

Page 1

ITALIANO
DDL-8700
MANUALE D’ISTRUZIONI
i
Page 2

INDICE
1. CARATTERISTICHE TECNICHE ..................................................................................1
2. INSTALLAZIONE ..........................................................................................................1
3. INSTALLAZIONE DEL COPRICINGHIA E DELL’AVVOLGIFILO ................................2
4. REGOLAZIONE DELL’ALTEZZA DELL’ALZAPIEDINO A GINOCCHIO .....................2
5. INSTALLAZIONE DEL PORTAFILO ............................................................................3
6. LUBRIFICAZIONE ........................................................................................................3
7. REGOLAZIONE DELLA QUANTITÀ DI OLIO (SPRUZZI DI OLIO) NEL CROCHET ....4
8. POSIZIONAMENTO AGO .............................................................................................5
9. INSERIMENTO DELLA BOBINA NELLA CAPSULA ..................................................5
10. REGOLAZIONE DELLA LUNGHEZZA DEL PUNTO ..................................................5
11. PRESSIONE DEL PIEDINO PREMISTOFFA ...............................................................6
12. LEVA ALZA PIEDINO MANUALE ................................................................................6
13. REGOLAZIONE DELL’ALTEZZA DELLA BARRA DEL PRESSORE .........................6
14. INFILATURA DEL FILO NELLA TESTA DELLA MACCHINA .....................................7
15. TENSIONE DEL FILO ...................................................................................................8
16. MOLLA TIRAFILO ........................................................................................................8
17. REGOLAZIONE DELLA CORSA DEL TIRAFILO........................................................8
18. RELAZIONE FASE AGO-CROCHET ...........................................................................9
19. ALTEZZA DELLA GRIFFA DI TRASPORTO ...............................................................9
20. INCLINAZIONE DELLA GRIFFA DI TRASPORTO ....................................................10
21. REGOLAZIONE DELLA SINCRONIZZAZIONE DEL TRASPORTO .........................10
22. REGOLAZIONE DELLA SINCRONIZZAZIONE DEL TRASPORTO (DDL-8700L) .....11
23. PULEGGE MOTORE E CINGUIE ...............................................................................12
i
Page 3
1. CARATTERISTICHE TECNICHE
DDL-8700
Applicazione
Velocità di cucitura
Lunghezza punto
Ago
Leva di sollevamento del piedino
premistoffa (tramite leva a ginocchio)
Olio lubricante
Rumorosità
Applicazione
Velocità di cucitura
Lunghezza punto
Ago
Leva di sollevamento del piedino
premistoffa (tramite leva a ginocchio)
Olio lubricante
Rumorosità
Stoffe generali, materiali di
media pesantezza e leggeri
5.500 sti/min max
5 mm max
DB x 1 #9 a #18 (134 #65 a #110)
10 mm (Standard)
13 mm (max)
- Livello di pressione acustica (LpA) dell'emissione continua equivalente dell'ambiente lavorativo :
Valore ponderato A di 83,5 dB ; (Include KpA = 2,5 dB); secondo la norma ISO 10821- C.6.2 -ISO
11204 GR2 a 5.000 sti/min.
- Livello di potenza acustica (LWA) ;
Valore ponderato A di 88,0 dB; (Include KWA = 2,5 dB) ; secondo la norma ISO 10821- C.6.2 -ISO
3744 GR2 a 5.000 sti/min.
3.000 sti/min max
- Livello di pressione acustica (LpA) dell'emissione continua equivalente dell'ambiente lavorativo :
Valore ponderato A di 83,5 dB ; (Include KpA = 2,5 dB); secondo la norma ISO 10821- C.6.2 -ISO
11204 GR2 a 5.000 sti/min.
- Livello di potenza acustica (LWA) ;
Valore ponderato A di 88,0 dB; (Include KWA = 2,5 dB) ; secondo la norma ISO 10821- C.6.2 -ISO
