

Page 1

LK-1903BN/BR35
KULLANMA KILAVUZU
Page 2

İÇİNDEKİLER
I. TEKNİK ÖZELLİKLER ...............................................................................................................1
1. Teknik Özellikler.............................................................................................................................................1
2. Düğme boyuna göre model sınıandırması ................................................................................................ 2
3. Düğmelerin şekli ............................................................................................................................................ 2
II. HER BİR PARÇANIN ADI .........................................................................................................3
III. IDİKİŞ MAKİNESİNİN KURULUMU VE ÇALIŞTIRMAYA HAZIRLANMASI ...........................4
1. Masa ve standın kurulması ........................................................................................................................... 4
2. İğne ve iplik .................................................................................................................................................... 4
3. İğnenin takılması ........................................................................................................................................... 4
4. Makine kafasına iplik takılması .................................................................................................................... 5
IV. ÇALIŞTIRMA ...........................................................................................................................6
1. Dikiş makinesinin çalıştırılması ................................................................................................................... 6
2. Çeşitli dikiş modları ....................................................................................................................................... 6
3. Düğme besleme ünitesinin çalışması .......................................................................................................... 8
4. Çalışma ......................................................................................................................................................... 10
5. DIP anahtarları ve dijital anahtarların ayarlanması................................................................................... 10
V. BAKIM .....................................................................................................................................16
1. Dikiş makinesi kafasının yatırılması .......................................................................................................... 16
2. Düğme kıskaç çenesi kolunun konumu ..................................................................................................... 17
3. Besleme plakasının ayarlanması ............................................................................................................... 18
4. Düğme kıskaç çenesi kol ayarı ................................................................................................................... 18
5. Düğme kıskacının kaldırma miktarının ayarlanması ................................................................................ 19
6. Parça baskı ayağı ünitesinde basınç ayarı ................................................................................................ 20
7. Tokatlayıcının ayarlanması ......................................................................................................................... 20
8. Tokatlayıcı yayının ayarır ............................................................................................................................ 20
9. Düğmeyi yükseltme çubuğunun (aksesuar) monte edilmesi ................................................................. 21
10. Düğme besleme ünitesinin kontrol kutusunun ayarlanması ................................................................... 21
11. Düğme besleme ünitesinin bileşenlerinin algılama mekanizması ve ayarlanması ............................... 22
12. Endeks ünitesinin besleme plakasının ayarlanması ................................................................................ 23
13. Düğme besleme ünitesinin bileşenlerinin değiştirilmesi ve konumlandırılması ................................... 24
14. Düğme besleme ünitesinin vibrasyonunun ayarlanması ......................................................................... 25
15. Besleme çanağının bileşenlerinin ayarlanması ........................................................................................ 25
16. Düğmelerin değiştirilmesi (düğme besleme ünitesi tarafında) ............................................................... 28
VI. ALARM NO. GÖSTERGESİ (düğme besleme ünitesi (BR) tarafında) ..............................30
VII. DÜĞME BESLEMEDE YAŞANAN SORUNLAR VE DÜZELTİCİ ÖNLEMLER ...................31
VIII. İSTEĞE BAĞLI PARÇALAR ..............................................................................................32
1. Düğme taşıyıcı türleri .................................................................................................................................. 32
2. Aparat ........................................................................................................................................................... 33
3. Diğerleri ........................................................................................................................................................ 34
i
Page 3

