la bobina e l’
avvolgibobina si arresta.
della bobina.
1
A
15. RECOLAZIONE DELLA QUANTITÀ DI OLIO NEL CROCHET
a H.
AVVERTIMENTO :
Prima di effettuare le seguenti operazioni, posizionare l’interruttore su OFF (SPENTO) onde
evitare incidenti causati dall’avviamento accidentale della macchina per cucire.
) Per regolare la quantità di olio presente nel
crochet agire sulla vite 1 di regolazione della
quantità di olio posta sul crochet stesso.
2) Girare la vite di regolazione in senso orario per
diminuire la quantità di olio nel crochet, oppure in
senso antiorario per aumentarla.
3) Posizionare un foglio di carta vicino al bordo
del crochet e azionare la macchina per cinque
secondi circa. La corretta quantità di olio nel
crochet viene ottenuta quando gli spruzzi di olio
formano delle leggere strisce sulla carta, come
1
Foglio di carta
indicato nella gura.
− −
Page 15

16. DIAGRAMMA DI INFILATURA
AVVERTIMENTO :
Prima di effettuare le seguenti operazioni, posizionare l’interruttore su OFF (SPENTO) onde
evitare incidenti causati dall’avviamento accidentale della macchina per cucire.
Filo dell’ago
Metodo di inlatura :
estrarre il lo verso il lato dell’operatore.
Inlare la testa della macchina seguendo l’ordine da A
no a P come indicato nella gura qui sopra.
A
G
B
E
L
K
M
C
D
F
N
N
P
H
I
J
O
− 2 −
Page 16

17. REGOLAZIONE DELLA LUNGHEZZA DEL PUNTO
Girare la manopola di regolazione del trasporto standard 1 o la manopola di regolazione del trasporto 2P
in senso antiorario o in senso orario in modo che il
3
2
1
Per ulteriori dettagli riguardanti il dispositivo 2P, consultare “29. INTERRUTTORI DI FUNZIO-
NAMENTO”.
3
numero corrispondente al numero desiderato venga
portato alla cima della manopola finché il puntino di
marcatura venga raggiunto.
Quando si gira la manopola di regolazione del trasporto 2P 3, non mancare
di confermare che l’interruttore 2P sia
OFF (disinserito).
La scala 3 o meno della manopola di
regolazione del trasporto 2P (posto in
cui la manopola si arresta con il fermo
della manopola) è per la regolazione
della manopola di regolazione del
trasporto 2P al punto "0". La scala 3 o
meno non può essere usata.
[Affrancatura]
) Premere giù la leva di controllo del trasporto inverso
2) L’affrancatura può essere effettuata nché la leva è premuta giù.
3) Rilasciare la leva, e la macchina funzionerà nel senso di trasporto normale.
2
.
18. TENSIONE DEL FILO
(1) Regolazione della lunghezza del lo
rimasto dopo il taglio del lo
Girare la manopola tensione No.
B
A
1
B
AVVERTIMENTO :
Prima di effettuare le seguenti operazioni, posizionare l’interruttore su OFF (SPENTO) onde
evitare incidenti causati dall’avviamento accidentale della macchina per cucire.
A
2
orario A per diminuire la lunghezza del lo che
rimane dopo il taglio del lo stesso. Girando la
manopola in senso antiorario B il lo che rimane
è più lungo.
(2)
Regolazione della tensione del lo dell’ago
Girare la manopola tensione del lo No.2 2 in
senso orario A per aumentare la tensione del
lo dell’ago, oppure in senso antiorario B per
diminuirla.
in senso
1
3
C
D
(3) Regolazione della tensione del lo
della bobina
Girare la vite di regolazione tensione 3 in senso
orario C per aumentare la tensione del lo della
bobina, oppure in senso autiorario D per diminuirla.
− 3 −
Page 17

19. MOLLA CHIUSURA PUNTO
(1) Se si desidera modicare la corsa della
5
3
1
4
2
AumentoDiminuzione
20. LEVA ALZA PIEDINO MANUALE
molla :
) Allentare la vite
ultimo verso destra o verso sinistra per modicare
la corsa della molla chiusura punto 1.
2) Spostando il fermo verso destra si aumenta la
corsa della molla mentre se si sposta il fermo
verso sinistra la corsa viene diminuita.
del fermo 3 e spostare quest’
2
(2) Se si desidera modicare la tensione
della molla :
) Allentando il dado
della molla in senso antiorario per aumentare la
tensione della molla ed in senso orario per diminuirla.
) Se si desidera che il piedino premistoffa resti
in posizione alzata, girare la leva alza piedino
manuale 1 nel senso indicato dalla freccia; con
questa operazione il piedino premistoffa si alza di
9mm e resta in posizione.
2) Per portare il piedino premistoffa alla sua posizione di partenza, abbassare la leva alza piedino
manuale.
spostare la manopola 5
4
1
21. REGOLAZIONE DELLA PRESSIONE DEL PIEDINO PREMISTOFFA
AVVERTIMENTO :
Prima di effettuare le seguenti operazioni, posizionare l’interruttore su OFF (SPENTO) onde
evitare incidenti causati dall’avviamento accidentale della macchina per cucire.
di regolazione della molla
1
1
Diminuzione
Aumento
) Girare la manopola
del piedino in senso orario per aumentare la pressione del piedino stesso oppure in senso antiorario per diminuirla.
(Assicurarsi che la macchina per cucire sia
azionata con la pressione del piedino premistoffa
regolata al minimo utile per tenere il tessuto ben
pinzato)
− 4 −
Page 18

