

Page 1

HOM
CAUTION
f1603x3x
E
TOP END OVERHAUL 3.9
DISASSEMBLY
1. Use low pressure spray to thoroughly clean exterior surfaces of engine prior to disassembly. Dirt caked on cooling fins and other areas can fall into crankcase bore or
stick to subassemblies as parts are removed. Abrasive
particles can damage machined surfaces or plug oil passageways.
NOTE
Rocker cover and rocker housing bolts have both an internal
and external hex, which allows the bolts to be removed with
either a short 3/16 inch allen wrench (tight spaces), or a 7/16
inch socket or open end/box wrench (open spaces). See Fig-
ure 3-20. The internal hex is necessary if the engine is left in
the chassis for service. In these cases, the short 3/16 inch
allen wrench is indispensable when removing the rocker
cover and rocker housing bolts on the left side of the engine
(particularly the rear) where there is close proximity to the
frame. A dimple or cavity cast into the left side of the upper
frame crossmember also aides in removing the rocker arm
support plate assembly.
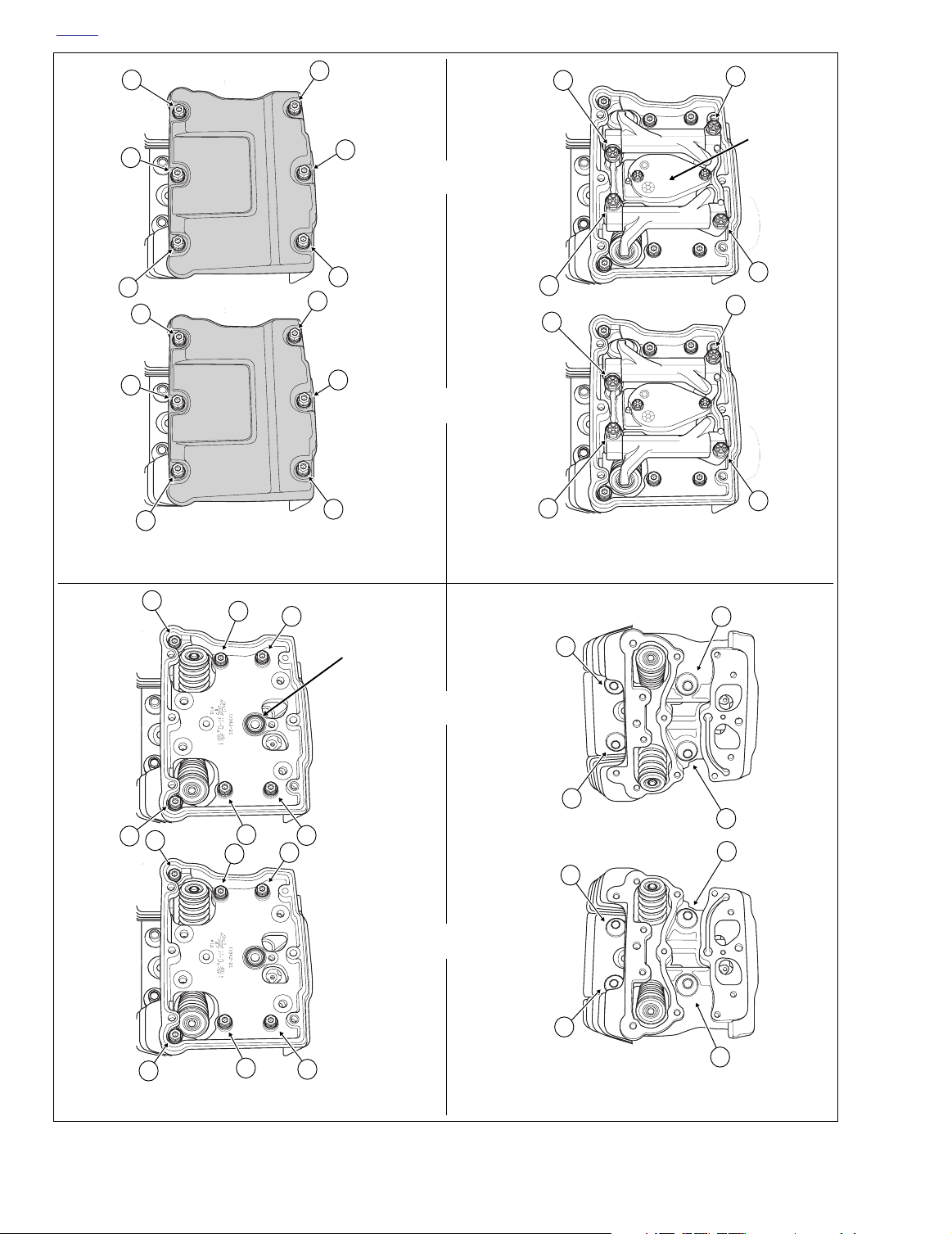
2. Alternately loosen the six rocker cover bolts following the
pattern shown in A of Figure 3-22. Remove the rocker
cover bolts.