I. TEKNİK ÖZELLİKLER
Sadece LK-1900BN modelinin teknik özelliklerinden farklı olan teknik özellikleri açıklanmaktadır.
1. Teknik Özellikler
1 Dikiş hızı Maks. 2.700 sti/min (Normal hız: 2.500 sti/min)
2 İğne mili stroku 45,7 mm
3 İğne DPX17 #14
4 Kaldırma kolu yöntemi Adım motoru ve kamın birlikte kullanılması (BR tarafı)
5 Düğme kıskacının kalkış miktarı Maks. 11 mm
6 Standart dikiş çeşidi sayısı 50 çeşit
7 Dikiş hızı limiti Serbest bir şekilde 400 ila 2700 sti/min arasında sınırlandırılabilir.(100 sti/min’lik
birimler halinde ayarlanabilir)
8 Kullanılan düğmeler Tür : Yuvarlak şekilli düz düğmeler (4 delikli, 2 delikli)
Boy : ø10 mm ila ø18 mm
(Not) 1. Çapı ø16 mm veya daha fazla olan düğmelerde, standart besleme plakası
besleme plakası 22B aparatı ile değiştirilmelidir.
2. Çapı ø16 mm veya daha fazla olan düğmelerde, daha geniş düğmeler için
olan düğme kıskaç çenesi kolu kullanın.
Kalınlık : 1,8 ila 3,5 mm
9 Beslenecek düğmelerin seçilmesi Piezoelektrik besleme ünitesi kullanan vibrasyon sistemiyle
10 Düğme ayarı Düğmeler arkadan yüklenir. (Manuel yükleme mümkündür)
11 Düğme besleme yöntemi Yatay basınçlı besleme mekanizması
12 Besleme düğmelerinin arızalarının
tespit edilmesi
13 Besleme ünitesi için tahrik kaynağı DC motor (24 Vdc)
14 Otomatik düğme boşaltma fonksi-
yonu
15 Dikiş makinesinin bağımsız çalış-
ması
16 Küçük parti dikme fonksiyonu Sağlanır
17 Bir düğmeyi beslemek için gere-
ken süre
18 Dış boyut G: 1.200 mm U: 660 mm Y: 1.155 mm(Standart masa ve stand kullanıldığında)
19 Kitle 135 kg (isteğe bağlı masa/stand dahil)
20 Güç dalgalanması Nominal değer ± %10 50/60 Hz
21 Güç tüketimi 350 W
22
Gürültü ‘-İş istasyonunda sürekli ses basıncı seviyesinin (LpA) yayılmasına denk : 81,0
İki detektörle sağlanır
• Bir detektör, düğmenin doğru şekilde konumlandırıldığı bölümdeki düğmeyi algılar.
• Diğer detektör ise düğmenin taşıyıcı pimi içine doğru şekilde takılıp takılmadığını
kontrol eder.
Sağlanır
Mümkündür
0,5 saniye/adet
dB’nin A ağırlıklı değeri; (KpA = 2,5 dB dahil) ; ISO 10821- C.6.3 -ISO 11204 GR2
uyarınca 2.700 sti/min dikiş çevrimi için, 1.8 saniye AÇIK (Dikiş çeşidi: No 4).
‘-Ses şiddeti seviyesi (LWA) : 83,5 dB’nin A ağırlıklı değeri; (KWA = 2,5 dB dahil) ;
ISO 10821- C.6.3 -ISO 3744 GR2 uyarınca 2.700 sti/min dikiş çevrimi için, 1.8
saniye AÇIK (Dikiş çeşidi: No 4).
−
−
1
Page 4
2. Düğme boyuna göre model sınıandırması
Düğme büyüklüğü sınıandırması
Kullanılabilen düğmelerin dış çapları (mm)
Uzunluk
Dikiş boyutu (mm)
Genişlik
Kalınlık (mm)
Düğme kıskaç çenesi
Sağ
kolu
Sol
İğne deliği kılavuzu
Besleme plakası
Model
Parça No.
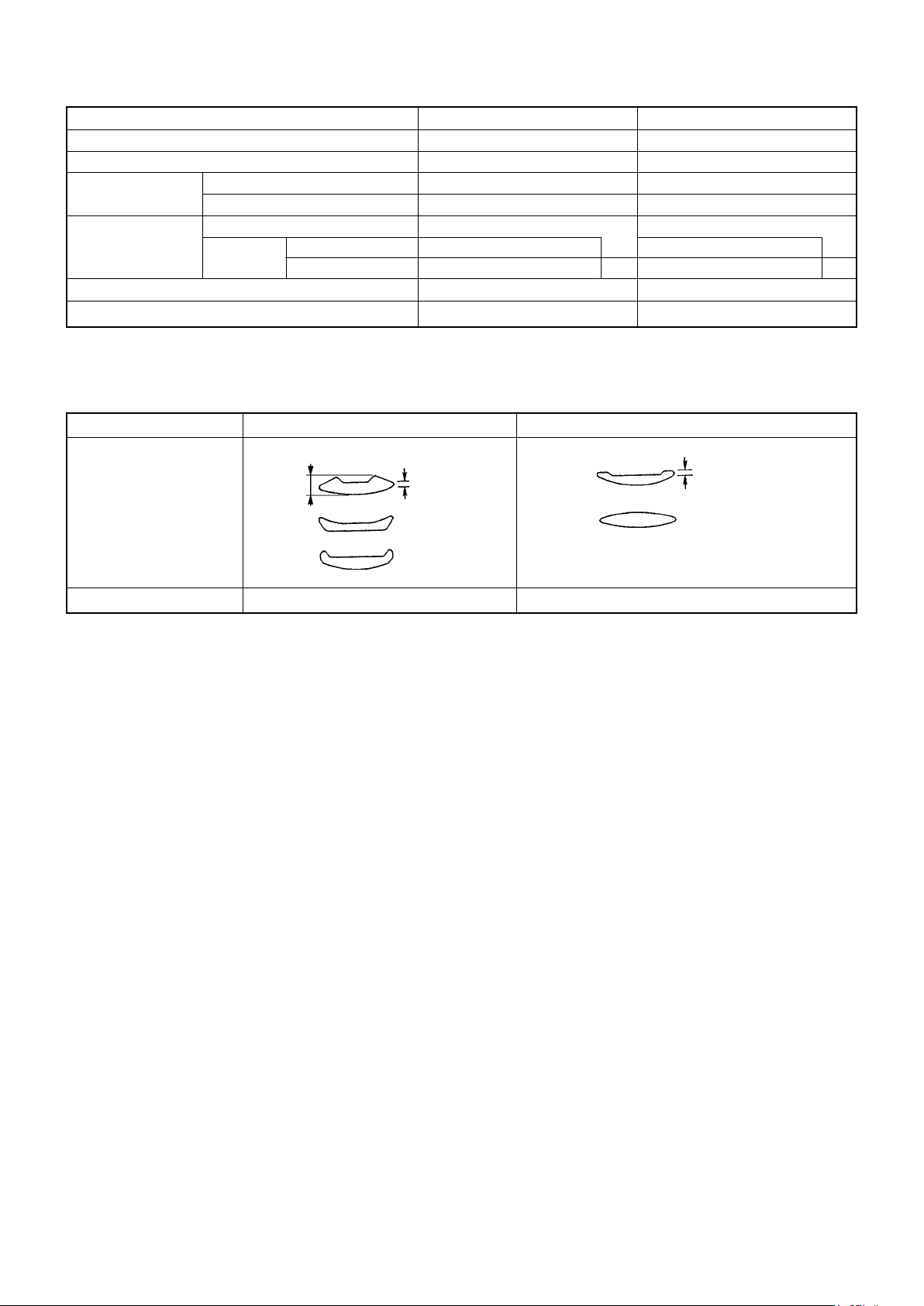
3. Düğmelerin şekli
Kullanılabilir düğmeler
1,8 –
Düğmelerin şekli
3,5 mm
LK-1903BN-311
Küçük boy düğmeler için
ø10 - ø15
0 - 3,5
0 - 3,5
2,2 Kabartmalı işaret
MAZ165070B0 H
MAZ165080B0 H
MAZ15501000
MAZ15502000
1,2 mm ya da
daha fazla
Yüzeyinde girintisi olmayan düğme
LK-1903BN-312
Orta boy düğmeler için
ø12 - ø18
0 - 4,5
0 - 4,5
2,7 Kabartmalı işaret
MAZ166070B0 J
MAZ166080B0 J
MAZ15601000
MAZ15602000
Kullanılmayan düğmeler
1,2 mm’den az
Düğme kalınlığı: 1,8 ila 3,5 mm Kenarı ince olan düğme rahatça beslenemeyebilir.Notlar
−
−
2
Page 5
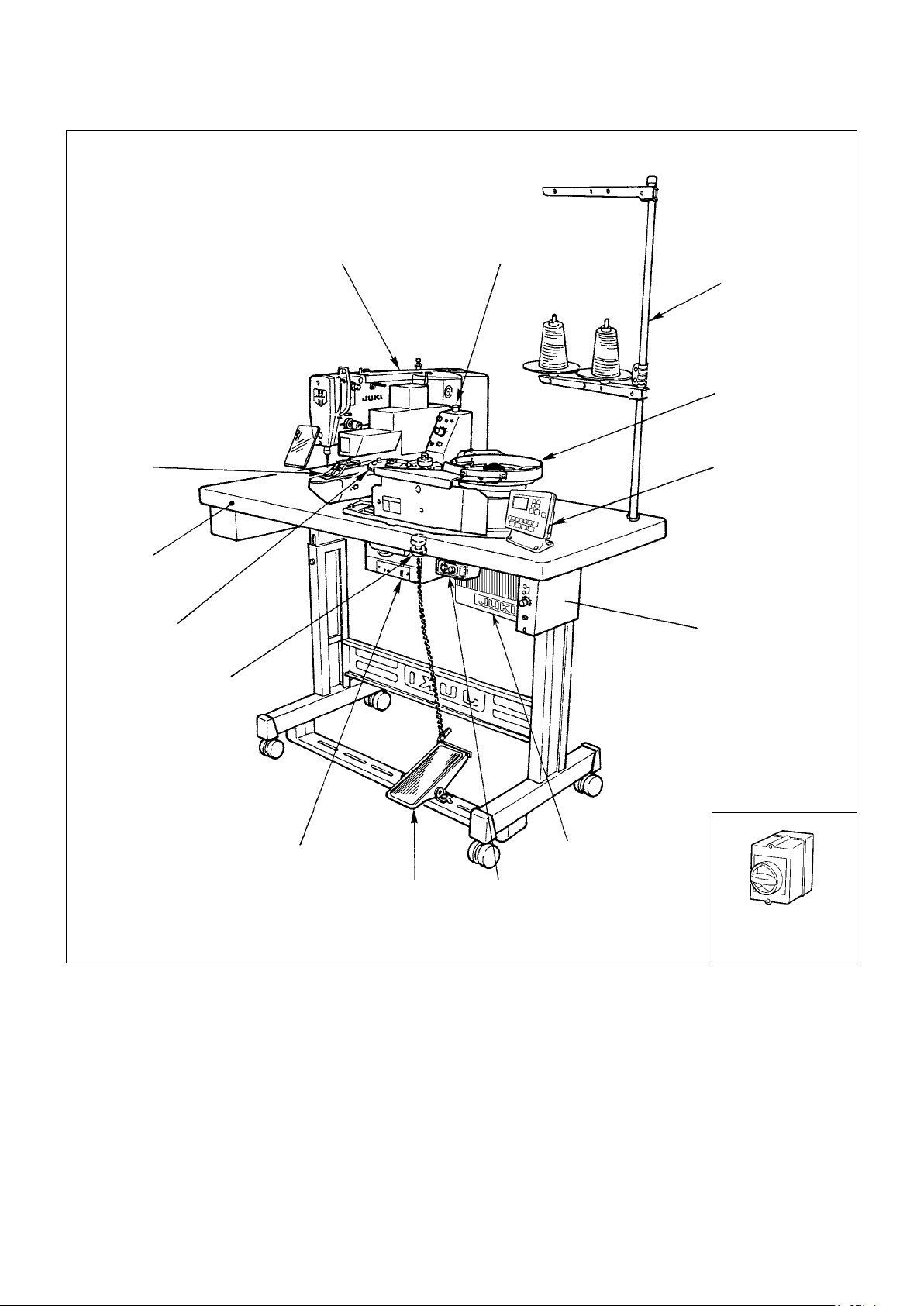
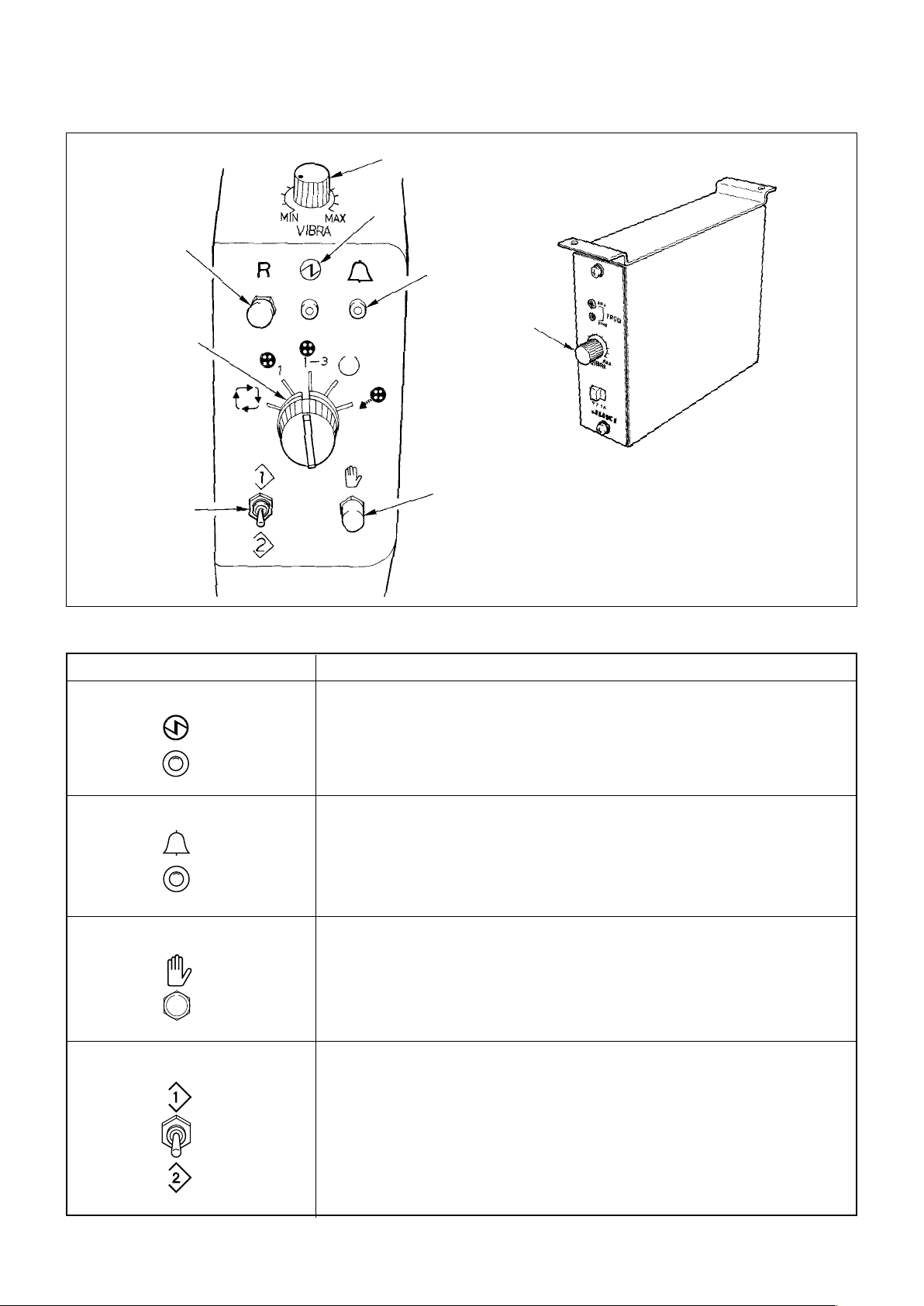
II. HER BİR PARÇANIN ADI
Bu makine şu parçalardan oluşur.
Dikiş makinesi kafası
Düğme besleme ünitesi (BR)
kontrol paneli
İplik askısı
Düğme besleme
ünitesi
Düğme kıskaç ünitesi
Masa
Düğme yükleyici ünitesi
Spinner salınımlı kol
motor topuzu
Düğme besleme ünitesi (BR) kontrol kutusu
Ayak pedalı
Dikiş makinesi
Parça besleme ünitesi
kontrolörü (Avrupa için)
Dikiş makinesi
kontrol kutusu
Güç şalteri
Parça besleme
ünitesi kontrolörü
(Avrupa için)
−
−
3
Page 6
III. IDİKİŞ MAKİNESİNİN KURULUMU VE ÇALIŞTIRMAYA HAZIRLANMASI
Aşağıda verilenlerden başka açıklamalar için, LK-1900BN Kullanım Kılavuzuna bakın.
1. Masa ve standın kurulması
UYARI :
İşe başlamadan önce, dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için
gücü kapalı konuma getirin.
(Dikkat) 1. Masayı ve standı düz bir zemine yerleştirdiğinizden emin olun
2. Kurulumun ardından, tekerlekleri kilitleyerek veya ayar düzeneğini ayarlayarak masayı ve standı sabitlediğinizden emin olun.
3. Masanın yüksekliğini ayarlarken, masayı düşürmemek için işlemi iki veya daha fazla kişiyle gerçekleştirin.
2. İğne ve iplik
İğne
DPx17 #14
İğnede kullanılan
3. İğnenin takılması
UYARI :
İşe başlamadan önce, dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için
gücü kapalı konuma getirin.
iplik
#60
#50
#40
#60
Masura ipliği
#80
#60
#60
#60
İğne ve iplik, dikiş koşullarına bağlı olarak değişir. İğne ve iplik
kullanırken, soldaki tabloya göre seçim yapın. Pamuklu iplik
ve polyester büküm iplik kullanılması önerilir.
Setuskuru gevşetin ve uzun yivi size bakacak şekilde
iğneyi tutun. Ardından iğne milindeki deliğe tamamen yerleştirip setuskuru sıkın.
−
−
4
Page 7
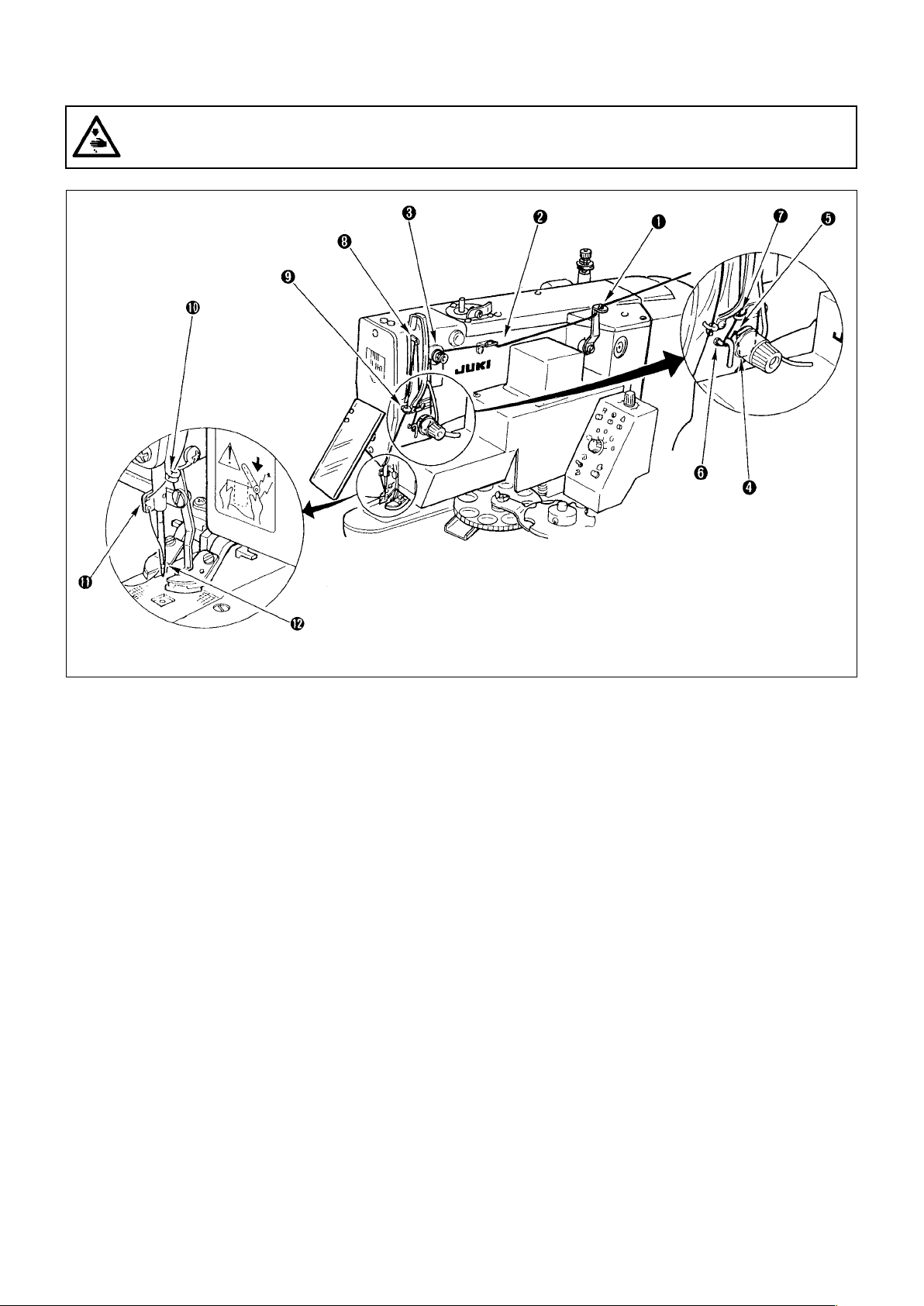
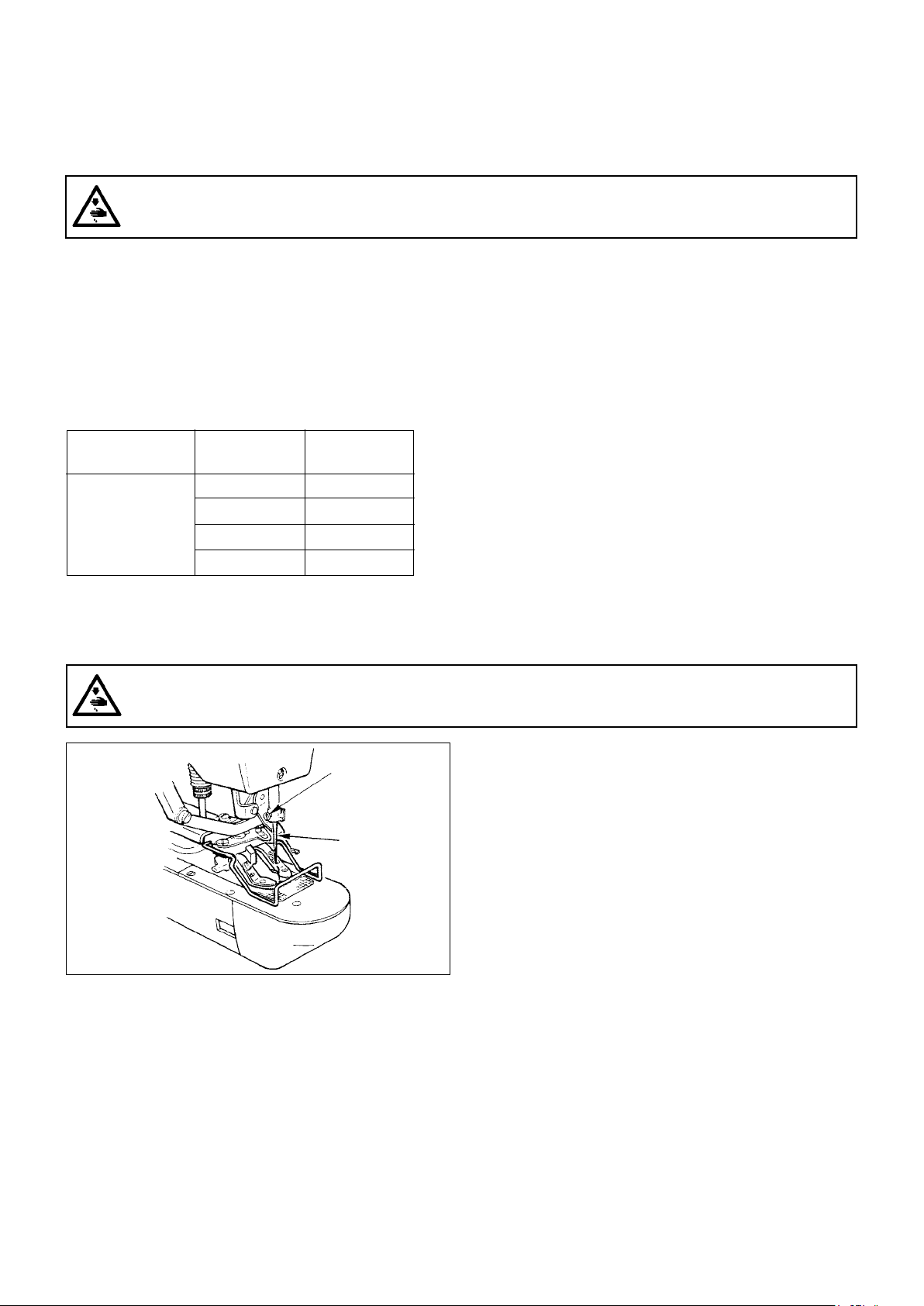
4. Makine kafasına iplik takılması
UYARI :
İşe başlamadan önce, dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için
gücü kapalı konuma getirin.
İpliği, aşağıdaki şekilde gösterilen sırayı izleyerek makine başına takın. ( to )
★
İpliği iğneye geçirdikten sonra yaklaşık 4 cm kadar çekin.
−
−
5
Page 8
IV. ÇALIŞTIRMA
1. Dikiş makinesinin çalıştırılması
Dikiş makinesinin çalıştırılmasıyla ilgili bilgi için LK-1900BN Kullanım Kılavuzuna bakın.
UYARI:
• Dikiş çeşidini seçerken veya dikiş genişliğinin artırırken/azaltırken, iğnenin giriş noktasına dikkat edin.
İğne düğme deliğinin dışına uzanırsa veya dikiş çeşidi düğme kıskaç ünitesinin dışına uzanırsa, dikiş
sırasında iğne düğme deliğine veya düğme kıskaç ünitesine temas eder ve iğnenin kırılması veya benzer
tehlikelere neden olur.
• Dikiş çeşidini kontrol ederken, pedalı ikinci kademeye bastırmayın. Pedal bu şekilde bastırıldığında dikiş
işlemi başlayacaktır. Bu yüzden dikkatli olun.
2. Çeşitli dikiş modları
(1) Dikiş çeşidi ve dikiş genişliğinin seçimi
Dikiş çeşidi seçimi, LK-1900BN ile aynıdır.
Delikler ile kullanılan düğme arasındaki mesafe eğer dikiş çeşidi numarasının standart dikiş genişliğine uymuyorsa, dikiş
genişliğini büyüterek/küçülterek genişlik ayarı yapın.
Büyütme/küçültme yöntemi, LK-1900BN ile aynıdır. Dikiş genişliğini büyütme/küçültme skalası konusunda aşağıda verilen
tabloya bakınız.
İğne girişinin teyit edilmesiyle ilgili bilgi için, LK-1900BN Kullanım Kılavuzundaki dikiş çeşidinin teyit edilmesi bölümüne
bakın.
(Dikkat) Dikiş çeşidinin iğne giriş noktası belirlenirken, iğne başlangıç noktasından (düğmenin merkezinden) ilk
ilmeğe atlamadan önce bir ilmeklik bir atlama beslemesi yapılan bir kısım bulunur.
Dikiş genişliği ile ilgili XY skalası tablosu
X•Y
2.4 2.6 2.8 3.0 3.2 3.4 3.6 4.0 4.3 4.5 4.7 5.2 5.6 6.0 6.2 6.4
(mm)
% 71 76 82 88 94 100 106 118 126 132 138 153 165 176 182 188
(2) Yumuşak başlatma
Bu makinenin dikiş başlangıcındaki yumuşak başlatma hızının ayarı, sadece standart teslimden önce ayarlanan şekliyle “1.
dikiş: 400 sti/min ve 2. dikiş: 900 sti/min”dir. Dikiş başlangıcında iplik çıkması veya benzeri bir sorun oluştuğunda, yumuşak
başlatmanın dikiş sayısını kullanılan ipliğe ve kullanılan dikiş ürünlerine göre artırın. Yumuşak başlatma ayar prosedürü için
bkz. LK-1900BN Kullanım Kılavuzu
"I-8-1. Bellek düğmesi verilerini değiştirme yöntemi"
.
(3) İplik tutucu
Bu makinenin iplik tutucu aygıtı, makine teslim edildiğinde iplik tutucu hareketi engellenmiş (bellek düğmesi) olarak ayarlıdır.
İplik tutucu aygıtı etkinleştirildiğinde, yüksek hızlı başlatma veya dikiş işlemi başlangıcında iğne ipliğinin çıkmasının engellenmesi işlemi gerçekleştirilebilir. Ancak, özel dikkat isteyen bazı durumlar vardır. Makineyi kullanırken bkz. LK-1900BN Kullanım Kılavuzu
"I-5-8. İplik tutucu cihaz"
.
−
−
6
Page 9
(4) Dikiş çeşidi listesi
İplik sayıları ve standart X ve Y dikiş boyları aşağıdaki listede gösterilmektedir.
< Dikiş programı listesi >
Dikiş
çeşidi
numarası
1 • 34
2 • 35
3
4
5 • 36
6 • 37
7
8
İlmek şekli İplik sayısı
(iplik)
6-6
8-8
10-10
12-12
6-6
8-8
10-10
12-12
Standart
dikiş boyutu X
(mm)
Standart
dikiş boyutu Y
(mm)
Dikiş
çeşidi
numarası
18 • 44
19 • 45
20
21
22
23 • 46
24
25
İlmek şekli İplik sayısı
(iplik)
6
8
10
12
16
6
10
12
Standart
dikiş boyutu X
(mm)
3,4
0
Standart
dikiş boyutu Y
(mm)
0
3,4
9 • 38
10 • 39
11
12 • 40
13 • 41
14
15 • 42
16 • 43
17
6-6
8-8
10-10
6-6
8-8
10-10
6-6
8-8
10-10
3,4
3,4
26 • 47
27
28 • 48
29
30 • 49
31
32 • 50
33
6-6
10-10
6-6
10-10
5-5-5
8-8-8
5-5-5
8-8-8
3,4
2,9
3,4
2,5
* Standart X ve Y dikiş boyutu, büyütme/küçültme oranı %100 için olan boyuttur.
Düğme deliği küçükse (ø1,5 mm ya da daha az ise) 34 numara ile 50 numara arasındaki dikiş çeşitlerini kullanın.
−
−
7
Page 10
3. Düğme besleme ünitesinin çalışması
(1) Düğme besleme ünitesi kontrol paneli ile ilgili açıklamalar
Sembol ve anahtarın adı
Güç gösterge lambası (yeşil)
Parça besleme ünitesi kontrolörü (Avrupa için)
Fonksiyon
Güç şalteri AÇIK konumdayken yanar. Eğer yanmıyorsa, güç kablosunun bağlantısını kontrol
edin ve güç şalterini tekrar AÇIN.
Alarm gösterge lambası (kırmızı)
MANUEL çalıştırma anahtarı
Kontrol anahtarı
Yavaş bir şekilde yanıp sönüyorsa: Bir çalışma arızası meydana gelmiştir. (Bkz. “Alarm No.
göstergesi”.)
(Not) Bu gösterge lambası, dikiş makinesi çalışma kutusundaki dikiş LED’i söndüğünde
de yanıp söner.
Hızlı bir şekilde yanıp sönüyorsa: Endeks ünitesi üzerindeki düğme sensörü aralıksız 10 de-
fadan fazla düğme besleme arızası algılamıştır.
İlgili çalışma modları altında çalışma serilerini manuel olarak başlatmak için kullanılır (“2. Bağımsız dikiş modu” hariçtir) ve mod selektör anahtarı kullanılarak seçilebilir.
Normalde bu anahtar çalışmaz.
Tahrik kaynağını ve sensörleri kontrol etmek için kullanılır.
−
−
8
Page 11
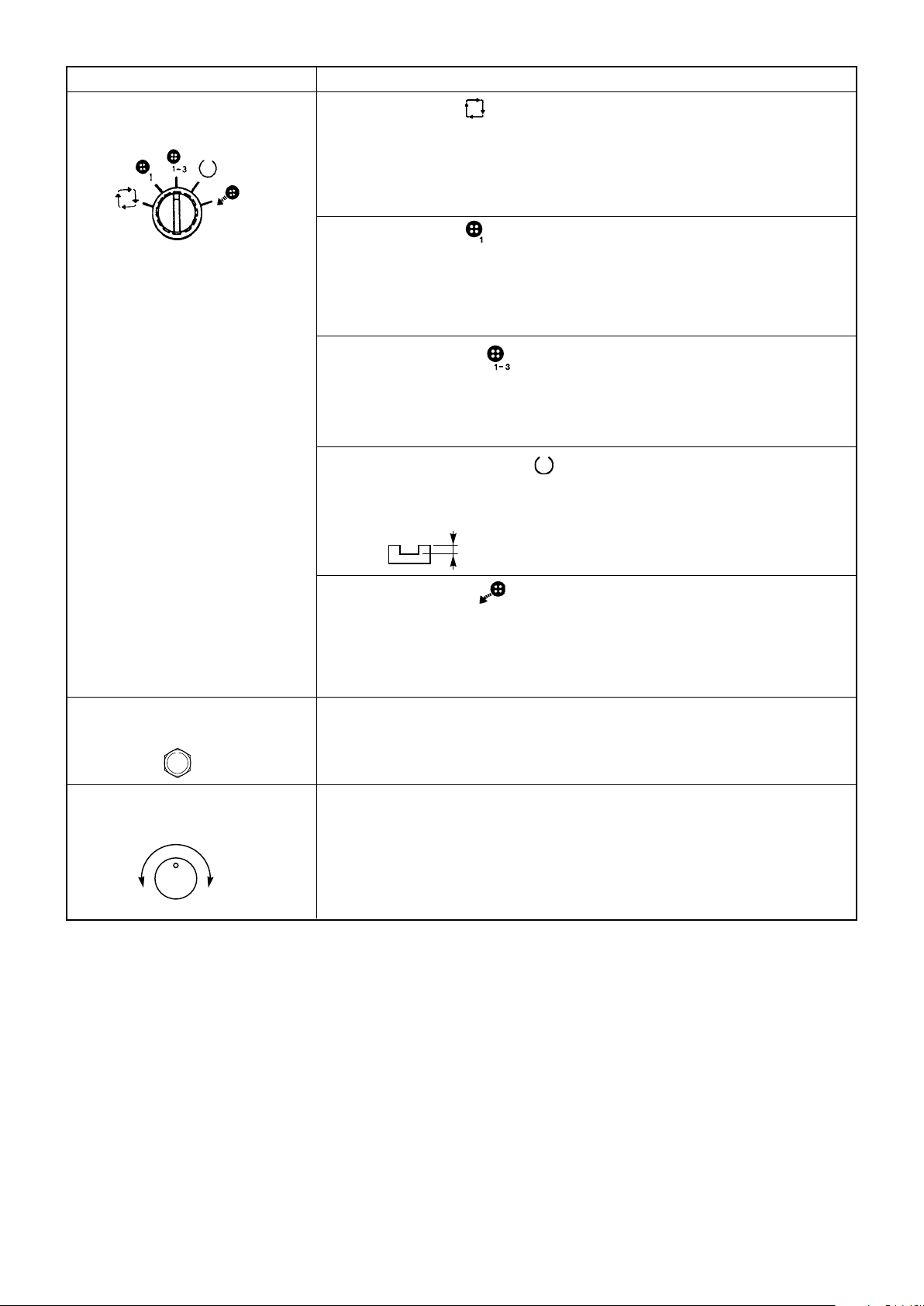
Sembol ve anahtarın adı Fonksiyon
R
MINMAX
Mod selektör anahtarı
1. Otomatik dikiş modu
Dikiş makinesi ve düğme besleme ünitesi kilitli halde çalışır. Bu çalışma modunda, ayak
pedalına basıldığında düğme kıskacı aşağı iner ve dikiş makinesinin bir düğmeyi dikmeye
başlamasını sağlar. Makine düğme dikişini tamamladığında, iplik kesici devreye girer ve
ardından düğme besleme ünitesi dikilecek yeni düğmeyi beslemek için harekete geçer. Otomatik çalışma modunda bu çalışma serisi tekrarlanır.
2. Bağımsız dikiş modu
Bu mod dikiş makinesinin bağımsız bir şekilde çalışmasına imkan verir. Bu modda, kullanıcı
makine üzerindeki düğme kıskacına dikilecek düğmeyi eliyle yerleştirir. Ardından, ayak pedalına basıldığında düğme kıskacı aşağı iner ve makine düğmeyi dikmeye başlar. Makine
düğme dikişini tamamladığında, iplik kesici devreye girer ve ardından düğme kıskacı yukarı
kalkar.
3. Küçük parti dikme modu
Temel olarak, bu modda gerçekleştirilen çalışma serisi otomatik dikiş modundakiyle aynıdır.
Ancak, parça besleme ünitesi bu modda çalışmaz. Kullanıcı, dikilmesi istenen sayıdaki düğmeleri endeks ünitesinin dişlisine manuel olarak besler ve makinenin düğme dikişini gerçekleştirmesini sağlar.
4. Muhtemel düğme besleme modu
Bu modda, ince konumlandırma tamamlama sensör fonksiyonu durdurulur ve makine bir
düğmenin ince konumlandırmasını önceden belirlenen bir sürede gerçekleştirir (DEG-SW-2
tarafından ayarlanır).
5. Düğme boşaltma modu
Bu modda, endeks ünitesindeki düğmeler manuel çalıştırma anahtarına basılarak otomatik olarak boşaltılır. Bu durumda düğme, düğme konumlayıcısının alt tarafında yer alan
boşaltma kanalına boşaltılır. Bu nedenle, boşaltılan düğmeleri toplamak için çıkış alanına bir
kap yerleştirilmelidir. Bu aşamada, düğme taşıyıcı etkin olduğundan çalışma tamamlanana
kadar parmaklarınızı düğme kıskacına yaklaştırmayın.
a
a = 1 mm veya daha büyük düğmeler için uygundur.
Sıfırlama anahtarı
Parça besleme ünitesi (P/F) ayarı
için değişken direnç elemanı
Makineyi hata durma konumundan normal çalışma konumuna sıfırlamak için bu anahtara basın. (4 ve 5 numaralı alarmlar sıfırlama anahtarı kullanılarak sıfırlanamaz. Gücü bir kez KAPALI
konuma getirin, sorunun nedenini ortadan kaldırın ve ardından gücü tekrar AÇIK konuma getirin.)
Besleme çanağındaki düğme akışını ayarlamak için kullanılır.
(Not) Sadece Avrupa spesikasyonlarında, ayarlama işlemi ayrı bir kontrol kutusuyla
gerçekleştirilir.
−
−
9
Page 12
4. Çalışma
(Dikkat) Düğme kıskaç çenesi kollarını önceden iğne merkezine yakın bir konuma getirin.
1) Dikiş makinesinin ana ünitesine giden gücü AÇIN. Bu sırada, düğme besleme ünitesi kontrol panelindeki alarm göstergesi yanıp sönmeye başlar ve düğme besleme ünitesi kontrol kutusunda “0” görüntülenir (yanıp söner).
2) Dikiş makinesi çalışma kutusunun üzerindeki [Hazır] tuşuna bastığınızda, dikiş LED ışıkları ünitedeki alarmı kaldırmak
için yanar. Ardından, düğme kıskaç çenesi kolları başlangıç konumuna geçer ve yukarı kalkar. (Bu konumda dikiş gerçekleştirilebilir.)
3) Düğme besleme ünitesi kontrol panelindeki manuel çalıştırma anahtarına basın ve düğme kıskaç çenesi kollarına bir
düğme yerleştirin. Düğme, düğme kıskaç çenesi kollarına yerleşmezse, manuel çalıştırma anahtarına tekrar basın.
4) Pedal ilk kademesine basıldığında, düğme kıskaç çenesi kolları aşağı iner. Bu sırada, dikiş konumunun doğruluğundan
emin olun. (Ayağınızı pedaldan kaldırırsanız, düğme kıskaç çenesi kolları yukarı kalkar.)
5) Pedala daha fazla bastığınızda, dikiş makinesi düğme dikişini dikiş çeşidi numarasına göre gerçekleştirir.
6) Dikiş işlemi tamamlandığında, düğme kıskaç çenesi kolları yukarı kalkar, düğme tedarik ünitesinin düğme taşıyıcısı döner ve bir düğme verilir.
5. DIP anahtarları ve dijital anahtarların ayarlanması
UYARI :
İşe başlamadan önce, dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için
gücü kapalı konuma getirin.
İlgili anahtarların ayarını değiştirmek için iki vidayı gevşetin ve aşağıdaki şekilde gösterildiği gibi paneli açın.
Düğme besleme ünitesi kontrol kutusu
BR35
DIP anahtarı (DIP-SW)
Dijital anahtar (DEG-SW-1)
Dijital anahtar (DEG-SW-2)
−
10
−
Page 13