3744 GR2 a 5.000 sti/min.
DDL-8700A
Stoffe generali,
materiali leggeri
4.000 sti/min max
4 mm max
DA x 1 #9 a #11 (134 #65 a #75)
9 mm (max)
Olio JUKI New Defrix No. 1
DDL-8700L
Par materiali pesanti
4.000 sti/min max (per passo di cucitura di 5 mm or mero)
3.200 sti/min max (per passo di cucitura di 5 mm or piú)
7 mm max
DB x 1 #20 a #23 (DP x 5 #16 a #18)
13 mm (max)
Olio JUKI New Defrix No. 1
Materiali di media pesantezza
DB x 1 #20 a #23 (134 #125 a #160)
DDL-8700H
e materiales pesados
4.000 sti/min max
5 mm max
10 mm (Standard)
13 mm (max)
2. INSTALLAZIONE
3
3
3
1
1
4
22.5 mm
2
A
(1)
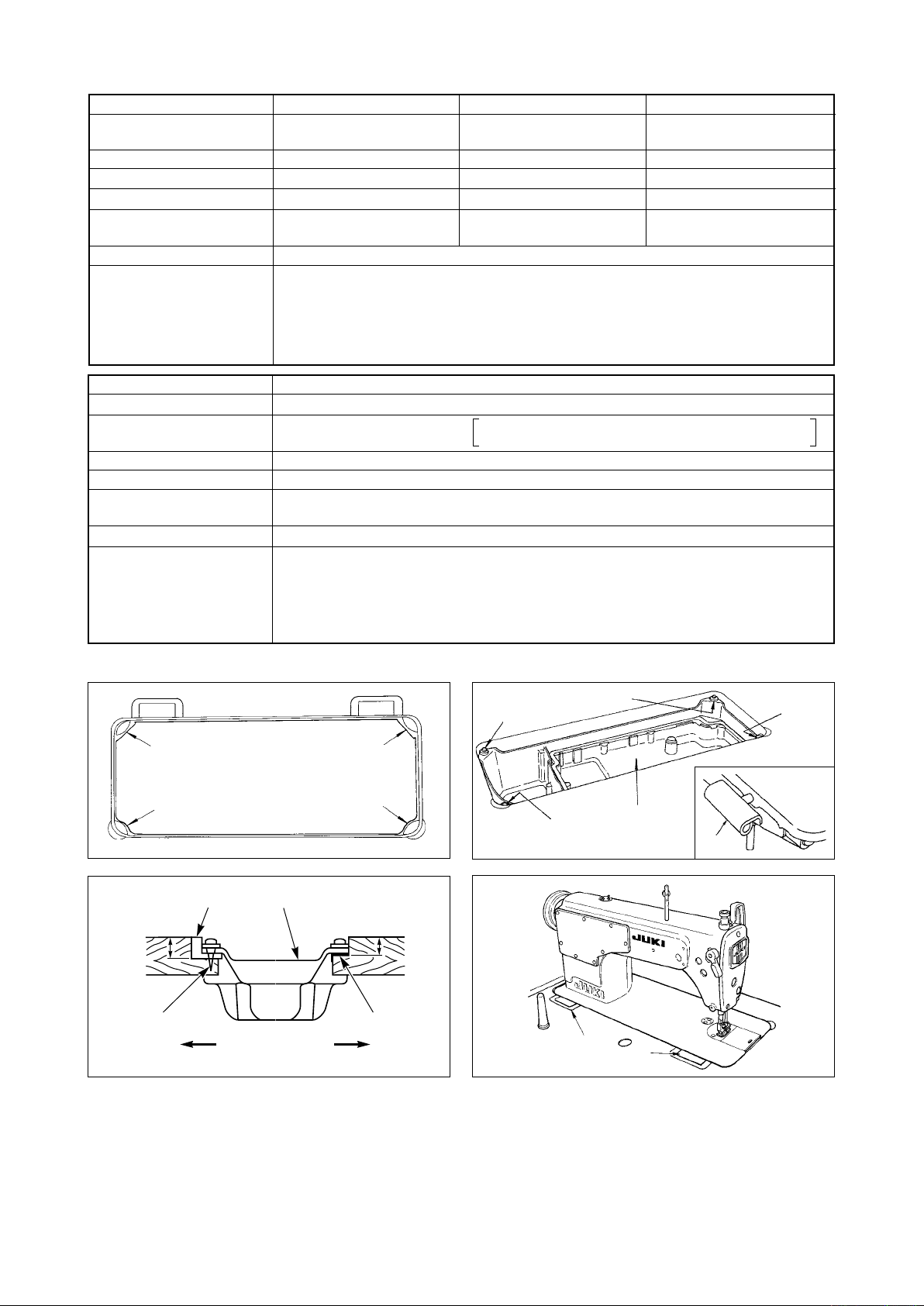
Installazione della vaschetta dell’olio
B
1) La vaschetta dell’olio dovrebbe essere installata in un modo tale che essa sia saldamente tenuta a posto sui quattro angoli della scanalatuna della tavola della macchina.
