

Page 1
LS-2342, 2342-7
使用说明书
Page 2

目 录
1. 规格 ........................................................................ 1
2. 安装
........................................................................ 3
2-1. 废油容器的安装 ......................................................................... 3
2-2. 缝纫机的安装 ........................................................................... 3
2-3. 空气关系 ............................................................................... 5
2-4. 线架的安装 ............................................................................. 6
3. 缝纫机的准备 ................................................................ 7
3-1. 給油 ................................................................................... 7
3-2. 机针的安装方法 ......................................................................... 8
3-3. 梭芯的取出装入 ......................................................................... 8
3-4. 底线的穿线方法 ......................................................................... 9
3-5. 底线的绕线方法 ......................................................................... 9
3-6. 上线的穿线方法 ........................................................................ 10
3-7. 机头机种的设定方法 .................................................................... 11
3-8. 机头调整 .............................................................................. 12
4. 缝纫机的调整 ............................................................... 14
4-1. 缝迹长度的调节 ........................................................................ 14
4-2. 线张力 ................................................................................ 15
4-3. 挑线弹簧 .............................................................................. 16
4-4. 压脚压力的调整 ........................................................................ 16
4-5. 机针与旋梭的关系 ...................................................................... 17
4-6. 旋梭针座的调整 ........................................................................ 18
4-7. 开具的调整 ............................................................................ 18
4-8. 固定刀的位置,切刀压的调整(LS-2342S-7,2342H-7) ....................................... 19
4-9. 压脚头和上传送头交替上下量的调整 ...................................................... 19
5. 缝纫机的操作 ............................................................... 20
5-1. 有关压脚提升 .......................................................................... 20
5-2. 安全装置的复位 ........................................................................ 20
5-3. 传送调节拨盘的固定方法 ................................................................ 20
5-4. 关于自动倒缝时的正、逆落针调整(LS-2342S-7,2342H-7) ................................... 21
5-5. 关于操作开关 .......................................................................... 22
5-6. 关于膝动开关(LS-2342S-7,2342H-7) ..................................................... 24
6. 缝制速度一览表 ............................................................. 27
7. 缝制中出现的现象和原因、处理方法
........................................... 28
i
Page 3
1. 规格
No. 项目 规格
1 型号 LS-2342S LS-2342S-7
2 机种名称
3 用途 中厚料、汽车座椅、家具
4 缝制速度 最高 2,500 sti/min (「6. 缝制速度一览表」p.27 参照) ※1
5 使用机针
6 可缝机线号
7 可切线号
8 缝迹长度 最大 9 mm(正反均是)
9 缝迹长度拨盘 1 间隔拨盘 2 间隔拨盘
10 压脚上升量 压脚提升杆 :10 mm, 自动压脚提升机 :20 mm
11 缝迹调节方式 拨盘方式
12 倒缝方式 拨杆式 气缸式(带触摸倒缝开关)
13 挑线杆 环式挑线杆
筒型单针平缝综合送料缝纫机
( 标准规格 )
#40 ~ #5
(US :#33 ~ #138、
欧洲
SCHMETZ 134-35