NOTE
It is assumed that each step performed on one cylinder is
automatically repeated on the other.
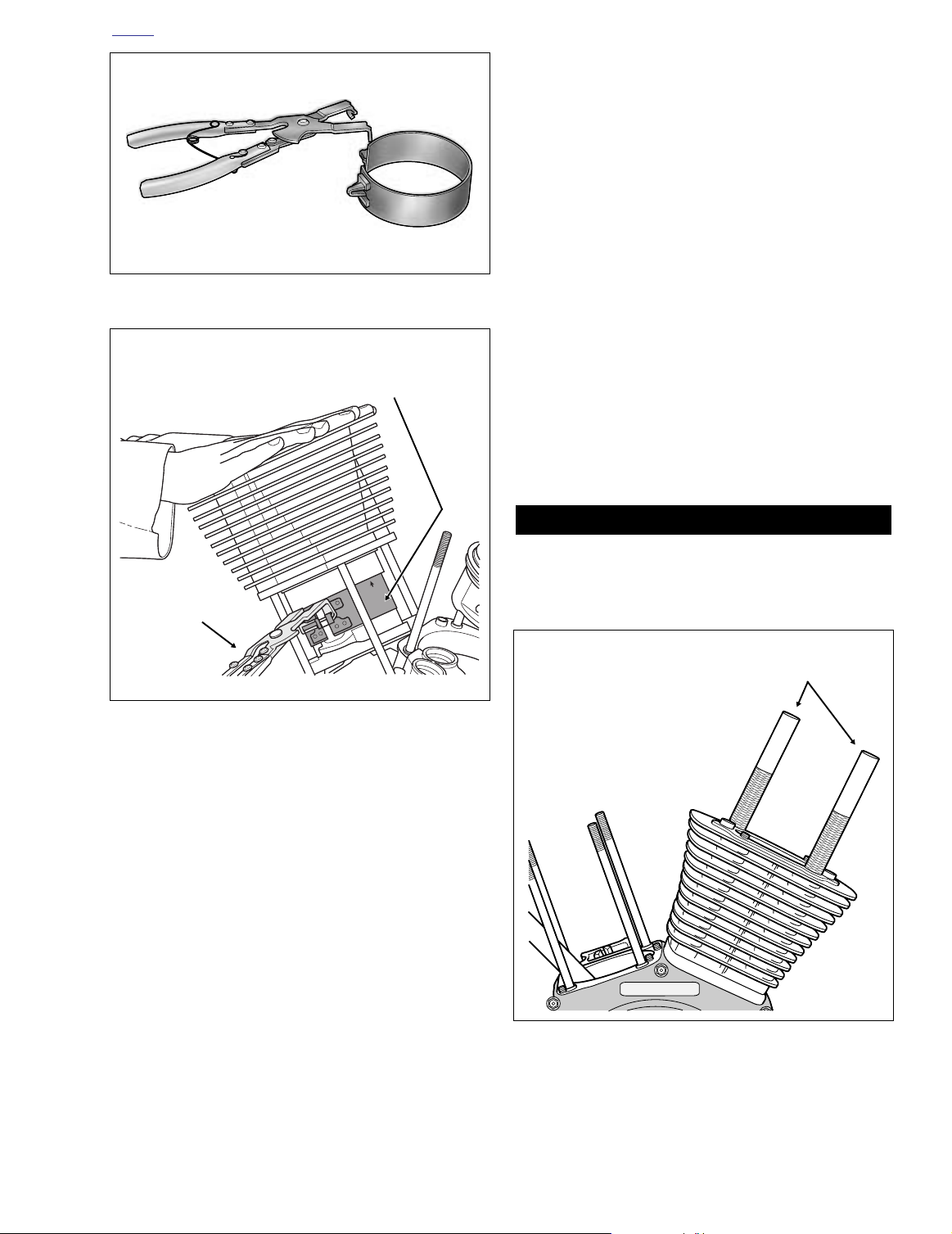
4. Insert the blade of a small screwdriver into cast loop of
5. Collapse upper and lower push rod covers.
6. To remove the rocker arm support plate,
Figure 3-21. Remove Spring Cap Retainer
spring cap retainer (at top of upper push rod cover), and
while pushing down on spring cap, rotate bottom of
screwdriver toward outboard side to remove. See Figure
3-21. Repeat step on second push rod cover.
both
lifters of
the cylinder being serviced must be on the base circle
(or lowest position) of the cam.
