

JUKI LK-1900B/IP-420 Instruction Manual [tr]
TÜRKÇE
LK-1900B / IP-420
KULLANMA KILAVUZU
* “CompactFlash(TM)”, bir A.B.D şirketi olan SanDisk Corporation’a ait ticari bir markadır.

İÇİNDEKİLER
1. ÇALIŞMA PANELİNDEKİ HER BÖLÜMÜN ADI ............................................................. 1
1-1 Gövde ....................................................................................................................................................1
1-2 Genel olarak kullanılan düğmeler.......................................................................................................3
2. IP-420’UN TEMEL KULLANIMI ....................................................................................... 4
3. DİKİŞ ŞEKLİ SEÇİMİ SIRASINDA LCD EKRAN KISMI ................................................. 5
3-1 Dikiş şekli veri girişi ekran görünümü ...............................................................................................5
3-2 Dikiş ekranı ...........................................................................................................................................8
4. DİKİŞ ŞEKLİNİN SEÇİLMESİ ........................................................................................ 11
5. DİKİŞ ŞEKLİ LİSTESİ ....................................................................................................14
5-1 LK-1900B / LK-1901B / LK-1902B .....................................................................................................14
5-2 LK-1903B ............................................................................................................................................16
6. ÖĞE VERİLERİNDE DEĞİŞİKLİK YAPMAK................................................................. 17
7. DİKİŞ ÇEŞİDİ ŞEKLİNİN KONTROL EDİLMESİ ..........................................................19
8. İĞNENİN HER GİRİŞ NOKTASINDA İPLİK GERGİNLİĞİ KOMUTUNU DEĞİŞTİR-
ME .................................................................................................................................. 21
8-1 iğnenin her giriş noktasında iplik gerginliği komutu ekleme ya da değiştirme ...........................21
8-2 iğnenin her giriş noktasında iplik gerginliği komutunu silme .......................................................23
9. YAĞLAMA HATASI MESAJINI SİLME .......................................................................... 25
10. GEÇİCİ DURDURMANIN KULLANILMASI ................................................................. 26
10-1 Dikişin belli bir noktasından itibaren dikişe devam edilmesi ......................................................27
10-2 Yeniden dikişi baştan yapmak için .................................................................................................28
11. MASURAYA İPLİK SARMA .........................................................................................29
12. SAYAÇ KULLANIMI ..................................................................................................... 30
12-1 Sayaç ayar prosedürü .....................................................................................................................30
12-2 Artarak sayımdan çıkma prosedürü ...............................................................................................33
12-3 Dikiş sırasında sayaç değerinin değiştirilmesi .............................................................................33
13. KULLANICIYA ÖZEL DİKİŞ ÇEŞİDİNİN YENİ KAYDININ YAPILMASI ...................... 34
14. DİKİŞ ÇEŞİDİ DÜĞMESİ İÇİN YENİ KAYIT YAPILMASI ............................................ 35
15. DİKİŞ ŞEKLİ DÜĞMESİ SEÇİMİ SIRASINDA LCD EKRAN KISMI ...........................36
15-1 Dikiş çeşidi düğmesi veri giriş ekranı ............................................................................................36
15-2 Dikiş ekranı .......................................................................................................................................39
16. DİKİŞ ÇEŞİDİ DÜĞMESİ NUMARASININ SEÇİLMESİ .............................................. 42
16-1 Veri girişi ekranından seçim yapma ...............................................................................................42
16-2 Kısa yol düğmesiyle seçme ............................................................................................................43
17. DİKİŞ ÇEŞİDİ DÜĞMESİNİN İÇERİĞİNİN DEĞİŞTİRİLMESİ .................................... 44
18. DİKİŞ TİPİNE İSİM VERME ......................................................................................... 46
19. DİKİŞ ÇEŞİDİ DÜĞMESİNİN KOPYALANMASI ......................................................... 47
i

20. DİKİŞ MODUNUN DEĞİŞTİRİLMESİ .......................................................................... 49
21. BİRLEŞİK DİKİŞ SIRASINDA LCD EKRAN KISMI ....................................................50
21-1 Dikiş çeşidi giriş ekranı ...................................................................................................................50
21-2 Dikiş ekranı .......................................................................................................................................52
22. BİRLEŞİK DİKİŞ DİKME ..............................................................................................55
22-1 Birleşik verilerin oluşturulması ......................................................................................................55
22-2 Birleşik verilerin seçimi ...................................................................................................................56
22-3 Birleşik verilerin silinmesi...............................................................................................................57
22-4 Birleşik veri adımının silinmesi ......................................................................................................58
23. BELLEK DÜĞMESİ VERİLERİNİN DEĞİŞTİRİLMESİ ................................................ 59
23-1 Bellek düğmesi verilerinin değiştirilmesi ......................................................................................59
23-1-1 Seviye 1 ....................................................................................................................................................... 59
23-1-2 Seviye 2 ....................................................................................................................................................... 61
23-2 Bellek düğmesi veri listesi ..............................................................................................................62
23-2-1 Seviye 1 ....................................................................................................................................................... 62
23-2-2 Seviye 2 ....................................................................................................................................................... 68
24. HATA KODU LİSTESİ .................................................................................................. 72
25. MESAJ LİSTESİ...........................................................................................................80
26. İLETİŞİM FONKSİYONUNUN KULLANILMASI .......................................................... 83
26-1 Olası verilerin yönetimi ...................................................................................................................83
26-2 Ortamı kullanarak iletişim kurmak .................................................................................................84
26-3 Formatlama yapmak .......................................................................................................................87
26-4 İletişim kurmak .................................................................................................................................88
26-5 Verilerin alınması .............................................................................................................................89
26-6 Birden fazla verinin birlikte alınması..............................................................................................91
27. BİLGİ FONKSİYONU ................................................................................................... 93
27-1 Bakım denetim bilgilerini inceleme ................................................................................................93
27-2 Kontrol zamanının girilmesi ............................................................................................................95
27-3 Uyarının iptal edilmesi prosedürü ..................................................................................................96
27-4 Üretim kontrol bilgilerini inceleme .................................................................................................97
27-4-1 Bilgi ekranından izleme halinde ................................................................................................................ 97
27-4-2 Dikiş ekranından izleme halinde ............................................................................................................... 99
27-5 Üretim kontrol bilgilerini düzenleme ............................................................................................100
27-6 Çalışma ölçüm bilgilerini izleme...................................................................................................104
28. DENEME DİKİŞİ FONKSİYONU ................................................................................108
28-1 Deneme dikişinin yapılması ..........................................................................................................108
29. İPLİK GERGİNLİK DEĞERİNİN RENKLERLE GÖSTERİLMESİ, RENK LİSTESİ .. 111
30. DİKİŞ ÇEŞİDİ VERİLERİNİ ÇAĞIRMA ONAY/RED AYARLARI ............................... 112
31. BASKI AYAĞI BAŞLANGIÇ NOKTASININ AYARLANMASI .................................... 113
32. TUŞ KİLİDİNİN UYGULANMASI ............................................................................... 114
33. SÜRÜM BİLGİLERİNİN İZLENMESİ ......................................................................... 116
ii

34. KONTROL PROGRAMININ KULLANILMASI ........................................................... 117
34-1 Kontrol programı ekran görünümüne geçilmesi.........................................................................117
34-2 Dokunmatik panel telasinin gerçekleştirilmesi ......................................................................... 119
34-3 LCD kontrolünün yapılması ..........................................................................................................122
34-4 Sensör kontrolünün yapılması .....................................................................................................123
34-5 Ana motorun devir sayısı kontrolü ...............................................................................................126
34-6 Çıkış kontrolünün yapılması .........................................................................................................127
34-7 X/Y motor/başlangıç sensörleri kontrolünün yapılması .............................................................129
34-8 Baskı ayağı/iplik kesici motor/başlangıç sensörü kontrolü .......................................................130
34-9 İplik tutucu motoru/başlangıç sensörü kontrolü ........................................................................131
34-10 Sürekli çalışmanın gerçekleştirilmesi ........................................................................................132
35. BAKIM PERSONELİ SEVİYESİNDE İLETİŞİM EKRANI .......................................... 133
35-1 Yönetilebilir veriler .........................................................................................................................133
35-2 Bakım personeli seviyesinde ekran görünümüne geçilmesi .....................................................134
35-3 Programı yeniden yazdırmak ........................................................................................................135
36. BAKIM PERSONELİ SEVİYESİNDE BİLGİ EKRANI ................................................ 137
36-1 Hata kaydı ekran görünümü..........................................................................................................137
36-2 Çalışmayla ilgili kümülatif bilgi ekran görünümü .......................................................................139
iii
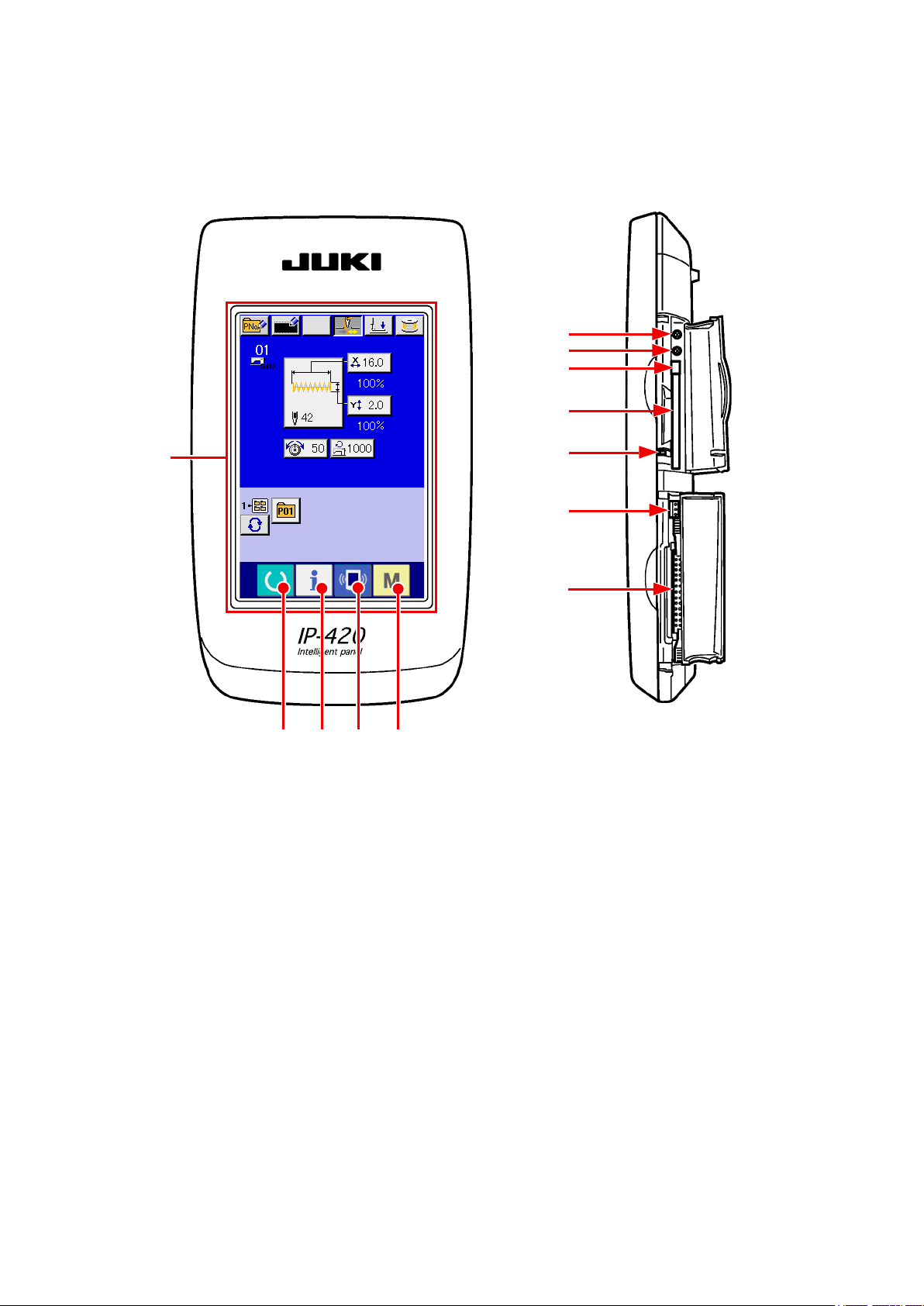
1. ÇALIŞMA PANELİNDEKİ HER BÖLÜMÜN ADI
1-1 Gövde
①
(Ön)
(Sağ taraf)
⑥
⑦
⑧
⑨
⑩
⑪
⑫
②
③
④ ⑤
– 1 –
Dokunmatik panel - LCD ekran bölümü
①
②
③
④
⑤
Kontrast kontrolü Kontrast kontrolü
⑥
Parlaklık kontrolü
⑦
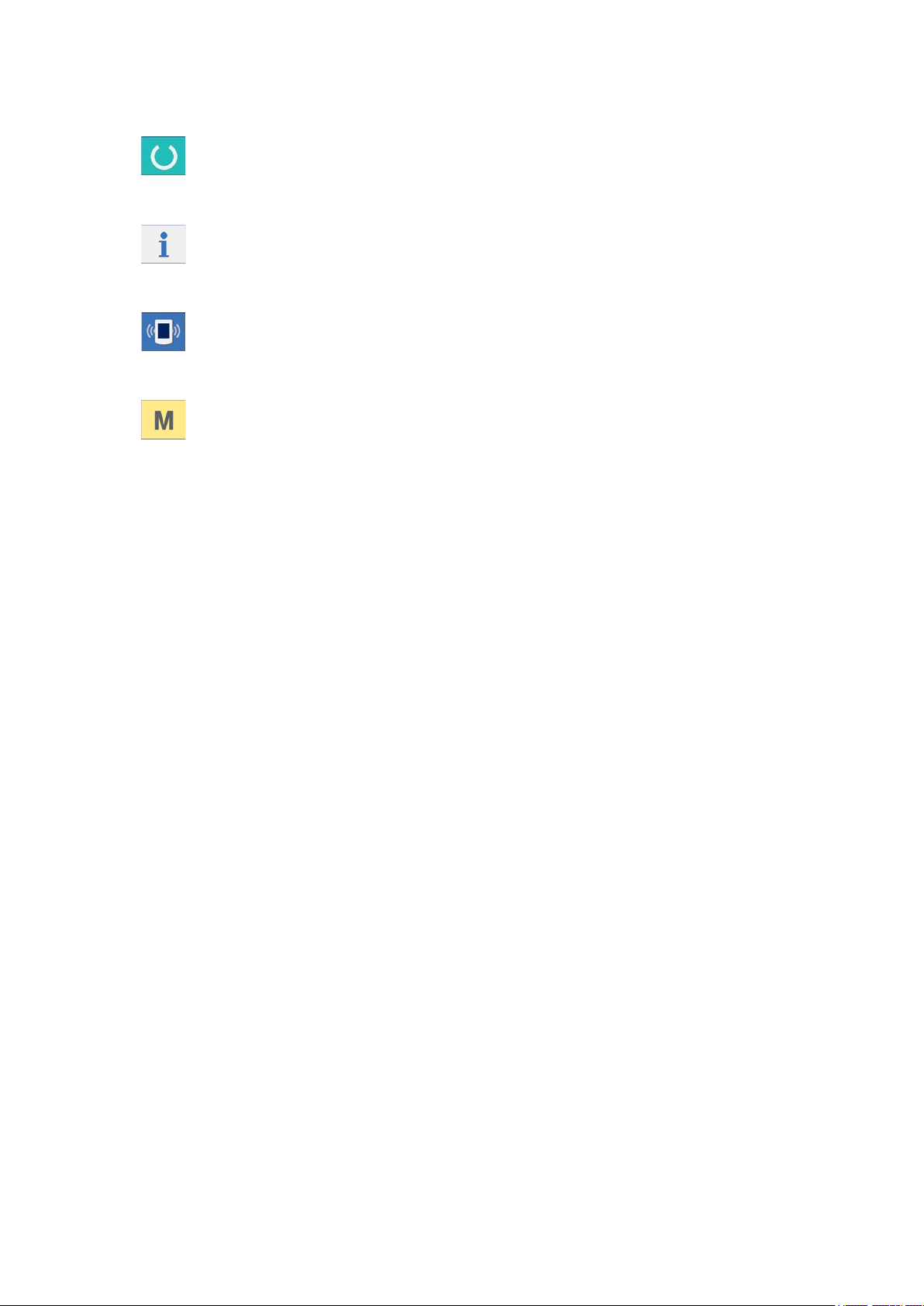
HAZIR tuşu
BİLGİ tuşu
İLETİŞİM tuşu
MOD tuşu
Veri giriş ekranı ve dikiş ekranları arasında geçiş
→
yapılabilir.