22. RELAZIONE FASE AGO/CROCHET
AVVERTIMENTO :
Prima di effettuare le seguenti operazioni, posizionare l’interruttore su OFF (SPENTO) onde
evitare incidenti causati dall’avviamento accidentale della macchina per cucire.
2
4
1,4 mm
1
2,0 mm
0,02 - 0,1 mm
) Regolare la manopola di regolazione del trasporto standard a “0”.
2) Allentado la vite
il volantino in senso antiorario per alzare la barra ago di 2,0 mm dalla posizione più bassa della sua corsa.
3) Nella condizione descritta al punto 2), allineare la punta
vite
di ssaggio dell’anello di posizionamento dell’albero di movimento. Dovrà esserci uno spazio di ,4
3
mm tra la punta del crochet e l’estremità superiore della cruna dell’ago. (Come riferimento, l’indicatore del
volantino dovrà essere in corrispondenza della riga di marcatura della scala L presente sul volantino stesso)
4) Allentando la vite
crochet regolare in modo da ottenere uno spazio di 0,02-0, mm tra la punta del crochet e l’ago spostando
la sella dell’albero di movimento del crochet verso destra o verso sinistra. Una volta raggiunta la corretta
posizione, stringere le viti 4 e 5 a fondo.
5) Impostare la manopola di regolazione del trasporto standard sul valore massimo, e controllare che la punta
della lama del crochet non venga a contatto con l’ago.
di ssaggio dell’anello di posizionamento dell’albero di movimento del crochet, far girare
3
posta sul lato superiore della base e la vite 5 della sella dell’albero di movimento del
4
3
del crochet al centro dell’ago 2 e stringere la
1
5
Il pannello di comando potrebbe toccare il portalo quando la testa della macchina viene
inclinata. Per proteggere queste parti spostare il portalo nella posizione in cui lo stesso non
possa toccare il pannello di comando.
23. REGOLAZIONE DEL SALVAAGO DEL CROCHET
AVVERTIMENTO :
Prima di effettuare le seguenti operazioni, posizionare l’interruttore su OFF (SPENTO) onde
evitare incidenti causati dall’avviamento accidentale della macchina per cucire.
Al termine delle operazioni di sostituzione di un crochet
controllare la posizione del salvaago del crochet.
Nella posizione standard del salvaago del crochet, il
salvaago 2 stesso deve premere sul lato dell’ago 1
per inclinare l’ago di 0,5 - 0,2mm.
In caso contrario regolare il salvaago del crochet piegandolo.
) Se si desidera spostare il salvadito verso l’interno,
girare la vite 3 di regolazione in senso orario.
2) Se si desidera spostare il salvaago verso l’
esterno, girare la vite 3 di regolazione in senso
antiorario.
1
0,15 - 0,2 mm
2
Punta della lama
2
3
− 5 −
Page 19

24.
REGOLAZIONE DELLA LINGUETTA DI APERTURA DELLA CAPSULA
AVVERTIMENTO :
Prima di effettuare le seguenti operazioni, posizionare l’interruttore su OFF (SPENTO) onde
evitare incidenti causati dall’avviamento accidentale della macchina per cucire.
) Girare il volantino per spostare la linguetta
apertura della capsula nel senso indicato dalla
freccia A ed allentare la vite 2.
6
5
C
D
A
3
B
E
4
1
E
2
F
0,1 - 0,3 mm
2) Girare il volantino per spostare la linguetta
apertura della capsula nel senso indicato dalla
freccia B ed allentare la vite 3.
3) Girare la capsula
cia C no a quando il fermo 5 della capsula non
si trova nella scanalatura D sulla placca ago 6.
A questo punto regolare in maniera da ottenere
uno spazio di 0, a 0,3 mm tra l’estremità
linguetta di apertura della capsula e la sporgenza
della capsula stessa nella posizione in cui que-
F
ste due parti sono più vicine. Stringere quindi le
viti 2 e 3.
nel senso indicato dalla frec-
4
25. REGOLAZIONE DEI COMPONENTI DEL MECCANISMO DI TAGLIO DEL FILO
AVVERTIMENTO :
Prima di effettuare le seguenti operazioni, posizionare l’interruttore su OFF (SPENTO) onde
evitare incidenti causati dall’avviamento accidentale della macchina per cucire.
1
1
E
di
di
della
(1) Posizionamento del giunto del cilindro di taglio del lo
1
3
7,0 ± 0,5 mm
2
Montare il cilindro 1 di taglio del lo e il giunto 2 del
cilindro di taglio del lo come illustrato nel disegno a
sinistra e ssare con il dado 3.
− 6 −
Page 20

(2) Coltello mobile (Regolazione della posizione verticale)
) Allentare la vite di tenuta del braccio di aziona-
2
1
Placca ago
0,5 a 0,6 mm
mento del coltello mobile 1 e la vite di ssaggio
del collare reggispinta dell’albero del coltello mobile 2 e stringerle di nuovo dopo aver regolato la
direzione verticale del coltello mobile 3. Quando
si stringe la vite di tenuta del braccio di azionamento del coltello mobile 1, effettuare gli articoli
(6), (7), (8) e (9) che saranno citati in seguito.
2) La posizione verticale del coltello mobile deve
essere la posizione nella quale la distanza tra la
supercie inferiore della placca ago (il rovescio)
e la supercie superiore del coltello mobile 3 sia
da 0,5 a 0,6 mm. (Al momento della regolazione,
il calibro per la regolazione in dotazione con la
macchina può essere usato.)
3
Calibro per la regolazione in dotazione con la
macchina
43 mm
Spessore: 0,6 mm
29 mm
26,8 mm
37,8 mm
− 7 −
Page 21

