

Page 1
®
AutoSet 1500
Wintriss Two-channel Load Analyzer
1088500
Rev. C1 June 1998
®
Tech Support Hotline 800-586-8324 8-5 EST
®
Wintriss Controls Group
100 Discovery Way
Acton MA 01720-3648 USA
Phone (978) 264-9550 (800) 586-8324
Fax (978)263-2491
PRINTED IN USA DA45897
www.wintriss.com
Page 2

Thank you for purchasing a Honeywell Wintriss Product. We appreciate your business and want to do
whatever we can to ensure your satisfaction. Wintriss products are built to stay on the job day after day, and
are backed by an ironclad guarantee, international standards approvals, and unbeatable support. Whenever
you need assistance or service, we back all our products with excellent spare parts inventories, training
programs, and prompt repair service. We would like to share with you a list of service options– probably the
largest number of service options offered in the industry.
• Technical Assistance
We offer a toll-free line for technical assistance. Call our Wintriss Technical Support Hotline at
1-800-586-TECH (8324) should you have any questions about your equipment. Our technical staff
is ready to assist you Monday through Friday, 8 a.m. to 5 p.m. EST. In many cases our experienced
technical staff can resolve your inquiry right over the phone.
• Return Authorization
Please call our “800” number for a return authorization (RMA) number to return a product for repair.
Returned goods must arrive freight prepaid. In order to process your return quickly, we ask that you
provide us with the following pertinent information when you call: purchase order number, shipping
address, contact name and telephone number, and product type. The assigned RMA number should
appear on all packages returned to Wintriss Controls Group to ensure prompt service.
At the time of requesting an RMA, you will be quoted a flat-rate repair price for the product you are
returning. We ask that you either fax us a PO for that amount or enclose the PO with the returned
item. This will enable us to ship the item back to you as soon as the repair has been completed. If
the item cannot be repaired or there are additional charges, you will be contacted for approval.
Please be sure to carefully pack all returned items and ship to our Acton, MA location.
• Expedited Repair Program
Rush service providing 48 hour turnaround is available for most products upon request. An Expedite
Fee will be applied to our standard repair rate.
• Board Exchange Program
If your needs are urgent, you can take advantage of our Board Exchange (EX) program. Call our
“800” number between 8 a.m. and 5 p.m. EST and we will send a replacement to you overnight. A
fee does apply to this service. Contact Wintriss Technical Support at 800-586-8324 for details.
• Service Center
Our Service Center for product repairs is located at our headquarters in Acton MA. If your equipment
requires repair, please contact us at 800-586-8324 to obtain a return authorization number.
Nationwide field service is also available. Contact the Wintriss Service Manager at
800-586-8324, ext. 1949 or Wintriss Technical Support group at 800-586- 8324.
• Product Training
We also offer both product training and maintenance/troubleshooting courses at our Acton, MA and
Chicago-area facilities. On-site training is available from the factory or through your local Wintriss
representative.
• Restocking Charge
Returned goods are subject to a 20% restocking charge if returned for credit. The minimum charge
is $50, not to exceed $250 per item.
Whatever the product, we are committed to satisfying you with innovative engineering, quality
construction, reliable performance, and ongoing, helpful support. Call us whenever you need assistance.
Page 3
Changes for Revision C1 of the
AutoSet 1500 User Manual
(1088500)
Revision C1 of the AutoSet 1500 User Manual covers all AutoSet 1500
models.
Change(s) for Revision C1 include:
Label Switch 2 in location figure. (Figure 2-2, Chapter 2)
•
• Designate correct switch for “Zero Set”. (”Zeroing strain links”,
Chapter 3)
PROVIDE IMPORTANT INFO
DURING TROUBLESHOOTING WITH DI TECH SUPPORT!
Whenever you need to contact Data Instruments for technical assistance, be
ready to provide some important information to expedite a resolution to the
problem. Please supply: product name (e.g. AutoSet); model (e.g. 1500 or
1504); type (e.g. standard or plus); and firmware version number (e.g. Vs.
2.00). You can determine firmware version number from the chip on the
processor board (see "location of components" in Chapter 2).
Page 4
Table of Contents
Chapter 1 The AutoSet® 1500.........................................................................1
How AutoSet will benefit your operation..................................................................1
The AutoSet 1500 front panel....................................................................................2
How tonnage is recorded on the AutoSet displays....................................................3
Strain links.................................................................................................................3
Calibration .................................................................................................................3
How AutoSet 1500 works..........................................................................................4
Specifications.............................................................................................................6
Chapter 2 AutoSet 1500 Installation...............................................................7
Mounting the AutoSet control enclosure...................................................................7
Connecting AC wiring and stop circuit .....................................................................8
Mounting and connecting strain links........................................................................12
Connecting AC wires to power source ......................................................................16
Optional wiring connections......................................................................................17
Wiring a remote reset switch to AutoSet (optional)..................................................21
Wiring a strip chart recorder to AutoSet (optional)...................................................21
Final checkout for AutoSet 1500...............................................................................22
Chapter 3 AutoSet 1500 Calibration...............................................................23
Calibration .................................................................................................................23
Types of calibration kits you can use.........................................................................24
How many load cells to use.......................................................................................24
How to begin..............................................................................................................24
Zeroing strain links....................................................................................................24
Setting up and adjusting a Wintriss Load Analyzer (WLA) calibration kit..............26
Setting up and adjusting an AutoSet 1500 calibration kit .........................................29
Calibrating your AutoSet 1500..................................................................................33
Setting up the press..............................................................................................33
Setting full scale tonnage.....................................................................................35
Adjusting AutoSet to read the correct tonnage....................................................37
Linearity check ..........................................................................................................40
Chapter 4 AutoSet 1500 Operation.................................................................41
How to make settings on AutoSet..............................................................................41
Selecting the sample period.................................................................................41
Setting the percent tolerance selector ..................................................................42
Creating setpoints for the job....................................................................................44
When you may want to change the setpoint percentage.............................................................46
When you must recalculate setpoints.........................................................................46
When power is turned off and restored......................................................................46
Disabling AutoSet......................................................................................................46
AutoSet 1500 User Manual i TOC 1088500
Page 5

Table of Contents
Chapter 5 AutoSet 1500 Troubleshooting .....................................................47
AutoSet Alarms..........................................................................................................47
Before you reset AutoSet...........................................................................................47
When AutoSet displays a high setpoints fault...........................................................48
When AutoSet displays an offset error......................................................................49
Resetting AutoSet ......................................................................................................49
AutoSet Troubleshooting...........................................................................................50
When none of the load or setpoint LEDs are displayed ......................................50
When either of the load displays shows no tonnage............................................50
When the tonnage is lower than it should be.......................................................50
What happens when power is turned off and restored.........................................50
Appendix A AutoSet 1500 Panel Mount.........................................................51
Standard Enclosure versus Optional Panel Mount ....................................................51
Preparation for mounting AutoSet using your enclosure.............................................................51
Final assembly ...........................................................................................................51
Appendix B Modification for Selectable Sampling .......................................53
Index .................................................................................................................55
AutoSet 1500 User Manual ii TOC 1088500
Page 6

Table of Contents
How to use this manual
This is the installation and reference manual for AutoSet 1500. It has information about
how to install and use AutoSet 1500 to monitor load.
Chapter 1 introduces you to AutoSet 1500, tells how it works, lists features, and
explains how to use AutoSet.
Chapter 2 is the installation chapter. Use it to install AutoSet 1500 if you are
installing AutoSet yourself. Note that the 1500 processor board has changed. This is
covered in Chapter 2.
Chapter 3 talks about calibration. Read this chapter to calibrate AutoSet properly.
Chapter 4 explains how to use AutoSet. Use it to create and adjust setpoints.
Chapter 5 talks about what happens when AutoSet stops the press and what to do to
remedy the situation. It displays the alarms that AutoSet will provide, explains what
they mean, and how to correct them. This chapter also discusses how to troubleshoot
certain situations that may occur during normal press operation.
Appendix A explains how to install AutoSet 1500 as a panel mount. Mounting and
"cutout" dimensions are provided.
Appendix B is specifically included for specially modified AutoSet monitors with
custom selectable sampling. It explains how to use stroke sampling for 1, 15, 30,
and 60 strokes.
AutoSet 1500 User Manual iii TOC 1088500
Page 7
Table of Contents
Warranty
Data Instruments Inc. (D.I.) warrants that Data Instruments / Wintriss electronic
controls are free from defects in material and workmanship under normal use and
service for a period of one year (two years for Shadow light curtains) from date of
shipment. All software products (PACNet and RSR), electro-mechanical assemblies,
and sensors are warranted to be free from defects in material and workmanship under
normal use and service for a period of 90 days from date of shipment. D.I.'s
obligations under this warranty are limited to repairing or replacing, at its discretion
and at its factory or facility. Any products which shall, within the applicable period
after shipment, be returned to D.I. freight prepaid, and which are, after examination,
disclosed to the satisfaction of D.I., to be defective. This warranty shall not apply to
any equipment which has been subjected to improper installation, misuse,
misapplication, negligence, accident, or unauthorized modification. The provisions
of this warranty do not extend the original warranty of any product which has either
been repaired or replaced by D.I. No other warranty is expressed or implied. D.I.
accepts no liability for damages, including any anticipated or lost profits, incidental
damages, consequential damages, costs, time charges, or other losses incurred in
connection with the purchase, installation, repair or operation of our products, or any
part thereof.
Please note:
It is solely the user's responsibility to properly install and maintain Wintriss controls
and equipment. Data Instruments manufactures its products to meet stringent
specification and cannot assume responsibilities for those consequences arising from
their misuse. SmartPAC, AutoSet load monitors, DiPro 1500, IC Controllers,
ProCam 1500, Sensors, Spectrum Systems, and Wintriss Load Analyzers are not
designed or intended for use as personnel protection devices.
DATA INSTRUMENTS® AUTOSET® 1500
Wintriss® Controls Group USER MANUAL
75 Discovery Way Revision C1
Acton, MA 01720-3648 June 1998
Telephone: (800) 586-TECH (8234) ©1998, Data Instruments Inc.
(508)264-9550
Fax: (978) 263-2491
Internet: http://www.wintriss.com
AutoSet 1500 User Manual iv TOC 1088500
Page 8
Chapter 1
The AutoSet® 1500
Your AutoSet 1500 load monitor from Data Instruments is a simple, easy-to-use load
monitor. It protects your press and dies from overloads without the need to change or
readjust settings from die to die. That is because the AutoSet 1500 creates load limits (or
setpoints) automatically—for any job. You never have to calculate and enter settings
yourself. With AutoSet, you get overload protection, and you are freed from the
repetitive process of calculating and setting new setpoints every time you change dies.
How AutoSet will benefit your operation
AutoSet provides these benefits for any press operation:
1. It identifies machine overloading. AutoSet helps reduce unnecessary wear on
load bearing components.
2. While AutoSet cannot anticipate a bad stroke, it can signal the press to stop
after a bad stroke occurs. This eliminates successive bad hits that can cause
catastrophic damage.
3. Tooling setups are more accurate because of the actual tonnage information
AutoSet provides. The correct information about tonnage can be stamped on
the die shoe, per OSHA regulation 1910.217 (d) (6) (i).
4. AutoSet can detect die malfunctions through tonnage variations and can therefore monitor misfeeds, slug stacking, misuse of stop blocks, increases in material thickness and hardness, broken stripper springs, and broken punches in
the die. AutoSet makes it possible for one operator to monitor several presses
because it stops the press when these malfunctions are detected.
5. AutoSet helps you keep track of tonnage and tool wear so repairs to dies and
punches can be made on a schedule which permits more efficient use of the
press. This results in faster parts production and higher quality parts. You
know the tool is wearing if tonnage increases as the die is used again and
again.
6. AutoSet enables better matching of dies to press capacity since it tells you the
exact tonnage produced for each die. Therefore you can avoid using large capacity presses for smaller jobs.
AutoSet 1500 User Manual 1 Ch 1 1088500
Page 9
AutoSet 1500
The AutoSet 1500 front panel
Tonnage
displays (for
forward or
reverse)
Zero
cam
LED
LEFT
LOAD
ZERO CAM
SETPOINTS
RIGHT
Setpoint
displays
®
1500
RESET
Cover latches
(keylock in between)
Reset button
AutoSet
WINTRISS LOAD ANALYZER
Figure 1-1. AutoSet front panel
Tonnage displays. Three-digit tonnage displays show the tonnage at each strain link.
Tonnage displays flash when an overload occurs.
Setpoint displays. Three-digit setpoint displays show the the upper load limits (or
setpoints). AutoSet creates setpoints automatically based on the load. AutoSet stops the
press if these limits are exceeded.
Reset button. This button has two functions. Pushing it momentarily (less than two sec-
onds) resets AutoSet after it signals an overload and stops the press. When an overload
occurs, the tonnage display for the strain link where the overload occurred will flash.
(Both displays will flash if an overload occurs on both sides of the press.) The press
stops. Once AutoSet is reset, the displays stop flashing. You can once again run the press.
Be sure to check for the cause of the overload first.
Holding the button down for more than two seconds signals AutoSet to recalculate
setpoints the next time the press is started. (This can be done while the press is running.)
To recalculate, the button should always be held down until the numbers in the setpoint
display blink once and change to 120% of the full scale tonnage set on AutoSet.
Complete instructions for using the reset button are in Chapter 4.
Zero Cam LED (optional). Illuminates when the zero cam is closed, generally through top
of stroke.
Keylock. AutoSet 1500 has a lock and key so the cover can be locked. This prevents
unauthorized changes to settings.
Cover latches. The two cover latches keep the AutoSet front panel door firmly closed. To
make settings on AutoSet, you unlock the box and loosen the two latches. Then swing the
front panel door open. All settings are made inside the box.
AutoSet 1500 User Manual 2 Ch 1 1088500
Page 10