2) Fissare i due tamponi di gomma
pra indicato. Fissare due tamponi di supporto 3 sul lato B (lato provvisto di cerniere) tramite alsivo.
Posizionare quindi la vaschetta dell’olio
3) Inserire la cerniera
nell’apertura della base della macchina e, prima di posizionare la testa della mac-
1
china sui tamponi di supporto 3 ai quattro angoli, ssare la stessa alla cerniera di gomma del piano 2.
3
1
3
4
1
18.5 mm
3
2
1
sul lato A (lato dell’operatore) per mezzo di chiodi 2 come qui so-
1
sui tamponi ssati.
4
3
– 1 –
Page 4
– 2 –
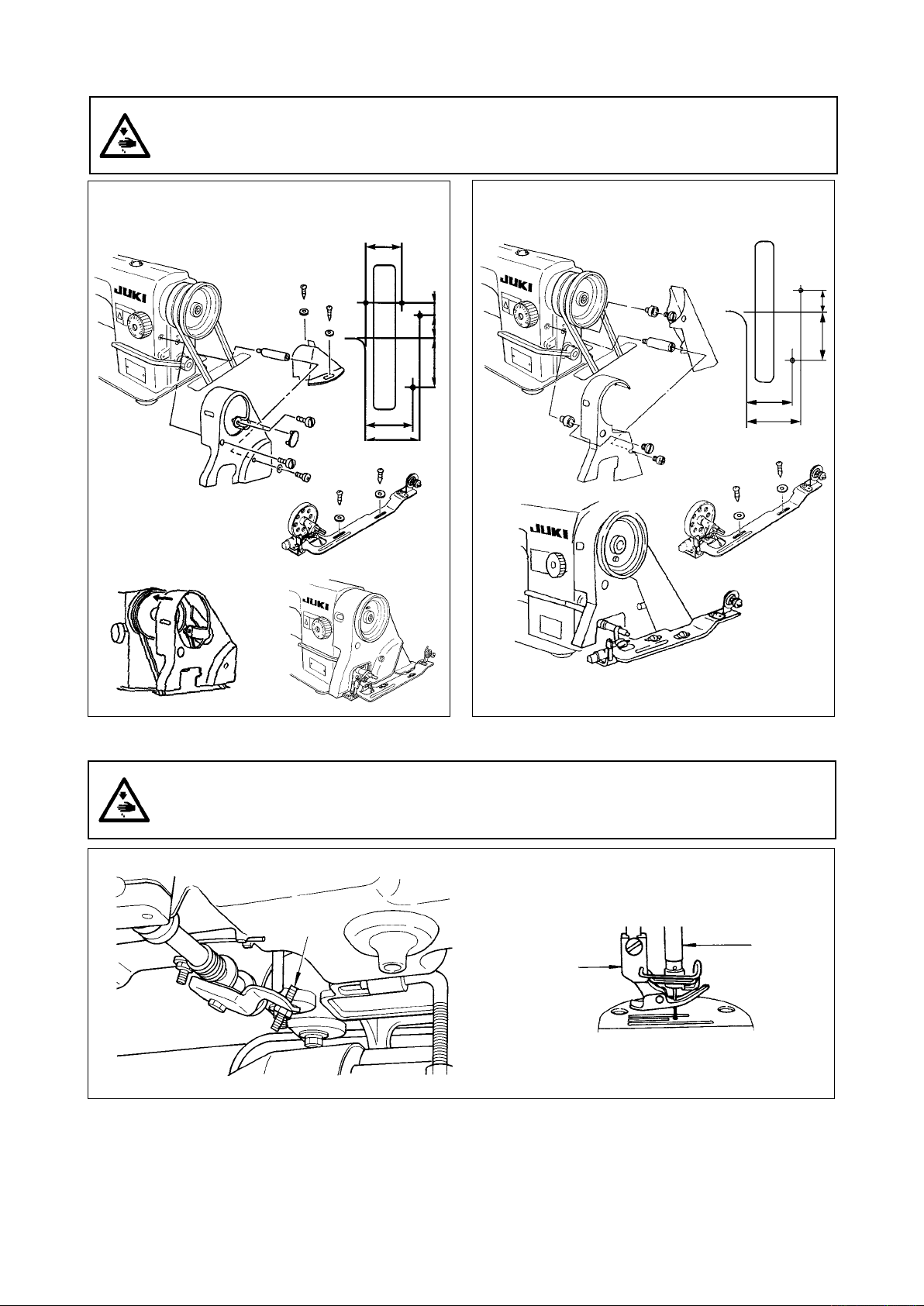
3. INSTALLAZIONE DEL COPRICINGHIA E DELL’AVVOLGIFILO
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia completamente cessato di ruotare.