(3) Controlama (Regolazione della posizione verticale)
) Allentare la vite di tenuta della base della contro-
lama 1, e regolare la base alla posizione nella
1
Allineata alla
supercie
superiore del
coltello mobile
quale l’estremità superiore della sezione di lama
della controlama 2 sia allineata alla supercie
superiore del coltello mobile 3, e stringere la vite
di nuovo. (In questo momento, fare attenzione
alla punta della lama del crochet. Per la sicurezza, si consiglia di effettuare l’operazione regolando l’angolo dell’albero principale alla posizione
vicina alla linea di riferimento incisa L.)
2
3
(4) Posizione di montaggio del guidalo
Allineare la
supercie superiore
del guidalo alla
supercie superiore
del coltello mobile.
3
1
2
) Allentare le viti di ssaggio del guidalo
gerle di nuovo dopo aver regolato la posizione del
guidalo 2.
Posizione di montaggio : La supercie superiore
del guidalo 2 deve essere allineata alla supercie superiore del coltello mobile 3 nella direzione
verticale e il guidalo deve essere ssato dopo
averlo mosso completamente verso la direzione
indicata dalla freccia come mostrato nella gura
nella direzione longitudinale.
e strin-
1
− 8 −
Page 22

(5)-1. Controlama (Regolazione della quantità di spostamento)
(Posizionamento del fermo della base della controlama)
) Girare il volantino per portare la controlama al
punto morto inferiore della leva tiralo e allenta-
1
5
re le viti 1 di ssaggio del fermo della base del
coltello e la vite 2 di tenuta del braccio di azionamento della controlama.
3
4
37,8 ± 0,1 mm
Supercie superiore della base della macchina
37,8 ± 0,1 mm
Sezione di scanalatura
della piastra di scorrimento
Controlama
a
2) Quando l'estremità della controlama
una distanza di 37,8 ± 0, mm dalla scanalatura
di scorrimento della base della macchina, fare
venire la base 4 della controlama a contatto con
il fermo 5 della base della controlama (come
mostrato in
la regolazione in dotazione con l'unità può essere
usato.)
3) Stringere le viti
base della controlama.
4) Nello stato descritto al punto 2), regolare la di-
stanza lasciata tra il giunto 6 del cilindro di taglio
del lo e la piastra 7 di montaggio del cilindro a
9,0 ± 0,5 mm. Stringere la vite
braccio di azionamento della controlama.
(In questo momento, eliminare il gioco longitudi-
nale spostano la base 4 della controlama verso
il basso e spostano il braccio 8 di azionamento
della controlama verso l'alto.)
). (In questo momento, il calibro per
a
di ssaggio del fermo della
1
è ad
3
di tenuta del
2
7
19 ± 0,5mm
6
8 2
Calibro per la regolazione in dotazione con la
macchina
43 mm
Spessore : 0,6 mm
29 mm
26,8 mm
37,8 mm
− 9 −
Page 23

(5)-2. Controlama (Regolazione della posizione laterale)
2
2
ago
1
2
Quando si installa la controlama
, stringere la vite di ssaggio
2
premendo la controlama verso il
lato opposto rispetto all'operatore.
) Allentare le viti di ssaggio della controlama
2) Posizionare la manopola di regolazione del tra-
sporto a "0" e posizionare la leva tiralo al punto
morto inferiore. Azionare la valvola solenoide
manualmente per mettere il cilindro di taglio del
lo nello stato in cui esso si sporge.
(Premere l'interruttore manuale della valvola
solenoide No. 3 per bloccare la valvola solenoide.
Fare riferimento all'articolo
della valvola solenoide"
3) Mantenendo lo stato descritto
al punto 2), muovere la controlama verso destra o sinistra per
allineare l'estremità della controlama 2 alla punta dell'ago, e
stringere la vite 1 di ssaggio
della controlama.
4) Rilasciare la valvola solenoide
che è stata azionata manualmente al punto 2). (Fare riferimento all'articolo
"(11) Descrizione della valvola solenoide"
"(11) Descrizione
.)
.)
1
.
Controllo : Azionare la valvola solenoide manualmente per muovere il cilindro dell’aria di taglio del lo e
controllare i seguenti punti nello stato in cui la base della controlama viene a contatto con il
fermo della base della controlama :
•
La distanza tra la punta della controlama e la base della macchina sia di 37,8 ± 0,1 mm.
•
La distanza lasciata tra il giunto del cilindro e la piastra di montaggio del cilindro è di 19,0 ± 0,5
mm.
•
L'estremità della controlama è allineata alla punta dell'ago (centro dell'ago).
− 20 −
Page 24

(6) Regolazione della pressione del coltello
29,0 a 30,0 mm
1
) Posizionare la leva tiralo al punto morto inferiore.
Azionare la valvola solenoide manualmente per
mettere il cilindro di taglio del lo nello stato in cui
esso si sporge.
(Premere l'interruttore manuale della valvola
solenoide No. 3 per bloccare la valvola solenoide.
Fare riferimento all'articolo
della valvola solenoide"
2) Mantenendo lo stato della ), girare lentamente il
volantino manualmente, e regolare in modo che
la distanza tra la sezione R del coltello mobile e l’
estremità della base della macchina sia da 29 a
30 mm.
(In questo momento, il calibro per la regolazione
in dotazione con la macchina può essere usato.)
3) Allentare le viti di ssaggio del coltello mobile
e stringerle di nuovo dopo aver regolato la
1
pressione del coltello.
4) Rilasciare la valvola solenoide che è stata
azionata manualmente al punto ). (Fare
riferimento all'articolo
valvola solenoide"
.)
"(11) Descrizione
.)
"(11) Descrizione della
*1 : Quando la pressione del coltello è bassa, stringere le viti di ssaggio del coltello mobile
leggermente il coltello mobile contro la controlama. Quando la pressione del coltello è alta, usura o
rottura della sezione di lama sarà causata. Perciò, abbassare la pressione del coltello il più possibile.
*2 : Quando il lo non può essere tagliato anche se la pressione del coltello è aumentata, cambiare l’
altezza del coltello mobile o della controlama nei limiti della regolazione e regolare in modo che le
sezioni di lama si incontrino. Per quanto riguarda l’altezza del coltello mobile e della controlama, la
distanza tra il coltello e la supercie inferiore della placca ago deve essere da 0,5 a 0,6 mm.
Calibro per la regolazione in dotazione con la
macchina
43 mm
Spessore: 0,6 mm
29 mm
26,8 mm
37,8 mm
premendo
1
− 2 −
Page 25