(Nm100 ~ Nm180, 标准 Nm140)
:90/3 ~ 20/3)
筒型单针平缝综合送料自动切线缝纫机
( 标准规格 )
#30 ~ #5
(US :#46 ~ #138、
#30 ~ #5
(US :#46 ~ #138、
:60/3 ~ 20/3)
欧洲
:60/3 ~ 20/3)
欧洲
14 针杆行程 40 mm
15 交替上下量 1 mm ~ 9 mm(交替上下拨盘调整式)
16 釜 全旋转水平 1.6 倍大旋梭(锁定型)
17 送布机构 椭圆传送
18 上下轴驱动 同步皮带
19 切线方式 凸轮驱动剪切切线方式
20 加油 集中油槽式油芯加油(有部分部位需要手工操作加油)
21 潤滑油 JUKI New Defrix Oil No.2(相当于 ISO 规格 VG32)
22 筒径 72 mm
23 怀部 347 mm × 127 mm
24 飞轮尺寸 外径 :φ123 mm
25 使用马达 / 电气装备 SC-922B
26 机头质量 61 kg 63 kg
27 额定消费电力 310 VA
※1 按照交替上下量自动地进行速度设定。
– 1 –
Page 4
No. 项目 规格
1 型号 LS-2342H LS-2342H-7
2 机种名称
3 用途 中厚料、汽车座椅、家具
4 缝制速度 最高 2,000 sti/min (「6. 缝制速度一览表」p.27 参照) ※1
5 使用机针
6 可缝机线号 #20 ~ #0 (US :#69 ~ #266、
7 可切线号
8 缝迹长度 最大 9 mm(正反均是)
9 缝迹长度拨盘 1 间隔拨盘 2 间隔拨盘
10 压脚上升量 压脚提升杆 :10 mm, 自动压脚提升机 :20 mm
11 缝迹调节方式 拨盘方式
12 倒缝方式 拨杆式 气缸式(带触摸倒缝开关)
13 挑线杆 环式挑线杆
14 针杆行程 40 mm
筒型单针平缝综合送料缝纫机
( 粗线规格 )
SCHMETZ 134-35
(Nm100 ~ Nm180, 标准 Nm180)
筒型单针平缝综合送料自动切线缝纫机
( 粗线规格 )
:40/3 ~ 10/3)
欧洲
#20 ~ #0
(US :#69 ~ #266、
:40/3 ~ 10/3)
欧洲
15 交替上下量 1 mm ~ 9 mm(交替上下拨盘调整式)
16 釜 全旋转水平 1.6 倍大旋梭(锁定型)
17 送布机构 箱式传送
18 上下轴驱动 同步皮带
19 切线方式 凸轮驱动剪切切线方式
20 加油 集中油槽式油芯加油(有部分部位需要手工操作加油)
21 潤滑油 JUKI New Defrix Oil No.2(相当于 ISO 规格 VG32)
22 筒径 72 mm
23 怀部 347 mm × 127 mm
24 飞轮尺寸 外径 :φ123 mm
25 使用马达 / 电气装备 SC-922B
26 机头质量 61 kg 63 kg
27 额定消费电力 310 VA
※1 按照交替上下量自动地进行速度设定。
– 2 –
Page 5
2. 安装
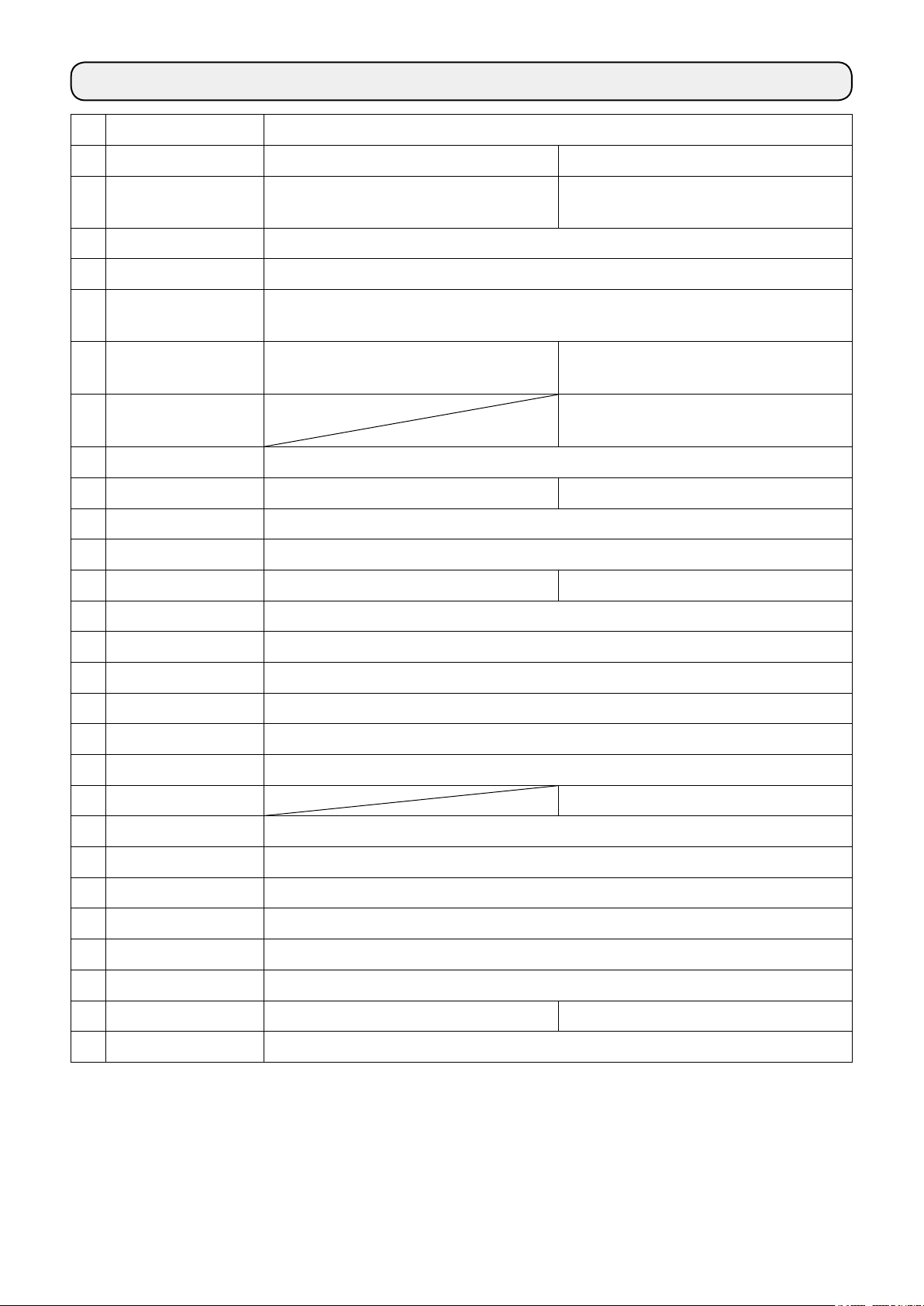
2-1. 废油容器的安装
❶
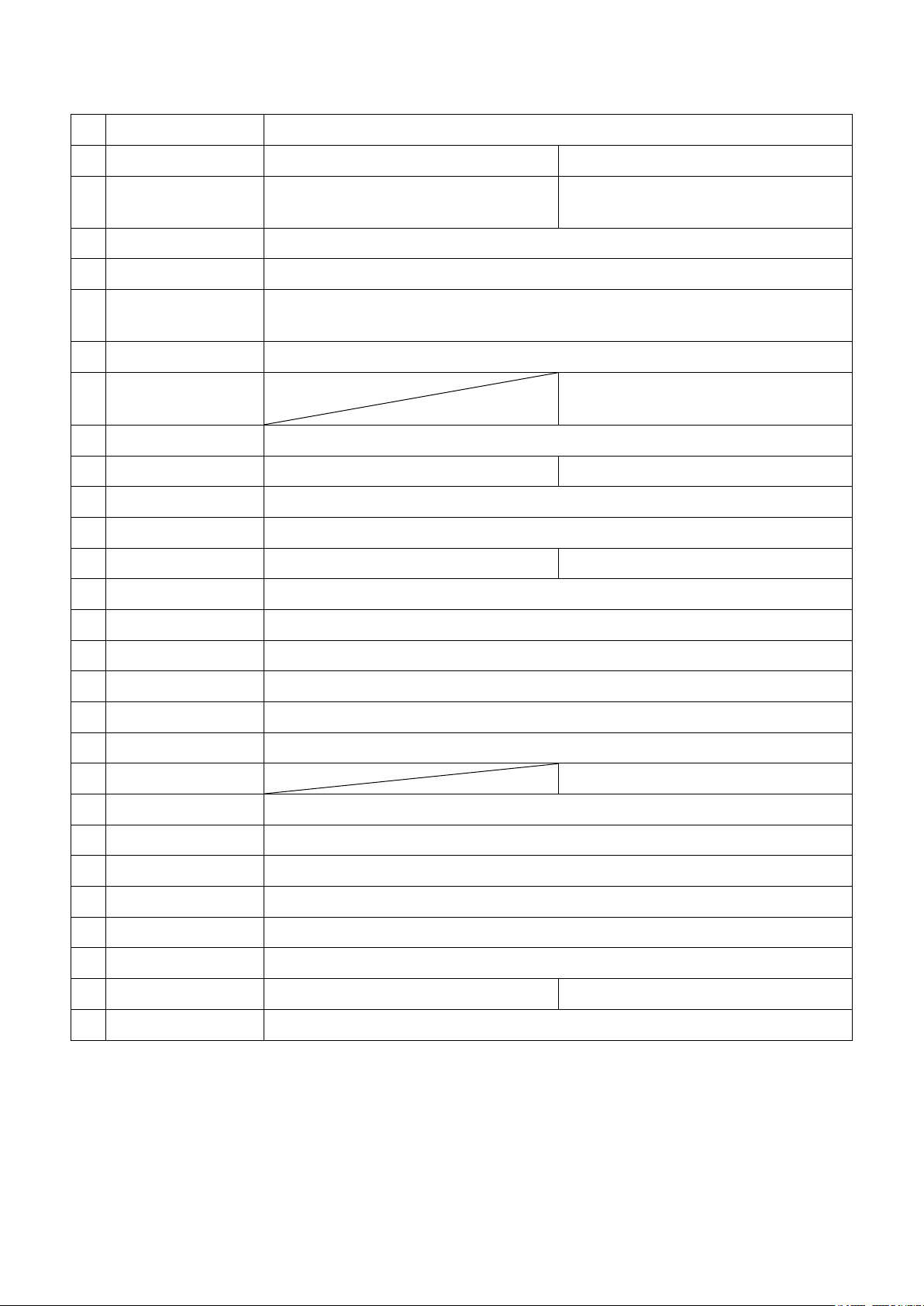
2-2. 缝纫机的安装
❷
❸
❹
1) 把排油栓
安装到机台面上,然后用固定螺丝❷和
❶
垫片❸固定好废油容器。
2) 固定好之后,把废油容器
拧到排油栓❶上。
❹
❸
❷
1) 搬运缝纫机时,请一定 2 人以上进行搬运。
请拧松机座护罩安装螺丝(3 处)
并卸下,再卸
❶
下机座护罩❷之后,拿起皮带轮护罩❸。
请不要手拿着飞轮以及倒送操作杆。
❶
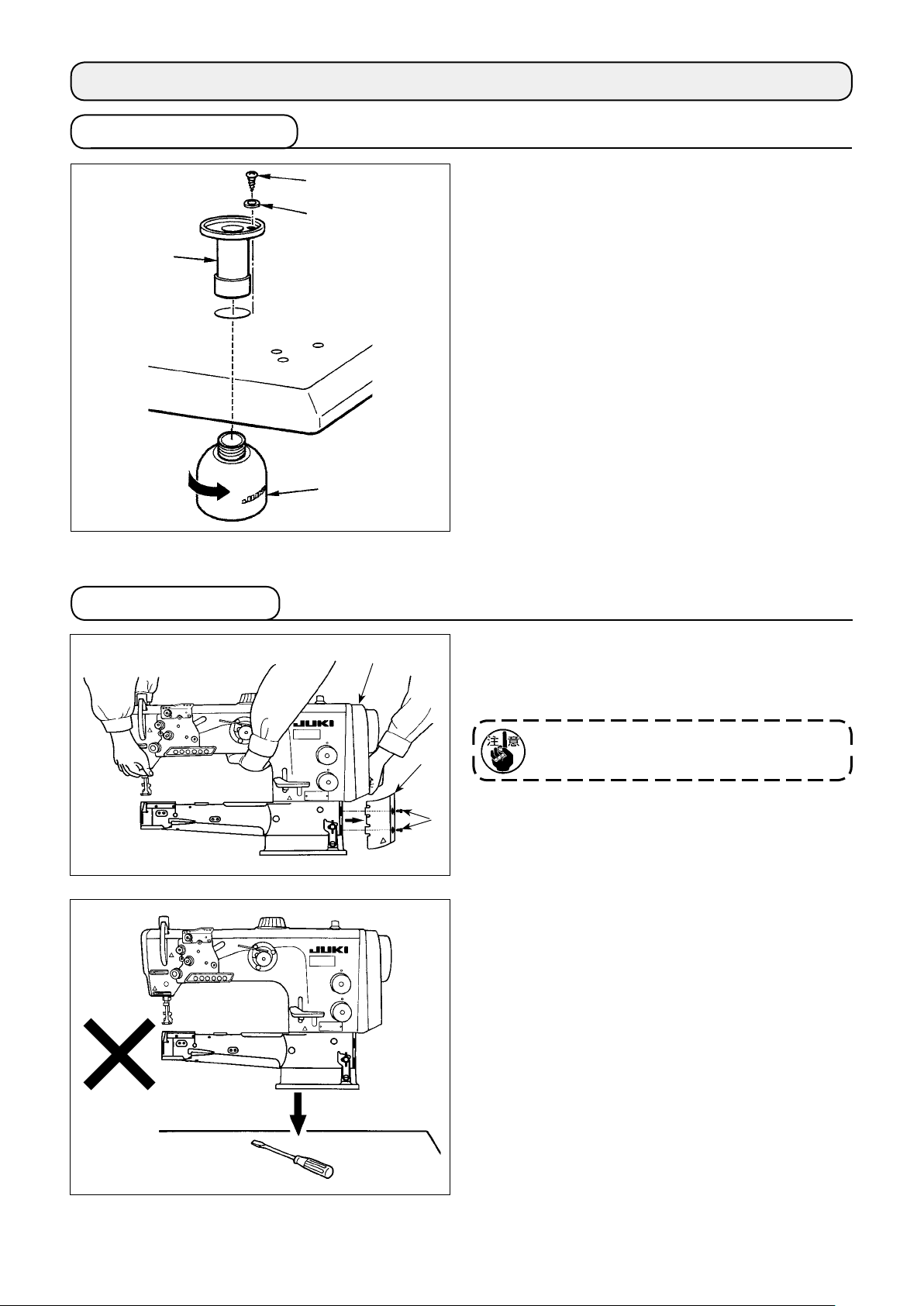
2) 在设置缝纫机的地方 , 请不要放螺丝刀等突起物。
– 3 –
Page 6