(1) DIP anahtarı işlevi
DIP anahtarı
SW1 KAPALI ....
SW2 AÇIK ....
SW3 AÇIK ....
SW4 AÇIK ....
Anahtarlar yukarıda gösterildiği gibi fabrikada
ayarlanmış olarak teslim edilir.
1234
ON
DIP anahtarı
SW1 SW2 SW3 SW4
Fonksiyon
Sürekli çevrim modu
Düğme kıskacının çift aşamalı eylemi
Ayar modu
Düğmesiz eylem
......AÇIK × .. KAPALI
○
......Makine, DIP anahtarlarının kombinasyonuna bağlı olarak takip
△
○ × △ △
× ○ △ △
× × ○ ×
× × × ○
eden sayfalarda açıklanan eylemleri gerçekleştirir.
SW1 Sürekli çevrim modue
Pedala basılı tutularak düğmeler sürekli olarak dikilir. Dikiş makinesinin çalışma aralıkları ve düğmenin konumunun hassas
ayarının yapılması için makinenin harcadığı sürenin uzunluğu ile ilgili açıklamalar için takip eden sayfalara başvurun.
SW2 Düğme kıskacının çift aşamalı eylemi
Düğme kıskacının aşağı inmesi için pedalı orta konumuna kadar bastırın. Bu işlev, bu durumda pedalı ana konuma döndürerek düğme kıskacını otomatik olarak kaldırmak için kullanılır. Pedala tam basıldığında dikiş makinesi çalışmaya başlar.
Dikiş makinesinin çalışmasından sonra düğme taşıyıcının hareket etme zamanı ve makinenin düğme konumunun hassas
ayarını gerçekleştirdiği süre ile ilişkili ayrıntılı açıklamalar için takip eden sayfalara başvurun.
SW3 Ayar modu
Bu işlev tahrik kaynaklarının her birinin çalışma anahtarları ile kombinasyon halinde bağımsız olarak etkinleştirilmesi için kullanılır. Bu mod altında, “ALM No.” göstergesi sensörlerin AÇIK/KAPALI konumunu ilgili sensörlere karşılık gelen sayıları ve
benzeri belirteçleri kullanarak belirtir.
SW4 Düğmesiz eylem
Düğme algılama sensörleri devre dışıdır ve dikiş makinesinin düğme besleme ünitesi dışındaki işlevleri aktiftir. Bu işlev dikiş
makinesinin performansını kontrol etmek için kullanılır. (Dikiş makinesine düğme yerleştirmeyin.)
(Dikkat) DIP anahtarının ve dijital anahtarlar ve ’in ayarını değiştirerek dikiş makinesinin işlevlerini değiştir-
mek için, önce makineye giden gücü KAPALI konuma getirin, ardından anahtar ayarını değiştirin ve makineye giden gücü AÇIK konuma getirin. DIP anahtarlarının AÇIK ve KAPALI ayar konumunu hatasız olarak
değiştirin..
−
11
−
Page 14