AutoSet 1500
How tonnage is recorded on the AutoSet displays
The way AutoSet displays tonnage depends on the full scale tonnage of your press. (You
make the full scale tonnage setting during calibration.)
200 tons or less
If AutoSet is set to a full scale tonnage of 200 tons or less, it displays tonnage up to 100
tons in tenths of a ton ( 5.5, 6.0, 45.5, 90.1, 99.9, etc). Over 100 tons, it displays tonnage
in whole numbers only.
Between 200 and 1500 tons
For presses with full scale tonnage between 200 and 1500 tons, AutoSet displays only
whole numbers for tonnage (5, 10, 200 750, etc).
Over 1500 tons
For presses with full scale tonnage over 1500 tons, you must multiply the displayed tonnage by 10. For instance, a display of 5.5 tons would be 55 tons, a display of 105 tons
would be 1050 tons, and so on. (See "setting full scale tonnage" in Chapter 2 for more
details on how AutoSet displays tonnage.)
Strain links
Strain links are the sensors used by AutoSet to measure press tonnage. Strain links are
mounted to the press frame, or other structural members, where strain is proportional to
load and are wired to AutoSet. Two strain links are used. The strain links convert press
frame deflection into an electrical signal. They detect and measure the forces -- tension or
compression -- acting on the press frame.
When the press is loaded, the strain link is either stretched or compressed. On straight
side presses, strain links measure tension (stretching of the frame). On gap frame presses
(OBI or OBG), strain links can measure either tension (front mounted) or compression
(rear mounted). The tensile (or compressive) force changes the output signal of the
resistance bridge located inside the strain link body. The electrical signal sent to the
AutoSet 1500 is proportional to the force being exerted by the press.
The two strain links provided with the AutoSet 1500 are called differential strain links.
The part number on your links should be 9641601 (30' cable), 9641602 (100' cable), or
9641801 (with Hirschmann connector), depending on the cable length or connector you
choose. Contact Data Instruments before trying to use any other strain link.
Strain link mounting is described in Chapter 2– Installation.
Calibration
AutoSet must be calibrated before use. To calibrate, you first load the press to a certain
tonnage using load cells. You measure tonnage on an independent load monitor you
know will give correct readings. You then adjust the tonnage readings on AutoSet until
they match the tonnage readings of the independent load monitor. Calibration is covered
in Chapter 3.
AutoSet 1500 User Manual 3 Ch 1 1088500
Page 11
AutoSet 1500
How AutoSet 1500 works
AutoSet is so easy to use because it creates and displays load setpoints automatically.
You never have to calculate and enter setpoints.
Once AutoSet is installed and properly calibrated, there are only two settings you have to
make. You set the sample period and a percentage (the percent tolerance setting). The
sample period can be set to 1 or 15 strokes. The percentage tolerance setting tells AutoSet
how high above the load the setpoints should be. The percentages of load you can select
are 2%, 5%, 10%, 15%, 20%, 25%, 35%, 50%, or 100%. Settings are made using a
switch and dial indicator inside the box.
Once selected, these same settings can be used for any die (in most cases). You do not
have to change the setting from job to job. (See Chapter 4 for more details on when
changing settings may be necessary).
AutoSet calculates setpoints automatically based on a sample of the load just like you
would figure out setpoints yourself on paper. Here is how it does it:
1. Once the press is running, AutoSet begins measuring and recording the load (in
tons) at each strain link. It records the load for each stroke in the sample period.
2. After the sample period ends, AutoSet determines the highest load at each strain
link. It ends up with two numbers: the highest measured load at the right strain
link and the highest measured load at the left strain link.
3. It then calculates the setpoints using this formula:
highest measured load on each strain link during sample period +
percentage of load selected = high setpoint.
4. This calculation is performed for both strain links. The results are the setpoints for
each side of the press. See the following example. The setpoints are displayed in
the setpoint displays.
During the sample period (while AutoSet is recording tonnage), setpoints are maintained
at 120% of the full scale capacity of the press. Therefore, AutoSet offers protection from
overloads even during the sample period.
NOTE
AutoSet will not create setpoints greater than
120% of the full scale capacity of the press.
AutoSet will calculate new setpoints when you press the reset button and hold it for two
seconds or more. Afterwards, it will also change setpoints when you change the high
percentage setting switch. Complete instructions for making settings on AutoSet, how to
use the reset button, and a discussion of when you need to change settings is in Chapter
4—AutoSet 1500 Operation.
AutoSet 1500 User Manual 4 Ch 1 1088500
Page 12
AutoSet 1500
Example of how setpoints are calculated
To better understand how AutoSet 1500 automatically creates setpoints, let's look at an
example. Let's say AutoSet is installed on a 50 ton press. The percent tolerance setting is
at 10%, indicating that AutoSet will create setpoints 10% higher than the highest
measured load during the sample period. The sample period is set to 15 strokes.
The press is started. Then the reset button is pushed and held for at least two seconds.
This signals AutoSet to begin the calculation. It also changes the setpoint displays to 30.0
tons each (120% of 25 tons). 25 tons is the full scale tonnage on each side of the press.
Next, the press is run for 15 strokes. The highest measured tonnage on the left is 16 tons
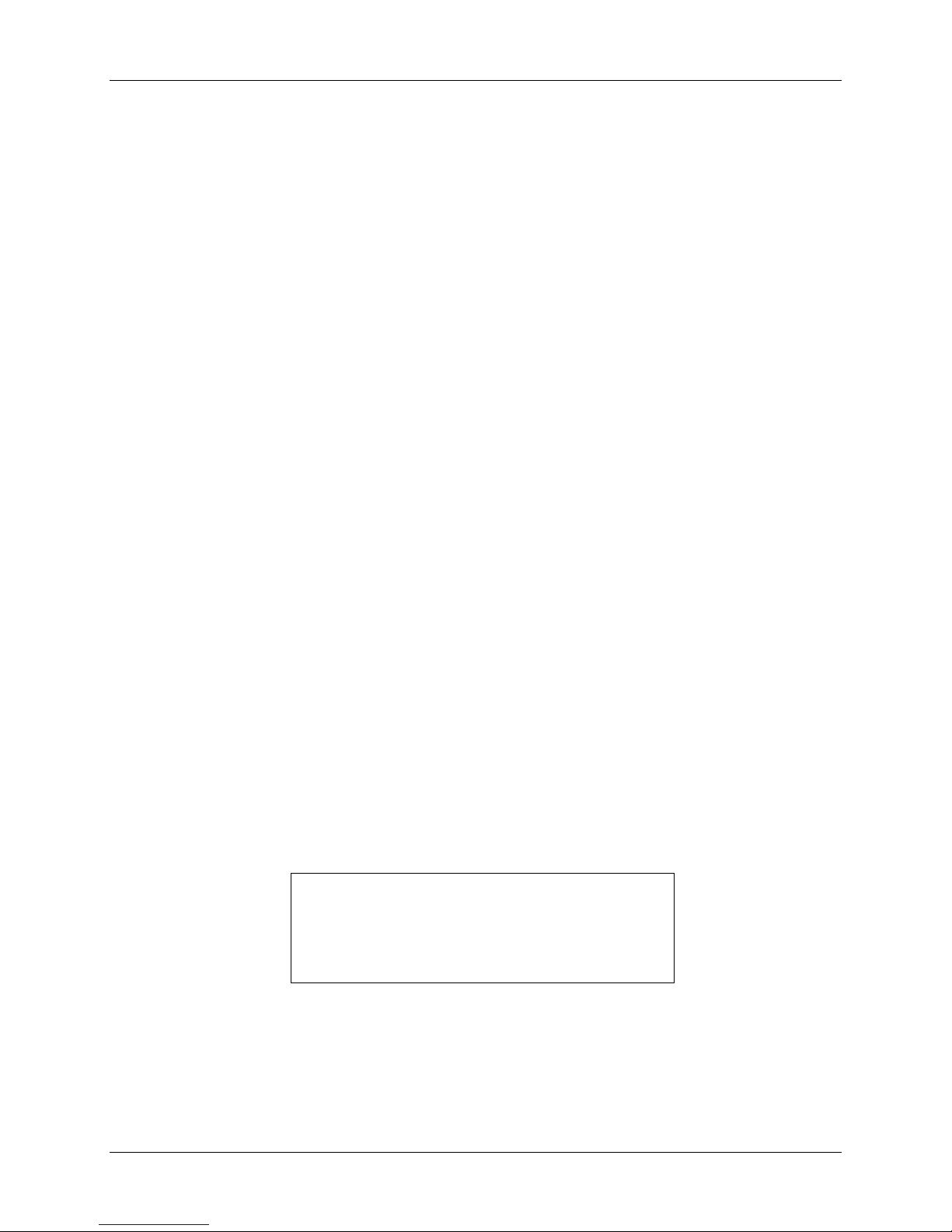
and on the right is 10 tons. See Figure 1-2.
TONS
30
20
10
0
LEFT CHANNEL
30 tons
16 tons
1
23456789101112131415161718
STROKES
17.6 tons
TONS
30
20
10
0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
RIGHT CHANNEL
30 tons
10 tons
STROKES
Figure 1-2. Tonnage produced at each strain link in example.
Highest load is on stroke 7 for left strain link and stroke 5 for right strain link. Tonnage
at far right on each graph is setpoint calculated by AutoSet after sample period.
Instantaneously after the 15 stroke sample period ends, setpoints are calculated as follows:
The setpoint for the left strain link is: 16 tons + (16 tons x 10%)
or 16 tons + 1.6 tons
or 17.6 tons
The setpoint for the right strain link is: 10 tons + (10 tons x 10%)
or 10 tons + 1 ton
or 11 tons
These setpoints are now shown in the setpoint display.
11 tons
Figure 1-3. Setpoints AutoSet created in example.
AutoSet 1500 User Manual 5 Ch 1 1088500
15.1
17.6 11.0
LOAD
RIGHTLEFT
SETPOINTS
RESET
9.6
Page 13

AutoSet 1500
Specifications
Equipment System enclosure 12" x 10.25" x 4"
(30.5 x 26 x 10.2 cm), NEMA 12,
shockmounted
Power 115 or 220 Vac ±15%, 50-60 Hz, 15 W
Operating temperature 32
Relay contact rating 5 amps @ 120 or 240 Vac
Normally open, held closed
Speed To 400 SPM without zero cam,
to 2000 SPM with optional zero cam
Display 2 3-digit .43" (1.1 cm) high for tonnages
2 3-digit .30" (.76 cm) high for setpoints
Strain links (two provided)
Size 3.75" x 1.19" x 0.75" (9.5 x 3 x 1.9 cm)
Cable 30 ft (9.1m) standard, other lengths optional
Drill fixture One provided
o
to 122o F (0o to 50o C)
AutoSet 1500 User Manual 6 Ch 1 1088500
Page 14
Chapter 2
AutoSet 1500 Installation
Installation of AutoSet involves mounting the AutoSet control box and connecting wiring
for power, strain links, and other devices. This chapter covers:
• Mounting the control box
• Connecting AC wiring and stop circuit
• Mounting and connecting strain links
• Connecting AC wires to power source
• Zero cam wiring (In some cases, installation of a zero cam switch is necessary)
• Optional connections.
Mounting the AutoSet control enclosure
IMPORTANT!
If you have a panel mount, go to Appendix A for special installation
instructions, and mounting and cutout dimensions.
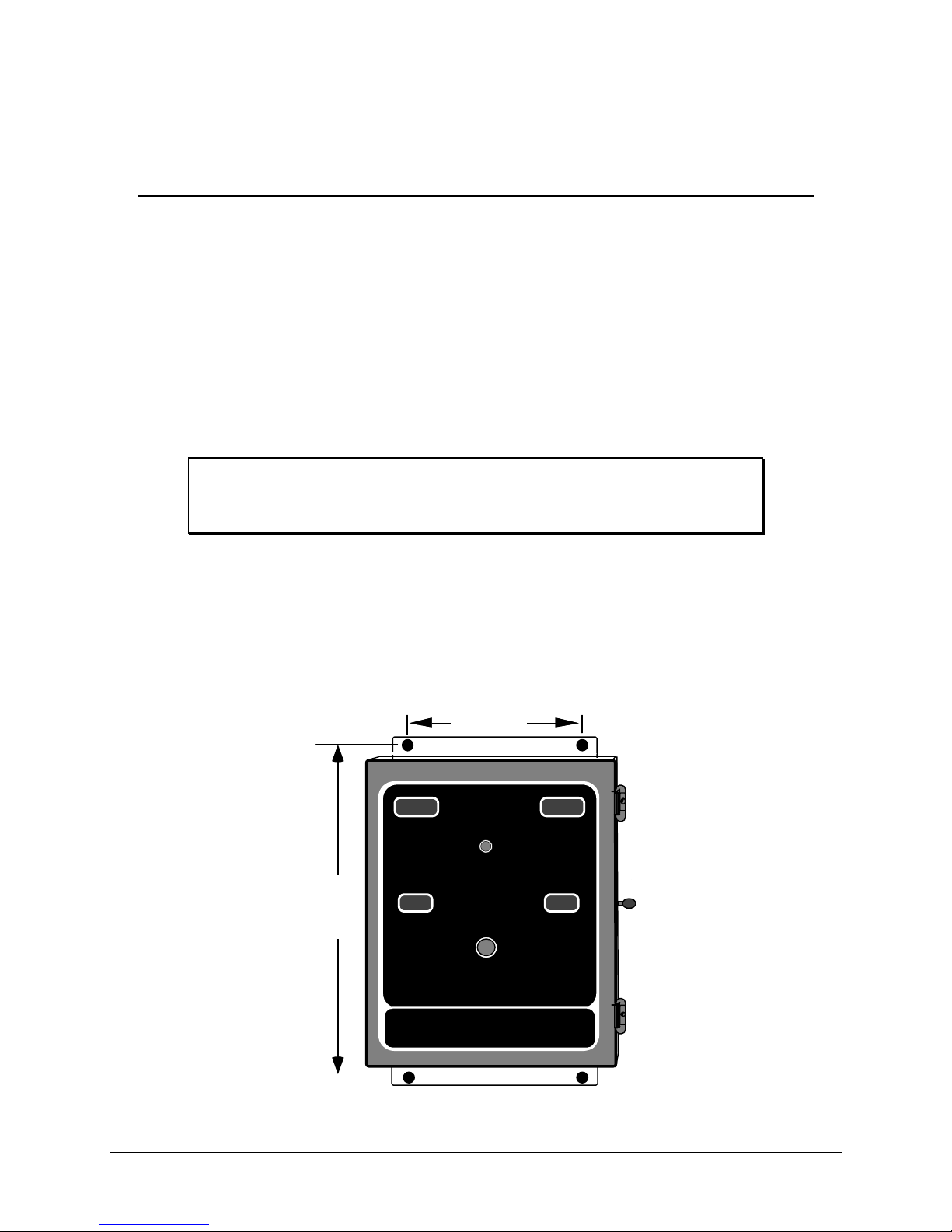
1. Determine a convenient place for the control box. Ideally it should be close to the
press control so operators and setup personnel can easily see the readouts and
reach the reset button. Also make sure the strain link cables will reach to the
mounting site selected. Leave enough room to open the door at least 120°. The
box can be mounted to the press or on a free-standing pedestal.
2. Drill holes for mounting (see dimensions in Figure 2-1). Shockmount studs are
1/4–20. Tap holes (if necessary) and mount the box using the enclosed shock
mounts. Use a No. 7 drill and 1/4–20 tap.
8 (20.32 )
LOAD
LEFT RIGHT
ZERO CAM
12.75
(32.39)
SETPOINTS
RESET
Figure 2-1. AutoSet mounting dimensions
AutoSet 1500 User Manual 7 Ch 2 1088500
AutoSet
WINTRISS LOAD ANALYZER
®
1500
Page 15