47
63.5
75.5
(mm)
(DDL-8700L)
33
62
(mm)
33
62
63.5
75.5
4. REGOLAZIONE DELL’ALTEZZA DELL’ALZAPIEDINO A GINOCCHIO
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia completamente cessato di ruotare.
1
2
3
1) L’alzata standard del piedino premistoffa tramite l’alzapiedino a ginocchio è 10 mm.
2) Si può regolare l’alzata del piedino premistoffa no a 13 mm usando la vite di regolazione dell’alzapie-
dino a ginocchio 1. (9 mm max. per tipo A)
3) Quando l’alzata del piedino premistoffa è stata regolata a un valore superiore a 10 mm, assicurarsi che l’
estremità inferiore della barra ago 2 nella sua posizione più bassa non urti contro il piedino premistoffa 3.
Page 5
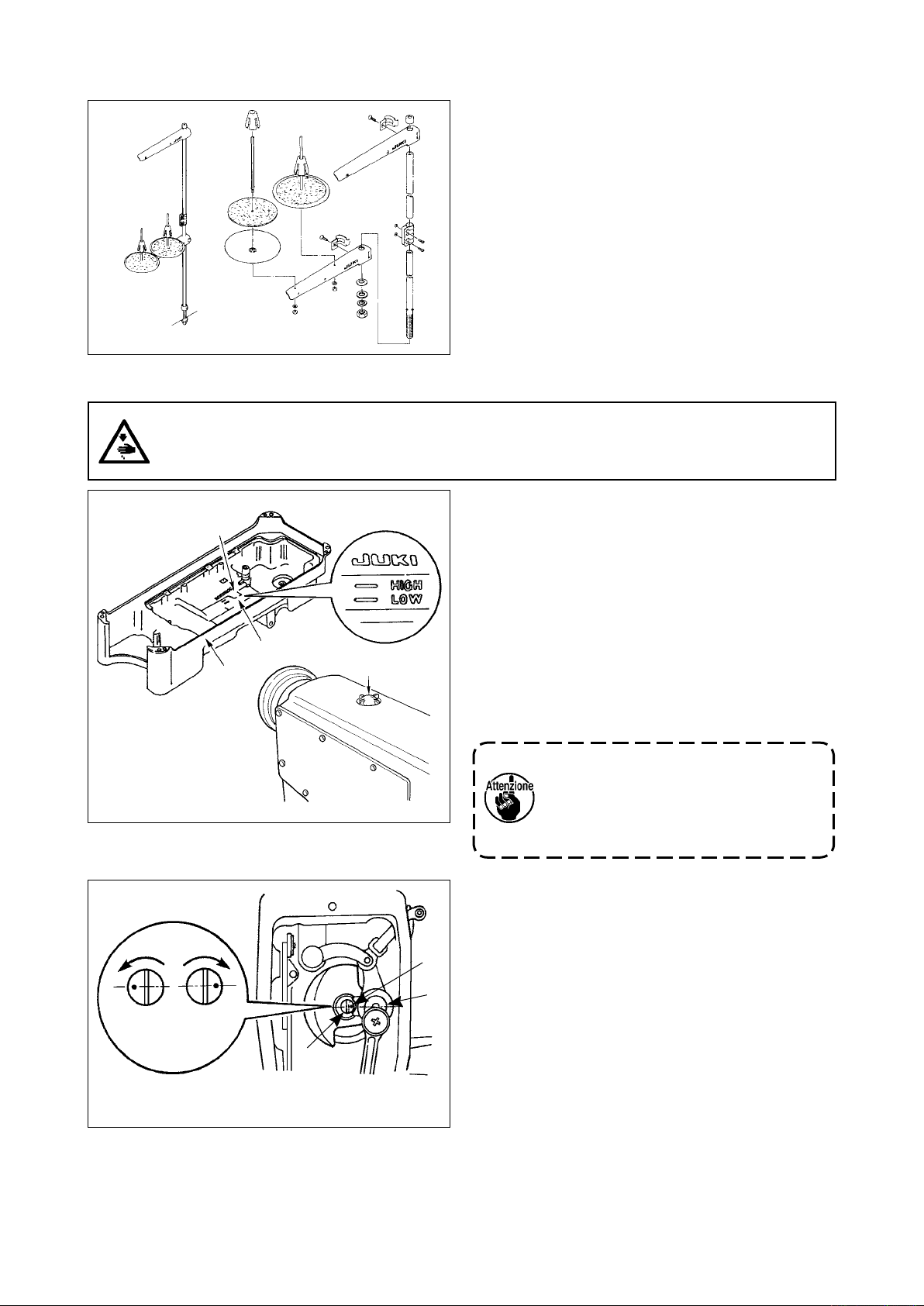
5. INSTALLAZIONE DEL PORTAFILO
6. LUBRIFICAZIONE
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia completamente cessato di ruotare.