(2) İşlevlerin listesi ve DIP anahtarının ve dijital anahtarın ayarı (1. bölüm)
No.
Fonk-
siyon
Uygulama Otomatik dikiş modu (Not 3)
Pek çok farklı düğme
çeşidine uygulanabilir.
• Normal çalışma fonksiyonu
• Düğmenin hassas olarak konumlandırıldığını algılayan bir sensörle donatılmıştır.
1
(Düğmeler nadiren düğme besleme ünitesinde
sıkışabilir.)
• Otomatik düğme boşaltma fonksiyonu
• Dikiş zamanlamasını ayarlama fonksiyonu (Not 6)
• Düğmenin hassas konumlandırılması
için harcanacak sürenin ayarlanması
işlevi gerçekleştirilir.
Tek tip düğme için uygundur (düz düğmeler)
Sürekli çevrim modu (Not 1)
Yukarıda 1 numaralı bö-
2
lümde anlatılanın aksine
bu düğmelerin besleme
ünitesine sıkışma riski
daha yüksektir.
• Yüksek hızda çalışma fonksiyonu (Not 9)
• Düğmenin hassas olarak konumlandırıldığını algılayan bir sensörle donatılmıştır.
• Otomatik düğme boşaltma fonksiyonu
• Dikiş zamanlamasını ayarlama fonksiyonu
• Düğmenin hassas konumlandırılması için
harcanacak sürenin ayarlanması işlevi
gerçekleştirilir.
3 Aynı şekilde Aynı şekilde
İki farklı tür sürekli dikiş
ve nokta dikişi (arka cep
dikişi gibi) dönüşümlü
olarak yapılabilir.
4
Teslimatta geçerli olan
standart spesikasyon
Pek çok farklı düğme çeşidine uygulanabilir
5
6
(Düğmeler nadiren düğme besleme ünitesinde
sıkışabilir.)
Düğme kıskacının çift aşamalı eylemi (Not 2)
Tek tip düğme için uygundur (düz düğmeler)
Yukarıda 5 numaralı bölümde anlatılanın aksine
bu düğmelerin besleme
ünitesine sıkışma riski
daha yüksektir.
• Normal çalışma fonksiyonu
• Düğmenin hassas olarak konumlandırıldığını algılayan bir sensörle donatılmıştır.
• Otomatik düğme boşaltma fonksiyonu
• Düğme taşıyıcının çalışma süresini ayarlama fonksiyonu. (Not 11)
• Düğmenin hassas konumlandırılması için
harcanacak sürenin ayarlanması işlevi
gerçekleştirilir.
• Normal çalışma fonksiyonu (Not 4)
• Düğmenin hassas olarak konumlandırıldığını algılayan bir sensörle donatılmıştır.
• Otomatik düğme boşaltma fonksiyonu.
(Not 5)
• Dikiş zamanlamasını ayarlama fonksiyonu ile donatılmamıştır. (Not 10)
• Düğmenin hassas konumlandırılması için
harcanacak sürenin ayarlanması işlevi
gerçekleştirilir. (Not 7)
• Yüksek hızda çalışma fonksiyonu
• Düğmenin hassas olarak konumlandırıldığını algılayan bir sensörle donatılmıştır.
• Otomatik düğme boşaltma fonksiyonu
• Dikiş zamanlamasını ayarlama fonksiyonu ile donatılmamıştır.
• Düğmenin hassas konumlandırılması için
harcanacak sürenin ayarlanması işlevi
gerçekleştirilir.
7 Aynı şekilde Aynı şekilde
Muhtemel düğme besleme modu (Not 8)
• Normal çalışma fonksiyonu
• Muhtemel düğme besleme fonksiyonu
(Düğmenin hassas olarak konumlan-
dırıldığını algılayan bir sensör içermez.)
• Dikiş zamanlamasını ayarlama fonksiyonu
• Düğmenin hassas konumlandırılması
için harcanacak sürenin ayarlanması
işlevi gerçekleştirilir.
Aynı şekilde
• Yüksek hızda çalışma fonksiyonu
• Muhtemel düğme besleme fonksiyonu
(Düğmenin hassas olarak konumlan-
dırıldığını algılayan bir sensör içermez.)
• Dikiş zamanlamasını ayarlama fonksiyonu
• Düğmenin hassas konumlandırılması
için harcanacak sürenin ayarlanması
işlevi gerçekleştirilir.
• Normal çalışma fonksiyonu
• Muhtemel düğme besleme fonksiyonu
(Düğmenin hassas olarak konumlan-
dırıldığını algılayan bir sensör içermez.)
• Düğme taşıyıcının çalışma süresini
ayarlama fonksiyonu.
• Düğmenin hassas konumlandırılması
için harcanacak sürenin ayarlanması
işlevi gerçekleştirilir.
• Normal çalışma fonksiyonu
• Muhtemel düğme besleme fonksiyonu
(Düğmenin hassas olarak konumlan-
dırıldığını algılayan bir sensör içermez.)
• Dikiş zamanlamasını ayarlama fonksiyonu ile donatılmamıştır.
• Düğmenin hassas konumlandırılması
için harcanacak sürenin ayarlanması
işlevi gerçekleştirilir.
Aynı şekilde
• Yüksek hızda çalışma fonksiyonu
• Muhtemel düğme besleme fonksiyonu
(Düğmenin hassas olarak konumlan-
dırıldığını algılayan bir sensör içermez.)
• Dikiş zamanlamasını ayarlama fonksiyonu ile donatılmamıştır.
• Düğmenin hassas konumlandırılması
için harcanacak sürenin ayarlanması
işlevi gerçekleştirilir.
DIP-SW için ayar
konumu
1 2 3 4
○ × ○ ○
○ × × ×
○ × ○ ×
○ × × ○
× ○ ○ ○
× ○ × ×
× ○ ○ ×
−
12
−
Page 15

DIG SW-1 DIG SW-2
Dikkat
Dikiş zamanlaması (Not 6)
• Düğme taşıyıcının çalıştığı ve düğme kıskacı çene kollarının
düğme bekler şekilde en üst konumda olduğu süre.
0 → 0,05 sn 4 → 0,25 8 → 0,05 C → 0,25
1 → 0,10 5 → 0,30 9 → 0,10 D → 0,30
2 → 0,15: Standart 6 → 0,35 A → 0,15 E → 0,35
3 → 0,20 7 → 0,40 B → 0,20 F → 0,40
(Endeks ünitesinin aşağıdaki değerlerde sabit bir şekilde çalış-
tığı süre.)
0 ila 7 → 0,08 sn 8 ila F → 0,16
Yukarıda bahsedilen süre ne kadar uzun olursa, dikiş maki-
nesinin genel zamanlaması daha iyi bir duruma gelecektir.
Dikiş makinesi çalışırken pedal serbest bırakılırsa düğme taşıyıcının etkinleşme zamanı bir saniye gecikir.
Dikiş zamanlamasını ayarlama fonksiyonu bulunmadığı için,
DEG-1’de, endeks ünitesi çalıştıktan sonra üçlü tırnağın etkinleştiği süreyi ayarlamak için bir fonksiyon bulunur. (Not 10)
(Endeks süresi : DEG-1)
0 ila 7 → 0,08 sn
(Teslimatta geçerli olan standart spesikasyon “2”dir.)
8 ila F → 0,16
Düğmenin hassas
konumlandırılması için
harcanacak en uzun
süre. (Not 7)
0 → 0,20 sn A → 0,50
1 → 0,30: Standart
2 → 0,50 B → 0,80
3 → 0,80 C → 0,20
4 → 0,20 D → 0,30
5 → 0,30 E → 0,50
6 → 0,50 F → 0,80
7 → 0,80
8 → 0,20
9 → 0,30
(Üçlü tırnağın kapalı
tutulacağı süre.)
0 ila 3 → 0,10 sn
4 ila 7 → 0,15
8 ila B → 0,20
C ila F → 0,25
−
−
13
(Not 1) Sürekli çevrim modu dikiş makinesinin pedal ba-
sılı tutularak çalıştırıldığı bir moddur. Düğme kıskacı
çene kolları yukarı kalkar ve ayarlanan süre boyunca
bekledikten sonra aşağı iner. Ardından dikiş makinesi
çalışmaya başlar.
(Not 2) Düğme kıskacının çift aşamalı eylem fonksiyonu
seçildiğinde, düğme kıskacını çalıştırmak için her defasında pedala basmanız gereklidir.
(Not 3) Otomatik dikiş modu
• Otomatik dikiş modu seçildiğinde, hassas konumlandırmanın tamamlandığını algılayan sensör çalışır. Bu,
düğme kıskacı çene kollarına bir düğme beslenmedikçe dikiş makinesinin çalışmayacağı anlamına gelir.
(Not 4) Normal çalışma fonksiyonu
• Bir düğmenin hassas konumlandırması durumu haricinde örtücü plakaya düğme yerleştirmeme fonksiyonu.
• Örtücü plakaya ve taşıyıcıya yük uygulanması beklenmez. Böylece, ilgili bileşenler kolayca kırılmaz.
(Not 5) Otomatik düğme boşaltma fonksiyonu
• Hassas konumlandırmanın tamamlandığını belirten
sensör, bir düğmenin beslenmesi sırasında düğmenin
hassas konumlandırılmasının tamamlandığını algılayamazsa ve hassas konumlandırma için önceden
belirlenen süre aşılırsa, makine örtücü plakayı otomatik olarak serbest bırakır ve düğme taşıyıcı etkinleşir.
Düğme boşaltma fonksiyonu art arda üç kez kullanılırsa, HATA 3 ortaya çıkar. HATA’yı sıfırlamak için MANÜEL çalıştırma anahtarına basın. Otomatik boşaltma sık
sık meydana geliyorsa, mekanik bir sorundan şüphelenmek ve mekanik bileşenlerde arıza olup olmadığını
kontrol etmek gerekir.
(Not 6) Dikiş zamanlamasını ayarlama fonksiyonu (DEG,
SW-1)
• Bu fonksiyon sadece sürekli dikiş seçildiğinde etkindir (1 ila 4 numaralı).
• Bir ilâ dört düğme sürekli dikiş ile dikildiğinde, dikiş
hızı kademeli olarak azalır ve düğmeleri dikmek için
gereken süre değişir. Bunun sonucunda, operatörün
sabit bir ritimle dikiş dikmesi mümkün olmaz. Sabit
bir dikiş hızı elde etmek için, birinci ila üçüncü düğmeleri dikmek için gereken süreyi dördüncü düğmeyi
dikmek için gereken süreye ayarlamak için bu fonksiyon kullanılır.
(Not 7) Bir düğmenin hassas ayarını yapmak için gere-
ken süreyi ayarlama fonksiyonu (DEG, SW-2)
• Bu fonksiyon otomatik düğme boşaltma fonksiyonunu etkinleştirme süresini ayarlamak için kullanılır.
• Bu fonksiyon aynı zamanda muhtemel düğme besleme fonksiyonu seçili olduğu zaman hassas konumlandırıcının çalışacağı süreyi ayarlamak için kullanılır.
(Not 8) Muhtemel düğme besleme fonksiyonu
• Yüzeyinde girintisi olan düğmeleri kullanırken bu
fonksiyonu kullanın (kenar ile girinti arasındaki yükseklik farkı 1 mm ya da daha fazlaysa).
• Bu fonksiyon kullanıldığında, hassas konumlandırmanın tamamlandığını algılayan sensör devre dışı
kalır. Bu sebeple, makine düğmenin hassas konumlandırmasını DEG, SW2’yi kullanarak ayarlanmış süre
boyunca gerçekleştirir ve makine her seferinde örtücü
plakayı açar ve düğme taşıyıcıyı önceden belirlenen
süreye göre sürekli olarak çalıştırır. Bu da dikiş için
gereken sürenin otomatik dikiş modundakine kıyasla
daha değişken olabileceği anlamına gelir. Bu fonksiyon kullanıldığında, hassas konumlandırmanın tamamlandığını algılayan sensör devre dışı kalır. Sonuç
olarak, düğme kıskacı çene kollarına bir düğme beslenmiş olmasa bile dikiş makinesi çalışmaya başlar.
Otomatik düğme boşaltma fonksiyonu kullanıldığında
ortaya çıkan HATA 3 bu fonksiyon kullanıldığında
oluşmaz.
Page 16