Installation
Connecting AC wiring and stop circuit
Wiring connections for AC power and for the stop circuit are on the same connector. To
wire the connector, follow these steps.
WARNING! PREVENT SHOCK!
Disconnect main power before installation. All power to the press, press control,
and other equipment used with the press must be off during installation. Also
"tag out" per OSHA 1910.147 Control of Hazardous Energy (Lockout/ Tagout).
Installation must be performed by qualified personnel only.
1. Determine how you will bring wiring from your 115 Vac power source (or 230V
source if applicable) to the control box. For 115 Vac, you need three wires—high
(black), neutral (white) and ground (green). No. 16 wire is recommended (No. 14
if local codes require it). For 230 Vac, wires are black and red with green or
green/yellow for ground.
2. Determine how you will connect the wires from AutoSet to your press control
stop circuit. You need two wires (No. 16 recommended, No. 14 if local codes require it). You should wire the AutoSet into the top stop circuit to avoid sticking
the press on bottom if AutoSet stops the press due to an overload.
NOTE: Top stop circuits are active only in continuous (automatic) operations on most
press controls. If overload protection is required during inch or single stroke mode,
you may have to install an additional control relay so AutoSet will stop the press.
3. Open the cover of the control box. See Figure 2-2 for a drawing of the inside of
the box. Near the top of the enclosure, you will see a metal cover. This cover
protects the power supply. Remove it by first unsnapping the two white plastic
plugs at the bottom of the cover (pull plug straight up). Then loosen the screw on
top. Remove the cover. You will see the connector for AC power and the stop
circuit at right.
WARNING! SHOCK HAZARD!
Never apply power to AutoSet when the power supply cover is removed.
To prevent shock, always replace the cover before applying power.
4. Find the 115V-230V voltage selector switch. It's just below the power connection
to the left . It is a black rectangular box with a red handle and a cavity in the
middle. At the bottom of the cavity, you should see "115V." This is the factory
setting. This means AutoSet is set for 115 V operation.
If your AutoSet will be used with 230 Vac, push the red handle extending out of
the cavity towards you (away from top of the box). You will see 230 V displayed.
With the switch in this position, AutoSet will only work with 230 Vac power.
5. Run power and stop circuit wires through flexible liquid tight conduit to the box.
The AutoSet box is rated NEMA 12 (protected against dust and oil). You must
use conduit of the same rating and make proper connections to ensure NEMA 12
protection. Wires go through top right knockout hole. Leave a small service loop
inside box.
AutoSet 1500 User Manual 8 Ch 2 1088500
Page 16
Installation
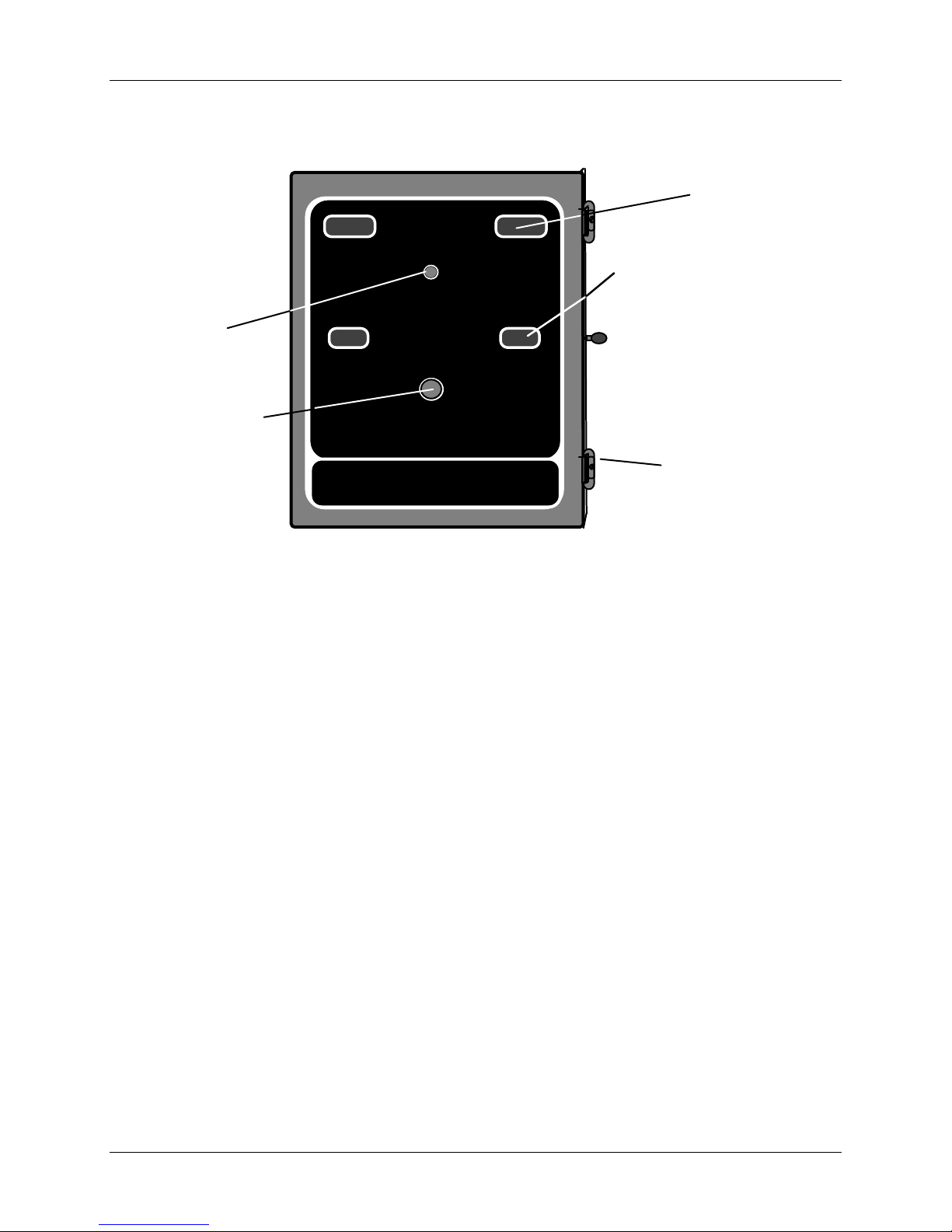
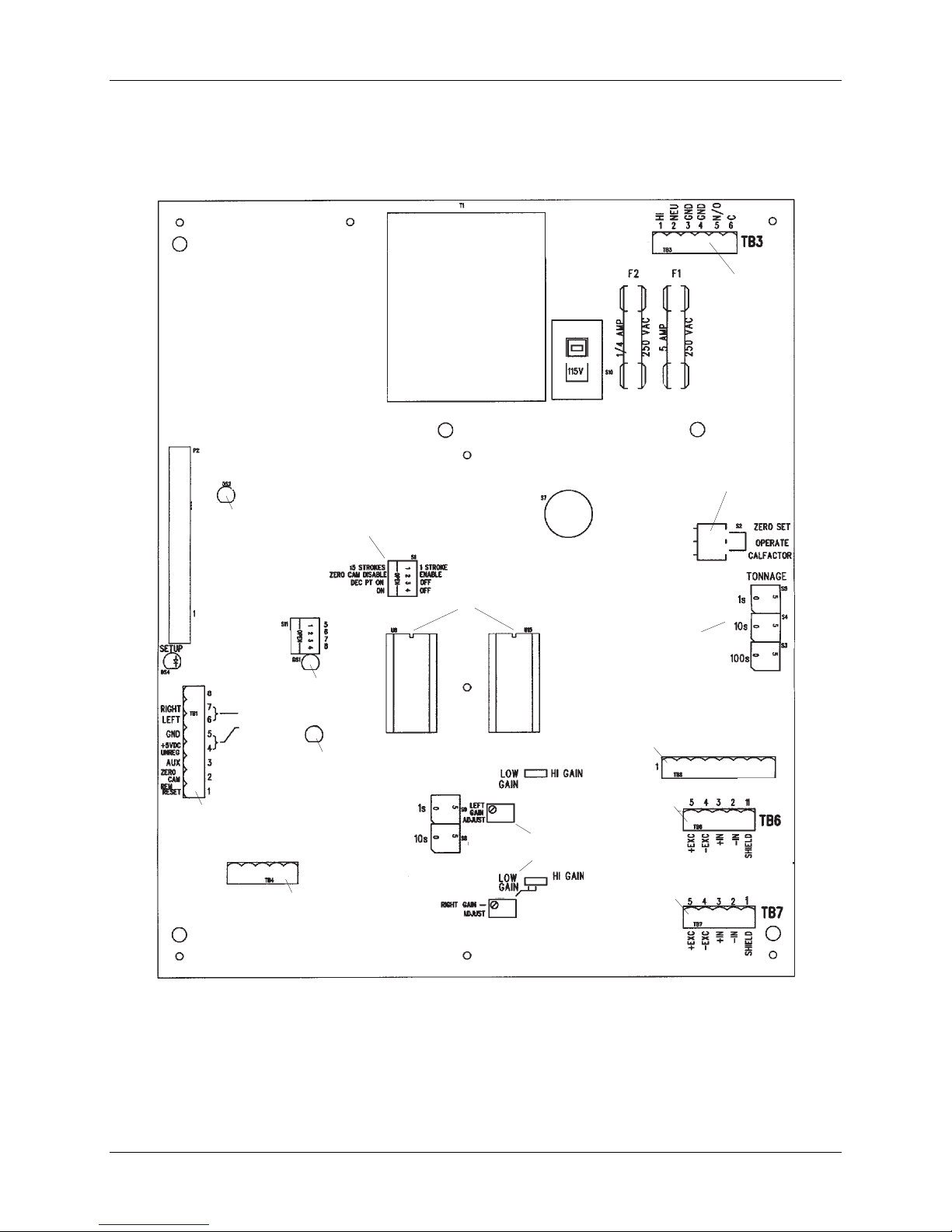
Figure 2-2. Location of components in AutoSet 1500 (important components
shown and labeled)
CAUTION
POWER
POWER
TB3
TRANSFORMER
LINE
STOP CIRC.
FUSES
FOR
CALIBRATION
S2
COMMS
LED
DS2
MODE
SELECTOR
S1
VOLTAGE
SELECTOR
S7
% Tolerance
Selector
SETUP
TB1
Chart
Recorder
Zero
Cam
Power
COMMS
TB4
Zero LED
DS1
Remote Reset
LED
DS3
1
Notch
FIRMWARE
U8 U15
CPU NO.
S9
S8
RAM CHIP
J6
R17
J7
R25
Gain
Settings
Tonnage
Settings
Dialog
Station
TB8
LEFT INPUT
TB6
RIGHT INPUT
TB7
S5
S4
S3
AutoSet 1500 User Manual 9 Ch 2 1088500
Page 17
Installation
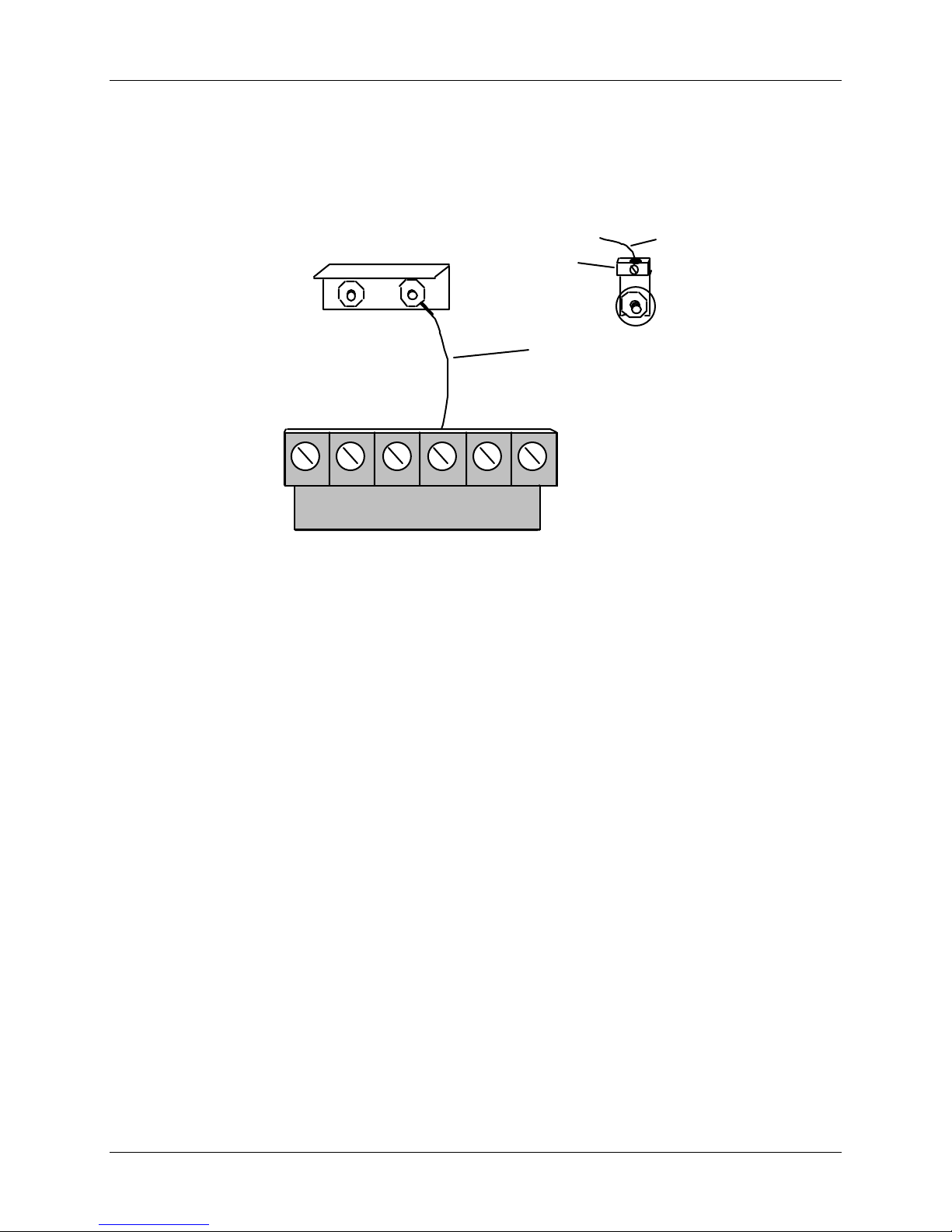
6. First connect the ground (green or green/yellow) wire. It must be connected to the
ground block as shown in Figure 2-3, not to "GND" terminal on the connector.
The ground block is located on the wall of the box at top right. To connect to
ground block, strip ground wire about 1/4" (6.4 mm) from end, loosen screw on
block, slide wire in hole, and tighten screw to pin wire in place.
ground wire (green)
Ground block
Connect ground
(green) wire here.
factory installed
ground wire to
case lug
HI NEU GND N/0 CGND
TB3
12345 6
Figure 2-3. Wiring connector and ground block for AC power and stop circuit.
7. Now find the connector TB3 for the other AC wires and stop circuit. It is at top
right. The connector consists of an L-shaped top section and base. Pull the Lshaped part away from its base. This is the part you will connect wiring to.
NOTE: A ground wire is attached from the connector to a case lug as shown in
Figure 2-3. Leave the ground wire attached to the connector while making
connections. If you remove this wire in order to pull the connector all the way out
of the box, be sure to replace it when done.
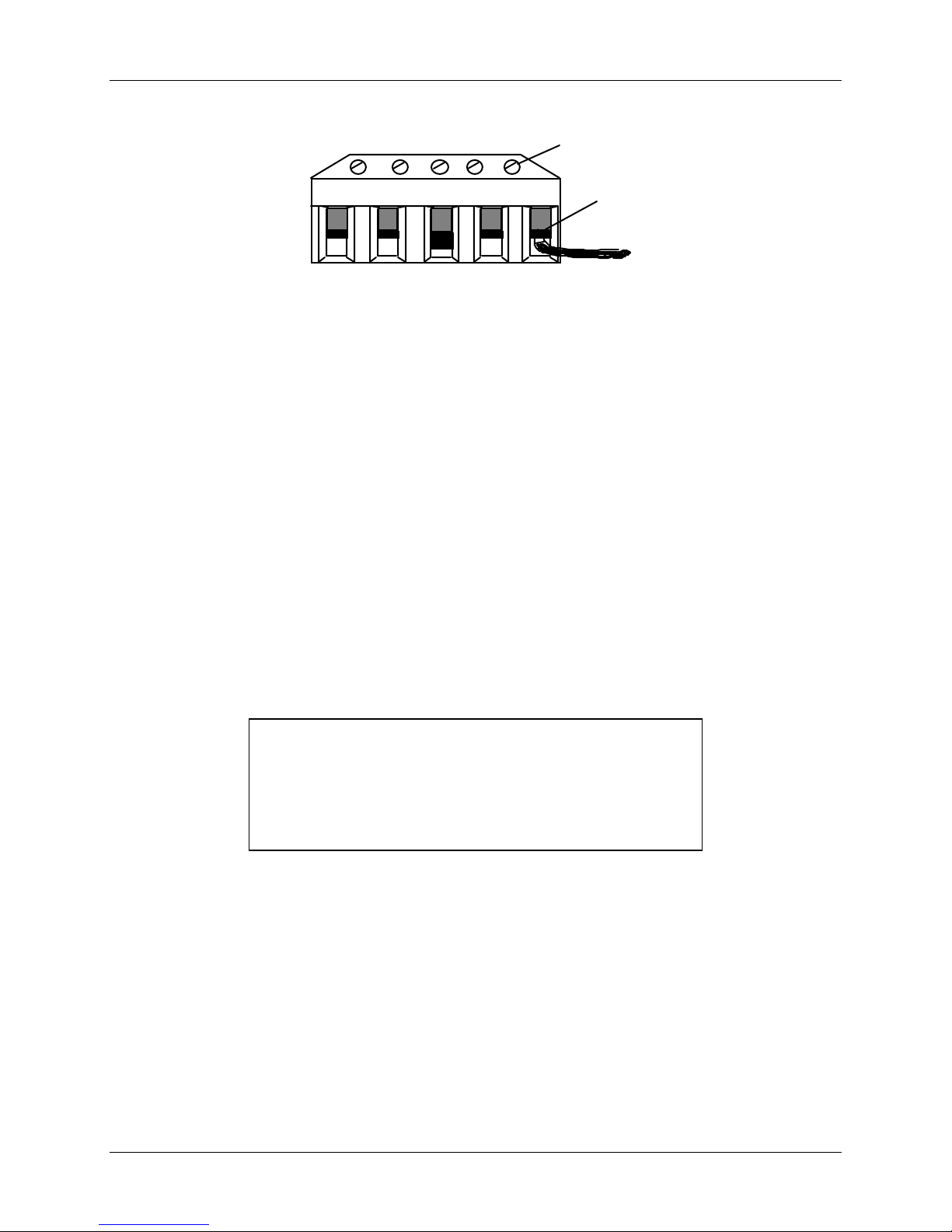
8. Connect wires to the L-shaped top section as shown in Figure 2-3. For 115 Vac,
connect black wire to HI slot and white wire to NEU. (For 230 Vac connect black
wire to HI slot and red wire to NEU). To connect a wire, find the correct slot and
loosen the screw over that slot by turning it counterclockwise (see Figure 2-4).
Strip the correct wire for this slot 1/4" (6.4 mm) from end. Insert bare wire into
slot 90% of the way. Tighten the screw. Metal tooth inside slot will clamp down
on the bare wire for a tight connection. Make sure the metal tooth is clamped
down on the bare part of the wire, not on the insulation. If on the insulation, you
will have a bad connection.
Connect both wires and double check connections when done.
NOTE: The connector can only plug in one way. Make sure you don't start at
the wrong end when connecting AC wires. Put the connector over the base the
way it will plug in and note wire marking next to base before starting.
AutoSet 1500 User Manual 10 Ch 2 1088500
Page 18
Installation
tightening screw
clamps wire in slot
slot for wire
Figure 2-4. Inserting wires into connector
9. Connect one of the wires from the press control stop circuit to the terminals
marked N/O (normally open) and the other wire to C (common). It does not
matter which wire goes to which terminal.
10. Plug the connector back into its terminal. Double check connections with
markings at the connector base to make sure you did not wire it backwards. (Note:
first "GND" from left in Figure 2-3 is not used).
11. Make all necessary conduit connections to ensure NEMA 12 protection.
12. Replace the power supply cover removed earlier. Snap in the white plastic plugs
at the bottom of the cover and tighten down screw at top.
13. Do not connect wires to AC power source until you are done with all other
installation procedures. Also make sure you number all wires in a way consistent
with your press's electrical prints.
WARNING
PREVENT SHOCK
Do not connect AC wires to the power source until
after all other installation procedures are finished.
14. Go on to the next procedure, mounting strain links.
AutoSet 1500 User Manual 11 Ch 2 1088500
Page 19
Installation
Mounting and connecting strain links
The two strain links provided with the AutoSet 1500 are called differential strain links.
The part number on your links should be 9641601, 9641602, or 9641603, depending on
the cable length or connector you chose. If you plan to use other strain links, contact Data
Instruments to find out if they will work with the AutoSet 1500.
To install strain links, follow these steps:
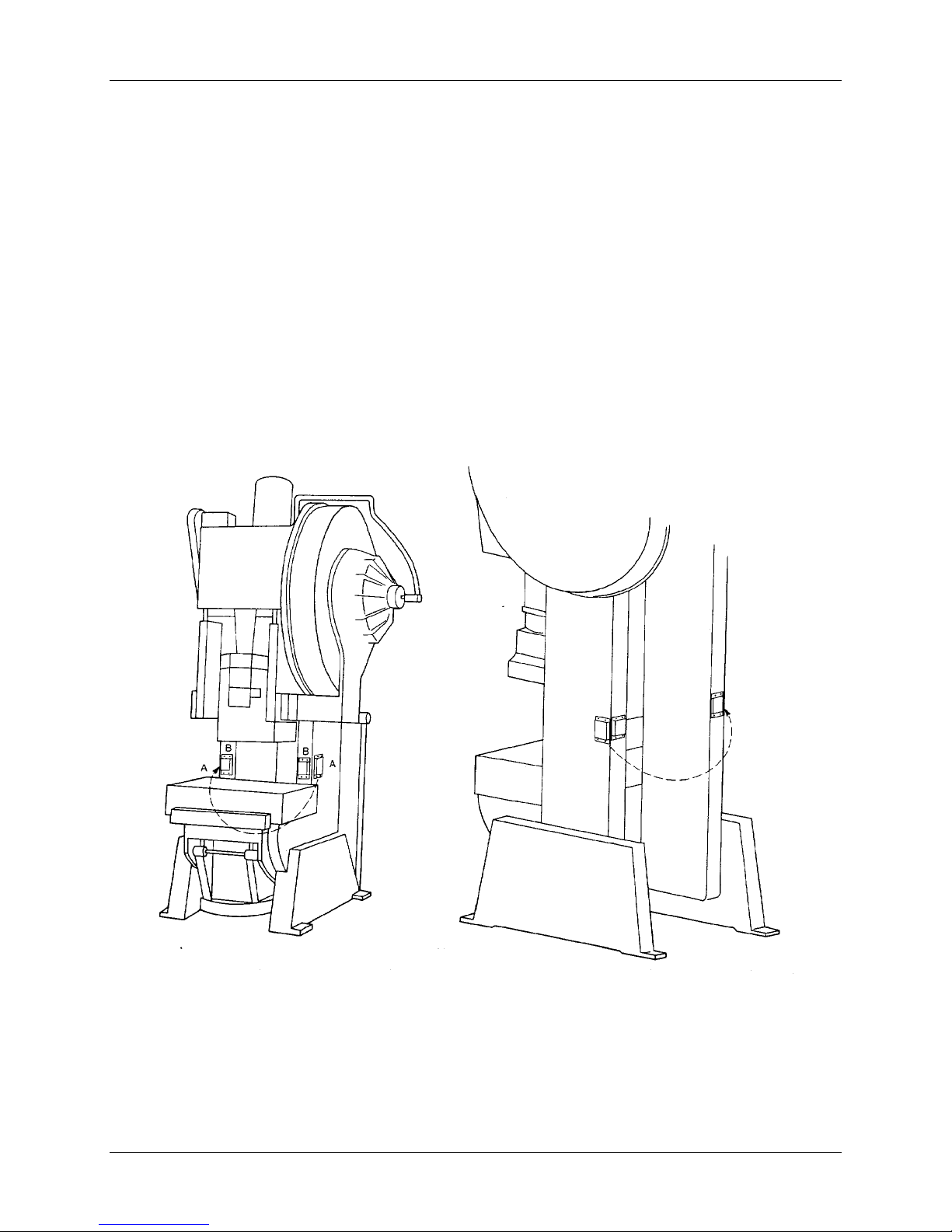
1. Select mounting sites on the press for the strain links. On straight side presses,
strain links are typically mounted on diagonal corners (one on front left, one on
back right). They measure tension (stretching of the frame). For gap frame (OBI
or OBG) presses, strain links can be mounted on the front of the press to measure
tension or on the back of the press to measure compression. Usually mounting on
back is better because the strain links are away from the work area. Typical strain
link locations for most gap frame and straight side presses are shown in Figures
2-5 and 2-6.
D
D
C
C
A – Side of frame (arrow indicates second link D – Rear face of frame (similar to "A" but on rear of
mounted opposite) machine)
B – Front face of frame E – Similar to B but on rear face of frame
(A and B—forward load read as tension) (D and E—forward load read as compression)
Figure 2-5. Strain link mounting options on OBI/OBG presses
AutoSet 1500 User Manual 12 Ch 2 1088500
Page 20

