


LBH-1796AN
KULLANIM KILAVUZU

İÇİNDEKİLER
I. ÖNEMLİ EMNİYET TALİMATLARI .............................................................. 1
II. TEKNİK ÖZELLİKLER ................................................................................ 1
1. Spesikasyonlar ....................................................................................................................2
2. Standart dikiş şekli listesi ..................................................................................................... 3
3. Kongürasyon ........................................................................................................................4
III. MONTAJ ..................................................................................................... 5
IV. ÇALIŞTIRMADAN ÖNCEKİ HAZIRLIKLAR ........................................... 21
1. Yağlama ................................................................................................................................21
2. İğnenin takılması .................................................................................................................. 22
3. Üst ipliğin takılması .............................................................................................................23
4. Mekiğe iplik geçirme ............................................................................................................ 23
5. Masura ipliği gerginliğinin ayarlanması .............................................................................24
6. Mekiğin takılması .................................................................................................................24
7. Bıçağın takılması ..................................................................................................................25
8. Gücü AÇIK konuma getirmeden önce alet kontrol edilmelidir ........................................25
V. DİKİŞ MAKİNESİNİN ÇALIŞTIRILMASI .................................................. 26
1. Çalışma paneli tuşlarıyla ilgili açıklamalar ........................................................................26
2. Dikiş makinesinin temel çalışması ..................................................................................... 28
3. Pedal kullanımı ..................................................................................................................... 30
4. Dikiş çeşidini seçmek .......................................................................................................... 33
5. Üst iplik gerginliğinin değiştirilmesi ..................................................................................34
6. Yeniden dikiş dikilmesi ........................................................................................................ 35
7. Masuraya iplik sarma ...........................................................................................................36
8. Sayaç kullanımı .................................................................................................................... 37
9. Başlangıç değeri dikiş çeşidini kullanmak ....................................................................... 39
10. Dikiş verilerinin değiştirilmesi .......................................................................................... 40
11. Dikiş verilerini düzenleyerek/düzenlemeden ayarlama yöntemi ...................................42
12. Dikiş verileri listesi ............................................................................................................43
13. Dikiş çeşidinin kopyalanması ........................................................................................... 49
14. Dikiş verilerinin dışındaki verilerin düzenlenmesi/kontrol edilmesi .............................50
15. Parametre kayıt tuşunun kullanılması .............................................................................52
16. Sürekli dikiş dikme ............................................................................................................53
17. Çevrim dikişi dikme ...........................................................................................................57
18. Çevrim/sürekli dikiş verisi adının değiştirilmesi ............................................................. 59
19. Servis dikiş desenlerinin açıklaması ................................................................................60
20. Bıçağın çoklu hareketleri hakkında açıklamalar .............................................................62
21. Bellek düğmesi verilerini değiştirme yöntemi .................................................................63
22. Bellek düğmesi veri listesi ................................................................................................ 64
23. Dikiş makinesi dikme işlemiyle meşgulken dikiş hızının değiştirilmesi ....................... 68
i

24. Pedal değişken direncinin ayarlanması ........................................................................... 69
25. Kontrastın ayarlanması .....................................................................................................70
26. Tuş kilidinin ayarlanması .................................................................................................. 70
27. İletişim .................................................................................................................................71
28. Mesai harici çalışmanın ayarlanması ............................................................................... 75
VI. BAKIM ..................................................................................................... 77
1. İğne ve çağanoz ilişkisinin ayarlanması ............................................................................ 77
2. Üst iplik kesicinin ayarlanması ........................................................................................... 78
3. Basınç çubuğundaki basıncın ayarlanması ......................................................................79
4. Masura baskı ünitesi ayarı ..................................................................................................79
5. İplik gerginliği ......................................................................................................................80
6. Sigortanın değiştirilmesi ..................................................................................................... 81
7. Baskı ayağının paralel kaldırmasını ayarlama ...................................................................81
8. Yapışkan bant aksesuarı ..................................................................................................... 82
9. Yardımcı tabaka ....................................................................................................................83
10. Malzeme besleme yardımcı tabakası (isteğe bağlı) ........................................................83
VII. APARAT PARÇALARI ............................................................................ 85
1. Kumaş kesme bıçağı ...........................................................................................................85
VIII. HATA KODU LİSTESİ ............................................................................ 86
1. Bir hata görüntülenirken dikiş makinesinin kullanılması .................................................86
2. Bir mesaj görüntülendiğinde izlenecek çalışma prosedürü ............................................91
IX. SORUNLAR VE DÜZELTİCİ ÖNLEMLER .............................................. 92
X. MASANIN TEKNİK RESMİ ....................................................................... 94
XI. HER ŞEKİL İÇİN BAŞLANGIÇ DEĞERİ VERİLERİ TABLOSU ............. 95
ii
I. ÖNEMLİ EMNİYET TALİMATLARI
1) Yağ deposuna uygun şekilde yağ koyulmadıkça, makineyi kesinlikle çalıştırmayın.
2) Bir güne ait iş tamamlandıktan sonra, kanca, bobin ipliği kesme bıçağı bölümü ve yağ tankının yağlama deliğinde bulunan tozu ve kiri temizleyin. Bu sırada, yağ miktarının yeterli olup olmadığını da kontrol edin.
3) Makine çalışmaya başladıktan sonra, çalıştırma pedalını mutlaka başlangıç konumuna getirin.
4) Makine, makine kafası yatık konumdayken makinenin çalışmasına engel olan bir makine kafası eğim
dedektörü ile donatılmıştır. Dikiş makinesini çalıştırırken, makine kafasını yerine uygun şekilde yerleştirdikten sonra güç şalterini AÇIK konuma getirin.
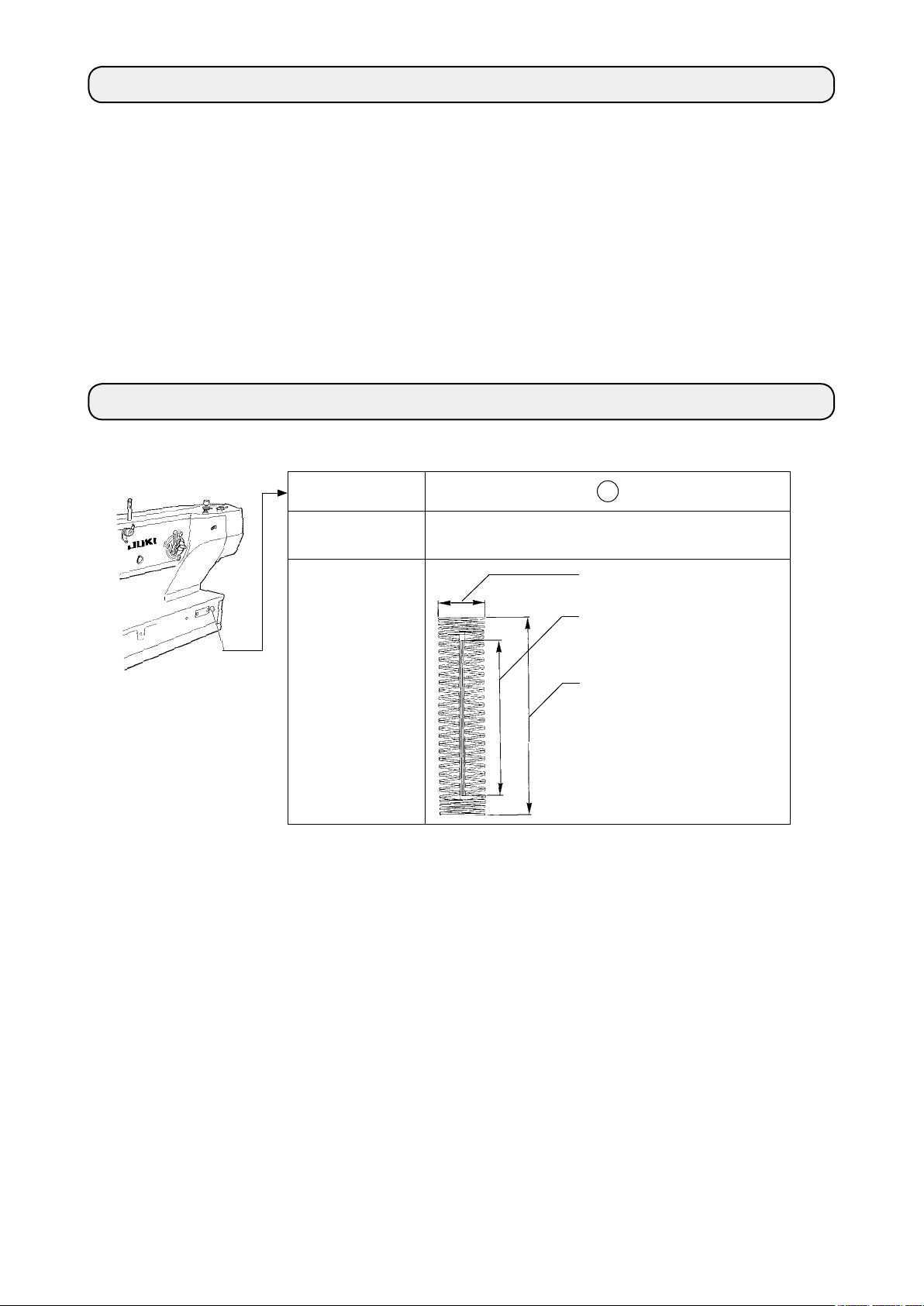
II. TEKNİK ÖZELLİKLER
Bilgisayar kontrollü, mekik dikiş ilik makinesi LBH-1796AN’nın temel özellikleri.
Alt Model
Ana kullanım yeri
İlik büyüklüğü
S
Erkek gömleği, bluz, iş önlüğü, bayan giyim vb.
ürünlerde ilik açma.
Standart: Maksimum 4 mm.
Kullanılan bıçak büyüklüğü:
6,4 ile 25,4 mm arasında
(1/4' – 1')
İlik dikiş uzunluğu
Maksimum 220 mm.
– 1 –
1. Spesikasyonlar
Dikiş hızı Standart hız: 3.600 sti/min (Maksimum: 4.200 sti/min)
(Maksimum: yağsız çağanoz kullanıldığı zaman 3.300 sti/min)
İğne DP × 5 #11J ile #14J arasında
Çağanoz DP tipi tam döner çağanoz
İğne külbütör tahrik yöntemi Adım motor tahrikli
Besleme tahrik yöntemi Adım motor tahrikli
Baskı ayağı kaldırma tahrik yön-
temi
Baskı ayağını kaldırma 14 mm (Opsiyonel ayar vardır)
Kumaş kesme bıçağı tahrik yön-
temi
Standart dikiş şekli 31 çeşit
Bellekte kayıtlı dikiş çeşidi sayısı 99 dikiş çeşidi
Kitle Makine kafası 55 kg, Kontrol paneli 5,5 kg
Güç tüketimi 370 VA
Çalışma sıcaklığı aralığı 5ºC ile 35ºC arasında
Çalışma nem oranı aralığı %35 ile %85 arasında (çiy yoğuşması yok)
Hat gerilimi Anma gerilimi ±%10 50/60 Hz
Gürültü - İş istasyonunda sürekli ses basıncı seviyesinin (LpA) yayılmasına
Adım motor tahrikli
Maksimum: 6 mm (Baskı ayağının paralel kaldırılması durumunda)
Motor tahrikli krank sistemi
denk :
A-81,0 dBA’nın ağırlıklı değeri; (KpA = 2,5 dBA dahil) ; ISO 10821-
C.6.3 -ISO 11204 GR2 uyarınca 3.600 sti/min
*1
*1: Tutucu parça ayağının paralel kaldırılması durumunda, tutucu parça ayağının konumu 182,1 ila 220,0 mm
aralığındayken kaldırma miktarı maksimumda 4,8 mm ile sınırlıdır.
– 2 –
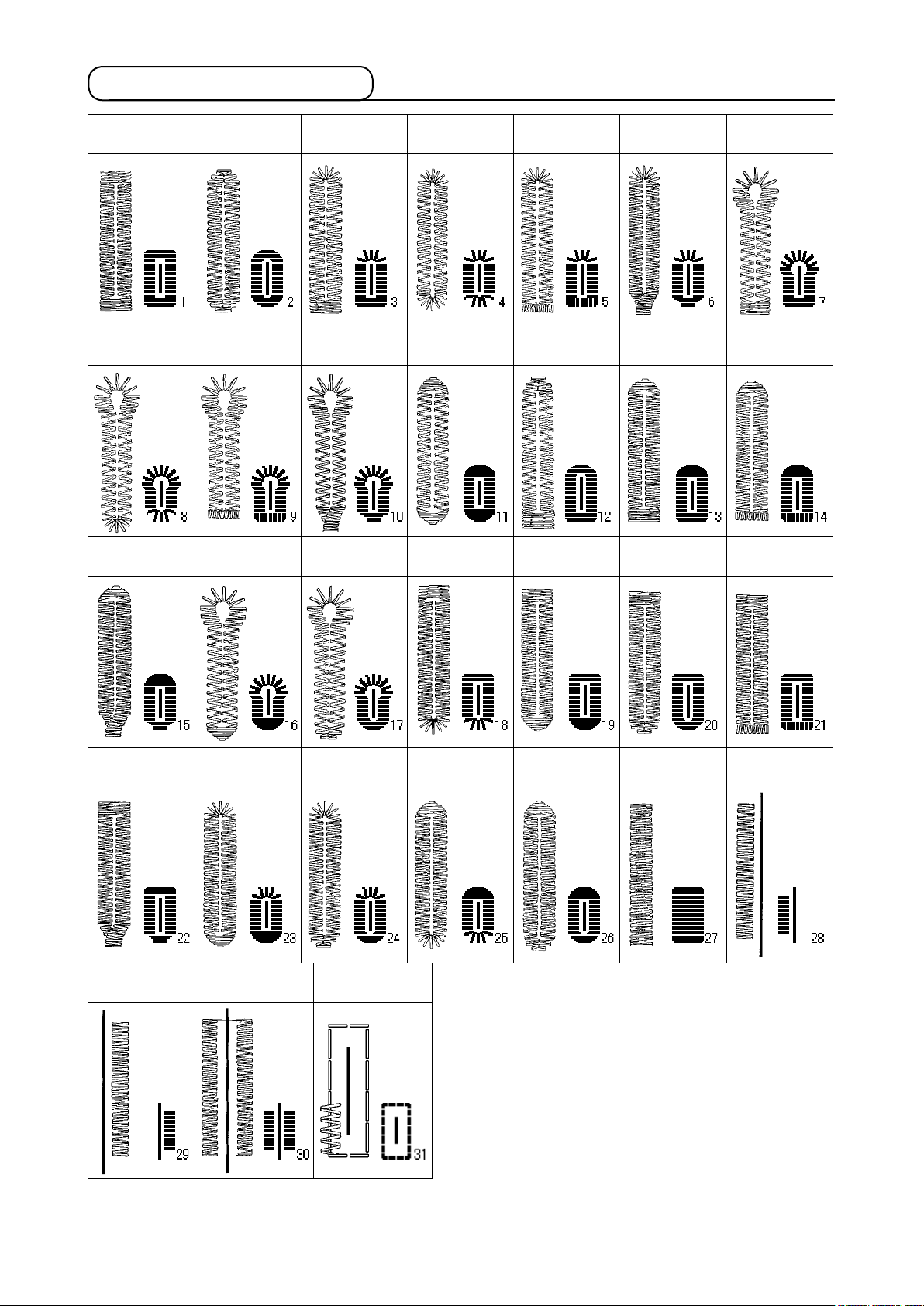
2. Standart dikiş şekli listesi
(1) Kare tip (2) Yuvarlak tip
PANEL
GÖRÜNÜMÜ
(8) Kuşgözü
radyal tip
PANEL
GÖRÜNÜMÜ
(15) Yarımay
konik punteriz tipi
(9) Kuşgözü düz
punteriz tipi
(16) Kuşgözü
yarımay tipi
PANEL
GÖRÜNÜMÜ
PANEL
GÖRÜNÜMÜ
(3) Radyal kare
tip
PANEL
GÖRÜNÜMÜ
(10) Kuşgözü
konik punteriz tipi
PANEL
GÖRÜNÜMÜ
(17) Kuşgözü
yuvarlak tip
(4) Radyal tip
PANEL
GÖRÜNÜMÜ
(11) Yarım ay tipi
PANEL
GÖRÜNÜMÜ
(18) Kare radyal
tip
(5) Radyal düz
punteriz tipi
PANEL
GÖRÜNÜMÜ
(12) Yuvarlak
kare tipi
PANEL
GÖRÜNÜMÜ
(19) Kare yarım
ay tipi
(6) Radyal konik
punteriz tipi
PANEL
GÖRÜNÜMÜ
(13) Yarım ay
kare tipi
PANEL
GÖRÜNÜMÜ
(20) Kare yuvar-
lak tip
(7) Kuşgözü kare
tip
PANEL
GÖRÜNÜMÜ
(14) Yarımay düz
punteriz tipi
PANEL
GÖRÜNÜMÜ
(21) Kare düz
punteriz tipi
PANEL
GÖRÜNÜMÜ
(22) Kare konik
punteriz tipi
PANEL
GÖRÜNÜMÜ
(29) Punteriz, sol-
dan kesim
PANEL
GÖRÜNÜMÜ
PANEL
GÖRÜNÜMÜ
(23) Radyal yarı-
may tip
PANEL
GÖRÜNÜMÜ
(30) Punteriz, orta-
dan kesim
PANEL
GÖRÜNÜMÜ
PANEL
GÖRÜNÜMÜ
(24) Radyal yu-
varlak tip
PANEL
GÖRÜNÜMÜ
(31) Teyel + Kumaş
kesme bıçağı
PANEL
GÖRÜNÜMÜ
PANEL
GÖRÜNÜMÜ
(25) Yarımay
radyal tip
PANEL
GÖRÜNÜMÜ
PANEL
GÖRÜNÜMÜ
(26) Yarım ay
yuvarlak tip
PANEL
GÖRÜNÜMÜ
PANEL
GÖRÜNÜMÜ
(27) Punteriz
PANEL
GÖRÜNÜMÜ
PANEL
GÖRÜNÜMÜ
(28) Punteriz,
sağdan kesim
PANEL
GÖRÜNÜMÜ
– 3 –