3. Remove the rocker cover and gasket. Discard the gasket.
Internal Hex
3/16 Inch Allen Wrench
External Hex
7/16 Inch Open End Wrench
Figure 3-20. Rocker Cover Bolt (1-1/4 Inch)
Captive
Washer
Lock Patch
f1570x3x
Removing the rocker arms with the valve train loaded
can result in bent push rods, damaged bushings or
warped support plate.
To find the base circle, it is first necessary to rotate the
engine. Based on the level of disassembly required,
three methods of engine rotation are presented below.
a. With pr
b. With pr
imary cover installed - With vehicle on center
stand, place the transmission in 5th gear and rotate
rear wheel in a clockwise direction (as viewed from
right side) until the base circle is found. See step
6(d) to find the base circle.
imary cover removed - Remove primary
cover. Place the transmission in neutral. Fit a 1-1/2
inch socket on the compensating sprocket shaft nut.
Rotate nut in a counterclockwise direction until the
base circle is found. See step 6(d) to find the base
circle.
2004 Touring: Engine 3-33
Page 2
HOM
E
f2164x3x
A
5
1
3
3
1
5
Loosen Six Rocker Cover Bolts.
4
6
3
1
2
f2163x3x
Breather
Assembly
FRONT
6
2
4
4
2
2
REAR
4
B
1
Remove Two Breather Assembly Bolts.
Alternately Loosen Four Rocker Arm Bolts
1/4 Turn in Pattern Shown.
3
f2165x3x
2
6
4
O-Ring
2
4
f2166x3x
FRONT
1
3
3
3
5
5
1
1
1
3
REAR
2
2
Loosen Six Rocker Housing Bolts.
CD
6
4
Alternately Loosen Four Cylinder Head
Bolts 1/4 Turn in Pattern Shown.
4
3-34 2004 Touring: Engine
Figure 3-22. Top End Disassembly
Page 3

HOM
CAUTION
E
f1527x3x
Figure 3-23. Sprocket Shaft Engine Rotation Tool
CAUTION
Do not attempt to rotate engine by removing cam cover
and placing socket on crank or primary cam sprocket
flange bolt. Head of flange bolt can break off possibly
resulting in damage to flywheel or camshaft.
c. With engine mounted in engine stand
- Fashion tool
as follows: Obtain used or discarded compensating
sprocket shaft extension (HD-40266-85). Weld a 13/
16 inch socket with a 1/2 inch drive to outboard side
of extension. See Figure 3-23. Install tool on
sprocket shaft and rotate in a counterclockwise
direction until the base circle is found. See step 6(d)
to find the base circle.
d. Finding the base circle
: Using one of the methods
above, rotate engine until piston is at Top Dead
Center (TDC) of compression stroke. To accomplish
this, first raise lower push rod cover to access intake
lifter (inside hole of lifter cover). Place index finger
on top of the intake lifter. While rotating engine, feel
lifter rise (valve open) and fall (valve closed). Now
place finger tightly over spark plug hole and rotate
engine again. In the compression stroke, air will be
forced out against your finger until the piston
reaches the TDC position. Stop engine rotation
when the flow of air through the spark plug hole
stops. Direct the beam of a small flashlight into
spark plug hole to verify piston is at TDC. Both
intake and exhaust valves are now closed and the
push rods are in the unloaded position (and should
turn freely).
7. Remove two bolts to release breather assembly from the
rocker arm support plate. See B of Figure 3-22. See
Section 3.11 SUBASSEMBLY SERVICE AND REPAIR,
BREATHER ASSEMBLY.
8. Alternately loosen each of the four rocker arm support
plate bolts just 1/4 turn following the pattern shown in B
of Figure 3-22. Continue turning the bolts in these
increments until loose.
9. When the rocker arm support plate bolts are free of the
cylinder head, lift the support plate assembly from the
rocker housing. See Section 3.11 SUBASSEMBLY SER-
VICE AND REPAIR, ROCKER ARM ASSEMBLY.
NOTE
Always service each cylinder separately. After the first cylinder is serviced the engine must be rotated to find the base
circle on the second cam. Service on the remaining cylinder
can then proceed.
10. Remove the intake and exhaust push rods. Tag the push
rods as they are removed, so that they can be installed
in their original locations. Also take note of their orientation to be able to discern top from bottom at time of
installation.
11. Remove push rod covers from cylinder head and lifter
cover bores. Remove three O-rings from push rod covers and discard. If O-ring is missing from upper push rod
cover, be sure to dislodge it from the cylinder head bore.
12. Using a crosswise pattern, remove the four allen head
socket screws to release the lifter cover. Remove the
lifter cover and gasket. Discard the gasket.
13. Remove the anti-rotation pin. Remove the hydraulic lift-
ers. Tag lifters as they are removed, so that they can be
installed in their original locations. Also take note of their
orientation (by observing location of the oil hole) to be
able to discern front from rear at time of installation.
14. Place the lifters in clean plastic bags to keep out dust,
dirt and debris. See Section 3.11 SUBASSEMBLY SER-
VICE AND REPAIR, PUSH RODS/LIFTERS/COVERS.