Installation
2. Scrape the frame's surface to remove all paint or plastic filler which will affect
strain link readings. Cast frames may need light grinding to provide a flat surface.
Strain links must be mounted flat
There should be no imperfections, ridges, or cavities on the mounting surface.
Such imperfections will make it hard or impossible to zero the links later and
cause inaccurate tonnage readings.
WARNING
Use caution when determining an appropriate location for each
strain link! Do not mount any strain link under or above a hole
(1" in diameter or larger) on the press column. Avoid mounting
the strain link inside the die area where it would be subjected to
harsh chemicals. If necessary, use a cover to protect the strain
link.
A – Diagonal mounting. Right arrow indicates second
Middle arrows indicate strain links can be
Figure 2-6. Strain link mounting options on a straight side press
AutoSet 1500 User Manual 13 Ch 2 1088500
link mounted diagonally on opposite column.
(Forward load read as tension).
mounted either on front or side of columns when
using other placement methods.
Page 21

Installation
3. Select the area for the first mounting hole. Using a No. 7 drill bit, drill the hole
1/2" deep and bottom tap for a 1/4 x 20 thread.
WARNING
When drilling, make sure the holes are at right angles to
the surface. The strain link will not work if the mounting
holes are cocked or angled.
4. Mount the drill fixture supplied with the strain links, align it, and use the long
strain link screw to tighten it to the frame. Use the big hole in the fixture. The
screw will not fit through the other holes.
5. Using the drill fixture as a guide, drill the three remaining holes.
6. Remove the drill fixture and tap the three holes.
7. Mount the strain link (use semi-permanent Loctite—blue, no. 242 or equiv.—on
the mounting screws). Mark each strain link at the cable end to identify its
position on the press. Mark as "left" or "right."
Leave the mounting screws loose for now. Strain links must be properly zeroed
(set close to a 0 volt electrical output under no load) before mounting screws are
tightened. This zeroing procedure must be done as part of the calibration
procedure in Chapter 3.
Therefore, do not tighten links until you get to that part of the calibration
procedure.
8. Run the strain link cables through flexible conduit to the bottom right knockout
on control box. Use conduit rated NEMA 12.
CAUTION
Do not run strain link wires through the same conduit as power
wires. Strain link wires are sensitive to electrical noise. Separate
conduit will provide protection and shielding.
Plan to leave a service loop inside box. Measure cable for length and cut cable.
Strip outer cable 1" to 2" (2.5 to 5 cm) from end–enough to separate and work
with individual wires. Strip wires 1/4" (6.4 mm) from end.
9. The strain link connectors are at the lower right inside the box. They are marked
"right input" (TB6) and "left input" (TB5). Determine which connector each set of
strain link wires go to.
AutoSet 1500 User Manual 14 Ch 2 1088500
Page 22

Installation
10. Determine the correct wiring connections for your strain links. The way you connect the wires depends on whether you mounted the strain links to read tension or
compression forces on the press. Each wiring scheme is shown in Figure 2-7.
Wiring for tension Wiring for compression
-exc (blk)
+exc (red)
- in (grn)
+in (wht)
shield
+exc (red)
-exc (blk)
+in (grn)
- in (wht)
shield
1234512345
Figure 2-7. Wiring connections for strain links
11. Start with connector TB7 for the right strain link (marked right input). Strain link
connectors are the same L-shaped type as used for the AC wires. Pull the Lshaped top section of connector from base. Make wiring connections in the same
way as for AC wires.
12. Replace the connector. It only goes in one way. Double check connections.
13. Remove connector TB6 for the left strain link (marked left input). Connect wires
from second strain link.
14. Replace the second connector. Double check connections.
15. You are done installing the strain links and connecting them to the AutoSet. Go
on to next section—connecting AC wires to power source.
AutoSet 1500 User Manual 15 Ch 2 1088500
Page 23

Installation
Connecting AC wires to power source
Connect AC wires from the AutoSet control to your AC power source only when you're
finished connecting all wiring inside the control box. If you need to install a zero cam or
plan to make other optional connections to AutoSet (remote reset switch and chart
recorder), go to the sections that follow and do this wiring first. Then connect AC power.
WARNING
PREVENT SHOCK
Make sure main power is off when you connect AutoSet to
main power source.
WARNING
Make sure power supply cover is in place
Make sure you replaced the power supply cover (which fits
over the power supply near the top of the enclosure). The
power supply cover helps prevent shock if you're working
inside the box with power on.
What you should see when power is turned on
After connecting AutoSet to a power source, set switch S2 to "zero", close the cover, and
turn power on. The top LOAD displays should show 0's or other numbers. The bottom
setpoint displays should show either numbers, dashes (- - -) or the numbers "HI" or "LO".
It does not matter what at this point.
If the displays are not active, turn off power to AutoSet. Re-check connections for power
and strain links. Make sure the voltage selector switch is set correctly . Then turn power
on again. Make sure that the displays are active as noted above. If not, and AutoSet has
power, call Data Instruments or your sales representative.
Once all connections are made
Once you've made all connections and AutoSet has power, you are ready to begin
calibration. Calibration is covered in Chapter 3. Go to Chapter 3 and begin the calibration
procedure.
AutoSet 1500 User Manual 16 Ch 2 1088500
Page 24

Installation
Optional wiring connections
The following sections explain other connections you can make to AutoSet. Except for zero
cam wiring (required in some cases), these connections are optional.
The sections below cover:
• connecting a zero cam switch (installing an LMCS)
• connecting a remote reset switch
• connecting a strip chart recorder
Installing a zero cam switch (optional)
There will be instances where you will need a cam switch to signal AutoSet at the start of
each stroke. This signal is called the zero signal. In general, AutoSet zeroes automatically.
However, for high speed presses and for certain other applications, you must install a cam
switch to provide AutoSet with the zero signal. When you may need a zero cam switch is
discussed below.
Zero cam needed for high speed presses
For presses that operate over 400 strokes per minute, a zero cam must be wired to the AutoSet
1500. AutoSet cannot automatically zero itself fast enough at these press speeds. It must
signal AutoSet near top dead center of each stroke. AutoSet will then erase tonnage readings
from the previous stroke and get ready to record readings for the next stroke.
Other conditions when a zero cam is needed
For slower presses, a zero cam is not usually needed. AutoSet has enough time during the
stroke to zero itself automatically. However, in some instances, a zero cam may be needed
even for a slower press. Without a zero cam connected, AutoSet will not read tonnages less
than 5 percent of full scale tonnage. Therefore, if you will be using AutoSet on jobs where
less than five percent of press capacity is used, you will need a zero cam.
There are other instances where a zero cam may be needed. Some presses produce tonnage
over five percent of full scale at the beginning or end of a stroke. For instance, some presses
in single stroke operation will produce tonnages over five percent when they stop at top stop.
Also, some presses in continuous mode produce abnormally high or low tonnage at the
beginning or end of the stroke for the first few strokes only. This tonnage is produced by vibrations (also called ringing) or start-up torque.
A zero cam should be used in these cases. With a zero cam, AutoSet will record tonnage only
during the portion of the stroke when the zero signal is absent (off). When the zero signal is
set on between 240° and 30°, AutoSet will ignore tonnage produced during the beginning or
end of the stroke. Before installing a zero cam, be sure some other condition (loose wires,
improper calibration) is not causing erroneous tonnage readings. Also, do not hesitate to
contact Data Instruments if you need assistance in determining whether to install a zero cam.
AutoSet 1500 User Manual 17 Ch 2 1088500
Page 25

Installation
CORRECT ZERO SIGNAL SETTING
The zero signal must come on approximately at 240° and turn off at 30°. (The
zero signal is a closure to ground. That means during the zero signal the cam
switch must be closed. The closed switch makes a connection between the zero
cam terminal (pin 2) and GND (pin 5) on connector TB1 (see Figure 2-9).
If using a latching magnetic cam switch that uses magnets to turn the switch on
and off, make sure you install the magnets at 240° and 30°. See instructions with
switch for proper installation. Make sure that the zero signal does not turn off
until after top dead center (TDC). For other types of switches (like a Candy
switch), you can set the switch after wiring is complete.
Data Instruments provides a latching magnetic cam switch (LMCS) which you can obtain for
AutoSet. The following steps explain how to install the LMCS and magnets.
How to install the LMCS and magnets
1. Select a mounting site for the LMCS and the magnets so that the magnets rotate
1:1 with the crankshaft of the press. Ideally this is the crankshaft itself. However,
you might also use the pitman above the adjusting screw or a drive shaft to a feed
or other device.
2. Fabricate a bracket to position the LMCS 1/16" to 1/8" from the face of the
magnets. If possible, make the bracket adjustable. To aid in mounting, the
LMCS is supplied with a slotted mounting bracket. These slots are 1.5" apart,
and approximately .1875" (3/16) wide by .75" long. Use size 6-32 hardware and
lock washers. Install the LMCS as shown in Figure 2-8.
3. To mount the magnets, make sure that you use non-magnetic brass or nylon
screws, or epoxy adhesive. The magnets should be installed plastic side up with a
non-ferrous metal screw. It is important not to use a ferrous screw because it could
cause false signals. A brass screw (6-32) is supplied. Use a No. 36 drill and a 632 tap.
NOTE: FOR HIGH-SPEED PRESSES, DI RECOMMENDS THAT YOU USE
THE BRASS SCREW, NOT EPOXY OR NYLON SCREWS TO MOUNT
THE MAGNETS. IF THE EPOXY DOES NOT HOLD OR IF THE
NYLON SCREWS BREAK, THE MAGNETS CAN BECOME
DANGEROUS PROJECTILES.
Position the red magnet so that it closes the cam switch at 240° of stroke. Set the
blue magnet to open the cam switch at 30° of stroke. There should be a dwell of
150° between the two magnets across the top of the stroke, and the switch will be
open during the forming portion of the stroke.
AutoSet 1500 User Manual 18 Ch 2 1088500
Page 26