Veri giriş ekranı ve bilgi ekranları arasında geçiş
→
yapılabilir.
Veri giriş ekranı ve iletişim ekranları arasında ge-
→
çiş yapılabilir.
Veri giriş ekranı ile çeşitli ayrıntılı ayarların yapıl-
→
dığı mod değişim ekranları arasında geçiş yapılır.
CompactFlash (TM) çıkarma düğmesi
⑧
CompactFlash (TM) yuvası
⑨
Kapak algılama anahtarı
⑩
Harici anahtar konektörü
⑪
Kumanda kutusu bağlantı konektörü
⑫
– 2 –
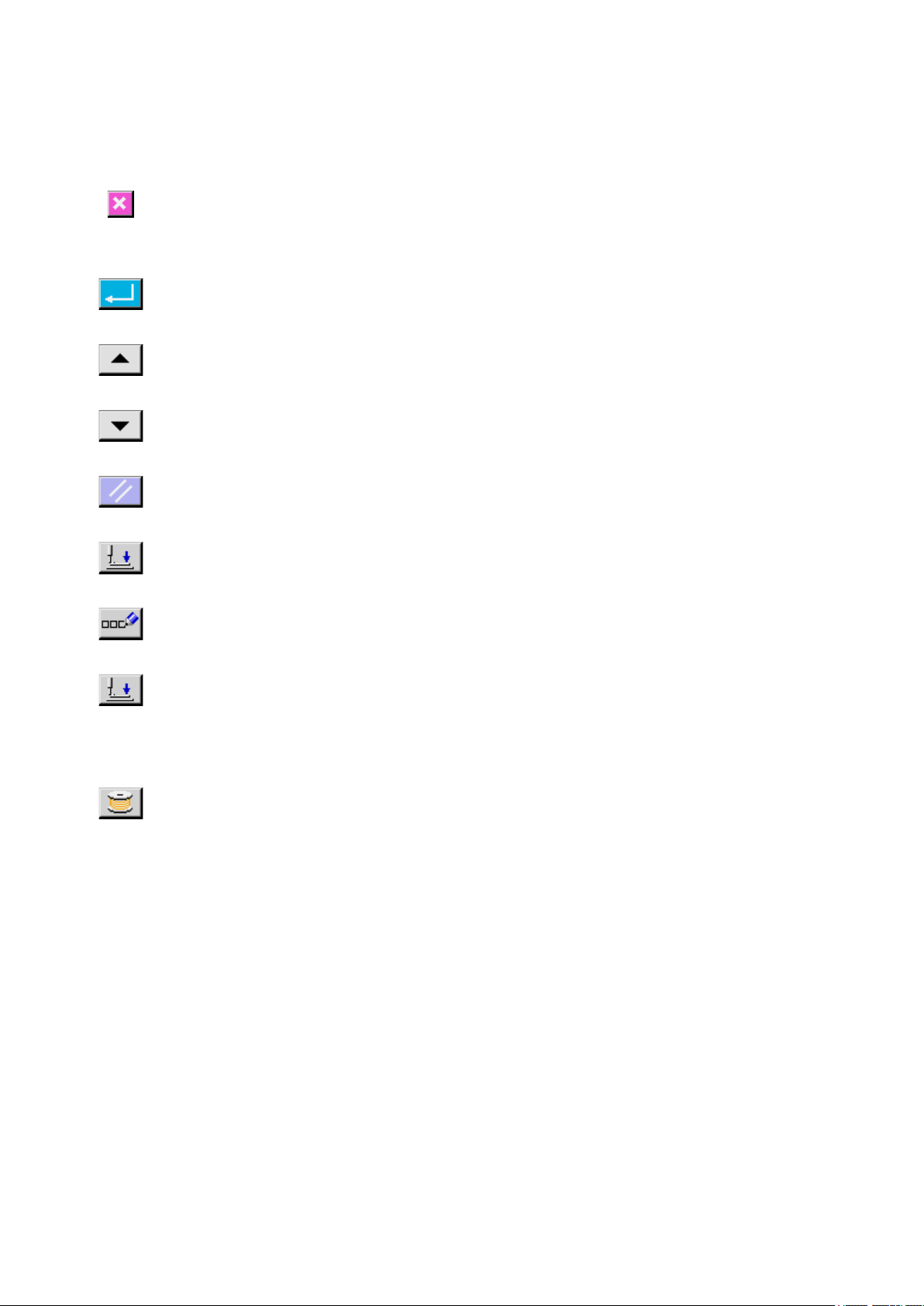
1-2 Genel olarak kullanılan düğmeler
IP-420 ekranlarında genel işlemleri gerçekleştiren düğmeler aşağıda tanımlanmıştır :
İPTAL düğmesi
ENTER düğmesi
YUKARI KAYDIRMA düğmesi
AŞAĞI KAYDIRMA düğmesi
SIFIRLAMA düğmesi
SAYISAL GİRİŞ düğmesi
KARAKTER GİRİŞ düğmesi
Bu düğme ileti ekranını kapatır.
→
Veri değişim ekranı söz konusu ise, veri değişimi iptal edilebilir.
Bu düğme, değiştirilen veriyi onaylar.
→
Bu düğme, düğmeyi ya da ekran görünümünü yukarı yönde kay-
→
dırır.
Bu düğme, düğmeyi ya da ekran görünümünü aşağı yönde kay-
→
dırır.
Bu düğme, hata mesajını kaldırır.
→
Bu düğme ekrana on tuş getirir ve bu tuşlarla sayısal giriş yapıla-
→
bilir.
Bu düğmeyle, karakter girişi ekran görünümüne geçilir.
→
“18. DİKİŞ TİPİNE İSİM VERME” p.46
→
Voir
.
BASKI AYAĞI AŞAĞI düğmesi
MASURA SARIM düğmesi
Bu düğme, baskı ayağını aşağı indirir ve baskı ayağı aşağı ekran
→
görünümünü gösterir.
Baskı ayağını kaldırmak için, baskı ayağı aşağı ekranında görülen BASKI AYAĞI YUKARI düğmesine basın.
Bu düğme, masuraya iplik sarma işlemini gerçekleştirir.
→
“11. MASURAYA İPLİK SARMA” p.29
→
Voir
.
– 3 –
2. IP-420’UN TEMEL KULLANIMI
Bu Kullanım Kılavuzunda standart olarak LK-1900B anlatılmaktadır.
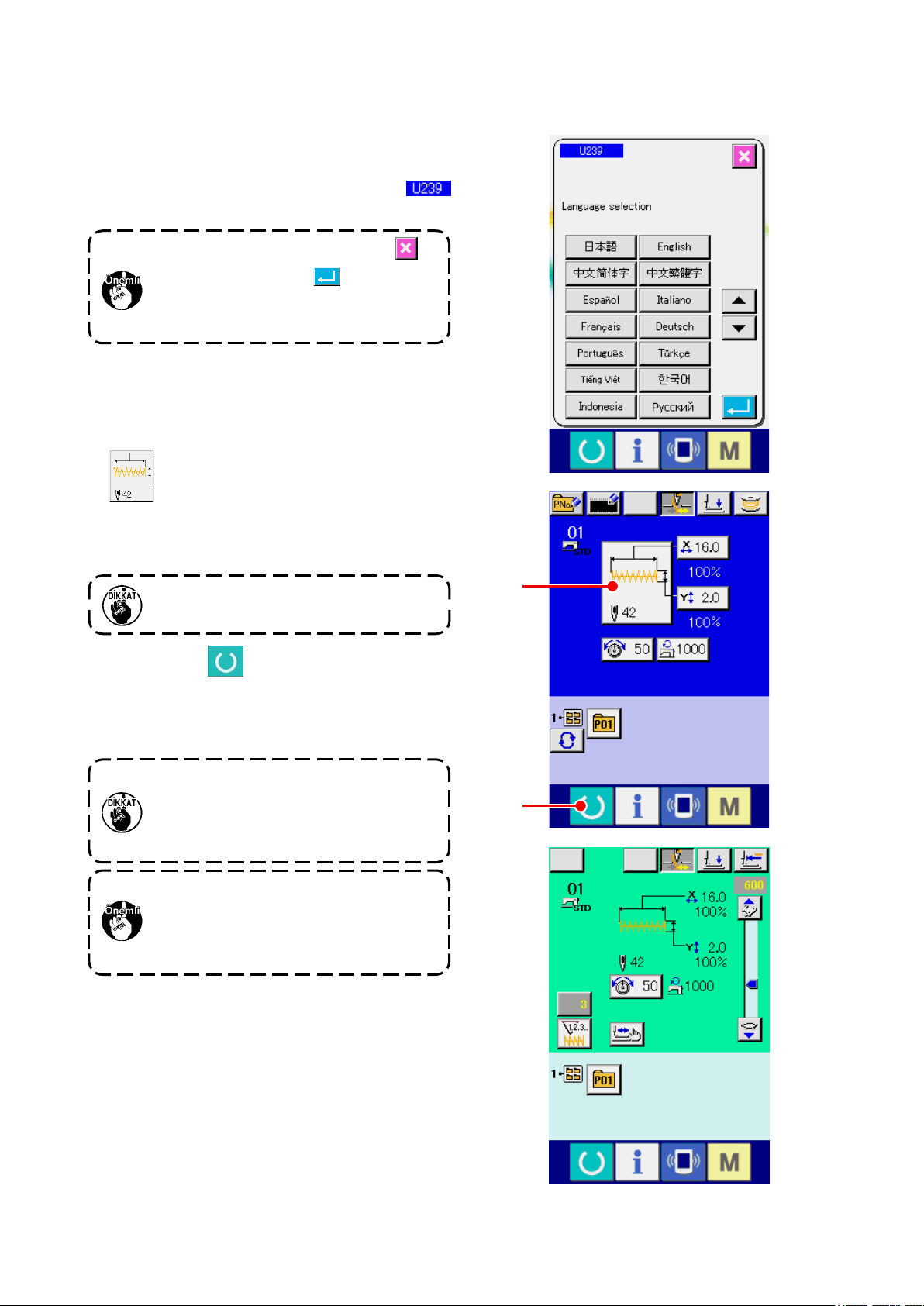
Güç şalterini AÇIK konuma getirin.
①
Güç AÇIK konuma getirildiği zaman, dil seçim ekranı görünümü gelir. Kullanılan dili belirleyin. (
bellek anahtarıyla değiştirmek mümkündür.)
Dili seçmeden İPTAL düğmesine ya
da ENTER düğmesine basılırsa, güç
tekrar AÇIK konuma getirildiği zaman
yeniden dil seçim ekranı görülür.
Dikmek istediğiniz dikiş çeşidinin numarasını seçin.
②
Güç AÇIK konumda olduğu zaman, veri giriş ekranı görünümüne geçilir. Ekranın ortasında seçilmiş
olan mevcut şekil, ŞEKİL SEÇİM düğmesinde
görülür, düğmeye basarak dikiş şekli
A
seçilebilir. Dikiş şekli seçme prosedürü için
KİŞ ŞEKLİNİN SEÇİLMESİ” p.11 .
Dikiş çeşidi numarası için, dikiş şekli listesine bakınız.
HAZIR tuşuna B basıldığı zaman, LCD ekra-
nın rengi yeşile döner ve dikiş makinesi dikiş yapabilecek duruma geçer.
Baskı ayağı kalkmış konumdayken parmaklarınızı kaptırmamaya dikkat edin,
çünkü baskı ayağı aşağı indikten sonra
hareket eder.
HAZIR tuşuna basmadan gücü KAPALI
konuma getirirseniz, “Dikiş çeşidi numarası”, “XY skalası” ve “maksimum devir
sayısı” ayarları belleğe kaydedilmez.
“4. Dİ-
A
B
Dikişi başlatın.
③
Dikilen ürünü baskı ayağı kısmına yerleştirin, dikiş
makinesini çalıştırmak için pedala basınca makine
çalışır.
Ekranla ilgili olarak
RASINDA LCD EKRAN KISMI” p.5
“3. DİKİŞ ŞEKLİ SEÇİMİ SI-
.