(7)-1.
Posizione iniziale del braccio di azionamento del coltello mobile e del coltello mobile
1
3
4
2
7
La distanza lasciata tra la periferia della camma
di taglio del lo e il rullo della camma di taglio
del lo è da 0,05 a 0,15 mm.
8
6
5
) Inclinare la macchina per cucire. Azionare ma-
nualmente la valvola solenoide quando il rullo
della camma di taglio del lo non è entrato nella
scanalatura della camma per mettere il cilindro di
taglio del lo nello stato in cui esso si ritrae.
(Premere l'interruttore manuale della valvola
solenoide No. 4 per bloccare la valvola solenoide.
Fare riferimento all'articolo
della valvola solenoide"
2) Allentare la vite di ssaggio
na (asm.) per rimuovere la molla a lamina (asm.)
.
2
3) Allentare le viti di ssaggio della piastra di ritorno
del coltello mobile 3 e rimuovere la piastra di
ritorno del coltello mobile 4.
4) Allentare il dado di bloccaggio del braccio di
azionamento del coltello mobile 5 e allentare la
vite di bloccaggio del braccio di azionamento del
coltello mobile 6.
5) Allentare la vite di tenuta del braccio di azionamento del coltello mobile 7.
6) Regolare la distanza tra il rullo del cam di taglio
del lo e la periferia del cam di taglio del lo ad
un valore da 0,05 a 0,5 mm, e regolare il coltello
mobile 8 alla posizione iniziale.
La posizione iniziale del coltello mobile deve
essere la posizione nella quale la distanza tra l’
estremità del coltello mobile e la base della macchina sia di 26,8 ± 0, mm.
(In questo momento, il calibro per la regolazione
in dotazione con la macchina può essere usato.)
7) Mantenendo lo stato della 6), stringere la vite di
tenuta del braccio di azionamento del coltello
mobile 7.
(Coppia di serraggio : da 5,9 a 6,9 N•m)
In questo momento, quanto alla direzione vertica-
le del braccio di azionamento del coltello mobile,
la supercie inferiore del braccio di azionamento
del coltello mobile e l’estremità inferiore dell’albero del coltello mobile sono allineate l’una all’altra.
"(11) Descrizione
.)
per la molla a lami-
1
26,8 ± 0,1 mm
Supercie superiore della base della macchina
26,8 ± 0,1 mm
Sezione di scanalatura della
piastra di scorrimento
8
Continua all'articolo "(7)-2. Posizione di montag-
gio della piastra di ritorno del coltello mobile"
Calibro per la regolazione in dotazione con la
macchina
43 mm
Spessore: 0,6 mm
29 mm
26,8 mm
37,8 mm
− 22 −
Page 26

(7)-2. Posizione di montaggio della piastra di ritorno del coltello mobile
) Mantenendo una distanza da 0,05 a 0,5 mm tra
la periferia della camma di taglio del lo e il rullo
della camma di taglio del lo, fare venire la piastra 1 di ritorno del coltello mobile a contatto con
il perno 2 di ritorno del coltello mobile e ssare
la piastra di ritorno del coltello mobile con le viti
di ssaggio della piastra di ritorno del coltello
3
mobile.
Continua all'articolo "(7)-3. Regolazione della
3
1
La piastra di ritorno del coltello mobile è
allineata al perno di ritorno (contatto)
2
distanza tra il braccio di azionamento del coltello
mobile e il fermo del braccio di azionamento del
coltello mobile
(7)-3. Regolazione della distanza tra il braccio di azionamento del coltello mobile e il
fermo del braccio di azionamento del coltello mobile
2
1
4
Contatto
0,05 a 0,1mm
(0,05 a 0,15mm)
3
5
6
) Nello stato in cui la piastra
mobile viene a contatto con il perno 2 di ritorno
del coltello mobile, regolare in modo che una
distanza da 0,05 a 0, mm sia lasciata tra la vite
di bloccaggio del braccio di azionamento del
3
coltello mobile e il braccio 4 di azionamento del
coltello mobile e ssare la vite di bloccaggio del
braccio di azionamento del coltello mobile con il
dado 5.
2) Allineare l'estremità della molla a lamina al centro
della piastra di ritorno del coltello mobile e ssare
la molla a lamina con le viti 6 di ssaggio della
molla a lamina (asm.).
3) Rilasciare l'interruttore manuale della valvola solenoide che è stata azionata al punto (7)--. (Fare
riferimento all'articolo
valvola solenoide"
"(11) Descrizione della
.)
di ritorno del coltello
1
Allineare l'estremità della molla a lamina al centro
della piastra di ritorno del coltello mobile.
Quando il bloccaggio della macchina si è presentato durante l’operazione di taglio del lo,
controllare se i valori di regolazione del (7) - da 1 a 3 sono adeguati o meno.
Quando non sono adeguati, è necessario effettuare la ri-regolazione.
− 23 −
Page 27