A
B
1
2
(1) Informazionirelativeallalubricazione
1)
Riempire la vaschetta dell’olio 1 con Olio JUKI
New Defrix No.1 no al segno HIGH A.
2) Quando il livello dell’olio scende al di sotto del
segno LOW B, rabboccare la vaschetta dell’olio
con l’apposito olio.
3) Ad azionamento della macchina dopo le opera-
zioni di lubricazione, si vedranno spruzzi di olio
attraverso l’indicatore visivo del livello dell’olio 2
se la lubricazione è adeguata.
4) Si tenga presente che la quantità di spruzzi di olio
non è proporzionale alla quantità di olio lubricante presente nella vaschetta.
C
massima
1
B
minima
1
A
Prima di attivare la macchina per cucire
per la prima volta dopo l’installazione o
dopo un lungo periodo di inattività, fare
girare la macchina ad una velocità compresa tra 3.000 sti/min per 10 minuti circa
a scopo di rodaggio.
(2)
Regolazione della quantità di olio fornito
ai componenti della piastra frontale
1)
Regolare la quantità di olio fornito al tiralo e alla
manovella della barra ago 2 girando il perno di
regolazione 1.
2)
2
La quantità di olio diventa minima quando il punto
di riferimento A viene portato vicino alla manovella della barra ago 2 girando il perno di regolazione nel senso B.
3) La quantità di olio diventa massima quando il
punto di riferimento A viene portato alla posizione proprio opposta alla manovella della barra ago
girando il perno di regolazione nel senso B.
– 3 –
Page 6

– 4 –
7.
REGOLAZIONE DELLA QUANTITÀ DI OLIO (SPRUZZI DI OLIO) NEL CROCHET
AVVERTIMENTO :
Prestare molta attenzione nell’effettuare questa operazione poiché la quantità di olio deve essere
controllata facendo girare il crochet ad alta velocità.
Foglio di carta per il controllo della quantità di
1
olio (spruzzi di olio)
25 mm
70 mm
Cartapervericareglispruzzidiolio
Posizionepervericarelaquantitàdiolio
2
(spruzzi di olio)
3 - 10 mm
Fare aderire bene il foglio di carta
alla parete del serbatoio dell’olio.
* Quando si esegue la procedura descritta qui sotto in 2, rimuovere la piastra di scorrimento e fare mol-
ta attenzione che le dita non tocchino il crochet.
1) Se la macchina non è stata riscaldata sufcientemente prima di questa operazione, fare girare la macchina a vuoto per tre minuti circa. (Funzionamento intermittente moderato)
2) Posizionare il foglio di carta per il controllo della quantità di olio (spruzzi di olio) sotto il crochet immediatamente dopo che la macchina ha arrestato di girare.
3) Controllare che il livello dell’olio nel serbatoio dell’olio sia entro la gamma tra “HI” e “LOW”.
4) Il controllo della quantità di olio deve essere completato in cinque secondi. (Controllare il tempo con l’
orologio.)
Esempio indicante la giusta quantità di olio
¡
Spruzzi di olio dal crochet
1) La quantità di olio indicata negli esempi sulla sinistra dovrebbe essere regolata con precisione a
seconda dei processi di cucitura. Fare attenzione a non aumentare/ridurre eccessivamente la
quantità di olio nel crochet.