Installation
Press @ 240°
Red magnet
@ 240°
LMCS sensor
mounted
dead center
150° dwell
Blue
magnet
@ 30°
End View
forward
press
rotation
1/16" to 1/8"
gap between
magnet and
sensor
Crankshaft
Front View
rigid bracket to
press frame.
Red magnet
Figure 2-8. Installing the LMCS and magnets
4. Once the LMCS is installed, you are ready to wire it to the connector for TB1. Open
the AutoSet cover and find connector TB1 at the left center of the box. See Figure 2-9.
Black wire goes to terminal 5 (gnd); white or clear goes to terminal 2 (zero cam); red
goes to terminal 4 (sensor power).
5. Run wires from the cam switch through flexible, liquid-tight conduit to the bottom left
knockout on box. The control box is rated NEMA 12 (protected against dust and oil).
Therefore, you must use conduit rated NEMA 12 and make proper conduit connections
to ensure NEMA 12 protection.
6. Pull connector out of socket. How you wire the switch depends on the type used.
The LMCS will require power. Some other switches are mechanical so you do
not need to apply power to the switch. If you are using a programmable limit
switch (PLS) to supply the zeroing signal, you will not need power for the switch
either. See below for more information.
a. If your switch needs power, make connections to the terminals marked +12
Vdc (pin 4) and GND (pin 5). See the instructions for your switch to make
proper connections.
b. For all switches, connect the zero cam circuit by connecting the switch to the
terminals ZERO CAM (pin 2) and GND (pin 5).
c. Connections are made in the same way as for AC power and strain link
connections (see "Mounting and connecting strain links" and "Connecting AC
wires to power source" in this chapter). Make sure you did not get wiring
backwards due to turning connector the wrong way once removed from
socket.
AutoSet 1500 User Manual 19 Ch 2 1088500
Page 27

Installation
NOTE
Data Instruments' latching magnetic cam switch (LMCS) has no separate ground
connection for the zero signal. The ground for power and the ground for the signal
are the same. Other switches requiring power may be the same. Check instructions
for your switch.
TB1
UNUSED
8
RIGHT
LEFT
GND
+12 VDC
AUX–
OUT
ZERO
CAM
REMOTE
RESET
7
6
5
4
3
2
1
CHART
RECORDER
}
ZERO CAM
POWER
}
Figure 2-9. Connector for zero cam, remote reset and chart recorder
7. Plug the connector back into the socket. It only goes in one way. Verify the wiring.
8. If not done previously, adjust the cam switch so the zero signal comes on at 240°
and turns off at 30° (approximately). In other words, the switch should close to
ground between 240° and 30°.
9. The last thing you need to do is set DIP switch 2 on switch block S1 (refer to
location of components). You must set switch 2 to the right. With a ball point pen
(not a pencil) or your thumbnail, push the switch to the right—to the "zero cam
enable" position. See Figure 2-10. Make sure you push the switch all the way to
the right. Also, if power is on, press and hold the Reset button for at least two
seconds (toggle switch S2 must be set to "operate" before pushing Reset). This
must be done any time the switch is changed with power on. If power is off,
AutoSet automatically resets at start-up.
AutoSet 1500 User Manual 20 Ch 2 1088500
Figure 2-10. Zero cam enable switch.
Page 28

Installation
Wiring a remote reset switch to AutoSet (optional)
A remote reset switch allows you to reset AutoSet without using the RESET button on
the control box cover. A simple normally open momentary pushbutton switch can be
used.
NOTE: You can still use the reset button on AutoSet even when a remote switch is
connected.
To wire in a remote reset switch:
1. Choose a location for the switch and connect wires of appropriate length to it.
2. Run wires through conduit to bottom left knockout. (Use conduit rated NEMA 12
and make proper conduit connections to ensure NEMA 12 protection.)
3. Open the AutoSet cover and find the connector (TB1) for the switch. It is at the
left center of the box.
4. Run wires through the bottom left knockout to connector.
5. Pull the connector out of socket.
6. Connect one wire to pin 1 (RESET) and the other to pin 5 (GND). See Figure 2-9
for connections.
7. Replace the connector.
8. You are done installing the remote reset switch.
Wiring a strip chart recorder to AutoSet (optional)
You can connect a strip chart recorder to AutoSet to graphically plot tonnage produced at
both strain links. The AutoSet outputs for a strip chart recorder are -5V to +5Vdc.
To connect a strip chart recorder:
1. Open AutoSet front cover and find the connector (TB1) for the recorder. It is at
the left center of the box.
2. Run wires through the bottom left knockout. You need three wires. (Use conduit
rated NEMA 12 and make proper conduit connections to ensure NEMA 12
protection.)
3. Pull the connector out of socket. Connect the wire that will record tonnage at the
left strain link to pin 6 (LEFT). Connect wire for right strain link to pin 7
(RIGHT). See Figure 2-9 for connections.
4. Connect third wire to pin 5 (GND).
5. Replace the connector and close cover.
6. Connect wires to chart recorder. Follow manufacturer's instructions for your chart
recorder.
AutoSet 1500 User Manual 21 Ch 2 1088500
Page 29

Installation
Final checkout for AutoSet 1500
CAUTION
The Final Checkout needs to be performed after installation
(Chapter 2), and initialization/calibration procedures (Chapter 3)
have been completed. You should ensure that AutoSet 1500 will
properly stop the press before running parts.
You need to make a few test press runs to ensure that AutoSet 1500 is working properly and
will stop on a fault condition. You will have to load tonnage-related settings and then run a
test tool (refer to Chapter 4 (Operation) for more assistance). Here are the steps for the final
checkout:
• Set a high setpoint % value using the "% High Percent Tolerance Selector" on the
AutoSet board (see location of components - Figure 2-2). For simplicity, program the
high setting at 2% ("position 1" on the selector).
• Run a few parts.
• Check that the press top stops and that an error condition ("HI") flashes on the AutoSet
LED display and the display flashes the strain link input(s) affected.
• If AutoSet 1500 displayed a message but the press did not top stop, there is a problem in
your top stop circuit. Recheck all wiring and trace the cause of the problem. Do not
continue with this procedure until the press top stops when you trip the high setpoint.
• If you got to this step, and everything is working right, clear the error message by
pressing Reset. Change the high setpoint % to a proper value.
AutoSet 1500 User Manual 22 Ch 2 1088500
Page 30

Chapter 3
AutoSet 1500 Calibration
This chapter explains calibration of AutoSet. Calibration means adjusting AutoSet 1500
so tonnage readings are accurate.
After calibration, the tonnage AutoSet displays will indicate the true tonnage applied by
the press. You must calibrate the AutoSet after installation and any time you move the
strain links to a different location on the press, restres the tie rods, or perform major
repair work to the press frame.
The calibration procedure consists of the following general steps:
(1) Zeroing the strain links. This means you adjust the strain links until they provide a
"zero" signalwith no load on the press. Once the strain links are set for 0 tons at no
load, they can properly record the tonnage developed once the press is under load.
(2) Applying a load to the press and measuring this load using load cells and a separate
calibration unit. You can use either another AutoSet calibration kit as the calibration
unit or Data Instruments' Wintriss Load Analyzer (WLA) calibration kit. How to use
both units is described in this chapter.
NOTE: Calibration with a hydraulic jack is also possible, although much less
accurate than load cells. It is also not as easy a procedure as using load cells. Data
Instruments does not recommend hydraulic jack calibration, and it is not covered in
this manual. For more information on hydraulic jack calibration, contact a Data
Instruments service representative.
(3) Setting the full scale tonnage of AutoSet to equal the maximum tonnage capacity of
your press. This lets AutoSet know the highest tonnage it will be recording.
(4) Adjusting AutoSet until its tonnage display agrees with the tonnage recorded on
your calibration unit. Once you do that, your AutoSet is reading the proper tonnage,
and it is ready for use.
The exact procedures for calibration follow.
Calibration
Before starting calibration, make sure the press is adjusted to optimal condition – the
gib/ways adjustment should be correct and the ram should be parallel to the bed and tie
rod tension checked.
Data Instruments recommends calibrating the AutoSet at the tonnage the press will
normally operate. If you usually run between 60-90% of press capacity, for instance,
calibrate at 75% of capacity. For example, if the press is a 100 ton press, calibrate for 75
tons. Do not calibrate at less than 50% of press capacity.
AutoSet 1500 User Manual 23 Ch 3 1088500
Page 31

Calibration
Types of calibration kits you can use
As noted earlier, you must use a separate tonnage monitor with a calibration kit to calibrate
AutoSet. You first connect this tonnage monitor to the load cells. Then you apply tonnage
to the load cells and display the tonnage on this monitor. Finally, you adjust the AutoSet
until it displays the same tonnage. You can use either a Wintriss Load Analyzer (WLA)
with calibration kit or another AutoSet 1500 with calibration kit to read the tonnage applied
to the load cells. How to use each type of calibration kit is described below.
How many load cells to use
Use one load cell (single point calibration) if your press has only one connecting rod. The
load cell is placed under the rod. If your press has two (or more) connecting rods, use at
least two load cells (double point calibration). Both methods are covered below.
How to begin
The calibration procedure is divided into four parts:
• Zeroing your AutoSet Plus
• Setting up and adjusting the Wintriss Load Analyzer (WLA) calibration kit.
• Setting up and adjusting an AutoSet 1500 calibration kit.
• Calibrating your AutoSet 1500
First follow the procedure for setting up and adjusting the calibration unit you are using.
Then go directly to the section titled "Calibrating your AutoSet 1500".
Zeroing strain links
1. Before you can adjust the AutoSet 1500 to the tonnage on your calibration unit,
First, make sure there is no load on the load cells. Move the ram to top dead
2. Make sure the strain link mounting screws are loose. There can be no stress on the
NOTE: If you did not put Loctite no. 242 (or equivalent) on the mounting screws
3. Apply power to AutoSet if not already on.
4. Find the toggle switch S2, which is just above the three tonnage setting switches
5. Start with the left strain link. Remove its two cover screws and pull the cover off.
you have to set the strain links to read zero (0) at no load.
center if not already there.
link. You will zero and tighten links to the frame at the same time. (Remember
you left the strain links loose in the installation procedure—this is why.)
when following the installation procedure, do so now.
at the right side of the board. S2 is labeled “For Calibration” in Figure 2-2.
Switch it to the “Zero Set” position. The displays will be lit. The top load LED
displays will show numbers. The bottom setpoint LED displays will show dashes
or the letters "HI" or "LO."
AutoSet 1500 User Manual 24 Ch 3 1088500
Page 32

Calibration
6. Find the potentiometer for zeroing the link. It is a small cube on the circuit board
with a tiny screw on top as shown below.
circuit board
cover mounting
cable
bracket
adjusting screw on potentiometer
Figure 3-1. Zeroing screw for strain links
7. Turn the screw on the strain link. You will see the numbers in the upper left display
window change. Adjust the display by turning the screw one way or another until the
display reads between ±5. The setpoint display will now show dashes (- - -).
NOTE
If you cannot get the tonnage displays to read between ±5, make sure
strain link connections are tight and connector is firmly seated.
Loose connections can cause the problem. If nothing has worked, the
strain link is not working properly. Contact Data Instruments for assistance.
8. Now begin tightening the strain link screws evenly all around. As you tighten, check the
display. The numbers on the tonnage display will change. When the strain link is fully
tightened (150 inch-pounds), the number on the display must be between ±90.
If the number is not between ±90, loosen and adjust the mounting screws until you get it.
Make sure you get it right. By doing so, you ensure that there is no stress on the link at
no load.
If you cannot get the tonnage displays to read between ±90, you may
have drilled the holes crooked, or there may be some other problem with
the installation. Contact Data Instruments for assistance.
NOTE: At this point, the setpoint display may say "HI" or "LO" or show dashes ( - - -).
Ignore this display for now. A "HI" or "LO" means the setting is still too close to the
outer limits of the range, but we will take care of that in the next step.
AutoSet 1500 User Manual 25 Ch 3 1088500
NOTE
Page 33

Calibration
9. Once the strain link is tight, set the display as close to zero as possible, between ±50. Set
the display by turning the screw on the potentiometer on the strain link, as before. The
setpoint display will now show dashes ( - - -).
10. Replace the strain link cover. You are done zeroing the link.
11. Repeat Steps 5–10 for the remaining strain links.
Setting up and adjusting a Wintriss Load Analyzer
(WLA) calibration kit
Follow the steps below if you are using a Wintriss Load Analyzer 2000. You must obtain
a WLA2000 unit, up to two calibration modules, and up to two load cells and cables.
NOTE
For two load cell calibration: Ignore total tonnage readings displayed on
the WLA during calibration. Use left side reading for left tonnage and
right side reading for right tonnage.
For single load cell calibration: Disregard the total tonnage reading.
Make sure the load cell is centered under the connecting rod. Use the
left side readout and divide it by two for left and right side tonnage
readings.
Follow these steps to set up and adjust the WLA calibration unit:
1. Make sure the power to the Wintriss Load Analyzer is off. Then remove both
signal conditioning modules if installed. These modules are the ones which have
knobs for setting tonnage setpoints and a span adjustment. Loosen the screw at
the bottom of the module and pull it out. (Important: you must remove both
modules.)
2. Insert the calibration modules, which have a large, green Amphenol plug, in place
of the conditioning modules. (For single cell calibration, only insert the left
module.)
3. Remove the display module from the WLA. This is the module with the LED
display for tonnage readings. It is located between the two conditioning modules.
To remove, loosen the screw at the bottom of the module and slide module out.
You will see three dial switches with numbers on them.
For two cell calibration, set the tonnage switches to the sum of the load cell
capacities. For single cell calibration, set the tonnage switch to the load cell
capacity. To set the dial switches, use a screwdriver to aim the pointer at the
number you want. The switch for the most significant digit (the "1" in 100 for
instance) is at the left . When done, replace the display module.
AutoSet 1500 User Manual 26 Ch 3 1088500
Page 34

Calibration
4. Connect the cables to calibration modules—they attach to the front of the
module—and to the load cells. Make sure the left cell is connected to the left
module and the right cell to the right module. For one cell calibration, of course,
you are only connecting one module (the left module).
5. Plug in power cord and turn power on. (If your unit does not have a power cord,
refer to your WLA User Manual for instructions on connecting power.)
6. On the WLA computation module:
Set the mode switch to ZERO.
Set the TENSION/COMPRESSION switch to COMPRESSION.
Set the display switch to LEFT.
7. Use a screwdriver to adjust the span control on the left calibration module until
the display flickers between "00" and "L0."
8. For two cell calibration only:
Set the display switch to RIGHT.
Adjust the right calibration module span control with screwdriver until the display
flickers between "00" and "L0."
9. On the WLA:
Set the mode switch to CALFACTOR.
Set the display switch to LEFT.
Press and release the RESET button.
10. You should now see a number between 170 and 190 on the display.
If no calibration number appears, change the TENSION/COMPRESSION switch
to the opposite position.
If the calibration number is incorrect, stop the calibration procedure. Call Data
Instruments for help.
AutoSet 1500 User Manual 27 Ch 3 1088500
Page 35

Calibration
11. For two cell calibrations, set the display switch to RIGHT.
Press and release the RESET button.
12. You should now see a number between 170 and 190 on the display.
If no calibration number appears, change the TENSION/COMPRESSION switch
to the opposite position.
If the calibration number is incorrect, stop the calibration procedure. Call Data
Instruments for help.
13. On the WLA computation module:
Set the mode switch to OPERATE and the TENSION/COMPRESSION switch to
COMPRESSION.
Press and release the RESET button. Set the display switch to LEFT. The letters
"cA" will now appear in the displays.
14. If not already done, you must connect a switch to the WLA so you can zero it
after every complete stroke. Manually zeroing the WLA is required because it has
no zero cam connected to it which tells it when the press reaches top dead center.
Without a zero signal, the WLA does not know when to clear the readings for one
stroke and display readings for the next. You tell it when by manually zeroing it.
You should zero the WLA after every stroke of the press.
A normally open, momentary pushbutton switch is recommended. Install the
switch between terminals #1 and #4 on terminal TB2. TB2 is on the left end of the
WLA. Remove the screws on the left end panel and remove panel to see TB2. It is
on the edge of the circuit board. Connect the switch. Then re-assemble the end
panel.
15. Press the zero switch you just installed. The letters "cA" will disappear from the
displays and a zero will appear. Note: The status function light on the WLA will
light each time the switch is pressed.
16. You are done setting up the WLA calibration unit. The WLA will now read the
correct tonnage when you apply a load to the load cells. Go to the procedure titled
"Calibrating your AutoSet 1500" to set up the press and calibrate your AutoSet
1500.
AutoSet 1500 User Manual 28 Ch 3 1088500
Page 36