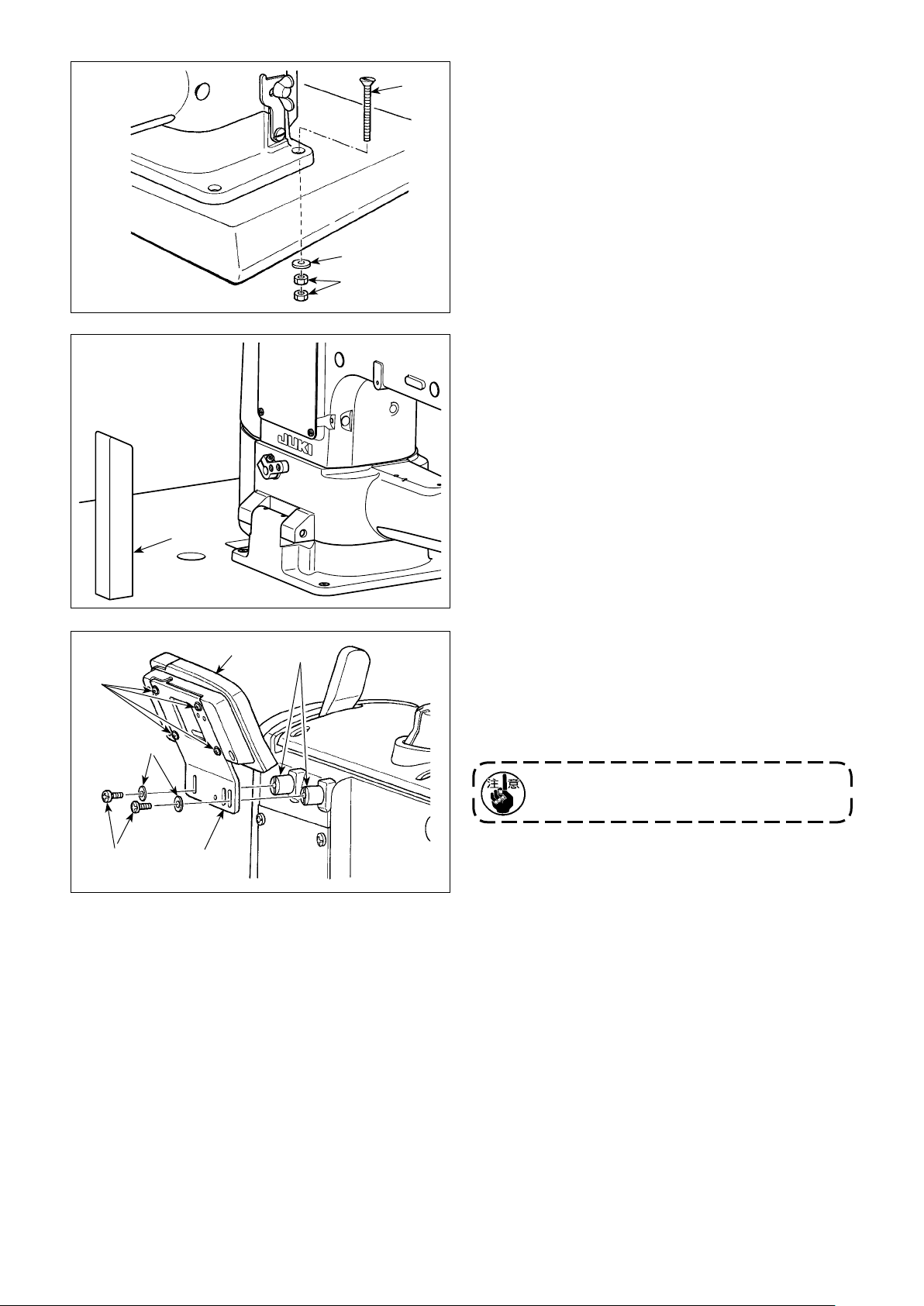
❺
❻
❹
3) 用附属的平头螺丝
、垫片❺、螺母❻拧到机台的
❹
4 个位置,把缝纫机头固定好。
❼
❾
❽
4) 请把机头支撑杆
5) 把机头附属的底座
6) 用操作盘附属的螺丝
。
❾
牢牢地安装到机台上。
❼
安装到机架。
❽
7) 然后用机头附属的螺丝
支架安装到底座❽。
对于螺丝,请注意不要使用操作盘附属的螺
丝。
把支架安装到 CP 操作盘
和操作盘附属的垫片把
※ 机头附属的螺丝
– 4 –
:螺丝直径 M5, 长度 8mm
Page 7
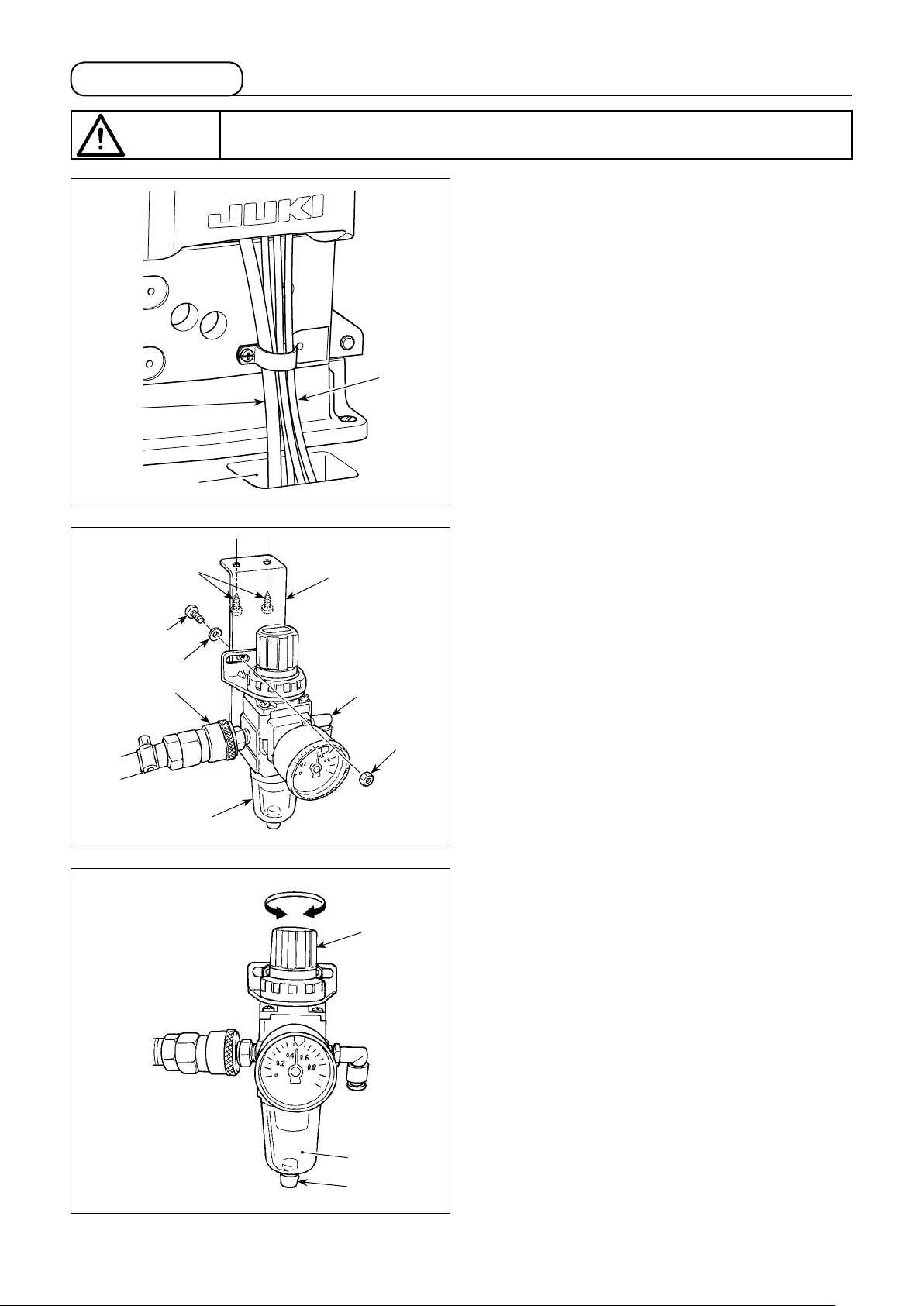
2-3. 空气关系
警告
❸
❷
❸
❼
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
(1)空气软管和电缆线的处理
把空气软管和电缆线❶穿过机台的孔❷,拉到机台的
下面。
湿度高时,可能有水从缝纫机连接的 φ8 排气用空气
软管❸中冒出来。
❶
❷
(2)调节器的安装
❽
❺
1) 用附属的螺丝
、弹簧垫❸、螺母❹把调节器(组
❷
件)❶安装到安装板❺上。
2) 把接头
3) 用附属的螺丝
安装到调节器❶上。
❻❼
把安装板❺安装到机台下面。
❽
4) 请把从缝纫机引出来的 φ6 空气软管连接到接头
❻
上。
❻
❶
小 大
A
❷
❶
❹
(3)空气压力的调整
1) 本机使用的空气压力为 0.5 ~ 0.55MPa。请用滤清
调节器的调节旋钮❶来调整压力。
2) 使用中,滤清调节器
部里冷凝水积存之后,请
A
转动积存水水栓❷,排放出积存水。
– 5 –
Page 8
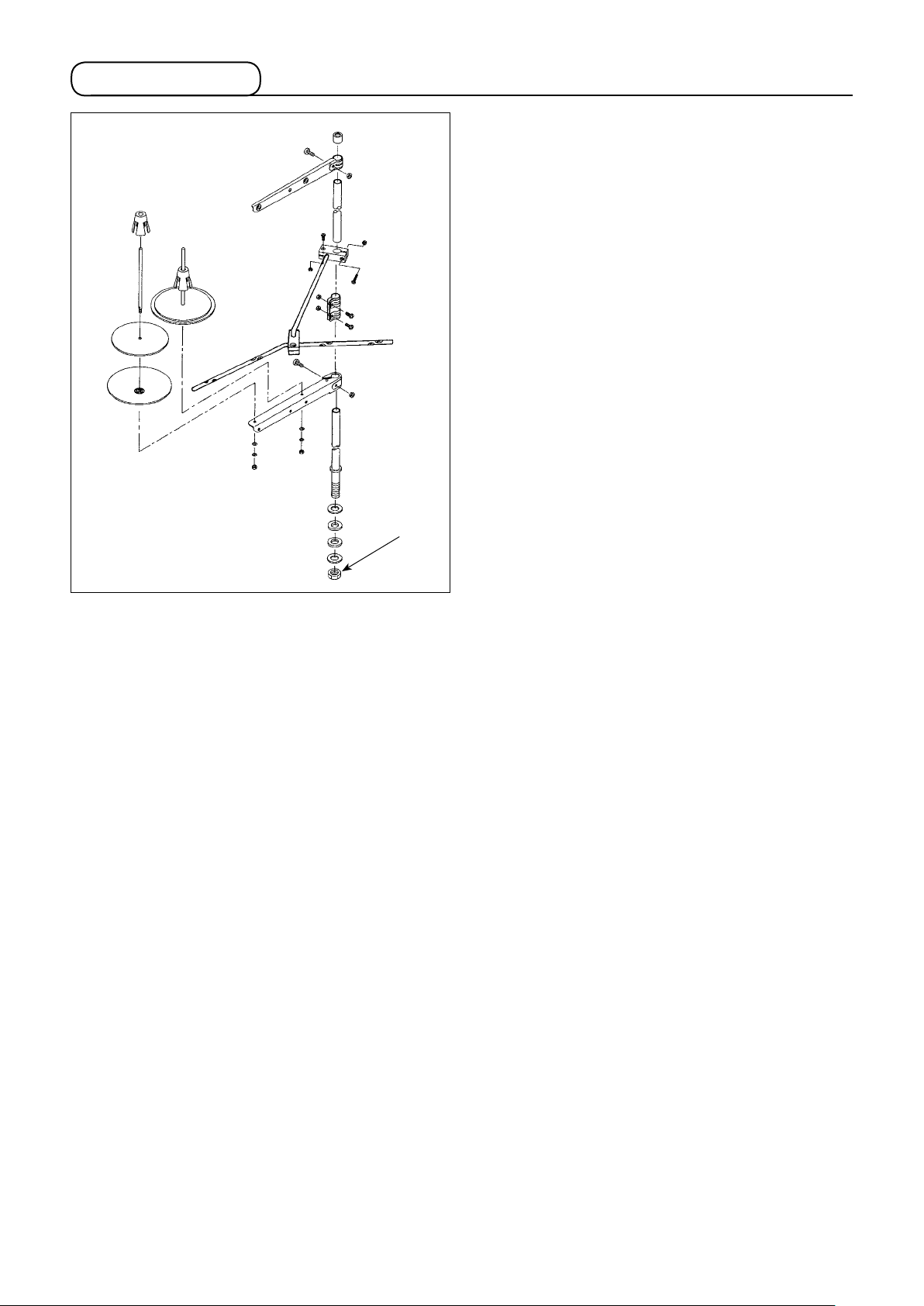
2-4. 线架的安装
组装线架 , 把线架安装到机台的孔上 , 拧紧螺母❶固
定好线架。
❶
– 6 –
Page 9
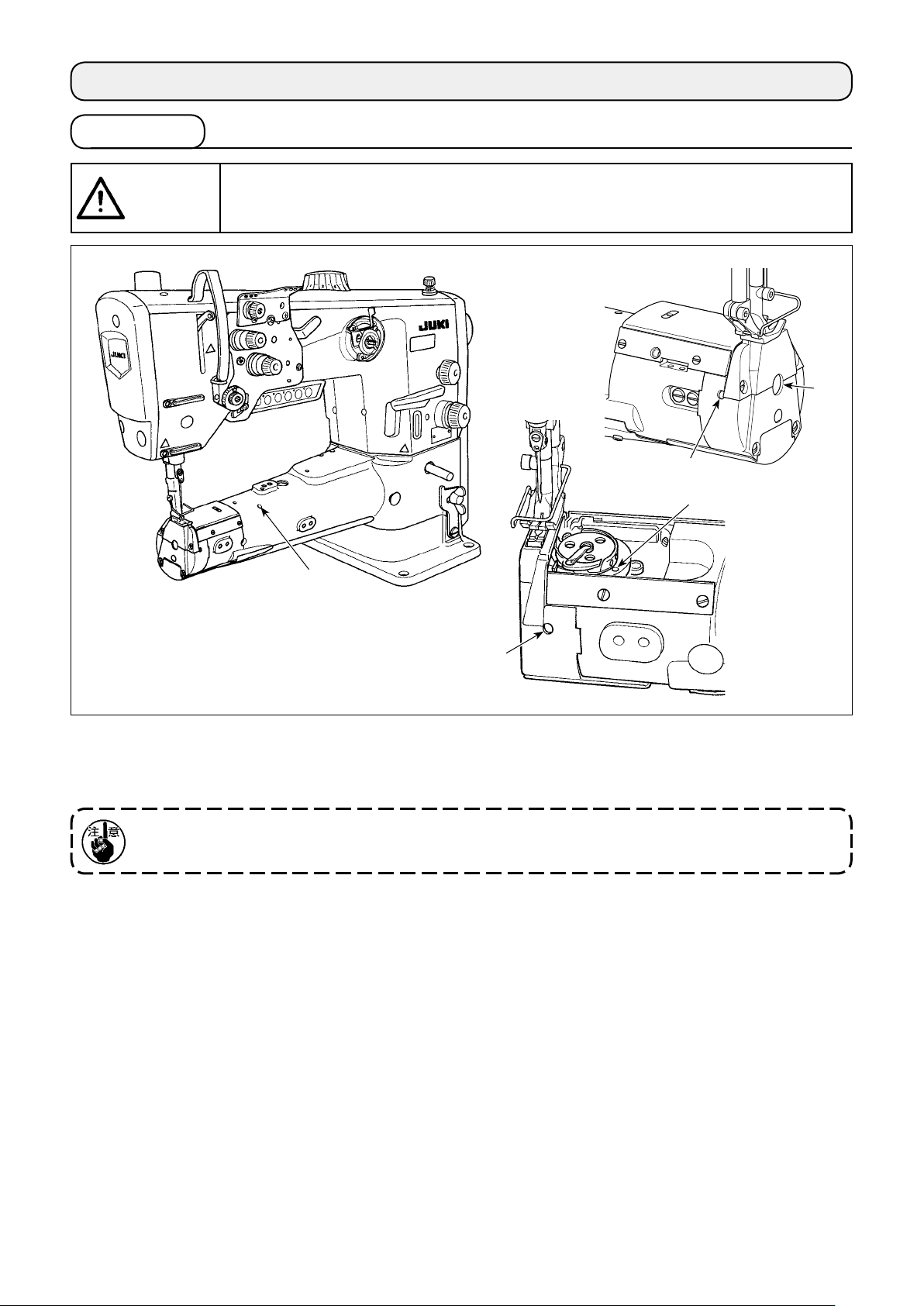
3. 缝纫机的准备
3-1. 給油
1.为了防止缝纫机的突然起动造成事故 , 加油结束之前 , 请不要连接电源插头。
警告
2.为了防止炎症或斑疹 , 如果油沾到眼睛或身上后 , 请立即洗净。
3.误饮油后有可能发生腹泻或呕吐。请把油放到小孩子拿不到的地方。
D
A
C
E
B
1) 每日第 1 次运转缝纫机之前,请向箭头
的部位是在油槽上,因此请每星期加油 1 次左右。
2)
E
3) 第一次运转缝纫机之前,或者运转较长时间没有使用的缝纫机时,请向箭头所示的部位加入适量的缝纫机油。
如果向
的机油。
ABCD
里加油过多的话,有可能从针板座护罩上流出机油。因此请定期地擦干净针板座护罩上
A~D
表示的部位加入适当的机油。
– 7 –
Page 10
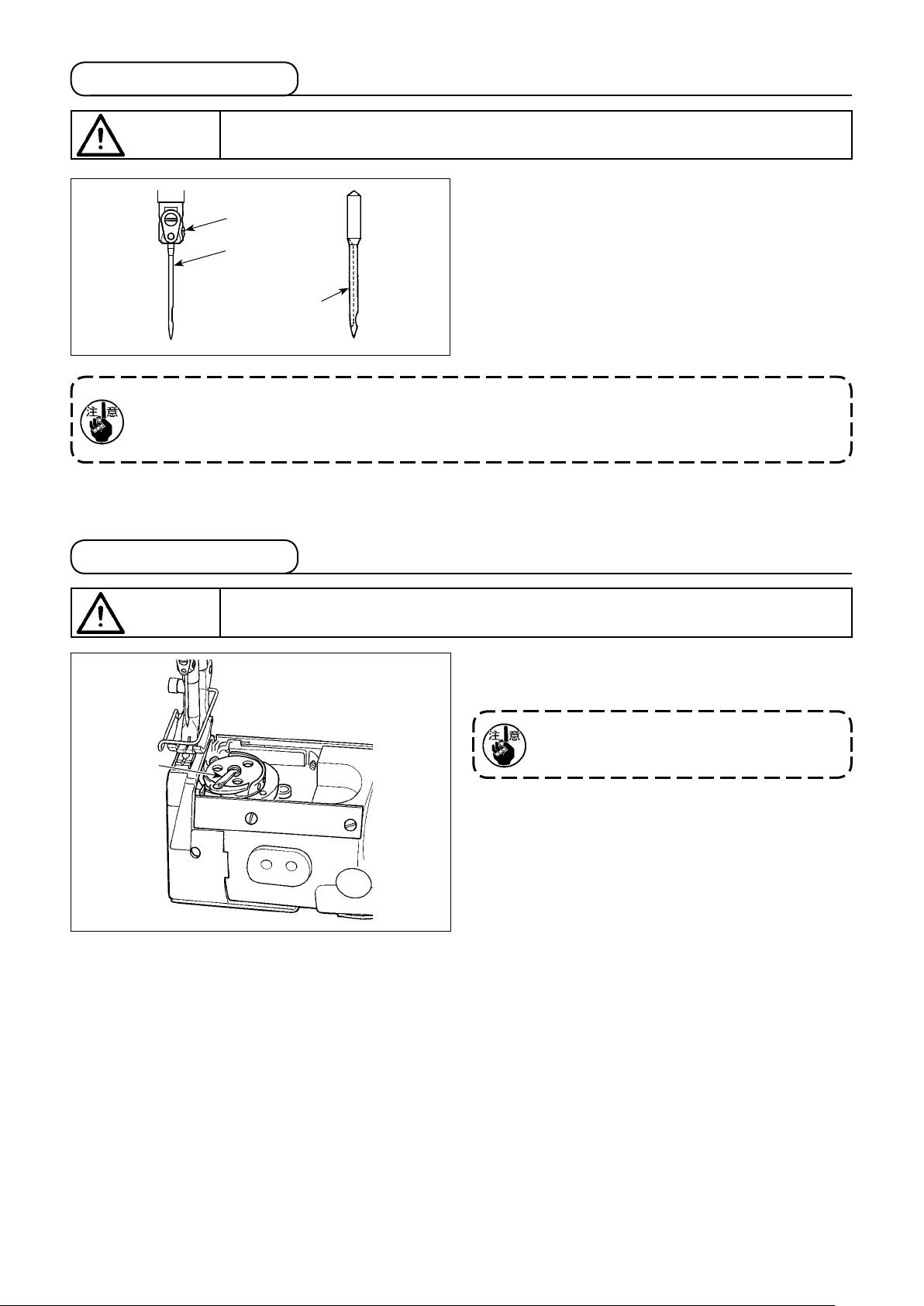
3-2. 机针的安装方法
警告
更换机针后,请确认机针与旋梭尖的间隙。(请参照「4-5. 机针与旋梭的关系」p.17,「4-6. 旋梭针
座的调整」p.18。)
如果没有间隙,会使机针和旋梭损坏。
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
请使用 134-35 机针。
❷
❶
长沟
1) 转动飞轮,把针杆上升到最高位置。
2) 拧松机针固定螺丝
侧。
3) 把机针
4) 拧紧固定机针固定螺丝
插到最里面。
❶
,让机针❶的长沟移动到左横
❷
。
❷
3-3. 梭芯的取出装入
警告
❶
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
1) 扳起旋梭的拨片
2) 装入时,正确地插入旋梭轴,然后放倒拨片
放入梭芯(底线)后,请不要让缝纫机空转。
以免底线绕到旋梭上弄坏旋梭。
,取出梭芯。
❶
❶
。
– 8 –
Page 11