15. Remove O-ring from groove around breather baffle hole
in rocker housing. Discard the O-ring.
16. Alternately loosen the six rocker housing bolts following
the pattern shown in C of Figure 3-22. Remove the
rocker housing bolts.
17. Remove the rocker housing and gasket. Discard the
gasket.
To prevent distortion of the cylinder head, cylinder and
cylinder studs, gradually loosen the cylinder head bolts
in the specified pattern.
18. Alternately loosen each of the four cylinder head bolts
just 1/4 turn following the pattern shown in D of Figure 3-
22. Continue turning the bolts in these increments until
loose. Remove the cylinder head bolts.
NOTE
Save the cylinder head gasket if not damaged. The gasket is
needed to install the CYLINDER TORQUE PLATES (HD42324A) when measuring, boring or honing of the cylinder is
required.
19. Remove cylinder head and head gasket. See Section
3.11 SUBASSEMBLY SERVICE AND REPAIR, CYLIN-
DER HEAD.
2004 Touring: Engine 3-35
Page 4
HOM
E
23. Remove O-ring seal from the bottom of the cylinder liner.
Discard O-ring seal. See Section 3.11 SUBASSEMBLY
SERVICE AND REPAIR, CYLINDER.
24. Remove O-ring from ring dowel on “downside” of cylinder deck. Discard the O-ring.
1CAUTION
Always wear proper eye protection when removing cir-
Claw
clips. Slippage may propel the ring with enough force to
cause eye injury.
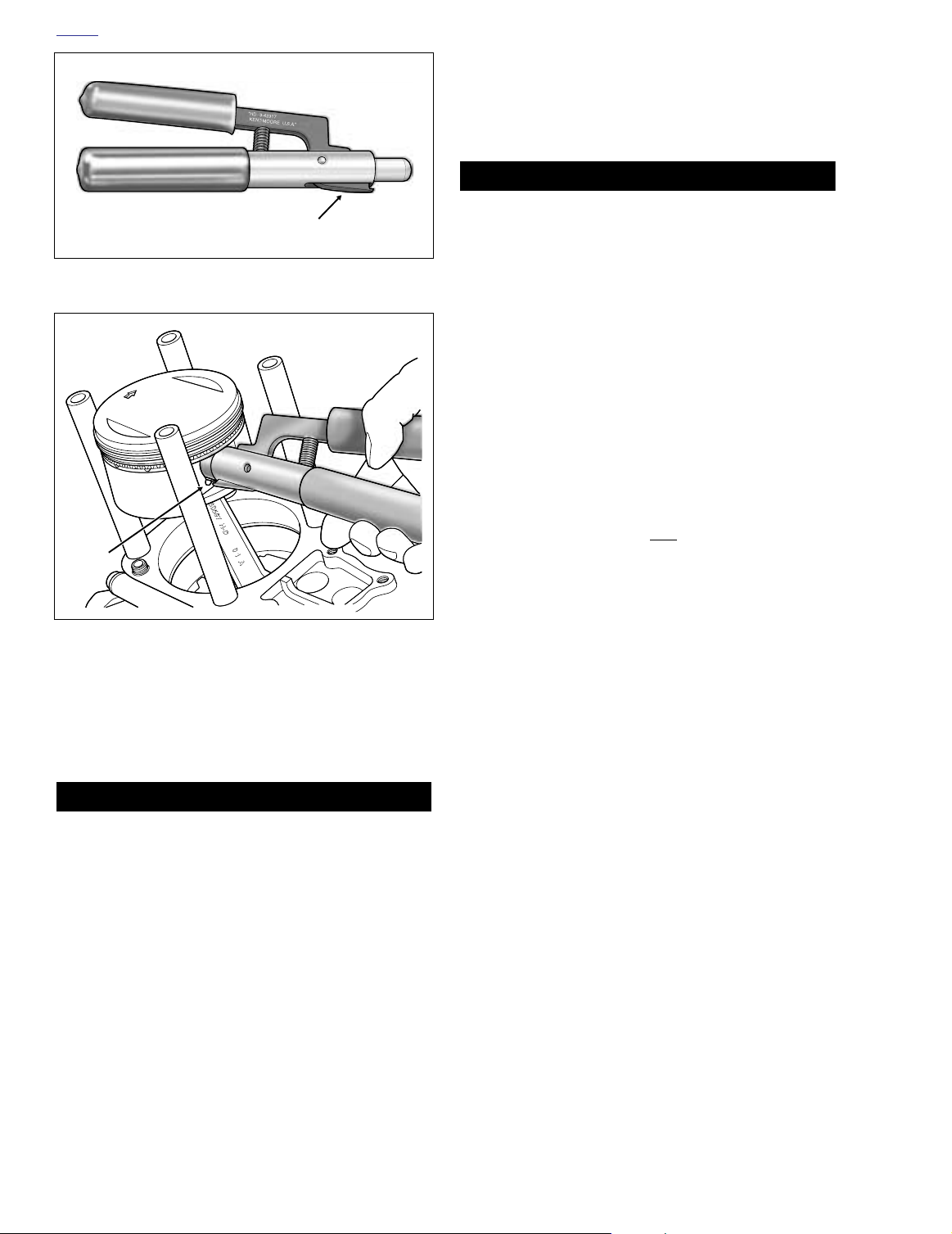
Figure 3-24. Piston Pin Circlip
Remover/Installer (Part No. HD-42317A)
f1635x3x
Slot
Figure 3-25. Remove Piston Pin Circlip
20. Raise the cylinder just enough to place clean shop towels under the piston. This will prevent any dirt or debris,
such as broken ring pieces, from falling into the crankcase bore.