1mm
Giusta quantità di olio (piccola)
Spruzzi di olio dal crochet
DDL-8700A : 0.5 mm
DDL-8700H,
DDL-8700L : 1 mm
(Se la quantità di olio è troppo piccola, il crochet
corre il rischio di gripparsi (il crochet si riscalda).
Se la quantità di olio è eccessiva, il materiale da
cucire rischierà di macchiarsi di olio.)
2) Regolare la quantità di olio nel crochet in modo
che la quantità di olio (spruzzi di olio) non cambi
controllando la quantità di olio tre volte (sui tre fogli di carta).
2mm
Giusta quantità di olio (grande)
Regolazione della quantità di olio (spruzzi di olio) nel crochet
¡
DDL-8700A : 1 mm
DDL-8700H,
DDL-8700L : 3 mm
1) Girare la vite di regolazione della quantità di olio
attaccata alla bussola frontale dell’albero di movimentazione del crochet nel senso “+” (nel senso
) per aumentare la quantità di olio (spruzzi di
A
olio) nel crochet, o nel senso “–” (nel senso B)
per diminuirla.
B
A
2) Dopo che la quantità di olio nel crochet è stata
correttamente regolata con la vite di regolazione della quantità di olio, fare girare la macchina
a vuoto per 30 secondi circa per controllare la
quantità di olio nel crochet.
Page 7

8. POSIZIONAMENTO AGO
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia completamente cessato di ruotare.
9. INSERIMENTO DELLA BOBINA NELLA CAPSULA
1) Far passare il lo attraverso la fenditura di lo A,
A
e tirare il lo nel senso B.
Con questa operazione, il filo passerà sotto la
molla di tensione e verrà fuori dalla tacca B.
2) Controllare che la bobina giri nel senso della frec-
cia quando il lo C viene tirato.
B
C
10. REGOLAZIONE DELLA LUNGHEZZA DEL PUNTO
– 5 –
Page 8

– 6 –
11. PRESSIONE DEL PIEDINO PREMISTOFFA
29 - 32 mm
12. LEVA ALZA PIEDINO MANUALE
13. REGOLAZIONE DELL’ALTEZZA DELLA BARRA DEL PRESSORE
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia completamente cessato di ruotare.
1) Allentare la vite di ssaggio 1, e regolare l’altez-
za della barra del pressore o l’angolo del piedino
1
premistoffa.
2) Al termine della regolazione, stringere saldamen-
te la vite di ssaggio 1.
Page 9

14. INFILATURA DEL FILO NELLA TESTA DELLA MACCHINA
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia completamente cessato di ruotare.
[DDL-8700L]
DDL-8700
DDL-8700A
DDL-8700H
– 7 –
Page 10

– 8 –
15. TENSIONE DEL FILO
1
A
B
2
16. MOLLA TIRAFILO
1
2
A
B
3
C D
5
1
4
(1) Regolazione della tensione del filo
dell’ago
1) Ruotando il dado tensione del filo 1 in senso
orario (nel senso indicato dalla freccia A) si au-
menterà la tensione del lo dell’ago.
2) Ruotando il dado 1 in senso antiorario (nel senso indicato dalla freccia B), si ridurrà la tensione
del lo dell’ago.
(2) Regolazione della tensione del filo
della bobina
1) Ruotando la vite di regolazione della tensione 2
in senso orario (nel sensor indicato dalla freccia
), si aumenterà la tensione del lo della bobina.
C
2) Ruotando la vite 2 in senso antiorario (nel senso indicato della freccia D), si ridurrà la tensione
del lo della bobina.
(1)
Modicadellacorsadellamollatiralo
1) Allentare la vite di ssaggio 2.
2) Girando il palo di tensione 3 in senso orario (nel
senso A), la corsa della molla tiralo aumenta.
3) Girando il palo in senso antiorario (nel senso B),
la corsa diminuisce.
1
(2) Modifica della pressione della molla
tiralo
1) Allentare la vite di fissaggio 2, e rimuovere il
palo di tensione 3.
2) Allentare la vite di ssaggio 4.
3) Girando il palo di tensione 3 in senso orario (nel
senso A), la pressione aumenta.
4) Girando il palo in senso antiorario (nel senso B),
la pressione diminuisce.
1
17. REGOLAZIONE DELLA CORSA DEL TIRAFILO
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia completamente cessato di ruotare.
BA
1
C
1) When sewing heavy-weight materials, move thread
guide 1 to the left (in direction A) to increase the
length of thread pulled out by the thread take-up.