3. Kongürasyon
❻
❷
❸
❹
❺
LBH-1796AN aşağıdaki parçalardan oluşmaktadır.
Güç şalteri
❶
Makine kafası (LBH-1796AN)
❷
Çalışma paneli
❸
Kontrol kutusu (MC-602)
❹
Baskı ayağı kaldırma ve başlatma pedalı
❺
İplik çardağı mekanizması
❻
Güç şalteri (EU tipi)
❼
❶
❼
– 4 –
III. MONTAJ
UYARI :
Dikiş makinesinin düşmesi nedeniyle olabilecek kazaları önlemek için, makineyi iki ya da daha fazla
kişi taşımalıdır.
(1) Kontrol kutusu montaj hazırlıkları
❶
1) Dişli rondelaları ❷ ve kauçuk tamponları ❸
kontrol kutusuna ❶ takın. (Dört yerden)
* Dişli rondelaları, yükseklikleri 0,8 mm olacak
şekilde sıkın.
2) Kontrol kutusu montaj plakasını ❹ düz ron-
delalar ❺ ve somunlarla ❼ sabitleyin. (Dört
yerden)
* Vidayı montaj plakasındaki U şeklindeki ka-
nala takarak montaj plakasını sabitleyin.
0,8 mm
❸
❷
❼
❺
❹
Dört yerden
– 5 –
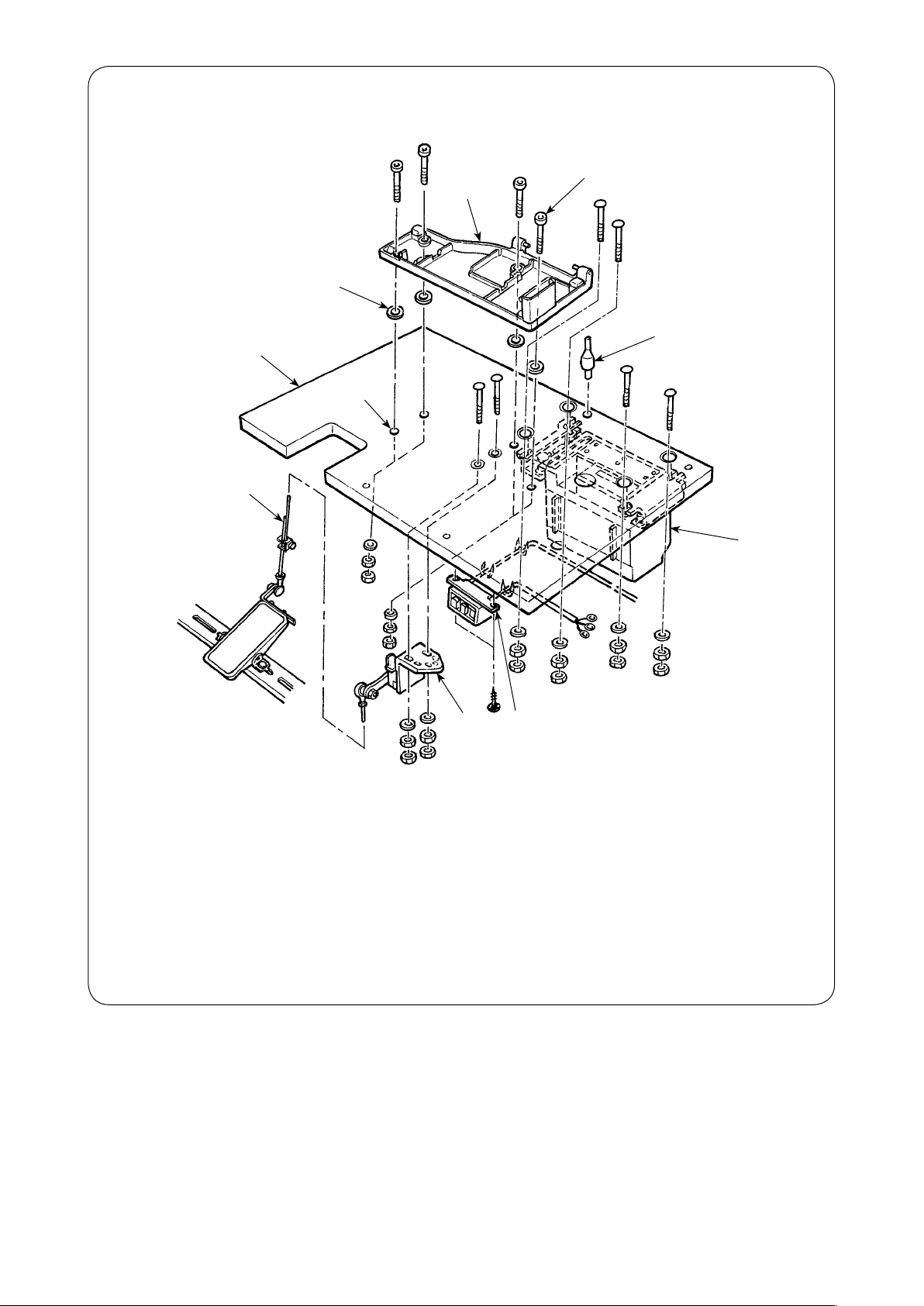
(2) Masanın kurulması
❷
❺
❻
❼
❾
❽
❶
❹
1) Kontrol kutusunu ❶, güç şalterini ❸ ve pedal sensörünü ❹ masaya ❷ sabitleyin.
2) Güç şalterini ❸ bir zımba ile sabitleyin.
3) Dikiş makinesi kafasının yuvasına ait dört tespit vidasını ❺ yuvaya ❻ takın.
4) Yuvayı sabitlemek için, lastik contaları ❼ deliklere ❽ (4 adet) yerleştirip yuvayı ❻ sabitleyin.
5) Kafa destek çubuğunu ❾ masaya ❷ sabitleyin.
6) Dikiş makinesinin ana ünitesini yatağa ❻ yerleştirin. Ardından, pedalı ve pedal sensörünü ❹ ünite
ile birlikte sağlanan bağlantı kolu ile bağlayın.
❸
– 6 –
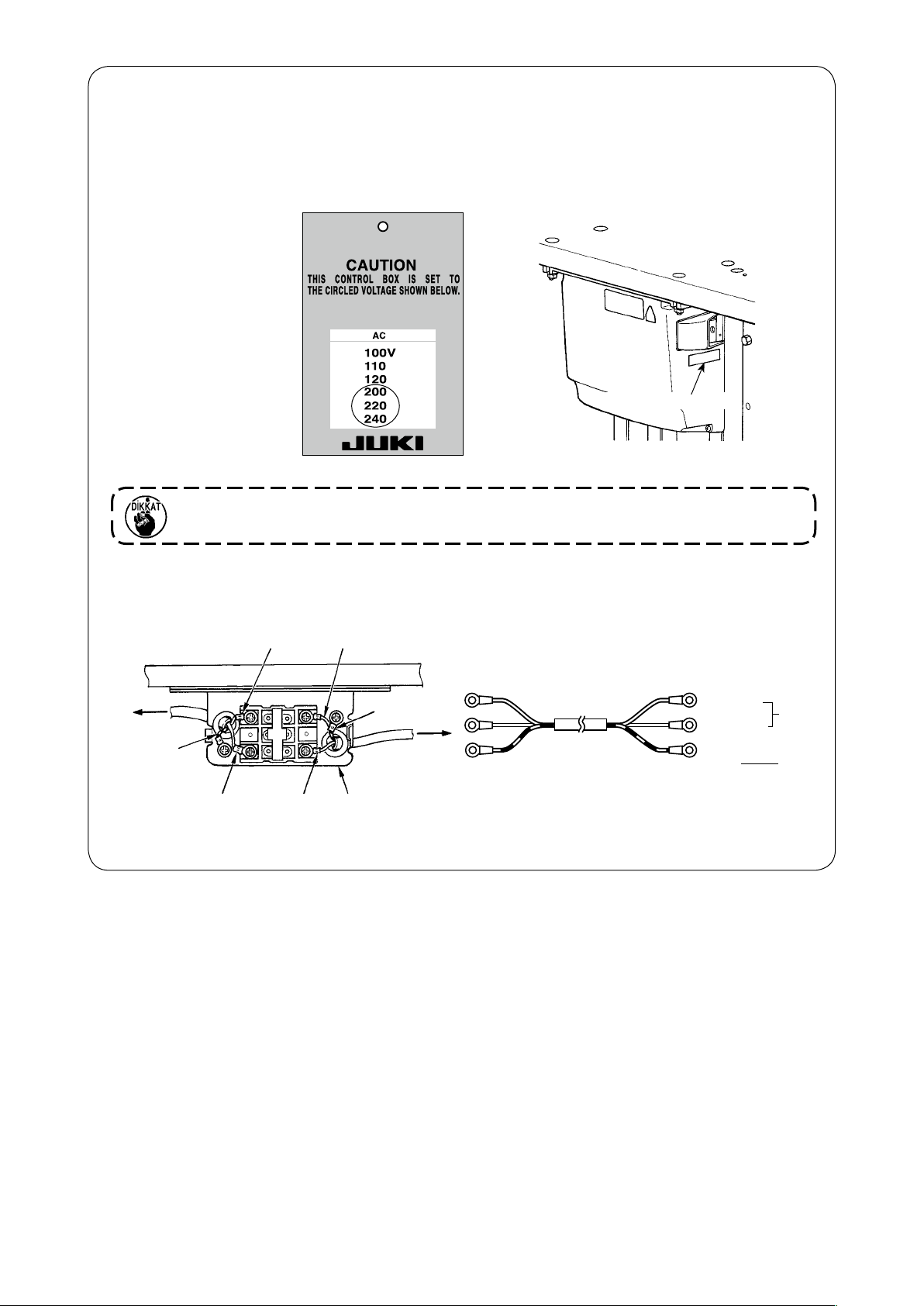
(3) Elektrik kablolarının bağlanması
• Voltaj spesikasyonları.
Voltaj özellikleri güç kablosuna takılı güç gösterge etiketinde ve güç kutusuna yapıştırılmış voltaj anma
plakasında gösterilmektedir. Teknik özelliklere uygun olan kabloyu bağlayın.
Güç gösterge etiketi
Voltaj anma plakası
(Örneğin: 200V
durumunda)
Yanlış voltaj ve fazda asla kullanmayın.
• Tek faz 220V, 230V ve 240V bağlantısı
Kahverengi
Güç şalteri
Masa
Kontrol kutusu
Yeşil/Sarı
Açık mavi
Kahverengi
Açık mavi
Yeşil/Sarı
Fiş
Güç kaynağı kablosu
Açık mavi
Kahverengi
Yeşil/
Sarı
AC
220 V
-240 V
GND
– 7 –
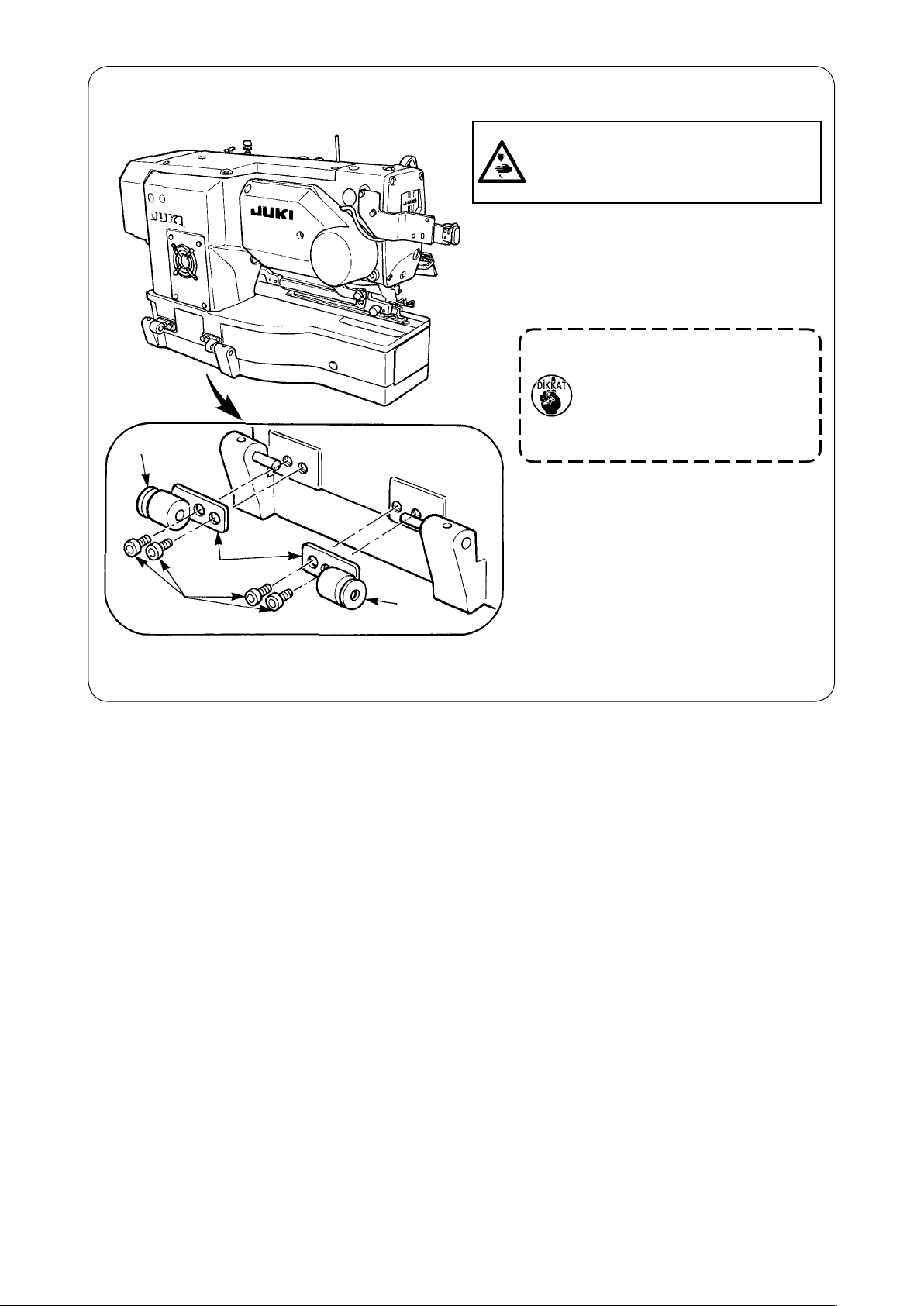
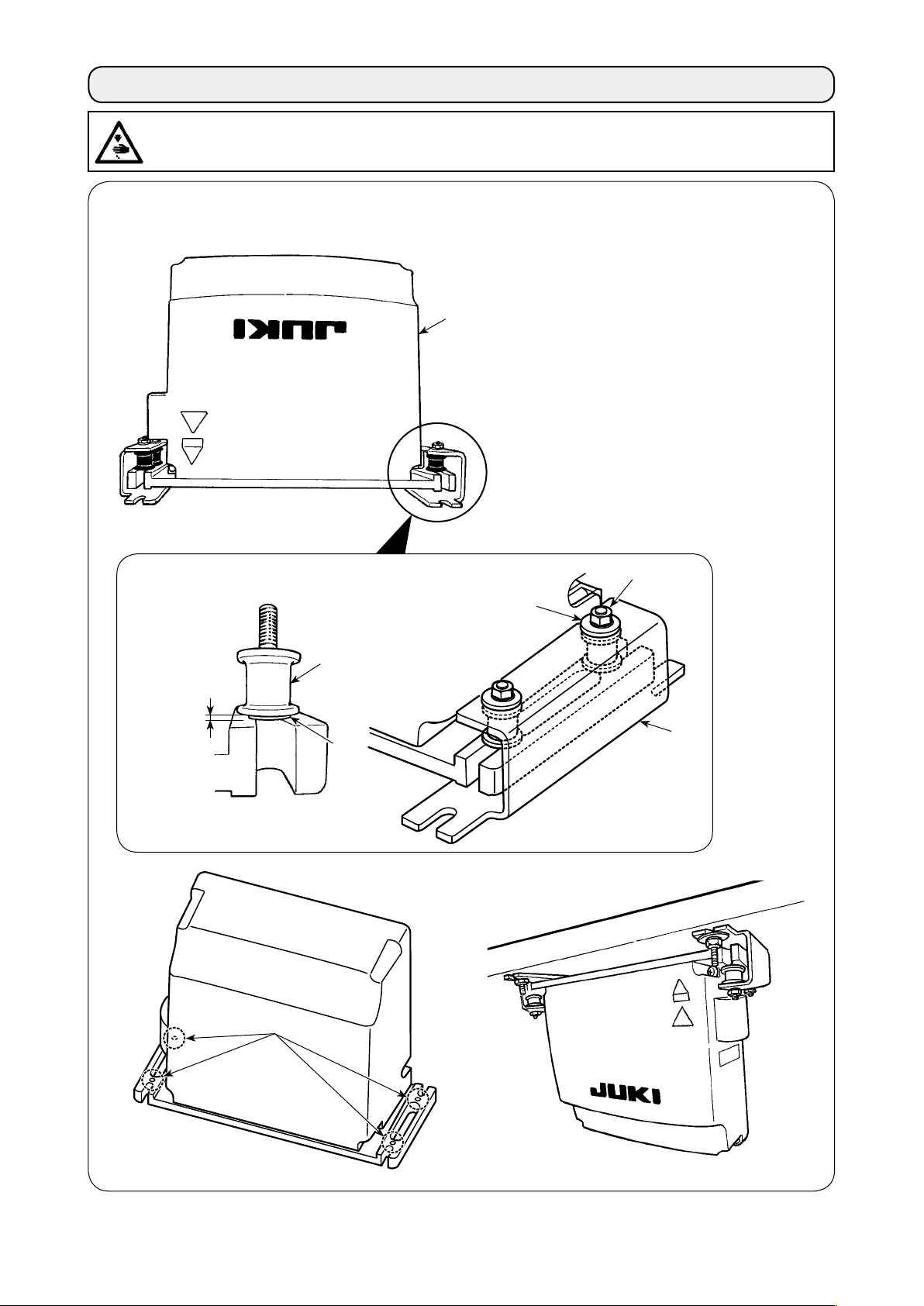
(4) Dikiş makinesi ana ünitesinin montajı
-1 (lastik)
❷
UYARI :
Dikiş makinesinin düşmesi nedeniyle olabilecek kazaları önlemek için, makineyi iki
ya da daha fazla kişi taşımalıdır.
Menteşe plakalarını ❶ ve ❷-1 (plastik) ve
-2 (metal) mil yataklarını, dikiş makinesi
❷
kafası yuvasında iki noktaya yerleştirin ve
menteşe plakalarını tespit vidasıyla ❸ makine kafasına tespit edin.
Lastik menteşe ve metal tespit
menteşesinin montaj sırası
ters olursa, yana yatırıldığı zaman dikiş makinesi sallanacağı için tehlikelidir. Bu konuda
dikkatli olun.
❸
❶
-2
❷
(metal)
– 8 –
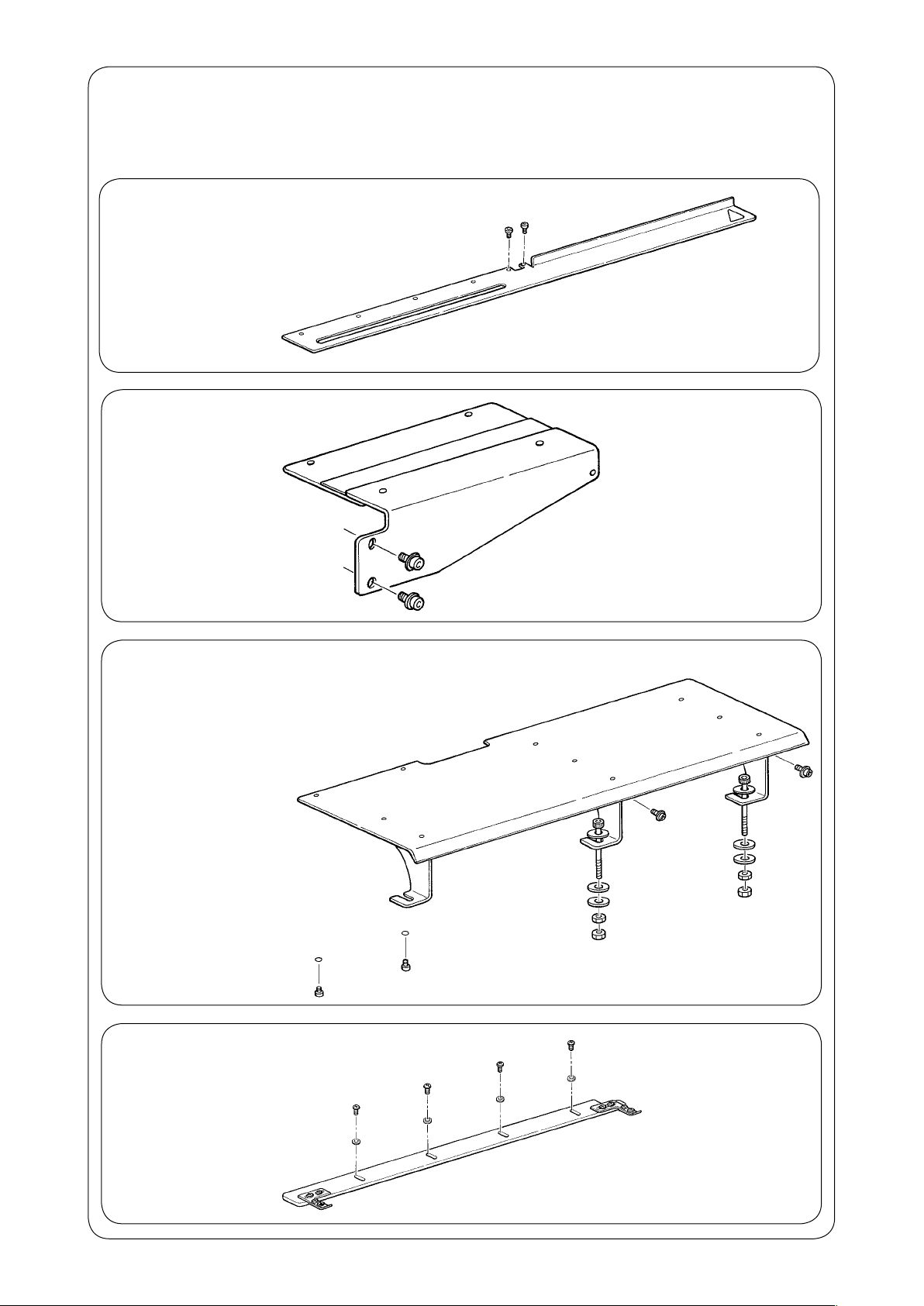
(5)
Besleme plakasının, alt tablaların ve konumlandırma ölçeğinin kurulumuna hazırlık
Besleme plakasını, alt tabla ve konumlandırma ölçeğini makine kafasına takmak için aşağıda listelenen
parçalar hazırlanmalıdır.
Besleme plakası
İki tespit vidası
・
Alt tabla B
İki tespit vidası
・
Alt tabla A
(Alt tabla A'yı makine kafasına sabitlemek için kullanılmak üzere)
İki tespit vidası
・
(Alt tabla A'yı alt tabla B'ye sabitlemek
için kullanılmak üzere)
İki tespit vidası
・
(Alt tabla A'yı tablaya sabitlemek
için kullanılmak üzere)
İki tespit vidası
・
Dört pul
・
İki parça kauçuk
・
Dört somun
・
Konumlandırma ölçeği
Dört tespit vidası
・
Dört pul
・
– 9 –
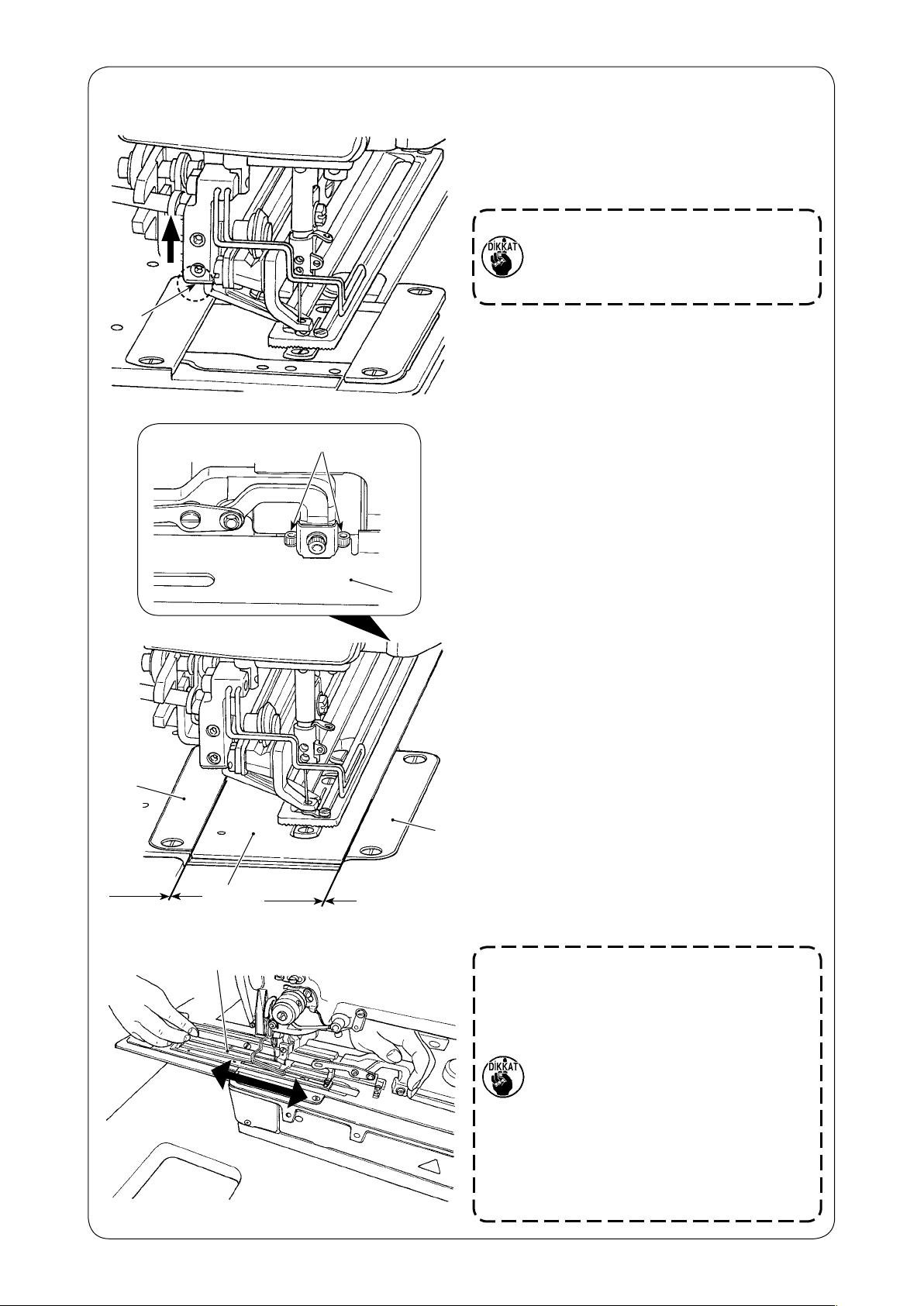
(6) Besleme plakasının kurulumu
❶
1) Bölüm ❶'i tutarak baskı ayağını kaldırın ve
ünite ile birlikte temin edilen besleme plakasını
konumuna yerleştirin.
❷
Yatağın üst yüzeyindeki gresi (paslan-
mayı engellemek için) silerek temizleyin. Ardından besleme plakasını monte
edin.
❹
0,1 mm
❷
0,1 mm
❸
❷
2) İki tespit vidası aksesuarını ❸ geçici olarak
karşılarındaki dişli vida deliklerine yerleştirin.
3) Sırasıyla sağ ve sol boğaz plakası tabanları ❹
ve besleme plakası ❷ arasında eşit yatay boşluk (0,1 mm) olacak şekilde ayarlayın.
4) Tespit vidalarını ❸ sıkıştırın.
5) Baskı ayağını alçaltın. Ardından, besleme plakasını ❷ geri ve ileri ittirerek yumuşak bir şekilde ilerleyip ilerlemediğini kontrol edin (30 N ya
da daha az bir güçle).
Besleme plakası ileri geri hareket ettirilirken,
❹
besleme plakasının ❷ boğaz plakası taban
kapağı ❹ ile temas etmesi durumunda, tespit
vidalarını ❸ gevşetin ve besleme plakasını ❷
uygun şekilde yeniden konumlandırın.
❷
– 10 –
1.
Baskı ayağını indirirken elinizi baskı
ayağının altına koymamaya dikkat edin.
2. Besleme mekanizması düğüm ya da
düzensiz bir tork nedeniyle yumuşak
bir şekilde ilerleyemiyorsa, mekanizmanın senkronizasyonunu kaybedebileceğini unutmayın.
3. Makas iplik kesme konumuna ulaşmak üzere çıktığında besleme plakası
yeniden ileri doğru hareket ettirilirse
besleme plakası kapatma kamını
geçerek dikiş makinesinin kilitlenmesine neden olabilir.
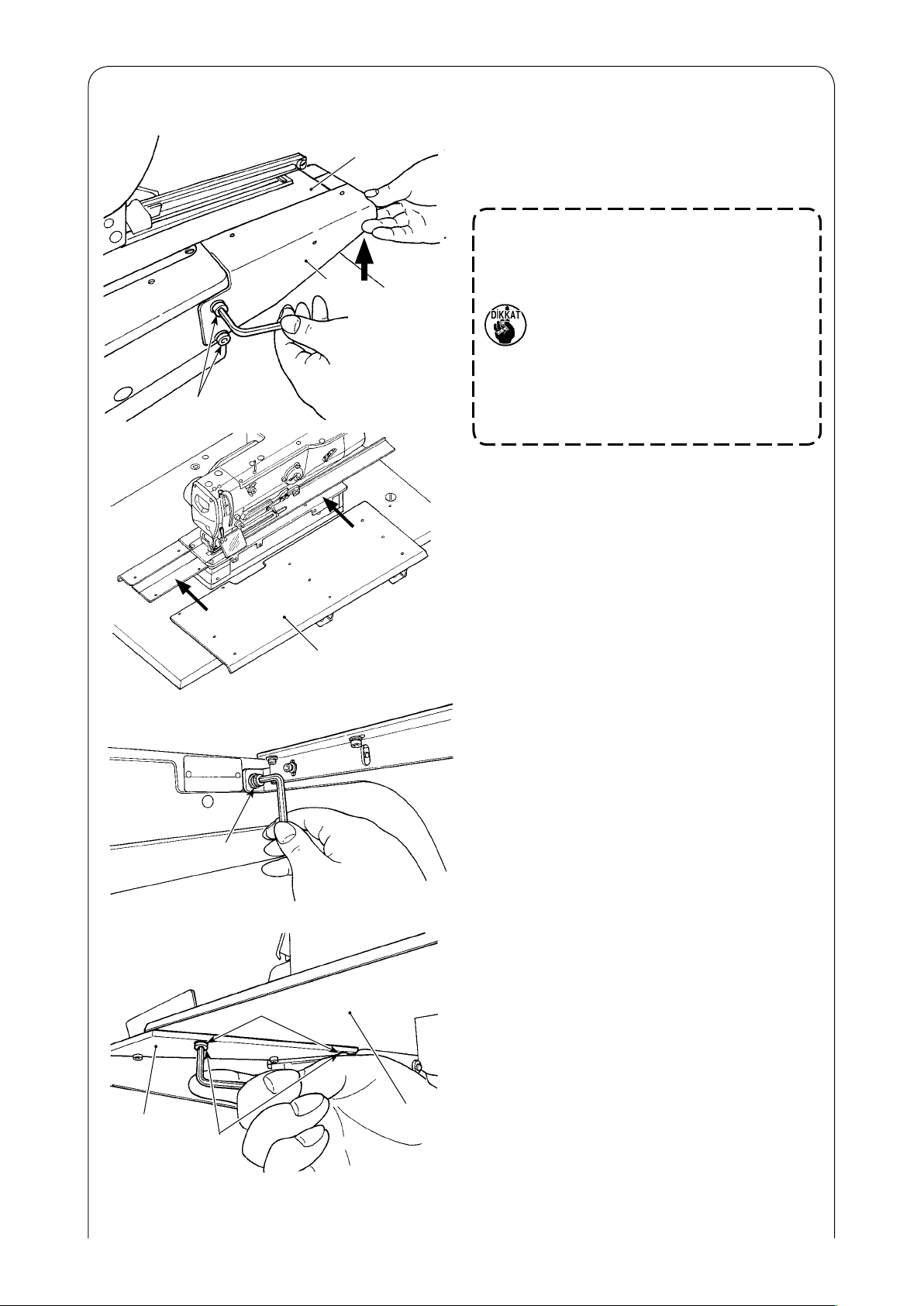
(7) Alt tablaların kurulması
❷
❸
❶
Besleme
plakasına hafçe
bastırın
1) Besleme plakasını ❶ ileri doğru ittirin. Ünite
birlikte temin edilen alt tabla B'yi ❷ besleme
plakasına doğru bastırın. Daha sonra, tespit
vidalarını ❸ geçici olarak sıkıştırın.
Eğer ikinci kısım ileri doğru hareket
ettiğinde alt tabla B besleme plakasını
desteklemiyorsa, baskı ayağı malzemeyi güvenli bir şekilde tutmuyor
demektir ve bu da, dikiş atlamasına
ve ipliğin kopmasına neden olur.
Diğer yandan, alt tabla B, besleme
plakasına çok fazla bastırılırsa, besleme mekanizması ileri doğru hareket
ettiğinde aşırı yüklenerek senkronizasyonunu kaybedebilir.
2) Ünite ile birlikte temin edilen alt tabla A'yı ❹
yatağa ve alt tabla B'ye ❷ sabitleyin.
❺
❹
3) Ünite ile birlikte temin edilen alt tabla A'yı ❹ ile
iki tespit vidası ❺ ile makine kafasına geçici
olarak sabitleyin.
4) Alt masa A’yı ❹ alt masa B’ye ❷ iki adet tespit
vidası ❻ ve iki pul ❼ ile birleştirin.
❼
❷
❻
❹
5) Geçici olarak sabitlenmiş tüm tespit vidalarını
iyice sıkıştırın.
– 11 –
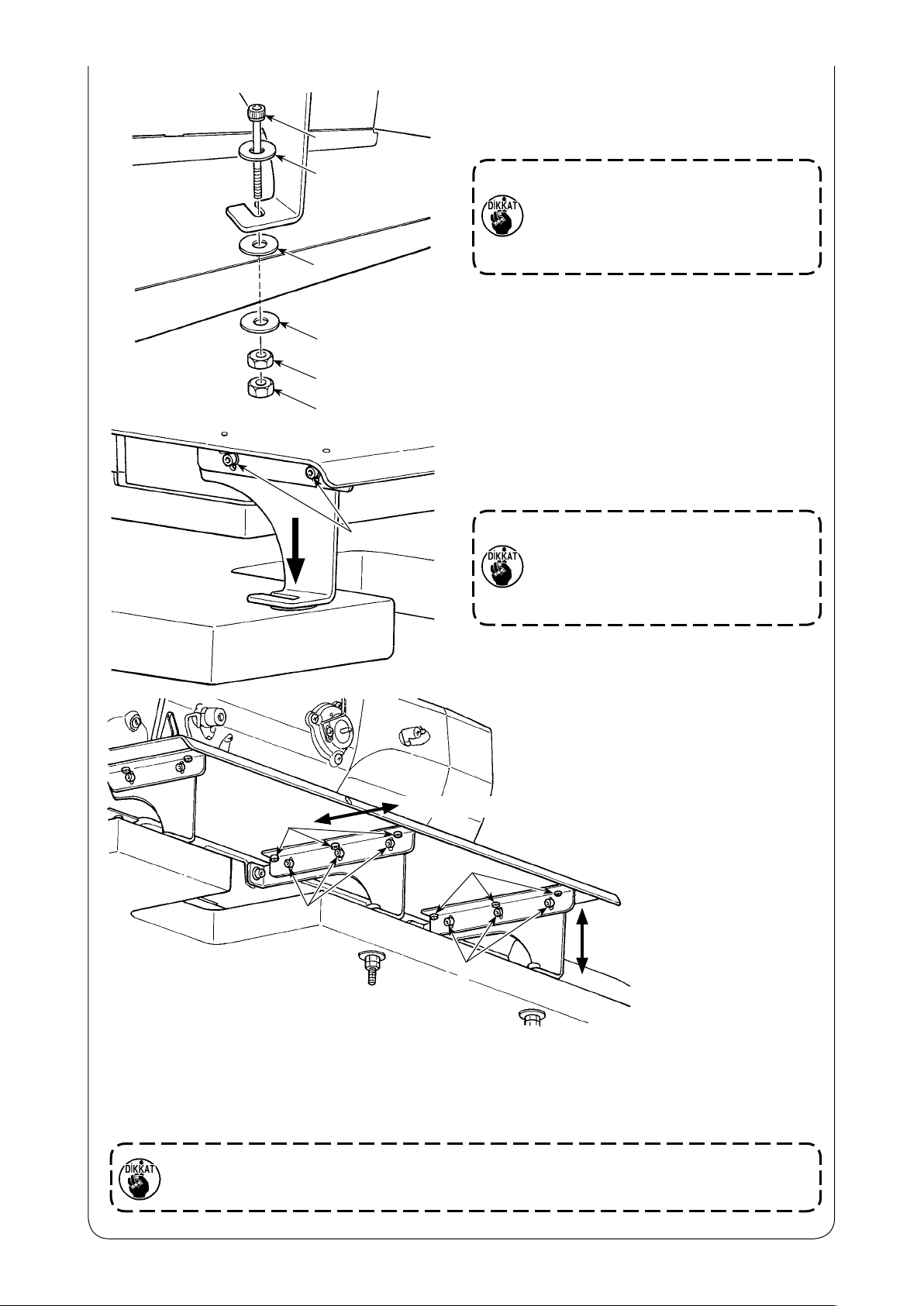
❾
6) Besleme plakasını geri ve ileri ittirerek alt tablalara takılmadan yumuşak bir şekilde ilerleyip
ilerlemediğini kontrol edin.
❼
❽
❼
Besleme plakası ve alt tablalar, birbir-
lerine temas ettikleri bir konumda birleşirlerse, ekstra bir yük ortaya çıkabilir. Bu durumda, besleme mekanizması
senkronizasyonu kaybedebilir.
7) Alt tabla A'nın tabanını, aralarına pul ❼ ve bir
parça kauçuk ❾ yerleştirilmiş iki tespit vidası
ve somun seti kullanarak tablaya monte
❾
edin.
8) Alt masa A’yı destekleyen metal destek plakasını, masadan 0,1 ila 1 mm çıkıntı yapacak şekilde ok yönünde bastırarak iki adet tespit vidası
ile sabitleyin.
Alt masa A masaya yeteri kadar yakın
monte edilmez ve yeterli basınç uygulanmazsa dikiş hızı yaklaşık 2.000 sti/
min iken alt masa A güçlü bir şekilde
titreşim yaparak ses çıkarabilir.
Uzunlamasına yön
Dikey yön
9) Alt masa A’nın uzunlamasına montaj yönü hatalı ise altı adet tespit vidasını sökün ve alt masa A’yı
yeniden konumlandırın. Ardından doğru konumda sabitleyin.
Alt masa A’nın dikey montaj yönü hatalı ise altı adet tespit vidasını sökün ve alt masa A’yı yeniden
konumlandırın. Ardından doğru konumda sabitleyin.
A alt tablası yatağın çok aşırı derecede yakınına monte edilirse, besleme plakası ile te-
mas ederek besleme mekanizmasının senkronizasyonunu kaybetmesine neden olabilir.
– 12 –
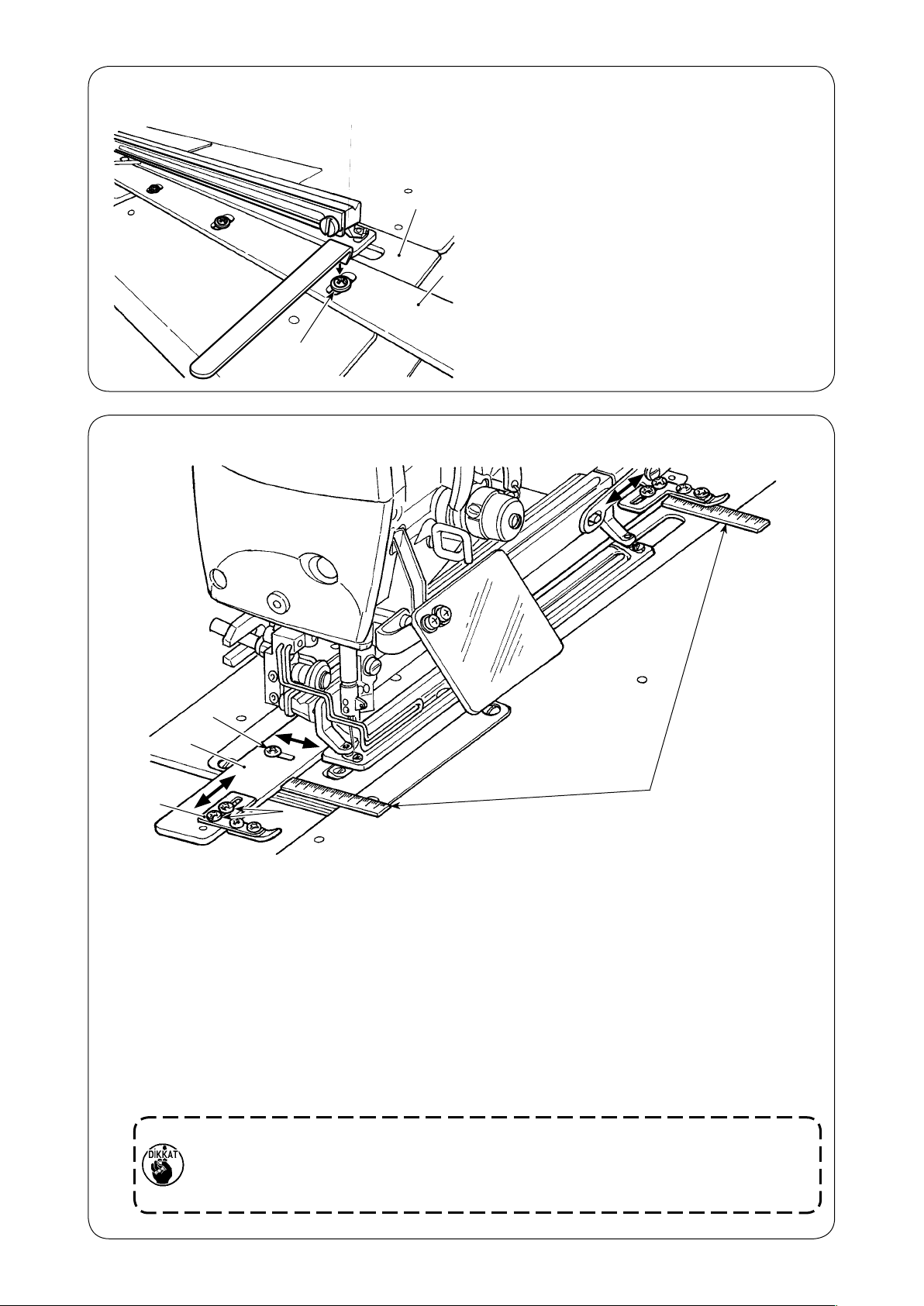
(8) Konumlandırma ölçeğinin geçici olarak kurulması
1) Besleme plakasını ❶ ileri doğru ittirin.
2) Konumlandırma ölçeğini ❹ besleme plakasının
❶
❹
❷❸
üzerine tespit vidaları ❷ pullarla ❸ geçici olarak sabitleyin (her biri için dört adet).
(9) Konumlandırma ölçeğinin ayarlanması
❷
❶
❹
1) Konumlandırma ölçeğinin ❶ tespit vidalarını ❷ (dört yerden) gevşetin.
2) Konumlandırma ölçeğinin ❶ konumunu belirlemek için, ölçeğin sırasıyla ön ve arka taraarına
bir cetvel sabitleyin.
3) Konumlandırma ölçeğinin konumu belirlendikten sonra, üç tespit vidasını ❷ sıkıştırın.
4) Düğme deliği aralık ölçeğinin ❹ tespit vidalarını ❸ gevşetin.
5) Düğme deliği aralık ölçeğini ❹ hareket ettirerek istenilen düğme deliği aralığını elde edin.
6) Düğme deliği aralık ölçeğinin konumu ayarlandığında, tespit vidalarını sıkıştırın ❸. (Konumlandırma göstergesi gerekli değilse çıkarılmalıdır.)
Konumlandırma ölçeğinin ayarlanabilir aralığı (bıçak yuvasının merkezinden biraz uzakta)
13 mm - 23 mm
1. Tespit vidası ❷ 2,0 N•m veya daha yüksek bir sıkma torku ile sıkılırsa vida dişleri
zarar görebilir. Tespit vidalarını fazla sıkmamaya dikkat edin.
2. Konumlandırma göstergesinin ayar aralığı 13 mm’den daha aza ayarlanması durumunda gösterge eğilebilir.
❸
Cetveller ve benzerleri
– 13 –
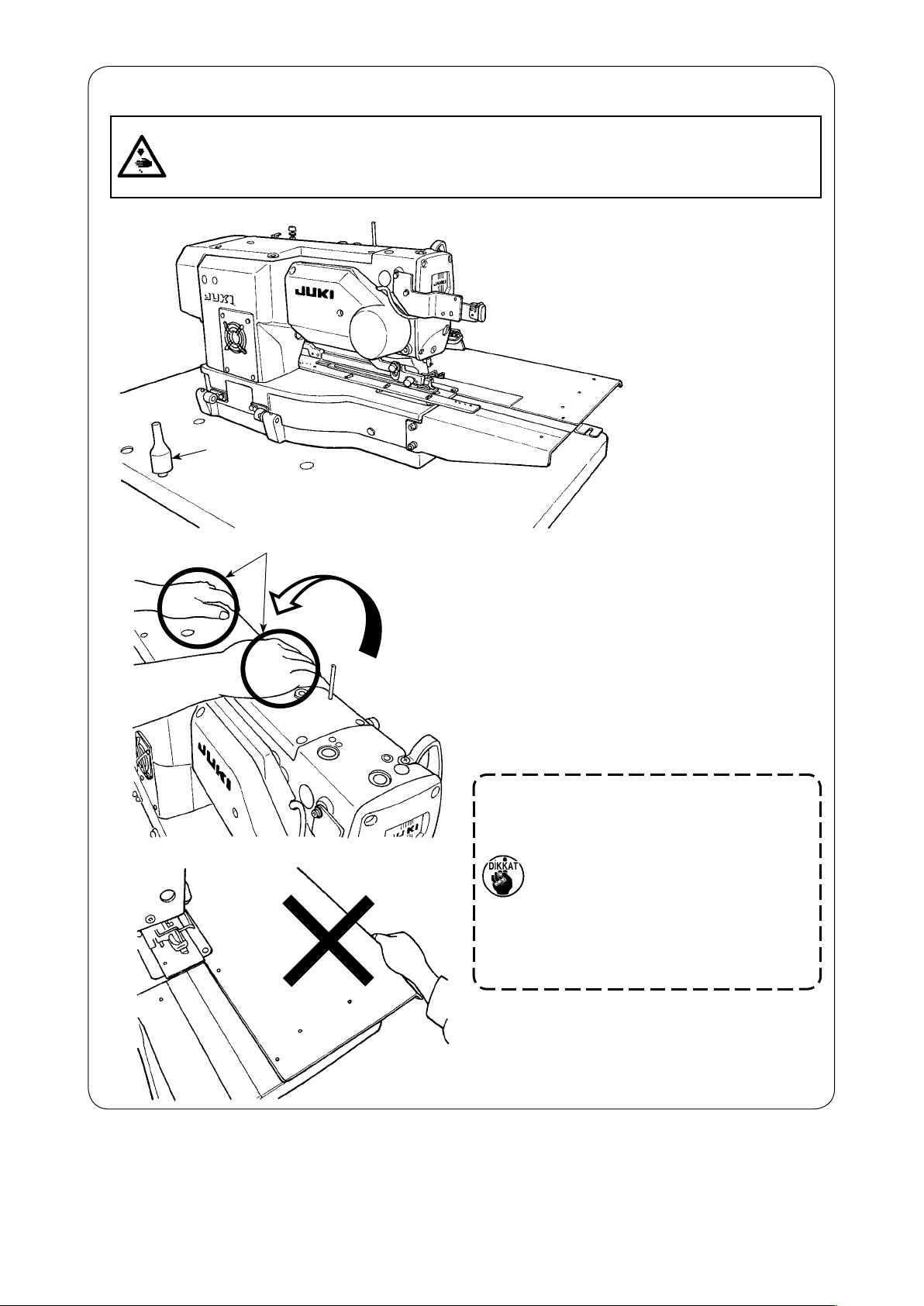
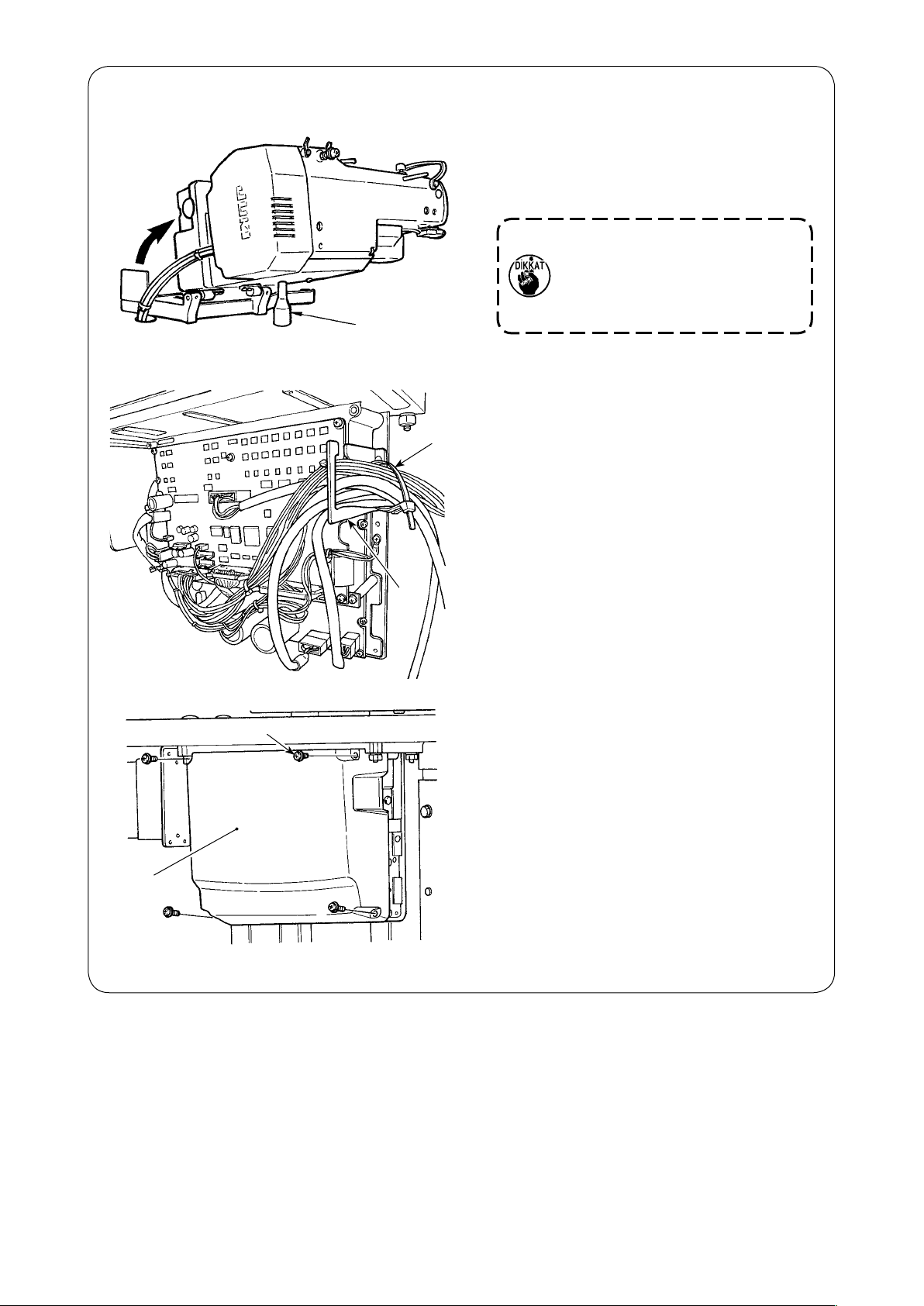
(10) Dikiş makinesi kafasının yatırılması
UYARI :
Dikiş makinesi kafasını yatırırken/kaldırırken, parmaklarınız makineye sıkışmayacak şekilde
çalışın. Ayrıca dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları
önlemek için, çalışmaya başlamadan önce gücü KAPALI konuma getirin.
❶
A
1) İplik çardağı ünitesini, aşağıdaki prosedürün
uygulanmasını engellemeyeceği bir konuma
getirin.
2) Makine kafasını her eğdiğinizde, dikiş makinesinin arkasına doğru gidin ve üst kapak ve
motor kapağının sıkıca takılmış olduğundan
emin olun. Daha sonra, makinenin A bölümlerini iki elle tutarak, makine kafasını makine
kafası destekleyici çubuk ❶ ile temas edene
kadar dikkatli bir biçimde eğin.
1. Dikiş makinesini yatırmadan önce,
dikiş makinesi kafası destek çubuğunun ❶ masanın üzerine yerleştirildiğini kontrol edin.
2. Düşmeye karşı koruma için, dikiş
makinesinin kafasını mutlaka düz
bir yerde yatırın.
3. Makine kafasını asla alt tabladan
tutarak eğmeyin.
– 14 –
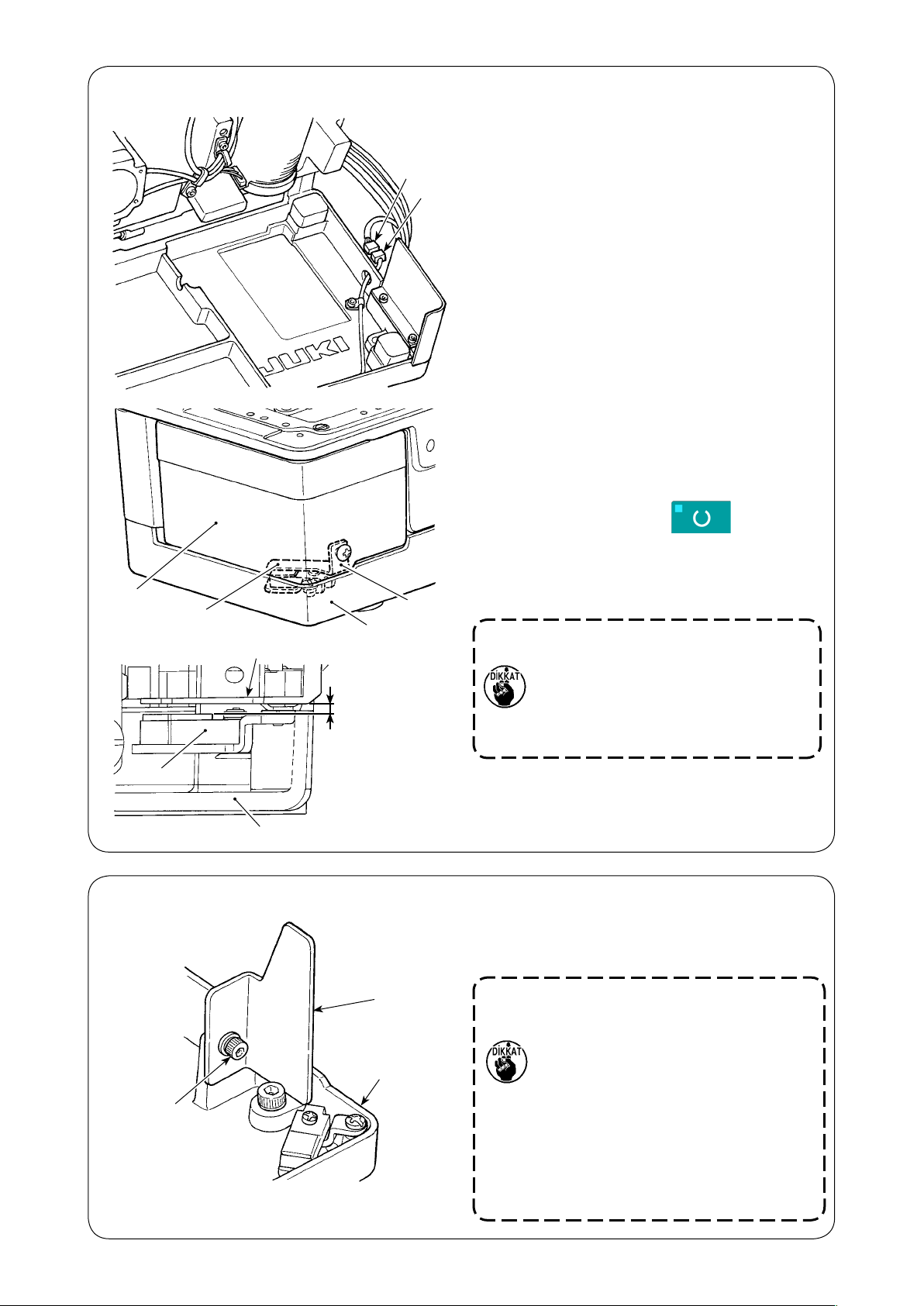
(11) Makine kafası eğim dedektörü bağlantısının yapılması
1) Makine kafası eğim dedektörü ❶ bağlantısını,
makine kafası tarafında yer alan konektörü ❷
❷
❶
kullanarak yapın.
2) Algılayıcı plakayı ❹ eğim algılama sensörü ❸
ile algılayıcı plaka ❹ arasında 1,2 ila 2,5 mm
açıklık olacak şekilde ayarlayın.
Herhangi bir hata meydana gelmediğini onay-
lamak için HAZIR tuşuna basın.
Ayrıca, algılayıcı plakanın ❹ yatak kaidesiyle
temas etmediğinden emin olmak için kanca
❻
❺
❸
❸
❹
❻
❹
1,2 ila 2,5 mm
❻
kapağını ❺ açıp kapatın.
Eğer algılayıcı plaka ❹ uygun bir
şekilde ayarlanmamışsa, dikiş makinesinin normal kullanımını devre dışı
bırakmak için E302 (makine kafası
eğim hatası veya kanca kapağı açılma hatası) meydana gelebilir.
(12) Çağanoz yağ koruyucu panelinin monte edilmesi
Çağanoz yağ koruyucu plakasını ❶, tespit vidasıy-
la ❸ yuvaya ❷ tespit edin.
❶
❸
❷
Çağanoz yağ koruyucu panelini ❶
dikiş makinesini kaldırarak yatağa
yerleştirin.
Ayrıca, dikiş makinesini eğerken/kaldırırken çağanoz yağ koruyucu paneli
ile temas etmediğinden emin olmak
❶
için kontrol edin.
Çağanoz yağ koruyucu paneli ❶ yatak ve kapak pota arasındaki boşluğu
saçılan önlemek için.
– 15 –
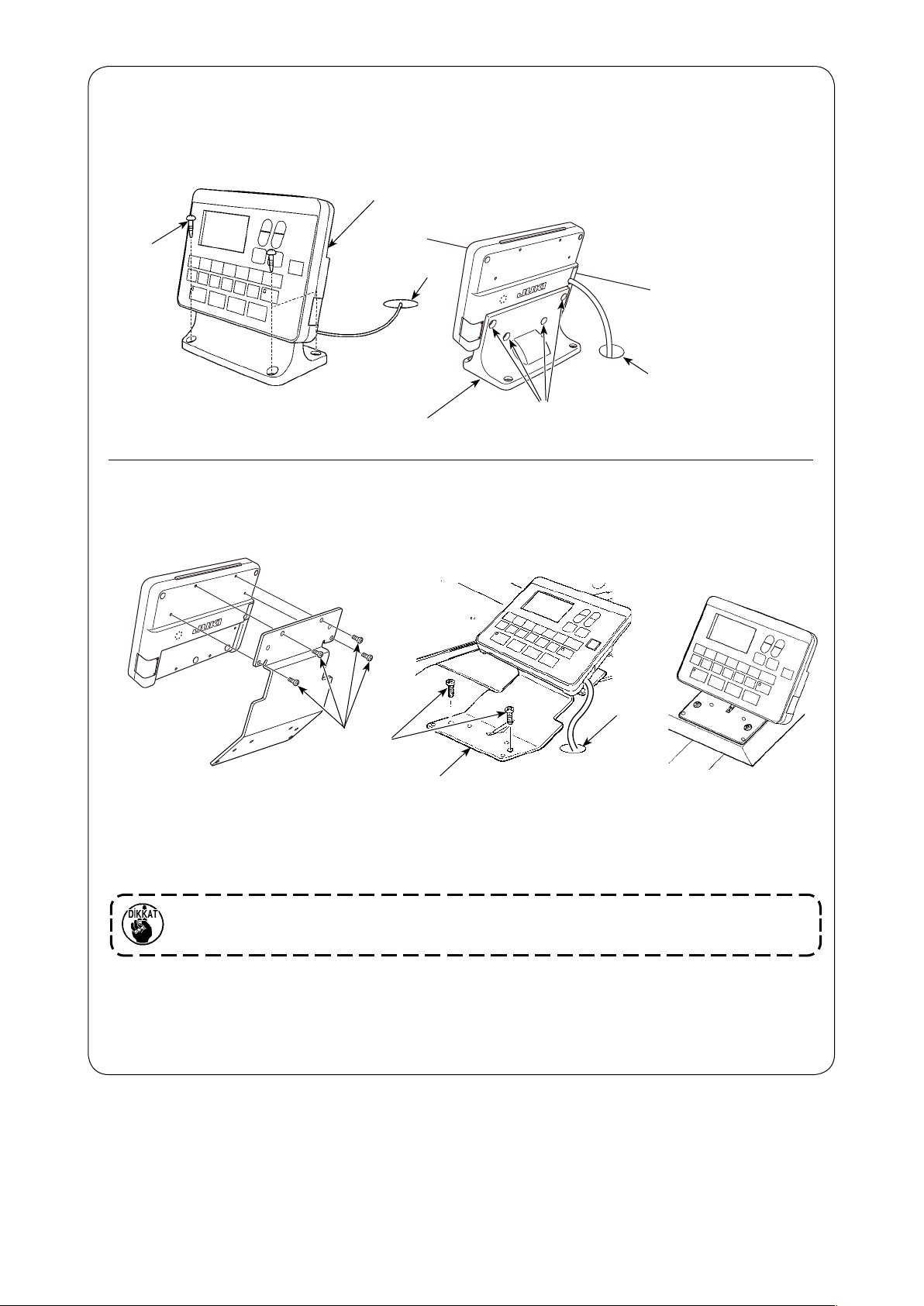
(13) Çalışma panelinin monte edilmesi
(Standart kurulum)
Çalışma panelini ❶ dört ahşap vida ❷ ile tablaya
sabitleyin. Kabloyu tablanın üzerindeki delikten ❸
❶
❷
❸
Reçine panel kaidesi
(Aksesuar plaka kullanılarak kurulum)
Çalışma paneli dikiş malzemesine temas ederse teması önlemek için aksesuar plakası kullanılmalıdır.
geçirin.
❸
❹
❸
❻
❼
❺
1) Çalışma panelini çıkarmak için dört saç vidasını ❹ reçine panel kaidesinden çıkarın.
2) Ünite ile birlikte temin edilen panel montaj plakasını ❺, saç vidaları yerine dört tespit vidası aksesuarını ❻ kullanarak takın.
Panel montaj plakası ❺ reçine panel kaidesinden çıkarılan saç vidaları ❹ ile takılmışsa, PCB paneli hasar görebilir.
3) Panel montaj plakasını ❺ iki ahşap vida ❼ ile tablaya sabitleyin. Kabloyu tablanın üzerindeki delik-
ten ❸ geçirin.
– 16 –
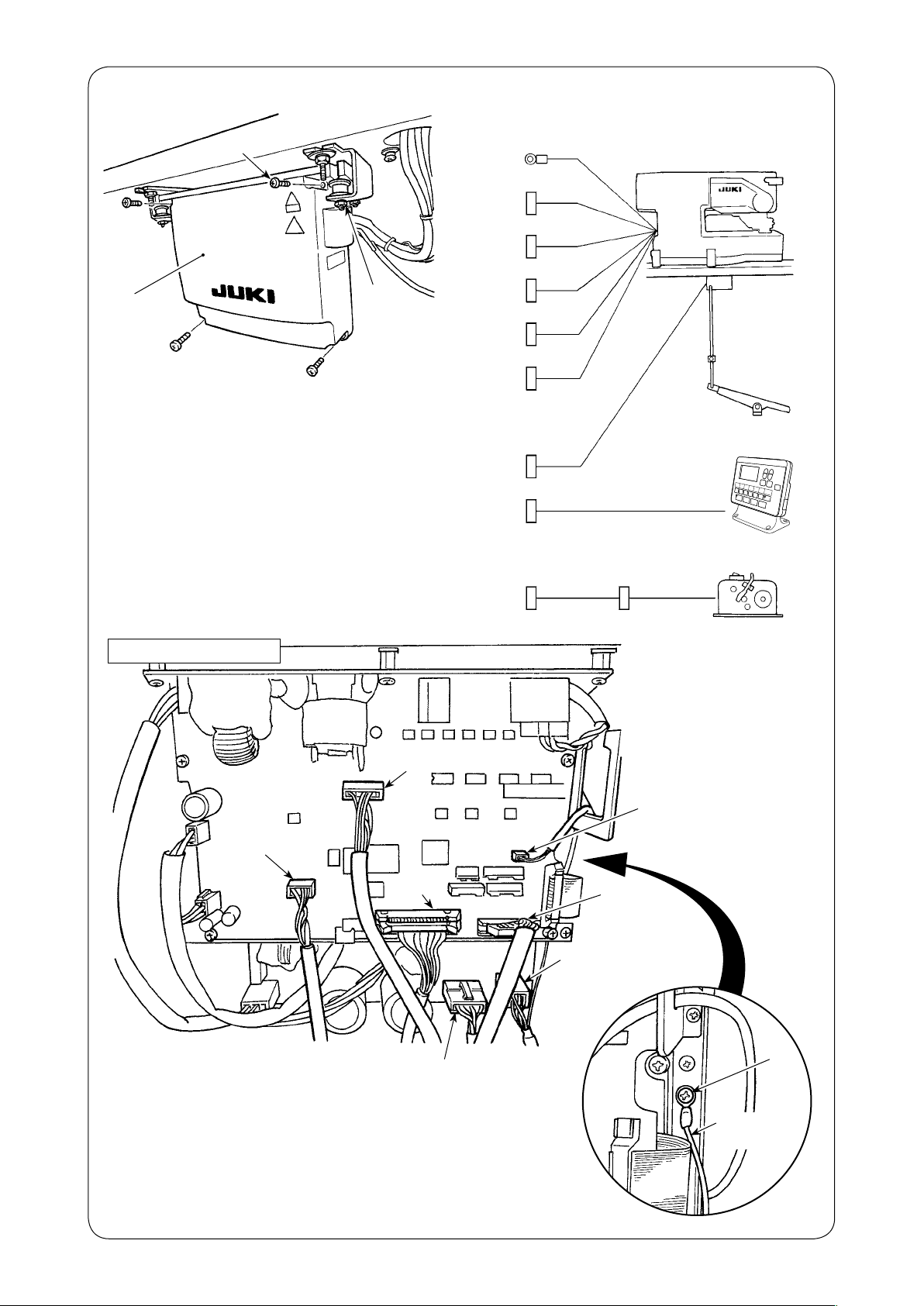
(14) Kabloların bağlanması
❷
❶
❹
1) Kontrol kutusu kapağının ❶ dört tespit vidasını ❷ gevşetin. Kontrol kutusu kapağını ❶
çıkarın.