(2) İşlevlerin listesi ve DIP anahtarının ve dijital anahtarın ayarı (2. bölüm)
No.
Fonk-
siyon
Uygulama Otomatik dikiş modu (Not 3)
Özellikle arka cep dikişi
gibi nokta dikişlerinde
kullanılmaya uygun
Düğme kıskacının çift aşamalı eylemi
• Normal çalışma fonksiyonu
• Düğmenin hassas olarak konumlandırıldığını algılayan bir sensörle donatılmıştır.
• Otomatik düğme boşaltma fonksiyonu
• Düğme taşıyıcının çalışma süresini ayarlama fonksiyonu. (Not 11)
• Düğmenin hassas konumlandırılması için
harcanacak sürenin ayarlanması işlevi
gerçekleştirilir.
Muhtemel düğme besleme modu (Not 8)
• Normal çalışma fonksiyonu
• Muhtemel düğme besleme fonksiyonu
(Düğmenin hassas olarak konumlan-
dırıldığını algılayan bir sensör içermez.)
• Düğme taşıyıcının çalışma süresini
ayarlama fonksiyonu.
• Düğmenin hassas konumlandırılması
için harcanacak sürenin ayarlanması
işlevi gerçekleştirilir.
DIP-SW için ayar
konumu
1 2 3 4
× ○ × ○
8
−
14
−
Page 17

DIG SW-1 DIG SW-2
Dikkat
• Düğme taşıyıcının çalışma süresi.
0 → 0,20 sn 5 → 2,00 A → 0,80
1 → 0,50 6 → 3,00 B → 1,20
2 → 0,80 7 → SW bekleme C → 1,60
3 → 1,20 8 → 0,20 D → 2,00
4 → 1,60 9 → 0,50 E → 3,00
F → SW bekleme
(Endeks ünitesinin çalışma süresi.) (Not 12)
0 ila 7 → 0,08 sn 8 ila F → 0,16
(Not 9) Yüksek hızda çalışma fonksiyonu
• Bu fonksiyon örtücü plaka üzerinde her zaman bir
düğme olacağı anlamına gelir.
• Düğme taşıyıcı, örtücü plaka kapalıyken çalıştığı için,
makine kilitlendiği zaman örtücü plakaya ve düğme
taşıyıcıya yük uygulanma ihtimali vardır.
(Not 10) Dikiş zamanlamasını ayarlama fonksiyonu ile
donatılmamıştır. Düğme kıskacının çift aşamalı eyleminde (5 ile 7 numaralı), dikiş zamanlamasını ayarlama fonksiyonu gerekli değildir. Bu sebeple, DEG,
SW-1 sadece endeks çalıştıktan sonra üçlü tırnağın
etkinleşmesi için gereken zamanı ayarlamak için kullanılır.
(Not 11) Düğme taşıyıcının çalışma zamanını ayarlama
fonksiyonu
• Arka cebe ya da benzerine düğme eklenirken dikilen
ürün düğme taşıyıcıya sıkışırsa, düğme taşıyıcının etkinleştirilmesini DEG, SW-1 ile önceden belirtilen süre
kadar geciktirmek için bu fonksiyon kullanılabilir.
(Not 12) SW (Anahtar) bekleme
• Çalışma paneli üzerindeki manüel çalıştırma anahtarına basıldığında düğme taşıyıcı çalışır.
• Diz anahtarı kullanılıyorsa, kontrol kutusu üzerindeki
J24’ün 9 ve 10 numaralı pimlerine bağlayın. Bu işlemin ardından “anahtar bekleme” fonksiyonu kullanılabilir. (Bu özellik özel siparişler için geçerlidir.)
(Dikkat)
• DIP anahtarları (DIP-SW) tarafından kontrol edilen tüm
fonksiyonlar için, dikiş makinesi çalışırken, manüel
çalıştırma anahtarına ya da diz anahtarına (özel siparişle sağlanan parça) basarak düğme taşıyıcının sonraki eylemini durdurmak ya da tekrar basarak düğme
taşıyıcıyı etkinleştirmek mümkündür.
• Bir düğme endeks ünitesinden çıkarsa, operatörün
malzemeyi makineden kolayca çıkarmasına izin vermek için, dikişin tamamlanmasından sonra makine
düğme taşıyıcıyı düğmesiz olarak çalıştırır.
• Otomatik düğme boşaltma fonksiyonu çalışırken bir
düğmenin hassas ayarının yapılması için önceden
belirlenen süre düğme taşıyıcıya düğme yerleştirilmeden geçerse, örtücü plaka açılır ve düğme boşaltılır.
Bu aşamada, boşaltılan düğmenin yanlışlıkla düğme
taşıyıcıya yerleşmesi mümkündür. Bu durum söz konusu olursa, düğme taşıyıcıyı iki kez etkinleşir. Bunun
sonucunda, düğme taşıyıcıya iki düğme beslenerek
iğnenin kırılmasına sebep olur.
Bunu önlemek için, otomatik düğme boşaltma fonk-
siyonu etkinleştirildiğinde dikiş makinesini başlatma
zamanı 0,5 saniye geciktirilir. (Makinenin bir düğmenin hassas konumlandırılmasını gerçekleştirdiği süreyi artırarak otomatik düğme boşaltma fonksiyonunun
etkinleştirilme aralığını azaltmak mümkündür.)
• Düğme kıskacının iki aşamalı eylemi seçildiğinde ve
operatör pedalı çok hızlı kullandığında, dikişin tamamlanmasının ardından düğme kıskacı çene kolları açılmadan yukarı kalkar. Bu durum söz konusu olursa,
operatör makine üzerindeki malzemeyi rahat bir şekilde hareket ettiremez. Bunu önlemek için, mekanik eylemlere öncelik vermek amacıyla düğme kıskacı çene
kolunu kaldırma mıknatısını AÇIK konuma getirme
zamanı 0,2 saniye geciktirilmelidir.
−
15
−
Page 18

V. BAKIM
1. Dikiş makinesi kafasının yatırılması
UYARI:
Dikiş makinesi kafasını iki elinizle birlikte yatırın / kaldırın ve parmaklarınızın kafaya sıkışmamasına dikkat
edin. Dikiş makinesinin aniden çalışması nedeniyle olabilecek kazaları önlemek için, çalışmaya başlamadan
önce gücü KAPALI konuma getirin.
numaralı vidayı sökün ve dikiş makinesinin kafasını yavaş-
ça ok yönünde yatırın.
(Dikkat) 1. Dikiş makinesi teslimat sırasında numaralı
vida ile sabitlenmiştir. Normal durumlarda dikiş
makinesini sabit bir durumda kullanın.
2. Dikiş makinesini yatırırken, düğme taşıyıcının
başlangıç konumunda olduğundan emin olduktan sonra işlemi gerçekleştirin.
Aksi takdirde dikiş makinesinin kafası düğme
taşıyıcı ile çakışabilir.
3. Dikiş makinesinin kafasını ana konumuna döndürürken yavaşça hareket ettirin.
Hızlı bir şekilde döndürülürse, taban kısmı ha-
sar görebilir. Ek olarak, parmaklarınızın kısmı
ile dikiş makinesi kafası arasına sıkışmamasına
dikkat edin.
4. Dikiş makinesinin kafasını döndürürken, düğme
kıskaç ünitesinin bölümü, düğme besleme
ünitesinin kıskaç serbest bırakma kolunun
arka tarafında yer alacak şekilde düğme kıskaç
ünitesinin konumunu yönünde hareket
ettirin. Aksi takdirde, düğme kıskaç çenesinin
kolları dikiş sırasında açılmaz. Bu yüzden
dikkatli olun.
5. Dikiş makinesinin kafasını döndürdükten sonra,
dikiş makinesi kafasını vida ile sabitlediğinizden emin olun.
−
16
−
Page 19

2. Düğme kıskaç çenesi kolunun konumu
UYARI:
Konum ayarı yapıldığında, iğne giriş noktasının doğru olduğundan emin olun. İğne düğme deliğinin dışına
uzanırsa veya dikiş çeşidi düğme kıskaç ünitesinin dışına uzanırsa, dikiş sırasında iğne düğme deliğine
veya düğme kıskaç ünitesine temas eder ve iğnenin kırılması veya benzer tehlikelere neden olur.
Ayarlama sırasında, dikiş LED ışıkları yandığı sırada, pedala ikinci aşamaya kadar basmayın. Pedala
basıldığında düğme taşıyıcı harekete geçer. Bu yüzden dikkatli olun.
1) Çalışma panelinde dikiş LED’i kapalı durumdayken
tuşuna basın.
2) ÖĞE SEÇME tuşu ile seçilen durumu “08 Parça
baskı ayağı ayarı” olarak belirleyin.
3) ÖĞE DÜZENLEME tuşuna basın. Düğme kıskaç
aygıtı başlangıç noktasına hareket eder ve yukarı kalkar.
İğne giriş noktası
Düğme
Düğme deliği
4) Düğme tutucu açma kolu üzerine bir düğme yerleştirin.
5) Birinci kademeye kadar pedala basın ve düğme kıskaç
ünitesi aşağı inince ayağınızı pedaldan çekin.
6) Elle çevrilen kasnağı çevirin ve iğne merkezinin düğme
merkezine girip girmediğini kontrol edin.
7) İğne merkezi eğer düğme merkezinde değilse, düğme
kıskaç çenesi kol tabanındaki vidaları gevşeterek, iğne
merkezi düğme merkezine girecek şekilde ayar yapın.
8) Pedalı madde 5)’te ikinci adıma kadar basınca, düğme
kıskaç ünitesi tekrar başlangıç konumuna gider. Ayrıca
düğme kıskaç ünitesi aşağı indiği zaman birinci adıma kadar pedala basın ve ayağınızı pedaldan çekin. Bu durumda düğme kıskaç ünitesi yukarı çıkar.
9) Ayar yaptıktan sonra, dikiş çeşidi şekline onay verin ve iğ-
nenin düğme deliğine girdiğini mutlaka kontrol edin.
−
−
17
Page 20

3. Besleme plakasının ayarlanması
UYARI :
Konum ayarı gerçekleştirildiğinde, doğruluğundan emin olmak için dikiş desenin şeklini kontrol edin.
Besleme plakası ile iğne deliği kılavuzunun temas etmesi durumunda, iğne kırılması ya da benzeri tehlikeli
durumlar oluşabilir. Ayrıca, ayarlama sırasında pedala basılırsa, düğme tutucu ya yukarı çıkar ya da aşağı
iner. Bu yüzden dikkatli olun.
Ayarlama sırasında, dikiş LED ışıkları yandığı sırada, pedala ikinci aşamaya kadar basmayın. Pedala
basıldığında düğme taşıyıcı harekete geçer. Bu yüzden dikkatli olun.
4. Düğme kıskaç çenesi kol ayarı
Sayfa 17 "V.2. Düğme kıskaç çenesi kolunun konu-
1)
mu"
’deki 1) ve 2)’ye bakarak seçilen durumu “08 Düğme
kıskaç çenesi kolunun konumu” olarak belirleyin.
2) ÖĞE DÜZENLEME tuşuna basın. Düğme kıskaç
ünitesi başlangıç konumuna gider ve yukarı çıkar .
3) Besleme plakasını ayarlarken, iğne deliği kılavuzu
besleme plakasının geri çekilen kısmının merkezine
gelecek şekilde ayarlayın.
UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan
önce gücü kapalı konuma getirin.
Makineyi durma konumuna getirin. Ardından düğme kıskacını
kaldırın. Düğme kıskacı çene kolundaki vidayı gevşetin
0,2 mm ile
0,4 mm
arasında
ve düğme kıskaçlarına bir düğme yerleştirirken, düğme kıskaç çenesi kolu ile menteşe vidası arasında 0,5 mm ile
1 mm arasında boşluk kalacak şekilde ayar yapın. Ardından
düğme kıskacı çene kolundaki vidayı sıkın.
−
18
−
Page 21

5. Düğme kıskacının kaldırma miktarının ayarlanması
UYARI:
Ayarlama sırasında, dikiş LED ışıkları yandığı sırada, pedala ikinci aşamaya kadar basmayın. Pedala
basıldığında düğme taşıyıcı harekete geçer. Bu yüzden dikkatli olun.
1) Çalışma panelinde dikiş LED’i kapalı durumdayken
tuşuna basın.
2) ÖĞE SEÇME tuşu ile seçilen durumu “08 Parça
baskı ayağı ayarı” olarak belirleyin.
3) ÖĞE DÜZENLEME tuşuna basın. Düğme kıskaç
aygıtı başlangıç noktasına hareket eder ve yukarı kalkar.
4) İki vidayı gevşetin ve parça baskı ayağı kaldırma plakasını
ok yönünde ileri geri hareket ettirerek düğme kıskacının
üst ucunun boğaz plakasından 11 mm yukarıda olma-
sını sağlayın.
Kaldırma miktarını azaltmak için parça baskı ayağı kaldırma
plakasını yönünde hareket ettirin, kaldırma miktarını
artırmak içinse yönünde hareket ettirin.
Ayarladıktan sonra, vidaları iyice sıkılayın.
5) Ünite tarafındaki spinner salınımlı kol motorunun topuzunu
döndürün ve parça baskı ayağı kaldırma kolunun
kalkışı durduğunda vidayı gevşetin ve parça baskı ayağı
kancasını döndürerek silindir ile parça baskı ayağı
kaldırma kolu arasında 0 ila 0,5 mm’lik bir açıklık olacak
şekilde ayarlayın.
6) Ayarladıktan sonra, düğmelerin doğru şekilde sağlandığını
kontrol edin.
0 mm ila
0,5 mm
11 mm
−
19
−
Page 22

6. Parça baskı ayağı ünitesinde basınç ayarı
UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan
önce gücü kapalı konuma getirin.
7. Tokatlayıcının ayarlanması
Parça baskı ayağı ünitesinin basıncı, malzeme dikiş sırasında
çarpılmadığı sürece minimum olmalıdır. Ayar vidasını gevşetin ve yukarıda belirtilen basıncı elde etmek için ayar vidasını çevirin.
UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan
önce gücü kapalı konuma getirin.
2,5 mm
8. Tokatlayıcı yayının ayarır
UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan
önce gücü kapalı konuma getirin.
15 ila 17 mm
1) Vidayı gevşeterek tokatlayıcı ile iğne arasında 2,5 mm
ya da daha fazla bir açıklık olmasını sağlayın.
2) Vidayı gevşeterek tokatlayıcının uç yüzü ile iğnenin
ortası arasında 15 ila 17 mm’lik bir mesafe olacak şekilde
ayarlayın. Ayarladıktan sonra, vidayı iyice sıkılayın.
(Dikkat) İğnenin konumu, dikme işlemi bittikten sonra di-
kiş makinesi durduğundaki konumdur.
Tokatlayıcı yayı , iplik kesildikten sonra iğnede kullanılan ipliği tokatlayıcı ile tokatlayıcı yayı arasında tutar. Tokatlayıcı
yayı gerginliğini doğru şekilde ayarlayın, gerginlik 0,2 ile 0,3
N arasında olsun (mekikten çıkan iplik gerginliğinden az daha
fazla bir gerginlik).
(Dikkat) İğnede kullanılan iplik aşırı tutulursa, iplik düğ-
menin üst kısmından sarkabilir.
−
−
20
Page 23