Calibration
Setting up and adjusting an AutoSet 1500 calibration kit
Follow the steps below if you are using another AutoSet 1500 with calibration kit for
calibrating your AutoSet 1500. The kit contains two load cells, calibration modules, and
cables. The steps below tell you how to set up and adjust the AutoSet to display the
correct tonnage applied to the load cells.
1. Find the calibration modules. They are small boxes with cables attached. The end
of each cable has a connector that fits into the strain link connector in the AutoSet
box. These modules also have a connector on the box where the load cell cable
connectors screw in.
2. Swing open the front cover of the AutoSet (the one you are using as the
calibration unit). If your unit does not have a plug, connect power to it as
described in Chapter 1—"Connecting AC power and stop circuit." (Do not
connect the stop circuit.)
WARNING
Make sure power supply cover is in place
If you remove the power supply cover to connect 115 Vac
wires, make sure you put the cover back on. The cover fits
over the power supply near the top of the enclosure. It
helps prevent shock if you are working inside the box with
power on.
3. For one cell calibration, take one calibration module and plug the cable into the
slot marked "left input" in the AutoSet box. This slot is at the lower right hand
corner of the box. The connector goes in one way only. If there already is a
connector plugged into this slot, remove it to plug in the connector to the
calibration module.
For two cell calibration, also plug the other calibration module into the slot
marked "right input."
For one cell calibration, you must attach a jumper wire to the connector on the
unused channel. So pull out the connector from the right input slot. If there is no
connector in this slot, you will have to put one in. Put a jumper wire between slots
2 and 3 (see Figure 2-7 in Chapter 2). Plug connector back in slot. This connector
should have no other wires attached to it.
NOTE: You can use either the right or left input for one cell calibration. We will
use the left in this procedure. The unused connector in the other slot must have
the jumper wires connected.
AutoSet 1500 User Manual 29 Ch 3 1088500
Page 37

Calibration
4. Get the load cells you are using (one or two). Screw the connector on each load
cell cable into the connector on the calibration module.
5. Plug in your AutoSet calibration unit if you have not done so. If your unit does
not have a plug, connect wiring to an AC outlet, then apply power. Make sure
power at outlet is off before connecting wires.
WARNING
PREVENT SHOCK
If your AutoSet does not have a plug and you wire it to a power
source, make sure power at that outlet is off before you connect the
wires.
6. Check the AutoSet displays. Once AutoSet has power, the displays will show
numbers, dashes, or letters (it does not matter what at this point). Recheck all
connections if displays do not light up.
7. Familiarize yourself with the location of the switches and dials inside the box. See
Figure 2-2 in Chapter 2 for a drawing of the components inside the box.
8. You must set the full scale tonnage on the AutoSet calibration unit to 2 times the
tonnage of one load cell. Even if you are using two load cells, you still set this
number to 2 times the tonnage of 1 load cell.
Determine the number you will use for your setting. Here are two examples of
how to determine the correct number:
Example 1. You are using one 100 ton load cell for calibration. The full scale
tonnage must be set to 200.
Example 2. You are using two 100 ton load cells for calibration. The full
scale tonnage must be set to 200.
9. Set full scale tonnage as follows:
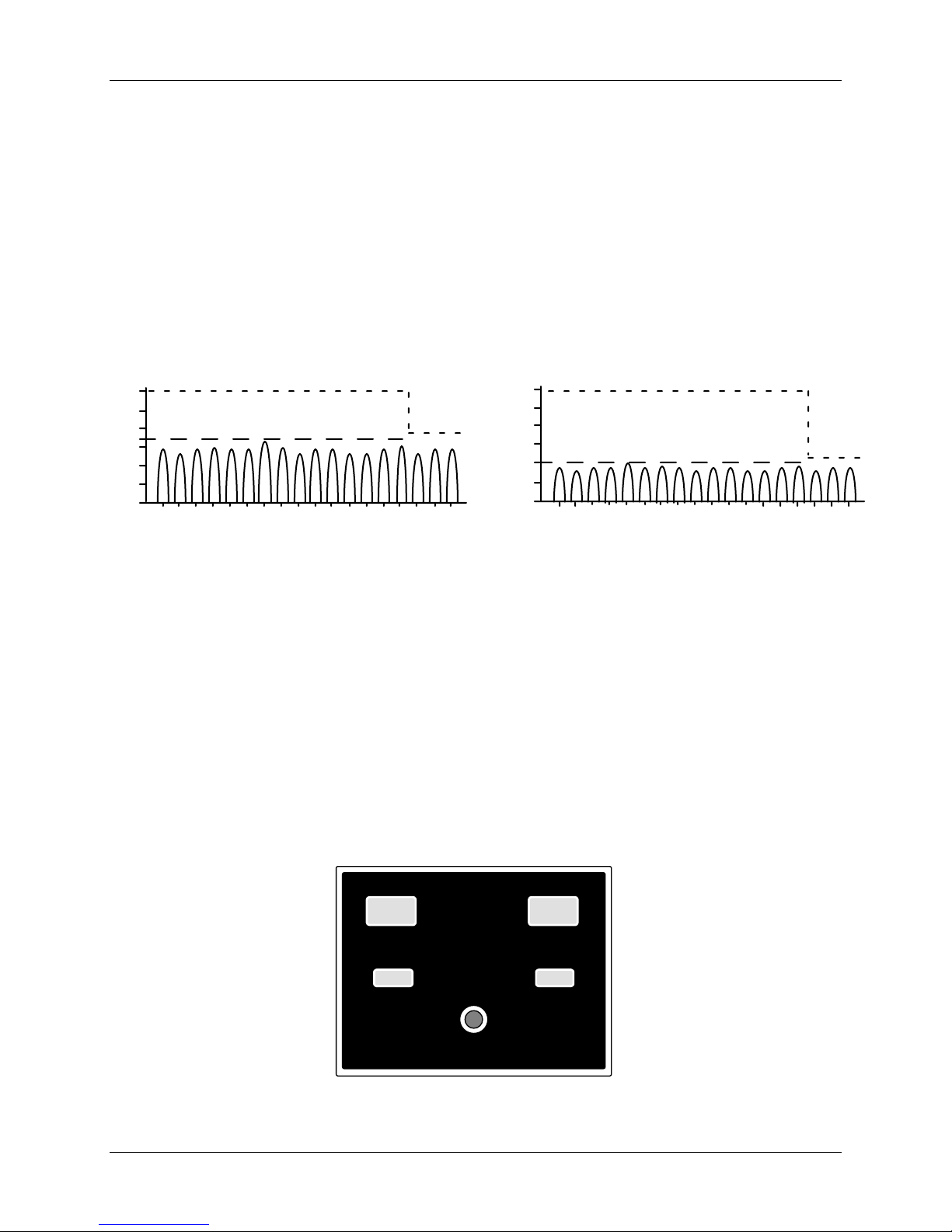
Find the three blocks in a column with white dials on them. See Figure 3-2. They
are at the right middle of the box.
Figure 3-2. Blocks for setting full scale tonnage on calibration unit
AutoSet 1500 User Manual 30 Ch 3 1088500
Page 38

Calibration
The blocks are labeled 100's, 10's and 1's (for the 100's digit, 10's digit and 1's
digit in a number). These labels tell you how to dial in your number. For instance,
if your number is 250, you would set the blocks like this: 100's = 2, 10's = 5, 1's =
0. If your number is 50, you would do this: 100's = 0, 10's = 5, 1's = 0.
You set tonnage by turning the dial screw on each block until the arrow points at
the right number. Set your number on the calibration unit as instructed below:
If you are setting a number from 1 to 999
Set the 100's, 10's and 1's digits to the number. For load cells under 200 tons,
AutoSet will display tonnage in tenths of a ton (15.5 20.0, 99.9, etc) up to 100
tons. For 200 tons and above, AutoSet displays tonnage in whole numbers
only.
NOTE: Make sure the decimal point switch (No. 3 on S6) is set to the "on"
position. See Figure 3–2. If not set to "on", push switch all the way to the left
with a pen or your thumbnail.
If you are setting a number between 1000 and 1500
Leave out the least significant digit when setting the switches. For instance
1500 would be set as "1", "5", "0"—the same as if you were setting full scale
tonnage to 150 tons. You must also set DIP switch number 3 on Switch block
S6 to the closed position (decimal point off). Switch block S6 is located below
the full scale tonnage switches. See Figure 3-3. With a ball point pen (not a
pencil) or your thumbnail, push the switch to the right (away from the OPEN
position). Make sure you push it all the way to the right. This allows AutoSet
to display accurate readings within the 1000 to 1500 tonnage range.
NOTE: Changing this switch shuts off the decimal point. Tonnage will
only be displayed in whole numbers.
Figure 3-3. Setting decimal point switch on calibration unit
If you are setting a number more than 1500
Leave out the least significant digit when setting the switches. For instance
2000 would be set as "2", "0", "0"—the same as if you were setting full scale
tonnage to 200 tons. When your setting is greater than 1500, you must
multiply all tonnage readings on your displays by 10. For instance, 15.5 tons
would be read as 155 tons. A display of 150 tons would be read as 1500 tons.
NOTE: Make sure the decimal point switch (No. 3 on S6) is set to the "on"
position. See Figure 3–2. If not set to "on", push switch all the way to the left
with a pen or your thumbnail.
AutoSet 1500 User Manual 31 Ch 3 1088500
Page 39

Calibration
10. Turn power to AutoSet off, then back on. This must be done to reset the unit after
changing the tonnage switches. (Also resets decimal point if decimal point switch
was changed.)
11. Find the toggle switch marked S3. It is next to the "percent tolerance selector"
just above the strain link connectors. Set the switch to "zero." Look at the tonnage
displays. For one cell calibration, the number on the left display must be between
±50. For two cell calibration, the number on both displays must be between ±50.
If the numbers are not within this range, there is a problem with your calibration
unit. Call Data Instruments for assistance.
12. Set toggle switch S3 to "calfactor."
13. Find the potentiometers for setting gain. They are small blocks labelled R17 and
R25 at the bottom center of the box. A tiny screw protrudes from the upper left
corner of each block.
Figure 3-4. Gain potentiometer for setting calfactors on calibration unit
14. Find the block marked R17 (top block). This controls the left display. Turn the
screw one way or another until the left tonnage display reads 157 ±2. For two cell
calibration, adjust the right display as well. Turn the screw on block R25 (bottom
block) until the right display reads 157 ±2. To calibrate the press in metric tons,
set the calfactor to read 173 ±2.
15. Set the toggle switch to "operate." The tonnage displays should now show 0 tons.
16. Find the percent tolerance selector near the bottom right of the box (see Figure
2-2). Turn the dial until the pointer is at 0. Press the reset button and hold for at
least two seconds until the displays flash.
Setting the percent tolerance selector to 0 disables AutoSet's automatic setpoint
function. Some numbers will appear in the setpoint displays after the unit is reset.
Ignore these numbers. You only use the tonnage displays on your calibration unit.
17. You are done setting up the AutoSet calibration unit. It will now read the correct
tonnage when you apply a load to the load cells. Go to the next procedure—
"Calibrating your AutoSet 1500."
AutoSet 1500 User Manual 32 Ch 3 1088500
Page 40

Calibration
Calibrating your AutoSet 1500
Whether you are using the AutoSet 1500 or the WLA calibration kit, the unit should now be
set up so it will read the correct tonnage applied to the load cells. Follow the steps below to
set up the loads cells on the press and calibrate the AutoSet 1500 installed on your press.
Setting up the press
1. Make sure that the die is removed from the press and that any bolster/bed
openings or ram holes are covered with a plate or plates rigid enough to prevent
flexing. Data Instruments strongly recommends using 1" to 2" thick steel plates
(parallels) above and below the load cells to more evenly distribute the load on
2. Bring the ram to bottom dead center and turn off the power to the press. The press
3. Place the load cell (or cells) and parallels under the connecting rod(s). Make sure
4. Turn on the press and cycle the press through one stroke.
5. Use the shut height adjustments to lower the ram 0.003" or 0.004" (0.076–0.102
the bed and ram. This helps to improve calibration accuracy and linearity.
must be at 180°. Use a dial indicator if necessary.
they are centered under the connecting rods to ensure even load distribution on
the press frame.
mm) on successive strokes until the readout on your calibration unit indicates that
contact on the load cell(s) is being made at bottom dead center.
NOTE: DO NOT STOP THE RAM ON THE LOAD CELLS. ALWAYS CYCLE THE
PRESS THROUGH A COMPLETE STROKE.
NOTE
If you are using the Wintriss Load Analyzer (WLA) as your
calibration unit, you should zero it after every complete stroke using
the switch you installed on the WLA calibration kit earlier.
You do not have to zero the AutoSet calibration unit.
6. Determine the load you should put on the press. Tonnage on the load cells should
be equal to the tonnage normally used when making parts. For example, if you
usually run between 60–90% of press capacity, then set the press at 75% of
capacity. This will give you the most accurate tonnage readings within this range.
In any case, make sure that you set tonnage to greater than 50% of press capacity.
Also make sure the capacity of the press is not exceeded.
AutoSet 1500 User Manual 33 Ch 3 1088500
Page 41

Calibration
7. Adjust the ram downward and cycle the press. Check the tonnage displays on
your calibration unit. Keep cycling the press and adjusting the ram downward
until you are at the tonnage you want.
WARNING
Do not stick press on bottom
Do not overload the press by bringing the ram too far down at
once. You may stick the press on bottom! Bring the load up
gradually. Load cells are extremely stiff compared to normal
material used for making parts. Unlike softer material, they
provide no compressive cushion to bring the ram through
bottom dead center if you over-adjust.
For two cell calibration, check the left and right load cell readouts. Make sure
they display equal tonnage ± 2%.
If one load cell reading is not equal to the other, add shim stock to the load cell
that shows the lower tonnage. Cycle the press. Recheck tonnage. If tonnage is still
not equal, add more shim stock until tonnage is equal.
8. When tonnage is correct, lock the shut height adjustment.
9. Check to make sure the load cells, shims, and parallels will not move during
calibration. If using the WLA as the calibration unit, zero it first, then recheck tonnage.
If using the AutoSet calibration kit, recheck tonnage (no zeroing is required). See if
there has been a decrease in tonnage on the load cells. If so, re-adjust the press to the
correct tonnage. Be sure to lock the shut height again if you had to adjust tonnage.
10. Your calibration unit should now display the tonnage you are using for calibration.
Your objective from this point on is to adjust the AutoSet so it reads the same
tonnage as displayed on the calibration unit. At this point, your AutoSet and strain
links must be installed (as described in Chapter 2) with all wiring completed.
Open the front cover of the AutoSet control box. If necessary, familiarize yourself
with the location of the switches and dials you see inside the box.
NOTE
Figure 2-2 in Chapter 2 is a drawing of the components. If necessary, use it to
locate the dials and switches which will be mentioned in the following steps.
AutoSet 1500 User Manual 34 Ch 3 1088500
Page 42