2) Kabloyu aşağıdaki şekilde gösterildiği gibi
ANA baskılı devre kartı üzerindeki konektöre
bağlayın.
3) Topraklama kablosunu tespit vidası ❸ ile sabitleyin.
4) Kontrol kutusu kapağını ❶ takın.
5) Kontrol kutusu kapağını pullar, yaylı pullar ve
somunları ❹ kullanarak sabitleyin.
Topraklama
kablosu
CN15
CN17
CN32
CN40
CN49
CN39
CN34
CN44
Dikiş makinesi kafası
Çalışma paneli
Elektrikli masura sarım cihazı (isteğe bağlı)
ANA PWB
CN40
MAIN-INT C
CN32
MAIN-INT B
CN34
Paneli
CN17
Ana motor kablosu
CN39
Pedal
CN49
MAIN-INT A
CN15
Ana motor kodlayıcı
❸
– 17 –
Topraklama
kablosu
(15) Kablo denetimi
❶
❸
1) Dikiş makinesini yavaşça yatırıp, kabloların kuvvet altında çekmeye maruz kalmadığını kontrol edin.
Dikiş makinesini yatırdığınız
zaman, dikiş makinesi kafası
destek çubuğunun ❶ masanın
üzerine yerleştirildiğini kontrol
edin.
2)
Masanın altındaki kabloları kontrol kutusuna getirin.
3) Kontro
l kutusuna getirilen kabloyu, kablo
çıkış plakasına ❷ yerleştirin ve kablo
klips bandını ❸ sabitleyin.
❹
❺
❷
4) Kontrol kutusu kapağını ❹ dört tespit vidası ❺ ile takın.
– 18 –
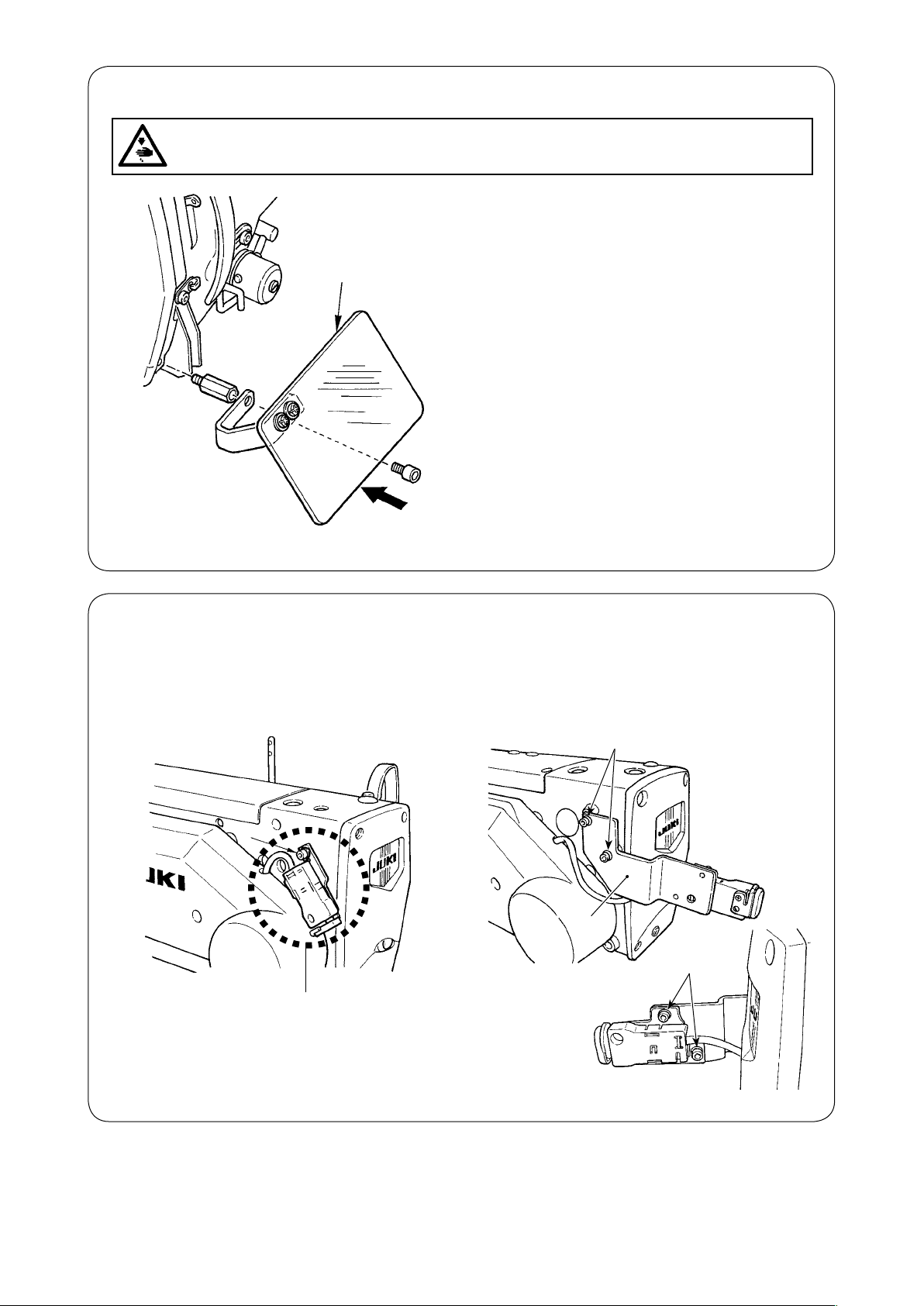
(16) Göz koruyucu kapağın monte edilmesi
UYARI :
Kırılan iğnenin göze batmasına karşı koruma sağlamak için bu kapağı mutlaka takın.
Dikiş makinesini kullanmadan önce, göz koruyucu kapağı ❶ mutlaka takın ve bu kapağı kullanın.
❶
Operatör
(17) Geçici durdurma düğmesinin takılması
Geçici durdurma anahtarı, nakliyattan önce fabrikada A konumuna ayarlanmıştır. Tespit vidalarını ❶
gevşetin ve montaj plakasını ❸ tespit vidalarıyla ❶ sabitleyin. Ardından, aksesuar tespit vidaları ❷ ile
anahtarı montaj plakasına ❸ sabitleyin.
❶
❶
➡
❸
❷
A
– 19 –
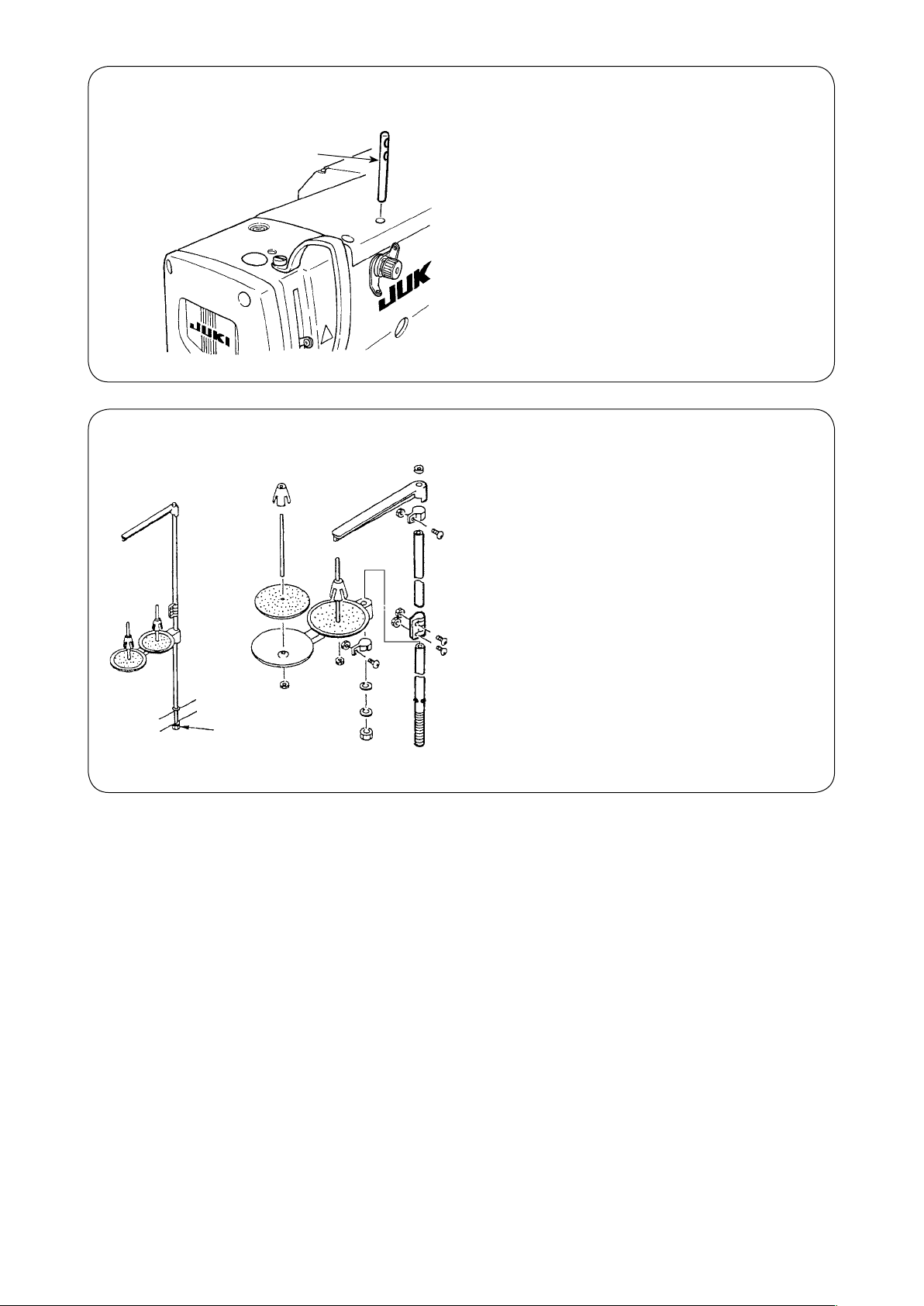
(18) İplik kılavuzu çubuğu
İplik kılavuzu çubuğu
(19) İplik çardağının takılması
İplik kılavuzu çubuğunu sağlam şekilde takın ve
iplik kılavuzu çubuğundaki iki yan deliğin iplik kılavuzuna bakmasını sağlayın.
1) İplik çardağını monte edin ve makine masasının sağ üst köşesindeki deliğe yerleştirin.
2) İplik çardağını sabitlemek için kilit somunu ❶
sıkın.
❶
– 20 –
IV. ÇALIŞTIRMADAN ÖNCEKİ HAZIRLIKLAR
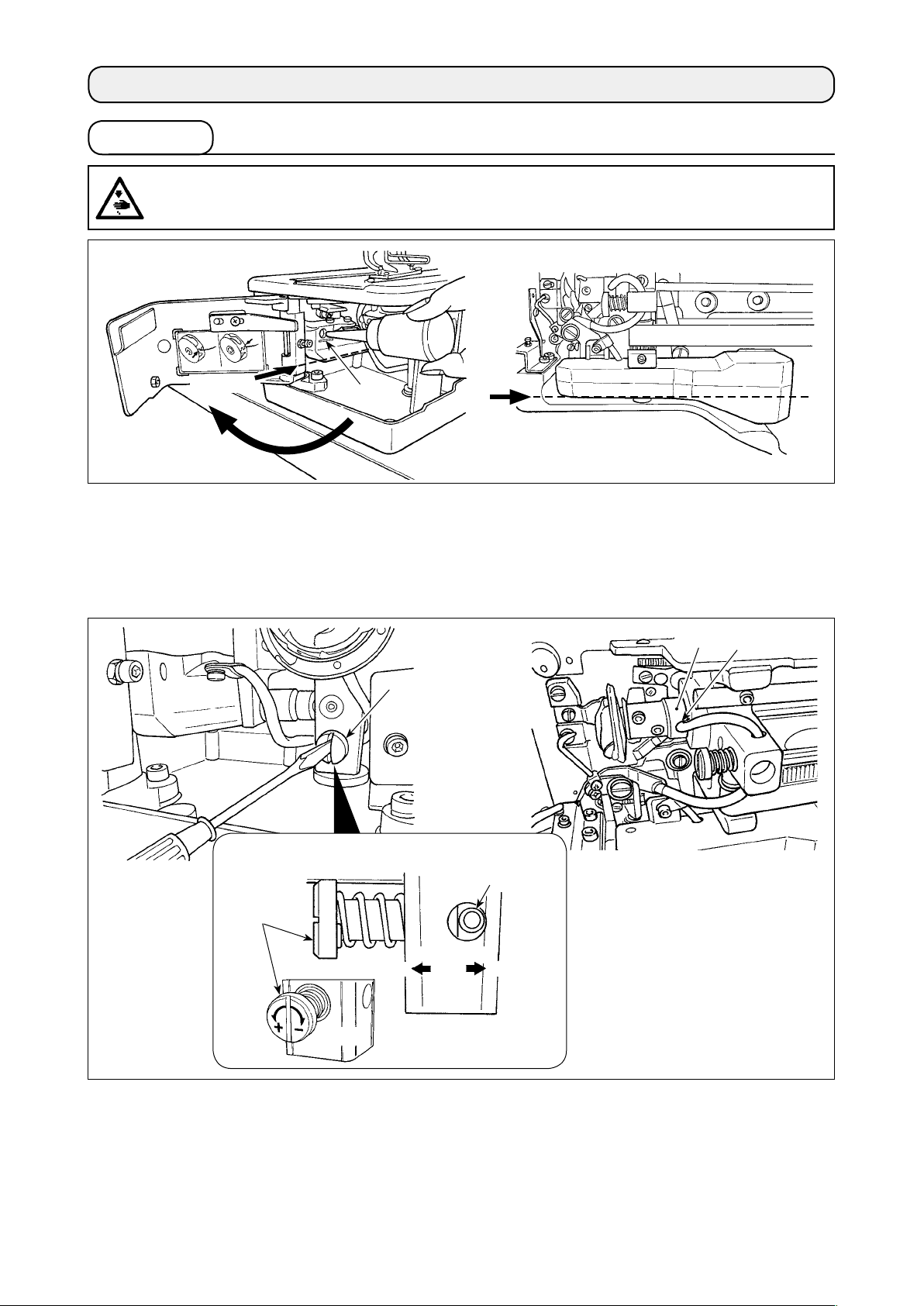
1. Yağlama
UYARI :
Makinenin aniden durarak yaralanmalara sebep vermemesi için, bir sonraki çalışmayı gücü kestikten
ve motorun çalışmadığını kontrol ettikten sonra başlatın.
Ön taraf
❶
Ön taraf
1) Yağ deposuna yağ doldurulması
○ Yağ deposunu ”MAX” ❶ işaretiyle gösterilen seviyeye kadar JUKI New Defrix Oil No.1 ile doldurun.
Yağ tankına yağlama deliğinden yağ doldururken, tanka toz girmemesine özen gösterin.
○ Yağ tankının ön tarafından bakıldığında yağ görünmüyorsa yağı doldurun.
❸
❹
❷
Yağ miktarı ayar kısmının ayrıntılı şeması
Yağ borusu
❷
Arttır
Yağ miktarı
Arttır
Azalt
Azalt
2) Çağanozu yağlama miktarının ayarlanması
○ Yağ miktarı, yağ miktarı ayarlama vidası ❷ ile ayarlanır.
○ Vidalar ❷ saat yönünde çevrilirse, temin edilen yağ miktarı azalır.
○ Dikiş makinesini kurduktan ya da uzun süre kullanmadıktan sonra, ilk kullanım sırasında mekiği çıka-
rın ve çağanoz yatağına birkaç damla yağ damlatın. Ayrıca içerideki keçeye yağ yedirmek için, çağanoz hareket mili ön metalindeki ❹ yağlama deliğinden ❸ birkaç damla yağ akıtın.
– 21 –
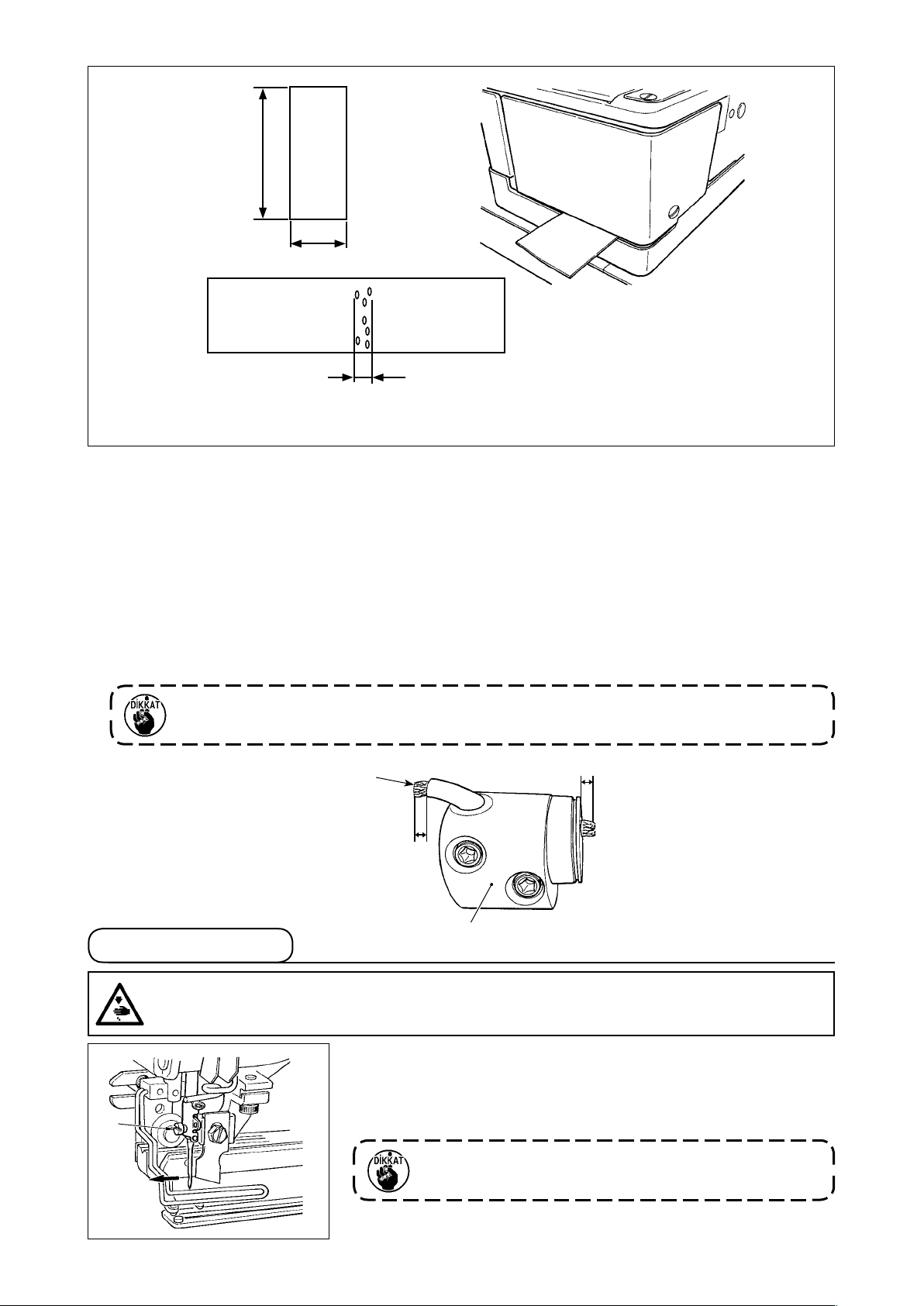
100 mm
40 mm
2 ila 5 mm
* Kağıt üzerinde 2 ila 5 mm genişliğinde yağ lekeleri oluştuğunda yeterli yağ
miktarına ulaşılmıştır (yağ lekeleri çizgiler halinde olmamalıdır).
3) Kanca yağ miktarının kontrolü
1. Kanca yağ miktarının kontrolü için hazırlık olarak, bir kağıdı kesip boyutu yaklaşık 40 mm × 100 mm
olan bir kağıt parçası elde edin.
2. Yağ miktarının ayarlamasını yaptıktan sonra, dikiş makinesini 100 veya daha fazlasına kadar yüksek
hızda (3.600 sti/min) çalıştırın.
3. Adım'da hazırlanan kağıt parçasını kanca kapağı ve yatak kaidesi arasında sağlanan açıklığa, kancanın alt tarafına yakın bir yere gelecek şekilde yerleştirin.
Kılavuz olarak, kağıdı kanca yağ siperine temas edene kadar ittirin.
4. Kağıdı elinizle desteklerken, dikiş makinesini standart dikiş desenini kullanarak (3.600 sti/min) beş tur
çalıştırın ve sıçrayan yağ miktarını kontrol edin.
Yağ kontrol vidası tamamen sıkıldıktan sonra bile yağ miktarı çok fazla ise çağanoz mili
manşonunu sökün ve yağ tilinin fazla kısmını kesin.
Yağ tili
Yaklaşık 0,5 mm
Çağanoz mili manşonu
Yaklaşık 0,5 mm
2. İğnenin takılması
UYARI :
Makinenin aniden durarak yaralanmalara sebep vermemesi için, bir sonraki çalışmayı gücü kestikten
ve motorun çalışmadığını kontrol ettikten sonra başlatın.
İğneyi, oyuk kısmı operatör tarafı olan A’ya bakacak şekilde tutun,
iğneyi iğne tutucu deliğe iyice tam olarak itin ve iğne tespit vidasını ❶
sıkın.
❶
DP×5 (11J, 14J numara) kullanın.
İğneyi takarken motorun gücünü KAPALI konuma geti-
A
rin.
– 22 –
3. Üst ipliğin takılması
UYARI :
Makinenin aniden durarak yaralanmalara sebep vermemesi için, bir sonraki çalışmayı gücü kestikten
ve motorun çalışmadığını kontrol ettikten sonra başlatın.
❼
❶
Pamuklu iplik, bükümlü iplik
Sentetik laman iplik
❷
❻
❽
❹
❸
❺
❾
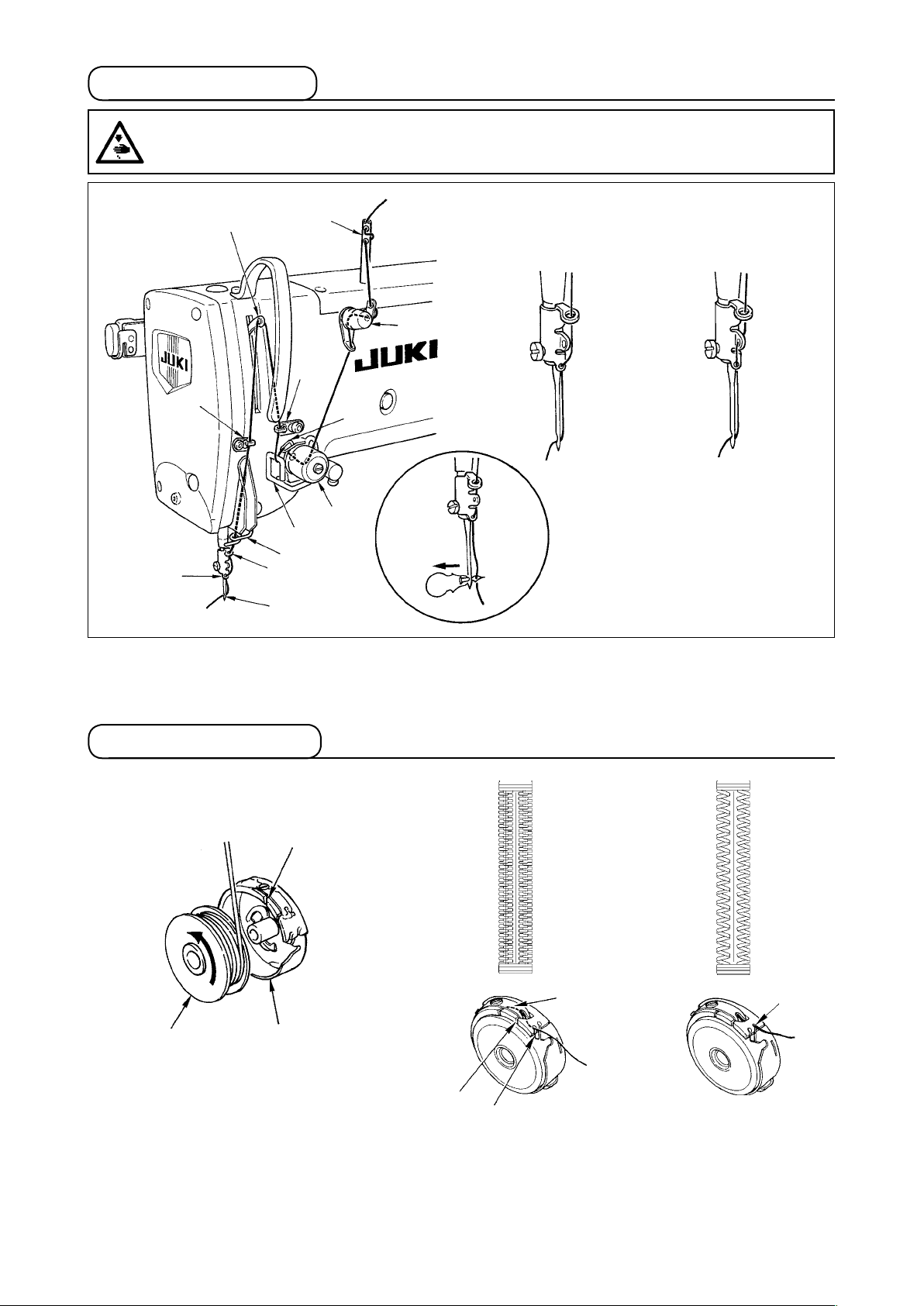
Üst ipliği, şekilde görüldüğü gibi ❶ - sırasıyla geçirin.
Makineyle birlikte temin edilen iplik geçirici kullanılırsa, iplik geçirme işlemi kolaylaşır.
Kullanılacak ipliğe göre, iplik kılavuzuna iplik geçirme yöntemini değiştirin.
4. Mekiğe iplik geçirme
Ters iğne
ilmeği
❶
Masura
Mekik
❸
❹
Masuranın dönüş yönü ve iplik geçirme
1) Masurayı, ok yönünde dönecek şekilde takın.
2) İpliği iplik yivinden ❶, gergi yayının altından ❷, sonra tekrar iplik yivinden ❸, geçirin ve ipliği ❹ noktasından çekin.
3) Ters iğne ilmeği için ❹ noktasından iplik geçirilmesi, bastırma ilmeğine göre farklıdır. Bu konuda dikkatli olun.
Bastırma ilmeği
❷
❹
– 23 –
5. Masura ipliği gerginliğinin ayarlanması
❷
❶
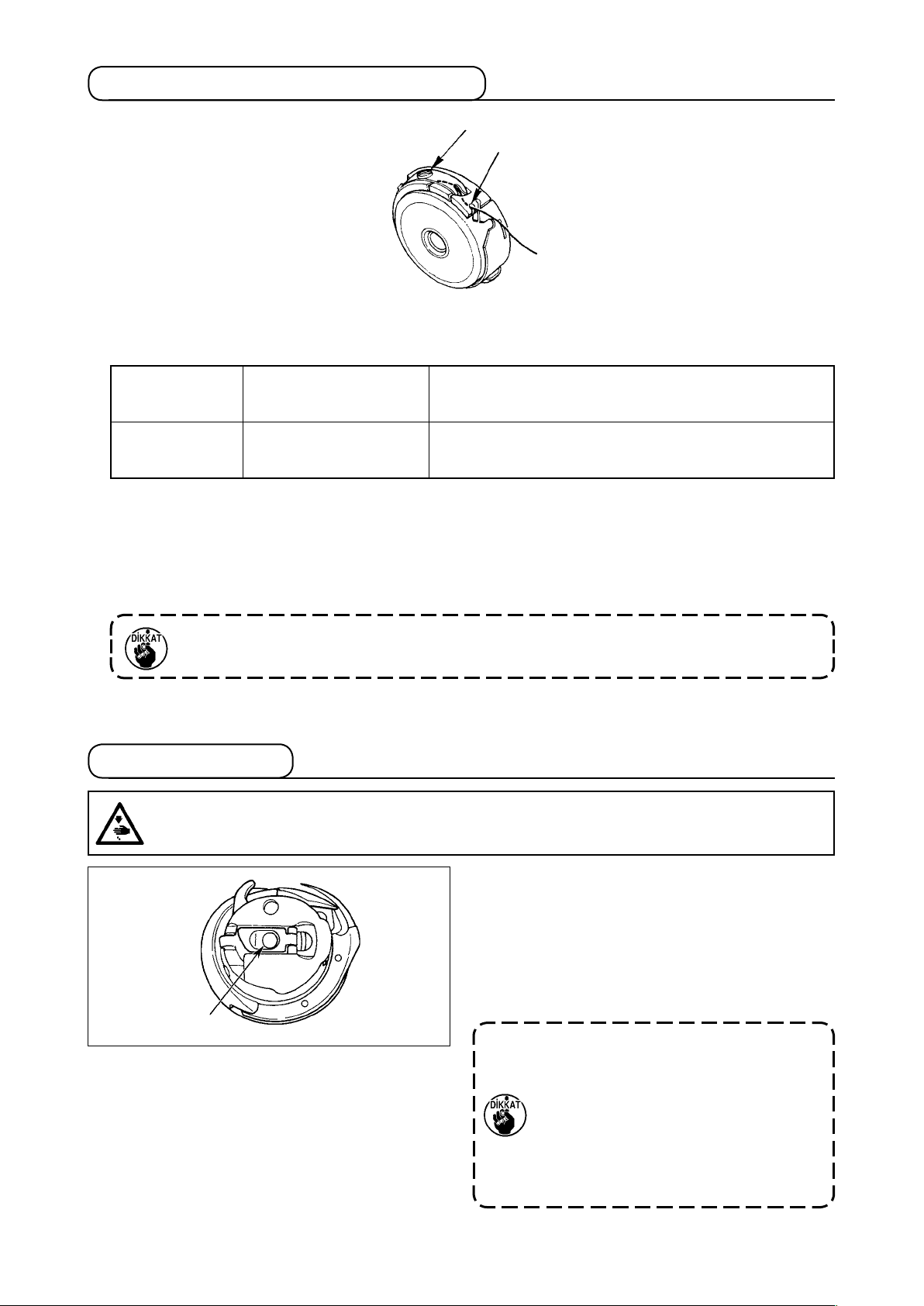
Mekik iplik yivi ❶ yukarıdayken masura ipliği yukarı çekildiğinde, masura ipliği gerginliğini aşağıdaki gibi
ayarlayın.
Ters iğne ilmeği 0,05 ile 0,15 N arasında
Bastırma ilmeği 0,15 ile 0,3 N arasında
Gerginlik ayar vidası ❷ saat yönünde çevrilirse masura iplik gerginliği artar, saat yönü tersine çevrilirse
azalır.
Masura iplik gerginliğini sentetik laman iplik için daha düşük, büküm iplik için daha yüksek olacak şekilde
ayarlayın. Masura çağanoza yerleştirildikten sonra, boşta gezmeyi önleme yayı olacağı için iplik gerginliği
0,05 N kadar daha yüksek olur.
Masura iplik gerginliği ayarlandıktan sonra, bellek düğmesi üst iplik gerginliği ayarını
kontrol edin. (64. Sayfada "V-22. Bellek düğmesi veri listesi" bölümüne bakınız.)
Mekikten çıkan ipliğin ucunu tutup aşağı yukarı yavaşça
sallarken, mekik yavaşça aşağı inmelidir.
Mekikten çıkan ipliğin ucunu tutup aşağı yukarı güçlü bir
şekilde sallarken, mekik biraz aşağı inmelidir.
6. Mekiğin takılması
UYARI :
Makinenin aniden durarak yaralanmalara sebep vermemesi için, bir sonraki çalışmayı gücü kestikten
ve motorun çalışmadığını kontrol ettikten sonra başlatın.
❶
1) Mekik mandalı tırnağını kaldırıp iki parmağınızın
arasında tutun.
2) Mekiği, çağanoz miline ❶ dayanacak şekilde çağanozun içine itin ve ardından mandal tırnağını
yerine oturtun.
Mekiği, önceden belirlenen konuma gelene kadar
bastırın, bir tık sesi duyulur.
1. Mekik önceden belirlenen konumda
değilse, çağanozdan çıkıp üst ipliğin
çağanoz miline dolaşmasına sebep
olabilir. Mekiğin doğru konuma yerleştirilmiş olduğunu kontrol edin.
2. Standart çağanoz ile yağsız çağanoza ait mekiklerin görünümleri farklıdır. Birbiriyle hiçbir ortak yanları
yoktur.
– 24 –
7. Bıçağın takılması
UYARI :
Makinenin aniden durarak yaralanmalara sebep vermemesi için, bir sonraki çalışmayı gücü kestikten
ve motorun çalışmadığını kontrol ettikten sonra başlatın.
❷
1 ile 2 mm
❶
İnç → mm DÖNÜŞÜM TABLOSU
Bıçak büyüklüğü mm cinsinden değeri
1/4 6,40
3/8 9,50
7/16 11,10
1/2 12,70
9/16 14,30
5/8 15,90
11/16 17,50
3/4 19,10
13/16 20,60
7/8 22,20
1 25,40
Bıçağı yenisiyle değiştirirken aşağıdaki işlemleri
yapın.
1) Bıçak ❶, bıçak tutucu vida ❷ çıkarılırken, pulla
birlikte kolayca çıkarılabilir.
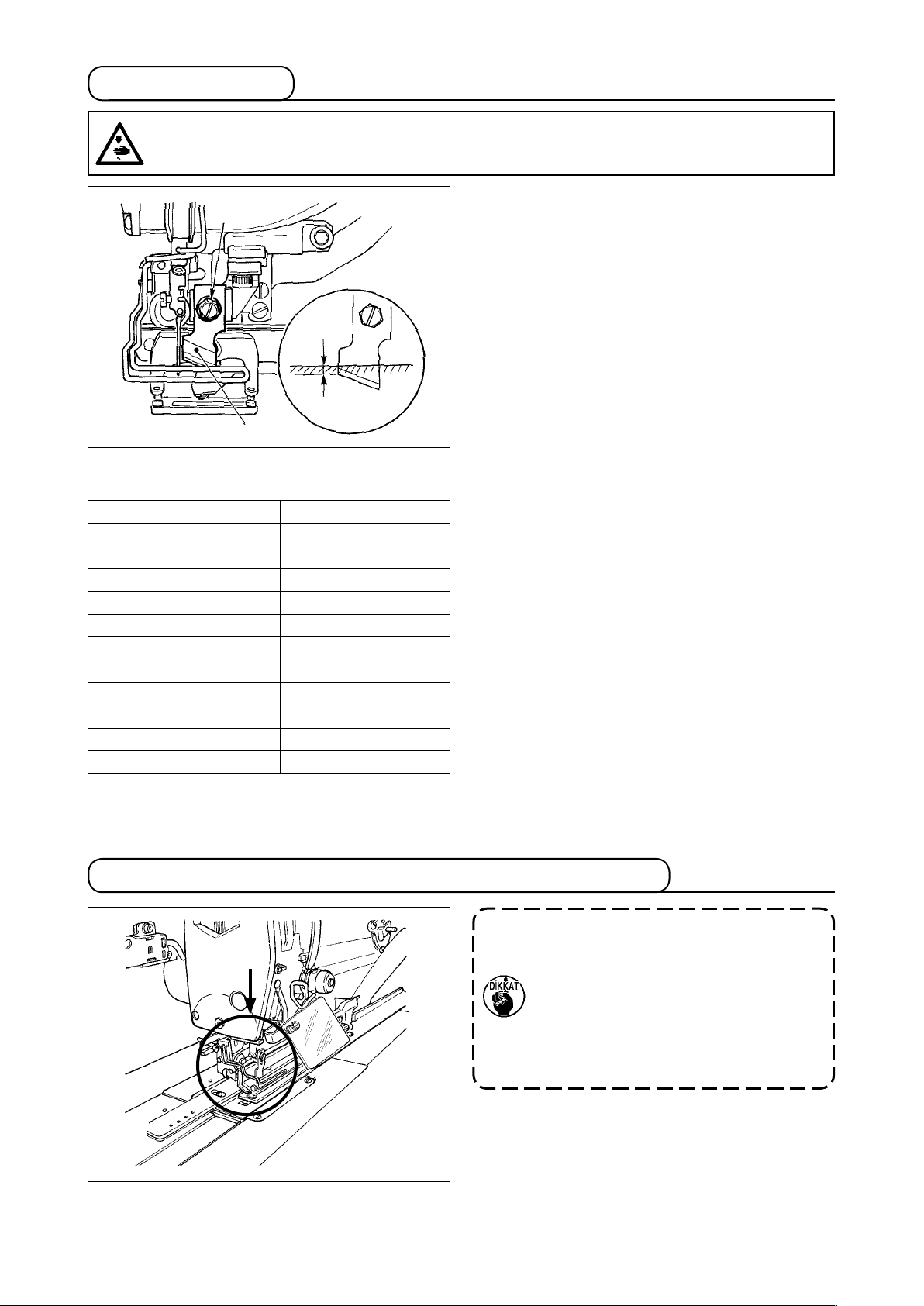
2) Bıçak çubuğunu elle indirin. Şimdi, bıçak çubuğunu şekilde görüldüğü gibi boğaz plakasının üst
yüzeyini 1 ile 2 mm geçecek şekilde aşağı doğru
itin. Bu aşamada, pulu yerleştirin ve tespit vidasını sıkılayın.
Elinizdeki kumaş kesme bıçağı inç olarak tanımlanmışsa, inç → mm dönüşüm tablosunu kullanarak
kumaş kesim uzunluğunu (bıçak büyüklüğü) belir-
43. Sayfada "V-12. Dikiş verileri listesi"
leyin. (
bölümüne bakınız.)
8. Gücü AÇIK konuma getirmeden önce alet kontrol edilmelidir
Makineyi açmadan önce tutucu parça
ayağı kalkık durumda ise önce ayağı indirin ve ardından dikiş makinesini açın.
Tutucu parçayı indirirken ellerinizi bıçağın yakınına koymamaya dikkat edin.
Tutucu parça kalkık durumda güç açılır
ve HAZIR tuşuna basılırsa "E998 Baskı
ayağı sapma hatası" oluşabilir.
– 25 –
V. DİKİŞ MAKİNESİNİN ÇALIŞTIRILMASI
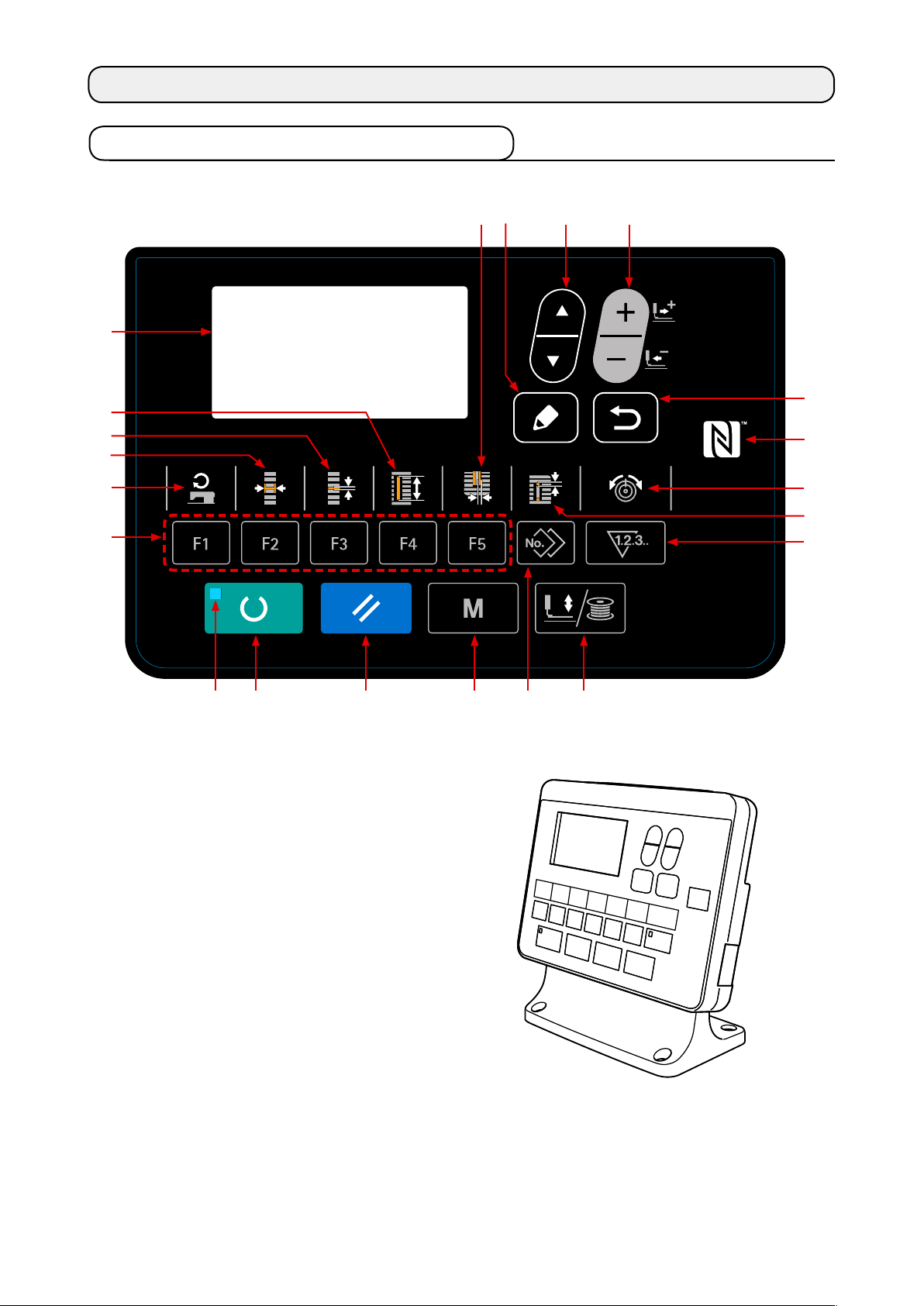
1. Çalışma paneli tuşlarıyla ilgili açıklamalar
❶
❽
❻ ❼
❾
❷ ❺❹❸
– 26 –
Numara
❶
❷
❸
❹
❺
❻
❼
❽
İSİM İŞLEV
LCD ekran Dikiş çeşidi numarası, şekil gibi
çeşitli veriler izlenir.
HAZIR tuşu Dikişe başlamak için bu tuşa
basın.
Bu tuşa her basıldığında, dikişe
hazır hali ve veri girişi hali arasında geçiş yapılır.
SIFIRLAMA tuşu Bir hata uyarısını silerken, bes-
leme mekanizmasının başlangıç
konumuna dönmesi, sayaç sıfırlama vb. için bu tuşa basın.
MOD tuşu Bu tuş mod ekranını görüntüle-
mek için kullanılır.
BASKI AYAĞI
ve SARIM tuşu
ÖĞE SEÇME
tuşu
VERİ DEĞİŞTİRME tuşu
DÜZENLEME
tuşu
Bu tuş, baskı ayağını kaldırır
ya da indirir. Baskı ayağı yukarıdayken, iğne mili başlangıç
konumuna hareket eder; baskı
ayağı aşağıdayken iğne mili sağa
hareket eder.
Masuraya iplik sarmak için bu
tuşa basın.
Bu tuş veri numarası ve diğer
verileri seçmek için kullanılır.
Bu tuş desen numarası ve diğer
verileri seçmek için kullanılır.
Bu tuş beslemeyi her seferde bir
ilmek ileri hareket ettirmek için
kullanılır.
Bu tuş düzenleme ekranını
görüntülemek, öğe seçmek ya
da ayrıntı ekranını görüntülemek
için kullanılır.
Numara
İSİM İŞLEV
KUMAŞ KESME
UZUNLUĞU
tuşu
BIÇAK YERİ
GENİŞLİĞİ tuşu
MESAFE tuşu Bu tuş, mesafe izlemeyi seçer.
İPLİK GERGİNLİĞİ tuşu
PARAMETRE
KAYIT tuşu
SAYAÇ tuşu Bu tuş, sayaç izlemeyi seçer.
Bu tuş, kumaş kesme uzunluğu
izlemeyi seçer.
Bu tuş, bıçak yeri genişliği düzeltme görünümünü seçmek için
kullanılır.
Bu tuşa her basışta, sırasıyla
S003 (sağ) ve S004 (sol) görüntülenir.
Bu tuşa her basışta, sırasıyla
S022 (ilk açıklık) ve S023 (ikinci
açıklık) görüntülenir.
Bu tuş, iplik gerginliği görünümünü seçmek için kullanılır.
Bu tuşa her basışta, görüntülenen öğe aşağıda açıklanan
şekilde değişir.
S052 Sağ paralel kısımdaki iplik
gerginliği
S053 Sol paralel kısımdaki iplik
gerginliği (çift dikişte 1. tur)
S054 Sağ paralel kısımdaki iplik
gerginliği (çift dikişte 1. tur)
S055 Birinci punteriz kısmındaki
iplik gerginliği
S056 İkinci punteriz kısmındaki
iplik gerginliği
Parametre kaydına imkan
tanıyan bir kısa yol tuşudur.
İsteğe bağlı bir dikiş çeşidi, dikiş
parametresi ya da veri ayarlarını
izlemek üzere kısa yolun kaydı
mümkündür. Ayar prosedürü için
52. Sayfada "V-15. Parametre kayıt tuşunun kullanılması"
bölümüne bakınız.
GERİ DÖN tuşu Bu tuş, önceki ekrana dönüş için
❾
DİKİŞ HIZI tuşu Bu tuş, dikiş hızı ile ilgili paramet-
İLİK YAN DİKİŞ
GENİŞLİĞİ tuşu
ADIM tuşu Bu tuş, paralel kısımda adımı
kullanılır.
re düzenleme öğelerini görüntülemek için kullanılır. Ayrıca dikiş
hızını dikiş ekranından geçici olarak değiştirmek için de kullanılır.
Bu tuş, ilik yan dikiş genişliği izlemeyi seçer.
Bu tuşa her basışta, sırasıyla
S005 ve S006 görüntülenir.
seçer.
Bu tuşa her basışta, sırasıyla
S007 ve S021 görüntülenir.
KOPYALAMA
tuşu
DİKİŞE HAZIR
LED’İ
NFC işareti İletişim için tablet veya akıllı tele-
Dikiş çeşidini kopyalamak için bu
tuşa basın.
Dikiş modundayken yanar.
fonu NFC işaretine yaklaştırın.
– 27 –