(8) Regolazione del tempismo del cam di taglio del lo
) Allentare le viti di ssaggio del cam di taglio del
lo 1 e stringerle di nuovo dopo aver regolato la
posizione del cam di taglio del lo 2.
2) La posizione del cam di taglio del lo deve essere
la posizione nella quale il rullo del cam di taglio
del lo 3 venga a contatto con la sezione R dove
il rullo comincia a entrare nella scanalatura del
cam quando la posizione del volantino è alla linea
di riferimento incisa L.
Indice sul volantino
Scala sul volantino
1
Stretto
contatto
Controllo : Controllare di nuovo la posizione della
linea di riferimento incisa L e la sezione
R dove il rullo comincia a entrare nella
scanalatura del cam dopo aver ssato il
cam di taglio del lo.
2
3
− 24 −
Page 28

(9) Posizione di montaggio della molla di pinzatura
) Quando il coltello mobile è alla sua posizione
1
2) Allineare la linea di riferimento sulla faccia supe-
3) Fare venire la sezione di pinzatura della molla di
Attenzione : Se una distanza è lasciata tra la molla
di pinzatura e il coltello mobile quando
il coltello mobile è alla sua posizione
iniziale, la molla di pinzatura non può
pinzare il lo della bobina.
Linea di riferimento
2
(Coppia di serraggio: da 0,2 a 0,3 N�m) QuandoN�m) Quando Quando
iniziale, allentare le viti 1 di ssaggio della molla
di pinzatura.
riore del coltello mobile alla tacca nella molla di
pinzatura 2. (È una guida per la regolazione)
pinzatura 2 a contatto con il coltello mobile e ssare la molla di pinzatura con le viti 1 di ssaggio
della molla di pinzatura.
si fa venire la sezione di pinzatura della molla di
pinzatura 2 a contatto con il coltello mobile, avvicinare anche l'estremità della molla di pinzatura al
coltello mobile. L'estremità della molla di pinzatura deve venire a contatto con il coltello mobile
quando il coltello mobile viene azionato.
4
TaccaSezione di pinzatura
Il coltello mobile non deve
entrare in collisione con la molla
di pinzatura quando esso è alla
sua posizione più avanzata.
Approssimativo :
da 0,3 a 0,8 mm
La posizione più avanzata del coltello
mobile
3
* Dopo la regolazione della posizione di mon-
taggio della molla di pinzatura, controllare
attentamente "1 Contatto tra la molla di
pinzatura e il crochet," e "2 Contatto tra la
molla di pinzatura e il coltello mobile (alla sua
posizione più avanzata)." I contatti tra queste
parti possono provocare la rottura della molla
di pinzatura.
* Quando la posizione della molla di pinzatura non
può essere regolata anche se le viti di ssaggio
della molla di pinzatura 1 sono allentate, allentare le viti di ssaggio della base della molla di
pinzatura 3 e spostare la base della molla di pinzatura 4 verso il lato dell’operatore per regolare.
(La posizione nel senso verticale della base della
molla di pinzatura deve essere disposta alla base
dell’albero del crochet. Di conseguenza, ssare la
base della molla di pinzatura con le viti di ssaggio 3 premendola leggermente verso il basso.)
− 25 −
Page 29

(10) Regolazione della quantità di inttimento
3
Misura A
2
1
A
Quantità di
inttimento
(Standard)
,5 mm ,5 mm
2,0 mm 2,0 mm
) Allentare il controdado
cilindro di inversione del trasporto 2.
2) Regolare lo spazio fra l’estremità dell’asta del
cilindro di inversione del trasporto 1 e l’estremità
del giunto articolato del cilindro di inversione del
trasporto 2 consultando standard della tabella. (È
possibile regolare girando l’asta 1.)
3) Dopo la regolazione, stringere il controdado
Controllo :
1.
Effettuare realmente la cucitura con taglio del
lo.
2.
Controllare che la quantità di inttimento
(passo di un punto prima del taglio del lo) sia
adeguata (*) secondo le condizioni di cucitura.
* La lunghezza del lo rimanente sul lato del
tessuto viene ridotta facendo diminuire la
quantità di inttimento. Quando la quantità
di inttimento è eccessivamente diminuita,
tuttavia, il tessuto viene strappato dalle
costure ed il punto salta. Di conseguenza,
inconveniente di taglio del lo si presenta.
Inoltre, quando la quantità è eccessivamente
aumentata, inconveniente di manipolazione
del lo si presenta. Di conseguenza,
inconveniente di taglio del lo si presenta.
Una quantità di inttimento da 1,5 a 2 mm è
suggerita.
del giunto articolato del
3
3
.
− 26 −
Page 30

(11) Descrizione della valvola solenoide
8
9 4 2
Inttimento
1
BT
2
Taglio del lo ON (Il cilindro è spinto fuori.)
3
Taglio del lo OFF (Il cilindro è tirato.)
4
Pinzatura del lo (Il cilindro è spinto fuori.)
5
FL (Il piedino premistoffa si solleva.)
7
FL (Il piedino premistoffa si abbassa.)
8
DL (Il cilindro è spinto fuori.)
9
) 2P
B(C
B
C
8 9 4
BC7 5 3 1
Per quanto riguarda l’interruttore della valvola solenoide (Manuale)
) Premendo l’interruttore (verde) posto all’interno
del coperchio, la valvola solenoide può essere
azionata manualmente.
57 3 1
2
2) Se si gira l’interruttore nel senso indicato dalla
freccia premendolo, è possibile bloccarlo. Girando
l’interruttore nel senso opposto alla freccia, è
possibile rilasciare il bloccaggio.
Prima di accendere la macchina, controllare
*
che tutti i coperchi delle valvole solenoide
siano chiusi.
(Sotto lo stato nel quale l’interruttore manuale
è bloccato, i coperchi non chiudono ed è
possibile prevenire la malfunzione della
valvola solenoide. )
− 27 −
Page 31