25. Verify that clean shop towels are properly positioned
over the crankcase bore to prevent the piston pin circlip
from falling into the crankcase.
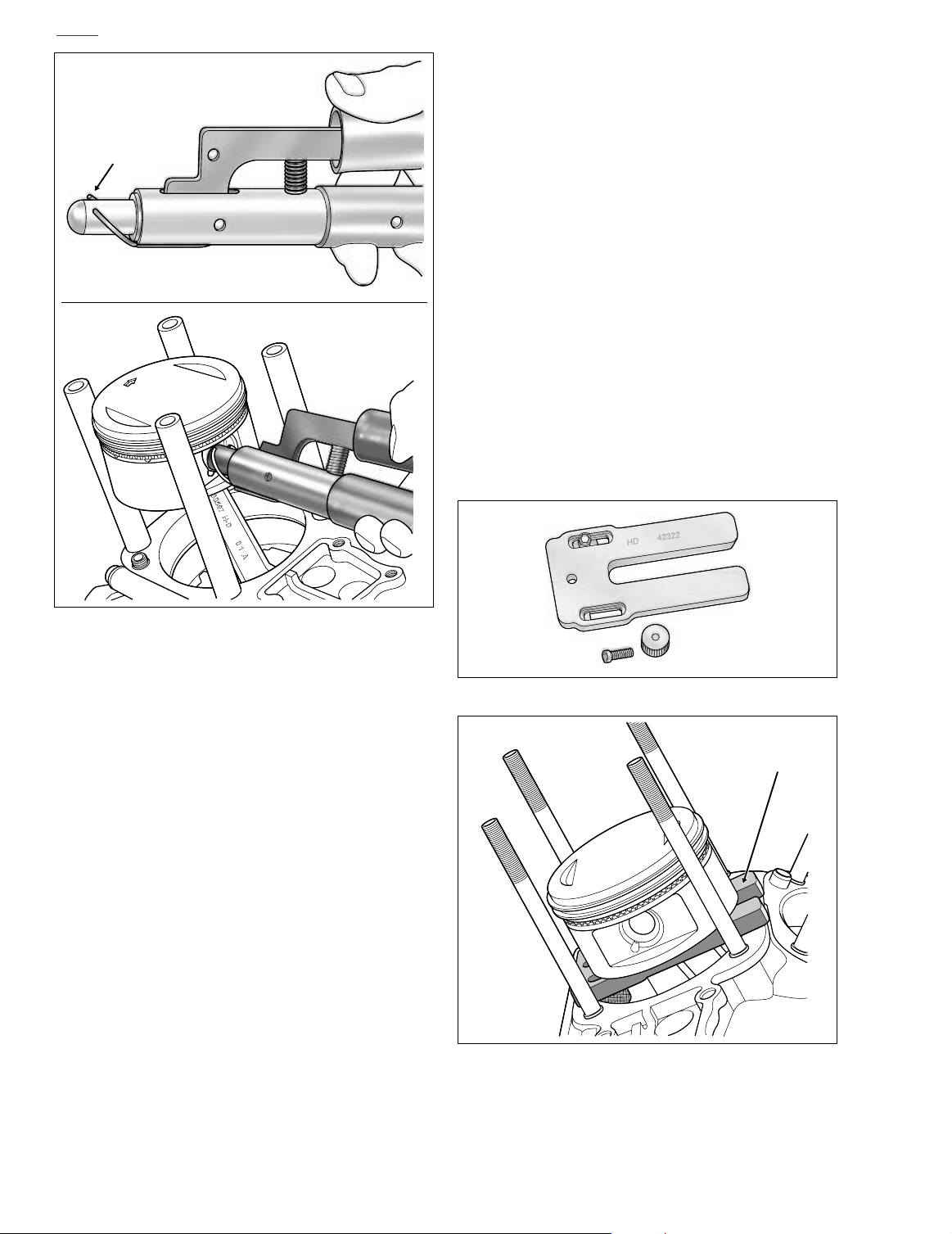
26. Remove the piston pin circlip as follows:
a. Insert the PISTON PIN CIRCLIP REMOVER/
INSTALLER (HD-42317A) into the piston pin bore
until claw on tool is positioned in slot of piston
(directly under circlip). See Figure 3-25.
b. Squeeze the handles of the tool together and pull
from bore. In the event that the circlip should fly out,
hold a shop towel over the bore during removal.