2. Dikiş makinesinin temel çalışması
1) Dikiş makinenizin modelini seçin.
Dikiş makinenizi satın aldıktan sonra ilk kez çalıştırmak için gücü AÇIK konuma getirdiğinizde,
model teyit ekranı görüntülenir. HAZIR tuşuna ❷
basın.
E001 Hata Ekranı B görüntülendiğinde, gücü
KAPALI konuma getirin.
A
❷
B
* 1) numaralı adımda açıklanan prosedürün ta-
mamlanmasından sonra Güç-KAPALI ekranı
C
’nin görüntülenmesi durumunda, gücü bir kez
KAPALI duruma getirin. Ardından, 1) numaralı
adımda açıklanan prosedürü tekrar uygulayın.
– 28 –
C

2) Dil seçimi.
1) numaralı adımda açıklanan prosedürün
tamamlanmasından sonra gücü ilk kez AÇIK
duruma getirdiğinizde, dil seçim ekranı A görüntülenir.
Görüntülenecek dili seçerek GERİ tuşuna ❾
basın.
Dil seçim ekranını, dili seçmeden
A
GERİ tuşuna
sonlandırırsanız dikiş makinesinin
gücünü her açtığınızda dil seçim
ekranı görüntülenir.
❾
basarak
3) Dikmek istediğiniz dikiş çeşidi
numarasını seçin.
Gücü AÇIK konuma getirdiğinizde, halihazırda
seçili olan desen numarası B ve desen verisi adı
C
görüntülenir.
Değiştirmek isterseniz, VERİ DEĞİŞTİRME
tuşuna ❼ basın ve dikmek istediğiniz nu-
marayı seçin. Dikiş makinesini satın aldığınızda,
40. Sayfada "V-10. Dikiş verilerinin değiştirilmesi"
dikiş çeşidi numaraları önceden kaydedilmiştir.
Bu numaralar arasından, dikmek istediğiniz dikiş
çeşidi numarasını seçin. (Kaydedilmeyen dikiş
çeşitlerinin numarası ekranda görülmez.)
bölümünde tarif edilen 1-10 arasındaki
B C
❷
❾
❼
4) Dikiş makinesi ayarını dikiş dikilebilir
olarak belirleyin.
HAZIR tuşuna ❷ basıldığında, DİKİŞE HAZIR LED’i yanarak dikişin etkin olduğunu gösterir.
5) Dikişe başlayın.
Dikilen ürünü baskı ayağı kısmına yerleştirin, dikiş makinesini çalıştırmak için pedala basınca makine
dikmeye başlar.
Dikiş makinesinin pedal türü teslimattan önce fabrikada pedal tipi 1 olarak ayarlanmıştır. Ancak dört farklı
pedal çalıştırma yöntemi içinden seçim yapabilirsiniz. İstediğiniz çalışma prosedürünü seçip dikiş makinesini kullanın.
30. Sayfada "V-3. Pedal kullanımı"
→
bölümüne bakınız.
– 29 –

3. Pedal kullanımı
Bu dikiş makinesi için, kullanılacak pedal çalıştırma yöntemi dört farklı yöntem içinden seçilebilir. Çalışma
verimi için istediğiniz çalışma prosedürünü seçip dikiş makinesini kullanın.
(1) Pedal tipini belirleme prosedürü.
1) Pedal tipini belirleme parametresini
seçin.
Giriş modunda DİKİŞE HAZIR LED’i söndü-
ğünde MOD tuşunu ❹ üç saniye basılı
tutun. Ardından, menü üzerinde BELLEK anahtarı (seviye 2) görüntülenir.
Hedef öğeyi ÖĞE SEÇME tuşu ❻ ile seçin
ve DÜZENLEME ❽ tuşuna basın. Ardın-
dan, bellek anahtarı (seviye 2) düzenleme ekranı
A
görüntülenir.
Pedal tipi seçme parametresi görülmüyorsa, pedal tipini seçmek için ÖĞE SEÇME
tuşuna ❻ basın.
A B
❼❻❽
❹
2) Pedal tipini seçin.
VERİ DEĞİŞTİRME tuşuna ❼ basınca,
aşağıdaki şekilde görüldüğü gibi görünüm değişir. B’de gösterilen istediğiniz pedal tipini seçin.
Çift pedal
Tek pedal
(Ara konumsuz)
Tek pedal
(Ara konumlu)
Tek pedal
(Pedalın arka kısmına
basıldığında)
– 30 –

3) PK pedalı (dikiş makinesini ayakta kullanmak için)
Aşağıdaki PK pedalları makineye bağlanabilir.
Parça adı JUKI Parça numarası Açıklamalar
PK-51 GPK510010B0 Ayakta çalışmak için 2 pedallı tip
PK-57 GPK570010B0 Ayakta çalışmak için 1 pedal 2 adımlı tip
PK pedal kullanırken, aşağıdaki röle kablosu gereklidir.
Parça adı JUKI Parça numarası Açıklamalar
PK pedalı röle kablosu (tert.) 40003493 PK-51 ve PK-57 için uygun
1. Bağlama prosedürü
(1) Kontrol panelindeki ANA kartın CN41 konektörünü (beyaz • 6P) çıkarın. Çıkarılan konektör standart
olarak sağlanan pedalın konektörüdür. İhtiyaç halinde onu kullanın.
(2) Röle kablosunun konvektörünü (CN41) CN41'e bağlayın.
(3) Röle kablosunun konvektörünü (CN71) PK pedalının konektörüne bağlayın. PK-51 kullanıldığında,
bağlantı yukarıdaki işlemlerle tamamlanır. Ayrıca, PK-57 durumunda, zemin çizgisi konvektör bölü-
münden dışarı uzanır. Ancak, onu bağlamak gerekmez.
(4) PK-57 durumunda, kapağı kaldırın ve pedal içinde bulunan mikro anahtarın bağlantısındaki deği-
şikliği uygulayın. Mikro anahtarın (üst taraf) bağlantısını, pedal NC (normal kapalı) konumundan
NO (normal açık konumuna) geçirilip serbest bırakıldığında anahtar düğmeye basılı olacak şekilde
değiştirin.
2. PK pedalını kullanırken, aşağıdaki işlemi uygulayın.
(1) PK pedalını seçmek için etkinleştirin.
Paneldeki 2. DIP anahtarını AÇIK konumuna getirirken mod ekranını görüntüleyin.
(2) PK pedalını seçin.
PK pedalını, bellek anahtarı 2. seviye ayar ekranına ait K001 (pedal seçimi) ile seçin.
Ekran görünümü Pedal seçimi
PK-51'i seçin
PK-57'i seçin
– 31 –

(2) Pedal hareketi hakkında açıklamalar
Çift pedal tipi
Başlangıç
konumu
Baskı ayağı : Ara
konuma ② ya da
Kumaş yerleştirme
konumuna
③
1) Dikilecek
ürünün
yerleştirilmesi
Baskı ayağı, sol pedal
burnunun aşağı iniş
miktarı kadar yükselir.
2) Dikiş
Başlangıcı
Sağ pedala basıldığı
zaman dikiş başlar.
3) Dikiş sonu
Baskı ayağı otomatik
olarak Ara konuma ②
yükselir.
Tek pedal
(Ara konumsuz)
Başlangıç konumu
Baskı ayağı : Maksimum konum
①
1) Dikilecek ürünün
yerleştirilmesi
2) Dikilecek ürünün
yerleştirilmesine
onay verilmesi
Sağ pedalın ilk kademesine basıldığı zaman,
baskı ayağı Kumaş
yerleştirme konumuna
iner.
③
3) Dikiş Başlangıcı
Sağ pedalın ikinci kademesine basıldığı zaman
dikiş başlar.
4) Dikiş sonu
Baskı ayağı otomatik
olarak Maksimum ko-
num ① yükselir.
Tek pedal
(Ara konumlu)
Başlangıç konumu
Baskı ayağı : Maksimum
konum
①
1) Dikilecek ürünün
yerleştirilmesi
2) Dikilecek ürünün
yerleştirilmesine
onay verilmesi
Sağ pedalın ilk kademesine basıldığı zaman,
baskı ayağı Ara konuma
iner.
②
3) Dikişin başlaması
için onay
verilmesi
Sağ pedalın ikinci kademesine basıldığı zaman,
baskı ayağı Kumaş
yerleştirme konumuna
iner.
③
4) Dikiş Başlangıcı
Sağ pedalın üçüncü
kademesine basıldığı
zaman dikiş başlar.
5) Dikiş sonu
Baskı ayağı otomatik
olarak Maksimum konum ① yükselir.
Tek pedal
(Pedalın arka kısmına
basıldığında)
Başlangıç konumu
Baskı ayağı : Ara konuma
②
1) Dikilecek ürünün
yerleştirilmesi
2) Dikilecek ürünün
yerleştirilmesine
onay verilmesi
Pedalın arka kısmına
basıldığında baskı ayağı
Maksimum konum ① iner.
Sağ pedalın ilk kademesine basıldığı zaman, baskı
ayağı Ara konuma ② iner.
Sağ pedalın ikinci kademesine basıldığı zaman,
baskı ayağı Kumaş yerleştirme konumuna ③ iner.
3) Dikiş Başlangıcı
Sağ pedalın üçüncü kademesine basıldığı zaman
dikiş başlar.
4) Dikiş sonu
Baskı ayağı otomatik ola-
rak Ara konuma ② yükse-
lir.
* ① ile ③ arasındaki ilgili
konumların yüksekliği sol
tarafta tanımlanmış olup
bellek düğmeleriyle belirle-
①
nebilir ya da değiştirilebilir.
Kumaş
②
③
63. Sayfada "V-
→
21. Bellek düğmesi
verilerini değiştirme
yöntemi"
bakınız.
bölümüne
• Pedal ayarı (İsteğe bağlı 2 pedallı anahtar kullanıldığında (parça numarası: 40003491))
– 32 –

4. Dikiş çeşidini seçmek
(1) Dikiş çeşidi seçimi ekran görünümünden seçmek
1) Modu giriş modu olarak ayarlayın.
Giriş modunda DİKİŞE HAZIR LED’i söndüğünde, desen seçimi etkin hale gelir.
Geçerli mod dikiş moduysa, HAZIR tuşuna ❷
tekrar basarak giriş moduna geçiş ya-
pın.
2) Dikiş çeşidi seçimi ekran görünümünü
seçin.
Seçili olan Desen No. A görüntülenir.
3) Dikiş tipini seçin.
VERİ DEĞİŞTİRME tuşuna ❼ basıldı-
ğı zaman, kayıtlı olan dikiş çeşitlerinin sırayla
değiştiği görülür. Dikmek istediğiniz numarayı
burada seçin.
A
❷
❼
(2) Kayıt düğmesiyle seçme
Bu dikiş makinesi için, istenen bir desen numarasının PARAMETRE KAYIT tuşuna kaydedilmesi mümkündür. Dikiş çeşidi bir kez kaydedildikten sonra, dikiş çeşidini seçmek için bu düğmeye basmak yeterli
olur.
52. Sayfada "V-15. Parametre kayıt tuşunun kullanılması"
→
bölümüne bakınız.
– 33 –

5. Üst iplik gerginliğinin değiştirilmesi
Üst iplik gerginliğiyle ilgili veriler dikiş modunda da ayarlanabileceği için, deneme dikişi sırasında üst iplik
gerginliği değiştirilebilir.
B
1) Paralel kısım veri ayarlarında, iplik
gerginliğini seçin.
İPLİK GERGİNLİĞİ tuşuna basıldığında,
dikiş verilerini düzenleme ekranı A görüntülenir.
2) Paralel kısımda iplik gerginliğini
değiştirin.
VERİ DEĞİŞTİRME tuşuna ❼ basınca,
ayarlanmış olan B değeri artar ya da azalır ve
iplik gerginliği değiştirilebilir.
Aşağıdaki şekilde, dikiş bitimi ve ayarlanmış olan
değer arasındaki ilişki görülmektedir. Şekle bakarak değeri ayarlayın.
3) Punteriz kısmının veri ayarlarında, iplik
gerginliğini seçin.
İPLİK GERGİNLİĞİ tuşuna tekrar basıldığında, dikiş verilerini düzenleme ekranı C
görüntülenir.
4) Punteriz kısmında üst iplik
gerginliğinin değiştirilmesi
A
1)、2
)
D
C
3)、4
)
❼
VERİ DEĞİŞTİRME tuşuna ❼ basınca,
ayarlanmış olan D değeri artar ya da azalır ve iplik
gerginliği değiştirilebilir. Aşağıdaki tabloda, dikiş
bitimi ve ayarlanmış olan değer arasındaki ilişki
görülmektedir. Tabloya bakarak değeri ayarlayın.
* Paralel kısım ve punteriz kısmı dışındaki gerginlikler için,
ğiştirilmesi"
63. Sayfada "V-21. Bellek düğmesi verilerini değiştirme yöntemi"
ve
bakınız.
Paralel kısım ve ② punteriz kısmı için gerginlik ayar değeri
①
Panel üzerindeki ayar değeri
Başlangıç değeri
Ters iğne
ilmeği
Bastırma
ilmeği
Paralel kısımdaki
①
gerginlik
Punteriz gerginliği İplik gerginliği
②
Paralel kısımdaki
③
gerginlik
Punteriz gerginliği İplik gerginliği
④
Başlık aşağı iner.
azalır.
İplik gerginliği
azalır.
azalır.
120
Ters iğne ilmeği ve Bastırma ilmeği
40. Sayfada "V-10. Dikiş verilerinin de-
bölümlerine
Başlık yükselir.
Radyal kuşgözü
35
60
60
İplik gerginliği
artar.
İplik gerginliği
artar.
İplik gerginliği
artar.
şekli için, punteriz gerginliğini
önce yaklaşık 120
olarak ayarlayın ve
ilmeklerin dengeli
olmasını sağlayın.
Ters iğne ilmeği
Bastırma ilmeği
Bastırma ilmeği
Ters iğne ilmeği
Üst ipliğin kumaştan geçmesini sağlamak için daha fazla gerginlik uygulanırken, her iki taraftan merkez çizgiye doğru çekilen masura ipliğiyle
ters iğne ilmeği oluşturulur.
Bastırma ilmeği
Bastırma ilmeği, üst ipliği kumaşın sadece üstünde ve masura ipliğini
altta tutan zikzak şeklinde oluşur.
– 34 –

6. Yeniden dikiş dikilmesi
Dikiş sırasında durdurma düğmesine A basılınca dikiş makinesi dikişe ara verir ve durur. Bu
durumda, durdurma düğmesine basıldığını haber
vermek için B hata ekranı görünümü belirir.
Dikişin belli bir noktasından itibaren dikişe devam etmek için
Dikiş hareketini durdurma konumu
Hata ekranı B görünümüne geçilir
1) Hata mesajını silin.
Hata mesajını silmek için SIFIRLAMA tuşuna ❸
basın. Ardından adım hareketi ekran
görünümü C görülür.
2) Baskı ayağını geri getirin.
GERİ tuşuna
ilmek ilmek geri döner.
İLERİ tuşuna
ilmek ilmek ilerler. Baskı ayağını yeniden dikiş
konumuna getirin.
-1
basınca, baskı ayağı
❼
-2
basınca, baskı ayağı
❼
3) Dikişi yeniden başlatın.
Sağ pedala basıldığı zaman dikiş yeniden başlar.
Hata Numarası
E CD
Hata imgesi
❼
-1
❼
A
B
-2
Yeniden dikişi başlangıçtan itibaren yapmak için
Dikiş hareketini durdurma konumu
Hata ekranı B görünümüne geçilir
1) Hata mesajını silin.
Hata mesajını silmek için SIFIRLAMA tuşuna ❸
basın. Ardından adım hareketi ekran
görünümü C görülür.
2) Baskı ayağını, dikilen ürünü
yerleştirme konumuna geri getirin.
SIFIRLAMA tuşuna ❸ tekrar basılınca,
baskı ayağı dikilen ürünü yerleştirme konumuna
döner.
3) Dikişi baştan başlatın.
Adım çalışma ekranındaki KUMAŞ KESME UZUNLUĞU tuşuna bastığınızda, malzeme
bıçak kullanma konumuna getirilir. Ardından, bıçak kullanma konumunu kontrol etmek
için bıçağı elle aşağı indirebilirsiniz. Yukarıda bahsedilen amaç için KUMAŞ KESME
UZUNLUĞU tuşunu kullanın.
❸
* Mevcut dikiş sayısı/toplam dikiş sayısı D kısmında
gösterilir.
* Mevcut dikiş komutu E kısmında gösterilir.
Komut çeşitleri şunlardır :
Dikiş komutu
İplik kesici komutu
Atlama beslemesi komutu
Bıçak komutu
– 35 –