– 4 –
3. DİKİŞ ŞEKLİ SEÇİMİ SIRASINDA LCD EKRAN KISMI
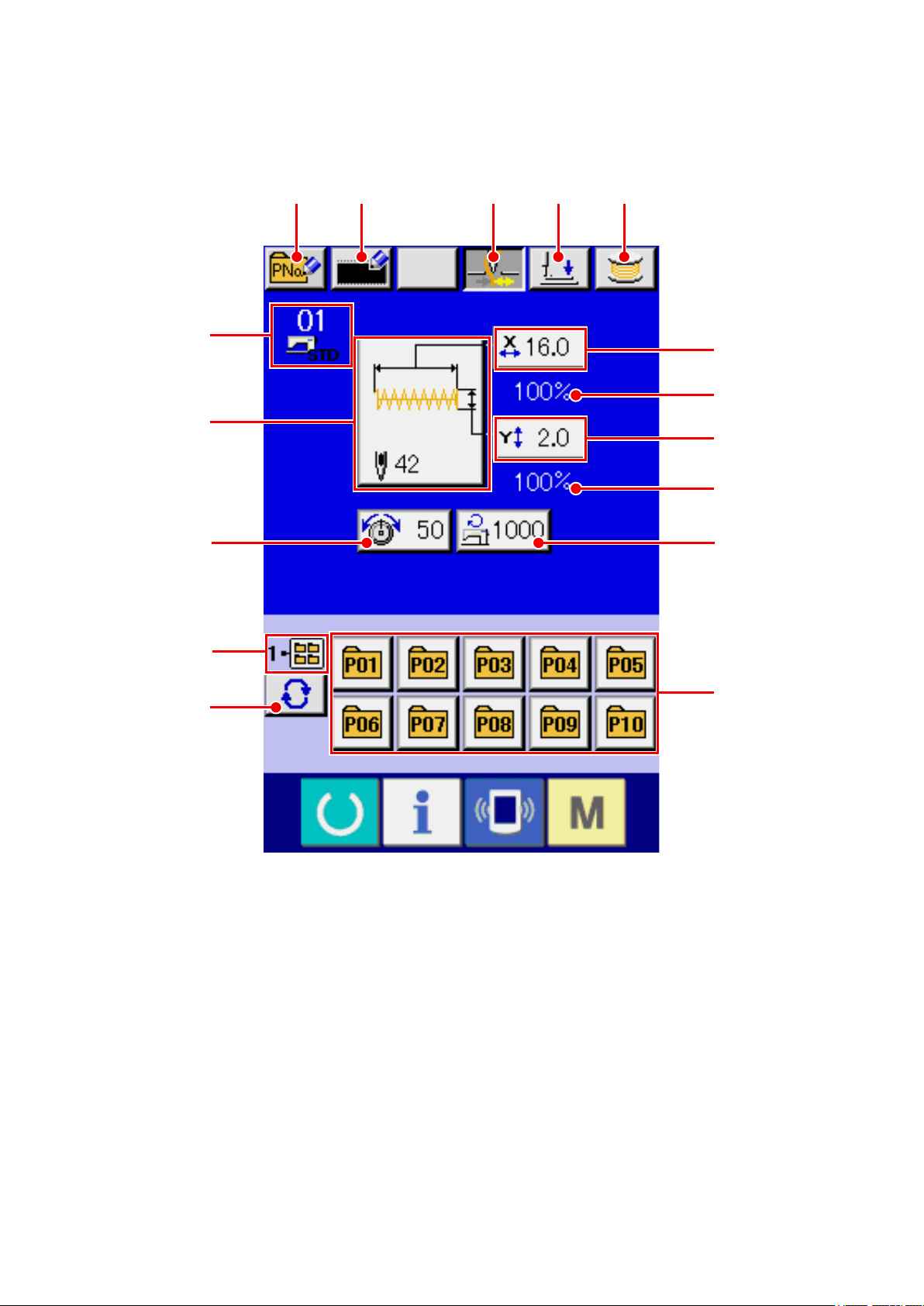
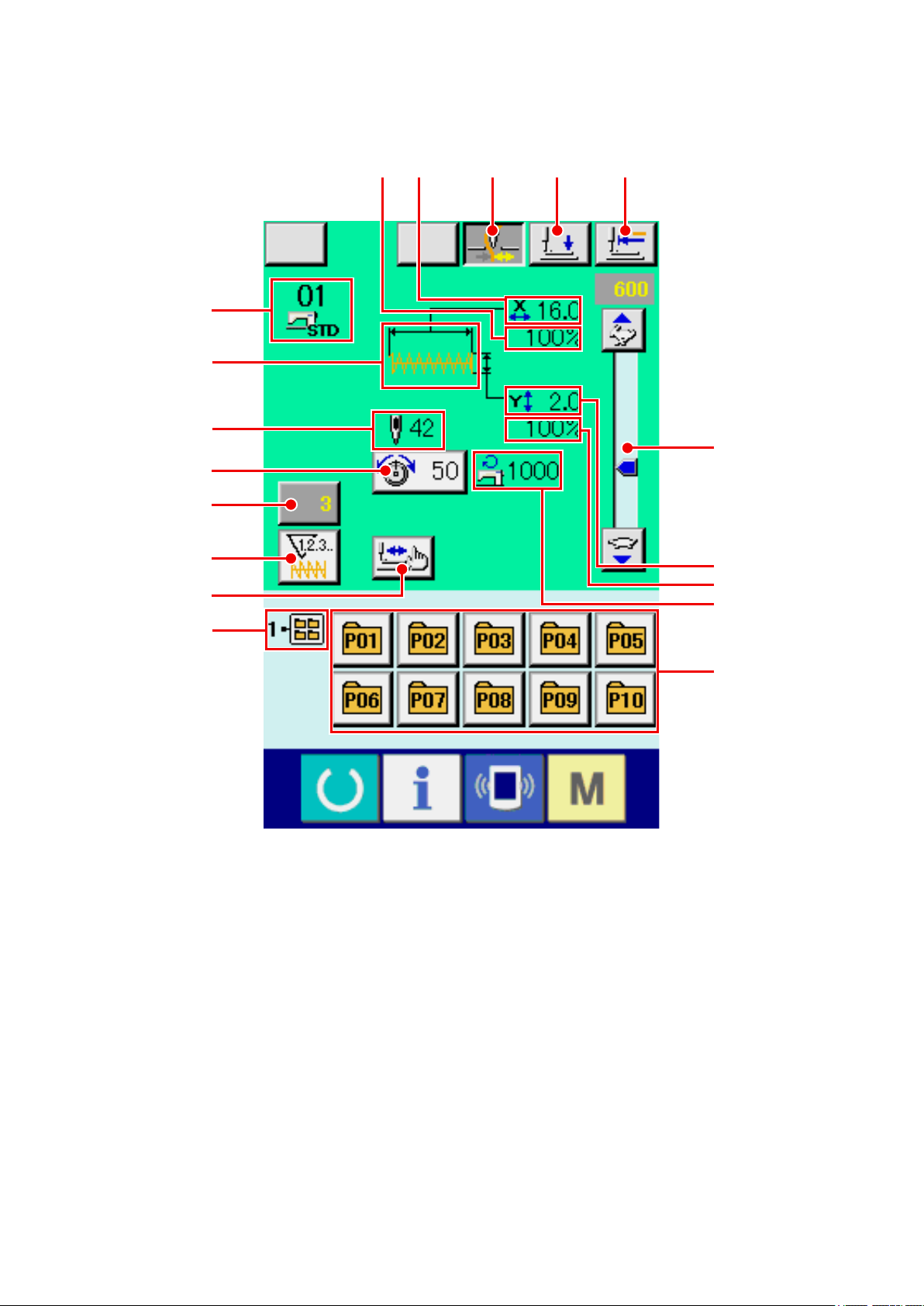
3-1 Dikiş şekli veri girişi ekran görünümü
A B C D E
F
G
H
N
O
J
I
L
K
M
P
– 5 –
Düğme ve ekran görünümü Tanım
DİKİŞ ÇEŞİDİ DÜĞMESİ YENİ
A
KAYIT düğmesi
KULLANICIYA ÖZEL DİKİŞ ÇEŞİ-
B
Dİ YENİ KAYIT düğmesi
İPLİK TUTUCU düğmesi İplik tutucu etkin/etkin değil seçimi yapılır.
C
BASKI AYAĞI AŞAĞI düğmesi Baskı ayağı aşağı indirilebilir ve baskı ayağı aşağı ekran görünümüne geçilir.
D
MASURA SARIM düğmesi Masuraya iplik sarılabilir.
E
DİKİŞ ŞEKLİ numarası ekran gö-
F
rünümü
Dikiş çeşidi düğmesi yeni kayıt ekran görünümüne geçilir.
→
Kullanıcıya özel dikiş çeşidi yeni kayıt ekran görünümüne geçilir.
→
*
Baskı ayağını kaldırmak için, baskı ayağı aşağı ekranında görülen baskı
ayağı yukarı düğmesine basın.
→
O an seçilmiş olan dikiş şeklinin türü ve numarası ekranda izlenir.
Aşağıdaki üç dikiş şekli vardır.
“14. DİKİŞ ÇEŞİDİ DÜĞMESİ İÇİN YENİ KAYIT YAPILMASI” p.35
Voir
“13. KULLANICIYA ÖZEL DİKİŞ ÇEŞİDİNİN YENİ KAYDININ YAPIL-
Voir
MASI” p.34
: İplik tutucusu etkin değil
: İplik tutucusu etkin
me ekranda görülmez.
Voir
: Standart dikiş çeşidi
.
bellek düğmesiyle iplik tutucu engellendiği zaman, iplik tutucu düğ-
“11. MASURAYA İPLİK SARMA” p.29
.
.
: Kullanıcıya özel dikiş çeşidi
: Medya dikiş çeşidi
DİKİŞ ŞEKLİ SEÇİM düğmesi O an seçili olan dikiş şekli bu düğmede görülür, düğmeye basıldığı
G
zaman dikiş şekli seçim ekranına geçilir.
ÜST İPLİK GERGİNLİK AYARI
H
düğmesi
→
O an seçili olan dikiş çeşidi için belirlenen üst iplik gerginlik değeri bu düğmede görülür ve düğmeye basıldığı zaman öğe değişimi ekran görünümüne
geçilir.
→
“4. DİKİŞ ŞEKLİNİN SEÇİLMESİ” p.11
Voir
“6. ÖĞE VERİLERİNDE DEĞİŞİKLİK YAPMAK” p.17
Voir
.
.
– 6 –
Düğme ve ekran görünümü Tanım
X GERÇEK BOYUT DEĞERİ ek-
I
ran görünümü
X SKALA ORAN AYARI düğmesi O an seçilmiş olan dikiş şeklinin X yönündeki skala oranı bu düğmede izlenir.
J
Y GERÇEK BOYUT DEĞERİ ek-
K
ran görünümü
Y SKALA ORAN AYARI düğmesi O an seçilmiş olan dikiş şeklinin Y yönündeki skala oranı bu düğmede izlenir.
L
MAKSİMUM HIZ SINIRI O an seçili olan maksimum hız sınırı bu düğmede görülür ve düğmeye basıl-
M
O an seçilmiş olan dikiş şeklinin X yönündeki gerçek boyut değeri ekranda
izlenir.
Bellek düğmesiyle gerçek boyut değer girişi seçildiği zaman, X gerçek boyut değeri ayar düğmesi izlenir.
→
Bellek düğmesiyle skala girişi için seçim yok şeklinde ayar yapılırsa,
düğme görünümü kaybolur ve X skalası izlenir.
→
O an seçilmiş olan dikiş şeklinin Y yönündeki gerçek boyut değeri ekranda
izlenir.
Bellek düğmesiyle gerçek boyut değer girişi seçildiği zaman, Y gerçek boyut değeri ayar düğmesi izlenir.
→
Bellek düğmesiyle skala girişi için seçim yok şeklinde ayar yapılırsa,
düğme görünümü kaybolur ve Y skalası izlenir.
→
dığı zaman öğe verisi aşağı ekran görünümüne geçilir.
→
“6. ÖĞE VERİLERİNDE DEĞİŞİKLİK YAPMAK” p.17
Voir
“6. ÖĞE VERİLERİNDE DEĞİŞİKLİK YAPMAK” p.17
Voir
“6. ÖĞE VERİLERİNDE DEĞİŞİKLİK YAPMAK” p.17
Voir
“6. ÖĞE VERİLERİNDE DEĞİŞİKLİK YAPMAK” p.17
Voir
“6. ÖĞE VERİLERİNDE DEĞİŞİKLİK YAPMAK” p.17
Voir
.
.
.
.
.
KLASÖR numarası ekran görünü-müİzlenmekte olan dikiş çeşidi kayıt düğmesi, bulunduğu klasör numarasını
N
gösterir.
KLASÖR SEÇİM düğmesi Dikiş çeşitlerini izlemek için kullanılan klasörler sırayla görülür.
O
DİKİŞ ÇEŞİDİ KAYIT düğmesi
P
KLASÖR Numarası görünümünde bulunan DİKİŞ ÇEŞİDİ KAYIT düğme-
N
leri izlenir.
→
“14. DİKİŞ ÇEŞİDİ DÜĞMESİ İÇİN YENİ KAYIT YAPILMASI” p.35
Voir
.
– 7 –
3-2 Dikiş ekranı
F
G
H
I
J
K
L
E D
A
B C
N
O
P
Q
M
R
– 8 –
Düğme ve ekran görünümü Tanım
İPLİK TUTUCU düğmesi İplik tutucu etkin/etkin değil seçimi yapılır.
A
: İplik tutucusu etkin değil
: İplik tutucusu etkin
*
BASKI AYAĞI AŞAĞI düğmesi Baskı ayağı aşağı indirilebilir ve baskı ayağı aşağı ekran görünümüne geçilir.
B
Baskı ayağını kaldırmak için, baskı ayağı aşağı ekranında görülen baskı
ayağı yukarı düğmesine basın.
BAŞA DÖN düğmesi Bu düğme, baskı ayağını dikiş başlangıcına döndürür anında baskı ayağını
C
kaldırır.
bellek düğmesiyle iplik tutucu engellendiği zaman, iplik tutucu düğ-
me ekranda görülmez.
X GERÇEK BOYUT DEĞERİ ek-
D
ran görünümü
X SKALA ORANI ekran görünümü Seçilmiş olan dikiş şeklinin X yönündeki skala oranı görülür.
E
DİKİŞ ŞEKLİ numarası ekran gö-
F
rünümü
DİKİŞ ŞEKLİ ekran görünümü O an seçili olan dikiş şekli görülür.
G
DİKİŞ ŞEKLİ toplam ilmek sayısı
H
ekran görünümü
ÜST İPLİK GERGİNLİK AYARI
I
düğmesi
SAYAÇ DEĞERİ DEĞİŞİM düğ-
J
mesi
Seçilmiş olan dikiş şeklinin X yönündeki gerçek boyut değeri ekranda izlenir.
O an seçilmiş olan dikiş şeklinin türü ve numarası görülür.
Aşağıdaki üç dikiş şekli vardır.
: Standart dikiş çeşidi
: Kullanıcıya özel dikiş çeşidi
: Medya dikiş çeşidi
O an seçilmiş olan dikiş şeklinin toplam ilmek sayısı izlenir.
O an seçili olan dikiş çeşidi için belirlenen üst iplik gerginlik değeri bu düğmede görülür ve düğmeye basıldığı zaman öğe değişimi ekran görünümüne
geçilir.
→
Mevcut sayaç değeri bu düğmede gösterilir. Bu düğmeye basılınca, sayaç
değerini değiştirme ekran görünümü izlenir.
→
“6. ÖĞE VERİLERİNDE DEĞİŞİKLİK YAPMAK” p.17
Voir
“12. SAYAÇ KULLANIMI” p.30
Voir
.
.
SAYAÇ DEĞİŞİM düğmesi Dikiş sayacı/adet sayacı ekranları arasında geçiş yapılabilir.
K
→
Voir
“12. SAYAÇ KULLANIMI” p.30
.
– 9 –
Düğme ve ekran görünümü Tanım
ADIM DİKİŞ düğmesi Adım dikiş ekran görünümü izlenir. Dikiş çeşidi kontrolü yapılabilir.
L
→
KLASÖR numarası ekran görünü-müİzlenmekte olan dikiş çeşidi kayıt düğmesi, bulunduğu klasör numarasını
M
gösterir.
HIZ değişken rezistörü Dikiş makinesinin devir sayısı değiştirilebilir.
N
“7. DİKİŞ ÇEŞİDİ ŞEKLİNİN KONTROL EDİLMESİ” p.19
Voir
.
Y GERÇEK BOYUT DEĞERİ ek-
O
ran görünümü
Y SKALA ORANI ekran görünümü Seçilmiş olan dikiş şeklinin Y yönündeki skala oranı görülür.
P
MAKSİMUM HIZ SINIRI ekran gö-
Q
rünümü
DİKİŞ ÇEŞİDİ KAYIT düğmesi
R
Seçilmiş olan dikiş şeklinin Y yönündeki gerçek boyut değeri ekranda izlenir.
O an ayarlanmış olan maksimum hız sınırı izlenir.
KLASÖR numarası görünümünde bulunan dikiş çeşidi kayıt düğmeleri,
M
dikiş çeşidi içeriği ekranda izlenir.
→
“14. DİKİŞ ÇEŞİDİ DÜĞMESİ İÇİN YENİ KAYIT YAPILMASI” p.35
Voir
.
– 10 –
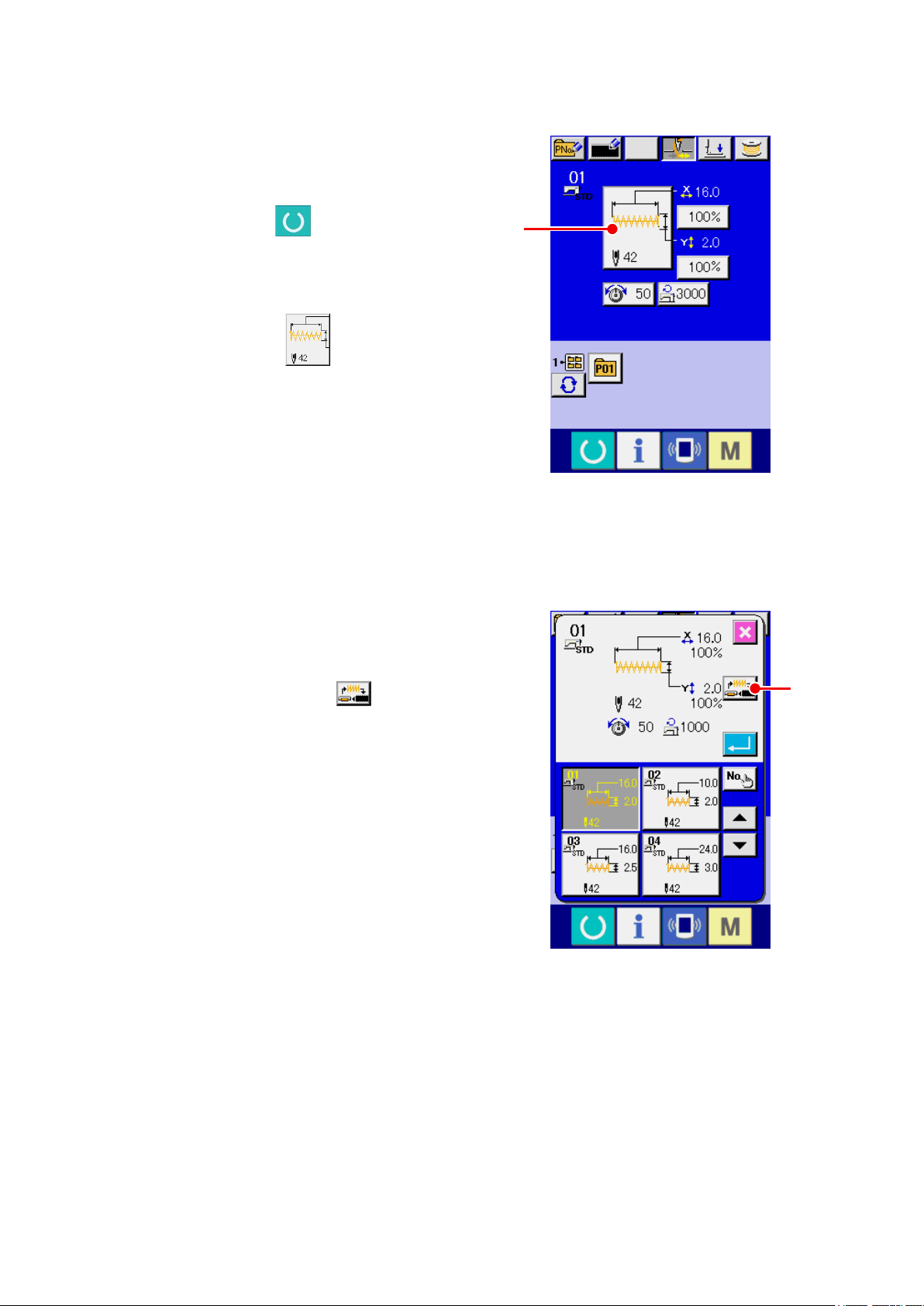
4. DİKİŞ ŞEKLİNİN SEÇİLMESİ
Veri giriş ekranına gelin.