2)
When sewing light-weight materials, move thread
guide 1 to the right (in direction B) to decrease the
length of thread pulled out by the thread take-up.
3) Normally, thread guide 1 is positioned in a way
that marker line C is aligned with the center of
the screw.
Page 11

RELAZIONE FASE AGO-CROCHET
18.
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia completamente cessato di ruotare.
1
0.04 - 0.1 mm
4
3
A
2
5
B
a
C
D
A
B
(1) Regolare la relazione fase ago-crochet
come segue :
1) Girare il volantino per portare la barra ago al punto più basso della sua corsa, ed allentare la vite
di ssaggio 1.
(Regolazione dell’altezza della barra ago)
2)
(Per un ago DB)
sulla barra ago 2 all’estremità inferiore della
A
bussola inferiore della barra ago 3, stringere
quindi la vite di ssaggio 1.
(Per un ago DB)
sulla barra ago 2 all’estremità inferiore della
C
bussola inferiore della barra ago 3, stringere
quindi la vite di ssaggio 1.
Allineare la linea di riferimento
Allineare la linea di riferimento
(Regolazione della posizione del crochet a)
3)
(Per un ago DB)
crochet, girare il volantino ed allineare la linea di
riferimento B sulla barra ago ascendente 2 all’
estremità inferiore della bussola inferiore della
barra ago 3.
(Per un ago DB)
crochet, girare il volantino ed allineare la linea di
riferimento D sulla barra ago ascendente 2 all’
estremità inferiore della bussola inferiore della
barra ago 3.
4) Dopo aver effettuato le regolazioni sopraccitate
nei passi qui sopra, allineare la punta della lama
del crochet 5 al centro dell’ago 4. Lasciare un
gioco da 0,04 a 0,1 mm (DDL-8700H, 8700L :
0.06 a 0.17mm) (valore di riferimento) tra l’ago
e il crochet, quindi stringere saldamente le viti di
ssaggio nel crochet.
Se il gioco tra la punta della lama del crochet e l’ago è più piccolo del valore speci-
cato,lapuntadellalamadelcrochetsarà
danneggiata. Se il gioco è più grande, ne
risulteranno i salti di punto.
Allentare tre viti di ssaggio del
Allentare tre viti di ssaggio del
ALTEZZA DELLA GRIFFA DI TRASPORTO
19.
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia completamente cessato di ruotare.
1
2
DDL-8700
DDL-8700A
DDL-8700H
DDL-8700L
0.75 - 0.85 mm
0.7 - 0.8 mm
0.95 - 1.05 mm
1.0 - 1.1 mm
– 9 –
Per regolare l’altezza della griffa di trasporto :
1 Allentare la vite 2 della manovella 1.
2 PSollevare o abbassare la barra di trasporto
per effettuare la regolazione.
3 Stringere la vite 2 a fondo.
Selapressionedipinzaturaèinsufciente, il movimento della parte a forcella diventa pesante.
Page 12

– 10 –
INCLINAZIONE DELLA GRIFFA DI TRASPORTO
20.
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia completamente cessato di ruotare.
B
A
Anteriore in alto
a
Anteriore in basso
c
1
1) L’inclinazione standard (orizzontale) della griffa di
a
trasporto si ottiene quando il punto di riferimento
sull’albero della barra di trasporto è allineato al
A
punto di riferimento B sul bilanciere di trasporto
b
d
. (Per la DDL-8700H, il punto di riferimento B
1
si inclina verso l’albero del bilanciere di trasporto
c
di 90°, come standard).
2) Per inclinare la griffa di trasporto con la parte
frontale sollevata al fine di prevenire eventuali
grinze, tramite un cacciavite allentare la vite di
ssaggio e ruotare l’albero della barra di trasporto
Standard
b
Placca ago
d
di 90° nel senso della freccia.
3) Per inclinare la griffa di trasporto con la sua parte
frontale abbassata al ne di prevenire il trasporto
irregolare del materiale, ruotare l’albero della barra
di trasporto di 90° nel senso opposto alla freccia.
(L’inclinazione standard per la DDL-8700H)
Ogni volta che l’inclinazione della griffa
di trasporto viene regolata, l’altezza della
griffa di trasporto sarà cambiata. Perciò,
è necessario controllare l’altezza dopo la
regolazione dell’inclinazione.
REGOLAZIONE DELLA SINCRONIZZAZIONE DEL TRASPORTO
21.