26. REGOLAZIONE DELLA QUANTITÀ DI SOLLEVAMENTO DEL PIEDINO PREMISTOFFA E DEL PIEDINO MOBILE
1
La quantità di sollevamento del piedino premistoffa e
del piedino mobile viene regolata tramite la manopola
. Girare la manopola in senso orario per aumentare
1
la quantità di sollevamento o in senso antiorario per
diminuirla.
27. TABELLA VELOCITÀ DI CUCITURA
La velocità massima di cucitura è stata specicata a seconda delle condizioni di cucitura come mostrato nella
tabella qui sotto. Impostare la velocità massima di cucitura appropriatamente a seconda delle condizioni di cucitura
mostrate facendo attenzione a non superare i corrispondenti valori specicati.
(1) La velocità massima di cucitura in base alla quantità di movimento verticale alternato
del piedino oscillante e del piedino premistoffa.
) Quando la lunghezza del punto è di 6 mm o meno 2) Quando la lunghezza del punto è più di
6 mm e 9 mm o meno
4.000
3.500
3.000
2.500
2.000
1.500
1.000
500
0
Punti per minuto (sti/min)
1 1.5 2 2.5 3 3.5 4 4.5 4.75 5 5.5 6 6.5
Quantità di movimento verticale alternato
del piedino mobile e piedino premistoffa (mm)
Quantità di movimento
verticale alternato del
piedino mobile e piedino
premistoffa
Da a 6,5 mm 2.000 sti/min
Punti per
minuto
28. RIPRISTINO DELLA FRIZIONE DI SICUREZZA
AVVERTIMENTO :
Prima di effettuare le seguenti operazioni, posizionare l’interruttore su OFF (SPENTO) onde
evitare incidenti causati dall’avviamento accidentale della macchina per cucire.
La frizione di sicurezza funziona quando un carico eccessivo
è applicato al crochet o agli altri componenti durante
la cucitura. Allora, il crochet non girerà mai anche se il
volantino viene fatto girare. Quando la frizione di sicurezza
ha funzionato, rimuovere la causa e ripristinare la frizione di
sicurezza come mostrato nella seguente procedura.
) Ripristinare la frizione di sicurezza con la macchina
per cucire inclinata.
2) Inserire il cacciavite (medio)
macchina come accessori nel foro A nella boccola
della frizione di sicurezza 1.
3) Tenendo il cacciavite 2 con la mano per prevenire
che la boccola della frizione di sicurezza 1 giri,
girare il volantino in senso opposto della rotazione.
4) La procedura di ripristino viene completata quando il
volantino fa uno scatto.
2
1
A
− 28 −
fornito con la
2
Page 32

29. INTERRUTTORI DI FUNZIONAMENTO
Interruttore di inversione del trasporto a
1
pulsante
• A macchina in funzione, quest’ultima effettua
la cucitura ad inversione no a quando questo
interruttore rimane premuto per poi ritornare alle
normali condizioni di cucitura quando l’interruttore
viene rilasciato.
• Se si preme questo interruttore mentre la
31 2 4 6
Interruttore di commutazione del movimento verticale alternato
2
Se si preme questo interruttore si ottiene il massimo del movimento verticale alternato del piedino oscillante
premistoffa e del piedino premistoffa. (La spia posta sopra l’interruttore si illumina.) Usare questo interruttore
quando un semilavorato a più strati non viene trasportato con regolarità. Quando si esegue la commutazione
della quantità di movimento verticale alternato con l’interruttore a ginocchio, ssare l’interruttore a ginocchio
in dotazione con la macchina sul tavolo con le viti per legno e usarlo.
Per il cablaggio, fare riferimento al “MANUALE D’ ISTRUZIONI (SUPPLEMENTO) per le macchine per
cucire per cuoio e materiali pesanti”.
5
macchina è a riposp, si imposterà l’inversione di
trasporto. (La macchina per cucire non funziona).
Se l’interruttore viene rilasciato, il trasporto
ritornerà al trasporto normale.
Interruttore di cancellazione/aggiunta della cucitura ad inversione
3
• Se si preme questo interruttore quando è stata impostata la cucitura ad inversione automatica, la cucitura ad
inversione non avrá luogo (una volta subito dopo aver premuto il pulsante). (Esempio )
• Se si preme questo interruttore quando non è stata impostata la cucitura ad inversione automatica, avrá
luogo la cucitura ad inversione (una volta subito dopo aver premuto il pulsante). (Esempio 2)
(Esempio 1) Nel caso in cui sia stata impostata la cucitura ad inversione automatica sia all’inizio
che alla ne della cucitura :
A
B
C
D
Se l’interruttore viene premuto prima dell’inizio
della cucitura, non verrà effettuata la cucitura ad
inversione automatica all’inizio della stessa (tra A e B).
(Esempio 2) Nel caso in cui non sia stata impostata la cucitura ad inversione automatica né all’inizio
né alla ne della cucitura :
C
D
Se l’interruttore
non v e rrà eff ettuata la cucitura a d inversione
automatica alla ne della cucitura (tra C e D).
A
B
C
D
A
B
viene premuto in fase di cucitura,
A
B
Se l’interruttore
della cucitura, verrà effettuata la cucitura ad inversione
automatica all’inizio della stessa (tra A e B).
viene premuto prima dell’inizio
− 29 −
C
D
Se l’interruttore
cucitura, verrà effettuata la cucitura ad inversione
automatica alla ne della cucitura (tra C e D).
v ie n e p re m u t o i n f a se d i
Page 33