①
Sadece veri girişi ekran görünümünde (mavi) di-
kiş şekli seçilebilir. Dikiş ekranı görünümü (yeşil)
halinde HAZIR tuşuna basın ve veri girişi
ekran görünümüne (mavi) geçin.
Dikiş şekli seçimi ekran görünümünü çağırın.
②
DİKİŞ ŞEKLİ düğmesine A basınca, dikiş
şekli seçme ekran görünümü izlenir.
Dikiş şekli tipini seçin.
③
Üç farklı dikiş deseni bulunur.
DİKİŞ ŞEKLİ SEÇİM düğmesine B basın.
A
B
– 11 –
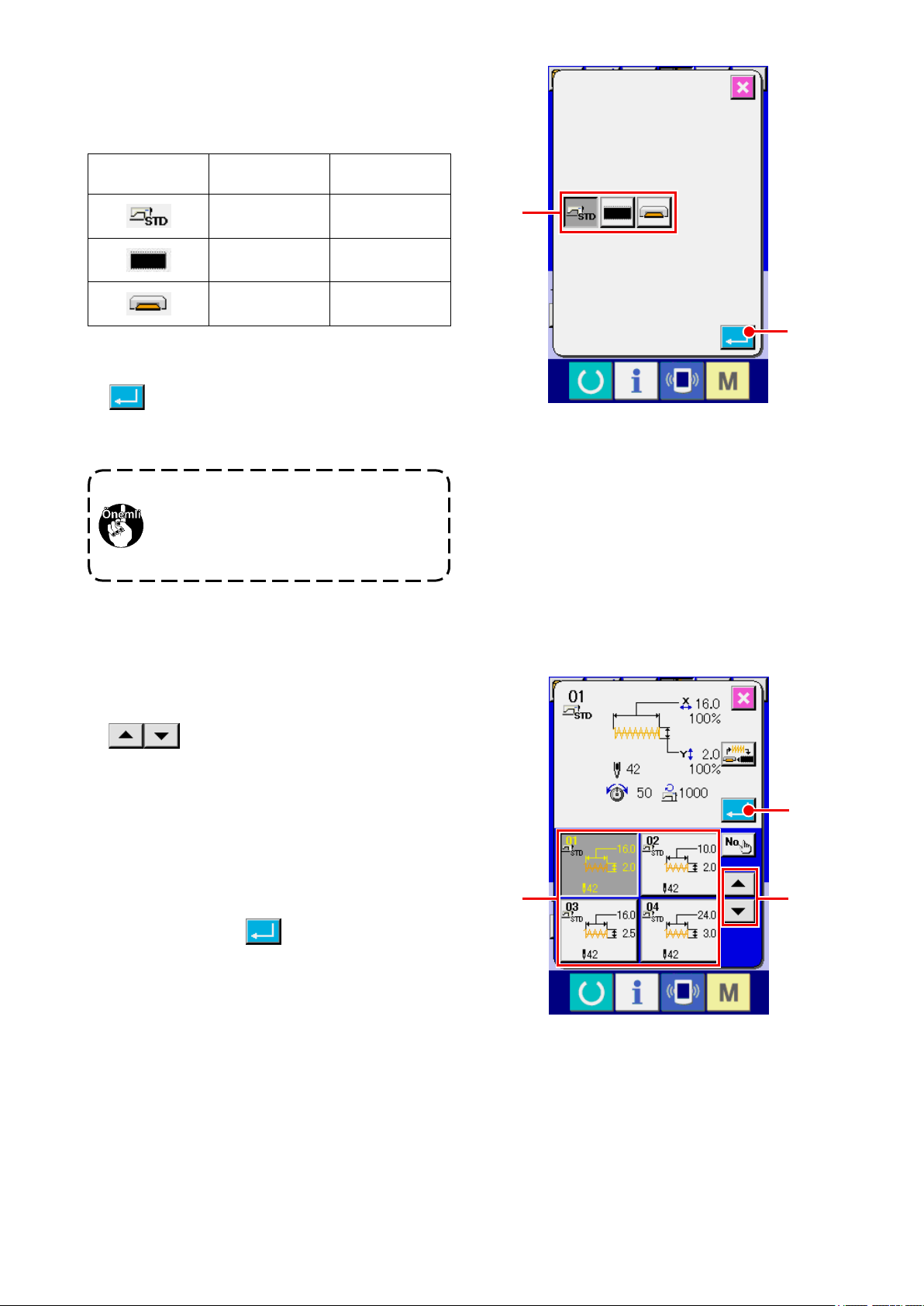
Dikiş şekli tipini seçin.
④
Aşağıdaki üç dikiş şekli vardır. Bunların arasından
istediğiniz tipi seçin.
Sembol resmi İsim
Standart Dikiş
çeşidi
Kullanıcıya özel
dikiş çeşidi
Medya dikiş çeşidi
Maksimum dikiş
çeşidi sayısı
1900/1901/1902 : 51
1903 : 50
200
999
İstediğiniz dikiş şeklini DİKİŞ ŞEKLİ SEÇİM düğ-
meleri C arasından seçin ve ENTER düğmesine
D basın.
Seçtiğiniz dikiş şekli tipine uyan dikiş şekli listesi
ekran görünümüne geçilir.
Hafıza kartının IP-420 için biçimlendirilmiş
olmasına dikkat edin.
Hafıza kartlarının biçimlendirme yöntemi
için; “26-3 Formatlama yapmak” p.87 ne
bakın.
C
D
Dikiş şeklini seçin.
⑤
YUKARI ya da AŞAĞI KAYDIRMA düğmesine
basıldığı zaman, DİKİŞ ŞEKLİ
E
düğmelerinin F sırası değişir. Dikiş şekli tanımı
düğmede izlenir. Seçmek istediğiniz DİKİŞ ŞEKLİ
düğmesine burada basın.
Seçilen şeklin ayrıntıları ekranın üst kısmında iz-
lenir.
Dikiş şeklini seçin.
⑥
ENTER düğmesine G basıldığı zaman dikiş
şekli belirlenir ve veri giriş ekran görünümüne geçilir.
F
G
E
– 12 –
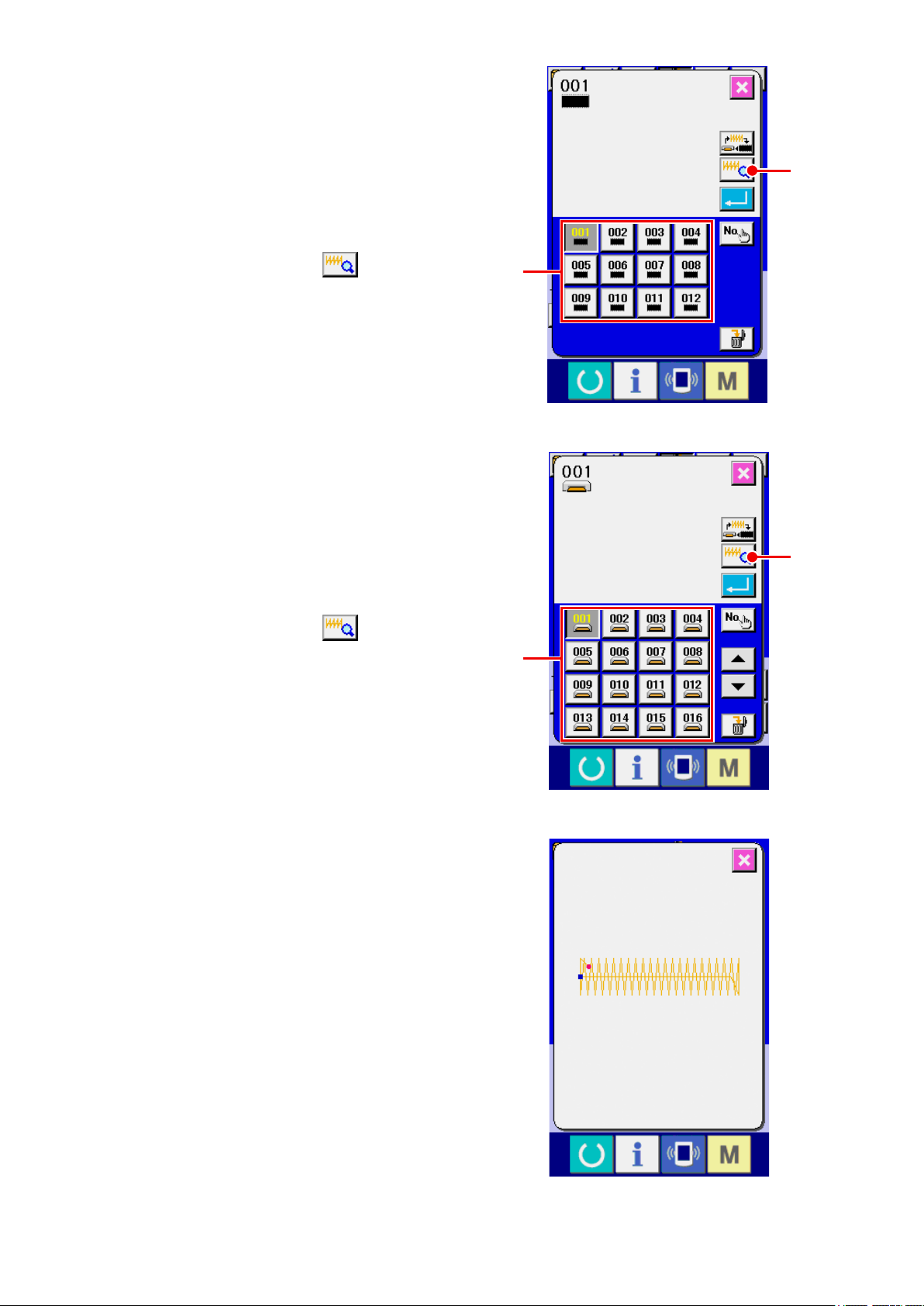
Dikiş şekli eğer da kullanıcıya özel dikiş çeşidi
ise, sağ tarafta görülen ekran görünümü izlenir.
Da kullanıcıya özel dikiş çeşidine kayıtlı olan Dİ-
KİŞ ÇEŞİDİ Numarası SEÇİM düğmeleri H izlenir.
Seçmek istediğiniz dikiş çeşidi numarası düğme-
sine basın.
Ayrıca seçtiğiniz dikiş şekline onay vermek isti-
I
yorsanız İZLEYİCİ düğmesine I basın. Bu
durumda izleyici ekran görünümü ve seçilen şekil
izlenir.
Dikiş şekli medya dikiş çeşidi ise, sağ tarafta gö-
rülen ekran görünümü izlenir.
Medya dikiş özel dikiş çeşidine kayıtlı olan DİKİŞ
ÇEŞİDİ Numarası SEÇİM düğmeleri H izlenir.
Seçmek istediğiniz dikiş çeşidi numarası düğme-
sine basın.
Ayrıca seçtiğiniz dikiş şekline onay vermek isti-
yorsanız İZLEYİCİ düğmesine I basın. Bu
durumda izleyici ekran görünümü ve seçilen şekil
izlenir.