9. Düğmeyi yükseltme çubuğunun (aksesuar) monte edilmesi
UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan
önce gücü kapalı konuma getirin.
1) Düğmeyi yükseltme çubuğunun montaj plakasını düğ-
me kıskacı tabanına altı köşe vida ile monte edin.
2) Düğme merkezi ile düğmeyi yükseltme çubuğunun üst ucu
arasında 3,5 mm ile 4 mm boşluk kalacak şekilde ayarlayın.
3) Yükseltme çubuğunun yükselme miktarını ayarlamak için
vidayı sökün ve yükseltme çubuğunu aşağı yukarı hareket ettirin.
3,5 ile 4 mm
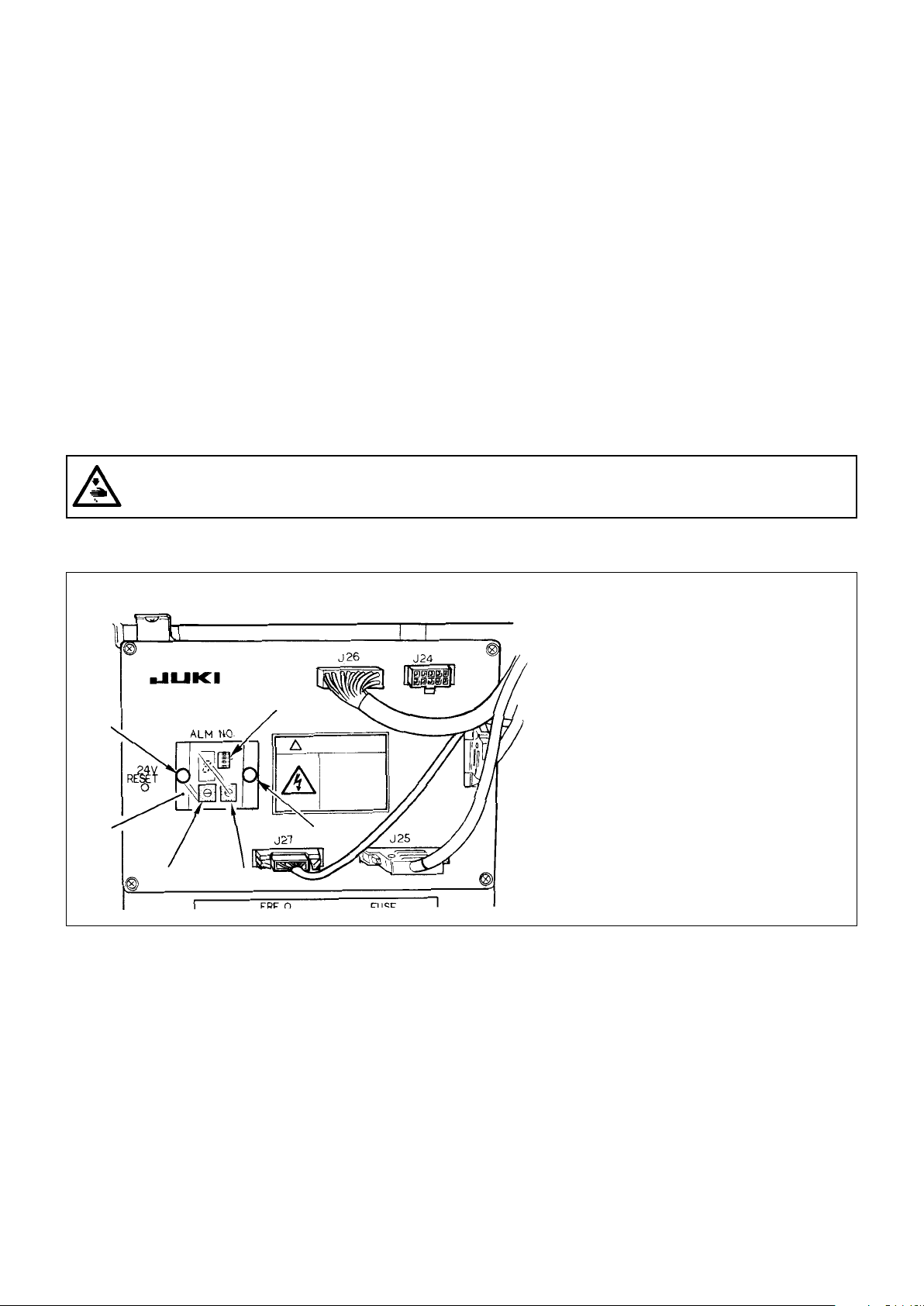
10. Düğme besleme ünitesinin kontrol kutusunun ayarlanması
TEHLİKE
Elektrik çarpması nedeniyle yaşanabilecek kazaları önlemek için, çalışmaya başlamadan önce gücü
KAPALI duruma getirin.
(1) 24V devre kesicinin atması
24Vdc hattının aşırı akımı kontrol kutusunun ön yüzüne monte edilmiş olan devre kesicinin atmasına neden olur. Sıfırlamak
için, sıfırlama düğmesinin beyaz parçasına ince bir pim ya da benzerini kullanarak parçadan tık sesi gelene kadar bastırın.
:
(2) Transformatörün giriş gücü terminalini doğrulayın (Dikiş makinesinin kullanılacağı ortamın servis
voltajına uygun olarak terminali değiştirin.)
(3) Sigortanın değiştirilmesi
Şekilde gösterildiği altı sigorta (F1, F3.....F7) bulabilirsiniz. (Kontrol kutusunun ön yüzündeki çerçeve kapağını kaldırın ve
sigortaları değiştirin.
24V devre
kesici sıfırlama
düğmesi
BR35
Giriş gücü ter-
minalleri
F3 (2 A)
Transformatör
F1 (2 A)
F6 (1 A)
F4 (6,3 A)
F5 (2 A)
Avrupa
spesikasyonu
F7 (1 A)
−
21
−
Page 24

11. Düğme besleme ünitesinin bileşenlerinin algılama mekanizması ve ayarlanması
UYARI :
Dikiş makinesinin aniden çalışması nedeniyle kaynaklanabilecek bir kazaya karşı, işlemi dikiş LED’i sönük
durumdayken gerçekleştirin.
Şek. a-
Şek. b-
1–
1,5 mm
1–
1,5 mm
* Sensör AÇIK konumda olduğunda, LED (kırmızı) yanar ;
sensör KAPALI olduğunda LED söner.
Şek. a-
LED
(kırmızı)
BUT AÇIK
Şek. b-
LED (rot)
RFIN AÇIK
Üç tırnaklı mandal
BUT
Hassas konumlandırma
sensörü mandalı
RFIN
(1) Düğme konumu algılama anahtarının (BUT) ayarlanması
Düğme konumu algılama anahtarı (buradan itibaren BUT olarak adlandırılacaktır) bir yakınlık sensörü ile donatılmıştır, bu
sensör konumlandırıcı (üç tırnaklı) etkinleştirildiğinde konumlandırıcının dahilinde düğme olup olmadığını algılamak için
kullanılır.
(Konumlandırıcı dahilinde düğme varsa KAPALI duruma geçer, düğme algılamadığı zamanlarda AÇIK duruma geçer.)
Konumlandırıcıda düğme olmadığı zaman konumlandırma solenoidinin demir çekirdeğini çektiğinizde üçlü tırnak kapanır. Bu durumda, üç tırnaklı mandalın sabitleme vidasını gevşetin ve üç tırnaklı mandalı KAPALI durumdaki BUT AÇIK
duruma geçene kadar hareket ettirin. Daha sonra üç tırnaklı mandalı bahsedilen konumdan (Şek. a-) 1 ila 1,5 mm daha
ileriye (Şek. a-) taşıyın ve üç tırnaklı mandalın sabitleme vidasını sıkılayın.
Ardından, üçlü tırnak ø10 mm’lik bir düğmeyi tuttuğunda BUT öğesinin KAPALI konuma geçtiğini doğrulayın. Ayrıca, düğme ayrılıp üçlü tırnak kapandığında BUT öğesinin AÇIK konuma geçtiğini doğrulayın.
Yukarıda bahsedilen ayarlamalar gerçekleştirildiğinde ayarlama yapılması gerektiğini unutmayın.
(2) Hassas konumlandırma tamamlama anahtarının (RFIN) ayarlanması
Hassas konumlandırma tamamlama anahtarı (buradan itibaren RFIN olarak adlandırılacaktır) bir yakınlık sensörü ile donatılmıştır, bu sensör bir düğme taşıyıcı pime yerleştirildiğinde düğmeyi algılamak için kullanılır.
Konumlandırıcıya ø10 mm’lik bir düğme yerleştirin ve üçlü tırnağın düğmeyi çevresinden kavraması için konumlandırma
solenoidinin demir çekirdeğini çekin. Bu durumda, hassas konumlandırma sensörünün mandalının sabitleme vidasını
gevşetin ve RFIN öğesini KAPALI durumdaki RFIN AÇIK duruma geçene kadar hareket ettirin (Şek. b-). Daha sonra
RFIN öğesini bahsedilen konumdan (Şek. a-) 1 ila 1,5 mm geriye (Şek. b-) taşıyın ve sabitleme vidasını sıkılayın.
Ardından, üçlü tırnak ø 10 mm’lik bir düğmeyi tuttuğunda RFIN öğesinin KAPALI konuma geçtiğini doğrulayın. Düğmeyi
üçlü tırnaktan ayırın ve üçlü tırnak iş aparatının alt kısmının çevresini kavradığında RFIN öğesinin AÇIK konuma geçtiğini doğrulayın.
Ancak, bu ayar yapılmaya başlanmadan önce ayarlamanın (1) tamamlanmış olması gerektiğini unutmayın.
(Dikkat) RFIN, düğme taşıyıcı pim üzerine tam olarak yerleştirildiğinde AÇIK/KAPALI duruma geçerek düğmeyi al-
gılamak ve örtücüyü açmak/kapamak için kullanılır.
Geçerli düğme, çapı farklı bir düğme ile değiştirildiğinde (1) ve (2) ile gösterilen anahtarların yeniden ayar-
lanması gerekmez.
−
−
22
Page 25

12. Endeks ünitesinin besleme plakasının ayarlanması
UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan
önce gücü kapalı konuma getirin.
1) Endeks ünitesinin başlangıç konumunda olduğunu doğru-
layın. Ardından kilitleme vidasını gevşetin ve besleme plakası A’yı çıkarın. ve ile gösterilen vidaları gevşetin,
çerçeveyi ve ayar plakasını çıkarın.
2) Besleme plakası A’da bulunan farklı çaplardaki üç delikten
(ø22, ø16 ve ø12) birini seçin, ayar plakasını kullanarak
seçilen deliği kullanılacak düğmelere göre hassas bir şekilde ayarlayın. Düğmenin çevresi besleme plakası A’nın
çevresine yaslanacak şekilde ayarlayın.
3) Ayar plakasını kullanarak düğmenin yerleştirileceği
boşluğu ayarlayın. Boşluktan sadece bir düğme geçecek
şekilde ayarlayın. Besleme plakasını doğru şekilde konumlandıktan sonra vidayı sıkarak sabitleyin.
Çerçeveyi kullanarak diğer delikleri kapatın ve vidalarla
çerçeveyi sabitleyin.
4) Düzgün bir şekilde ayarlanmış olan besleme plakası A’yı
besleme ünitesi üzerine yerleştirin. Bu aşamada, besleme
plakası A’da kullanılacak düğme deliğinin besleme çanağın çıkışı ile eşleşecek şekilde besleme plakası A’yı dikkatlice ayarlayın. Ardından, kilitleme vidasını sıkılayın.
(Dikkat) Vidanın kırılmaması için vidayı dikkatli bir şekilde
sıkın.
Kilitleme vidası
Pim deliği
Ayar plakası
Sabitleme vidası
Besleme plakası A
Düğme
Besleme plakası A
1 mm
ø15 mm’lik düğmenin ayarlanması
Hareket payını
giderin.
Besleme plakası A
ø15 mm’lik bir düğmeyi dikerken, ayar plakasını yukarıda
anlatılan ayarından 1 mm dışarı çıkacak şekilde ayarlayın. (Düğmeyi rahat bir şekilde endeks dişlisine düşürmek
için.)
Besleme plakası A üzerinde dikey hareket payı varsa, ayar
vidasını gevşetin ve hareket payını gidermek için kilitleme manşonunu besleme plakası A’ya vurun. Hareket
payını giderdikten sonra, vidayı sıkılayın.
(Dikkat) Kilitleme manşonunu besleme plakası A’ya aşı-
rı vurmamaya dikkat edin.
−
23
−
Page 26

13. Düğme besleme ünitesinin bileşenlerinin değiştirilmesi ve konumlandırılması
UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan
önce gücü kapalı konuma getirin.
(1) Düğme taşıyıcının değiştirilmesi ve konumlandırılması
Düğme taşıyıcıyı değiştirmek için, vidayı gevşetip düğme
taşıyıcıyı sökün. Düğme taşıyıcıyı merkezler arası mesafesi
uygun bir taşıyıcı ile değiştirin ve merkezler arası mesafesi uy-
Düğme taşıyıcı
(2) İş aparatının değiştirilmesi
Döner çubuk (hassas konumlandırma şaftı)
gun düğme taşıyıcıyı eksantrik kama sabitleyin; eş zamanlı
olarak taşıyıcının üst yüzünün somun ile temas etmesini
sağlayın. Ardından, taşıyıcıyı vida ile sabitleyin.
(Dikkat) Yukarıda açıklanan konumlandırma prosedürü
dikiş makinesi başlangıç konumuna ayarlı iken
yapılmalıdır.
Dikiş makinesine halihazırda eklenmiş olan iş aparatını döner
çubuktan çıkarın. Ardından başka bir tür iş aparatını makineye
takın. Bu aşamada, iş aparatının yerine tam olarak oturduğundan emin olun.
İş aparatı
(3) Besleme plakasının değiştirilmesi ve konumlandırılması
Haznenin değiştirilmesi
Eşleştirme işaretleri
ø16
ile hizalayın.
Besleme plakası
ø22
Hazne
Küçük dişli
3) Üçlü tırnağın ilk konumunu kullanılan besleme plakasındaki düğme deliğinin çap ölçüsüne 1 mm eklenerek elde edilen
değeri referans alarak ayarlayın. Konum durdurucu vidayı kullanarak ayarlamayı yapın.
1) Kelebek somunu sökün, kapağı çıkarın ve besleme
plakasını değiştirin.
ø10 ila ø15 mm çapındaki düğmeleri dikerken ø16 mm’lik
besleme plakasını kullanın. Düğmenin dış çapı ø16 ile
ø18 mm arasındaysa, ø22 mm’lik besleme plakasını kullanın.
Besleme plakasının konumunu ayarlamak için, küçük diş-
linin orijinal konumunda olduğunu doğrulayın ve besleme
plakasını, küçük dişli üzerindeki eşleştirme işareti besleme
plakası üzerindeki eşleştirme işareti ile hizalı olacak şekilde takın. Bu aşamada, haznedeki deliği üçlü tırnak üzerinde besleme plakasının deliği ile hizalayın.
2) Besleme plakasının altında yer alan hazneyi besleme plakasındaki deliğin çapına göre ayarlamak için bu gereklidir.
Hazne iki deliklidir, deliklerin biri ø16 diğeri ise 22 mm’dir.
ø16 mm’lik besleme plakasını kullanırken hazneyi ters
çevirerek ø16 mm delikli kısmı besleme plakasının dönüş
yönüne kıyasla bu tarafa gelecek şekilde monte edin. ø22
mm’lik besleme plakasını kullanırken hazneyi ters çevirerek ø22 mm delikli kısmı besleme plakasının dönüş yönüne kıyasla bu tarafa gelecek şekilde monte edin.
−
24
−
Page 27