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia completamente cessato di ruotare.
Sincronizzazione
standard del trasporto
1
2
Sincronizzazione
anticipata del trasporto
1) Alletare le viti 2 e 3 sulla cam eccentrico di trasporto 1, spostare la cam eccentrico di trasporto
nel senso indicato dalla freccia o nel senso opposto rispetto alla freccia e stringere le viti a fondo.
2) Per una regolazione standard effettuare le regolazioni in maniera che la supercie superiore della griffa di trasporto e l’estremità superiore della
cruna dell’ago siano a livello rispetto alla supercie superiore della placca ago quando la griffa di
trasporto scende sotto la placca ago.
3) Per anticipare la sincronizzazione del trasporto,
3
Sincronizzazione
ritardata del trasporto
al ne di impedire un trasporto non regolare del
tessuto, spostare la cam eccentrico di trasporto
nel senso indicato dalla freccia.
4) Per ritardare la sincronizzazione del trasporto al
ne di aumentare la chiusura del punto, spostare
la cam eccentrico di trasporto nel senso opposto
rispetto alla freccia.
Fare attenzione a non spostare il cam eccentrico di traspoto troppo lontano, altrimenti ne può risultare la rottura dell’ago.
Page 13

REGOLAZIONE DELLA SINCRONIZZAZIONE DEL TRASPORTO (DDL-8700L)
22.
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia completamente cessato di ruotare.
2
3
B
A
1
Sincronizzazione
standard del trasporto
Sincronizzazione
anticipata del trasporto
Sincronizzazione
ritardata del trasporto
1) Inclinare la testa della macchina ed inserire un cacciavite dal lato inferiore della testa della macchina.
2) Allentare le viti placcate 2 e 3 nel cam eccentrico di trasporto 1, spostare la vite 2 nel senso della freccia, e stringere saldamente la vite 2. Stringere quindi la vite 3.
3)
Per la regolazione standard, regolare in modo che la supercie superiore della griffa di trasporto e l’estremità superiore della cruna siano a livello della supercie superiore della placca ago quando la griffa di trasporto secende
sotto la placca ago.
4) Per avanzare la sincronizzazione del trasporto al ne di prevenire l’irregolarità nel trasporto del materiale,
spostare il cam eccentrico di trasporto nel senso di A.
5) Per ritardare la sincronizzazione del trasporto al ne di aumentare la tensione del punto, spostare il cam eccentrico di trasporto nel senso di B.
• Fare attenzione a non spostare il cam eccentrico di trasporto troppo lontano, altrimenti ne può
risultare la rottura dell’ago.
• Quando si allentano le viti nel cam eccentrico di trasporto, se il cam eccentrico di trasporto non è
regolato correttamente in senso laterale, ne può risultare il sovraccarico della macchina per cucire o
il grippaggio del cam eccentrico di trasporto.
– 11 –
Page 14

PULEGGE MOTORE E CINGUIE
23.
1) Un motore a frizione con l’uscita di 400W (1/2 HP) è usato come il motore standard.
2) Deve essere usata una cinghia a V di tipo M.
3) La relazione tra le pulegge motore, le lunghezze della cinghia e le velocità di cucitura è mostrata nella
tabella seguente :
Puleggia motore O.D.
(mm)
125
120
115
110
105
100
95
90
85
80
75
70
parte No.
MTKP0120000
MTKP0115000
MTKP0110000
MTKP0105000
MTKP0100000
MTKP0095000
MTKP0090000
MTKP0085000
MTKP0080000
MTKP0075000
MTKP0070000
MTKP0065000
Velocità di cucitura (pnt/min)Puleggia motore
50 Hz
5.060
4.850
4.630
4.440
4.250
4.000
3.820
3.610
3.390
3.160
2.950
2.740
60 Hz
5.040
4.780
4.540
4.320
4.000
3.790
3.520
3.260
Lunghezze
cinghia
1118 mm (44")
1092 mm (43")
1067 mm (42")
1041 mm (41")
No.di parte
cinghia
MTJVM004400
MTJVM004300
MTJVM004200
MTJVM004100
Il diametro valido di una puleggia motore è equivalente al diametro esterno meno 5 mm.
*
Il volantino deve girare nel senso antiorario, visto dal lato del volantino. Fare attenzione che il motore
*
non giri nel senso opposto.
– 12 –
 Loading...
Loading...