H
I
H
– 13 –
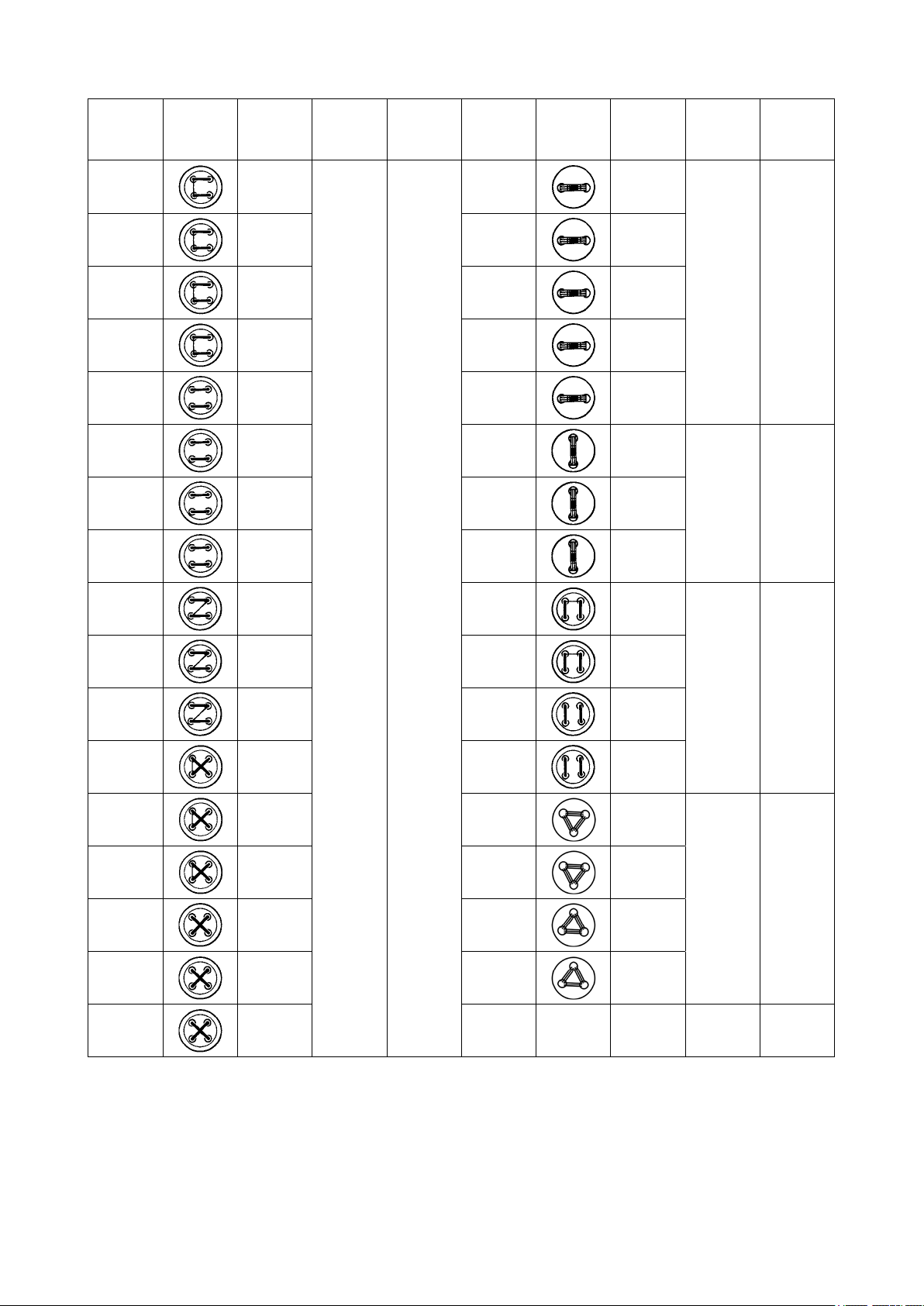
5. DİKİŞ ŞEKLİ LİSTESİ
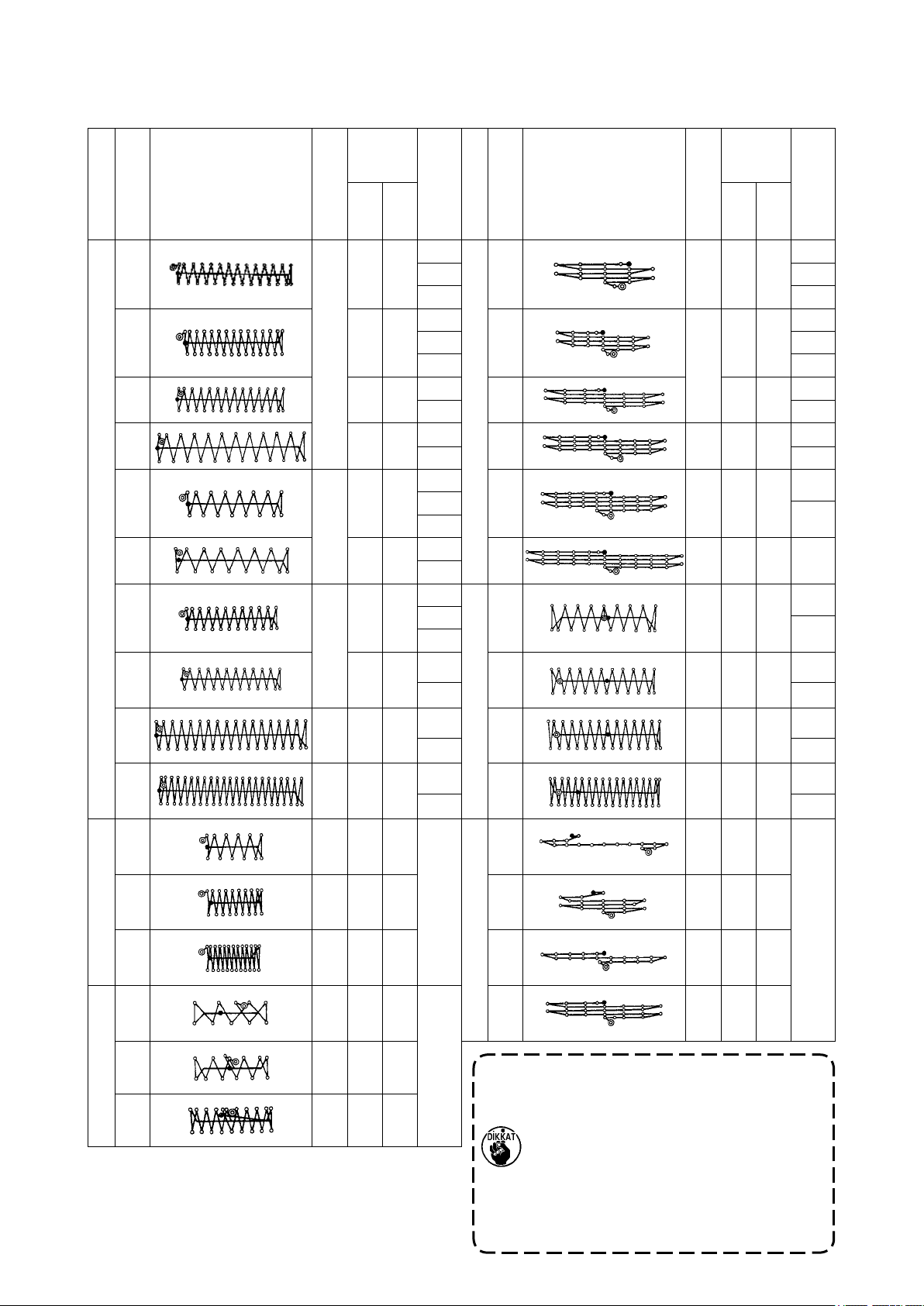
5-1 LK-1900B / LK-1901B / LK-1902B
Dikiş bü-
yüklüğü
İlmek şeması
Numara
İlmek sayısı
Uzunla-
1
(51)
2 2,0 10
2,0 16
42
*3 2,5 16
*4 3,0 24
5
2,0 10
28
*6 2,5 16
Büyük çubuk dikiş
7
2,0 10
36
*8 2,5 16
*9 56 3,0 24
*10 64 3,0 24
(mm)
masına
Dikiş bü-
yüklüğü
(mm)
ayağı
(Not 2) Baskı
Çapraz
sayısı
Numara
İlmek şeması
İlmek sayısı
Uzunla-
1
2 2
17 21 0 10
3 3
1
2 2
18
3 3
1
4 7
6
7 7
1
2
19 0 25
20 36 0 25
Doğrusal çubuk dikiş
21 41 0 25
0 10
28
3
1
4
22 44 0 35
1
2
23 28 20 4,0
3
1
4 10
(Diğer taraf)
24
36 20 4,0
(Bu taraf)
6
7 10
Uzunlamasına çubuk dikiş
6
(Diğer taraf)
26
25
7 10
(Diğer taraf)
42 20 4,0
(Bu taraf)
56 20 4,0
(Bu taraf)
Çapraz
masına
ayağı
sayısı
(Not 2) Baskı
1
1
6
6
6
7
(Not
3)
9
10
9
9
9
11 21 2,5 6
12 28 2,5 6 28
Küçük çubuk dikiş
13 36 2,5 6 29
8
14 14 2,0 8
15 21 2,0 8
16 28 2,0 8
Örme ürün çubuk dikiş
5
– 14 –
27
(Diğer taraf)
(Bu taraf)
(Diğer taraf)
(Diğer taraf)
(Bu taraf)
(Bu taraf)
30
Uzunlamasına doğrusal çubuk dikiş
(Diğer taraf)
(Bu taraf)
1. Dikiş büyüklüğü, skala oranı %100 olması halindeki boyutu gösterir.
2. Ayrı bir baskı ayağı tablosunda verilen
baskı ayağı numaralarına bakınız.
3. 22 numarada baskı ayağını, kullanım
için boş geçin.
4. Kot kumaş dikişi için * işaretli dikiş çeşitlerini kullanın.
5. 51 numara, iplik tutucusu olmayan makine içindir.
18 20 0
21 10 0
11
20 0
28 20 0
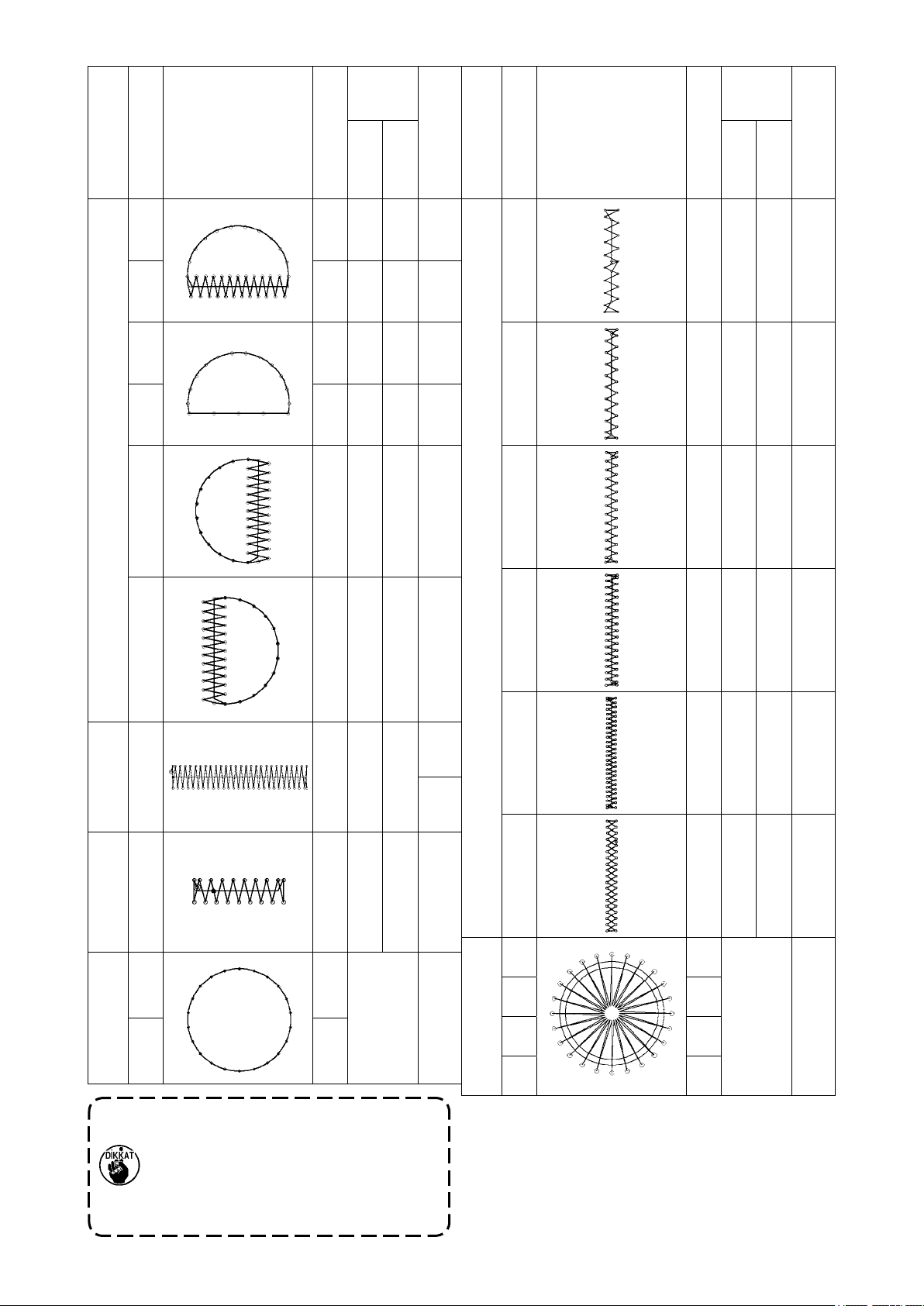
Dikiş bü-
yüklüğü
(mm)
İlmek şeması
Numara
31 52 7 10 13
32 63 7 12 13
33 24 6 10 13
34 31 6 12 13
na
İlmek sayısı
Uzunlaması-
Çapraz
sayısı
(Not 2) Baskı ayağı
Numara
41 29 20 2.5 12
42 39 25 2.5 12
İlmek şeması
Dikiş bü-
yüklüğü
(mm)
na
İlmek sayısı
Uzunlaması-
sayısı
Çapraz
(Not 2) Baskı ayağı
35 48 10 7 14
Yarım ay şeklinde çubuk dikiş
36 48 10 7 14
37 90 3 24
dikiş
Büyük çubuk
38 28 2 8 5
dikiş
Örme ürün çubuk
43 45 25 2.5 12
44 58 25 2.5 12
Uzunlamasına çubuk dikiş
6
7
45 75 30 2.5 12
46 42 30 2.5 12
47 91
39 28
dikiş
40 48
Yuvarlak çubuk
Dikiş çeşidi numaraları 41 ile 46 arasındaki numaralar, 12 numaralı baskı ayağı
için isteğe bağlı çalışmadır. 23 ile 26
arasındaki uzunlamasına çubuk dikiş çeşidine göre, başlangıçları 5 mm aşağı ve
yukarı farklıdır.
Φ12 16
– 15 –
48 99
49 148
Işınsal dikiş
50 164
Φ8 15
5-2 LK-1903B
Dikiş çeşi-
di numa-
rası
1 - 34 6-6
2 - 35 8-8 19 - 45 8
5 - 36 6-6 22 16
6 - 37 8-8 23 - 46 6
İlmek şekli
3 10-10 20 10
4 12-12 21 12
8 12-12 25 12
İplik sayısı
(iplik)
Standart dikiş büyüklü-
ğü X (mm)
Standart dikiş büyüklü-
ğü Y (mm)
Dikiş çeşi-
di numa-
rası
18 - 44 6
İlmek şekli
İplik sayısı
(iplik)
Standart dikiş büyüklü-
ğü X (mm)
3.4 0
0 3.47 10-10 24 10
Standart dikiş büyüklü-
ğü Y (mm)
9 - 38 6-6 26 - 47 6-6
10 - 39 8-8 27 10-10
11 10-10 28 - 48 6-6
12 - 40 6-6 29 10-10
13 - 41 8-8 30 - 49 5-5-5
14 10-10 31 8-8-8
15 - 42 6-6 32 - 50 5-5-5
16 - 43 8-8 33 8-8-8
17 10-10
3.4 3.4
3.4 3.4
3.0 2.5
* X ve Y dikiş büyüklükleri, büyütme/küçültme oranı %100 olduğu zaman standarttır.
Düğme deliği küçük (ø1,5 mm ya da daha küçük) ise, 34 ile 50 arasındaki dikiş çeşidi numaralarını kulla-
nın.
* Daha kısa iplik bırakan tip iplik kesicili, iplik toplanmasını önleme sistemine sahip dikiş makineleri için 23
ila 25, 30 ila 33, 46, 49 ve 50 numaralı desenler teslimat sırasında fabrikada ayarlanmış olarak sunulur,
bu nedenle görüntülenmez.
Bu desen numaralarını kullanmak için, K102 bellek anahtarı görüntülenecek şekilde ayarı değiştirin.
– 16 –
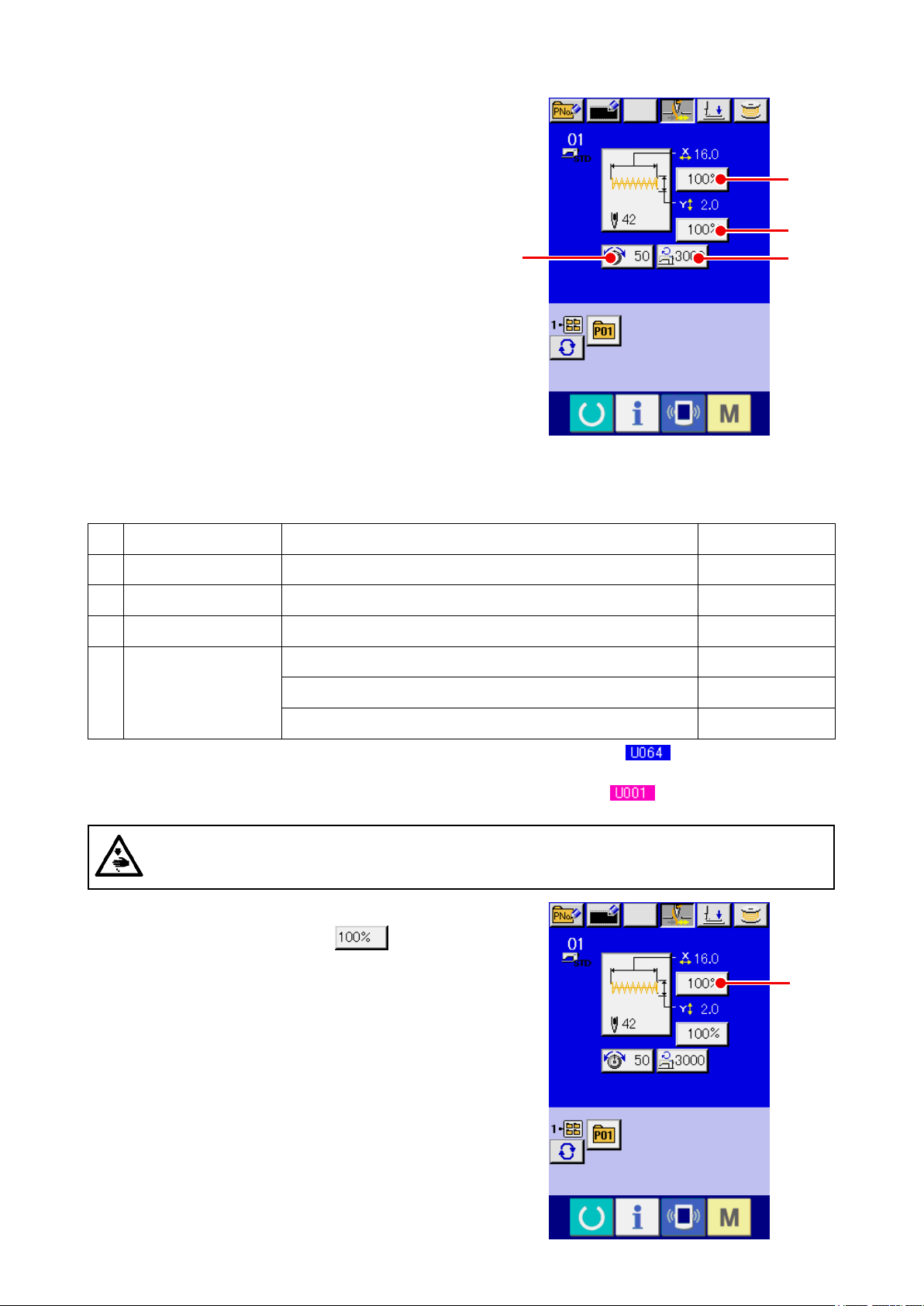
6. ÖĞE VERİLERİNDE DEĞİŞİKLİK YAPMAK
Veri giriş ekranına gelin.