Remove circlip from claw and discard.
NOTE
It is not necessary to remove both
piston removal. Leave the second circlip in the pin bore.
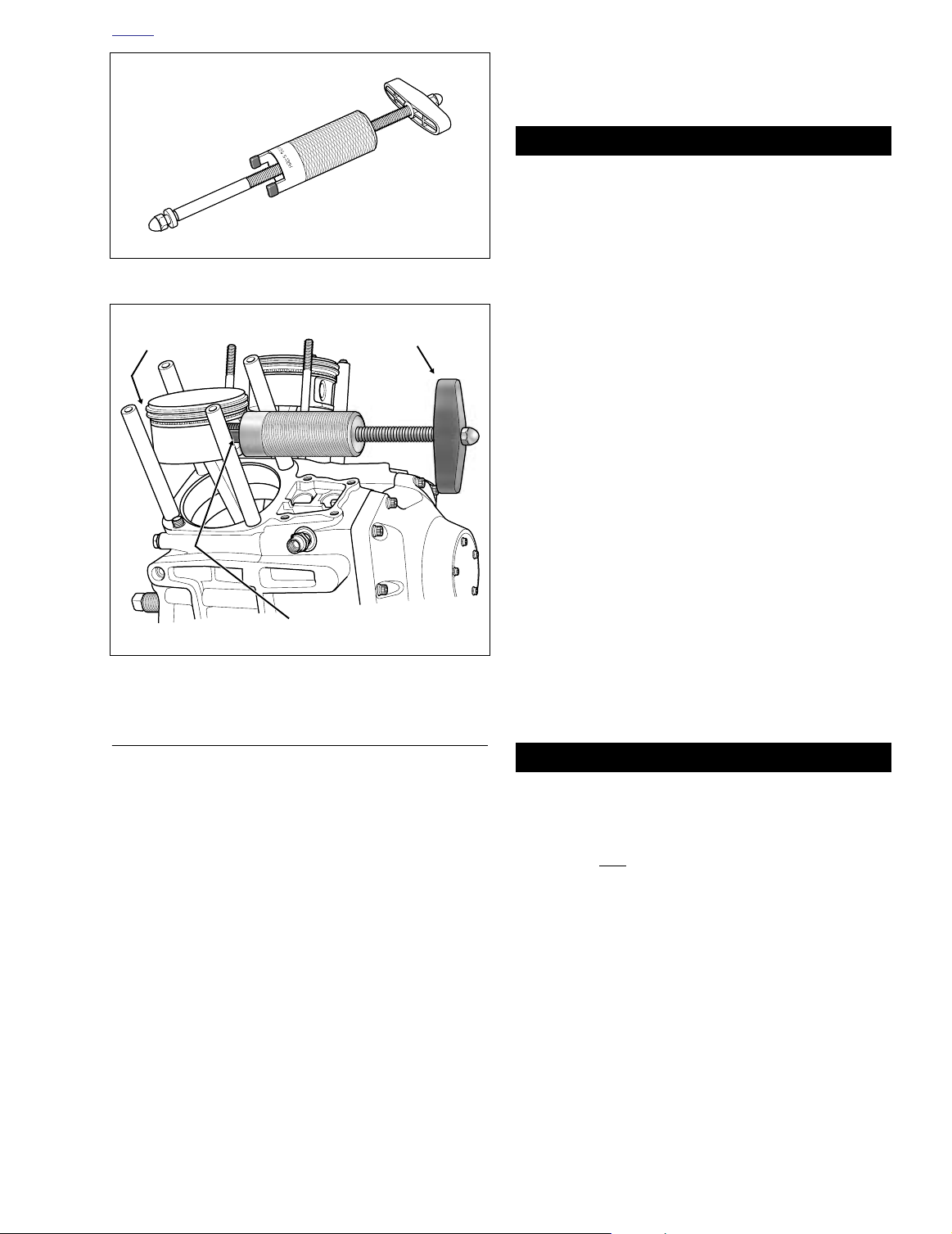
27. Remove the piston pin. If piston pin is difficult to remove,
use PISTON PIN REMOVER (HD-42320A). See Figure
3-26. Proceed as follows:
a. Remove acorn nut and spacer from rod end of tool.
b. Slide rod end through piston pin. Install spacer and
acorn nut to end of rod.
c. Position rubber-coated tips of tool on flat each side
of pin bore.
d. Turn handle in a clockwise direction until piston pin
is pulled free of bore. See Figure 3-27.
piston pin circlips during
CAUTION
Exercise caution to avoid bending the cylinder studs.