3-4. 底线的穿线方法
警告
❷ ❸
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
3-5. 底线的绕线方法
❶
❶
1) 把底线穿过中旋梭的穿线槽
, 慢慢地拉线之后 , 线就可以穿过线张力器弹簧
❷
和开具和中旋梭之间
❶
的下面。
带切线功能的机种,在此之后把线穿进操作杆的线
孔❸,再向上方拉起。
2) 拉底线之后,梭芯应沿箭头方向转动。
1) 按照
❶~❹
2) 待缝纫机线进入到底线夹
的顺序进行穿线。
的根部之后进行切线。
❺
(但是线头需要夹持。)
3) 把梭芯插到卷线轴
4) 向箭头方向按压卷线拨杆
❻
上。
❼
。
5) 开动缝纫机之后,梭芯转动,缝纫机线被自动地卷
绕。
6) 绕线结束后,绕线杆
分离自动停止。
❼
❻
❽
❼
❹
❸
❺
❷
1.对于卷绕量,可以拧松固定螺丝❽之后进
行调整。向上移动卷线操作杆❼之后卷绕
量变多。
2.线从线张力器上脱落时,请把线在中间导
线器上绕一圈。
1.这是一次触摸型的底线卷绕装置。卷绕底
线结束之后底线夹❺自动地返回到初期位
置。
2.在中途结束卷线时,请轻轻地向上抬起卷
线操作杆❼,把底线夹❺返回到初期位置。
3.如果线没有进入到底线夹❺的根部的话,
开始卷线时缝纫机线有可能脱线。
– 9 –
Page 12