①
Veri giriş ekranı görünümündeyken öğe verileri
değiştirilebilir. Dikiş ekranı görünümündeyken (yeşil), veri girişi ekran görünümüne (mavi) geçmek
için HAZIR tuşuna basın.
A
* İplik gerginlik değeri dikiş ekran görünümünde de
değiştirilebilir.
Veri giriş ekranına gelin.
②
C
Değiştirmek istediğiniz öğenin veri düğmesine basınca, öğe veri giriş ekran görünümüne geçilir.
Aşağıdaki öğe verilerinde dört başlık vardır.
Öğe Giriş aralığı Başlangıç değeri
X yönünde skala oranı 20 ile 200 (%) arası 100 (%)
A
Y yönünde skala oranı 20 ile 200 (%) arası 100 (%)
B
İplik gerginliği 0 ile 200 arasında 50
C
1900 : 400 ile 3200 arasında (sti/min) 3200 (sti/min)
B
D
Maksimum hız sınırı
D
1903 ve 1900 çift kapasiteli kanca : 400 ile 2700 arasında (sti/min)
1901 ve 1902 : 400 ile 3000 arasında (sti/min) 3000 (sti/min)
2700 (sti/min)
* X yönündeki A Skala oranı ve Y yönündeki B skala oranı, bellek düğmesi seçerek gerçek boyutta
değer girişiyle değiştirilebilir.
* Maksimum hız sınırı D ve başlangıç değeri için maksimum giriş aralığı, bellek düğmesiyle belirle-
nir.
UYARI :
%100 değerini aşan ayarlar, iğne ve kumaş baskı ayağı birbiriyle temas edeceği ve iğne kırılmasına sebep olabileceği için tehlikelidir.
Örneğin X skala oranını girin.
Öğe veri giriş ekranına geçmek için A üzeri-
ne basın.
A
– 17 –
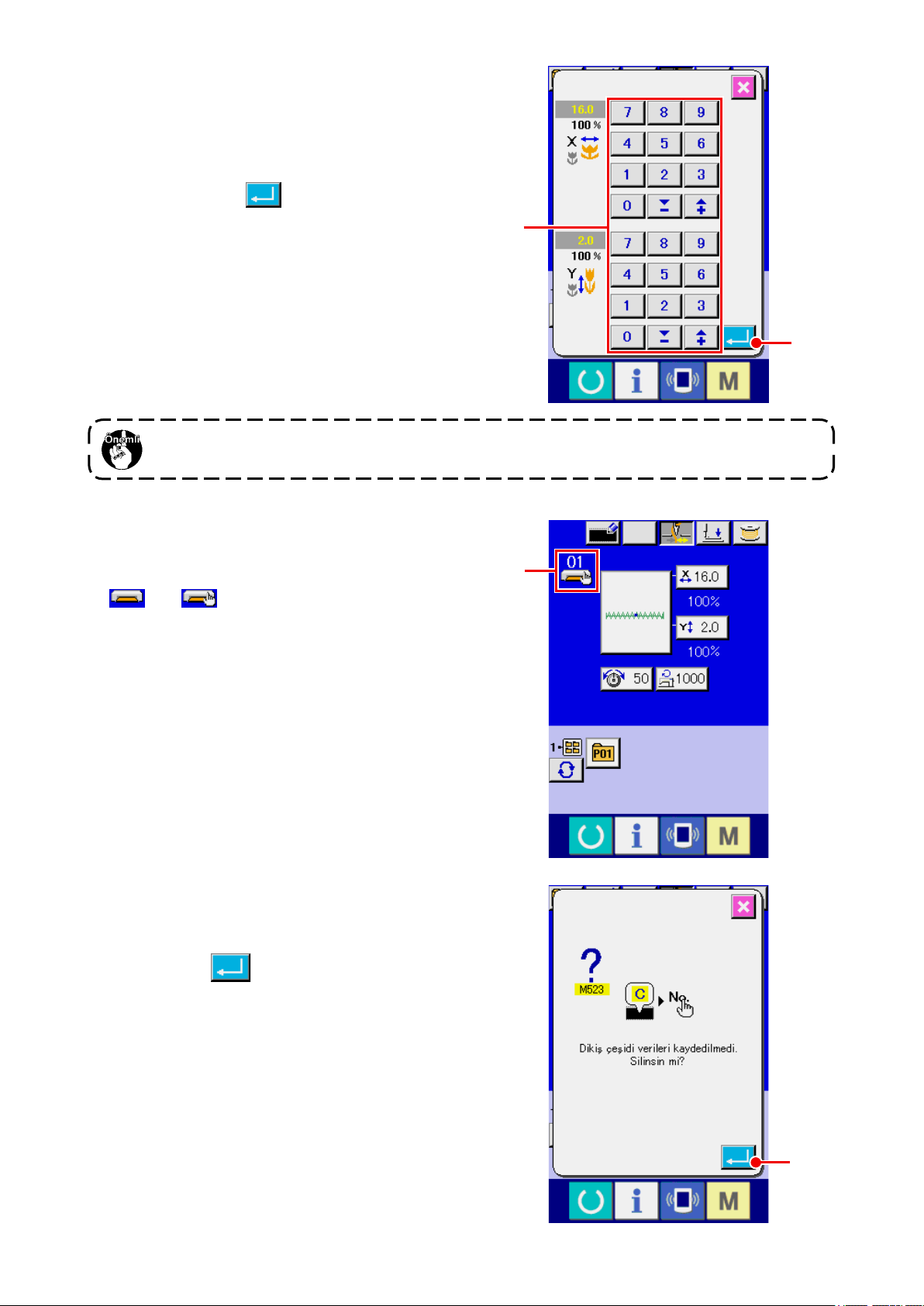
Veriyi girin.
③
İstediğiniz değeri on rakam tuşunu kullanarak ve
+/- düğmeleriyle E girin.
Veriye onay verin.
④
ENTER düğmesine F basılınca veriye onay
verilmiş olur.
* Diğer öğe verileri de aynı işlemle değiştirilebilir.
* X/Y gerçek büyüklük değerinin X/Y skalası ya da
X/Y değeri bir ekran görünümünde girilebilir.
HAZIR tuşuna basmadan gücü KAPALI konuma getirirseniz dikiş çeşidi numarasının, X/Y skalasının ve maksimum devir sayısının ayar değerleri belleğe kaydedilmez.
Bir ortam aygıtı üzerinde kayıtlı desenler için iplik
gerginliği komutu ve iplik gerginliği ekleme veya
silme durumunda, desen tipi bölümü ekranı H
iken
olarak değişecektir.
E
F
H
Değiştirme ekranına H geçilmesi durumunda;
desen değişikliği yapılırken, ekranda değiştirme
onay penceresi açılır.
GİRİŞ tuşuna I basıldığı zaman, mevcut
desenle ilgili bilgiler geçersiz hale gelir ve desen
numarası değiştirilir.
Desen değişikliğini hafızaya almak için; “13. KUL-
LANICIYA ÖZEL DİKİŞ ÇEŞİDİNİN YENİ KAYDININ YAPILMASI” p.34 bölümüne bakın.
– 18 –
I
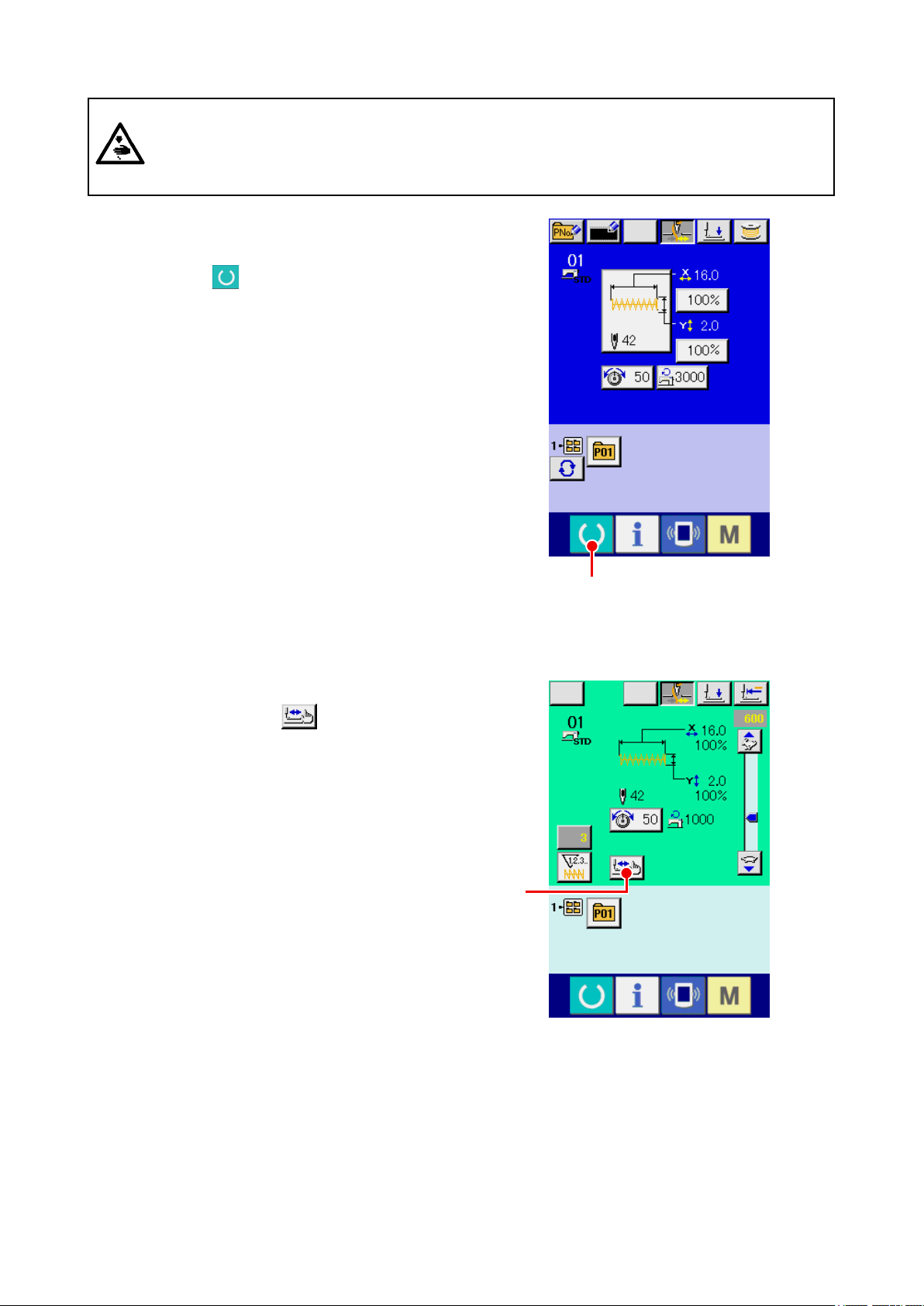
7. DİKİŞ ÇEŞİDİ ŞEKLİNİN KONTROL EDİLMESİ
UYARI :
Dikiş çeşidini seçtikten sonra, dikiş çeşidi şeklinin doğru olduğunu kontrol edin. Dikiş çeşidi
eğer baskı ayağından taşarsa, iğne dikiş sırasında ayağa değerek iğne kırılması dahil olmak
üzere tehlikeli sorunlara yol açar.
Dikiş ekranı görünümüne gelin.
①
Veri girişi ekran görünümüne (mavi) geçin ve
HAZIR tuşuna A basın. LCD ekran aydınlatması bu durumda yeşile döner ve dikiş dikilebilir
konuma gelinir.
Adım dikiş ekran görünümüne geçin.
②
ADIM DİKİŞ düğmesine B basınca, adım
dikiş ekran görünümüne geçilir.
A
B
– 19 –
Baskı ayağını ayak pedalıyla aşağı indirin.
③
Ayak pedalı serbest olsa bile kumaş baskı ayağı yukarı kalkmaz.
Baskı ayağı aşağı konumdayken dikişe devam
④
edin.
E
BASKI AYAĞI GERİ düğmesi C ve BASKI AYAĞI
İLERİ düğmesiyle D istediğiniz dikiş şeklini kont-
rol edin.
C
D
F
G
Düğme belli bir süre basılı tutulursa, düğme serbest bı-
rakılsa bile baskı ayağı hareket etmeye devam eder.
Durdurmak isterseniz DUR düğmesine G basın.
BAŞA DÖN düğmesine F basılınca, makine baş-
langıç konumuna hareket eder ve dikiş ekranı görünümüne geçilir.
İğne mili aşağı konumdayken baskı ayağı ileri ya da geri düğmesine basılırsa, iğne mili YUKARI
konuma döndüğü zaman baskı ayağı otomatik olarak hareket eder. Bu konuda dikkatli olun.
Dikiş şekli kontrolünü tamamlayın.
⑤
İPTAL düğmesine E basınca dikiş ekran görünümüne geçilir.
Baskı ayağı eğer dikiş başlangıcı ya da dikiş sonu konumunda değilse ayak pedalına basın. Bu durumda,
kontrol işleminin ortasından itibaren dikiş dikilebilir.