Even a slight bend or nick can cause a stress riser leading to stud failure.
21. Carefully remove the cylinder to avoid bending the cylinder studs. As the piston becomes free of the cylinder,
hold it upright to prevent it from striking the studs or
dragging across the stud thread area. Mark the cylinder
“F(ront)” or “R(ear)” to identify location.
22. Slide plastic tubing, rubber hose or conduit over each
cylinder stud. Material approximately 6 inches (152 mm)
long with an I.D. of 1/2 inch (12.70 mm) will protect cylinder studs and piston from damage.
3-36 2004 Touring: Engine
28. Remove the piston. Be sure to hold the rod shank
upright to prevent it from striking the crankcase. Place a
piece of foam-type water pipe insulation around each
rod (about 3 inches long with a 2-1/4 inch O.D. and a 1
inch I.D.) to prevent damage if contact should occur.
29. Turn the piston over and mark the pin boss with the
letters “F(ront)” or “R(ear)” to identify location. See Section 3.11 SUBASSEMBLY SERVICE AND REPAIR,
PISTON and UPPER CONNECTING ROD.
30. If performing a top end overhaul only, see Section 3.11
SUBASSEMBLY SERVICE AND REPAIR, TOP END,
before proceeding to Section 3.9 TOP END OVERHAUL,
ASSEMBLY, which follows. If performing a complete
engine overhaul, see Section 3.10 BOTTOM END
OVERHAUL, DISASSEMBLY.
Page 5
HOM
CAUTION
CAUTION
E
5. Insert piston pin through pin bore and upper connecting
rod bushing. Push pin until it contacts circlip installed in
opposite pin boss.
Do not reuse piston pin circlips. The circlips may weaken
during removal causing them to break or dislodge during engine operation, a condition that will result in
engine damage.
Figure 3-26. Piston Pin Remover (Part No. HD-42320A)
Spacer and
Acorn Nut
f1640x3x
Rubber Coated Tip
Figure 3-27. Remove Piston Pin
Handle
ASSEMBLY
6. Place clean shop towels over the cylinder and lifter
bores to prevent the piston pin circlip from falling into the
crankcase. Verify that the circlip groove is clean and free
of dirt and grime.
7. Install
new
piston pin circlip with the PISTON PIN CIRCLIP REMOVER/INSTALLER (HD-42317A). Proceed as
follows:
a. Slide circlip down nose of tool until it contacts claw.
Lightly squeeze handles of tool to capture circlip in
claw.
b. Releasing pressure on handles, rotate circlip so that
the end gap is centered at top of tool and then
recapture in claw.
c. Tilt the circlip forward until the end gap contacts
nose of tool. See upper frame of Figure 3-28.
d. Insert the tool into the piston pin bore until claw is
aligned with slot in piston.
e. Firmly push the tool into the piston pin bore until it
bottoms. Release handles and remove tool.
f. Inspect the circlip to verify that it is fully seated in
the groove.
NOTE
It is assumed that each step performed on one cylinder is
automatically repeated on the other.
1. Slide plastic tubing, rubber hose or conduit over each
cylinder stud, if removed. Material approximately 6
inches (152 mm) long with an I.D. of 1/2 inch (12.70 mm)
will protect cylinder studs and piston from damage.
2. Apply clean H-D 20W50 engine oil to piston pin, piston
bosses and upper connecting rod bushing.
3. Remove water pipe insulation from rod shank.
4. Place piston over rod end so that the arrow stamped at
the top of the piston points toward the front of the
engine.
O-rings that are missing, distorted, pinched or otherwise
damaged will result in either oil leakage or low oil pressure. Use of the wrong O-ring will have the same results.
Since many O-rings are similar in size and appearance,
always use ne
use to avoid confusion.
8. Install
dowel (that is, rear dowel on rear cylinder, front dowel on
front cylinder). Apply a very thin film of clean H-D 20W50
engine oil to O-ring before installation. Verify that O-ring
is properly seated in groove.
9. Install
Apply a very thin film of clean H-D 20W50 engine oil to
O-ring before installation.
w O-rings keeping them packaged until
new
O-ring over “downside” cylinder deck ring
new
O-ring seal at the bottom of the cylinder liner.
2004 Touring: Engine 3-37
Page 6
HOM
E
f1564x3x
f1636x3x
Circlip
b. With the forked end of the tool pointing towards the
center of the engine and the adjustable knobs facing downward, capture shank of connecting rod in
fork. Lay tool on cylinder deck so that adjustable
knobs contact wall of cylinder bore.
c. Rotate engine until piston skirt is centered and
firmly seated on top of support plate. See Figure 3-
30.