7. Masuraya iplik sarma
(1) Masuraya iplik sarma
Bobini baskı ayağı ve sarıcı tuşu
kolundan ipliği çıkarın ve bobini çağanozdan ayırın.
1) Masurayı yerleştirin.
Masurayı masura sarma milinin üzerine tam
olarak oturtun. İpliği masura taşıyıcıdan geçirip
şekilde gösterilen sırayla kılavuzlardan geçirin ve
ipliğin ucunu masuraya dört ya da beş kez sarın.
Ardından bobin sarma kolunu ① ok yönünde itin.
2) Modu masura sarım modu olarak
ayarlayın.
Giriş durumunda, BASKI AYAĞI ve SARIM tuşu-
na ❺ basın. Bu durumda, ÖĞE SEÇ-
ME tuşuna ❻ basın.
3) Masura sarım işlemini başlatın.
Sağ pedala basınca makine döner ve masuraya
iplik sarmaya başlar.
❺
②
ile sarmanız durumunda iplik alma
①
B
A
③
4) Dikiş makinesini durdurun.
Bobin, önceden belirlenen miktarda ipi sardıktan
sonra bobin sarma kolu ① serbest kalır. Dikiş
makinesini durdurmak için BASKI AYAĞI ve SA-
RIM tuşuna ❺ basın ya da sağ pedala
basın. Ardından masurayı çıkarıp iplik kesici tutucu plakasıyla ③ masura ipliğini kesin.
• BASKI AYAĞI ve SARIM tuşuna ❺
basınca dikiş makinesi durur ve normal moda
döner.
• Sağ pedala basınca dikiş makinesi durur, ancak masura sarım modu değişmez. Çok sayıda
masuraya iplik sararken bu yöntemi kullanın.
(2) Masuraya sarılacak iplik miktarının
ayarlanması
Bobin ipliği sarma miktarını ayarlamak için, tespit
vidasını ② gevşetin ve bobin sarma kolunu ① A
veya B yönünde hareket ettirin. Ardından, tespit
vidasını ② sıkılayın.
A
yönünde : Azalır
B
yönünde : Artar
❻
❺
– 36 –

8. Sayaç kullanımı
(1) Sayaç değerini ayarlama prosedürü
1) Sayaç ayar ekranına geçin.
Giriş modunda DİKİŞE HAZIR LED’i söndüğünde, giriş modu altında SAYAÇ tuşuna
basıldığında sayacın ayarlanmasını
sağlayan sayaç ekranı A görüntülenir. Sayaç
değeri sadece giriş modunda ayarlanabilir. Dikiş
modundayken, veri girişi moduna ayarlamak için
HAZIR tuşuna ❷ basın.
2) Sayaç tipi seçimi.
Ters videoda sayaç türünü belirten sembol resmi
B
'yi görüntülemek için ÖĞE SEÇME tuşuna
basın. VERİ DEĞİŞTİRME tuşuna ❼
❻
basıp, istediğiniz sayaç tipini aşağıdakiler
arasından seçin.
A
❷
B
❸
C
D
❼❻
3) Sayaçta ayarlanan değerin değiştirilmesi.
Ters videoda sayacın ayar değeri C’yi görüntülemek için ÖĞE SEÇME tuşuna ❻ basın.
VERİ DEĞİŞTİRME tuşuna ❼ basıp, artan tipteki sayacın ulaşacağı değeri girin.
4) Mevcut sayaç değerinin değiştirilmesi.
Ters videoda sayacın geçerli değeri D’yi görüntülemek için ÖĞE SEÇME tuşuna ❻ basın.
SIFIRLAMA tuşuna ❸ basınca, sayacın o anki değeri silinir.
Sayısal değeri, VERİ DEĞİŞTİRME tuşuyla ❼ değiştirmek de mümkündür.
Sayaç, makine teslim edildiğinde "① ARTAN dikiş sayacı" şeklinde ayarlanmıştır. Sayaç,
fabrikada dikiş makinesinin başlatma sayısı 100’e ulaştığında duracak şekilde ayarlanmıştır. Bu sayacı kullanım şartlarınıza göre ayarlayın.
– 37 –

(2) Sayaç tipi
①
Her şekil dikişinden sonra, mevcut değer artar.
Mevcut değer ile girilen değer birbirine eşit olduğunda, artan sayaç ekran görünümü görülür.
②
Her şekil dikişinden sonra, mevcut değer azalır.
Mevcut değer “0” olduğunda artan sayaç ekran görünümü görülür.
③
Her çevrim dikişi ya da sürekli dikiş tamamlandığında, mevcut değer artarak sayılır. Mevcut değer ile girilen değer birbirine eşit olduğunda, artan sayaç ekran görünümü görülür.
④
Her çevrim dikişi ya da sürekli dikiş tamamlandığında, mevcut değer azalarak sayılır. Mevcut
değer “0” olduğunda artan sayaç ekran görünümü görülür.
⑤
ARTAN dikiş sayacı
AZALAN dikiş sayacı
ARTAN parça adedi sayacı
AZALAN parça adedi sayacı
Sayaç kullanılmıyor
(3) Artarak sayımdan çıkma prosedürü
Dikiş sırasında artarak devam eden sayımın tamamlanması halinde, artan sayım ekran görünümünün (E) tamamı yanıp söner. Sayacı sıfırla-
mak için SIFIRLAMA tuşuna ❸ basınca
dikiş moduna dönülür. Ardından sayaç tekrar
saymaya başlar.
E
– 38 –

9. Başlangıç değeri dikiş çeşidini kullanmak
Bu dikiş makinesinde, dikiş şekillerinde optimum dikiş elde etmek için bir başlangıç değeri vardır (31 şekil).
95. Sayfada "XI. HER ŞEKİL İÇİN BAŞLANGIÇ DEĞERİ VERİLERİ TABLOSU"
→
Yeni dikiş verileri oluştururken, dikiş çeşidi başlangıç değerlerini kopyalamak uygun olur.
bölümüne bakınız.
1) Modu giriş modu olarak ayarlayın.
Giriş modunda DİKİŞE HAZIR LED’i söndüğünde, desen değiştirme etkin hale gelir. Dikiş
modundayken, veri girişi moduna ayarlamak için
HAZIR tuşuna ❷ basın.
A
2) Başlangıç değeri dikiş çeşidine geçin.
Seçili olan Desen No. A görüntülenir. Başlangıç
2
)
değeri desenini seçmek için VERİ DEĞİŞ-
TİR tuşuna ❼ basın.
3) Şekli seçin.
Seçili olan şekil C’yi göstermek için şekil seçim ekranı B görüntülenir. VERİ DEĞİŞTİRME
tuşuyla ❼ dikmek için şekli (C) seçin.
Makineyi satın aldığınız anda, 12 şekil arasından
seçim yapabilirsiniz. Ancak şekil seçme seviyesini (K004) arttırarak en çok 31 şekil arasından
seçim yapmak mümkündür.
63. Sayfada "V-21. Bellek düğmesi veri-
→
lerini değiştirme yöntemi"
nız.
bölümüne bakı-
4) Deneme dikişi dikin.
Modu dikiş modu olarak ayarlamak için HAZIR
B
3
)
C
❼
❷
tuşuna ❷ basın. Bu durumda dikiş dik-
mek mümkündür ve seçilen şekil dikilebilir.
* Başlangıç değeri olarak geçerli olan dikiş
çeşidi için, sadece iğne ipliği gerilimi ve dikiş
hızı düzenlenebilir. Dikiş çeşidi değiştirildiği
ya da yeniden adlandırıldığı takdirde düzenlenen verilerin başlangıç değerlerine döneceğini
unutmayın.
5) Başlangıç değeri dikiş çeşidini kopyalayın.
Seçilmiş ve yukarıdaki adımlar uyarınca onaylanmış olan dikiş çeşidini normal dikiş çeşidine kopyalayıp
kullanın.
→ Kopyalama prosedürü
49. Sayfada "V-13. Dikiş çeşidinin kopyalanması"
– 39 –
bölümüne bakınız.

10. Dikiş verilerinin değiştirilmesi
(1) Ürünü satın aldığınız haliyle başlangıç dikiş verileri
1 ile 10 arasındaki dikiş çeşitleri, ürünü satın aldığınız anda kaydedilmiş durumdadır. Sadece kumaş kesim uzunlukları farklı olan kare tipi dikişin başlangıç değerleri, dikiş verilerinde girilmiştir.
95. Sayfada "XI. HER ŞEKİL İÇİN BAŞLANGIÇ DEĞERİ VERİLERİ TABLOSU"
→
Dikiş çeşidi numarası Kumaş kesme uzunluğu
1 6,4 mm (1/4”)
2 9,5 mm (3/8”)
3 11,1 mm (7/16”)
4 12,7 mm (1/2”)
5 14,3 mm (9/16”)
6 15,9 mm (5/8”)
7 17,5 mm (11/16”)
8 19,1 mm (3/4”)
9 22,2 mm (7/8”)
10 25,4 mm (1”)
bölümüne bakınız.
(2) Dikiş verilerini değiştirme prosedürü
1) Modu giriş modu olarak ayarlayın.
Giriş modunda DİKİŞE HAZIR LED’i söndüğünde, dikiş verilerini değiştirme etkin hale gelir.
Dikiş modundayken, veri girişi moduna ayarla-
mak için HAZIR tuşuna ❷ basın.
Veri öğesi
numarası
A
Veri öğesini
gösteren imge
2) Dikiş verilerini düzenleme ekran
görünümüne geçin.
DÜZENLEME tuşuna ❽ basıldığında, seçilen desen numarası için dikiş verilerini düzenleme ekranı A görüntülenir.
3) Değiştirilecek olan dikiş verisini seçin.
ÖĞE SEÇME tuşuna ❻ basıp, değiştirmek
istediğiniz veri öğesini seçin.
Şekilden dolayı kullanılmayan veri öğeleri ve
fonksiyonsuz olarak ayarlanan veri öğeleri atlanır
ve ekranda görülmez. Bu konuda dikkatli olun.
42. Sayfada "V-11. Dikiş verilerini düzenleyerek/düzenlemeden ayarlama yöntemi"
→
bakınız.
❷
❼❻❽
bölümüne
4) Veriyi değiştirin.
Dikiş verileri ile ilgili olarak, sayısal değerleri değiştiren ve imgeleri seçen veri öğeleri vardır.
Sayısal değeri değiştiren veri öğelerine, gibi numaralar eklenmiştir. Değeri değiştirmek için, ayar-
lanan değeri VERİ DEĞİŞTİRME tuşuyla ❼ arttırın ya da azaltın.
İmgeleri seçen veri öğelerine, gibi numaralar eklenmiştir. İmgeler, VERİ DEĞİŞTİRME tuşuyla ❼
seçilebilir.
→
Dikiş verileri hakkında ayrıntılı bilgi için
43. Sayfada "V-12. Dikiş verileri listesi"
– 40 –
bölümüne bakınız.

5) Dikiş çeşidi verisinin adının
değiştirilmesi.
Dikiş çeşidi verisinin adının değiştirilmesini etkinleştirmek için "S500 Dikiş çeşidi verisinin adı"
öğesini seçin ve DÜZENLEME tuşuna ❽
basın.
ÖĞE SEÇME tuşuna ❻ basıldığında düzen-
leme noktası sırayla taşınır. "+" ve "-" arasında
bulunan karakter seçim altındaki düzenleme konumudur.
Karakter seçiliyken VERİ DEĞİŞTİRME tuşuna
basın, karakter seçilebilir. Seçili karak-
❼
teri silmek için SIFIRLAMA tuşuna ❸
❸
❽
❼❻
basın. SIFIRLAMA tuşu ❸ bir saniye
basılı tutulursa veri adı silinebilir.
Yukarıda açıklanan prosedürü tekrar gerçekleştirerek dikiş çeşidi verisinin adını değiştirin.
Dikiş çeşidi adı için kullanılabilecek
karakterler
A - Z, 0 - 9, ., +, -, /, #, (boş)
– 41 –

11. Dikiş verilerini düzenleyerek/düzenlemeden ayarlama yöntemi
Bu makineyi satın aldığınızda, sık kullanılmayan dikiş verisi öğelerini düzenleyemeyecek şekilde ayarlanmıştır. Verileri dikilen ürünlere daha uygun olarak belirlemek isterseniz, dikiş verileri öğesini düzenleme
yapılabilir konuma ayarlayıp makineyi o şekilde kullanın.
Dikiş verileri düzenlenebilir/düzenlenemez ayarında, S052 için sağ paralel kısmın gerginliği düzenlenemez olarak ayarlanır, S051 sol paralel kısmın gerginlik verileriyle dikiş dikilir. S056 için 2. punteriz gerginliği düzenlenemez şeklinde ayarlanırsa, 1. punteriz kısmının S055 verileriyle dikiş dikilir.
Yukarıda belirtilenlerin dışındaki dikiş öğeleri düzenleme yok şeklinde ayarlanırsa, başlangıç değeri verileri tercih edilir.
1) Modu giriş modu olarak ayarlayın.
Giriş modunda DİKİŞE HAZIR LED’i söndüğünde, veri ayarları etkin hale gelir. Dikiş modundayken, veri girişi moduna ayarlamak için HAZIR
tuşuna ❷ basın.
A
(Düzenleme var)
C
2) Dikiş verilerinde düzenleme var/yok
arasında geçiş ekran görünümüne
gelin.
MOD tuşuna ❹ basın.
metresi düzenleme seçimi"
verileri düzenlemeyi etkinleştirme/devreden
çıkarma geçiş ekranları A ve B açılır.
"05 Dikiş para-
ni seçin. Ardından
3) Değiştirmek istediğiniz veriyi seçin.
ÖĞE SEÇME tuşuna ❻ basıp, değiştirmek
istediğiniz dikiş veri öğesini (C) seçin.
Bu durumda, sadece değiştirilebilir olan öğe seçilebilir.
4) Düzenleme var/yok değişimi
VERİ DEĞİŞTİR tuşuna ❼ basıldığında,
B
(Düzenleme yok)
❷
❼❻
❾
seçilen dikiş verileri için sembol resmi görünümü
C
değişir.
Pozitif ekran görünümü: Düzenleme var
Negatif ekran görünümü: Düzenleme yok
Çoklu dikiş veri öğelerini değiştirmek için 3) adımına dönülür.
5) Ayarlanmış olan verileri kaydedin.
GERİ DÖN tuşuna ❾ basıldığında, değişen durum kaydedilir ve mod ekranına geri dönülür. SI-
FIRLAMA tuşuna ❸ basıldığında, önceki ekrana geri dönülür.
– 42 –

12. Dikiş verileri listesi
Dikiş verileri, 1 ile 99 arasındaki 99 dikiş çeşidi için girilebilen verilerdir ve her bir dikiş çeşidi için veri girişi
☆
yapılabilir. Dikiş makinesini satın aldığınızda “Düzenleme var/yok” ile ayarlanması gereken veriler, seçilemeyecek şekilde ayarlanmıştır. Kullanım için gerekiyorsa, bu fonksiyonu “Düzenleme var” olarak değiştirin.
42. Sayfada "V-11. Dikiş verilerini düzenleyerek/düzenlemeden ayarlama yöntemi"
→
bakınız.
Numara Öğe Ayar aralığı Düzenleme birimi Hatırlatmalar
S001
S002
S003
Dikiş şekli
Dikiş makinesinde mevcut olan 31 dikiş şekli arasından istediğiniz bir desen şeklini seçin.
3. Sayfada "II-2. Standart
–
* Makineyi satın aldığınız haliyle, sadece 12 çeşit standart
dikiş şekli seçilebilir. Şekil çeşitlerini arttırırken, bellek
düğmesi verilerinin
ayarlayın. →
listesi"
64. Sayfada "V-22. Bellek düğmesi veri
bölümüne bakınız.
dikiş şekli listesi"
bakınız.
K004 Dikiş şekli seçim seviyesi
bölümüne
ni
Kumaş kesme uzunluğu
Bu öğe, kumaş kesme bıçağıyla kesilen kumaş uzunluğunu belirler. Ancak punteriz şekli söz konusuysa
(S001’de 27, 28, 29 ve 30 numaralar) dikiş uzunluğu
belirlenir.
Bellek düğmesi verilerinde
bıçağının çoklu hareket fonksiyonu
getirerek, kumaş kesme bıçağının çoklu hareketlerini
U018 Kumaş kesme bıçağı büyüklüğü
belirleyerek, dikilen ürün kesilir. →
22. Bellek düğmesi veri listesi"
U019 Kumaş kesme
nu etkin hale
öğesinde
64. Sayfada "V-
bölümüne bakınız.
Sağ bıçak yeri genişliği
Bu öğe, kumaş kesme bıçağıyla sağ paralel kısım
arasındaki boşluğu belirler.
1 ile 31 arasın-
da
3,0 ile 219,6
arasında
-2,00 ile 2,00
arasında
1 –
0,1 mm –
0,05 mm –
bölümüne
S004
S005
S006
S007
S008
S009
Sol bıçak yeri genişliği
Bu öğe, kumaş kesme bıçağıyla sol paralel kısım
arasındaki boşluğu belirler.
İlik sol yan dikiş genişliği
Bu öğe, sol paralel kısmın ilik yan dikiş genişliğini belirler.
Sağ ve sol şekillerin oranı
Bu öğe, bıçak konumunu merkeze alarak sağ
taraftaki şekli büyütme/küçültme oranını belirler.
Paralel kısımdaki adım
Bu öğe, sağ ve sol paralel kısımlarda dikiş adımını
belirler.
Punteriz uzunluğu
Bu öğe, ön tarafta punteriz uzunluğunu belirler.
Kare
tipin alt
kısmı
Düz
punterizin
alt kısmı
Koninin
alt kısmı
1. Punteriz uzunluğu
Bu öğe, arka tarafta punteriz uzunluğunu belirler.
Kare
tipin üst
kısmı
-2,00 ile 2,00
arasında
0,10 ile 5,00
arasında
50 ile 150 ara-
sında
0,200 ile 2,500
arasında
0,2 ile 5,0 ara-
sında
0,2 ile 5,0 ara-
sında
0,05 mm –
0,05 mm –
1% –
0,025 mm –
0,1 mm –
0,1 mm –
– 43 –

Numara Öğe Ayar aralığı Düzenleme birimi Hatırlatmalar
S010
Sağ punteriz genişliğinin telasi
Bu öğe, punteriz kısmının dış sağ şeklini ilik yan dikiş
-1,00 ile 1,00
arasında
0,05 mm –
kısmına göre ayarlar.
Kare
tipin üst
kısmı
Kare tipin
alt kısmı
Düz
punterizin
alt kısmı
S011
S012
S013
S014
S015
S016
S017
Bu öğe, punteriz kısmının dış sol şeklini ilik
yan dikiş kısmına göre ayarlar.
Bu öğe, punteriz kısmının dış sol şeklini ilik yan dikiş
kısmına göre ayarlar.
Kare
tipin üst
kısmı
Kare tipin
alt kısmı
Düz
punterizin
alt kısmı
Konik sol punteriz telasi
Bu öğe, konik punteriz şeklinin punteriz kısmını oluşturmak için uzunluğu belirler.
Konik sağ punteriz telasi
Bu öğe, konik punteriz şeklinin punteriz kısmını oluşturmak için uzunluğu belirler.
Kuşgözü şeklinin uzunluğu
Bu öğe, kuşgözü merkezinden itibaren kuşgözü
şeklinin üst kısmının uzunluğunu belirler.
Kuşgözü şeklinde ilmek sayısı
Bu öğe, kuşgözü şekline ait üst 90º içindeki
ilmek sayısını belirler.
Kuşgözü genişliği
Bu öğe, kuşgözünün iç kısmındaki çaprazlama
boyutu belirler. İğnenin gerçek giriş noktası,
S004 Sol bıçak yeri genişliği
yuttur.
nin eklendiği bo-
Kuşgözü uzunluğu
Bu öğe, kuşgözünün iç kısmındaki uzunlamasına
boyutu belirler.
-1,00 ile 1,00
0,05 mm –
arasında
0,00 ile 3,00
0,05 mm
arasında
0,00 ile 3,00
0,05 mm
arasında
1,0 ile 10,0
0,1 mm
arasında
1 ile 8 arasında 1
1,0 ile 10,0
0,1 mm
arasında
1,0 ile 10,0
0,1 mm
arasında
*1
*1
*1
*1
*1
*1
S018
Yuvarlak tip şeklinin uzunluğu
Bu öğe, yuvarlak tip şeklinin merkezinden itibaren üst
1,0 ile 5,0 ara-
sında
0,1 mm
kısmın uzunluğunu belirler.
Radyal
tipin alt
kısmı
Yarımay
tipin alt
kısmı
1 ile 8 arasında 1
S019
Yarımay
tipin üst
kısmı
Yuvarlak
tipin alt
kısmı
Radyal
tipin üst
kısmı
Radyal
tipin alt
kısmı
Radyal şeklindeki ilmek sayısı
Bu öğe, radyal şekline ait üst 90º içindeki ilmek sayısını belirler.
S020
Radyal şeklin güçlendirilmesi
– –
Bu öğe, radyal şekilde güçlendirme dikişi var/yok seçeneğini
belirler.
: Var : Yok
* 1 : Şekle bağlı olarak izlenir
* 2 : Düzenleme var şeklinde ayarlandığı zaman izlenir. 42. Sayfada "V-11. Dikiş verilerini düzenleyerek/
düzenlemeden ayarlama yöntemi" bölümüne bakınız.
* 3 : Bu fonksiyon seçildiği zaman izlenir.
*1
*1
*1, *2
– 44 –

Numara Öğe Ayar aralığı Düzenleme birimi Hatırlatmalar
S021
Punteriz kısmındaki adım
Bu öğe, punteriz kısmında dikiş adımını belirler.
0,200 ile 2,500
arasında
0,025 mm –
S022
S023
S031
S032
Kare tipin
üst kısmı
Kare tipin
alt kısmı
Yuvarlak
tipin üst
kısmı
Yuvarlak
tipin alt
kısmı
Yarımay
tipin üst
kısmı
Yarımay
tipin alt
kısmı
Düz
punterizin
alt kısmı
Konik
punterizin
alt kısmı
1. boşluk
Bu öğe, 1. punteriz ile bıçak yeri arasındaki boşluğu
belirler. Bu öğe bütün şekiller için geçerlidir.
2. boşluk
Bu öğe, 2. punteriz ile bıçak yeri arasındaki boşluğu
belirler. Bu öğe bütün şekiller için geçerlidir.
Tek/çift dikiş
Bu öğe, tek ve çift dikiş arasında seçim yapar.
Çift dikişTek dikiş
Çapraz çift dikiş seçimi
Bu öğe, çift dikiş olarak ayar yapılırken, paralel kısımdaki iğne giriş
yerinde üst üste dikiş ve çapraz dikiş arasında seçim yapar.
: Çift dikiş
: Çapraz dikiş
0,0 ile 4,0
0,1 mm –
arasında
0,0 ile 4,0
0,1 mm –
arasında
– – –
– –
*3
S033
S034
S035
S036
S037
S038
S039
Çift dikiş genişliğinin telasi
Bu öğe, çift dikişe ayarlanmış olması halinde, 1.
turun ilik yan dikiş genişliğini daraltma miktarını
belirler.
Teyel sayısı
Bu öğe teyel sayısını belirler.
: Teyel yok
: Teyel var
(Teyel sayısı ayarı)
Teyel adımı
Bu öğe, teyel yapılırken adımı belirler.
Teyel yuvarlanma uzunluğu
Bu öğe, teyel yapılırken üst ipliğin yuvarlanma uzunluğunu belirler.
Teyel yuvarlanma adımı
Bu öğe, teyel yapılırken üst ipliğin yuvarlanma adımını
belirler.
Teyel yuvarlanma genişliği
Bu öğe, teyel yapılırken üst ipliğin yuvarlanma genişliğini
belirler.
Teyelde iğne giriş yerinin uzunlamasına telasi
Bu öğe, iki turdan fazla teyel yaparken iğne giriş yerini
ileri geri kaydırma miktarını belirler.
0,0 ile 2,0
0,1 mm
arasında
0 ile 9 arasında 1 time –
1,0 ile 5,0
0,1 mm
arasında
2,0 ile 20,0
0,1 mm
arasında
0,2 ile 5,0
0,1 mm
arasında
0,0 ile 4,0
0,1 mm
arasında
0,0 ile 2,5
0,1 mm
*2, *3
arasında
*3
*3
*3
*3
*3
* 1 : Şekle bağlı olarak izlenir
* 2 : Düzenleme var şeklinde ayarlandığı zaman izlenir. 42. Sayfada "V-11. Dikiş verilerini düzenleyerek/
düzenlemeden ayarlama yöntemi" bölümüne bakınız.
* 3 : Bu fonksiyon seçildiği zaman izlenir.
– 45 –

Numara Öğe Ayar aralığı Düzenleme birimi Hatırlatmalar
S040
S041
S042
S044
Teyelde iğne giriş yerinin çaprazlama telasi
Bu öğe, iki turdan fazla teyel yaparken iğne giriş
yerini sağa ya da sola kaydırma miktarını belirler.
Teyelde sol taraf konumunun telasi
Bu öğe, teyel referans konumunu ilik sol yan dikiş
merkezinden sola ya da sağa kaydırma miktarını
belirler.
Teyelde sağ taraf konumunun telasi
Bu öğe, teyel referans konumunu ilik sağ yan dikişinin merkezinden sola ya da sağa kaydırma miktarını
belirler.
Teyel hızı ayarı
Bu öğe teyel hızını belirler.
0,0 ile 1,0 ara-
sında
-2,0 ile 2,0
arasında
-2,0 ile 2,0
arasında
400 ile 4.200
arasında
0,1 mm
0,1 mm
0,1 mm
100 sti/min
*3
*2, *3
*2, *3
*3
S051
S052
S053
S054
S055
S056
S057
S058
Sol paralel kısımdaki gerginlik
Bu öğe, sol paralel kısımdaki üst iplik gerginliğini belirler.
Sağ paralel kısımdaki gerginlik
Bu öğe, sağ paralel kısımdaki üst iplik gerginliğini belirler.
Sol paralel kısımdaki gerginlik (Çift dikişte
1. tur)
Bu öğe, çift dikiş sırasında 1. turda sol paralel kısımdaki üst iplik gerginliğini belirler.
Sağ paralel kısımdaki gerginlik
(Çift dikişte 1. tur)
Bu öğe, çift dikiş sırasında 1. turda sağ paralel
kısımdaki üst iplik gerginliğini belirler.
1. punteriz kısmındaki gerginlik
Bu öğe, 1. punteriz kısmındaki üst iplik gerginliğini
belirler.
2. punteriz kısmındaki gerginlik
Bu öğe, 2. punteriz kısmındaki üst iplik gerginliğini
belirler.
Dikiş başlangıcında üst iplik gerginliğinin
belirlenmesi
Bu öğe, dikiş başlangıcında düğüm ilmekteki iplik
gerginliğini belirler.
Teyelde üst iplik gerginliğinin belirlenmesi
Bu öğe, teyelde üst iplik gerginliğini belirler
0 ile 200 arasın-
da
0 ile 200 arasın-
da
0 ile 200 arasın-
da
0 ile 200 arasın-
da
0 ile 200 arasın-
da
0 ile 200 arasın-
da
0 ile 200 arasın-
da
0 ile 200 arasın-
da
1 –
1
1
1
1 –
1
1 –
1
*2, *3
*2, *3
*2
*2
*3
S059
1. punteriz başlangıcında İŞLEM zamanla-
-5 ile 5 arasında 1 ilmek
ması ayarı
Bu öğe, 1. punteriz kısmındaki üst iplik gerginliği
çıktısı başlangıç zamanlamasını belirler.
* 1 : Şekle bağlı olarak izlenir
* 2 : Düzenleme var şeklinde ayarlandığı zaman izlenir. 42. Sayfada "V-11. Dikiş verilerini düzenleyerek/
düzenlemeden ayarlama yöntemi" bölümüne bakınız.
* 3 : Bu fonksiyon seçildiği zaman izlenir.
– 46 –
*2

Numara Öğe Ayar aralığı Düzenleme birimi Hatırlatmalar
S060
İlik sağ yan dikiş başlangıcında İŞLEM
-5 ile 5 arasında 1 ilmek
*2
zamanlaması ayarı
Bu öğe, ilik sağ yan dikiş kısmındaki üst iplik gerginliği çıktısı başlangıç zamanlamasını belirler.
S061
2. punteriz başlangıcında İŞLEM zamanla-
-5 ile 5 arasında 1 ilmek
*2
ması ayarı
Bu öğe, 2. punteriz kısmındaki üst iplik gerginliği
çıktısı başlangıç zamanlamasını belirler.
S062
Dikiş başlangıcında düğüm dikişteki ilmek
0 ile 8 arasında 1 ilmek –
sayısı.
Bu öğe, dikiş başlangıcında düğüm dikişin ilmek
sayısını belirler.
S063
S064
Dikiş başlangıcında düğüm dikişteki dikiş
adımı.
Bu öğe, dikiş başlangıcında düğüm dikişin dikiş
adımını belirler.
Dikiş başlangıcında düğüm dikiş genişliği
Bu öğe, dikiş başlangıcında düğüm dikiş genişliğini
belirler.
0,00 ile 0,70
arasında
0,0 ile 3,0 ara-
sında
0,05 mm
0,1 mm –
*2
S065
S066
S067
S068
S069
S070
S081
Dikiş başlangıcında düğüm dikişin uzunlamasına telasi.
Bu öğe, dikiş başlangıcında düğüm dikişin başlama
konumunu uzunlamasına yönde belirler.
Dikiş başlangıcında düğüm dikişin çaprazlama telasi.
Bu öğe, dikiş başlangıcında düğüm dikişin başlama
konumunu çaprazlama yönde belirler.
Dikiş sonunda düğüm dikiş genişliği
Bu öğe, dikiş sonunda düğüm dikiş genişliğini belirler.
Dikiş sonunda düğüm dikişteki ilmek sayısı.
Bu öğe, dikiş sonunda düğüm dikişin ilmek sayısını
belirler.
Dikiş sonunda düğüm dikişin uzunlamasına telasi.
Bu öğe, dikiş sonunda düğüm dikişin başlama
konumunu uzunlamasına yönde belirler.
Dikiş sonunda düğüm dikişin çaprazlama
telasi.
Bu öğe, dikiş sonunda düğüm dikişin başlama konumunu çaprazlama yönde belirler.
Bıçak hareketi
Bu öğe, normal kumaş kesme bıçağında “Hareket var/yok”
seçenekleri arasında seçim yapar.
: Normal bıçak
hareketi KAPALI
: Normal bıçak
hareketi AÇIK
0,0 ile 5,0 ara-
sında
0,0 ile 2,0 ara-
sında
0,1 ile 1,5 ara-
sında
0 ile 8 arasında 1 –
0,0 ile 5,0 ara-
sında
0,0 ile 3,0 ara-
sında
– – –
0,1 mm
0,1 mm
0,1 mm –
0,1 mm
0,1 mm
*2
*2
*2
*2
S083
Çift dikişin 1. turunda bıçak hareketi
Bu öğe, çift dikiş dikilirken 1. turda kumaş kesme bıçağında
“Hareket var/yok” seçenekleri arasında seçim yapar.
: Normal bıçak
hareketi KAPALI
: Normal bıçak
hareketi AÇIK
– –
* 1 : Şekle bağlı olarak izlenir
* 2 : Düzenleme var şeklinde ayarlandığı zaman izlenir. 42. Sayfada "V-11. Dikiş verilerini düzenleyerek/
düzenlemeden ayarlama yöntemi" bölümüne bakınız.
* 3 : Bu fonksiyon seçildiği zaman izlenir.
– 47 –
*2, *3

Numara Öğe Ayar aralığı Düzenleme birimi Hatırlatmalar
S084
S086
Maksimum hız sınırı
Bu öğe, dikiş makinesinin maksimum hız sınırını
belirler. Veri düzenlemenin maksimum değeri, bellek
düğmesi verilerinin
devir sayısına eşittir.
64. Sayfada "V-22. Bellek düğmesi veri
→
listesi"
bölümüne bakınız.
K007 Maksimum hız sınırı
Gidiş adımı
Bu öğe, punteriz şeklinin gidiş tarafındaki dikiş adımını
belirler (S001’de 27, 28, 29 ve 30 numaralı şekiller).
400 ile 4.200
arasında
0,200 ile 2,500
arasında
100 sti/min –
0,025 mm –
S087
S088
S089
S089
Gidiş genişliği
Bu öğe, punteriz şeklinin giden taraftaki genişliğini
belirler (S001’de 27, 28, 29 ve 30 numaralı şekiller).
Geliş adımı
Bu öğe, punteriz şeklinin geliş tarafındaki dikiş adımını
belirler (S001’de 27, 28, 29 ve 30 numaralı şekiller).
Geliş genişliği
Bu öğe, punteriz şeklinin geliş tarafındaki genişliğini
belirler (S001’de 27, 28, 29 ve 30 numaralı şekiller).
Baskı ayağı basıncı
Malzemeyi sıkıştıracak basıncı ayarlamak için
kullanılır. Ayar değeri 25 olduğunda, baskı ayağı
basıncı yaklaşık 4 kg’dır. Ayar değeri 80 olduğunda,
baskı ayağı basıncı yaklaşık 10 kg’dır.
0,1 ile 10,0
arasında
0,200 ile 2,500
arasında
0,1 ile 10,0
arasında
20 ile 80
arasında
0,05 mm –
0,025 mm –
0,05 mm –
1 –
– 48 –

13. Dikiş çeşidinin kopyalanması
Daha önce kaydedilmiş olan dikiş çeşidi numarasına ait veriler, kullanılmamış olan bir dikiş çeşidi numarasına kopyalanabilir.
Dikiş çeşidinin üzerine kopyalama yapmaya izin verilmemektedir. Üzerine yazmak istiyorsanız, dikiş çeşidini sildikten sonra yazdırın.
1) Modu giriş modu olarak ayarlayın.
Giriş modunda DİKİŞE HAZIR LED’i söndüğünde, kopyalama etkin hale gelir. Dikiş
modundayken, veri girişi moduna ayarlamak
için HAZIR tuşuna ❷ basın.
Kopyalanacak
kaynağın dikiş
çeşidi numarası
Kopyalama yapılacak yerin
dikiş çeşidi numarası (B)
A
❼❻
2) Kopyalanacak kaynağın dikiş çeşidi
numarasını seçin.
Kaynak desen numarasını seçmek için ÖĞE
SEÇME tuşuna ❻ basın.
33. Sayfada "V-4. Dikiş çeşidini seçmek"
→
bölümüne bakınız.
Yeni dikiş çeşidi verileri oluştururken, başlangıç değeri dikiş çeşidini kopyalamak uygun
olur.
39. Sayfada "V-9. Başlangıç değeri dikiş
→
çeşidini kullanmak"
bölümüne bakınız.
❷
❾
3) Kopyalama ekranına geçin.
KOPYALA tuşuna basıldığı zaman,
kopyalama ekran görünümü A izlenir.
4) Kopyalama yapılacak yerin dikiş çeşidi numarasını seçin.
Kullanılmayan Desen No. B görüntülenir. Kopyalama için kullanılacak sayıyı seçmek için VERİ DEĞİŞ-
TİR tuşuna basın ❼ .
Dikiş çeşidini silmek istediğiniz zaman çöp kutusunu seçin.
5) Kopyalamaya başlayın.
HAZIR tuşuna ❷ basıldığında, kopyalama başlar. Ardından, ekran kopyalama ile oluşturulan
desen numarasının olduğu giriş ekranına döner.
GERİ DÖN tuşuna ❾ basıldığında, kopyalama yapılmadan önceki ekrana geri dönülür.
* Çevrim verileri ve sürekli dikiş verileri de aynı yöntemle kopyalanabilir.
– 49 –