Interruttore di sollevamento dell’ago
4
Se questo interruttore viene premuto, la macchina si sposterà dalla posizione d’arresto con l’ago abbassato
aalla posizione d’arresto con l’ago sollevato.
Quando si solleva la testa della macchina che è stata inclinata, non tenere l’interruttore
operativo per sollevarla.
Esempio
Scala della manopola di regolazione del
¡
trasporto 2P : 6
Scala della manopola di regolazione del trasporto
¡
standard : 9
Interruttore 2P
5
Se questo interruttore viene premuto, la
lunghezza del punto viene commutata a quella
della scala sulla manopola di regolazione del
trasporto. (La lampada nel bottone è illuminata.)
Non mancare di rendere il numero
della manopola di regolazione del
trasporto 2P minore di quello della
manopola di regolazione del trasporto
standard.
Se questo interruttore viene premuto, la
¡
lunghezza del punto viene commutata da 9 a 6.
OFF ON
\
Se questo interruttore viene premuto di nuovo,
¡
la lunghezza del punto ritorna da 6 a 9.
− 30 −
Page 34

Interruttore della pinza del lo dell’ago
6
Quando l’interruttore di pinzatura del lo dell’
ON OFF
L’interruttore di pinzatura del lo dell’ago può essere impostato su "valido" o su "non valido"
tramite l’impostazione del motore.
Per ulteriori dettagli, consultare il Manuale d’Istruzioni (Supplemento).
ago è abilitato (ON), il movimento di pinzatura
del lo dell’ago viene effettuato all’inizio della
cucitura e quando è escluso (OFF), il movimento
di pinzatura del lo dell’ago non viene effettuato.
Tuttavia, né il dispositivo di pinzatura del lo dell’
ago né il movimento di sollevamento del piedino
premistoffa funzionano no ad effettuare il taglio
del lo dopo aver acceso la macchina.
Inoltre, quando il piedino premistoffa viene
sollevato dopo il movimento di taglio del lo, il
lo dell’ago viene pinzato con il dispositivo di
pinzatura del lo dell’ago, ma quando l’interruttore
di pinzatura del lo dell’ago viene escluso (OFF),
il lo dell’ago viene rilasciato.
30. INTERRUTTORE A GINOCCHIO
1
Se si preme un interruttore a ginocchio 1 il movimento
verticale alternato del piedino oscillante premistoffa e
del piedino premistoffa sarà al massimo.
(La medesima condizione viene ottenuta premendo l’
interruttore di commutazione del movimento verticale
alternato “
” posto sulla testa della macchina)
L’ interruttore a ginocchio può
essere usato come l’interruttore di
sollevamento del pressore tramite l’
impostazione del motore.
(Quando l’interruttore è usato come
l’interruttore di sollevamento del
pressore, la funzione come l’interruttore
di commutazione della quantità di
movimento verticale alternato è persa.)
Per ulteriori dettagli, consultare il
Manuale d’Istruzioni (Supplemento).
31. AVVERTENZE RIGUARDANTI L’OPERAZIONE DI CUCITURA
. Prima di effettuare l’operazione di cucitura, non mancare di controllare che la posizione della barra ago
(posizione di stop con l’ago sollevato/posizione di stop con l’ago abbassato) quando la macchina per cucire
si arresta sia posizionata correttamente.
(Per l’impostazione della designazione della posizione della barra ago, consultare il Manuale d’Istruzioni
(supplemento).)
2. Effettuare la cucitura di prova e controllare lo stato di nitura della cucitura poiché lo stato all’inizio della
cucitura è differente da quella alla ne della cucitura secondo il prodotto cucito (materiale e lo).
3. Quando si usa il dispositivo di pinzatura del lo dell’ago, usarlo insieme all’affrancatura all’inizio della cucitura.
4. Non mancare di effettuare il movimento di taglio del lo sul tessuto.
− 3 −
Page 35

32. INCONVENIENTI IN CUCITURA E RIMEDI
Inconvenienti Cause Rimedi
. Rottura del lo
(Il lo si slaccia
o si consuma)
(Rimangono 2 a
3 cm di lo dell’
ago sul retro del
tessuto)
2. Salti di punto
La scanalatura del lo, la punta
1
dell’ago, il bordo del crochet o la
scanalatura di alloggiamento della
capsula sulla placca ago presentano
bordi taglienti o sbavature.
La tensione del lo dell’ago è troppo elevata.
2
La linguetta di apertura della capsula
3
lascia troppo spazio nella capsula
stessa.
L’ago tocca la punta del crochet.
4
La quantità di olio nel crochet è
5
troppo ridotta.
La tensione del lo dell’ago è troppo bassa.
6
La molla chiusura punto tira
7
eccessivamente il lo oppure la corsa
della molla è insufciente.
La fase ago/crochet è troppo
8
anticipata o troppo ritardata.
La fase ago/crochet è troppo
1
anticipata o troppo ritardata.
La pressione del piedino premistoffa
2
è insufciente.
La distanza tra l’estremità della cruna dell’
3
ago e la punta del crochet non è corretta.
Il salvaago del crochet non è
4
funzionale.
Il tipo di ago in uso non è adatto.
5
Rimuovere i bordi taglienti o le
™
sbavature sulla punta del crochet
usando una tela smeriglio ne. Lucidare
la scanalatura di alloggiamento della
capsula sulla placca ago.
Diminuire la tensione del lo dell’ago.
™
Diminuire lo spazio tra la linguetta di
™
apertura della capsula e la bobina. Fare
riferimento al par.
“24. REGOLAZIONE
DELLA LINGUETTA DI APERTURA
DELLA CAPSULA”
Fare riferimento al par.
™
.
“22. RELAZIONE FASE AGO/CROCHET”
Regolare la quantità di olio nel crochet
™
correttamente. Fare riferimento al
par.
“15. REGOLAZIONE DELLA
QUANTITÀ DI OLIO NEL CROCHET”
Aumentare la tensione del lo dell’ago.
™
Diminuire la tensione della molla ed
™
aumentare la corsa della molla stessa.
Fare riferimento al par.
™
“22. RELAZIONE FASE AGO/CROCHET”
Fare riferimento al par.
™
FASE AGO/CROCHET”
Stringere il regolatore della molla del
™
premistoffa.
Fare riferimento al par.
™
FASE AGO/CROCHET”
Fare riferimento al par.
™
REGOLAZIONE DEL SALVAAGO DEL
CROCHET”
Sostituire l’ago con un tipo più grosso
™
rispetto a quello in uso.
.
“22. RELAZIONE
.
“22. RELAZIONE
.
“23.
.
.
.
3. Punti lenti
Filo della bobina non passa
1
attraverso la molla di tensione del
crochet interno.
La scanalatura passalo non è rinita
2
correttamente.
La bobina non si sposta correttamente.
3
La linguetta di apertura della capsula
4
lascia troppo spazio alla bobina.
La tensione del lo dell’ago è troppo bassa.
5
La tensione del lo della bobina è
6
troppo bassa.
Il lo è stato avvolto troppo stretto
7
attorno alla bobina.
Il lo è grosso.
8
La quantità di alimentazione del lo
9
della leva tiralo è eccessivamente
grande.
− 32 −
Inlare il lo della bobina correttamente.
™
Rimuovere le parti ruvide con carta
™
smeriglio ne o con tela abrasiva.
Sostituire la bobina o il crochet.
™
Fare riferimento al par.
™
“24. REGOLAZIONE DELLA LINGUETTA
DI APERTURA DELLA CAPSULA”
Aumentare la tensione del lo dell’ago.
™
Aumentare la tensione del lo della
™
bobina.
Ridurre la tensione applicata all’
™
avvolgibobina.
Sostituire la griffa di trasporto con una per
™
lo grosso.
Rimuovere la pre-tensione del dispositivo
™
di pinzatura del lo dell’ago.
Aumentare il titolo dell’ago.
™
Spostare il guidalo del tiralo verso il
™
lato destro per diminuire la quantità di
alimentazione tramite la leva tiralo.
.
Page 36