3-6. 上线的穿线方法
警告
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
❶
❸
❾
❹
❺
❻
❷
❸
LS-2342S,H
❼
❽
如图所示穿上线。
*导线器
从右侧穿过。(LS-2342S-7,2342H-7)
❹
❺
❻
❼
LS-2342S-7,2342H-7
– 10 –
Page 13

3-7. 机头机种的设定方法
·CP-18
1) 请参照 SC-922 使用说明书「Ⅲ -6.关
于 SC-922 功能的设定」,呼出功能设定
No.95。
2) 按 开关
❺
( 或
开关
❻
),可
以选择机头型号。
请根据下表进行选择。
机种 显示
LS-2342S-7 LS2A
❺❹❸
❻
LS-2342H-7 LS2B
LS-2342S LS2C
LS-2342H LS2D
3) 选择机头类型后,通过按 开关
( 或
开关
),进入步骤「94」或
❹
❸
「96」,然后根据机头类型自动地初期化
设定内容。
4) 关掉电源。
❻❺❹❸
·CP-180
❶
1) 请参照 CP-180 使用说明书「18.关于功能设定开
关」,呼出功能设定 No.95。
2) 按开关
, 可以选择机头类型。
❶
请根据下表进行选择。
机种 显示
LS-2342S-7 LS2A
LS-2342H-7 LS2B
LS-2342S LS2C
LS-2342H LS2D
3) 选择了机头类型后 , 按开关
, 进入到步骤「96」
❷
或「94」, 然后根据机头类型自动地初期化设定内
容。
4) 关掉电源。
❷
– 11 –
Page 14

3-8. 机头调整
·CP-18
❸ ❻❺❹
A
1) 按住 开关
❹
和
开关
的同时
❺
打开 (ON) 电源开关。
2) 显示部
上显示出
A
, 变成机头调
整模式。
B
3) 用手转动飞轮 , 检测到主轴基准信号之
后 , 在显示部B显示出主轴基准信号的
角度。(此值是参考值。)
❻❺❹❸
❽
4) 在此状态下,请把皮带轮护罩的刻线
❽
对
准飞轮的一个刻点❼。
❼
5) 按 开关
,结束调整操作。( 此值
❻
为参考值。)
6) 关掉电源。
进行调整的确认时,请把功能设定
No.90 :初动缝纫机移动功能的设定
作为「1 :初动上位置停止」。如果
刻点❼和刻线❽没有对齐时,请重
❻❺❹❸
新进行调整。
确认后,请把 No.90 的设定返回原
来状态。(初期值是「2 :停止在初
动倒转机针提升位置」)
有关功能设定的方法,请参照 SC922 使用说明书「Ⅲ -6. 关于 SC922 功能设定」。
– 12 –
Page 15

·CP-180
A
1) 按住开关
❷❶
B
2) 显示部
和开关❷的同时打开 (ON) 电源开关。
❶
上显示出
A
, 变成机头调整模式。
3) 用手转动飞轮 , 检测到主轴基准信号之后 , 在显示部
显示出主轴基准信号的角度。(此值是参考值。)
B
4) 在此状态下,请把皮带轮护罩的刻线
对准飞轮的一
❽
个刻点❼。
❽
❹
❼
5) 按开关
❹
6) 关掉电源。
进行调整的确认时,请把功能设定 No.90 :初动
缝纫机移动功能的设定作为「1 :初动上位置停
止」。如果刻点❼和刻线❽没有对齐时,请重新
进行调整。
确认后,请把 No.90 的设定返回原来状态。(初
期值是「2 :停止在初动倒转机针提升位置」)
有关功能设定的方法,请参照 CP-180 使用说明
书「18. 关于功能设定」。
, 结束调整操作。(此值是参考值。)
– 13 –
Page 16

4. 缝纫机的调整
4-1. 缝迹长度的调节
❹
B
❸
A
❸
❷
❼
❶
❼
※ 刻度的数字单位为 mm。
[LS-2342S,H]
转动标准传送调节拨盘❶,把希望的数字调整对准机臂
刻点❸。
[LS-2342S-7,2342H-7]
请把止动器❼向箭头A方向(机臂里侧)按压的同时,
转动标准传送调节拨盘❶和 2P 传送调节拨盘❷,把希望
的数字调整对准机臂刻点❸。
放开止动器❼之后,标准传送调节拨盘❶和 2P 传送调节
拨盘❷就会被固定。
❻
❺
A
从大到小变更标准传送调节拨盘
向箭头B方向(下方)按压传送拨杆❹,向箭
头A方向(机架里侧)按压止动器❼的同时转
动标准传送调节拨盘❶。
的刻度时,请
❶
(1)倒缝
1) 向下按下送布杆
❹
。
2) 按下的期间可以倒缝。
3) 手离开后,又变为正常缝制。
(2)按键手动倒缝 (LS-2342S-7,2342H-7)
1) 按倒缝开关
❺
。
2) 按下的期间可以倒缝。
3) 手离开后,又变为正常缝制。
(3)间距变换 (LS-2342S-7,2342H-7)
1) 按了间距变换开关
之后,变换为 2P 传送调节拨盘
❻
刻度的缝迹长度。(开关上的 LED 亮灯。)
1.对于 2P 传送调节拨盘❷,请把它设定为比标
准传送调节拨盘❶还小的值。
2.2P 传送调节拨盘的调节,请在间距变换开关为
OFF 时进行调节。
3.2P 传送调节拨盘的刻度 3 以下(拨盘止动器挡
住的位置)是用于调整 2P 拨盘的 0 点。刻度 3
以下不能使用。
– 14 –
有关 2P 装置的详细内容,请参照「5-5. 关于操
作开关」p.22。
Page 17

4-2. 线张力
❶
❸
D
❹
❺
C
B
A
❷
C
D
❻
(1)上线张力的调节
1) [LS-2342S,H]
调整第一线张力器
,让至第二线张力器❷为止的
❶
上线不因乱跳而挣线。
[LS-2342S-7,2342H-7]
向右转动
第一线张力螺母❸,切线后针头上的
A
留线长度变短,向左转动B长度则变长。
2) 使用单张力时
向右
转动第二线张力器螺母❺之后,上线张力
C
变强,向左D转动之后张力变弱。
3) 使用双张力时
向右C转动第二线张力器螺母
❹❺
力变强,向左D转动之后张力变弱。
请把第二线张力器❷两侧的张力调整为一样
大小。
之后,上线张
警告
❼
如果针尖上残留的机线不够长时,请把第
一线张力器的弹簧更换成特别出售的弹簧
22945505。
(2)上线张力的变换
按了上线张力变换开关❻之后,变换为双张力。
(开关的 LED 亮灯。)
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
(3)底线张力的调节
向右E的方向转动线张力螺丝❼,底线张力变强,
向左F的方向转动张力变弱。
E
F
– 15 –
Page 18

4-3. 挑线弹簧
❶
❶
❷
(1)改变挑线弹簧的动作量时
对于挑线弹簧❶,请拧松螺丝❷,沿着长孔移动进行调节。
❸
❶
❹
变弱
变强
(2)改变挑线弹簧的强度时
改变挑线弹簧❶的强度时,请拧松螺母❸,向左转动弹簧轴❹后强度变强,向右转动后强度变弱。
调整后,拧紧螺母❸进行固定。
4-4. 压脚压力的调整
B A
C
❶
向右转动
压力变弱。
B
压脚压力调节盘❶压力变强,向左转动
A
请把压力调整到需要的最小限度的压力。
调整范围是,从机臂上面至压脚调节拨盘
离C为 38 ~ 60mm。
标准出货值是 47mm。
– 16 –
上面的距
❶
Page 19