14. Dikiş verilerinin dışındaki verilerin düzenlenmesi/kontrol edilmesi
Çeşitli verileri düzenleme/kontrol etme ekranı, mod ekranındaki menü seçilerek çağrılabilir.
1) Modu giriş modu olarak ayarlayın.
Hazırlama LED’inin yanmadığı giriş modunda
mod ekranı çağrılabilir. Dikiş modundayken, veri
girişi moduna ayarlamak için HAZIR tuşuna ❷
basın.
2) Mod ekranının çağrılması.
Mod ekranını (operatör seviyesi) görüntülemek
için MOD tuşuna ❹ basın.
Ardından mod ekranını (servis seviyesi) görün-
tülemek için MOD tuşunu ❹ üç saniye
basılı tutun.
Her bir seviye mod ekranında aşağıdaki tabloda
listelenen menü öğeleri görüntülenirler.
Görüntüleme seviyesi Mod ekranındaki menü
❼❻
❷
❹
Operatör seviyesi Bellek anahtarı 1
Sürüm görünümü
İletişim
Parametre tuşu kaydı
Dikiş parametreleri düzenleme seçimi
Bakım personeli seviyesi USB biçimlendirme
Kontrol programı
Pedal VR ayarı
Kontrast ayarı
Bellek anahtarı 2
Tuş kilidi
– 50 –

3) Menünün seçilmesi.
Tuşa kaydedilebilecek öğeler görüntülenir. Hedef menüyü seçmek için ÖĞE SEÇME tuşuna ❻ ba-
sın. Menü seçimi sırasında DÜZENLEME tuşuna ❽ basarsanız aşağıdaki ekranlar çağrılabilir.
1. Bellek anahtarı 1
→ Ayrıntılar için bkz.
2. Sürüm görünümü
Sistem yazılımının sürümü görüntülenir.
3. İletişim
→ Ayrıntılar için bkz.
4. Parametre tuşu kaydı
→ Ayrıntılar için bkz.
5. Dikiş parametreleri düzenleme seçimi
→ Ayrıntılar için bkz.
yöntemi"
.
63. Sayfada "V-21. Bellek düğmesi verilerini değiştirme yöntemi"
71. Sayfada "V-27. İletişim"
52. Sayfada "V-15. Parametre kayıt tuşunun kullanılması"
42. Sayfada "V-11. Dikiş verilerini düzenleyerek/düzenlemeden ayarlama
.
.
.
6. USB biçimlendirme
→ Ayrıntılar için Teknisyen Kılavuzuna bakın.
7. Kontrol programı
Ayrıntılar için Teknisyen Kılavuzuna bakın.
→
8. Pedal VR ayarı
→ Ayrıntılar için bkz.
9. Kontrast ayarı
→ Ayrıntılar için bkz.
10. Bellek anahtarı 2
→ Ayrıntılar için bkz.
11. Tuş kilidi
→ Mod ekranından tuş kilidinin seçilmesini etkinleştirme ve tuş kilidini ayarlama ile ilgili bilgi için Tek-
nisyen Kılavuzuna bakın.
Bu kılavuzda anlatılmayan işlevler için bu işlevlerin kullanılmasın dikiş makinesini
kilitleyebileceğinden veya öngörülmeyen kazalara neden olabileceğinden sadece
bakım personeli tarafından Teknisyen Kılavuzuna başvurarak kullanılmalıdır.
69. Sayfada "V-24. Pedal değişken direncinin ayarlanması"
70. Sayfada "V-25. Kontrastın ayarlanması"
64. Sayfada "V-22. Bellek düğmesi veri listesi"
.
.
.
– 51 –

15. Parametre kayıt tuşunun kullanılması
Sık kullanılan parametreleri, parametre kayıt tuşuyla kaydederek kullanın.
Kaydedilen parametreleri seçmek için, giriş modundayken parametre kayıt tuşuna basmak yeterlidir.
(1) Kayıt yöntemi
1) Modu giriş modu olarak ayarlayın.
Giriş modunda DİKİŞE HAZIR LED’i söndüğünde, parametre kaydı etkin hale gelir. Dikiş
modundayken, veri girişi moduna ayarlamak için
HAZIR tuşuna ❷ basın.
A B
❽
❼❻
2) Parametre kayıt ekran görünümünü
seçin.
Mod ekranını görüntülemek için MOD tuşuna ❹
basın. Bu ekranda F kayıt tuşunu seçin.
Ardından, parametre kayıt ekranı A görüntülenir.
Ekranda DÜZENLEME tuşuna ❽ basıldı-
ğında parametre kayıt tuşu ayar ekranı açılır.
Parametre kayıt tuşu ayar ekranı, düzenlemek
istediğiniz parametre kayıt tuşu basılı tutularak
da açılabilir.
❷
3) Parametreyi seçin.
Tuşa kaydedilebilen B öğesi görüntülenir. Kaydedilecek öğeyi seçmek için ÖĞE SEÇME tuşuna ❻
❾
basın. Dikiş verileri, bellek düğmelerinin (1. seviye) parametreleri ve dikiş çeşidi numaraları kaydedilebilen öğelerdir.
Ayrıca, çöp kutusu seçilerek kayıt iptal edilebilir.
4) Kaydetmeye başlayın.
HAZIR tuşuna ❷ basıldığında, kayıt başlar ve ekran mod ekranına geri döner.
GERİ DÖN tuşuna ❾ basıldığında, kayıt yapılmadan önceki ekrana geri dönülür.
(2) Ürünü satın aldığınız andaki kayıt durumu
Kayıt tuşu Kayıtlı parametre
F1 Tek/çift dikiş arasında geçiş
F2 Teyel (kapalı/sayı)
F3 Teyel üst iplik gerginliği ayarı
F4 Kumaş kesme bıçağında çoklu hare-
ket Etkin değil/etkin
F5 Kumaş kesme bıçağı büyüklüğü
– 52 –

16. Sürekli dikiş dikme
Bu dikiş makinesi, baskı ayağını kaldırmadan birden fazla dikiş çeşidini sürekli dikecek şekilde sürekli
dikiş dikebilir. Bir çevrimde en çok 6 şekle kadar otomatik dikiş mümkündür.
Ayrıca en çok 20 veri kaydedilebilir. İhtiyacı karşılamak için verileri kopyalayarak kullanın.
49. Sayfada "V-13. Dikiş çeşidinin kopyalanması"
→
* Satın aldığınız üründe, ayar koşullarına bağlı olarak bazı parçaları değiştirmek gereklidir.
bölümüne bakınız.
(1) Sürekli dikiş verilerinin seçilmesi
1) Modu giriş modu olarak ayarlayın.
Giriş modunda DİKİŞE HAZIR LED’i $20$ söndüğünde, sürekli dikiş veri seçimi etkin hale gelir.
Dikiş modundayken, veri girişi moduna ayar-
lamak için HAZIR tuşuna ❷ basın.
Sadece giriş modunda, sürekli dikiş veri seçimi
etkindir.
2) Sürekli dikişi seçin.
Sürekli dikiş ekranı A'yı seçmek için ÖĞE SEÇ-
ME tuşuna ❻ basın.
Dikişte kullanılacak sürekli dikiş veri numarası
B
’yi seçmek için VERİ DEĞİŞTİR tuşuna ❼
basın.
3) Dikişi dikin.
Sürekli dikiş verisi seçili iken HAZIR tuşuna ❷
AB
❷
❼❻
basıldığında, DİKİŞE HAZIR LED’I
yanarak dikişin etkin olduğunu gösterir.
1 ila 5 no.lu sürekli dikiş veriler, ürünü satın aldığınızda kaydedilmiştir.
– 53 –

(2) Sürekli dikiş verilerini düzenleme yöntemi
1) Modu giriş modu olarak ayarlayın.
D C
❽
❼❻
Giriş modunda DİKİŞE HAZIR LED’i söndüğünde, sürekli dikiş veri girişi etkin hale gelir.
Dikiş modundayken, veri girişi moduna ayarla-
mak için HAZIR tuşuna ❷ basın.
2) Sürekli dikiş verilerini düzenleme
konumuna getirin.
DÜZENLEME tuşuna ❽ basıldığında,
sürekli dikiş verisi düzenleme görünümü C
görüntülenir. Ters videoda, dikişte kullanılacak
❷
❸
olan desen No. D görüntülenir. Bu konumdayken
verilerde düzenleme yapmak mümkündür.
3) Düzenleme noktasını seçin.
ÖĞE SEÇME tuşuna ❻ basıldığında düzenleme noktası sırayla değiştirilir ve o anda seçili olan
düzenleme noktası ters video şeklinde gösterilir. Düzenleme noktası son veri parçasına taşındığında
mevcut dikiş çeşidi varsa ek gösterge resmi görüntülenir. Düzenleme noktasını daha ileri götürürseniz
veri adı, düzenleme noktası olur.
❾
Düzenleme noktası dikiş çeşidi numarası ise
●
KOPYALA tuşuna basıldığında, dikiş desen verisi eklenmesini sağlamak için ek komut sembol
resmi görüntülenir.
Düzenleme noktası veri adı ise
●
DÜZENLEME tuşuna ❽ basıldığında, veri adı düzenlenebilir.
Öğe seçme tuşuna basıldığında düzenleme noktalarının seçilme sırası
Veri adı Son olarak
Malzemenin hareket
mesafesi
(Sadece bellek anahtarı
[K013] (isteğe bağlı silindirin
kurulması seçimi) AÇIK
konuma ayarlandığında
seçilebilir.)
İlk önce
dikilecek
dikiş deseni
numarası
İlk dikiş
çeşidinden
hemen önceki
atlama miktarı
Baskı ayağının hareket
mesafesi
(Sadece bellek anahtarı
[K013] (isteğe bağlı silindirin
kurulması seçimi) AÇIK
konuma ayarlandığında
seçilebilir.)
…
Son dikiş
dikilecek
dikiş deseni
numarası
Veri sonuna eklenecek dikiş
deseni (Sadece girilen dikiş
deseni sayısı üst sınıra
ulaşmadığında seçilebilir)
çeşidinden
hemen önceki
atlama miktarı
– 54 –

4) Seçilen düzenleme noktası verilerinin değiştirilmesi.
VERİ DEĞİŞTİR tuşuna ❼ ve SIFIRLA tuşuna ❸ basıldığında, düzenleme noktasındaki
veri değiştirilebilir.
Düzenleme noktası dikiş çeşidi numarasındayken :
●
• VERİ DEĞİŞTİR tuşuna ❼ basılması durumunda:
Kayıtlı dikiş çeşidi numarası izlenir ve seçmek mümkündür.
• SIFIRLA tuşuna ❸ basılması durumunda:
Düzenleme noktasındaki dikiş deseni verisi silinebilir.
SIFIRLA tuşu ❸ bir saniyeliğine basılı tutulduğunda, kayıtlı tüm dikiş deseni verisi silinebilir.
• DÜZENLE tuşuna ❽ basılması durumunda:
Düzenleme noktasındaki dikiş deseni verisi düzenlenebilir.
GERİ tuşuna ❾ basıldığında, işlem adımı bir önceki devam eden dikiş deseninin düzenlen-
mesine geri döner.
Düzenleme noktası atlama mesafesinde, baskı ayağının hareket mesafesinde veya malzemenin
●
hareket mesafesinde bulunduğunda:
• VERİ DEĞİŞTİR tuşuna ❼ basılması durumunda:
Sayısal değeri, ±220 mm aralığında düzenlemek mümkündür.
• SIFIRLA tuşuna ❸ basılması durumunda:
Düzenleme noktasının sayısal değerini 0 (sıfır) olarak ayarlayın.
Dikiş deseni verisinin iki ya da daha fazla parçasının kaydedilmesi durumunda, düzenleme noktası atla-
ma mesafesinde bulunurken KOPYALA tuşuna basarak sırasıyla şunları girin:
• 2’nci dikiş deseninden hemen önceki atlama mesafesini malzemenin hareket mesafesi olarak;
• Eksi işaretiyle eklenen atlama mesafesini baskı ayağının hareket mesafesi olarak.
Verileri düzenlemek için 3) ve 4) adımlarını tekrarlayın.
– 55 –

5) Desen verisi girişini iptal etme
Ek komut sembol resmi ekranda görüntülenirken, SIFIRLA tuşuna ❸ , HAZIR tuşuna ❷
veya GERİ tuşuna ❾ basılarak dikiş deseni veri eklemesi iptal edilebilir.
• SIFIRLA tuşuna ❸ basıldığında, dikiş deseni veri eklemesi iptal edilir.
• HAZIR tuşuna ❷ basıldığında, dikiş deseni veri eklemesi iptal edilir ve işlem modu dikiş
moduna geçer.
• GERİ tuşuna ❾ basıldığında, dikiş deseni veri eklemesi iptal edilir ve işlem modu giriş mo-
duna geçer.
* Yukarıdaki adımlarla kurulum tamamlanır. Ancak sürekli dikiş için, bütün verileri baskı ayağının
büyüklük aralığında kalacak şekilde girin. Veriler aralığın dışına çıkarsa bir hata mesajı görülür.
Baskı ayağı büyüklüğünü doğru girmiş olduğunuzu kontrol edin.
6) Yeni sürekli dikiş verilerini oluşturma
Giriş modunda KOPYALA tuşuna basarak kopyalama ekranını çağırın. Ardından ÖĞE SEÇME
tuşuna ❻ basarak yeni oluşturma resmini seçin. Bu, yeni sürekli dikiş verisinin oluşturulmasını sağ-
lar.
Yeni oluşturma resmi seçiliyken VERİ DEĞİŞTİRME tuşuna ❼ basıldığında yeniyle oluşturulacak
dikiş çeşidi numarası seçilebilir.
Ardından yeniyle oluşturulacak dikiş çeşidi numarası seçin ve yeni sürekli dikiş verilerini oluşturmak için
HAZIR tuşuna ❷ tuşuna basın.
– 56 –

17. Çevrim dikişi dikme
Bu dikiş makinesi, bir çevrimde veri sırasına göre çok sayıda dikiş çeşidi verileriyle dikiş dikebilir.
30 farklı desen girilebilir. Dikilen ürün üzerine iki veya daha fazla düğme deliği açmak için bu işlevi kullanın. Ayrıca 20 çevrime kadar çevrimler kaydedilebilir. İhtiyacı karşılamak için verileri kopyalayarak kullanın.
49. Sayfada "V-13. Dikiş çeşidinin kopyalanması"
→
bölümüne bakınız.
(1) Çevrim verilerinin seçilmesi
1) Modu giriş modu olarak ayarlayın.
Giriş modunda DİKİŞE HAZIR LED’i söndüğünde, çevrim verileri seçimi etkin hale gelir.
Dikiş modundayken, veri girişi moduna ayarla-
mak için HAZIR tuşuna ❷ basın. Sade-
ce giriş modunda, çevrim verileri seçimi etkindir.
2) Çevrim dikiş verilerini seçin.
ÖĞE SEÇME tuşuna ❻ basıldığı zaman,
kayıtlı olan dikiş çeşitlerinin sırayla değiştiği
görülür. En son kaydedilen dikiş çeşidi numarasının ardından kaydedilen çevrim veri numarası ve
sürekli dikiş veri numarası ekranda izlenir. Dikmek istediğiniz çevrim verileri numarasını burada
seçin.
3) Dikişi dikin.
Çevrim verileri seçili iken HAZIR tuşuna ❷
❻
❷
basıldığında, DİKİŞE HAZIR LED’I
yanarak dikişin etkin olduğunu gösterir.
1 ila 4 no.lu çevrim veriler, ürünü satın aldığınızda kaydedilmiştir.
Dikiş makinesi çevrim verisinin dikişiyle meşgulken makinenin gücü KAPALI konuma getirildiğinde ve aynı çevrim verisinin dikişini yeniden başlatmak için tekrar AÇIK konumuna getirildiğinde,
dikiş makinesi güç KAPALI konuma getirilmeden
önce diktiği dikiş deseni verisinden devam ederek dikmeye başlayacaktır.
– 57 –

(2) Çevrim verilerini düzenleme yöntemi
1) Modu giriş modu olarak ayarlayın.
Giriş modunda DİKİŞE HAZIR LED’i söndüğünde, çevrim verileri girişi etkin hale gelir.
Dikiş modundayken, veri girişi moduna ayarla-
mak için HAZIR tuşuna ❷ basın.
D C
❽
❼❻
2) Çevrim verilerini düzenleme
konumuna getirin.
DÜZENLEME tuşuna ❽ basıldığında, çev-
rim verileri düzenleme görünümü C görüntülenir.
Ters videoda, dikişte kullanılacak olan desen
No. D görüntülenir. Bu konumdayken verilerde
düzenleme yapmak mümkündür.
❷
❸
3) Düzenleme noktasını seçin.
ÖĞE SEÇME tuşuna ❻ basıldığında düzenleme noktası sırayla değiştirilir ve o anda seçili olan
düzenleme noktası ters video şeklinde gösterilir. Düzenleme noktası son veri parçasına taşındığında
mevcut dikiş çeşidi varsa ek gösterge resmi görüntülenir. Düzenleme noktasını daha ileri götürürseniz
veri adı, düzenleme noktası olur.
❾
Düzenleme noktası dikiş çeşidi numarası ise
●
KOPYALA tuşuna
resmi görüntülenir.
Düzenleme noktası veri adı ise
●
DÜZENLE tuşuna ❽ basıldığında, veri adı düzenlenebilir.
Öğe seçme tuşuna basıldığında düzenleme noktalarının seçilme sırası
Dikiş çeşidi adı Son veri parçasına eklenecek
basıldığında, dikiş desen verisi eklenmesini sağlamak için ek komut sembol
Dikiş çeşidi
numarası
dikiş çeşidi numarası (yalnızca
girilebilecek mevcut bir dikiş
çeşidi numarasının kalması
durumunda seçilebilir)
– 58 –

4) Seçilen düzenleme noktası verilerinin değiştirilmesi.
VERİ DEĞİŞTİRME tuşuna ❼ basınca, düzenleme noktasındaki veriler değiştirilebilir.
Kayıtlı dikiş çeşidi numarası izlenir ve seçmek mümkündür.
Ayrıca SIFIRLAMA tuşuna ❸ basınca, düzenleme noktasındaki dikiş çeşidi verileri silinebilir.
SIFIRLAMA tuşu ❸ bir saniye basılı tutulduğunda, kayıtlı tüm desen verileri silinebilir.
DÜZENLE tuşuna ❽ basıldığında, düzenleme noktasındaki dikiş deseni verisi düzenlenebilir.
GERİ DÖN tuşuna ❾ basıldığında, işlem adımı bir önceki çevrim verisinin düzenlemesine geri
döner.
Verileri düzenlemek için 3) ve 4) adımlarını tekrarlayın.
5) Desen verisi girişini iptal etme
Ekleme komutu sembol resmi görüntülenirken SIFIRLAMA tuşuna ❸ basıldığında, desen verisi
girişi iptal edilebilir.
Buna ek olarak, HAZIR tuşuna ❷ basıldığında desen verisi girişi iptal edilir ve dikiş moduna
geçiş yapılır.
GERİ DÖN tuşuna ❾ basıldığında, desen verisi girişi iptal edilir ve giriş moduna geçiş yapılır.
6) Yeni dikiş çeşidi verisi oluşturma
Giriş modunda KOPYALA tuşuna basarak kopyalama ekranını çağırın. Ardından ÖĞE SEÇME
tuşuna ❻ basarak yeni oluşturma resmini seçin. Bu, yeni dikiş çevrim verisinin oluşturulmasını sağ-
lar.
Yeni oluşturma resmi seçiliyken VERİ DEĞİŞTİRME tuşuna ❼ basıldığında yeniyle oluşturulacak
dikiş çeşidi numarası seçilebilir.
Ardından yeniyle oluşturulacak dikiş çeşidi numarası seçin ve yeni dikiş çevrim verisini oluşturmak için
HAZIR tuşuna ❷ tuşuna basın.
18. Çevrim/sürekli dikiş verisi adının değiştirilmesi
1) Veri adının düzenleme durumuna alınması.
53. Sayfada "V-16. Sürekli dikiş dikme"
Bkz.
57. Sayfada "V-17. Çevrim dikişi dikme"
ve
2) Veri adının değiştirilmesi.
40. Sayfada "V-10. Dikiş verilerinin değiştirilmesi"
Bkz.
– 59 –
.
.

19. Servis dikiş desenlerinin açıklaması
LBH-1796A fabrikada şu hizmet desenleri kurulmuş olarak sunulur; dört çevrim dikiş deseni, altı düğme
delikli dikiş deseni (kadın giyim ve erkek giyim için) ve beş düğme delikli dikiş deseni (kadın giyim ve erkek giyim için).
İsteğe bağlı malzeme baskı silindiri nakliye öncesinde, fabrikada KAPALI konumuna getirilmiştir. K013
(isteğe bağlı silindirin kurulması seçimi) AÇIK konumda olduğunda, devamlı bir dikiş deseninin tamamlanmasından sonra malzeme taşıma işlemi etkinleştirilir.
Bu bölümde, isteğe bağlı silindirin kurulması seçiminin AÇIK konuma getirildiği durumda, servis dikiş desenlerinin kullanımı açıklanmaktadır.
Servis dikiş desenlerinin tanımı
* Besleme yönü ········ : Besleme sola doğru hareket eder (ileri yönde)
: Besleme sağa doğru hareket eder (geri yönde)
Çevrim
numarası
Tanım Panel Ekran görünümü
1 Kadın giyim için altı
düğme delikli dikiş
90,0 mm
2,5 mm
2 Erkek giyim için altı
düğme delikli dikiş
Devamlı dikiş ayarlarının
tanımı
Devamlı dikiş numarası 1 Baskı ayağı üst
90,0 mm 90,0 mm 90,0 mm 90,0 mm
Devamlı dikiş numarası 2 Baskı ayağı üst
Malzeme besleme
miktarı
konumundayken
besleyin : -90,0 mm
Baskı ayağı alt
konumundayken
besleyin : 90,0 mm
konumundayken
besleyin : 90,0 mm
Baskı ayağı alt
konumundayken
besleyin : -90,0 mm
90,0 mm 90,0 mm 90,0 mm 90,0 mm 90,0 mm
3 Kadın giyim için beş
düğme delikli dikiş
90,0 mm
2,5 mm
Devamlı dikiş numarası 1
Devamlı dikiş numarası 3
90,0 mm 90,0 mm 90,0 mm
– 60 –
Baskı ayağı üst
konumundayken
besleyin : -90,0 mm
Baskı ayağı alt
konumundayken
besleyin : 90,0 mm

Çevrim
numarası
Tanım Panel Ekran görünümü
Devamlı dikiş ayarlarının
tanımı
Malzeme besleme
miktarı
4 Erkek giyim için beş
düğme delikli dikiş
Devamlı dikiş numarası 4
Baskı ayağı üst
konumundayken
besleyin : 90,0 mm
Baskı ayağı alt
konumundayken
Devamlı dikiş numarası 5
90,0 mm 90,0 mm 90,0 mm 90,0 mm
besleyin : -90,0 mm
1 numaralı çevrim dikiş desenini kullanarak dikiş yapıldığında işlem sırası aşağıda gösterildiği gibidir.
Dikiş makinesi ① ila ⑥ arasında, yazıldığı sırayla dikiş yapar. 1. ve 2. çevrim adımları arasında, malzeme besleme mekanizması malzemeyi 90,0 mm besler.
1. çevrim adımı 2. çevrim adımı
90,0 mm 90,0 mm 90,0 mm 90,0 mm 90,0 mm
1. çevrim adımı, kadın giyim için altı düğme delikli dikiştir.
Devamlı dikiş deseni numarası 1 numaralı çevrimin hem 1. hem 2. adımları
için 1 seçilmiştir.
1 numaralı devamlı dikiş için, 1 numaralı tek dikiş deseninin üç adımı 90,0
mm aralıklara ayarlanmıştır.
Ayrıca, dikişin tamamlanmasından sonraki malzeme besleme miktarı 90,0
mm olarak ayarlanmıştır.
Başlangıç ayarında, malzeme besleme mekanizması çevrim dikişinin son adımında çalışmaz. Eğer malzeme besleme mekanizmasını çalıştırmak gerekiyorsa, K026'yı uygun
şekilde ayarlayın.
– 61 –

20. Bıçağın çoklu hareketleri hakkında açıklamalar
Bu dikiş makinesi, bıçağı otomatik olarak defalarca harekete geçirebilir ve takılı bıçak boyutunu çalışma
panelinde belirleyerek bıçaktan daha büyük ilik dikebilir. Çeşitli dikiş şekillerini dikerken, bu fonksiyonu
ayarlayıp bıçağı değiştirmeden kullanın.
(1) Bıçağın çoklu hareketlerinin ayarlanması
1) Modu giriş modu olarak ayarlayın.
Giriş modunda DİKİŞE HAZIR LED’i söndüğünde, bellek anahtarı düzenleme etkin hale
gelir. Dikiş modundayken, veri girişi moduna
ayarlamak için HAZIR tuşuna ❷ basın.
2) Kumaş kesme bıçağının büyüklüğünü
girin.
Bellek düğmesi verileri (1. seviye) düzenleme
ekran görünümü A’ya geçmek için MOD tuşuna
basın. Kumaş kesme bıçağı
❹
büyüklüğü B’yi seçmek için ÖĞE SEÇME tuşuna
basın. Ardından, takılı bıçağın C büyük-
❻
lüğünü VERİ DEĞİŞTİRME tuşuyla ❼ .
→ Ayrıntılar için
düğmesi veri listesi"
64. Sayfada "V-22. Bellek
bölümüne bakınız.
3) Kumaş kesme bıçağı çoklu hareket
fonksiyonunu etkin hale getirin.
Ardından, Kumaş kesme bıçağının
çoklu hareket fonksiyonu D’yi seçmek için ÖĞE
C
A
B
D
❼❻
SEÇME tuşuna ❻ basın. Ardından, VERİ
DEĞİŞTİRME tuşuna ❼ basarak kumaş
kesme bıçağı çoklu hareket fonksiyonunu etkin
hale getirin.
→ Ayrıntılar için
düğmesi veri listesi"
64. Sayfada "V-22. Bellek
bölümüne bakınız.
4) Dikişi dikin.
HAZIR tuşuna ❷ basıldığında, dikiş
etkin hale gelir.
Bu durumda dikiş dikmek mümkündür. Bu durumda S002 Kumaş kesme uzunluğu, yukarıda
belirlenen U018 Kumaş kesme bıçağı büyüklüğünden daha büyük olarak ayarlanır ve bıçağın
çoklu hareketi dikiş için otomatik olarak başlatılır.
* Takılı bıçak boyutundan daha küçük bir ilik
dikilmek istenirse, 489 numaralı hata mesajı
görülür.
❷
❹
Dikiş verileri
S002 Kumaş kesme uzunluğu
1. kez
2. kez
3. kez
Bellek düğmesi veri
listesi (1. seviye)
U018 Kumaş kesme
bıçağı büyüklüğü
– 62 –

21. Bellek düğmesi verilerini değiştirme yöntemi
1) Modu giriş modu olarak ayarlayın.
Giriş modunda DİKİŞE HAZIR LED’i söndüğünde, bellek anahtarı verileri değiştirilebilir.
Dikiş modundayken, veri girişi moduna ayarla-
mak için HAZIR tuşuna ❷ basın.
2) Bellek düğmesi verilerini düzenleme
ekran görünümüne geçin.
MOD tuşuna ❹ basıldığında, mod ekra-
nı (operatör seviyesi) görüntülenir.
Bu ekranda, bellek ekranı verilerini seçin (seviye
1).
MOD tuşu ❹ üç saniye basılı tutuldu-
ğunda, mod ekranı (bakım personeli seviyesi)
görüntülenir.
Bu ekranda, bellek ekranı verileri (seviye 2) seçilebilir.
❷
❹
❼❻
3) Bellek düğmesi verilerini değiştirmek için seçin.
ÖĞE SEÇME tuşuna ❻ basıp, değiştirmek istediğiniz veri öğesini seçin.
4) Veriyi değiştirin.
Bellek düğmesi verileri arasında, sayıları değiştirmek için bir veri öğesi ve simgeleri seçmek için bir veri
öğesi vardır.
Sayısal değeri değiştirmek için veri öğesine gibi numara eklenir. Ayarlanan değer, VERİ DEĞİŞ-
TİRME tuşuyla ❼ arttırılarak ya da azaltılarak değiştirilebilir.
İmgeyi seçmek için veri öğesine gibi numara eklenir. İmge, VERİ DEĞİŞTİRME tuşuyla ❼
seçilebilir.
→ Bellek düğmesi verileri hakkında ayrıntılı bilgi için
bölümüne bakınız.
64. Sayfada "V-22. Bellek düğmesi veri listesi"
– 63 –

22. Bellek düğmesi veri listesi
(1) 1. Seviye
Bellek düğmesi verileri (1. seviye), dikiş makinesinin genel hareket verileridir ve tüm dikiş çeşitlerinde
☆
ortak olarak kullanılan verilerdir.
Numara Öğe Ayar aralığı Düzenleme birimi Hatırlatmalar
U001
Baskı ayağı kaldırıcının en üst konumu
Pedal çalıştırmada en üst konum yüksekliği belirlenir.
0 ile 17,0
arasında
0,1 mm 6,0 mm
U002
U003
U004
U005
U006
U007
U008
U009
U010
U011
U012
U013
U014
Baskı ayağı kaldırıcının ara konumu
Pedal çalıştırmada ara konum yüksekliği belirlenir.
Baskı ayağı kaldırıcı kumaş yerleştirme konumu
Pedal çalıştırmada kumaş yerleştirme konumunun yüksekliği belirlenir.
Çift pedalın pedal burnu aşağı konumu (%)
Çift pedal belirlenmesi halinde çalışmayı hissetme belirlenir. Aşağıdaki maddeye bakın.
Çift pedalın baskı ayağını kaldırma konumu (%)
Çift pedal belirlenmesi halinde çalışmayı hissetme belirlenir.
Pedal burnunu indirme
miktarı
U004 Çift pedalın
pedal burnu aşağı
konumu (%)
Baskı ayağını kaldırma miktarı
U001 Baskı ayağı
kaldırıcının en üst konumu
U005 Çift pedalın baskı ayağını
kaldırma konumu (%)
Dikiş bitimi ayarında üst iplik gerginliği
İplik kesme ayarında üst iplik gerginliği
Birlikte dikiş için teyel ayarında üst iplik gerginliği
Yumuşak başlangıç hızı ayarı, 1. ilmek
Yumuşak başlangıç hızı ayarı, 2. ilmek
Yumuşak başlangıç hızı ayarı, 3. ilmek
Yumuşak başlangıç hızı ayarı, 4. ilmek
Yumuşak başlangıç hızı ayarı, 5. ilmek
Baskı ayağı tipi
Baskı ayağı tipini belirleyin.
0 ile 14,0 ara-
sında
0 ile 14,0 ara-
sında
5 ile 95 arasın-
da
5 ile 95 arasın-
da
0 ile 200 arasın-
da
0 ile 200 arasın-
da
0 ile 200 arasın-
da
400 ile 4.200
arasında
400 ile 4.200
arasında
400 ile 4.200
arasında
400 ile 4.200
arasında
400 ile 4.200
arasında
– – tip 5
0,1 mm 6,0 mm
0,1 mm 0,0 mm
1% 80%
1% 50%
1 35
1 35
1 60
100 sti/min 800 sti/min
100 sti/min 800 sti/min
100 sti/min 2.000 sti/min
100 sti/min 3.000 sti/min
100 sti/min 4.000 sti/min
U015
U016
Baskı ayağı genişliği
U014 baskı ayağında tip 5 belirlendiği zaman, baskı ayağı
genişlik değerini girin.
Baskı ayağı uzunluğu
U014 baskı ayağında tip 5 belirlendiği zaman, baskı ayağı
uzunluk değerini girin.
– 64 –
3,0 ile 10,0
arasında
10,0 ile 220,0
arasında
0,1 mm 4,0 mm
0,5 mm 220,0 mm

Numara Öğe Ayar aralığı Düzenleme birimi Hatırlatmalar
U017
Dikiş başlangıç konumu (Besleme yönü)
Baskı ayağına göre dikiş başlangıç konumu ayarlanır.
Üst üste gelen kısım gibi nedenlerle başlangıç konumunun değiştirilmesi istenirse bu öğeyi ayarlayın.
2,5 ile 110,0
arasında
0,1 mm 2,5 mm
U018
U019
U020
U021
U022
U023
Kumaş kesme bıçağı büyüklüğü
Kullanılan bıçak büyüklüğünü girin.
Kumaş kesme bıçağında çoklu hareket fonksiyonu Etkin/etkin değil
Etkin değil
Etkin
İplik kopmasının saptanması fonksiyonu Etkin/etkin
değil
Etkin Etkin değil
HAZIR tuşunun AÇIK konumda olması halinde baskı
ayağı konumunun (Yukarı/Aşağı) seçilmesi
Baskı ayağı konumu, HAZIR tuşuna basıldığı zaman belirlenir.
Baskı ayağı
yukarı
Baskı ayağı
aşağı
Dikiş bittiği andaki baskı ayağı konumunun (Yukarı/Aşağı) seçilmesi
Bu öğe, baskı ayağının dikiş bittiği andaki konumunu belirler. (Sadece
tek halinde etkindir.)
Baskı ayağı
yukarı
Baskı ayağı
aşağı
Üst iplik kesme hareketinin başlama mesafesi
Dikiş başlangıcı ile üst iplik kesicisini bırakma hareketinin
başlangıcına kadar olan mesafe girilir.
3,0 ile 25,4
arasında
– – Etkin değil
– – Etkin
– – Baskı ayağı
– – Baskı ayağı
0 ile 15,0 ara-
sında
0,1 mm 25,4 mm
0,1 mm 1,0 mm
yukarı
yukarı
U024
U025
U026
U027
U500
Masura ipliği kesme hareketinin başlama mesafesi
Dikiş başlangıcı ile masura ipliği kesicisini bırakma hareketinin başlangıcına kadar olan mesafe girilir.
Sayaç güncelleme ünitesi
Dikiş sayacını güncelleme ünitesi ayarlanır.
Toplam dikiş sayısını Gösterme/Göster
Gösterme
Göster
LED lambası aydınlatma ayarı
Dil seçimi
Dikiş panelindeki ekranda kullanılacak dil seçilebilir.
* Seçilebilir dil sayısı dikiş makinesinin sevk tarihindeki
teknik özelliklerine bağlı olarak değişir.
0 ile 15,0 ara-
sında
1 ile 30 arasın-
da
– – Gösterme
0 ile 5 arasın-
da
– – Henüz
0,1 mm 1,5 mm
1 1
1 5
seçilmedi
– 65 –

(2) 2. Seviye
MOD düğmesine üç saniye kadar bastıktan sonra düzenleme yapmak mümkündür.
☆
Numara Öğe Ayar aralığı Düzenleme birimi Hatırlatmalar
K001
Pedal seçimi
Pedal tipi belirlenir. →
müne bakınız.
30. Sayfada "V-3. Pedal kullanımı"
bölü-
– – Tek pedal
(Ara konumsuz)
K003
K004
K005
K006
K007
Çift pedal
Tek pedal
(Ara konumsuz)
Tek pedal
(Ara konumlu)
Tek pedal
(Pedalın arka kısmına
basıldığında)
Baskı ayağı tipini seçmeyi engelleme fonksiyonuna İzin
var/İzin yok
U014 tipi baskı ayağını değiştirmenin engellenmesi sağlanır.
Değişikliğe izin var
Değişikliğe izin yok
Dikiş şeklini seçme seviyesi
Dikilebilen dikiş şekli sayısı arttırılabilir. (En çok 31 şekil)
12 Şekil
20 Şekil 31 Şekil
Kumaş kesme bıçağının gücü
Kumaş kesme bıçağının çıkış gücü belirlenir.
0 : Min. güç → 3 : Maks. güç
Makine tipi seçimi
Dikiş makinesi kafasının tipi belirlenir.
0 : Standart tip 1 : Yağsız kafa tipi
Maksimum hız sınırlandırma hız ayarı
Dikiş makinesinin maksimum hızı sınırlandırılabilir.
K006 makine tipi için yağsız kafa seçilmesi halinde,
maksimum hız otomatik olarak 3.300 sti/min ile sınırlandırılır.
– – Değişikliğe izin
– – 12 Şekil
0 ile 3 arasın-
1 3
da
0 ile 1 arasın-
1 0 (Standart
da
400 ile 4.200
100 sti/min 3.600 sti/min
arasında
yok
tip)
K008
K009
K010
K011
Kararsız üst iplik gerginliğinin telasi
Üst iplik gerginliğinin çıkış değeri tamamen dengelidir
ve tela edilmiştir.
Üst iplik gerginliğinin değişen değerinin çıkış zamanı
Üst iplik gerginliğiyle ilgili veriler değiştiği zaman, kurulum süresi
boyunca değişen değer çıkışı elde edilir.
Çıkış yok Kurulum süresi çıkışı
Her defasında başlangıç noktasına dönüş fonksiyonu
Dikiş ya da çevrim tamamlandıktan sonra başlangıç noktasına dönülür.
Yok
Dikiş tamamlandıktan
sonra
Çevrim tamamlandıktan
sonra
Ters harekette iğnenin yukarı çıkmasına İzin var/İzin yok
U001 Baskı ayağı kaldırıcısının en yüksek konumu 14,0 mm ya
da daha büyük bir değere ayarlandığı zaman, ters harekette iğne
otomatik olarak yukarı kalkar ve makine durur. Hareket engellenecek
şekilde ayar yapılabilir.
Ters harekette iğnenin
yukarı çıkmasına izin
verilmiyor
Ters harekette iğnenin
yukarı çıkmasına izin
veriliyor
-30 ile 30
1 0
arasında
0 ile 20 ara-
1s 0s
sında
– – Yok
– – İzin var
– 66 –