– 20 –
8. İĞNENİN HER GİRİŞ NOKTASINDA İPLİK GERGİNLİĞİ KOMUTUNU DEĞİŞTİRME
8-1 iğnenin her giriş noktasında iplik gerginliği komutu ekleme ya da değiştirme
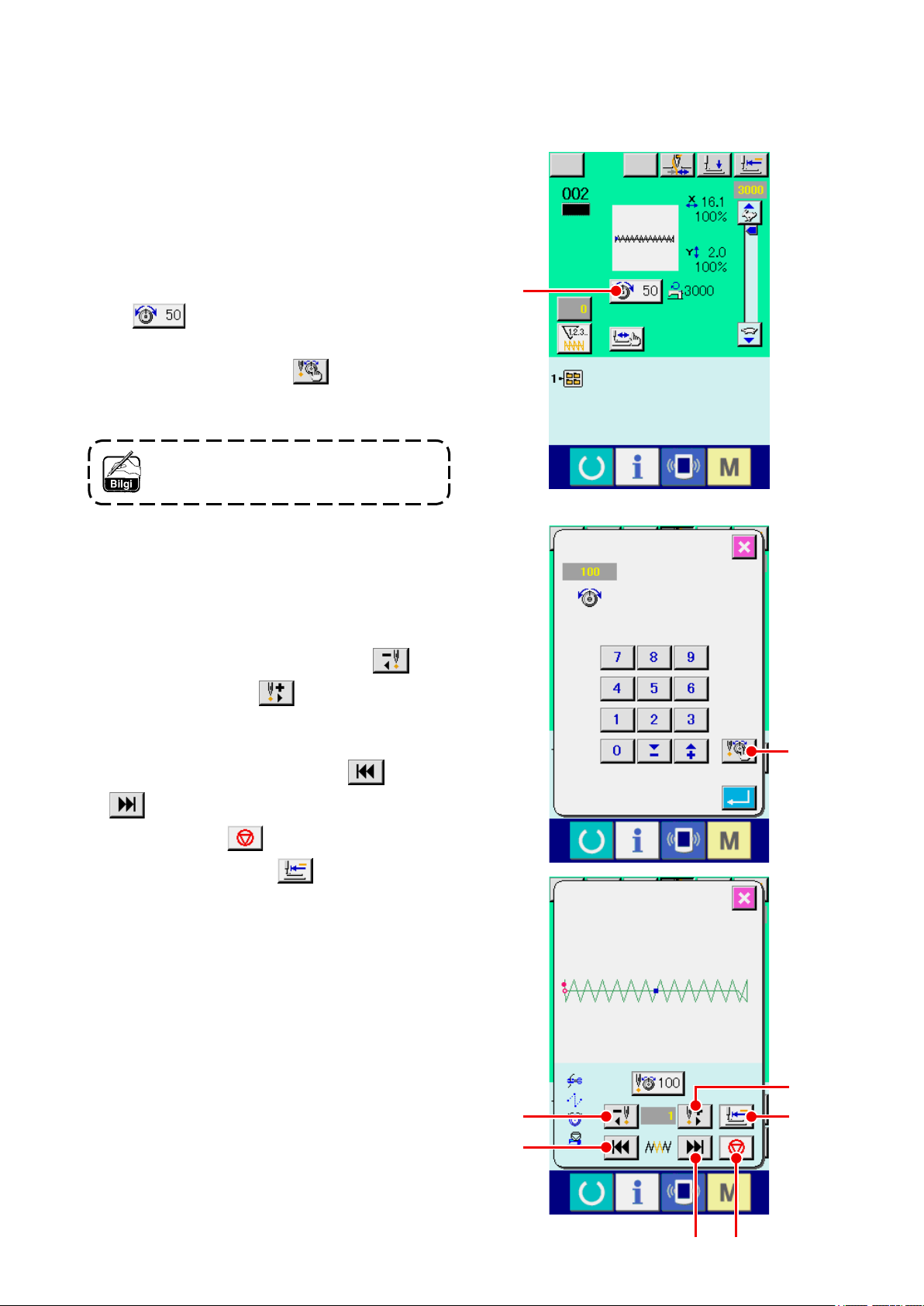
İplik gerginliği komutunu değiştirme ekran gö-
①
rünümüne geçin.
Standart bir desen, kullanıcı deseni veya bir or-
tam aygıtı üzerinde kayıtlı bir desen seçilirken,
iplik gerginliği ayar ekranını görüntülemek için
dikiş ekranı üzerindeki iplik gerginliği düğmesi-
ne
görünümünde İPLİK GERGİNLİĞİ KOMUTUNU
DEĞİŞTİRME düğmesine B basın, bu du-
rumda iplik gerginlik komutunu değiştirme ekran
görünümüne geçilir.
Bu moddayken ayak pedalına basılsa
bile dikiş makinesi çalışmaya başlamaz.
basın. İplik gerginlik ayarı ekran
A
A
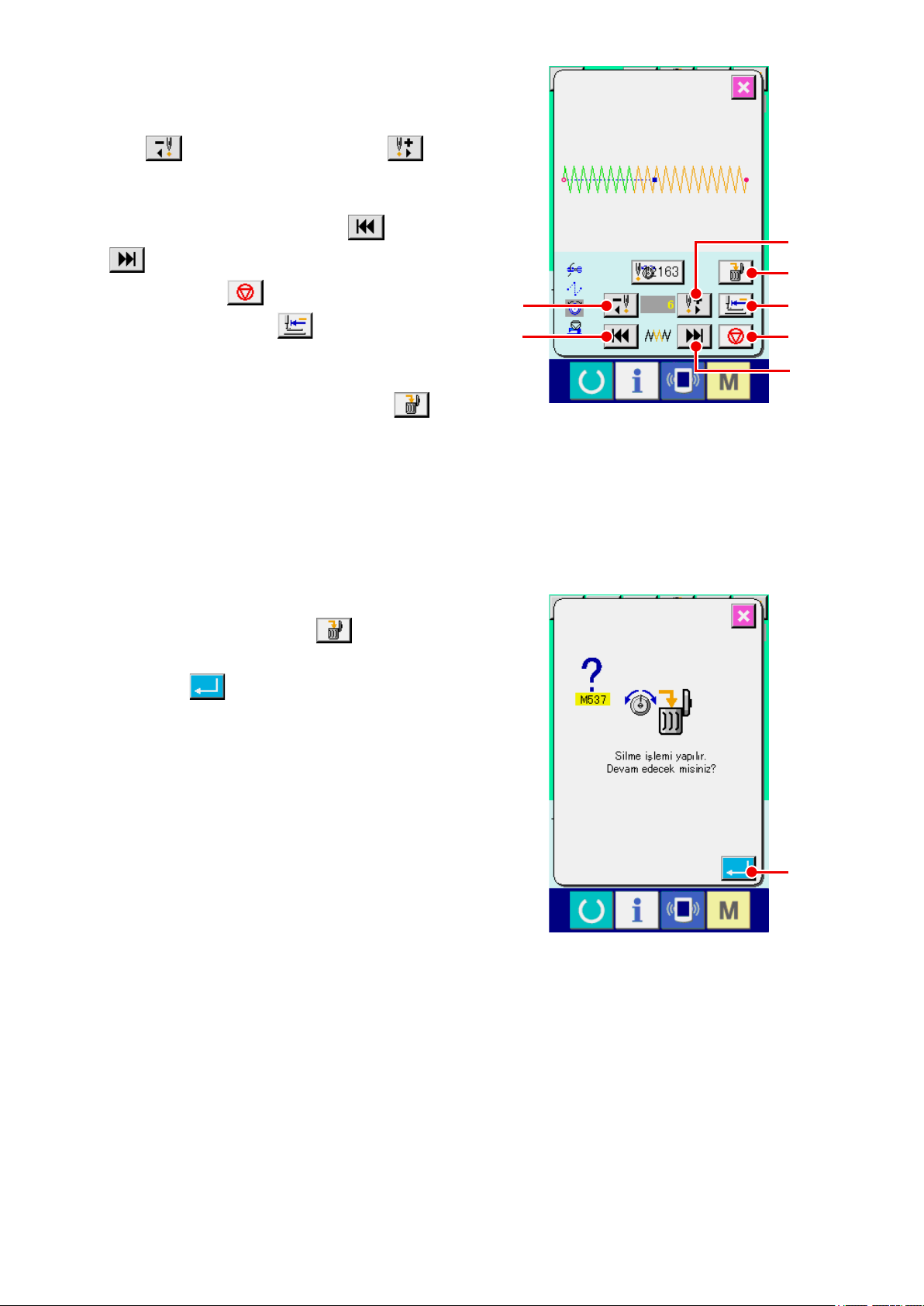
Değiştirmek istediğiniz komut konumunu se-
②
çin.
İplik gerginlik komutunu eklemek istediğiniz konu-
mu ya da iplik gerginlik komutu değerini değiştirmek istediğiniz konumu, baskı ayağı aşağı inmiş
haldeyken BİR İLMEK GERİ düğmesi C ya
da BİR İLMEK İLERİ D düğmesiyle belirle-
yin.
Makine ayrıca, ön ya da arka iplik gerginlik komu-
tunun olduğu iğne giriş noktasına E ya da
F ile gider. Hareketi durdurmak isterseniz
DUR düğmesine G basın.
BAŞA DÖN düğmesine H basılınca, maki-
ne başlangıç konumuna hareket eder.
Ekranda görülen değer mutlak değerdir (iplik ger-
ginlik değeri + iplik gerginlik komutu değeri).
B
– 21 –
C
E
D
H
F G
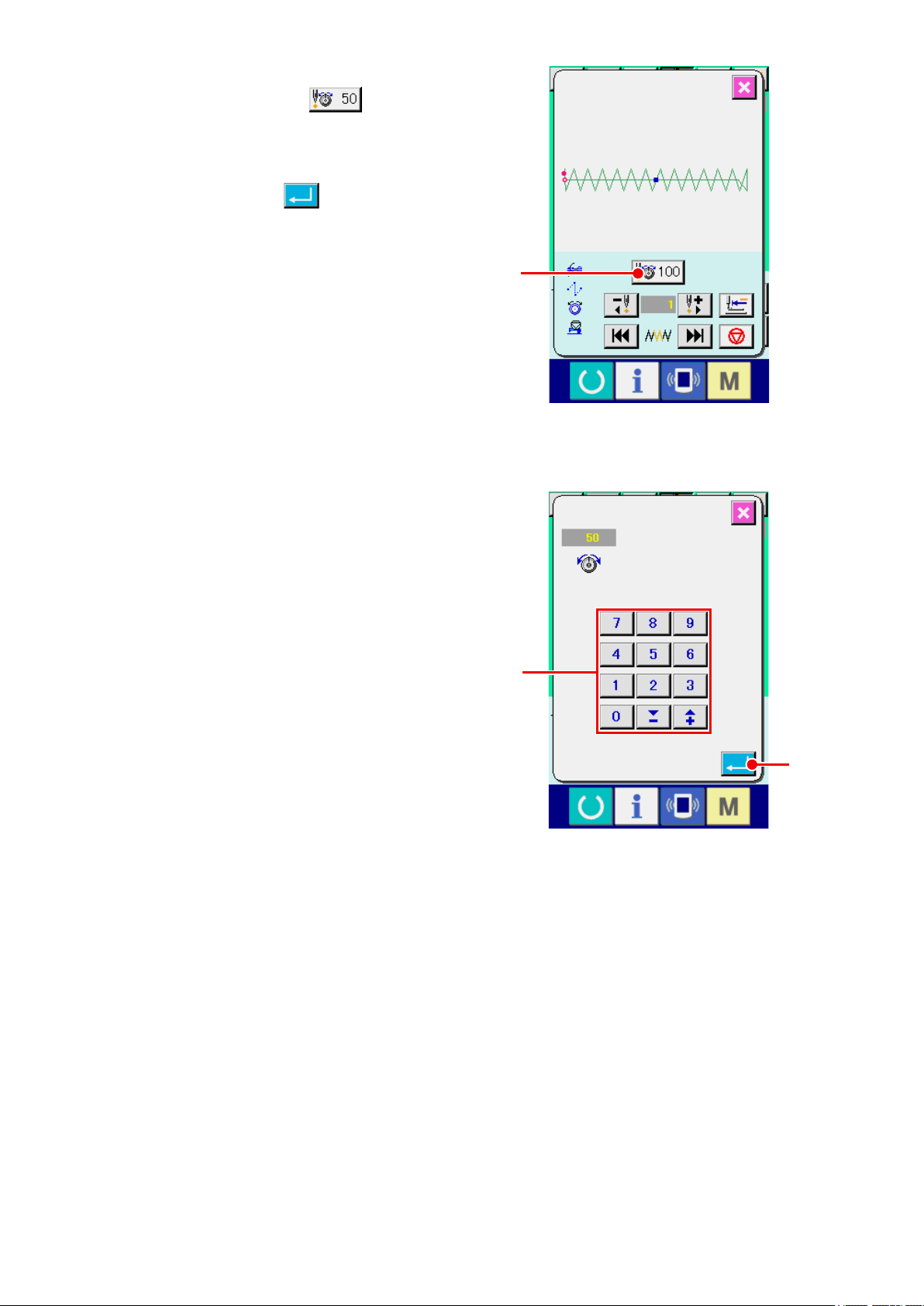
③ İplik gerginlik komutu değerini girin.
KOMUT GİRİŞİ düğmesine I basıldığı
zaman, iplik gerginliğinde artış/azalma değer girişi
ekran görünümüne geçilir. İstediğiniz değeri ON
rakam tuşunu kullanarak ve +/- düğmeleriyle J
girin. ENTER düğmesine K basılınca veriye
onay verilmiş olur.
* Standart desenler için, iplik gerginliği komutu giriş
düğmesi sadece iplik gerginliği komutunun halihazırda mevcut olduğu konumda görüntülenir.
I
J
K
– 22 –
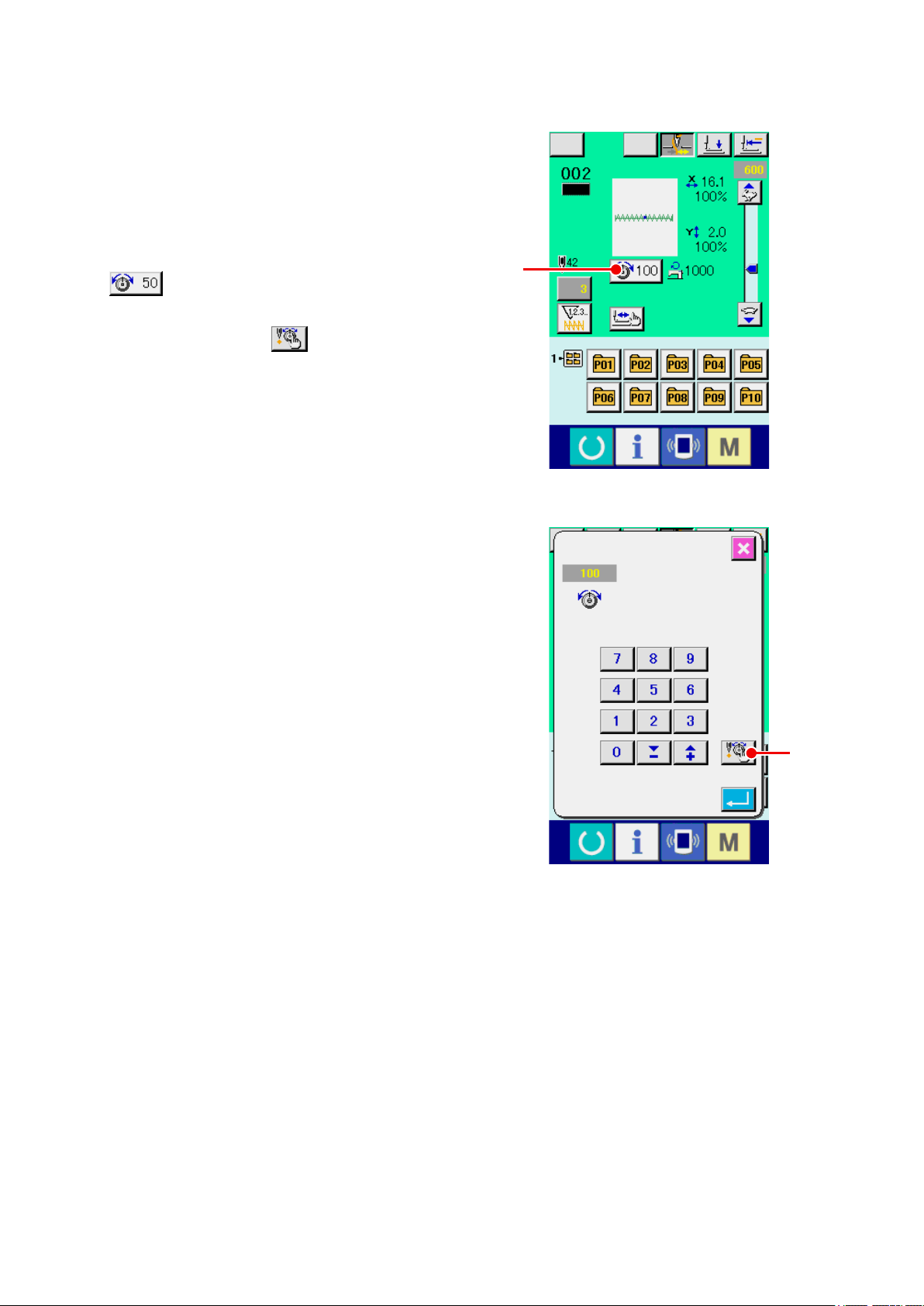
8-2 iğnenin her giriş noktasında iplik gerginliği komutunu silme
İplik gerginliği komutunu değiştirme ekran gö-
①
rünümüne geçin.