Calibration
Setting full scale tonnage
1. Determine the full scale tonnage for your press. Full scale tonnage is the rated
capacity of the press (2000 tons, 1500 tons, 100 tons, 20 tons, etc.)
2. Find the three rotary switches in a column with white dials on them. See Figure 3-5.
They are at the right middle of the main board. These are the settings for full scale
tonnage.
Figure 3-5. Blocks for setting full scale tonnage
3. You set tonnage by turning the dial screw on each switch until the arrow points at
the right number. The dials are factory set to 100 tons.
The switches are labeled 100's, 10's and 1's (for the 100's digit, 10's digit and 1's
digit in a number). These labels tell you how to set tonnage. For instance, you
would set tonnage for a 150 ton press like this: 100's = 1, 10's = 5, 1's = 0. For a
20 ton press, you would do this: 100's = 0, 10's = 2, 1's = 0.
Set full scale tonnage of your press as instructed below:
When full scale tonnage is from 1 to 999
Set the 100's, 10's and 1's digit to the tonnage of your press. For presses under
200 tons, AutoSet will display tonnage in tenth's of a ton (15.5 20.0, 99.9, etc)
up to 100 tons. For presses 200 tons and over, AutoSet displays tonnage in
whole numbers only.
NOTE: Make sure the decimal point switch (No. 3 on S6) is set to the "on"
position. See Figure 3–5. If not set to "on", push switch all the way to the left
with a pen or your thumbnail.
When full scale tonnage is between 1000 and 1500
Leave out the least significant digit when setting the switches. For instance
1500 would be set as "1", "5", "0"—the same as if you were setting full scale
tonnage to 150 tons. You must also set DIP switch number 3 to the closed position (decimal point off). This is the third switch on switch block S6 located
below the full scale tonnage switches. See Figure 3-6. With a ball point pen (not
a pencil) or your thumbnail, push the switch to the right (away from the OPEN
position). Make sure you push it all the way to the right. This allows AutoSet to
display accurate readings within the 1000 to 1500 tonnage range.
AutoSet 1500 User Manual 35 Ch 3 1088500
Page 43

Calibration
NOTE: Changing this switch shuts off the decimal point. Tonnage will only
be displayed in whole numbers.
Figure 3-6. Switch block S6 showing decimal point switch
When full scale tonnage is more than 1500 tons
Leave out the least significant digit when setting the switches. For instance,
2000 would be set as "2", "0", "0"—the same as if you were setting full scale
tonnage to 200 tons. For presses over 1500 tons, you must multiply all readings
by 10. For instance, 155 tons would be displayed as 15.5 tons. 1500 tons would
be displayed as 150 tons.
NOTE: Make sure the decimal point switch (No. 3 on S6) is set to the "on"
position. See Figure 3–5. If not set to "on", push switch all the way to the left
with a pen or your thumbnail.
4. Turn power to AutoSet off, then back on. This must be done to reset the unit after
changing the tonnage switches. (Also resets decimal point if decimal point switch
was changed.)
AutoSet 1500 User Manual 36 Ch 3 1088500
Page 44

Calibration
Adjusting AutoSet to read the correct tonnage
1. Now you are ready to make the all-important adjustments so the tonnage
displayed for each strain link reads the same as on your calibration unit.
Turn toggle switch S3 to "operate."
2. Find the two potentiometers for setting gain at the bottom center of the AutoSet box.
They are the two small blocks with a tiny screw protruding from the upper left
corner of each block. (See Figure 2-2). You adjust the tonnage by turning this screw.
Figure 3-7. Potentiometer for setting gain
3. Start with the left strain link. The gain potentiometer (R17) on top (in line with
the left strain link connector TB6) adjusts the gain for this strain link. First take a
look at the jumper (J6) above R17 (see Figure 2-2 for exact location). It should be
set to the left (in other words, the right pin of the jumper connections will not be
covered by the jumper block). See Figure 3-8. This jumper setting is the low gain
setting. If necessary, you will need to move the jumper to the high gain setting
later. For now, make sure the jumper is at the low gain setting.
Figure 3-8. Jumper position for low gain and high gain
4. Cycle the press and determine whether the tonnage displayed on AutoSet is
greater or less than the tonnage displayed on your calibration unit.
AutoSet 1500 User Manual 37 Ch 3 1088500
Page 45

Calibration
NOTE
If you are using only one load cell, make sure you divide
the load cell tonnage shown on your calibration unit in half
and use that figure as the tonnage for each AutoSet
channel.
5. If tonnage is greater on AutoSet than on your calibration unit, turn the
potentiometer screw on R17 counterclockwise. Cycle the press to see the new
tonnage displayed.
IMPORTANT
You must stroke the press after each adjustment. Otherwise,
the display will not change.
Continue cycling the press and adjusting AutoSet until the tonnages on the calibra-
tion unit and AutoSet match. The potentiometer screw has a 25-turn limit. You may
need to turn it quite a few times to make the adjustment. When the display shows
the correct tonnage, stop. You are done calibrating the left input. Go to Step 7.
NOTE: If you are using the WLA as the calibration unit, remember to zero the
WLA (as mentioned earlier) after every stroke so a new tonnage is recorded. Do
this just in case tonnage on the load cell changes for any reason.
6. If tonnage is less on AutoSet than on your calibration unit, turn the screw clock-
wise while cycling the press and watching the left display. (If you fail to see any
tonnage displayed on AutoSet, do not worry. Just keep turning the screw
clockwise while cycling the press, and tonnage will begin to appear.)
Continue adjusting AutoSet tonnage upward. If you get the tonnage on AutoSet to
match, you are done. Go to Step 7.
If you reach the end of the adjustment (tonnage display will not change anymore)
and the tonnage is still less than the tonnage on your calibration unit, you must set
the jumper described in Step 3 to high gain. First turn power to AutoSet off. Pull
the jumper straight out and place it over the right and center pins. See Figure 3-8.
Turn power on and cycle the press.
You will now probably see a tonnage much higher than what you want. Also, it is
likely that the load displays will be flashing because tonnage is now over 120% of
full scale. If so, press the reset button momentarily. The displays will stop flashing.
Then turn the screw counterclockwise and keep cycling the press until tonnages
match. Reset the unit any time the displays flash. Keep adjusting tonnage downward.
When tonnage on AutoSet matches tonnage on your calibration unit, you are done.
AutoSet 1500 User Manual 38 Ch 3 1088500
Page 46

Calibration
7. Find the potentiometer (R25) for the right strain link (below potentiometer R17).
Go to Step 3 and repeat the procedure through Step 6 for the right strain link.
Right strain link connector is TB7. The jumper J7 sets gain for the right strain
link.
8. You are done with the calibration procedure, but you must do one more thing.
Switch the toggle switch from "operate" to "calfactor." Now you will see numbers
(not tonnage) in the "left" and "right" setpoint displays between 40 and 960
(tonnage displays say "CAL"). These are calfactor numbers. Record them (make
sure you record them as left and right) and save them. Then if you ever have to
replace the control board, you can simply set the switch to calibrate and adjust
each potentiometer screw until the calfactor number you recorded is displayed.
You will not have to go through the whole calibration process.
Record the gain setting as well. (For example, low gain–jumper to left, hi gain–jumper
to right.) The gain has to be set properly in order to set the right calfactor number.
Write the calibration and gain information right on the "AutoSet operating instructions"
label (pictured below) which is affixed to your unit.
Operating Instructions and illustrations of
important selector switches are provided on this label.
®
AutoSet
Write your Calfactors and Gain Settings in these spaces.
Figure 3-9. Schematic of AutoSet label
9. Set the toggle switch back to operate. Calibration is finished and AutoSet is now
ready for use.
AutoSet 1500 User Manual 39 Ch 3 1088500
Page 47

Calibration
Linearity check
After calibration, you can check linearity to see how accurately tonnage is being recorded
at different loads. Linearity means that AutoSet tonnage readings increase
proportionately to the load. For instance, if AutoSet reads 40 tons with 40 tons on the
load cells, it should read 80 tons with 80 tons on the load cells.
To check linearity, change the load on the press. For instance, if you calibrated at 75%
capacity, reduce the load on the load cells to about 45%. If you calibrated at 50%,
increase the load to about 80%. The tonnage on AutoSet at each strain link should equal
tonnage on the calibration unit at each load cell.
If the tonnages disagree, the problem may be the positioning of your strain links or
twisting forces on the press. Consult your service representative or Data Instruments.
Note, however, that perfect linearity is unachievable. Typically tonnages are 5% to 10%
off at 20-80% of press capacity.
AutoSet 1500 User Manual 40 Ch 3 1088500
Page 48

Chapter 4
AutoSet
The AutoSet 1500 load monitor automatically sets high tonnage limits based on
measured load. It measures the load at two points on the press—the points where its two
strain links are mounted.
Operation is very simple. You make only two settings. This chapter tells you how to
make these settings.
This chapter also discusses when you have to change settings for different jobs. Most of
the time you won't. This is what makes AutoSet so easy to use. In general, you can use
the same two settings for all your jobs. There are some cases where you may have to or
will want to change settings. These cases are discussed later in this chapter in the section
"When you may want to change the setpoint percentage."
1500 Operation
How to make settings on AutoSet
AutoSet requires only two settings before it calculates setpoints: selecting the sample
period and setting the percent tolerance selector. Here is how to make these settings:
Selecting the sample period
AutoSet has two different sampling periods—15 strokes or 1 stroke. As a rule of
thumb, use the 15 stroke sample period when running in continuous mode or
when the percent tolerance selector is set at values less than or equal to 50% of
full scale.
Use the 1 stroke sampling period when the percent tolerance selector is set higher
than 50%. Then a sampling period of one stroke would suffice.
NOTE
If you are not sure what sample period to use, set it for 15
strokes. The 15 stroke sample period allows AutoSet to make a
more accurate measurement of tonnage. The one stroke setting is
used mainly for convenience in low tolerance jobs.
To select the sampling period, follow these steps:
1. Open the cover and find the top (position #1) switch on the DIP switch
block (S6). The switch block is located just above the "Percent Tolerance
Selector". Switch 1 is factory set to 15 strokes.
AutoSet 1500 User Manual 41 Ch 4 1088500
Page 49

Operation
2. To set the sample period for 15 strokes, push switch #1 to the left (toward
the "OPEN' position). See Figure 4-1. Use a small screwdriver or ball
point pen (not a pencil) to push on the dimple at the left end of the switch.
The switch will snap over and down to the left. Make sure the switch is
set all the way left and not in between positions.
Figure 4-1. Stroke select switch (#1) with 15 strokes selected
3. To set the sample period for 1 stroke, just press the switch to the right
(away from the "OPEN' position).
4. If you change the switch position, hold the reset button on the front cover
for at least two seconds until the setpoint displays flash and change to
120% of full scale tonnage. The next time you run the press, the new
sample period will be in effect.
Setting the percent tolerance selector
The percent tolerance selector tells AutoSet what percentage to use in calculating
setpoints. The procedure below tells you how to determine the correct setting for
your die. You will not have to follow this procedure for every die. In most cases,
once you make the setting for one die, it will work for most of the dies you use
on the press.
See "When you may want to change the setpoint percentage" later in this chapter
for a discussion of when you may need to readjust the percent tolerance selector.
NOTE
It is a good idea to read "How AutoSet Works" in Chapter 1
before following this procedure. That section tells you how
AutoSet calculates setpoints based on the percent tolerance
setting. However, you do not have to understand how AutoSet
calculates setpoints to do the following procedure. The steps
have been designed so you can make the right setting whether or
not you understand how AutoSet works.
AutoSet 1500 User Manual 42 Ch 4 1088500
Page 50

Operation
Here is how to set the percent tolerance selector to the correct setting:
1. First make sure the die you are using is installed and adjusted and you are
ready to make parts.
2. Open the AutoSet control box and find the percent tolerance selector near
the bottom right of the box.
3. Look at Figure 4-2 to become familiar with the selector settings. The selector dial has settings from 0 to 9. Each setting represents a percent. The
first dot right of 0 is 1. 1= 2%; 2 = 5%; 3=10%; 4 = 15%, and so on.
NOTE
The 0 position automatically sets setpoints at 120% of full scale
tonnage. This disables AutoSet (it does not create setpoints).
However, it will stop the press if tonnage exceeds 120% of full
scale.
0 = 120% of Full Scale
(disable)
Percent tolerance selector
9 = 100% of
actual load
8 = 50%
7 = 35%
6 = 25%
5 = 20%
0
8
6
2
4
1 = 2% of actual load
2 = 5%
3 = 10%
4 = 15%
Figure 4-2. Percent tolerance selector switch
4. Set the percent tolerance selector to 15%. Do this by clicking the dial
until the pointer is at "4". (This setting means AutoSet will create setpoints 15 percent above the highest tonnage recorded during the sample
period.)
NOTE
The 15% setting is a good setting to start with for most jobs. As
you become more experienced using AutoSet, you may want to
start at different settings depending on the job.
AutoSet 1500 User Manual 43 Ch 4 1088500
Page 51

Operation
Creating setpoints for the job
1. You are ready to create setpoints for the job. How you do this depends on
your operation.
If your operation is continuous stroke:
A. Press and hold the RESET button for at least two seconds until
the setpoint displays flash and change to 120% of the press's full
scale tonnage. This action tells AutoSet to calculate new
setpoints when the press is started.
If your press produces erratic tonnage at start-up
Some presses have erratic tonnage at start-up. In these cases, press the reset
button to recalculate setpoints again after the press is started and tonnage has
stabilized. This allows AutoSet to ignore the strokes producing erratic tonnage.
You can eliminate this problem completely by installing a zero cam switch as
described in Chapter 2. Then you can reset before starting the press, and AutoSet
will automatically ignore erratic tonnage at start-up. It is a good idea to install the
switch on any press where this problem occurs. That is because if you forget to
reset after starting the press, your setpoints may be too high and you will not have
adequate protection—or too low and AutoSet will stop the press unnecessarily.
B. Start and run the press. After the sample period is completed,
AutoSet will display new setpoints based on the sampled load. If
AutoSet shuts down the press because these setpoints are
exceeded at one or both strain links, go to Step 2. (You know
AutoSet stopped the press if one or both LOAD displays flash.)
C. If the press does not stop after the sample period is completed, run
the press for about 20 more strokes beyond the sample period. See
if AutoSet stops the press. Then stop the press and go to Step 2.
If your operation is set up for single stroke:
A. Press the RESET button for approximately two seconds before
starting the press. Make sure you hold the button down until the
setpoint displays flash and change to 120% of full scale tonnage.
This tells AutoSet to calculate new setpoints.
B. Run the press and make a part. Keep making parts until the
number of strokes exceeds the strokes set in the sample period.
After the sample period ends, setpoints will be created based on
the highest load produced during the sample period.
C. If AutoSet signals an overload after the sample period ended, go
to Step 2. (You know an overload occurred if one or both LOAD
displays flash and you cannot cycle the press.)
D. If AutoSet does not shut down operation, cycle the press a few
more times to see if AutoSet stops operation. Then go to Step 2.
2. Proceed below based on whether or not AutoSet shut down the press in
Step 1. However, be sure you understand the difference between a
nuisance stop and a tonnage fault before
you go any further.
AutoSet 1500 User Manual 44 Ch 4 1088500
Page 52

Operation
A nuisance stop occurs when setpoints are so tight that normal variations in tonnage
cause AutoSet Plus to shutdown the press. Our goal is to create setpoints just high
enough, yet tight enough so that nuisance stops will not occur.
A tonnage fault occurs when the tonnage has fluctuated enough to exceed the high
setpoints being used by the load monitor. A fault may be a number of die
malfunctions. To correct the problem, carefully inspect the die area. For your
information, the different tonnage faults are discussed in detail in Chapter 5 .
WARNING
If the press stopped due to a real fault, do not continue until you have completely
corrected the problem! Failure to do so may result in damage to the press and tooling.
If AutoSet did not shut down the press in Step 1:
A. Click the dial down to 3 (10%). Start the press. (For continuous
stroke only: if your press produces erratic tonnage at start-up,
reset again after tonnage stabilizes).
B. Run the press beyond the sample period to see if a nuisance stop
occurs. If so, go to step D. If not, set the dial to 2 and run the press.
C. If a nuisance stop occurs at 2, go to Step D. If none occurs, go
down to 1 and run the press. If no nuisance stop occurs now, this
is the right setting for the job. (Note: A "1" setting is the lowest
you can go. A zero setting will not create setpoints).
D. Complete this step only if a nuisance stop occurred in Step B or C. If
so, make sure the press did not stop for some other reason. Then click
the dial up one (from 2 back to 3, for instance). Run the press. If no
nuisance stop occurs now, this is the right setting for the job.
If AutoSet shut down the press in Step 1:
A. First make sure the press stopped because setpoints were too
low. Check for a stuck part, load imbalance, a misfeed, or any
other cause besides a nuisance stop.
B. When you are satisfied the press stopped because setpoints were too
low (a nuisance stop), click the selector up to 5 (20%); then run the
press again. (For continuous stroke only: If your press produces
erratic tonnage at start-up, reset again after tonnage stabilizes).
C. Check for a nuisance stop. If a nuisance stop does not occur now,
this is the right setting for the job.
D. If a nuisance stop still occurs, click the selector up to 6. Run the
press again. Check for a nuisance stop. Continue moving the dial
to a higher percentage until no nuisance stop occurs. This is the
right setting for the job.
IMPORTANT: If you have to keep moving the dial up and AutoSet still keeps
shutting down the press, there may a problem with the die or your setup. Check for
other causes of press stoppage besides nuisance stops.
AutoSet 1500 User Manual 45 Ch 4 1088500
Page 53