4-5. 机针与旋梭的关系
警告
A
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
请按下述方法调整机针和旋梭。
1) 把送布调节拨盘调到刻度 0。
2) 转动飞轮,把针杆降到最下点,并拧松针杆套筒螺
丝❶。
*决定针杆的高度。
3) 针杆从最下点上升了 2.4mm 后,旋梭尖❻与针孔上
端相距 1.7mm 是标准间距。
❶
1.7mm
❺
❻
*决定旋梭的位置。
A
2.4mm
4) 卸下针板座护罩❷,拧松下锥形齿轮固定螺丝❸和
以及推力座螺丝❽。
❹
5) 在上述 3) 的状态下,拧松旋梭轴座固定螺丝❼,
左右移动旋梭轴座,把旋梭尖和机针❺的间隙调整
(mm)
A
LS-2342S,H 0 ~ 0.05
LS-2342S-7,2342H-7 0 ~ 0.05
为A尺寸。调整后,拧紧固定螺丝。
6) 然后,把旋梭尖调整到机针的中心,并拧紧齿轮固
定螺丝❸。
7) 顺时针方向转动飞轮,交替地拧紧固定螺丝❹。( 请
不要祗拧一边的螺丝。)
8) 让推力座紧密结合下锥形推力座,然后拧紧推力座
螺丝❽。
❽
紧密结合
❼
❸
放倒缝纫机时 , 操作盘有可能碰到线架装置 , 因此请把线架装置移动到不相碰的位置。
为了确认上述 3)的「针杆从最下点上升 2.4mm」,可以利用 SC-922「机头调整模式」的主轴转动角度显示。
在「机头调整模式」下,从针杆最下点时显示的数值正转 25°的话,针杆就上升 2.4mm。(从针杆最下点
起上升 2.4mm 时的主轴转动角度= 25°)
※ 调整旋梭,利用「机头调整模式」时,请不要按
有关机头调整模式,请参照 SC-922 使用说明书的「Ⅱ -10. 机头调整」。
❷
❹❹ ❸
开关。
– 17 –
Page 20

4-6. 旋梭针座的调整
警告
❶
❷
0.02 ~ 0.05mm
4-7. 开具的调整
警告
❹
❸
B
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
更换了旋梭之后,请确认针座位置。
标准位置是,旋梭针座❷顶到机针❶侧面,离机针 0.02 ~0.05mm 的状态。
如果不正确,请弯曲旋梭针座进行调整。
1) 旋梭针座往内侧弯曲时,把螺丝刀插到旋梭针座的外侧。
2) 旋梭针座往外侧弯曲时,把螺丝刀插到旋梭针座的内侧。
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
退到最后的位置。
❶
,然后向箭头方向移动开具调节板❻,
❷
❻
1) 向正规方向转动飞轮,把开具
2) 向箭头
3) 拧松开具调节板固定螺丝
把开具和中旋梭的突起A之间的间隙调整为C的尺寸。
LS-2342S
LS-2342S-7
LS-2342H
LS-2342H-7
方向转动中旋梭❷,让中旋梭止动器❸顶到针板❹的槽沟。
B
❺
(mm)
C
0.1 ~ 0.3
0.2 ~ 0.4
❶
❺
A
C
– 18 –
Page 21

4-8. 固定刀的位置,切刀压的调整(LS-2342S-7,2342H-7)
警告
❶
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
❷
❸
[ 初期位置 ]
❸
前端一致
[ 切刀开始施加压力 ]
5 ~ 6mm
❶
4-9. 压脚头和上传送头交替上下量的调整
❶
1) 用手把活动刀
2) 拧松固定螺丝
3) 调整切刀压力时,请移动固定刀
端离固定刀前端相距 5 ~ 6mm 处开始有刀压力。
活动到后退到最里面之后,活动刀前端和固
定刀的前端应一致。此时,活动刀在运动方
向可以有 0.5 ~ 1mm 的松动。
在上下线都可以切断的范围,请尽量减弱切刀
压力。
※ 刻度的数字单位为 mm。
用拨盘❶来进行交替上下量的调节,向时针方向转动
之后变大,向逆时针方向转动之后变小。
移动到最前端。
❶
,向左右方向移动进行调整。
❷
,让活动刀的前
❸
– 19 –
Page 22

5. 缝纫机的操作
5-1. 有关压脚提升
5-2. 安全装置的复位
警告
❶
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
❶
用手动操作提升压脚时,向箭头方向拉压脚提升操作杆
压脚上升 10mm 后停止。
缝制中,如果向旋梭等施加过大的力,安全装置就动作。这时
轮动飞轮旋梭也不转动。安全装置动作之后,请排除故障原因,
再进行复位。
1) 按住机头上面的按钮
2) 请到「喀喳」的声音之后,复位完了。
,用强力反转飞轮。
❶
❶
。
5-3. 传送调节拨盘的固定方法
警告
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
❶
❷
请用手转动飞轮,确认按钮❶是否返回。
3) 最后,请确认机针和旋梭的关系。
( 请参照「4-5. 机针与旋梭的关系」p.17)
禁止传送调节拨盘的调节时
1) 卸下皮带轮护罩。
2) 请把止动销
如图所示那样把止动器销
止动销
❸
止动销货号:TA0440401MO
螺丝货号 :SM8060612TP
和螺丝❷插入到螺丝孔❸,然后进行固定。
❶
从细的一头插进去。
❷
和螺丝❸是需要另外购买的。
❷
– 20 –
Page 23

5-4. 关于自动倒缝时的正、逆落针调整(LS-2342S-7,2342H-7)
变更了缝制速度、缝制间距之后,自动倒缝时正、逆缝迹有可能不整齐一致。
此时,请变更自动倒缝气缸的 ON/OFF 同步时间进行补偿修正。
缝制间距大、同步时间补正困难时,建议降低倒缝速度,在各个拐角使用暂停功能。
有关详细内容,请参照 SC-922 使用说明书「III-8.关于各选择功能的详细内容⑯倒缝继电器同步补偿」。
对于某些使用的缝制间距,有可能需要进行正反缝迹的调整。有关调整方法,请参照服务手册。
1) 倒缝的落针调整方法
请根据落针的偏移情况进行「倒缝同步补偿修正」。
有关「倒缝同步补偿修正」的操作方法,请参照 SC-922 使用说明书「III-6.关于 SC-922 功能设定」。
开始倒缝的同步补偿修正
①
(功能设定 No.51)
开始倒缝的非同步补偿修正
②
(功能设定 No.52)
结束倒缝的非同步补偿修正
③
(功能设定 No.53)
缝制开始位置
缝迹过小
减小 No.51 的设定值 增大 No.51 的设定值
缝迹过小
减小 No.52 的设定值 增大 No.52 的设定值
缝迹过小
减小 No.53 的设定值 增大 No.53 的设定值
2) 每种缝制间距的缝制速度(功能设定 No.8)
默认值 推荐值 推荐值
缝制间距(mm) 3~6 7~8 9
倒缝速度(sti/min) 600 500 400
缝制结束位置
– 21 –
Page 24

5-5. 关于操作开关
从放倒缝纫机的状态抬起缝纫机时,请一定不要手持操作开关抬起缝纫机。
交替上下量变换开关 (LS-2342S-7,2342H-7)
❶
按开关后,上送布压脚的交替上下量变为最大。(开
关上的灯点亮。)
在多层布等缝纫机不容易送布时使用。
用膝动开关变换交替上下量时,请组装附属的膝动
❶ ❷ ❸ ❹ ❺ ❻
自动倒缝的取消 /追加开关 (LS-2342S-7,2342H-7)
❷
·设定了以下的自动倒缝时,按键之后(仅刚刚按后的 1 次)其自动倒缝不实行。(例 1)
·没有被设定时,按键之后(仅刚刚按后 1 次)实行自动倒缝。(例 2)
开关,然后用木螺丝固定到机台上之后再进行使用。
有关配线请参照「5-6. 关于膝动开关(LS-2342S-
7,2342H-7)」p.24 的内容。
(例 1)始缝.结束缝均有设定时
A
B
C
D
缝制前,按
C
D
开关之后,始缝时不进行倒
缝(A·B 区间)。
(例 2)始缝·结束缝均没有设定时
A
B
A
B
C
D
缝制中途,按
开关之后,结束缝时不进
行倒缝(C·D 区间)。
A
B
缝制前,按
·B 区间)。
开关之后,始缝时进行倒缝(A
C
D
缝制中途,按 开关之后,结束缝时进行
倒缝(C·D 区间)。
– 22 –
Page 25

❶ ❷ ❸ ❹ ❺ ❻
例
·2P 传送调节盘刻度 :6
·标准传送调节盘刻度 :9
机针提升开关
❸
按开关之后,机针从下停止位置移动到上停止位置。
2P 开关 (LS-2342S-7,2342H-7)
❹
按了开关之后 ,2P 传送调节盘刻度的缝迹长度进行
变换。( 按钮内的灯点亮。)
2P 传送调节盘的数字一定要比标准调节盘的
数字小。
·按开关之后,缝迹长度从 9 变换到 6,指示灯亮灯。
OFF
·按开关之后,缝迹长度从 6 变换到 9,指示灯亮灯。
上线张力变换开关
❺
ON
按了此开关之后,变成双张力,上线张力变高。
(开关上的指示灯亮灯)
不能使用。
❻
– 23 –
Page 26