Numara Öğe Ayar aralığı Düzenleme birimi Hatırlatmalar
K012
Besleme hızı ayarı
Atlama hızı ayarı için K012 kullanılır.
Düşük hız Orta hız Yüksek hız
– – Yüksek hız
K013
K014
K018
K019
K021
K022
İsteğe bağlı silindirin kurulması seçimi
İsteğe bağlı malzeme baskı silindirinin kurulması seçimi için K013
kullanılır.
KAPALI seçili AÇIK seçili
Baskı ayağının paralel kaldırma işleminin seçimi
KAPALI seçili AÇIK seçili
Dikiş modunda dikiş çeşidi seçme fonksiyonu Etkin
değil/etkin
Etkin değil Etkin
Sürekli dikişte iplik kesmeye İzin var/İzin yok
İzin var İzin yok
Masura ipi kesicisinin dikiş başlangıcındaki
serbest bırakma miktarı.
Bu öğe, masura ipi kesicisinin dikiş başlangıcındaki
serbest bırakma miktarını belirler.
Baskı ayağı kaldırıcının hızı
Bu öğe, baskı ayağı kaldırıcının hızını belirler.
– – KAPALI seçili
– – AÇIK seçili
– – Etkin değil
– – İzin var
0 ile 15 arasın-
da
1 ile 3 arasında – 3
1 darbe 8
K023
K026
K028
K050
K051
*1
Tutucu parça hatası algılama konumu
E083 Tutucu parça yükseklik hatasının hangi
yükseklikte algılanacağı ayarlanır.
* Sıfır (0) olarak ayarlanırsa hata algılanmaz.
Çevrim dikişinin son adımında malzeme besleme mekanizmasını kullanma seçimi
KAPALI seçili AÇIK seçili
Y besleme motorunun tutuş gücü ayarı
Düşük Orta Yüksek
Dizin işleminin sonunda silindirin otomatik kaldırma
seçimi
Otomatik kaldırma var Otomatik kaldırma yok
Paralel kaldırma sırasında baskı ayağı kalkışının düzeltilme miktarı
Paralel kaldırma sırasında baskı ayağı kalkışının
miktarını düzeltmek için K051 kullanılır.
0 ile 10,0 ara-
sında
– – KAPALI seçili
– – Düşük
– – Otomatik kaldır-
1,0 ile 10,0
arasında
0,1 7,5
0,1 3,0
ma yok
*1: Tutucu parça ayağının paralel kaldırılması durumunda, tutucu parça ayağının kaldırma miktarı dikiş başlama
noktasıyla değişir, yani dikiş başlama noktası tutucu parça ayağı gövdesinin solunda kaldığı durumla
sağında kaldığı durum arasında fark vardır.
Tutucu parka ayağının kaldırma miktarı yetersiz ise K051 ayarını değiştirin.
Tutucu parka ayağının kaldırma miktarı 6,0 mm’yi aşarsa tutucu parka ayağı, iğne ipliği kesme makasına
engel olabilir. Dikişe başlamadan önce tutucu parka ayağının kaldırma miktarını kontrol edin.
– 67 –

23. Dikiş makinesi dikme işlemiyle meşgulken dikiş hızının değiştirilmesi
Dikiş modundayken dikiş hızının değiştirilmesi mümkündür.
1) Dikiş makinesinin dikiş moduna
geçirilmesi.
Dikiş çeşidi verisi seçili iken HAZIR tuşuna ❷
basıldığında, HAZIR LED’I yanarak
dikiş etkinleştirilir.
2) Dikiş hızı değiştirme ekranının
görüntülenmesi.
DİKİŞ HIZI tuşuna basınca, dikiş hızı
değiştirme ekranı A görüntülenir.
3) Dikiş hızının değiştirilmesi.
Dikiş hızı, VERİ DEĞİŞTİRME tuşuna ❼
basılarak, 100 sti/min’lik aralıklarla değiştirilebilir.
Dikiş hızı ÖĞE SEÇİM tuşu ❻ ’ya basılarak
artırılabilir ya da ÖĞE SEÇİM tuşuna ❻ ba-
sılarak (400 sti/min’e kadar) azaltılabilir.
"S084 Maksimum hız limiti" ya da "K007 Maksi-
mum kısıtlı hız ayarı" verilerinden hangisi daha
düşükse, maksimum dikiş hızı o olacaktır.
❷
A
❼❻
1. Dikiş hızı değiştirme ekranı üzerinde değiştirilebilen dikiş hızı, dikiş sırasında kullanılacak gerçek dikiş hızıdır. Dikiş çeşidi verisi için "S084 Maksimum hız limiti" ile ayarlanan maksimum dikiş hızını değiştirmek için, makineyi giriş moduna geçirin ve 40.
Sayfada "V-10. Dikiş verilerinin değiştirilmesi" bölümüne başvurun.
2. Dikiş hızı değiştirildiği zaman, tüm dikiş çeşidi verileri için geçerli olan dikiş hızı da
değiştirilir. Güç KAPALI konuma getirildikten sonra bile, değiştirilen dikiş hızı hafızada
kalacaktır.
– 68 –

24. Pedal değişken direncinin ayarlanması
Pedal değişken direnci pedala basarak veya operatör panelinde bir pedal değişken direnci değeri girerek
ayarlanabilir.
1) Pedal değişken direnci ayar ekranının
çağrılması.
Mod ekranında gösterilen menüden pedal değişken direnci ayarını seçin ve DÜZENLEME
tuşuna ❽ basarak pedal değişken direnci
ayar ekranını A açın.
2) Pedal değişken direnci değerinin
kaydedileceği yerin seçilmesi.
ÖĞE SEÇME tuşuna ❻ basıldığında mev-
cut pedal değişken direnci değerinin kayıtlı olduğu yer değiştirilir ve art arda ters video şeklinde
gösterilir. Kaydın yapılacağı hedef yeri seçin. Yer,
sağ taraftaki tabloda gösterilen beş yer arasından seçilebilir.
3) Pedal değişken direnci değerinin
A
Ekran Kaydedilecek pedalın durumu
Pedal tam basılı
Pedal boş konuma basılı
❼❻❽
kaydedilmesi.
Pedal değişken direnç değerini seçilen kayıt
yerine kaydetmek ve görüntülemek için DÜZEN-
LEME tuşuna ❽ basın.
Kayıtlı pedal değişken direnç değeri seçimi
sırasında VERİ DEĞİŞTİRME tuşuna ❼
basarsanız değeri değiştirebilirsiniz. Pedal değişken direnç değerinin değiştirilebilir aralığı 0 ile
255 arasındadır.
Pedal haf basılı
Pedal basılı değil
Pedalın arka kısmı basılı
– 69 –

25. Kontrastın ayarlanması
Panel üzerindeki ekranın kontrastı beş kademede ayarlanabilir.
1) Kontrast ayar ekranının çağrılması.
Mod ekranındaki menüden kontrast ayarını seçin
ve DÜZENLEME tuşuna ❽ basın. Kont-
rast ayar ekranı A görüntülenir.
2) Kontrastın ayarlanması.
Kontrast, VERİ DEĞİŞTİRME tuşuna ❼
basılarak beş kademede 0 (en parlak) ila 4 (en
karanlık) ayarlanabilir.
A
❼❽
26. Tuş kilidinin ayarlanması
Veri değiştirme tuşunun kullanılması tuş kilidi ayarlanarak devreden çıkarılabilir. Tuş kilidi ayar fonksiyonunun çağrılması ve tuş kilidini ayarlama ile ilgili bilgi için Teknisyen Kılavuzuna bakın.
– 70 –

27. İletişim
Bu dikiş makinesi USB ash sürücü vasıtasıyla içeriye/dışarıya veri aktarabilir.
1) İletişim modunun girilmesi.
50. Sayfada "V-14. Dikiş verilerinin dışındaki verilerin düzenlenmesi/kontrol edilmesi"
deki mod ekranına bakarak iletişim modunu seçin.
2) İletişim türünün seçilmesi.
İletişim türünü seçmek için VERİ DEĞİŞTİRME
tuşuna ❼ basın.
Veri adı Uzantı Veri açıklaması
Parametre verisi LBH00 XXX . EPD
Vektör form verisi VD00 XXX .VDT
❼
Dikiş şekli, kumaş kesme uzunluğu ve punteriz genişliği gibi dikiş makinesi tarafından
oluşturulmuş eşsiz LBH dikiş veri formu
PM-1 ile oluşturulmuş iğne giriş noktaları ile
ilgili veri. Veri formu JUKI dikiş makineleri
arasında sıklıkla kullanılır.
* Vektör form verisinin ayarlanması ile ilgili bilgi için Teknisyen Kılavuzuna bakın.
Çalışma panelinden vektör formatlı verinin alınıp USB bellek veya tablete
kaydedilmesi ve yeniden çalışma paneline geri alınması durumunda ölçek, dikiş hızı,
vb. ayar değerleri referans değerlerine döndürülür. Bu nedenle dikişe başlamadan
önce ayar değerlerinin kontrol edilmesi gerekir. İlaveten sürekli dikiş veya çevrim
dikişi için birden fazla vektör formatlı veri parçası kullanılıyorsa bu veri bir tabletle
okunamaz.
– 71 –

3) İletişim yönünün seçilmesi.
İletişim yönü seçimini gösteren resmi A görüntü-
lemek için ÖĞE SEÇME tuşuna ❻ basın.
İletişim yönünü seçmek için VERİ DEĞİŞTİRME
tuşuna ❼ basın.
: Çalışma panelinde gösterilen veriler
USB ash sürücüye yazılır.
: USB ash sürücüde kayıtlı veriler çalış-
ma paneline okunur.
A
❼❻
4) Numaranın seçilmesi.
Okunacak dosya numarasını B seçmek için ÖĞE
SEÇME tuşuna ❻ basın.
Yazılacak dosya numarasını C seçmek için VERİ
DEĞİŞTİRME tuşuna ❼ basın.
Veriyi C numaralı dosyaya yazmak için HAZIR-
LAMA tuşuna ❷ basın.
❷
B
C
❼❻
– 72 –

■ USB aş sürücü
USB cihazlarla çalışırken alınması gereken önlemler
①
• Dikiş makinesi çalışır haldeyken USB cihazı ya da USB kabloyu USB porta bağlı olarak bırakmayın. Maki-
nedeki titreşim, port kısmına zarar vererek USB cihazda depolanmış verilerin kaybolmasına, USB cihazın
ya da dikiş makinesinin arızalanmasına sebep olabilir.
• Bir programı ya da dikiş verilerini okuturken/yazdırırken USB cihaz takmayın/çıkarmayın.
Verilerin bozulmasına ya da hatalı çalışmaya sebep olabilir.
• USB cihazın depolama alanı bölünmüşse sadece bir bölüme ulaşılabilir.
• Bazı USB cihaz tiplerini bu dikiş makinesi uygun şekilde tanımayabilir.
• JUKI, bu dikiş makinesinde kullanılan USB cihazda depolanmış verilerin kaybını tazmin etmemektedir.
• Panelde iletişim ekranı ya da dikiş çeşidi veri listesi görüldüğü zaman, ortamı yuvaya yerleştirmiş olsanız
bile USB sürücü tanınmaz.
• USB cihazlar ve CF(TM) kart gibi ortamlar için, dikiş makinesine esas olarak sadece bir cihaz/ortam
bağlanır/takılır. İki ya da daha fazla cihaz/ortam bağlanırsa/takılırsa, makine bunlardan sadece birini tanır.
USB spesikasyonlarına bakınız.
• USB konektörünü, panel üzerindeki USB terminale sonuna kadar takın.
• USB aş sürücü üzerindeki verilere erişim sırasında gücü KAPALI konuma getirmeyin.
USB spesikasyonları
②
• USB 1.1 standardına uygundur
1
• Geçerli cihazlar
• Geçerli olmayan cihazlar �����CD sürücü, DVD sürücü, MO sürücü, bant sürücü vb.
• Desteklenen format ���������FD (disket) FAT 12
• Geçerli ortam boyutu ��������FD (disket) 1.44MB, 720kB
• Sürücülerin tanınması �������USB cihaz gibi harici cihazlarda, ilk erişilen cihaz tanınır. Ancak ankast-
• Bağlantıyla ilgili kısıtlar �������Maks. 10 cihaz (Dikiş makinesine bağlanan depolama cihazı sayısı mak-
• Tüketilen akım �������������Geçerli USB cihazlarının tüketilen akım anma değeri maksimum 500
*
�����������USB bellek, USB hub, FDD ve kart okuyucu gibi depolama cihazları
Diğerleri (USB bellek, vb.), FAT 12, FAT 16, FAT 32
Diğerleri (USB bellek, vb.), 4.1MB ~ (2TB)
re ortam yuvasına bir ortam bağlandığı zaman, o ortama erişim için en
yüksek öncelik verilir. (Örnek: USB porta USB bellek bağlanmış olsa bile,
ortam yuvasına bir ortam takıldığı zaman ortama erişim sağlanır.)
simum sayıyı aştığı zaman, bunlar çıkarılıp yeniden takılmadığı sürece
11. depolama cihazı ve ötesi tanınmaz.)
mA’dır.
1
*
: JUKI geçerli tüm cihazların çalışmasını garanti etmez. Bazı cihaz bir uyumluluk sorunu nedeniyle çalış-
mayabilir.
– 73 –

■ NFC aş sürücü
Çalışma paneli NFC (Near Field Communication) işlevini desteklemektedir.
Dikiş verisi, bakım bilgileri veya benzerleri, JUKI Android uygulamasının [JUKI Smart App] yüklü olduğu
bir Android terminalinde (örneğin tablet veya akıllı telefon) NFC iletişim işlevi kullanılarak görülebilir, düzenlenebilir, kopyalanabilir, vb.
JUKI Android uygulaması [JUKI Smart App] ile ilgili daha fazla bilgi için [JUKI Smart App] Kullanma Kılavuzuna bakın.
NFC anteninin yeri
①
[NFC anteninin yeri]
Dikiş makinesi ile bir tablet veya akıllı telefon arasında NFC iletişimi yaparken tablet veya akıllı telefonun
antenini Şekil 2’de gösterildiği gibi NFC işaretinin ❶
yanına getirin.
* NFC iletişimi başarısız olursa tablet/akıllı telefon
ekranında hata mesajı görüntülenir.
Ekranda hata mesajı görüntülendiğinde yeniden
NFC iletişimi kurmaya çalışın.
<Şek. 1>
<Şek. 2>
NFC cihazlarla çalışırken alınması gereken önlemler
②
• NFC antenini yeri kullanılan tablet/akıllı telefona göre değişir.
NFC iletişim işlevini kullanmadan önce cihazınızın kullanma kılavuzunu mutlaka okuyun.
• NFC iletişim işlevini kullanmak için tablet/akıllı telefonunuzun kullanma kılavuzuna bakarak NFC iletişim
işlevini "Açık" hale getirin.
❶
– 74 –

28. Mesai harici çalışmanın ayarlanması
Dikiş makinesi belirli bir süre çalıştırılmazsa o süre için olan iş tanımları çalışma paneli üzerinden girilebilir.
Girilen iş tanımı ile ilgili veri, "JUKI Smart App" aracılığıyla toplanabilir ve görüntülenebilir.
Mesai harici çalışma ayarı "JUKI Smart App" aracılığıyla yapılmalıdır. Ayarlanan ayrıntılar çalışma panelinde kontrol edilebilir.
Mesai harici çalışma ayar işlevinin seçilmesi
①
❻
1. MOD ❹ tuşunu üç saniye basılı tutun.
Sonra ÖĞE SEÇİM tuşu ❻ ile "14. Mesai
harici çalışmanın ayarlanması"nı seçin.
"Mesai harici çalışma ayar ekranı" açılır.
❹
Mesai harici çalışmanın girilmesi
②
❽
❾
Dikiş makinesi çalıştırılıyorsa mesai harici çalışma
giriş ekranının görüntüleneceği süreyi girin.
1. "Mesai harici çalışma ayar ekranı" seçili durumda
DÜZENLEME tuşuna
"Mesai harici çalışma saati"ni seçin ve DÜZEN-
LEME tuşuna
"Mesai harici çalışma saati girişi"ni açılır.
2. Mesai harici çalışma giriş ekranını görüntüleneceği ön ayarlı süre (saniye cinsinden) gösterilir.
Aralık: 0 - 99 ( Saniye )
İlk değer: 0 ( Fonksiyon kapalı )
❽
❽
tuşuna basın.
basın.
GERİ DÖN tuşuna ❾ basıldığında "Mesai
harici çalışma ayar ekranı" açılır.
– 75 –

"Mesai harici çalışma ayar işlevi"nin görüntülenmesi
③
Mesai harici çalışma giriş ekranında gösterilen çalışma öğeleri gösterilir.
İş öğelerini ayarlamayı, "JUKI Smart App" aracılığıyla yapın.
❻
❻
❾
1. "Mesai harici çalışma öğeleri ayar ekranında"
ÖĞE SEÇİM tuşuna ❻ basın.
"Mesai harici çalışma öğelerinin ayarlanması"nı
seçin ve GERİ DÖN tuşuna ❾ basarak se-
çimi onaylayın.
"Mesai harici çalışma öğeleri ayar ekranı" açılır.
❾
2. Çalışma öğeleri, ÖĞE SEÇİM tuşuna ❻ ba-
sarak seçilebilir.
"Mesai harici çalışma ayar ekranını" açmak için
GERİ DÖN tuşuna ❾ basın.
* Çalışma öğeleri aşağıda listelenmiştir.
No. Çalışma öğeleri No. Çalışma öğeleri
01 Durum bakımı 08 Çalışma toplantısı
02 Ürün düzenlemesi 09 Taşıma
03 İplik değiştirme 10 Transfer
04 Kayıt 11 Çalışma için bekleme
05 Arıza 12 Yorgunluk
06 Değerlendirme 13 Sipariş
07 Düzeltme 14 Görev ihmali
– 76 –

VI. BAKIM
1. İğne ve çağanoz ilişkisinin ayarlanması
UYARI :
Makinenin aniden durarak yaralanmalara sebep vermemesi için, bir sonraki çalışmayı gücü kestikten
ve motorun çalışmadığını kontrol ettikten sonra başlatın.
❶
A
B
İğne, boğaz plakasındaki iğne deliği merkezine girdiği zaman, iğne-çağanoz ilişkisini ayarlayın.
(1) İğne milini en alt noktaya indirin.
1) İğne milini en alt noktaya indirin.
2) Zamanlama aparatı parçasını [1] A, iğne milinin
alt ucu ile boğaz plakası arasındaki boşluğa yerleştirin; burada iğne milinin alt ucu, zamanlama
aparatı parçasının [1] A üst ucuna değer.
3) İğne mili bağlantı vidasını ❶ gevşetip iğne mili
yüksekliğini ayarlayın.
(2) İğne ve çağanoz ilişkisini aşağıda anlatılan
şekilde ayarlayın :
1) El kasnağını, iğne en alt noktadan itibaren yukarı
çıkmaya başlayana kadar doğru yönde çevirin.
2) Zamanlama aparatı parçasını [2] B, iğne milinin
alt ucu ile boğaz plakası arasındaki boşluğa yerleştirin; burada iğne milinin alt ucu, zamanlama
aparatı parçasının [2] B üst ucuna değer.
3) Çağanoz kovanının tespit vidasını C gevşetip,
çağanoz bıçağını iğne deliği merkeziyle hizalayın.
İğne ile çağanoz bıçağı arasında yaklaşık 0,05
mm boşluk kalacak şekilde ayarlayın.
❸
❶
0,05 mm
C
0 ile 0,2 mm
arasında
❷
(3) Mekik konumlandırma durdurucusunun
ayarlanması
Mekik konumlandırma durdurucusunun ❶ üst ucu ile
iç çağanoz ❷ arasında 0 ile 0,2 mm temas olacak
şekilde tespit vidasıyla ❸ ayar yapın.
– 77 –

2. Üst iplik kesicinin ayarlanması
UYARI :
Makinenin aniden durarak yaralanmalara sebep vermemesi için, bir sonraki çalışmayı gücü kestikten
ve motorun çalışmadığını kontrol ettikten sonra başlatın.
❶
❷
(1) Üst iplik kesicide iplik yakalama kuvvetinin
ayarlanması
Üst iplik kesicinin iplik yakalama kuvveti düzensizse,
dikiş başlangıcında üst iplik kayabilir.
1) Üst iplik kesicinin iplik yakalama kuvveti azalmış-
sa, tespit vidalarını ❶ gevşetip üst iplik kesicisini
çıkarın.
❷
2) İplik baskı yayının ❸ üst ucunu, üst bıçağın ❹
iplik kesici ağzıyla boydan boya hiçbir boşluk kalmamak üzere temas edecek şekilde hafçe eğin;
böylece üst iplik kesici, üst iplik kesici bıçağın
ipliği kestiği konumdan bağımsız bir şekilde ipliği
sıkıca tutar.
Dikiş koşullarında değişiklik sonucu bir arıza
meydana gelirse, iğne ipliği kesicisinin yüksekliğini belirtilen değer aralığında ayarlamak gerekir.
❷
Baskı ayağı
❶
❹
❸
Belirtilen değer: 0,3
ile 0,7 mm
(Besleme başlangıç
konumu)
(2) Üst iplik kesici yüksekliğinin ayarlanması
Üst iplik kesici yüksekliğini ayarlamak için tespit vidasını ❶ gevşetin. İğne ipliği kesim makasının montaj
yüksekliğinin ayarı, iğne ipliği kesimi ayar modunda
yapılmalıdır (
50. Sayfada "V-14. Dikiş verilerinin
dışındaki verilerin düzenlenmesi/kontrol edilmesi"
bölümüne bakınız) (standart basınç uygulanırken
ayarlanmalıdır). İğne ipliği kesim makasının montaj
vidasını ❶ gevşetin ve makası yukarı aşağı hareket
ettirerek yüksekliği ayarlayın.
Makas ile tutucu parça ayağı arasında sağlanan boşluk besleme konumuyla değişir.
Besleme başlangıç konumu: 0,3 ila 0,7 mm
Besleme 180 mm’de konumlandırıldığında boşluk
1,1 ila 1,4 mm’dir.
1. Besleme ileri doğru hareket ettirilir
ve makas yüksekliği aşırı düşük konuma ayarlanırsa tutucu parça ayağını kaldırıp indirirken tutucu parka
ayağı, iğne ipliği kesme makasına
engel olur.
2. İğne ipliği kesici değiştirildiğinde, iplik kesici ayarlama modundayken kesicinin normal bir şekilde baskı ayağının, ön, orta ve arka bölümlerinde
çalıştığından emin olmak için gerekli
kontrolleri yapın.
– 78 –

3. Basınç çubuğundaki basıncın ayarlanması
UYARI :
Makinenin aniden durarak yaralanmalara sebep vermemesi için, bir sonraki çalışmayı gücü kestikten
ve motorun çalışmadığını kontrol ettikten sonra başlatın.
Baskı ayağı çubuğu basıncı her desen için ayrı olarak ayarlanmalıdır.
1) Modu giriş modu olarak ayarlayın.
Giriş modunda DİKİŞE HAZIR LED’i söndüğünde, desen değiştirme etkin hale gelir. Dikiş modundayken, veri girişi moduna ayarlamak için HAZIR
tuşuna ❷ basın.
2) “S090 Baskı ayağı basıncı” öğesini
çağırın.
DÜZENLEME tuşuna ❽ basın. Ardından,
baskı ayağı çubuğu A basıncını seçmek için ÖĞE
SEÇME tuşuna ❻ basın.
S090’ın ayar değerini yükseltmek, baskı ayağı çubuğu basıncını da yükselterek kumaşın toplanıp
buruşmasını önlemeye yardımcı olur.
A
❷
❽
❻
4. Masura baskı ünitesi ayarı
UYARI :
Makinenin aniden durarak yaralanmalara sebep vermemesi için, bir sonraki çalışmayı gücü kestikten
ve motorun çalışmadığını kontrol ettikten sonra başlatın.
9,5 ile 15 mm arasında
❶
❸
❷
Somunu ❶ gevşetip, makine durduğu zaman makine yatağı ön ucu ile masura baskı parçası ❷ arasında 9,5 ile 15 mm arasında mesafe kalacak şekilde
durdurucu yay ❸ konumunu ayarlayın. Ardından
somunu ❷ sıkın.
– 79 –

5. İplik gerginliği
❶
❷
❷
❶
❸
(1) İplik alma yayı (ters iğne ilmeği)
1) İplik alma yayının ❶ iplik alma miktarı 8 ile 10
mm arasındadır ve başlangıçta uygun basınç
değeri yaklaşık 0,06 ile 0,1 N arasındadır.
2) İplik alma yayının strokunu değiştirmek için,
vidayı ❷ gevşetin ve iplik gerginliği destek noktasındaki ❸ iplik yivine ince bir tornavida sokup
çevirin.
3) İplik alma yayının basıncını değiştirmek için,
vidayı ❸ sıkarken iplik gerginliği destek noktasın-
daki ❷iplik yivine ince bir tornavida sokup çevi-
rin. Saat yönünde çevirirseniz, iplik alma yayının
basıncı artar.
Saat yönü tersine çevirirseniz basınç azalır.
(2) İplik alma kolunun iplik alma miktarının
ayarlanması
İplik alma kolunun aldığı iplik miktarı, uygun sıkılıkta
ilmek elde etmek için dikilen ürünün kalınlığına göre
ayarlanmalıdır.
a. Ağır malzemeler için, iplik kılavuzundaki ❷ tespit
vidasını ❶ gevşetip iplik kılavuzunu sola kaydırın. İplik alma kolunun aldığı iplik miktarı artar.
b. Haf malzemeler için, iplik kılavuzun ❶ sağa
kaydırın. İplik alma kolunun aldığı iplik miktarı
azalır.
– 80 –

6. Sigortanın değiştirilmesi
UYARI :
1. Elektrik şoku tehlikesini önlemek için gücü KAPALI hale getirin ve kontrol panelini 5 dakika ya da
daha uzun süre bekledikten sonra açın.
2. Gücü sorunsuz bir şekilde KAPALI konuma getirdikten sonra kontrol panelini açın. Ardından, belirtilen kapasitede yeni bir sigorta ile değiştirin.
❶
❷
1) Dikiş makinesinin durduğunu doğruladıktan sonra, güç şalterini kullanarak gücü KAPALI konuma
getirin.
2) Güç şalterinin KAPALI olduğunu doğruladıktan
sonra, elektrik kablosunu prizden çekin.
Ardından 5 dakika bekleyin.
3) Kontrol kutusunun arka kapağını tespit eden dört
vidayı çıkarın. Ardından arka kapağı yavaşça
açın.
4) Değiştirilecek sigortayı cam bölümden tutup çıkarın.
5) Önerilen kapasitede bir sigorta kullanın.
F1 sigorta 5A
❶
DC+60V güç koruma için
Darbeli motor ve AT solenoid için güç koruma si-
gortası
F2 sigorta 2A
❷
DC+24V güç koruma için
Solenoid vana ve sensörleri için güç koruma si-
gortası
7. Baskı ayağının paralel kaldırmasını ayarlama
UYARI :
Makinenin aniden durarak yaralanmalara sebep vermemesi için, bir sonraki çalışmayı gücü kestikten
ve motorun çalışmadığını kontrol ettikten sonra başlatın.
1) Tespit vidasını ❶ gevşetin.
2) Bağlantı montaj kaidesini ❷ baskı ayağı kaideye
paralel olarak yükselecek şekilde döndürerek
ayarlayın.
3) Tespit vidasını ❶ iyice sıkıştırın.
❷
❶
Bağlantı montaj kaidesi sadece bir
tespit vidası ile sıkıştırılır. Ayarlamadan
sonra tespit vidasını (3,5 N·m bir sıkıştırma torku ile) iyice sıkıştırın.
– 81 –

8. Yapışkan bant aksesuarı
240 mm
Besleme plakası
500 mm
10 mm
Baskı ayağı 220
Kaymayan yapışkan bant (beyaz)
Haf ve yumuşak bir malzeme dikerken, aksesuar olarak sağlanan kaymayan yapışkan bantı şekilde gösterildiği gibi 240 mm × 5 mm boyutunda kesin. Malzemenin toplanmasını önlemek için bantı baskı ayağının alt tarafına (tırtıklı tarafına) yapıştırın.
Özellikle, malzemenin baskı ayağının ortasında (ikinci düğme deliğinin yanında) toplanma olasılığı olması
durumunda, malzemenin toplanmasını önlemek için kaymayan yapışkan bantın besleme plakasına yapıştırılması tavsiye edilir.
1.
Kaymayan yapışkan bantı yapıştırmadan önce, baskı ayağının alt tarafını (tırtıklı tarafını)
ve kaymayan yapışkan bantın yapıştırılacağı besleme plakası yüzeyini silip temizleyin.
2. Kaymayan yapışkan bantı, baskı ayağının ön/arka ve sağ/sol kenarlarının dışına ve
besleme plakası yuvasının dışına taşmasını dikkatlice önleyerek yapıştırın. Kaymayan
yapışkan bant bu bölümlerden dışarı taşarsa, bantın kolayca soyulma olasılığı vardır.
Alt yüzey
300 mm
Yüzeyin pürüzsüzlüğünü artırıcı yapışkan bant (siyah)
Bu yapışkan bant besleme plakasının alt yüzeyine uygulanarak yüzeyin pürüzsüzlüğünü artırmak üzere
tasarlanmıştır. Eğer yapışkan bant aşınmışsa veya yerinden çıkıyorsa, hasarlı bantı çıkarın ve besleme
plakasına yapışkan bant aksesuarını uygulayın.
1. Yapışkan bantın besleme plakasının alt yüzeyine uygulanmaması durumunda, besleme plakasının alt yüzeyi ve yatak doğrudan birbirlerine sürtündüğü için gıcırdama sesi
oluşabilir.
2. Besleme plakasını periyodik olarak sökerek yağ lekelerini ve kirleri silerek temizleyin.
– 82 –

9. Yardımcı tabaka
Yardımcı tabaka (şeffaf)
Çift taraflı yapışkan bantı aksesuar olarak sunulan
yardımcı tabakanın üzerine yapıştırın. Ardından, yardımcı tabakayı alt tabla desteğinin üzerine yapıştırın.
Şekilde gösterildiği gibi, alt tabla desteğinin sağ kenarına (ok yönünde) mümkün olan en uzak noktaya
yapıştırın.
1. Yardımcı tabakayı alt tabla desteğine
yapıştırmadan önce çift taraı yapışkan bantı hazırlayın.
2. Yardımcı tabakayı alt tabla desteğine
yapıştırmadan önce, yardımcı taba-
Yardımcı tabaka
Alt tabla desteği
kanın yapıştırılacağı alt tabla desteğinin yüzeyini silip temizleyin.
10. Malzeme besleme yardımcı tabakası (isteğe bağlı)
Baskı ayağının
ön tarafı
Baskı ayağının
arka tarafı
Malzeme besleme yardımcı tabakasıBesleme plakası
Besleme plakasının
arka tarafı
Çift taraı yapışkan bantı malzeme beslemeye yardımcı tabakanın alt tarafına yapıştırın
Malzeme besleme yardımcı tabakası (40162614)
İsteğe bağlı malzeme besleme yardımcı tabakası çift taraı yapışkan bantla sıkı bir şekilde besleme plakasına yapıştırarak malzemenin dengesiz bir şekilde beslenmesi önlenebilir.
İsteğe bağlı malzeme besleme yardımcı tabakası, besleme plakasına yapıştırıldığında, tüm ön gövdeyi
tek seferde beslemek mümkündür. Bu tabaka, beslemesi zor olan bir malzemeyi ya da dengesiz bir şekilde beslenme eğiliminde olan malzemeleri dikerken faydalıdır.
Malzeme besleme yardımcı tabakasının alt tarafına çift taraı yapışkan bant yapıştırın. Ardından, malzeme besleme yardımcı tabakasını besleme plakasının üzerine sabitleyin.
* Çift taraı yapışkan bant dikiş makinesiyle birlikte sağlanmaz. Ayrıca hazır edilmelidir.
– 83 –

850
250
Ayrıntılı boyutlar
Malzeme besleme yardımcı tabakası
191
251
458
302
132
37
89
103.5
Malzeme : ABS, Kalınlık : t = 1,0 mm
Besleme yumuşatma bantı
Dikiş makinesiyle birlikte sağlanan besleme yumuşatma bantı (40044824, 1 parça) malzeme besleme
yardımcı tabakasının alt kısmına takılarak, malzeme besleme yardımcı tabakasının malzemeyi daha yumuşak bir biçimde beslemesi sağlanır.
* Şekilde iki parça besleme yumuşatma bantının kullanıldığı bir örnek gösterilmektedir. Gerekirse daha
fazla sayıda besleme yumuşatma plakası satın alın.
– 84 –

VII. APARAT PARÇALARI
1. Kumaş kesme bıçağı
B
A Bıçak büyüklüğü (inç) B Bıçak büyüklüğü (mm) C İşaret D Parça numarası
1/4 6,4 F B2702047F00
3/8 9,5 K B2702047K00A
7/16 11,1 I B2702047I00
1/2 12,7 L B2702047L00A
9/16 14,3 V B2702047V00
5/8 15,9 M B2702047M00A
11/16 17,5 A B2702047A00
3/4 19,1 N B2702047N00
7/8 22,2 P B2702047P00
A
C
1 25,4 Q B2702047Q00A
– 85 –

VIII. HATA KODU LİSTESİ
1. Bir hata görüntülenirken dikiş makinesinin kullanılması
A
A
1) Hata içeriğinin kontrol edilmesi
Ekranı görsel gösterimi ile açıklama gösterimi
arasında değiştirmek için ÖĞE SEÇİM tuşuna ❻
basın.
<Görsel gösterimi> <Açıklama gösterimi>
Ekran Hata nasıl giderilir
Gücü KAPALI konuma getirin.
2) Hatadan kurtarma
Dikiş makinesi, hata içeriğine göre A işlemini
yaparak (gücü kapatma veya çalışma panelini
Görüntülenen tuşa basın.
Hata kodu Tanım Hata nasıl giderilir
E001
E007
E011
E012
E013
E014
E015
E016
E017
E018
E019
E022
E023
E024
E025
ANA KONTROL baskılı devre kartının EEP-ROM
sıfırlama bağlantısı.
Veriler EEP-ROM üzerine yazılı değilken ya da veriler
bozulmuşsa, verilerin sıfırlanması otomatik olarak bildirilir.
Ana mil motor-kilidi.
İğneye karşı büyük direnç gösteren ürün dikilirken.
Dış ortam takılı değil
Dış ortam takılı değil.
Okuma hatası
Dış ortamdan veri okunamıyor.
Yazdırma hatası
Dış ortamdan veri yazdırılamıyor.
Yazmaya karşı korumalı
Dış ortamda yazmaya karşı koruma var.
Format hatası
Dış ortam formatlanamıyor.
Dış ortam kapasitesi dolu
Dış ortam kapasitesi yetersiz.
EEP-ROM kapasitesi dolu
EEP-ROM kapasitesi yetersiz.
EEP-ROM tipi farklı
Takılı EEP-ROM tipi farklı olduğu zaman.
Dosya çok büyük
Okunacak dosya boyutu çok büyük.
Dosya numarası hatası
Dış ortamda seçilmiş dosya yok.
Baskı ayağını kaldırma motorunun çalışmasında kısa
süreli sapma saptanması
Baskı ayağını kaldırma motoru başlangıç sensörünü
geçerken ya da çalışmaya başladığı zaman, motorda kısa
süreli sapma saptandığında.
Dikiş çeşidi veri büyüklüğü çok fazla
Sürekli dikiş verilerinin toplam büyüklüğü ya da indirilen
verilerin boyutu çok büyük olduğu için dikiş dikilemediği zaman.
Üst iplik kesici motorunun çalışmasında kısa süreli
sapma saptanması
Üst iplik kesme motoru başlangıç sensörünü geçerken ya
da çalışmaya başladığında, motorda kısa süreli sapma
saptandığı zaman.
kullanma) hatadan kurtarılabilir.
Gücü KAPALI konuma
getirin.
Gücü KAPALI konuma
getirin.
Sıfırlama düğmesine
bastıktan sonra yeniden
başlatmak mümkün.
Sıfırlama düğmesine
bastıktan sonra yeniden
başlatmak mümkün.
Sıfırlama düğmesine
bastıktan sonra yeniden
başlatmak mümkün.
Sıfırlama düğmesine
bastıktan sonra yeniden
başlatmak mümkün.
Sıfırlama düğmesine
bastıktan sonra yeniden
başlatmak mümkün.
Sıfırlama düğmesine
bastıktan sonra yeniden
başlatmak mümkün.
Sıfırlama düğmesine
bastıktan sonra yeniden
başlatmak mümkün.
Gücü KAPALI konuma
getirin.
Sıfırlama düğmesine
bastıktan sonra yeniden
başlatmak mümkün.
Sıfırlama düğmesine
bastıktan sonra yeniden
başlatmak mümkün.
Sıfırlama düğmesine
bastıktan sonra yeniden
başlatmak mümkün.
Sıfırlama düğmesine
bastıktan sonra yeniden
başlatmak mümkün.
Sıfırlama düğmesine
bastıktan sonra yeniden
başlatmak mümkün.
Hatanın
giderildiği yer
Önceki ekran
Önceki ekran
Önceki ekran
Önceki ekran
Önceki ekran
Önceki ekran
Önceki ekran
Önceki ekran
Önceki ekran
Standart ekran
görünümü
Standart ekran
görünümü
Standart ekran
görünümü
– 86 –