Inconvenienti Cause Rimedi
4. Il lo si sla
dalla cruna dell’
ago quando
viene effettuato
il taglio del lo.
5. Il lo si sla
dalla cruna dell’
ago all’inizio
della cucitura.
6. Il lo non
viene tagliato
correttamente.
7. Non taglia un
lo.
La tensione del lo applicata dalla
1
manopola tensione No. è troppo
elevata.
La tensione del lo applicata dalla
1
manopola tensine No. è troppo
elevata.
La molla della pinza ha una forma
2
non adatta.
La tensione del lo della bobina è
3
troppo bassa.
Le lame del coltello mobile e della
1
control lama non sono state regolate
correttamente.
I coltelli non sono aflati.
2
La tensione del lo dell’ago è troppo
3
bassa.
La tensione del lo della bobina è
4
troppo bassa.
La posizione di partenza del
1
coltello mobile non è stata regolata
correttamente.
La tensione del lo della bobina è
2
troppo bassa.
La posizione del guidalo non è
3
adeguata.
La coppia al momento del taglio del
4
lo spesso è insufciente.
Ridurre la tensione del lo applicata dalla
™
manopola tensione No..
Ridurre la tensione del lo applicata dalla
™
manopola tensione No..
Sostituire la molla della pinza con una
™
nuova oppure regolare quella in uso.
Aumentare la tensione del lo della bobina.
™
Consultare
™
COMPONENTI DEL MECCANISMO DI
TAGLIO DEL FILO"
Sostituire il coltello mobile e la contro lama
™
oppure regolare quelli in uso.
Aumentare la tensione del lo dell’ago.
™
Aumentare la tensione del lo della bobina.
™
Fare riferimento al Manuale di
™
Manutenzione.
Aumentare la tensione del lo della bobina.
™
Fare riferimento al par.
™
di montaggio del guidalo”
Quando si usa il lo spesso equivalente a
™
#4 o a #5, ritardare la posizione sollevata
di stop. Consultare "Funzione No. 2" del
Manuale d’Istruzioni per il SC-50.
Consultare "Funzione No. 43" del
Manuale d’Istruzioni per il SC-922.
"25. REGOLAZIONE DEI
.
“25. (4) Posizione
.
8. Il lo si rompe
all’inizio della
cucitura dopo il
taglio del lo.
9. I salti di punto
si vericano
all’inizio della
cucitura dopo il
taglio del lo.
Il lo dell’ago viene agganciato dal
1
crochet.
Il lo della bobina non è pinzato dopo
1
il taglio del lo.
La posizione del guidalo non è
2
adeguata.
Il numero di giri è troppo veloce ed il
3
lo dell’ago non può catturare il lo
della bobina.
La tensione del lo della bobina è
4
troppo bassa.
La lunghezza del lo rimanente
5
dell'ago dopo il taglio del lo è troppo
corta.
Accorciare la lunghezza del lo rimasto
™
sull’ago dopo il taglio del lo.
Fare riferimento al par.
DEL FILO”
Controllare di nuovo la posizione di
™
montaggio della molla di pinzatura.
Fare riferimento al par.
™
di montaggio del guidalo”
Aumentare il numero di punti della partenza
™
dolce all’impostazione del motore. Consultare
"Manuale d’Istruzioni per il motore".
Aumentare la tensione del lo della bobina.
™
Diminuire la pressione applicata dal disco
™
di pre-tensione del dispositivo di pinzatura
del lo o rimuovere il disco di pre-tensione.
Quando si utilizza un lo frizionale,
spegnere il dispositivo di pinzatura del lo
al momento del taglio del lo.
Fare riferimento all'articolo "Funzione No.
20" nel Manuale d'Istruzioni per il SC-50.
Consultare "Funzione No. 57" del
Manuale d’Istruzioni per il SC-922.
.
“18. TENSIONE
“25. (4) Posizione
.
− 33 −
 Loading...
Loading...