Besleme plakası
Hazne
Üçlü tırnak
0,5 mm
Konum durdurucu vida
0,5 mm
14. Düğme besleme ünitesinin vibrasyonunun ayarlanması
1) Güç şalterini AÇIK konuma getirin.
BR35
Avrupa
spesikasyonu
2) Düğme besleme ünitesinin ayar değişken rezistörünü
ara konumuna ayarlayın.
3) Besleme ünitesinin vibrasyonu yeterli değilse, hassasiyet
ayarlama değişken rezistörünü besleme ünitesinin en
yüksek vibrasyona izin vereceği konuma ayarlayın. Ardından hassasiyet ayarlama değişken rezistörünü döndürün ve besleme ünitesinin en yüksek vibrasyonda çalışması için hassas ayar yapın.
4) Düğme besleme ünitesinin ayarlama değişken rezistörünü
kullanarak düğmelerin akışını ayarlayın.
(Dikkat) Hassasiyet ayarlama değişken rezistörü çok
hassastır. Düz tabanlı düğmelerin besleme çanağına yerleştirilmesi ve düğme akış ayarının düğmelerin ili akışı kontrol edilirken yapılması tavsiye edilir. Böylece düğme akışını rahat bir şekilde
ayarlayabilirsiniz.
15. Besleme çanağının bileşenlerinin ayarlanması
(1) Kılavuz plaka
1) Düğme üst yüzeyi ile kılavuz plaka arasındaki uygun
Düğme
2) Vidaları gevşetin ve kılavuz plakayı yukarı aşağı ha-
−
−
25
açıklık miktarı yaklaşık olarak 0,7 mm’dir.
reket ettirerek boşluğu uygun şekilde ayarlayın.
Page 28

(2) Seçici plaka
(3) Sıralı düzenleme plakası
Ters tarafı dönük olan düğmeler seçici plakadan geçerken düz
tarafı dönük olan düğmelerden ayrılır. Böylece sadece doğru
tarafı dönük olan düğmeler endeks ünitesine beslenir. Seçici
plaka ayarını yapmak için, vidayı gevşetin ve seçici plaka
doğru bir şekilde konumlanana kadar ileri geri hareket etti-
rin. Ardından vidayı sıkılayın.
Seçici plaka farklı iki boyutta gelir: orta ve küçük boy. Kullanılacak düğmelerin boyutuna göre iki farklı seçici plaka arasından uygun olan seçici plakayı seçin.
Bu plaka seçici plakadan geçen düğmelerin üst üste yığılmasını önler.
Sıralı düzenleme plakası ile bir düğmenin üst yüzü arasındaki uygun açıklık yaklaşık 0,7 mm’dir.
Vidayı gevşetin ve sıralı düzenleme plakasını yukarı
aşağı hareket ettirerek boşluğu doğru değere ayarlayın.
(4) Düğme kılavuzu
Takip yüzeyi
Besleme plakası
C
ℓ1
ℓ2
Besleme çanağı
montaj vidası
0,7 mm
Düğme kılavuzu ile düğme arasındaki uygun açıklık “ℓ1”
yaklaşık 3 ila 4 mm’dir. Vidayı gevşetin ve açıklığı doğru
değere ayarlayın.
Düğme kılavuzunun alt yüzeyi ile besleme çanağının takip yüzeyi arasındaki uygun açıklık “ℓ2” 0,3 ila 0,5 mm’dir.
Aşırı akış önleme plakası ile düğme arasında bir düğmenin kalınlığının iki katından daha fazla, yaklaşık 0,7 mm’lik bir
açıklık bırakılmalıdır. Vidayı gevşetin ve açıklığı doğru değere ayarlayın.
Besleme plakası ile düğme kılavuzu arasındaki “C” açıklığını
2±0,5 mm’ye ayarlayın.
Düğme kılavuzu ile besleme plakası arasındaki “C” açıklığını
ayarlamak için düğme kılavuzunu düzeltin.
Düğme kılavuzu
−
26
−
Page 29

(5) Besleme çanağının konumunun ayarlanması
Besleme ünitesi tabanındaki altı kilitleme somununu
gevşetin ve besleme çanağının düğme çıkışı ile hazne arasında en fazla 0,5 mm’lik bir seviye farkı olduğunda besleme
çanağı yukarı gelecek şekilde yüksekliği ayarlayın.
Seviye farkı çok fazlaysa, iki düğme besleme plakasına üst
üste girer. Bu yüzden dikkatli olun..
Hazne
0,5 mm dahilinde
Hazne
Besleme çanağı montaj vidası
Düğmelerin çıkışı
Besleme çanağı ile hazne arasındaki uygun “ℓ” açıklığı yaklaşık olarak 1 ila 1,5 mm’dir.
Ayar somununu gevşetin ve düğme besleme ünitesini bütün olarak hareket ettirerek konumu ayarlayın.
Hassas bir ayar yapmak için, besleme çanağının montaj vidasını gevşetin ve besleme çanağının konumunu değiştirin.
ℓ
−
27
−
Page 30

16. Düğmelerin değiştirilmesi (düğme besleme ünitesi tarafında)
UYARI:
Dikiş makinesinin aniden çalışması nedeniyle olabilecek kazaları önlemek için, çalışmaya başlamadan
önce gücü KAPALI konuma getirin.
Düğme şeklini değiştirirken, dikiş çeşidini değiştirirken veya dikiş genişliğinin artırırken/azaltırken, iğnenin
giriş noktasına dikkat edin. İğne düğme deliğinin dışına uzanırsa veya dikiş çeşidi düğme kıskaç ünitesinin
dışına uzanırsa, dikiş sırasında iğne düğme deliğine veya düğme tutucu ünitesine temas eder ve iğnenin
kırılması veya benzer tehlikelere neden olur.
●
Aşağıda düğme değiştirme prosedürü kısaca açıklanmıştır.
(1) Düğmenin delik sayıları değiştiğinde ( )
1) Düğme taşıyıcının da uygun olarak değiştirilmesi gerekir.
2) Düğme taşıyıcı düğme taşıyıcının başlangıç konumuna
ayarlayın (Düğme taşıyıcıya düğmenin yerleştirildiği konum).
3) Düğmedeki delik sayısı ve deliklerin merkezleri arasındaki
uzaklık (delikten deliğe mesafe) bakımından kullanılacak
Düğme taşıyıcı
düğmeye uygun olan düğme taşıyıcıyı seçin.
4) Düğme taşıyıcıyı ve ile gösterilen durduruculara
doğru bastırarak yerine yerleştirin.
5) Düğme şekli ve dikiş genişliğine uygun dikiş çeşidi numarasını ayarlayın.
İğne giriş noktasını hatasız olarak ayarlayın.
(2) Düğme kalınlığı değiştiğinde ( )
Ayar plakası
A
Düğme
1) Besleme çanağının içindeki düğmeler düzgün bir şekilde
akacak ve seçici plaka düz tarafı dönük olan düğmelerle
ters tarafı dönük olan düğmeleri birbirinden hatasız olarak
ayıracak şekilde ayarlayın.
“Besleme çanağının bileşenlerinin ayarlanması” bölümüne
başvurun.
2) Ayar plakasını kullanılacak düğmenin kalınlığına uygun
olarak ayarlayın. Ayar plakasını dikey yönde ayarlamak
için, vidayı gevşetin ve A boyutunu yaklaşık olarak 0,7
mm’ye ayarlayın.
−
28
−
Page 31

(3) Düğmenin dış çapı değiştiğinde ( )
○ Besleme çanağının içindeki düğmeler düzgün bir şekilde akacak ve seçici plaka düz tarafı dönük olan düğmelerle ters
tarafı dönük olan düğmeleri birbirinden hatasız olarak ayıracak şekilde ayarlayın.
○ Besleme plakası A’yı radyal yönde ayarlayın.
• Besleme plakası A farklı çaplarda üç deliğe sahiptir: bü-
Ayar plakası
Düğme
E
Besleme plakası A
yük, orta, küçük.
1) Küçük delik, dış çapı ø10 mm ila ø11,5 olan düğmeler için
kullanılır.
Orta delik, dış çapı ø11,5 mm ila ø15 olan düğmeler için
kullanılır.
Büyük delik, dış çapı ø15 mm ila ø18 mm olan düğmeler
için kullanılır.
Ancak, ilgili deliklerin yukarıda bahsedilen dış çapları refe-
rans olarak kullanılmalıdır.
2) Ayar plakasını, deliğe bir düğme yerleştirildiğinde E, 0 olacak şekilde ayarlayın.
3) Kullanılacak deliği küçükten orta deliğe değiştirirken, besleme plakası A’nın çerçevesini kullanılacak düğmenin seçilen deliğe oturmasını sağlayacak şekilde hareket ettirin.
(Dikkat) Besleme plakasındaki vidayı (plastikten yapılmış)
aşırı derecede sıkmadığınızdan emin olun.
[Örnek]
Düğme besleme ünitesi bileşenlerinin aşağıdaki düğme değişikliklerine uyarlanması
ø2
ø15
3,2 mm
3 mm
ø2
2,6 mm
ø10
1,8 mm
3,2 mm
A. İki düğmenin deliklerinin merkezleri arasındaki mesafe (2,6 → 3,2) ve delik sayıları (2 → 4) farklı olduğundan düğme taşıyıcı
ve dikiş genişliğinin değiştirilmesi gerekir.
B. Düğme kalınlığı 1,8’den 3’e değiştiği için besleme plakasının dikey yönde ayarlanması gerekir.
C. Kullanılacak besleme plakasının deliği küçük delikten orta deliğe değiştirilmeli ve düğmenin dış çapı ø10 mm’den ø15 mm’ye
değiştiği için ayar plakası da ayarlanmalıdır.
D. Besleme çanağı bileşenlerinin ayarlanması gereklidir.
Kullanılacak düğmeyi her değiştirişinizde, bileşenlerde yukarıda bahsi geçen A, B ve C değişikliklerinin yapılmasının
gerekip gerekmediğini kontrol edin. Ardından, eğer gerekliyse, bileşenlerde ayarlama yapın.
−
29
−
Page 32

VI. ALARM NO. GÖSTERGESİ (düğme besleme ünitesi (BR) tarafında)
Çalışma paneli üzerindeki alarm gösterge lambası yavaş bir şekilde yanıp sönmeye başlarsa, kontrol kutusunun ön yüzünde
belirtilen ilgili alarm numarası çalışma paneli üzerinde gösterilir.
Göster-
№
10
12
13
14
ge
0
1
2
(Yanıp
söner)
3
4
5
6
7
8
9
11
(Yanıp
söner)
Sorunlar Sebepler Düzeltici önlemler Sıfırlama yolu
Normal çalışma (dikiş makinesinin normal bekleme
durumu sırasında ortaya
çıkan)
RAM kontrol hatası
CPU kontrol hatası
Dikiş makinesinin starteri arızalı.
Hassas konumlandırma
hatası
Otomatik düğme boşaltma fonksiyonu üç kez
art arda çalışınca oluşur.
Spinner salınımlı kol
hatası (Motor önceden
belirlenen süreyi aşacak
şekilde AÇIK konumda
tutulduğunda.)
Spinner salınımlı kol
hatası (Motor önceden
belirlenen süreyi aşacak
şekilde AÇIK konumda
tutulduğunda.)
Kullanılmıyor.
Kullanılmıyor.
Düğmeyi konumlandırma anahtarı bozuk
durumda veya arızalı
çalışıyor.
Başlatma anahtarı bozuk
durumda veya arızalı
çalışıyor.
Dikiş makinesini başlatma koşulu hatası (Spinner salınımlı kol motoru
başlatma anahtarı AÇIK
konuma getirilmemiş.)
Kullanılmıyor.
Kullanılmıyor.
Hassas konumlandırma
çalışması koşulu hatası
(Endeks anahtarı AÇIK
konuma getirilmemiş.)
Dikiş makinesi hatası
Güç anahtarı AÇIK konumda.
Parça baskı aya-
ğı( )indirilmiş du-
rumda.
• CPU devre kartındaki RAM arızalı.
• Kendi kendine teşhis hatası
• Dikiş makinesi başlatılabiliyorsa: LKBR röle kablosu bağlı değildir.
• Dikiş makinesi başlatılamıyorsa: 24V
devre kesici tripi söz konusudur
• Düğme taşıyıcı düğmedeki deliklerin
arasındaki uzaklığa uygun değil.
• Hassas konumlandırmanın tamamlandığını belirten sensör bozuk (arızalı).
• Hassas konumlandırma çubuğu,
üçlü tırnak ve düğme taşıyıcının
merkezleri birbirleriyle hizalı değil.
• Motorun aşırı yüklenmesi (Spinner
salınımlı koluna bir düğme sıkışmış
ya da motor mekanik olarak kilitlenmiş.)
• F4 (6,3A) sigorta atmış.
• Motorun aşırı yüklenmesi (Spinner
salınımlı koluna bir düğme sıkışmış
ya da motor mekanik olarak kilitlenmiş.)
• F5 (2A) sigorta atmış.
• Spinner salınımlı kolun başlangıç
noktası düzgün olarak ayarlanmamış.
• Spinner salınımlı kolu kontrol etmek
için kullanılan motor bozuk.
Endeks ünitesi başlangıç konumunda değil. (Motor, arızalı olduğu için
aşırı çalışıyor.)
Dikiş makinesi tarafında hata
Çalışma kutusunun hazırlığı tamamlanmadı
Dikiş makinesinin öğe seçim LED’i
parça baskı ayağının indirildiği ko-
numda ( ).
- - -
CPU devre kartını değiştirin.
Röle kablosunu değiştirin. Sıfırlama anahtarına
Düğme taşıyıcıyı değiştirin.
RFIN sensörünü değiştirin. (RFIN sensörünü
ayarlayın.)
Çubuğun merkezini üçlü
tırnağın ve düğme taşıyıcının merkezi ile hizalayın.
Düğmeyi çıkarın. (“Çalıştırma sırasında dikkat
edilmesi gerekenler” bölümüne bakın.)
Sigortayı değiştirin.
Düğmeyi çıkarın.
Sigortayı değiştirin.
- - -
- - -
Düğme konumlandırma
anahtarını yeniden ayarla-
-
-
-
-
yın.
Düğme konumlandırma
anahtarını değiştirin.
Başlatma anahtarını yeniden ayarlayın.
Başlatma anahtarını değiştirin.
Başlangıç konumu sensörünü yeniden ayarlayın.
Spinner salınımlı kol motorunu değiştirin.
-
-
Endeks ünitesi motorunu
değiştirin.
-
Makinenin gücünü
yeniden AÇIK konuma getirin.
basın. 24V SIFIRLAMA düğmesine basın.
Sıfırlama anahtarına
basın.
Makinenin gücünü
KAPALI konuma getirin, sorunun nedenini
ortadan kaldırın ve
ardından makinenin
gücünü tekrar AÇIK
konuma getirin.
Makinenin gücünü
KAPALI konuma getirin, sorunun nedenini
ortadan kaldırın ve
ardından makinenin
gücünü tekrar AÇIK
konuma getirin.
Sıfırlama anahtarına
basın.
Sıfırlama anahtarına
basın.
Spinner salınımlı
kolunu elle başlangıç
konumuna döndürün.
Manüel çalıştırma
anahtarına basın.
-
-
Sıfırlama anahtarına
basın.
Dikiş makinesi hatasını giderin.
Hazır tuşuna basın.
Seçim tuşuna basın.
−
30
−
Page 33