Hata kodu Tanım Hata nasıl giderilir Hatanın giderildiği yer
E026
E030
E032
E042
E043
E050
E052
E061
Masura iplik kesici motorunda kısa süreli sapma
saptanması
Masura ipliğini kesme motoru başlangıç sensörünü geçerken
ya da çalışmaya başladığında, motorda kısa süreli sapma
saptandığı zaman.
İğne mili üst konum hatası
Dikiş makinesi çalışmaya başladığı sırada, iğne YUKARI işlemi
sırasında bile iğne YUKARI konumda durmadığı zaman.
Dosya değiştirilebilirliği hatası
Makine kafası modeli/yazılım sürümü tarafından
okunamayacak bir verinin okunmaya çalışılması durumunda.
İşlem hatası
Dikiş verileri işletilemiyor.
-
Genişletme hatası
Dikiş adımı 5 mm’yi aşıyor.
Durdurma düğmesi
Makine çalışırken durdurma düğmesine basıldığı zaman.
İplik kopma algılama hatası
Makine çalışırken iplik koptuğu zaman.
Bellek düğmesi veri hatası
Bellek düğmesi verileri bozuk ya da güncel olmadığı zaman.
Sıfırlama düğmesine
bastıktan sonra
yeniden başlatmak
mümkün.
Sıfırlama düğmesine
bastıktan sonra
yeniden başlatmak
mümkün.
Sıfırlama düğmesine
bastıktan sonra
yeniden başlatmak
mümkün.
Sıfırlama düğmesine
bastıktan sonra
yeniden başlatmak
mümkün.
Sıfırlama düğmesine
bastıktan sonra
yeniden başlatmak
mümkün.
Sıfırlama düğmesine
bastıktan sonra
yeniden başlatmak
mümkün.
Sıfırlama düğmesine
bastıktan sonra
yeniden başlatmak
mümkün.
Gücü KAPALI
konuma getirin.
Standart ekran
görünümü
Standart ekran
görünümü
Önceki ekran
Veri giriş ekranı
Veri giriş ekranı
Adım ekranı
Adım ekranı
E062
E063
E081
E082
E083
E098
E099
E204
E302
E303
E304
E398
Dikiş verisi hatası
Dikiş verileri bozulmuş ya da güncel olmadığı zaman.
Makine kafası tanımlama hatası
Makine kafası model adı ile ana PCB model adının eşleşmemesi durumunda .
İğne külbütör motorunda adım sapması saptama hatası
İğne külbütör motoru X’te adım sapması saptandığında.
Besleme motorunda adım sapması saptama hatası
Besleme motoru Y’de adım sapması saptandığında.
Baskı ayağı konum hatası
Dikişin başlangıcında baskı ayağı yüksekliği aşırı derecede
yüksek olduğunda K023’ü ayarlayın.
İplik kesmek için gerekli dikiş sayısının yetersizliğinden
kaynaklanan hata
Bıçağı indirme komutuyla iplik kesme hareketinin
birbirine engel olması.
Dış bir giriş cihazından gelen verilerle hareket alındığında,
bıçak yerleştirme konumu komutu uygun olmadığı ve bıçak
komutu iplik kesme hareketine engel olduğu zaman.
Dikiş sırasında USB aş sürücüyü bağlamaya karşı uyarı
USB aş sürücü bağlı durumda 10 kes art arda dikiş yapılması
durumunda (kesintisiz 10 kez dikiş işlemi tamamlandığında
dikiş makinesi sürekli dikiş deseni yapıyorsa uyarı, sürekli
dikiş deseni tamamlandıktan sonra verilir)
Makine kafası eğimi veya çağanoz kapağı açıklığı
Makine kafası eğim saptama sinyali AÇIK olduğunda.
Ana mil motorunda Z faz sensörü hatası
Dikiş makinesi motor kodlayıcı Z faz sensöründe anormal durum var.
Kumaş kesme bıçağı sensör hatası
Bıçak aşağıdayken sensör KAPALI olmadığı zaman.
İsteğe bağlı silindir kaldırma algılama hatası
İsteğe bağlı silindirin kaldırılması algılanamadı veya isteğe
bağlı silindir, [K013] "İsteğe bağlı silindir takma seçeneği" ON
yapılarak takılmadı.
Gücü KAPALI
konuma getirin.
Sıfırlama tuşuna
basın.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Sıfırlama tuşuna
bastıktan sonra
yeniden giriş yapmak
mümkün.
Sıfırlama düğmesine
bastıktan sonra
yeniden başlatmak
mümkün.
Uyarı sıfırlandıktan
sonra dikiş yeniden
başlatılabilir
Sıfırlama düğmesine
bastıktan sonra
yeniden başlatmak
mümkün.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Sıfırlama düğmesine
bastıktan sonra
yeniden başlatmak
mümkün.
Makine kafası seçim
ekranı
Standart ekran
görünümü
Standart ekran
görünümü
Standart ekran
görünümü
Önceki ekran
Standart ekran
görünümü
– 87 –

Hata kodu Tanım Hata nasıl giderilir Hatanın giderildiği yer
E399
İsteğe bağlı silindir indirme algılama hatası
İsteğe bağlı silindirin indirilmesi algılanamadı
veya isteğe bağlı silindir, [K013] "İsteğe
bağlı silindir takma seçeneği" ON yapılarak
Sıfırlama düğmesine
bastıktan sonra
yeniden başlatmak
mümkün.
Standart ekran görünümü
takılmadı.
E402
E407
Tek dikiş verisi silme engeli hatası
Çevrim/devamlı dikiş verisine kaydedilmiş
tek dikiş verisinin silinmeye çalışılması
durumunda.
Devamlı dikiş verisi silme engeli hatası
Çevrim verisine kaydedilmiş devamlı dikiş
verisinin silinmeye çalışılması durumunda.
Sıfırlama düğmesine
bastıktan sonra
yeniden başlatmak
mümkün.
Sıfırlama düğmesine
bastıktan sonra
yeniden başlatmak
Önceki ekran
Önceki ekran
mümkün.
E430
E485
* Artan sayaç
ekranı (bkz.
sayfa 37)
Artan sayaç hatası
Teyel sayısının ayarlanmaması hatası
“Teyel+ kumaş kesme bıçağı şekli” için teyel
sayısının ayarlanmaması (KAPALI olması)
durumunda.
Sıfırlama tuşuna
bastıktan sonra
yeniden dikiş
mümkündür.
Sıfırlama düğmesine
bastıktan sonra
yeniden başlatmak
mümkün.
Dikiş ekranı
(Tek dikiş/çevrim dikişi sırasında)
Dikiş verilerini düzenleme ekranı
[S034] Teyel dikişi (Kapalı/Adet)
(Sürekli dikiş sırasında)
Standart ekran
E486
Kuşgözü bıçağı uzunluk hatası
Kuşgözü bıçak uzunluğu, kuşgözü şekli
oluşturamayacak kadar kısa.
Sıfırlama tuşuna
bastıktan sonra
yeniden giriş
yapmak mümkün.
(Tek dikiş/çevrim dikişi sırasında)
Dikiş verilerini düzenleme ekranı
[S017] Kuşgözü bıçak uzunluğu
(Sürekli dikiş sırasında)
Standart ekran
E487
Kuşgözü şeklinde uzunluk hatası
Kuşgözü şekli uzunluğu, kuşgözü şekli
uzunluğu şekil oluşturamayacak kadar kısa.
Sıfırlama tuşuna
bastıktan sonra
yeniden giriş
yapmak mümkün.
(Tek dikiş/çevrim dikişi sırasında)
Dikiş verilerini düzenleme ekranı
[S014] Kuşgözü şeklinin uzunluğu
(Sürekli dikiş sırasında)
Standart ekran
E488
Konik punteriz tela hatası
Punteriz uzunluğu punteriz şekli
oluşturamayacak kadar kısa olduğu zaman.
Sıfırlama tuşuna
bastıktan sonra
yeniden giriş
yapmak mümkün.
(Tek dikiş/çevrim dikişi sırasında)
Dikiş verilerini düzenleme ekranı
[S008] 2. punteriz uzunluğu
(Sürekli dikiş sırasında)
Standart ekran
E489
Bıçak büyüklüğü hatası (bıçakta çoklu
hareket olduğu zaman)
Bıçak boyutunun kumaş kesme bıçağı
boyutundan büyük olması halinde.
Sıfırlama tuşuna
bastıktan sonra
yeniden giriş
yapmak mümkün.
(Tek dikiş/çevrim dikişi sırasında)
Dikiş verilerini düzenleme ekranı
[S002] Kumaş kesme uzunluğu
(Sürekli dikiş sırasında)
Standart ekran
E492
Teyel üzerindeki baskı ayağı boyutu
Teyel dikiş verilerinin baskı ayağı boyutunu
aşması halinde.
Sıfırlama tuşuna
bastıktan sonra
yeniden giriş
yapmak mümkün.
(Tek dikiş/çevrim dikişi sırasında)
Dikiş verilerini düzenleme ekranı
[S040] Teyel iğne girişi telasi
(Sürekli dikiş sırasında)
Standart ekran
E493
Dikiş sonunda düğüm dikiş üzerindeki
baskı ayağı boyutu
Dikiş sonunda düğüm dikiş verilerinin baskı
ayağı boyutunu aşması halinde.
Sıfırlama tuşuna
bastıktan sonra
yeniden giriş
yapmak mümkün.
(Tek dikiş/çevrim dikişi sırasında)
Dikiş verilerini düzenleme ekranı
[S067] Dikiş sonunda düğüm dikiş
genişliği
(Sürekli dikiş sırasında)
Standart ekran
E494
Dikiş başlangıcında düğüm dikiş
üzerindeki baskı ayağı boyutu
Dikiş başlangıcında düğüm dikiş verilerinin
baskı ayağı boyutunu aşması halinde.
Sıfırlama tuşuna
bastıktan sonra
yeniden giriş
yapmak mümkün.
(Tek dikiş/çevrim dikişi sırasında)
Dikiş verilerini düzenleme ekranı
[S064] Dikiş başlangıcında düğüm
dikiş genişliği
(Sürekli dikiş sırasında)
Standart ekran
E495
Baskı ayağı boyutu hatası (Genişlik
yönünde: sadece sağ taraf)
Dikiş verilerinin, baskı ayağı genişliği
yönünde sadece sağ boyutu aşması halinde.
Sıfırlama tuşuna
bastıktan sonra
yeniden giriş
yapmak mümkün.
(Tek dikiş/çevrim dikişi sırasında)
Dikiş verilerini düzenleme ekranı
[S003] Sağ bıçak yeri genişliği ya
da [S006] Sağ ve sol şekillerin oranı
(Sürekli dikiş sırasında)
Standart ekran
– 88 –

Hata kodu Tanım Hata nasıl giderilir Hatanın giderildiği yer
E496
E497
E498
E499
E703
E704
E730
E731
E733
Baskı ayağı boyutu hatası (Genişlik yönünde:
sadece sol taraf)
Dikiş verilerinin, baskı ayağı genişliği yönünde
sadece sol boyutu aşması halinde.
Baskı ayağı boyutu hatası (Uzunluk yönünde:
ön)
Dikiş verilerinin, baskı ayağı uzunluğu yönünde
ön taraftan boyutu aşması halinde.
Baskı ayağı boyutu hatası (Genişlik yönünde:
sağ ve sol taraf)
Dikiş verilerinin, baskı ayağının sağından ve
solundan boyutları genişlemesine aşması halinde.
Baskı ayağı boyutu hatası (Uzunluk yönünde: arka)
Dikiş verilerinin, baskı ayağı arka boyutunu
uzunluk yönünde aşması halinde.
Veya makasın çalışmasının yasak olduğu bir
alanda makası çalıştıracak komut içeren bir dikiş
deseni kullanıldı (yasak alanın uzak ucundan
itibaren 14,5 mm içinde).
Panel, olması gerekenden farklı bir makineye
bağlı. (Makine tipi hatası)
Başlangıç iletişiminde makine tipi sistem kodu
uygun olmadığı zaman.
Sistem sürümü uyumsuz
Başlangıç iletişiminde sistem yazılımı sürümü
uygun olmadığı zaman.
Ana mil motor kodlayıcıda arıza ya da
kullanım dışı
Dikiş makinesi motorunun kodlayıcısında anormal
durum olduğu zaman.
Ana motor delik sensöründe ya da konum
sensöründe arıza
Delik sensörü ya da dikiş makinesi motorunun
konum sensörü arızalı olduğu zaman.
Ana mil motorunda ters yönde dönme hareketi
Dikiş makinesi motoru ters yönde döndüğü zaman.
Sıfırlama tuşuna
bastıktan
sonra yeniden
giriş yapmak
mümkün.
Sıfırlama tuşuna
bastıktan
sonra yeniden
giriş yapmak
mümkün.
Sıfırlama tuşuna
bastıktan
sonra yeniden
giriş yapmak
mümkün.
Sıfırlama tuşuna
bastıktan
sonra yeniden
giriş yapmak
mümkün.
Mod tuşuna
bastıktan sonra
yazılım yeniden
yazılabilir.
Mod tuşuna
bastıktan sonra
yazılım yeniden
yazılabilir.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
(Tek dikiş/çevrim dikişi sırasında)
Dikiş verilerini düzenleme ekranı
[S004] Sol bıçak yeri genişliği, ya
da [S006] Sağ ve sol şekillerin oranı
(Sürekli dikiş sırasında)
Standart ekran
Standart ekran görünümü
(Tek dikiş/çevrim dikişi sırasında)
Dikiş verilerini düzenleme ekranı
[S005] İlik sol yan dikiş genişliği
(Sürekli dikiş sırasında)
Standart ekran
(Tek dikiş/çevrim dikişi sırasında)
Dikiş verilerini düzenleme ekranı
[S002] Kumaş kesme uzunluğu
(Sürekli dikiş sırasında)
Standart ekran
İletişim ekranı
İletişim ekranı
E798
E799
E801
E802
E811
E813
E820
E901
E903
E904
İğne atma işlemi hatası
İğne atma işleminin dikiş sayısı ile eşleşmemesi
durumunda.
İğne atma işlemi hatası
İğne atma işleminin dikiş sayısı ile eşleşmemesi
durumunda.
Güçte faz eksikliği
Gelen güçte faz eksik olduğu zaman.
Ani enerji kesintisi saptama
Gelen güçte ani kesinti olduğu zaman.
Aşırı voltaj
Giriş kaynak voltajının/akımının belirtilen değere
eşit veya bu değerden yüksek olması durumunda.
Düşük voltaj
Giriş kaynak voltajının/akımının belirtilen değere
eşit veya bu değerden düşük olması durumunda.
24 VDC sigortası atmı
SDC sigortası attığında.
Ana mil motoru IPM’inde anormal durum
Servo kontrol baskılı devre kartı IPM’inde anormal
durum olduğu zaman.
Adım motoru gücünde anormallik
Servo kontrol baskılı devre kartının adım motoru
gücünün belirtilen değer aralığının dışında olması
durumunda.
Solenoid gücünde anormal durum
Servo kontrol baskılı devre kartının solenoid
gücünün belirtilen değer aralığının dışında olması
durumunda.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
– 89 –

Hata kodu Tanım Hata nasıl giderilir
E905
E906
E907
E908
E909
E910
E911
E912
E915
-
Servo kontrol baskılı devre kartı soğutucusunda anormal
sıcaklık.
Servo kontrol baskılı devre kartı soğutucu sıcaklığı 85ºC ya da
daha fazla olursa.
Ana baskılı devre kartı soğutucu sıcaklığı arızası
Ana baskılı devre kartı soğutucusunun sıcaklığında artış olması
durumunda.
İlmek genişlik motorunun başlangıç konumuna dönüş hatası
Başlangıç konumuna dönüş hareketi yapılırken başlangıç konum
sensörü sinyali verilmediği zaman.
Y besleme motorunun başlangıç konumuna dönüş hatası
Başlangıç konumuna dönüş hareketi yapılırken başlangıç konum
sensörü sinyali verilmediği zaman.
Üst iplik kesici motorunun başlangıç konumuna dönüş hatası
Başlangıç konumuna dönüş hareketi yapılırken başlangıç konum
sensörü sinyali verilmediği zaman.
Baskı ayağı motorunun başlangıç konumuna dönüş hatası
Başlangıç konumuna dönüş hareketi yapılırken başlangıç konum
sensörü sinyali verilmediği zaman.
Masura ipliği kesici motorunun başlangıç konumuna dönüş
hatası
Başlangıç konumuna dönüş hareketi yapılırken başlangıç konum
sensörü sinyali verilmediği zaman.
Dikiş motoru hızı algılama hatası
Dikiş makinesi motorunun arızalanması durumunda.
Çalışma paneli ile ana CPU arasındaki iletişimde anormallik
İletişimde anormal durum olduğu zaman.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Hatanın
giderildiği yer
E916
E918
E943
E946
E998
E999
Ana CPU ile ana mil CPU’su arasındaki iletişimde anormal
durum
İletişimde anormal durum olduğu zaman.
Ana kontrol baskılı devre kartı soğutucusunda anormal
sıcaklık.
Ana kontrol baskılı devre kartı soğutucu sıcaklığı 85ºC ya da
daha fazla olursa.
ANA KONTROL baskılı devre kartının EEP-ROM’unda arıza
EEP-ROM üzerine veri yazdırılamadığı zaman.
Ana röle baskılı devre kartının EEP-ROM’una yazı
yazdıramama
EEP-ROM üzerine veri yazdırılamadığı zaman.
Baskı ayağı sapma hatası
Pedal bırakıldığında veya dikiş bittiğinde baskı ayağının yukarı
kalkmaması durumunda.
Gücü kapatın. Tutucu parçanın elle kaldırılabildiğini/indirilebildiğini
kontrol edin. Yukarıda bahsedilen kontrol esnasında iğne ve
bıçağa dikkat edin.
Kumaş kesme bıçağı geri dönmediği zaman
• Kumaş kesme bıçağı önceden belirlenen bir sürenin ardından
dönmediği zaman.
• Kumaş kesme bıçağı yükselirken (bekleme sırasında) sensör
AÇIK konuma geçmediği zaman.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
Gücü KAPALI
konuma getirin.
– 90 –

2. Bir mesaj görüntülendiğinde izlenecek çalışma prosedürü
Dikiş makinesini, hata görüntülendiği durumda olduğu gibi çalıştırın.
Mesaj kodu Mesaj içeriği Kurtarma Dönüş
M582 Deseni kopyalamadan kopyalama ekranından çıkın Dönüş tuşuna
basın.
Standart ekran
görünümü
M584 Çevrim desenini kopyalamadan kopyalama ekranından
çıkın
M585 Sürekli dikiş desenini kopyalamadan kopyalama ekranın-
dan çıkın
M610 Dikiş makinesi
model adı kontrol
ekranı açılır
(Bkz. 28)
Ana PCB'nin model adına göre veriyi sıfırlayın. (Bkz. 28) (Bkz. 28)
Dönüş tuşuna
basın.
Dönüş tuşuna
basın.
Standart ekran
görünümü
Standart ekran
görünümü
– 91 –

IX. SORUNLAR VE DÜZELTİCİ ÖNLEMLER
Sorunlar Sebepleri Düzeltici önlemler Sayfa
1. Üst iplikte kopma var. 1. Paralel kısımdaki iplik gerginliği çok yüksek.
2. İplik alma yayı basıncı ya da stroku çok fazla.
3. Çağanozun keskin ucunda çapak ya da çizik
var.
4. Çağanoz zamanlaması uygun değil.
5. İplik yolunda çizik var.
6. İğne yanlış takılmış.
7. İğne çok ince.
8. İğne ucu hasarlı.
9. İplik büküldüğünde kopar.
10. Baskı ayağının başlangıcı doğru konumun
dışında.
2. Üst iplik kayıyor. 1. Üst iplik kesici çok erken açılıyor.
2. Dikiş başlangıcında bastırma ilmeği oluşmuyor. (Dikiş başlangıcındaki gerginlik çok fazla.)
3. İğneye iplik takma şekli yanlış.
4. Dikiş başlangıcındaki hız çok yüksek.
3. Paralel kısımda yalpalama.
4. Dikiş başlangıcında
yalpalama
5. Üst iplik, punteriz
kısmında yanlış tarafta
görünüyor ve üst üste
katlanmış durumda.
6. İlmekler batmıyor. 1. Masura ipliğinin gerginliği çok düşük.
7. İlmek atlama var. 1. İlik, baskı ayağına göre küçük kalıyor.
8. İplik yıpranıyor. 1. Düğüm dikişte ilmek sayısı çok az.
9. Dikiş sonunda kalan
üst iplik boyu çok
uzun.
1. Paralel kısımdaki iplik gerginliği çok düşük.
2. Masura ipliğinin gerginliği çok fazla.
3. Ön gerginlik çok düşük.
1. Paralel kısımdaki iplik gerginliği çok düşük.
2. Üst iplik kesicinin konumu çok yüksek.
3. İplik alma yayının stroku çok büyük.
1. Punterizde iplik gerginliği çok düşük.
2. Masura ipliğinin gerginliği çok fazla.
3. Radyal şekildeki ilmek sayısı çok fazla.
4. Dikiş sonundaki gerginlik çok düşük.
2. Masura ipliği mekikten çıkıyor.
2. Malzeme haf olduğu için kayıyor.
3. İğne yanlış takılmış.
4. İğne bükülmüş.
5. Çağanozun keskin ucunda çapak ya da çizik
var.
2. Düğüm ilmek genişliği çok fazla.
1. Düğüm ilmek genişliği çok dar.
2. Düğüm ilmek gerginliği çok düşük.
○ Paralel kısımda iplik gerginliğini azaltın.
○ İplik alma yayının gerginliğini ya da stroku-
nu azaltın.
○ Çağanozun keskin ucunu perdahlayın. Ya
da çağanozu değiştirin.
○ Zamanlama aparatı kullanarak çağanoz
zamanını ayarlayın.
○ Zımpara kağıdıyla iplik yolunu parlatın ve
perdahlayın.
○ Tekrar yön, yükseklik vb., ayarı yapın.
○ İğneyi daha kalın bir iğneyle değiştirin.
○ İğneyi değiştirin.
○ İpliği iplik kılavuz piminden geçirmeyin.
○ Başlangıç konumunu yeniden ayarlayın.
○ Üst iplik kesicinin açılış süresini erteleyin.
○ Dikiş başlangıcındaki gerginliği azaltın.
○ İpliği tekrar uygun şekilde takın.
○ Yumuşak başlangıç fonksiyonunu seçin.
○ Paralel kısımda iplik gerginliğini arttırın.
○ Masura ipliği gerginliğini azaltın.
(Ters iğne ilmeği: 0,05 ile 0,1N arasında)
○ Ön gerginliği arttırın.
○ Paralel kısımda iplik gerginliğini arttırın.
○ Üst iplik kesicisini, baskı ayağıyla temas
etmeyecek şekilde aşağı indirin.
○ İplik alma yayının strokunu azaltın.
○ Punteriz iplik gerginliğini arttırın.
○ Masura ipliği gerginliğini azaltın.
(0,05 ile 0,1N arasında)
○ İlmek sayısını azaltın.
○ Dikiş sonundaki gerginliği arttırın.
○ Masura ipliği gerginliğini arttırın.
○ Mekiğe uygun şekilde iplik geçirin.
○ Masuraya sarılan iplik miktarının çok fazla
olmamasına dikkat edin.
○ Baskı ayağını daha küçük olanıyla değişti-
rin.
○ Çağanoz ve iğne zamanlamasını gecikti-
rin.(İğne milini 0,5 mm kadar indirin.)
○ Tekrar yön, yükseklik vb., ayarı yapın.
○ İğneyi değiştirin.
○ Çağanozun keskin ucunu perdahlayın. Ya
da çağanozu değiştirin.
○ Dikiş sonunda düğüm dikiş ilmek sayısını
arttırın.
○ Dikiş sonunda düğüm dikiş genişliğini
daraltın.
○ Dikiş sonunda düğüm dikiş genişliğini
genişletin.
○ Dikiş sonundaki gerginliği arttırın.
34
80
–
77
–
22
–
–
20
–
78
46
23
64
34
24
–
34
78
80
34
24
44
64
24
23
36
–
77
22
–
–
47
47
47
64
– 92 –

Sorunlar Sebepleri Düzeltici önlemler Sayfa
10. Üst iplik dikiş başlangıcında kırılıyor ya da
dikişin yanlış tarafı
kirli.
11. Üst iplik kesilse bile
bıçak aşağı iniyor.
12. İğne kırılıyor. 1. İğnenin bükülüp bükülmediğini kontrol edin.
13. Bıçak birkaç kez aşağı iniyor.
1. Dikiş başlangıcındaki gerginlik çok düşük. ○ Dikiş başlangıcındaki gerginliği arttırın. 46
1. İplik kopma dedektörü plakasının düzgün
yerleştirilip yerleştirilmediğini kontrol edin.
2. İğnenin, çağanozun keskin ucuna değip değmediğini kontrol edin.
3. Üst iplik kesici açıldığı zaman, iğneye temas
edip etmediğini kontrol edin.
4. İğnenin, boğaz plakasındaki iğne deliğinin
merkezine gelip gelmediğini kontrol edin.
5. Üst iplik kesici kapandığı zaman, iğnenin
durduğu konum çok alçak ve üst iplik kesiciye
temas ediyor.
1. Kumaş kesme bıçağının aşağıya inme halinin
çoklu iniş olarak ayarlanıp ayarlanmadığını
kontrol edin.
○ Dedektör plakasını ayarlayın.
(Teknisyenin Kılavuzuna bakın.)
○ İğneyi değiştirin.
○ İğne ve çağanoz zamanlamasını ayarla-
yın.
○ Üst iplik kesicinin takıldığı konumu ayarla-
yın.
○ Boğaz plakası tabanının takıldığı konumu
yeniden ayarlayın.
○ Çoklu zaman ayarını bırakın. 64
–
22
77
78
–
– 93 –

9
X. MASANIN TEKNİK RESMİ
170±1
R
2
2
R
2
R
R
2
950
815
630±2
160
585±2
810±1
308±1
B
2
R
R
2
A
ZZ
C
H
624.5
445
360±1
200
±1
60
100±1
224.5
28
188
341
D
258±1
686
4x
R
10
78
XX
124
650
610
I
Y
Y
±1
66.5
161±1
±1
30
285
75
400
579
±1
R
20
20
R
278
65
150
150
J
E
124±1
145
F
35
G
15
105
175
R
2
2
R
4-Tabla standı takma deliği
A
16 delme derinliği 30
B
Makine kafası destek rodu montaj deliği
17 delinen delik
C
Bobin rafı aygıtı montaj deliği
50 delinen delik
D
Kablo deliği
3-Ana anahtar takma deliği
E
30 delinen delik
F
Panel kablosu deliği
4-Panel kurma konumu
G
Üst yüzey
H
4-8 delinen delik
I
Dikiş makinesi montaj deliği
2-10 delinen delik
J
Alt masa A montaj deliği
– 94 –
459 268
1000
115
124
Ø
26
Y-Y
80
(4 yerde)(2 yerde)
Z-Z
26
5
Ø
3
(
X-X
78
)
40
20
9
Ø
Ø

XI. HER ŞEKİL İÇİN BAŞLANGIÇ DEĞERİ VERİLERİ TABLOSU
Numara Öğe Birim
Sekil seçim seviyesi 1. Seviye (12 şekil)
S001 Dikiş şekli
S002 Kumaş kesme uzunluğu mm 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 13,0 19,1 19,1 19,1 12,7
S003 Sağ bıçak yeri genişliği mm 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 – – 0,10 0,10 –
S004 Sol bıçak yeri genişliği mm 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 – 0,10 – 0,10 –
S005 İlik sol yan dikiş genişliği mm 1,70 1,70 1,70 1,70 1,70 1,70 1,4 1,4 1,4 1,4 1,70 1,70 1,70 1,70 1,70 1,4 1,4 1,70 1,70 1,70 1,70 1,70 1,70 1,70 1,70 1,70 – – – – –
S006 Sol/sağ şekil oranı (sol tarafa göre sağ taraf) % 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 – – – – –
S007 Paralel kısımdaki adım mm 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 0,35 – – – – –
S008 2. punteriz uzunluğu mm 1,0 – 1,0 – 1,5 3,0 1,0 – 1,5 3,0 – 1,0 1,0 1,5 3,0 – – – – – 1,5 3,0 – – – – – – – – –
S009 1. punteriz uzunluğu mm 1,0 – – – – – – – – – – – – – – – – 1,0 1,0 1,0 1,0 1,0 – – – – – – – – –
S010 Sağ punteriz genişliği telasi mm 0,0 – 0,0 – 0,0 – 0,0 – 0,0 – – 0,0 0,0 0,0 – – – 0,0 0,0 0,0 0,0 0,0 – – – – – – – – –
S011 Sol punteriz genişliği telasi mm 0,0 – 0,0 – 0,0 – 0,0 – 0,0 – – 0,0 0,0 0,0 – – – 0,0 0,0 0,0 0,0 0,0 – – – – – – – – –
S012 Konik sol punteriz telasi mm – – – – – 0,85 – – – 0,85 – – – – 0,85 – – – – – – 0,85 – – – – – – – – –
S013 Konik sağ punteriz telasi mm – – – – – 0,85 – – – 0,85 – – – – 0,85 – – – – – – 0,85 – – – – – – – – –
S014 Kuşgözü şeklinin uzunluğu mm – – – – – – 2,0 2,0 2,0 2,0 – – – – – 2,0 2,0 – – – – – – – – – – – – – –
S015 Kuşgözü şeklinde ilmek sayısı İlmek – – – – – – 3 3 3 3 – – – – – 3 3 – – – – – – – – – – – – – –
S016 Kuşgözü genişliği mm – – – – – – 1,0 1,0 1,0 1,0 – – – – – 1,0 1,0 – – – – – – – – – – – – – –
S017 Kuşgözü uzunluğu mm – – – – – – 3,0 3,0 3,0 3,0 – – – – – 3,0 3,0 – – – – – – – – – – – – – –
S018 Yuvarlak tip şeklinin uzunluğu mm – 2,0 2,0 2,0 2,0 2,0 – 2,0 – – 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 – – 2,0 2,0 2,0 2,0 – – – – –
S019 Radyal şeklindeki ilmek sayısı İlmek – – 3 3 3 3 – 3 – – – – – – – – – 3 – – – – 3 3 3 – – – – – –
S020 Radyal şeklin güçlendirilmesi (var/yok) – – Yok Yok Yok Yok – Yo k – – – – – – – – – Yo k – – – – Yo k Yo k Yo k – – – – – –
S021 Punteriz kısmındaki adım mm 0,30 0,30 0,30 – 0,30 0,30 0,30 – 0,30 0,30 0,25 0,30 0,25 0,25 0,25 0,25 0,30 0,30 0,25 0,30 0,30 0,30 0,25 0,30 0,25 0,25 – – – – –
S022 1. boşluk mm 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 – 2,0 2,0 2,0 –
S023 2. boşluk mm 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 – 2,0 2,0 2,0 –
S031 1/2 ilmek Tek Te k Te k Tek Te k Te k Tek Te k Te k Tek Te k Te k Tek Te k Te k Tek Te k Te k Tek Te k Te k Tek Te k Te k Tek Te k – – – Te k –
S032 Çapraz çift dikiş seçimi < < < < < < < < < < < < < < < < < < < < < < < < < < – – – < –
S033 Çift dikiş genişlik telasi mm 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 – – – – –
S034 Teyel sayısı Zaman 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 3 2 2 – 1
S035 Teyel adımı mm 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 4,0 – 4,0
S036 Teyel yuvarlanma uzunluğu mm 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 – 8,0
S037 Teyel yuvarlanma adımı mm 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 – 0,8
S038 Teyel yuvarlanma genişliği mm 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 – 1,5
S039 Teyelde iğne girişinden önce/sonra tela mm 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 – 1,5
S040 Teyel iğne girişi sol/sağ telasi mm 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 – 0,0
S041 Teyelde sol taraf konumunun telasi mm 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 – 0,0
S042 Teyelde sağ taraf konumunun telasi mm 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 – 0,0
S044 Teyel hızı ayarı sti/min 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500 1.500
S051 Sol paralel kısımdaki gerginlik 135 60 120 120 120 120 60 60 60 60 60 60 60 60 60 60 60 120 60 60 60 60 60 60 60 60 60 60 60 60 –
S052 Sağ paralel kısımdaki gerginlik 120 60 120 120 120 120 60 60 60 60 60 60 60 60 60 60 60 120 60 60 60 60 60 60 60 60 60 60 60 60 –
S053 Sol paralel kısımdaki gerginlik (Çift dikişte 1. tur) 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 – – – – –
S054 Sağ paralel kısımdaki gerginlik (Çift dikişte 1. tur) 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 – – – – –
S055 1. Punteriz kısmındaki gerginlik 35 60 120 60 60 60 60 60 60 60 60 60 60 60 60 60 60 35 60 60 60 60 60 60 60 60 – – – – –
S056 2. Punteriz kısmındaki gerginlik 35 60 35 60 60 60 60 60 60 60 60 60 60 60 60 60 60 120 60 60 60 60 60 60 60 60 – – – – –
S057 Dikiş başlangıcında üst iplik gerginliğinin belirlenmesi 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 –
S058 Teyelde üst iplik gerginliğinin belirlenmesi 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 --- 80
S059 1. Punteriz başlangıcında İŞLEM zamanlaması ayarı İlmek 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 – – – – –
S060 İlik sağ yan dikiş başlangıcında İŞLEM zamanlaması ayarı İlmek 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 –
S061 2. Punteriz başlangıcında İŞLEM zamanlaması ayarı İlmek 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 – – – – –
S062 Dikiş başlangıcında düğüm dikişteki ilmek sayısı. İlmek 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3
S063 Dikiş başlangıcında düğüm dikişteki dikiş adımı. 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 –
S064 Dikiş başlangıcında düğüm dikiş genişliği mm 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6
S065 Dikiş başlangıcında düğüm dikişin uzunlamasına telasi. mm 0,0 1,5 0,0 1,5 0,0 0,0 0,0 1,5 0,0 0,0 1,5 0,0 0,0 0,0 0,0 1,5 1,5 1,5 1,5 1,5 0,0 0,0 1,5 1,5 1,5 1,5 0,0 0,0 0,0 0,0 –
S066 Dikiş başlangıcında düğüm dikişin çaprazlama telasi. mm 0,0 0,0 0,0 0,0 0,0 0,7 0,0 0,0 0,0 0,7 0,0 0,0 0,0 0,0 0,7 0,0 0,0 0,0 0,0 0,0 0,0 0,7 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 –
S067 Dikiş sonunda düğüm dikiş genişliği mm 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6
S068 Dikiş sonunda düğüm dikişteki ilmek sayısı. İlmek 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3
S069 Dikiş sonunda düğüm dikişin uzunlamasına telasi. mm 0,5 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 –
S070 Dikiş sonunda düğüm dikişin çaprazlama telasi. mm 2,0 0,9 0,9 0,9 0,0 0,7 0,9 0,9 0,0 0,7 0,9 0,9 0,9 0,0 0,7 0,9 0,9 0,9 0,9 0,9 0,0 0,7 0,9 0,9 0,9 0,9 0,0 0,0 0,0 0,0 –
S081 Bıçak hareketi (Var/yok) Var Va r Va r Var Var Var Va r Va r Var Var Var Va r Va r Var Var Var Va r Va r Var Var Var Va r Va r Var Var Var – Va r Var Var Var
S083 Çift dikişin 1. turunda bıçak (Var/yok) Yo k Yo k Yok Yok Yo k Yo k Yo k Yok Yok Yok Yo k Yo k Yo k Yo k Yo k Yo k Yok Yok Yok Yo k Yo k Yo k Yo k Yo k Yo k Yok – – – – –
S084 Maksimum hız sınırı sti/min 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 3.600 –
S086 Gidiş adımı mm – – – – – – – – – – – – – – – – – – – – – – – – – – 0,80 0,80 0,80 0,80 –
S087 Gidiş genişliği mm – – – – – – – – – – – – – – – – – – – – – – – – – – 1,7 1,7 1,7 1,7 –
S088 Dönüş adımı mm – – – – – – – – – – – – – – – – – – – – – – – – – – 0,80 0,80 0,80 0,80 –
S089 Dönüş genişliği mm – – – – – – – – – – – – – – – – – – – – – – – – – – 1,7 1,7 1,7 1,7 –
S090 Baskı ayağı basıncı 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25
Sekil seçim seviyesi 2. Seviye (20 şekil)
Sekil seçim seviyesi 3. Seviye (31 şekil)
– 95 –
 Loading...
Loading...