5-6. 关于膝动开关(LS-2342S-7,2342H-7)
警告
❶
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
(1)膝动开关的安装
1) 组装膝动开关
,然后请用木螺丝❷固定到机台下
❶
面。
2) 把膝动开关
连接到缝纫机控制器的 CN36 连接的
❶
缝纫机连接器 14P 的 No.4 和 No.11。
❷
(2)膝动开关的功能
按膝动开关❶之后 , 压脚和上送布脚的交替上下量变
为最大。
( 机头部的
( 交替上下量变换 ) 开关按下之后变
成相同的作用。)
通过功能设定,还可以把膝动开关作为压脚提升开关
来使用。( 设定为作为压脚提升开关使用后,作为交
替上下量变换开关的功能便变为无效。)
黑 (No.11)
白 (No.4)
白线
黑线
膝动开关的电缆线
14
8
7
1
– 24 –
Page 27

(3)膝动开关的功能设定
·CP-18
1 2 TPo _
Po T _ni _
3i 1 rEv T
交替亮灯。
2L 4
3i 1
2L 4
❸❷❶
❹
1) 参照 SC-922 使用说明书的「6.SC-922 功能设定方法1)」,设定为功能设定模式。
2) 按 开关
❶
或按
开关
,呼出功能设定 No.12( 选购项目选择输出输
❷
入功能 )。
3) 请按 开关
4) 按 开关
5) 按 开关
❷
❸
❸
或按
开关
,选择显示 No. i31。
或者按
开关
,选择 "in" 的项目。
❹
,选择膝动开关的功能。选择膝动开关的
❹
功能。有关功能,请参照表 1。
6) 按 开关
确定功能。
❷
Po T i n
nE d
1 2 TPo _
7) 用 开关
8) 用 开关
9) 按 开关
结束选购项目的输入。
❷
❸
❶
或用
或按
开关
开关
❹
❷
选择 "End" 的项目。
,返回功能设定模式。
表1
功能代码 符号 功能项目 备考
5 FL 压脚提升开关功能 按下开关的期间压脚输出 ON。
31 ALFL 压脚提升交替开关功能 每次按了开关,压脚输出 ON/OFF。
24 vErT 交替变换上下量交替开关功能 每次按了开关,交替上下量输出 ON/OFF。
25 vSW 交替上下量变换开关功能 按下开关的期间,交替上下量输出 ON。
– 25 –
Page 28

·CP-180
❶
❸
❷
1) 参照 CP-180 使用说明书的「18. 关于功能设定开关1)」,设定为
功能设定模式。
2) 选择功能设定方法的 No.12。
交替亮灯。
3) 按开关
4) 按开关
5) 按开关
请参照表 1。
6) 按开关
7) 按开关
8) 按开关
选择“
❸
,选择显示 No.“
❷
,选择膝动开关的功能。选择膝动开关的功能。有关功能,
❸
确定功能。
❷
确定上述功能。
❷
结束选购项目输入。
❷
”的项目。
”。
9) 按开关
选择“
❸
– 26 –
”项目,返回到功能设定模式。
Page 29

6. 缝制速度一览表
最高缝制速度,请根据缝制条件控制在下表的速度以下进行使用。
自动地根据交替上下量来设定速度的。
[LS-2342S,LS-2342S-7]
交替上下量
3 以下 2,500sti/min 2,000sti/min
3
超过
~4以下 2,200sti/min 2,000sti/min
4
超过
~5以下 2,000sti/min 2,000sti/min
5
超过
~9以下 1,800sti/min 1,800sti/min
※缝迹超过 7mm 时,请参照 SC-922 的使用说明书的「6.关于 SC-922 功能设定」,
变更最高速度。
缝迹 7 mm 以下 缝迹 7 mm 超过9 mm 以下
[LS-2342H,LS-2342H-7]
交替上下量
3 以下 2,000sti/min
3
超过
~4以下 1,600sti/min
4
超过
~5以下 1,400sti/min
5
超过
~9以下 1,400sti/min
缝迹 9 mm 以下
– 27 –
Page 30

7. 缝制中出现的现象和原因、处理方法
現象 原因 対策
1. 断线(绽线或切断。)
(布背面上线残留 2 ~
3cm)
2. 跳线
线道、针尖、旋梭尖、针板的中
①
旋梭固定沟上有伤痕。
上线张力过强。
②
开具间隙过大。
③
机针与旋梭尖相碰。
④
旋梭部的油量少。
⑤
上线张力过弱。
⑥
挑线弹簧过强,移送量小。
⑦
针与旋梭同步过快,或过慢。
⑧
针与旋梭同步过快,或过慢。
①
压脚压力过弱。
②
针孔上端和旋梭尖的间隙不正确。
③
旋梭机针座不正确。
④
机针号不对。
⑤
○ 用细砂纸打磨旋梭尖的伤痕。用锉刀挫
针板的中旋梭固定沟。
○ 减弱上线张力。
○ 调小间隙。
请参照「4-7. 开具的调整」p.18。
○ 请参照「4-5. 机针与旋梭的关系」
p.17。
○ 调整为合适的油量。
请参照「3-1. 給油」p.7。
○ 增强上线张力。
○ 减弱挑线弹簧,加大移动量。
○ 请参照「4-5. 机针与旋梭的关系」
p.17。
○ 请参照「4-5. 机针与旋梭的关系」
p.17。
○ 拧紧压脚调节螺丝。
○ 请参照「4-5. 机针与旋梭的关系」
p.17。
○ 请参照「4-6. 旋梭针座的调整」p.18。
○ 更换为大一号的机针。
3. 紧线不良
4. 切断的同时,线从针拔出。① 第一线张力器的张力过强。 ○ 减弱第一线张力器的张力。
5. 始缝时,线从针拔出。
6. 切线不良
7. 切不断线,线残留。
(缝迹长度小时底线切线
不良)
中旋梭线张力弹簧上没有夹底线。
①
旋梭、送布牙、导线器等的线道
②
出现磨损、伤痕。
梭芯不滑动。
③
开具间隙过大。
④
底线张力过弱。
⑤
底线绕线过强。
⑥
第一线张力器的张力过强。
①
夹簧的形状不好。
②
底线张力过弱。
③
活动刀,固定刀的刀刃合刃不好。
①
刀刃损坏。
②
底线张力过弱。
③
活动刀的初期位置尺寸不对。
①
底线张力过弱。
②
○ 正确地穿底线。
○ 用细砂纸打磨,或用锉刀锉。
○ 更换梭芯,或更换旋梭。
○ 请参照「4-7. 开具的调整」p.18。
○ 加强底线张力。
○ 减弱底线绕线张力。
○ 减弱第一线张力器的张力。
○ 更换夹簧,或修理。
○ 加强底线张力
○ 请参照「4-8. 固定刀的位置,切刀压的
调整(LS-2342S-7,2342H-7)」p.19。
○ 更换活动刀,固定刀,或修理。
○ 加强底线张力
○ 请参照「4-8. 固定刀的位置,切刀压的
调整(LS-2342S-7,2342H-7)」p.19。
○ 加强底线张力
8. 切线后,开始缝时断线。
上线不能从旋梭拨出来。 ○ 减少上线残留量。
①
请参照「4-2. 线张力」p.15。
– 28 –
Page 31

現象 原因 対策
9. 缝制厚布料时,布料发生
反翘。
10. 1 ~ 2 针的缝制开始跳针
(从面料边端开始的缝
制)
11. 3 针以上的缝制开始跳针
(从面料边端开始的缝
制)
12. 使用较粗线时紧线不好。
上传送的传送量过小。 ○ 下降送布牙的高度,让下传送的传送量
①
变小。(有关调整方法,请参照服务手册)
上线和底线结线不良。
①
第一线张力器的张力过强。
②
夹弹簧压力弱。
③
固定切刀的位置不好。
④
第一线张力器的张力过强。
①
夹弹簧压力强。
②
开具的间隙小。
①
底线张力过弱。
②
○ 请参照「3-6. 上线的穿线方法」p.10。
○ 在面料上保持上线。
○ 从导线器(组件)卸下上线。(p.10
的零件)
○ 增加软开始的针数。(参照 SC-922 使用
说明书。)
○ 减弱第一线张力器的张力。
○ 加强夹弹簧压力。
○ 调整固定切刀的位置。
○ 减弱第一线张力器的张力。
○ 减弱夹弹簧压力。
○ 请参照「4-7. 开具的调整」p.18。
○ 加强底线张力。
– 29 –
 Loading...
Loading...