Standart bir desen, kullanıcı deseni veya bir or-
tam aygıtı üzerinde kayıtlı bir desen seçilirken,
iplik gerginliği ayar ekranını görüntülemek için
dikiş ekranı üzerindeki iplik gerginliği düğmesine
A basın. İplik gerginlik ayarı ekran görü-
nümünde İPLİK GERGİNLİĞİ KOMUTUNU DE-
ĞİŞTİRME düğmesine B basıldığı zaman,
iplik gerginlik komutunu değiştirme ekran görünümüne geçilir.
A
B
– 23 –
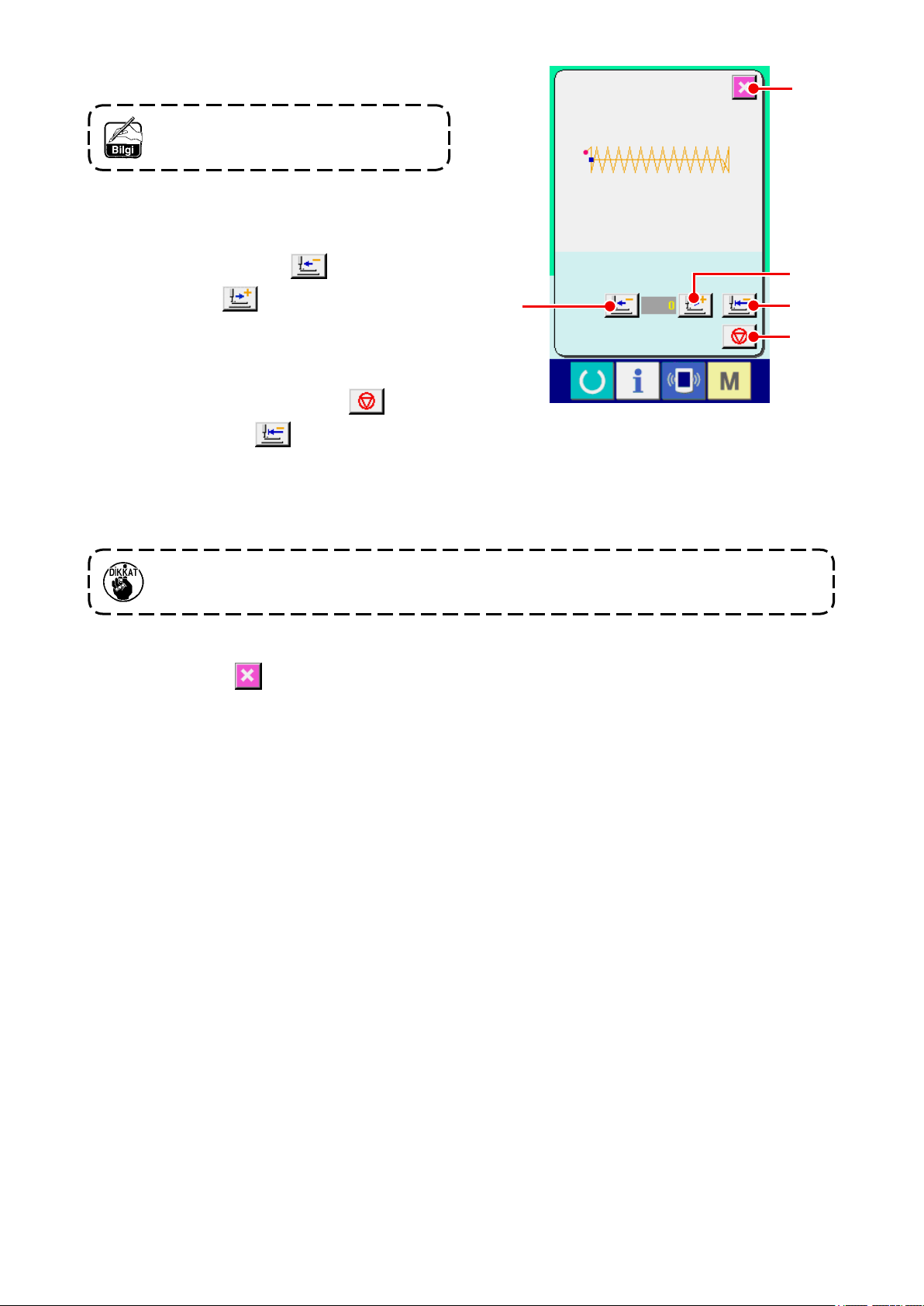
Silmek istediğiniz komut konumunu seçin.
②
Silmek istediğiniz komut konumunu, baskı ayağı
aşağı inmiş haldeyken BİR İLMEK GERİ düğme-
siyle C ya da BİR İLMEK İLERİ D
düğmesiyle belirleyin.
Makine ayrıca, ön ya da arka iplik gerginlik komu-
tunun olduğu iğne giriş noktasına E ya da
F ile gider. Hareketi durdurmak isterseniz
DUR düğmesine G basın.
BAŞA DÖN düğmesine H basılınca, maki-
ne başlangıç konumuna hareket eder.
Mevcut iğne giriş noktası eğer iplik gerginlik ko-
mutunda ise, SİLME KOMUTU düğmesi L
izlenir.
İplik gerginlik komutunu silin.
③
SİLME KOMUTU düğmesine L basılınca,
komut silme ekran görünümüne geçilir. ENTER
C
E
D
L
H
G
F
düğmesine M basılınca komut silinir.
* Standart desenler için, iplik gerginliği komutu sili-
nemez.
M
– 24 –
9. YAĞLAMA HATASI MESAJINI SİLME
Yağlama yapılmadan dikilen ilmek sayısı 100 milyon
ya da daha fazla olduğu zaman, güç AÇIK konuma
getirilince E220 yağlama uyarısı görülür.
Yağlama yapılmadan dikilen ilmek sayısını bellek
düğmesi ile temizleyin, yağ ilave ettikten sonra yağlama hatası mesajı silinir. Temizleme işlemi
yapılana kadar, gücü AÇIK konuma her getirişinizde
ekranda E220 görülür.
Yağlama yapılmadan dikilen ilmek sayısı 120 milyon
ya da daha fazla olduğu zaman, HAZIR tuşuna basılınca E221 yağlama uyarısı görülür. E221 uyarısı
varsa dikiş dikmek mümkün değildir.
Yağlama yapılmadan dikilen ilmek sayısını bellek
düğmesi ile temizleyin, yağ ilave ettikten sonra yağlama hatası mesajı silinir.
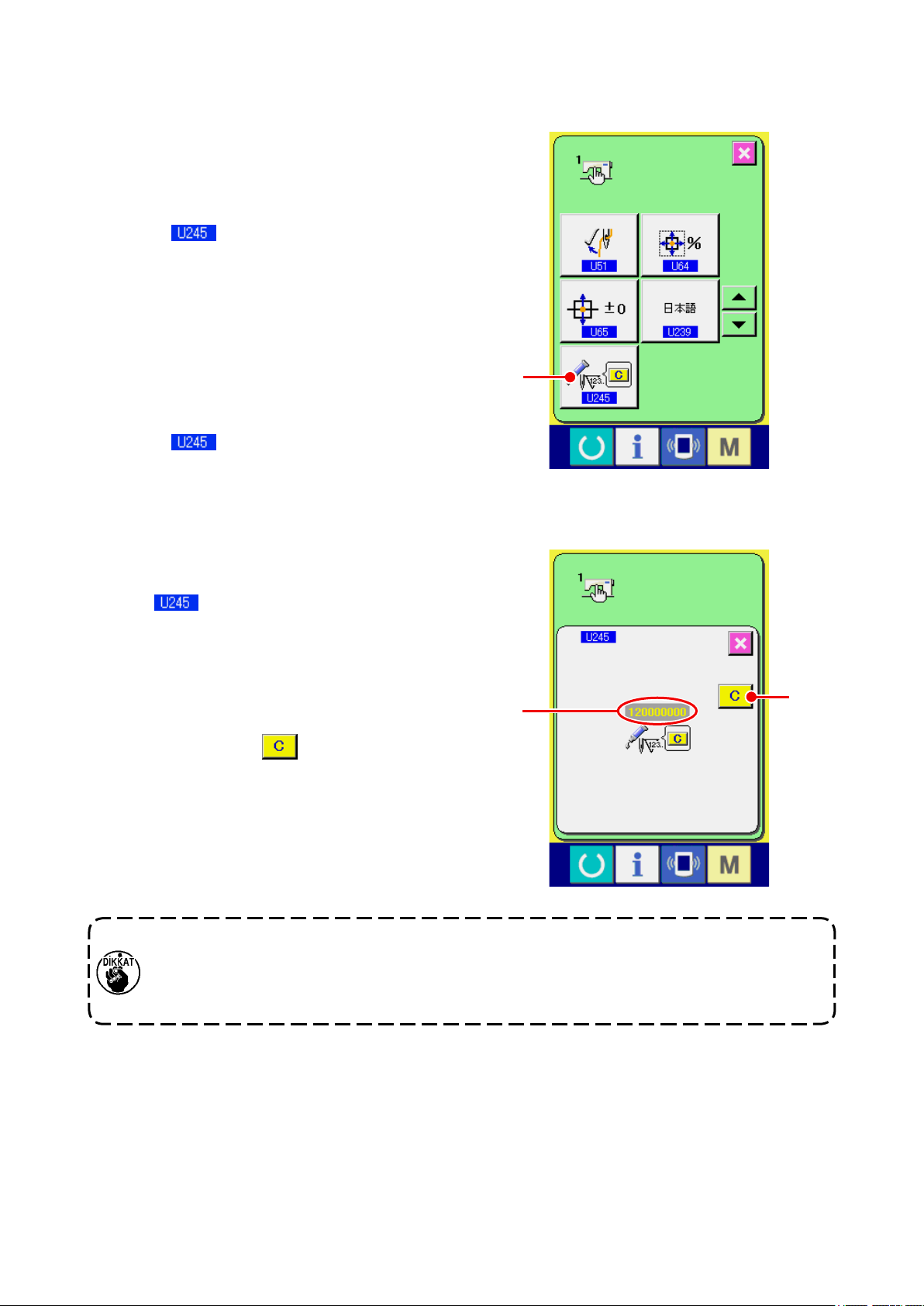
Bellek düğmesi veri listesi ekran görünümüne
①
geçin.
A
Bellek düğmesi veri listesi ekran görünümüne ge-
çin ve ’e ait A düğmesini seçin.
Yağlama hatası mesajı silinir. Yağlama hatası me-
sajı silindi ileti ekranı görülür.
Yağlama yapılmadan önce dikilen ilmek sayı-
②
sını temizleyin.
TEMİZLE düğmesine B basılınca ileti ek-
ranı kapanır ve yağlama yapılmadan önce dikilen
ilmek sayısı temizlenir.
1. Belirtilen noktalara yağ ilave edildikten sonra İLMEK SAYISI C değeri “0” olarak değiştirilmez-
se, E220 ya da E221 hata mesajı ekranda görülmeye devam eder. Ekranda E221 hata mesajı
görüldüğü zaman dikiş makinesi çalışmaz. Bu konuda dikkatli olun.
2. Gres yağını uygulamadan önce gücü KAPALI konuma getirdiğinizden emin olun.
C
B
– 25 –
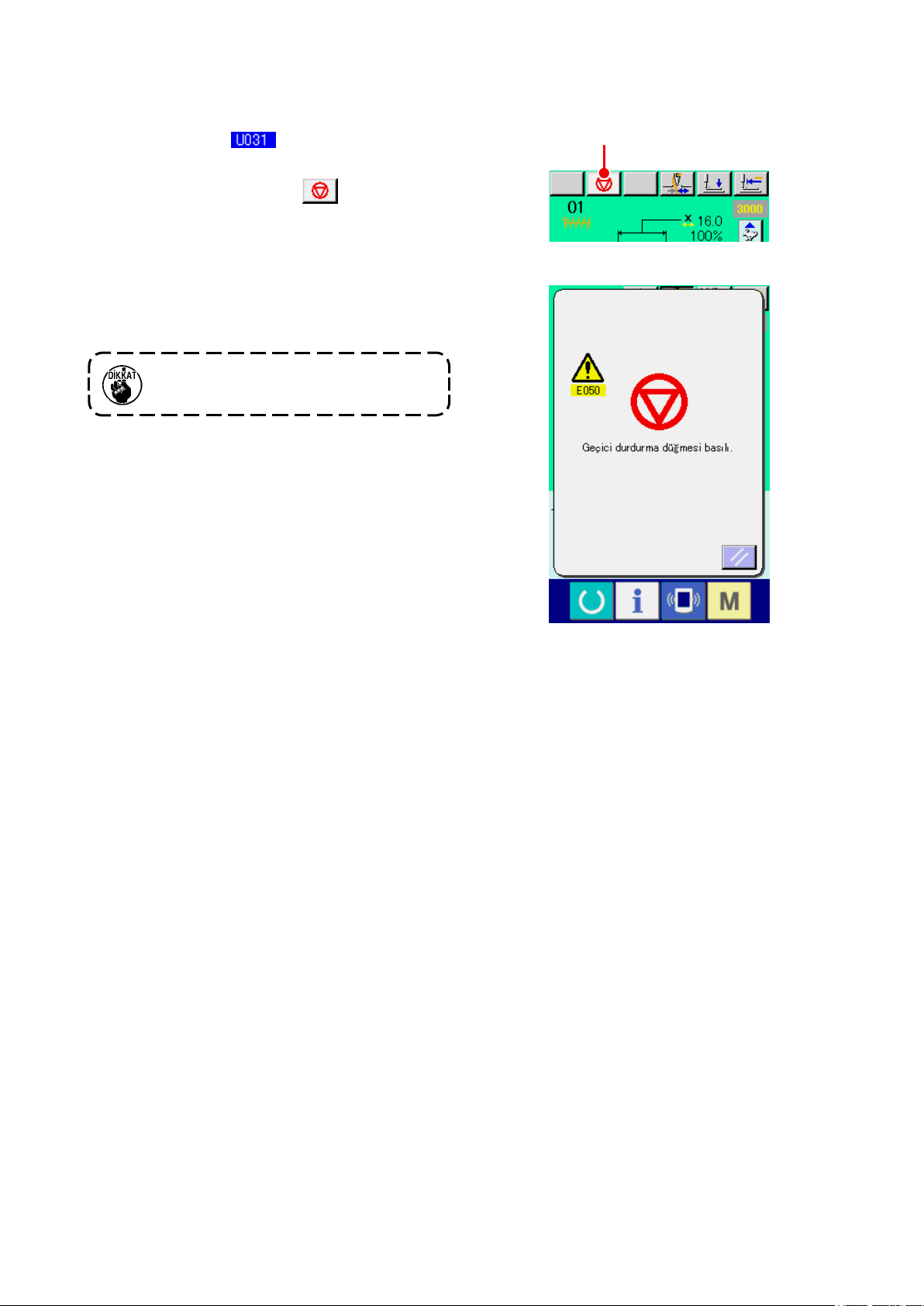
10. GEÇİCİ DURDURMANIN KULLANILMASI
Bellek düğmesiyle panel geçici durdurma
düğmesi seçildiği zaman, dikiş ekranı görünümünde
GEÇİCİ DURDURMA düğmesi A görülür.
Dikiş sırasında geçici durdurma düğmesine basarak
dikiş makinesi durdurulabilir. Bu durumda, durdurma
düğmesine basıldığını haber vermek için hata ekranı
görünümü belirir.
Geçici durdurma için harici düğme kullanıldığı zaman da aynı işlemi uygulayın.
A
– 26 –
 Loading...
Loading...