VII. DÜĞME BESLEMEDE YAŞANAN SORUNLAR VE DÜZELTİCİ ÖNLEMLER
Sorun (Olay) Sebep Düzeltici önlemler
1. Dikişin başlangıcında
iplik iğneden çıkıyor.
Ya da makine düğme
dikmeye düğme dikiş
prosedürünün ara bir
adımından başlıyor.
2. Sık sık iğne kırılıyo
3. Malzemenin ters tarafının bitmiş durumu
aşırı derecede düşük
kaliteli.
4. Düğme doğru konuma dikilmemiş.
İğnenin üzerinde kalan iğne ipliğinin
uzunluğu çok kısa.
Malzeme kayıyor.
Tokatlayıcı ipliğe basmıyor.
Dikiş makinesi dikişin başlangıcında
çok hızlı çalışıyor.
İğne düğmenin deliklerinin kenarına
çarpıyor.
İğne deliği kılavuzunun çıkıntısı,
besleme plakasının girintili bölümü
ile temas ediyor.
Kullanılan iğne çok ince.
İğnenin üzerinde kalan iğne ipliğinin
uzunluğu çok uzun.
Tokatlayıcının iplik yakalama gücü
çok fazla.
Arka tarafı yuvarlak şekilli bir düğme
dikilirken, malzemenin ters tarafındaki dikişler iplik yumağı oluşturarak
toplanır.
Düğme doğru dikiş konumuna sabit-
lenmemiş.
Düğme kıskacının yaprak yayı aşırı
derecede çalışıyor.
Arka tarafı yuvarlak şekilli bir düğ-
me kullanılırken, iplik düğmenin alt
yüzeyi ile iğne deliği kılavuzunun
çıkıntısının üst yüzeyi arasına girer.
Sonuç olarak, düğme rahat bir şekilde beslenemez.
• 1 numaralı gerilim kontrolörünün iplik gerginliğini
azaltın.
• 2 numaralı gerilim kontrolörünün diskteki serbest
miktarını ayarlayın.
• Daha yüksek çıkıntılı bir iğne deliği kılavuzu kullanın.
• Kol plakası şu ankinden daha ince bir düğme kıskacı kullanın.
• Tokatlayıcı yayını düzeltin.
• Yumuşak başlangıçta dikiş sayısını artırın (bellek
düğmesi).
(Örnek : 400 → 400 → 400 → 900 → )
• Düğme kıskacı çene kolunun konumunu ayarlayarak iğnenin düğme deliğinin tam ortasına girmesini
sağlayın.
• Besleme plakasının konumunu iğne deliği kılavuzunun çıkıntısı ile temas etmeyecek şekilde ayarlayın. Dikiş boyutu kullanılan besleme plakası için
büyükse, orta boy ya da büyük düğmelere uygun
bir besleme plakası ile değiştirin.
• Dikilen ürüne ya da düğmedeki deliklere göre iğne
ölçüsünü değiştirin.
• 1 numaralı gerilim kontrolörünün iplik gerginliğini
artırın.
• 2 numaralı gerilim kontrolörünün diskteki serbest
zamanını ayarlayın.
• Tokatlayıcı yayın basıncını azaltın.
• Mevcut düğme kıskacını kol plakası şu ankinden
daha kalın olan bir düğme kıskacı ile değiştirin.
• Düğme kıskacının çalışmasını iyileştirin.
• Düğme kıskacı çene kolunun yayını düzelterek
düğmeyi tutma gücünü artırın.
• Yaprak yayın aşırı derecede çalışmaması için yayı
düzeltin.
• Mevcut düğme kıskacını kol plakası şu ankinden
daha kalın olan bir düğme kıskacı ile değiştirin.
−
31
−
Page 34

VIII. İSTEĞE BAĞLI PARÇALAR
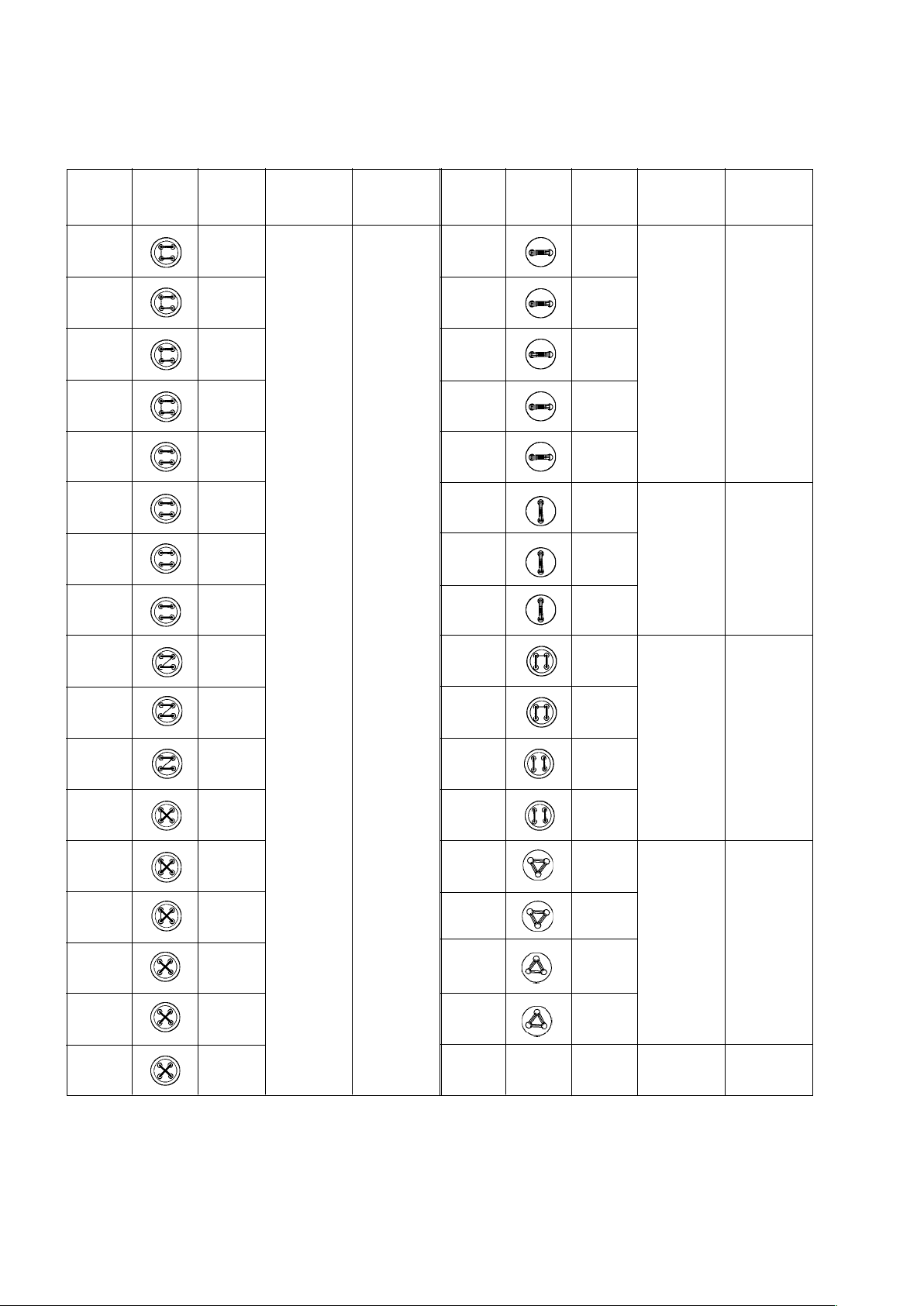
1. Düğme taşıyıcı türleri
4 delikli düğme için
Düğme taşıyıcının şekli
A
Boyut A (mm)
Bir düğmedeki delikler
arasındaki mesafe
Standart tip 2,6 1,0 165-57902 A
2,0 1,0 165-90507 Q
2,2 1,0 165-90606 R
2,4 1,0 165-88501 S
2,4 1,2 165-88600 T
2,6 1,2 165-88709 U
2,8 1,2 165-88808 V
3,0 1,2 165-88907 W
Özel sipariş tipi
3,0 1,5 165-89806 F1
3,1 1,0 165-87206 D
3,1 1,2 165-89004 X
Boyut B (mm)
Ayar pimi çapı
A
B
Parça No. Kod
3,1 1,4 165-89202 Z
3,2 Konik 165-89905 G1
3,6 1,2 165-90705 H1
4,0 1,2 165-89707 E1
−
32
−
Page 35

2 delikli düğme için
Düğme taşıyıcının şekli
Boyut A (mm)
Bir düğmedeki delikler
arasındaki mesafe
Standart tip 3,2 1,2 165-58009 B
2,0 1,0 165-87305 E
2,2 1,0 165-87404 F
2,4 1,0 165-87503 G
2,4 1,2 165-87909 L
2,6 1,0 165-87602 H
Özel sipariş tipi
2,6 1,2 165-88006 M
2,8 1,0 165-87701 J
2,8 1,2 165-88105 N
3,0 1,0 165-87800 K
3,0 1,2 165-88204 P
Boyut B (mm)
Ayar pimi çapı
A
B
Parça No. Kod
2. Aparat
Parça adı Parça No. Uygulama
Düğme aralama parçası (Q124)
× 2
Q124 için aralama parçası
× 2
3,8 1,2 165-87107 C
MAQ124000A0 Düğmeleri aralarında eşit bir aralık bırakarak dikmede etkilidir.
(İki ahşap vidası dahil)
Q124 için aralama parçasını, alt kısmına vida (2 adet) takarak
ya da yüksekliği ayarlamak için yaklaşık 25 ila 27 mm’lik bir
aralama parçasını kullanarak hazırlayın.
40018337
Bu, düğme aralama parçasını (Q124) LK-1903AN/BR35’e
monte etmek için kullanılan ara parçadır. Q124 ile birlikte aksesuar olarak sağlanan ahşap vidalarını kullanarak dikiş makinesine sabitleyin.
SL6041092TN x 2
Düğme aralama parçasını (Q124) Q124 aralama parçasına
monte etmek için vidalar kullanılır.
−
33
−
Page 36

3. Diğerleri
Parça adı Parça No. Uygulama
İğne deliği kılavuzu
B
A
C
A=1,6 B=3,5 C=1,1
Kalın düğmeler için düğme kıskacı
çene kolu tertibatı, sol
Kalın düğmeler için düğme kıskacı
çene kolu tertibatı, sağ
D2426284Y00 Düğmenin ters tarafı ile iğne deliği kılavuzu arasında hiç
boşluk olmadığında kullanılır.
MAZ088220BAA
İğne deliği kılavuzu yukarıda bahsedilenle değiştirilmiş
olsa bile, düğmenin ters tarafı ile iğne deliği kılavuzu
arasında hiç boşluk olmadığında kullanılır. (Kalın
düğmeler için)
MAZ088230BAA Aynı şekilde
İş aparatı, büyük
9,5 mm
İş aparatı (oyuklu)
Arka yüzey
8 mm
İş aparatı (girintili uçlu)
8 mm
İş aparatı (girintili uçlu)
9,5 mm
16557704 Bu iş aparatının şekli standart tipteki iş aparatı ile aynıdır
ve geniş bir düğme çapına sahiptir.
Çapı yaklaşık ø18 mm olan büyük düğmeler için uygundur.
Bu iş aparatı standart iş aparatı ile değiştirdiğinizde, hassas konumlandırmayı tamamlama anahtarını yeniden ayarlayın.
18257006 Bu iş aparatı standart çapta bir tabana sahiptir fakat alt yü-
zeyinde artı şeklinde bir oyuk bulunur. Standart iş aparatı
kullanılırken rahat bir şekilde dönmeyen özel şekilli düğmelere (örneğin mermer düğmelere) uygundur.
18257105 Bu iş aparatı standart çapta bir tabana sahiptir fakat alt
yüzeyinde konik bir girinti bulunur. Üst yüzeyleri çıkıntılı
mermer düğmeler gibi düğmeler için uygundur.
18257204 Bu iş aparatı 18257105 ile şekil olarak aynıdır ama daha
geniş bir taban çapına sahiptir. Bu iş aparatı standart iş
aparatı ile değiştirdiğinizde, hassas konumlandırmayı tamamlama anahtarını yeniden ayarlayın.
−
34
−
Page 37

Parça adı Parça No. Uygulama
Besleme plakası tertibatı ø13,5 mm
Hazne, küçük
(Besleme plakası tertibatı ø22 mm)
18200956
18201103
(16568651)
Standart besleme plakası ile kıyaslandığında bu besleme
plakası düğmeleri taşımak için daha küçük deliklere (13,5
mm) sahiptir. Çapı ø10 mm olan küçük bir düğmenin
(özellikle sedef düğmeler) beslenmesi gerektiğinde,
düğme üçlü tırnağa ulaştığında ters dönebilir ya da üçlü
tırnak kapandığında düğmenin şeklinde dolayı çatlayabilir.
Bu tip sorunları önlemek için, besleme plakası küçük haz-
Delik çapı ø13,5 mm
Seçici plaka tertibatı, ekstra küçük
(Seçici plaka, büyük)
Sıralı düzenleme plakası A 18213207 Bu sıralı düzenleme plakası mermer şekilli düğmeler dahil
18251553
(GBR01424000)
ne ile birlikte kullanılmalıdır.
Çapı ø16 mm ya da daha büyük düğmeler kullanırken, ø22
mm’lik besleme plakası tertibatını kullanın. Bu durumda
standart hazne kullanılabilir.
Bu seçici plaka GBR011220A0 kodlu seçici plakadan daha
küçüktür. Çapı yaklaşık ø10 mm olan düz düğmelere (özellikle sedef düğmelere) uygundur, çünkü bu tip düğmeler
kullanırken küçük seçici plaka düğmelerin düz tarafını ve
ters tarafını tutarlı bir şekilde ayırt edemez.
Büyük düğmeler kullanırken büyük seçici plakayı kullanın.
olmak üzere standart düzenleme plakalarına sıkışma ihtimali olan düğmelerin dikişi için uygundur.
Bu plaka düğmelerin sıkışmasını önlemek için tasarlanmıştır.
Ortalama halkası, büyük 16558207 Düğme taşıyıcı E, F ya da H’nin başlangıç noktasını ortala-
mak için bu halkayı kullanın.
−
35
−
 Loading...
Loading...