Operation
When you may want to change the setpoint percentage
Once you select the sample period and determine the right percent tolerance setting for
one die, you can use these settings for all the other dies used on the press. However,
there may be times when you may want to change the percent tolerance setting.
For some jobs, you may want much tighter setpoints even though the existing percent
tolerance setting would work just as well for the new job. On other jobs, normal tonnage
variations may require setpoints wider than usual. The wider variations could then occur
without a press shutdown.
In these cases, you would readjust AutoSet for the new die. Use the "percent tolerance
selector" to decrease the percentage or increase the percentage. AutoSet will recalculate
the new setpoints at the end of the sample period.
You may have to experiment to find the right setting if nuisance stops occur (as described
in the steps above).
NOTE
Always record existing settings before changing them for a new
die. Then you can recreate the old settings whenever you run the
old die again without trial and error.
When you must recalculate setpoints
You always have to recalculate setpoints after a tool change. This is so that setpoints will
be based on the new press load. This is done by pressing and holding the "RESET"
button until the numbers in the setpoint display flash once and change to 120% of full
scale (ap-proximately 2 seconds). Run the press to get new setpoints. After the sample
period is up, AutoSet will display the new setpoints.
NOTE: The setpoints can
be recalculated while the press is running.
When power is turned off and restored
When the power to the AutoSet is turned off, the tonnage readings and setpoints are lost.
The calibration information and full scale tonnage settings are retained. When power is
restored, the tonnage displays will read zero and the setpoint displays will read 120% of
full scale. The AutoSet will calculate setpoints after the appropriate number of strokes.
Disabling AutoSet
AutoSet can be disabled. This means AutoSet will display tonnages but will not stop the
press unless tonnage at either strain link exceeds 120% of full scale tonnage. Setpoints
will not be created. To disable AutoSet, you set the percent tolerance selector to 0. This
clears the old setpoints.
AutoSet 1500 User Manual 46 Ch 4 1088500
Page 54

Chapter 5
AutoSet 1500 Troubleshooting
AutoSet Alarms
AutoSet 1500 is designed to let you know when fault conditions occur. This chapter
explains the faults that occur when AutoSet shuts down the press and how to correct
them. Four types of faults are explained here:
• When AutoSet detects an overload condition (high setpoint exceeded)
• When AutoSet displays an offset error
Before you reset AutoSet
Before you reset AutoSet, you want to be sure that you have completely corrected the
problem, and that you have determined if the press shutdown because of a nuisance stop
or a tonnage fault. Here is the difference between the two:
A nuisance stop occurs when setpoints are so tight that normal variations in
tonnage cause AutoSet to shutdown the press.
A tonnage fault occurs when the tonnage has fluctuated enough to exceed the
high and/or repeatability setpoints being used by the load monitor. A fault
may be caused by a various die malfunctions. To correct the problem,
carefully inspect the die area.
WARNING
If the press stopped due to a real fault, do not continue until you
have completely corrected the problem! Failure to do so will
result in damage to the press and tooling.
The next sections explain how AutoSet displays different fault conditions, and how to
resolve each.
AutoSet 1500 User Manual 47 Ch 5 1088500
Page 55

Troubleshooting
When AutoSet displays a high setpoints fault
When the actual "LOAD" tonnage exceeds the "SETPOINT" tonnage on one or both
inputs, an overload condition exists. AutoSet will open the output relay. The "LOAD"
display for the overloaded input will flash, and "HI" will flash on the one or both of the
setpoints displays, depending upon which strain links affected. See Figure 5-1.
59.4 48.1
HI
LOAD
SETPOINTS
RESET
RIGHTLEFT
HI
Figure 5-1. Displaying high setpoints exceeded on both inputs
Check to see why AutoSet stopped the press. Is it due to a problem in the die, such as
stuck part, variation in shut height, drastic change in material thickness, etc.? If so,
correct the problem immediately.
Or is it due to a nuisance stop because the high setpoints are too tight? Then see
"Creating setpoints for the job" to change the high tolerance percent.
AutoSet is cleared by holding the reset button down for less than two seconds. The
displays will stop flashing, and the overload values remain on the "LOAD" displays until
the next stroke, or until power has been turned off.
Remember that holding the reset button for more than two seconds signals AutoSet to
recalculate setpoints. Therefore, when clearing an overload condition, press and release
the button quickly (less than two seconds). This will clear the overload, but will not
signal AutoSet to recalculate setpoints.
Note: Data Instruments recommends you connect AutoSet to the top stop circuit (not E-
Stop circuit) of the press.This is so the press will not stick on bottom if an
overload occurs.
Remember that top stop circuits are active only in continuous (automatic)
operations on most press controls. If overload protection is required during inch
or single stroke mode, you may have to install an additional relay so AutoSet will
stop the press.
AutoSet 1500 User Manual 48 Ch 5 1088500
Page 56

Troubleshooting
When AutoSet displays an offset error
If a strain link loosens, is damaged, or otherwise fails, its output signal may go too high
or too low. When this happens, the strain link is no longer sending accurate tonnage
information to AutoSet. AutoSet will stop the press when this condition occurs. It will
display the message "Err" on the setpoint display for the strain link(s) affected. The
tonnage display(s) will also flash "HI" or "LO". See Figure 5-2.
LO
Err 2.5
LOAD
SETPOINTS
RESET
48.1
RIGHTLEFT
Figure 5-2. Displaying an offset error on input #1
Check to see if the strain link has loosened or is damaged. Also check wiring. If the strain
link looks okay, the strain link may have broken internally. Correct the problem by
remounting the strain link if it has loosened, or replacing the strain link if it is damaged
or broken. In both cases, you must re-zero the strain link. (To re-zero, refer to the
section, "Zeroing the strain links" in Chapter 3 - Calibration.) You do not have to
recalibrate AutoSet, even when replacing the strain link, unless it has been moved to a
different location. When you reset AutoSet, ERR" will disappear and the setpoint display
will once again show the correct setpoints and the affected tonnage display will show 0.
Resetting AutoSet
Once you have determined the problem and have corrected the fault condition, reset
AutoSet. Hold the reset button momentarily to clear the error condition, and the displays
return to normal. You can once again run the press.
RESET AUTOSET 1500
To reset after an overload, press the reset button briefly—for less than two seconds.
The setpoint display indicating the overload will stop flashing. If you hold in the reset
button too long to clear an overload (more than two seconds), the setpoints will change
to 120% of full scale tonnage. This indicates AutoSet will recalculate setpoints once
the press is started. Most of the time, you will not want to recalculate setpoints after an
overload. .
AutoSet 1500 User Manual 49 Ch 5 1088500
Page 57

Troubleshooting
AutoSet Troubleshooting
As you are running your press, you may come across some situations that you will need to
correct. Here are some situations that you may encounter and how to troubleshoot them.
When none of the load or setpoint LEDs are displayed
If you are not getting any load or setpoint readings:
• Check that you have power. Also check that power is present at both sides of
fuse #1. Refer to "Connecting AC wires to power source" in Chapter 2.
• Check the wiring of the strain links. Refer to "Mounting and connecting strain links" in
Chapter 2 of this manual. If you are still having difficulty, contact Data Instruments.
When either of the load displays shows no tonnage
If one or both of the load displays always reads "0" tons:
• If you had installed the optional zero cam switch (LMCS), check that it has been
connected properly. Be sure that the zero cam is closed to ground during the top
of the stroke and open at bottom. Look at where the red and blue magnets are
positioned on the crankshaft. Refer to "Installing a zero cam" in Chapter 2.
• Check that the mounting and wiring of the strain link affected was done correctly.
Were the strain links mounted on a flat, clean surface? Were they wired correctly?
See "Mounting and connecting strain links" in Chapter 2 for more information.
When the tonnage is lower than it should be
If when running your press, you find that that tonnage is lower than you think it should be:
If new installation or calibration:
• If you had installed the optional zero cam switch (LMCS), check that it is closed
to ground during the top of the stroke and that it opens at bottom. Also look at
where the red and blue magnets are positioned on the crankshaft. See the section,
"Installing a zero cam", in Chapter 2 for more information.
• Check that the mounting and wiring of the strain link(s) affected was done
correctly. Were they wired for tension or compression? See the section
"Mounting and connecting strain links" in Chapter 2 for more information.
• Check that the calibration was done properly. Are the calfactor(s) correct? Are
the calfactor(s) you set the same as the one(s) you wrote down during the
calibration? Refer to Chapter 3 AutoSet Calibration if needed.
If existing installation:
• Check for a stretched or broken tie rod on straight side presses.
What happens when power is turned off and restored
When the power to the AutoSet is turned off, the tonnage readings and setpoints are lost.
However, the calibration information and full scale tonnage settings are retained. When
power is restored, the tonnage displays will read zero and the setpoint displays will read
120% of full scale tonnage. The AutoSet will automatically recalculate setpoints after
the appropriate number of strokes.
AutoSet 1500 User Manual 50 Ch 5 1088500
Page 58

Appendix A
AutoSet 1500 Panel Mount
This appendix explains how to install your AutoSet 1500 panel mount. Refer to Chapter
2 for the remainder of the installation steps.
Standard Enclosure versus Optional Panel Mount
AutoSet 1500 is available either with an enclosure or as a panel mount. The panel mount
can be mounted from the inside or outside. Be sure to allow at least 4" (10.2 cm) of
clearance behind the panel mounting plane to allow enough room for the electronics.
Preparation for mounting AutoSet using your enclosure
To prepare for mounting AutoSet 1500 using your panel enclosure, follow these steps:
1. Determine a convenient place to mount AutoSet 1500 into your panel enclosure.
Ideally it should be close to the press control so operators and setup personnel can
easily see the readouts and reach the keyboard.
2. Cut out a hole in your panel enclosure, and drill and tap fourteen holes for 1/4-20
screws. Refer to the drawings in Figure A-1 for mounting dimensions.
3. Prop AutoSet near the location where it will ultimately be mounted (see Figure A-1).
You can do this by connecting ty wraps from two of the left holes on the panel to the
corresponding holes on the enclosure for a hinge-like effect. Allow at least 9" of service
loop when performing the wiring connections. Also make sure all cables will reach.
4. Refer to Chapter 2 of the AutoSet 1500 user manual to complete the entire
installation.
AutoSet should be installed at a convenient height for all users. An ideal height
PLACE AUTOSET 1500 AT A CONVENIENT HEIGHT
is to have the top edge of the unit approximately at chin level. Experiment to
determine a good height for everybody prior to wiring and mounting.
Final assembly
Once the final checkout has been confirmed and AutoSet is working satisfactorily while
it has been sitting outside the enclosure, you are ready to completely install the AutoSet
1500 panel mount into your enclosure.
Remember earlier you had cut out a hole in your panel enclosure. Mount the AutoSet
panel assembly into this cavity using fourteen 1/4-20 screws. Refer to Figure A-1 for
mounting and "cutout" dimensions for AutoSet 1500 panel and your enclosure.
AutoSet 1500 User Manual 51 App A 1088500
Page 59

Panel Mount
Figure A-1. Mounting and "cutout" dimensions for AutoSet 1500 panel and your enclosure
0.25 (6.4)
0.218 DIA
(5.5)
14 places
0.35 (8.9)
12.25
(311.2)
4.13
(104.8)
8.25
(209.6)
8.95 (227.3)
3.75
(95.3)
0.34 (8.6)
7.50
(190.5)
11.25
(285.8)
10.38
(263.7)
0.50
(12.7)
PANEL
allow at least
clearance
behind panel
YOUR
4" (100)
When wiring allow
at least 9” (230 mm)
service loop
AUTOSET
xx.xx in.
(xx.x) mm
PANEL MOUNT
13.50
(323.9)
AutoSet 1500 User Manual 52 App A 1088500
Page 60

Appendix B
Modification for Selectable Sampling
For those AutoSet 1500 load monitors which include custom selectable sampling, the
stroke sample length can be set to 1, 15, 30 or 60 strokes.
Dip switches 1 and 4 on switch block S1 are used to make the settings. On the standard
AutoSet, dip switch 4 is not used.
Figure B-1. Stroke select switch (S1) with on-off positions for switch 4 shown
The following chart shows how to set dip switches 1 and 4 for 1, 15, 30 or 60 stroke
settings:
To set sample to
1 stroke ON1 stroke
15 strokes ON15 strokes
30 strokes OFF15 strokes
60 strokes OFF1 stroke
set stroke select #1 to: set switch #4 to:
AutoSet 1500 User Manual 53 App B 1088500
Page 61

Selectable Sampling
AutoSet 1500 User Manual 54 App B 1088500
Page 62

Index
A
Alarms
Resetting AutoSet 49
When AutoSet displays a high
setpoints fault 48
When power is turned off 50
AutoSet 1500 with calibration kit 24
AutoSet label (for recording data) 39
B
benefits 1
C
calculating setpoints 4, 42
calfactor 39
calibration 23
Calibrating your AutoSet 33
Setting up and adjusting a Wintriss
Load Analyzer (WLA) calibration
kit 26
Setting up and adjusting an AutoSet
1500 calibration kit 29
calibration kits 24
cam switch 17
case lug 10
chart recorder 21
continuous stroke 41, 44
Cover latches 2
custom selectable sampling 53
cutout dimensions 52
D
decimal point switch 31, 36
differential strain links 3, 12
disable AutoSet 46
F
final checkout 22
front panel 2
full scale tonnage 3, 5, 30, 35
G
Gain potentiometer 32, 37
ground block 10
H
high gain setting 37
high setpoints failure 48
How AutoSet 1500 works 4
How tonnage is recorded 3
I
Installation
Connecting AC wires to power
source 16
Connecting AC wiring and stop
circuit 8
Mounting and connecting strain links
12
Mounting the AutoSet control
enclosure 7
Optional wiring connections 17
K
Keylock 2
L
latching magnetic cam switch 18
linearity 40
LMCS 18
load cells 3, 26, 29, 33, 34
low gain setting 37
AutoSet 1500 User Manual 55 Index 1088500
Page 63

Index
M
mounting into your panel enclosure 51
N
NEMA 12 protection 8, 19, 21
nuisance stop 45, 47
O
Operation
Disabling AutoSet 46
Selecting the sample period 41
Setting the percent tolerance selector
42
When power is turned off and
restored 46
When you may want to change the
setpoint percentage 46
When you must recalculate setpoints
46
Optional wiring connections
Connecting a zero cam switch
(LMCS) 17
Wiring a remote reset switch to
AutoSet 21
Wiring a strip chart recorder to
AutoSet 21
overload 48
P
panel mount 51
parallels 33, 34
percent tolerance selector 4, 5, 32, 41,
42, 43, 46
potentiometer 25, 26, 32
power supply cover 8, 11, 29
R
ram 33
recalculating setpoints 46
recording calfactors and gain settings 39
remote reset switch 21
Reset button 2, 5, 42, 49
S
sample period 4, 5, 41
Setpoint displays 2
setpoints 4, 44, 45, 47
settings for full scale tonnage 35
shim stock 34
single stroke 44, 48
S
Specifications 6
strain links 3, 6, 12, 24, 49
strip chart recorder 21
Stroke select switch 42
T
Tonnage displays 2
tonnage fault 45, 47
top stop circuit 48
V
voltage selector switch 8
W
Wintriss Load Analyzer (WLA) with
calibration kit 24
Z
Zero cam enable switch 20
Zero Cam LED 2
zero cam switch 17
zero signal 17, 18
Zeroing strain links 24
AutoSet 1500 User Manual 56 Index 1088500
 Loading...
Loading...