14. Install cylinder as follows:
a. Obtain the PISTON RING COMPRESSOR (HD-
96333-51C).
b. Fit tabs on pliers into slots of ring compressor band
(HD-96333-103). The arrow stamped on the band
indicates the side that faces up, so disregard the
word “bottom.” Place band around piston. Press the
lever on the right side of the pliers to open the jaws
for band expansion.
c. Orient tool so that the top of the band is positioned
between the top compression ring and the piston
crown. Tightly squeeze handles of tool to compress
piston rings. The racheting action of the tool allows
release of the handles after the rings are compressed.
Figure 3-28. Install Piston Pin Circlip
NOTE
Excessive lubrication of cylinder sleeve O-ring seal will result
in oil weepage between cylinder and crankcase as engine is
run, a condition that may be incorrectly diagnosed as an oil
leak.
10. Verify that the piston ring end gaps are properly staggered. If necessary, see Section 3.11 SUBASSEMBLY
SERVICE AND REPAIR, PISTON.
11. Apply clean H-D 20W50 engine oil to piston, piston rings
and cylinder bore.
12. Remove plastic tubing or rubber hose from cylinder
studs. Rotate engine until piston is at top dead center. If
necessary, see step 31 for methods of engine rotation.
13. Install the PISTON SUPPORT PLATE (HD-42322). Proceed as follows:
a. Slide both adjustable knobs on tool down slots away
from forked end. Tighten knobs when contact is
made with flats at end of slots.
Figure 3-29. Piston Support Plate (Part No. HD-42322)
Piston
Support Plate
f1612x3x
Figure 3-30. Install Piston Support Plate
3-38 2004 Touring: Engine
Page 7
HOM
CAUTION
f1518b3x
Threaded
Cylinder
E
h. Carefully set the cylinder over the two ring dowels in
the cylinder deck. Push down on the cylinder until it
is fully seated in the crankcase bore.
NOTE
To hold the first cylinder in position while installing the second, install threaded cylinders (HD-95952-1) from CONNECTING ROD CLAMPING TOOL (HD-95952-33B) onto
cylinder studs with the knurled side down. This will prevent
the piston rings from raising the cylinder as the engine is
rotated to bring the other piston into position for installation of
the second cylinder. See Figure 3-33.
Figure 3-31. Piston Ring Compressor
(Part No. HD-96333-51C)
f1613x3x
Ring Compressor Band
(3-5/8 - 3-7/8 Inches)
Part No. HD-96333-103
B
OT
TO
M
Pliers
Figure 3-32. Install Cylinder
d. Note that the cylinders should have been marked
with the letters “F(ront)” or “R(ear)” to identify
location. With the indent in the cooling fins facing
the right side of the engine, gently slide cylinder
over the cylinder studs and the piston crown resting
it on the top of the ring compressor band.
e. Place the palms of both hands at the top of the cyl-
inder. Push down on the cylinder with a sharp, quick
motion to pass the piston ring area. See Figure 3-
32.
f. Rotate the engine slightly to raise piston off support
plate. Remove pliers from band and then remove
band from around shank of connecting rod. Remove
piston support plate.
g. Remove shop towels from around the crankcase
bore exercising caution to keep out any dirt or
debris.
15. With the part number topside, place the head gasket
over the two ring dowels in the upper flange of the cylinder.
16. Note that the word “Front” or “Rear” is cast into the top of
the cylinder head to ensure proper installation. With the
indent in the cooling fins facing the right side of the
engine (for accommodation of the push rods and covers), carefully set the cylinder head over the two cylinder
ring dowels. To avoid damage to machined surfaces or
ring dowels, lower the cylinder head at an angle that
closely approximates the angle of the crankcase.
Thoroughly clean and lubricate the threads of the cylinder head bolts before installation. Friction caused by dirt
and grime will result in a false torque indication.
Figure 3-33. Install Threaded Cylinders to Studs
(Part No. HD-95952-1)
2004 Touring: Engine 3-39
Page 8
HOM
E
A
S
S= Short Bolt
FRONT
L= Long Bolt
L
S
4
2
1
S
REAR
3
L
L
3
1
17. Lightly oil threads and shoulders of cylinder head bolts
with clean H-D 20W50 engine oil.
18. Start the cylinder head bolts onto the cylinder studs, two
short bolts on the left side of the engine, two long bolts
on the right.
19. Tighten the four cylinder head bolts as follows:
CAUTION
Improperly tightened cylinder head bolts may result in
gasket leaks, stud failure and distortion of the cylinder
and/or cylinder head.
a. Alternately turn each cylinder head bolt until finger
tight.
b. Tighten the cylinder head bolts to 120-144
(13.6-16.3 Nm) in the sequence shown in A of Fig-
ure 3-34.
c. Following the same sequence, tighten each bolt to
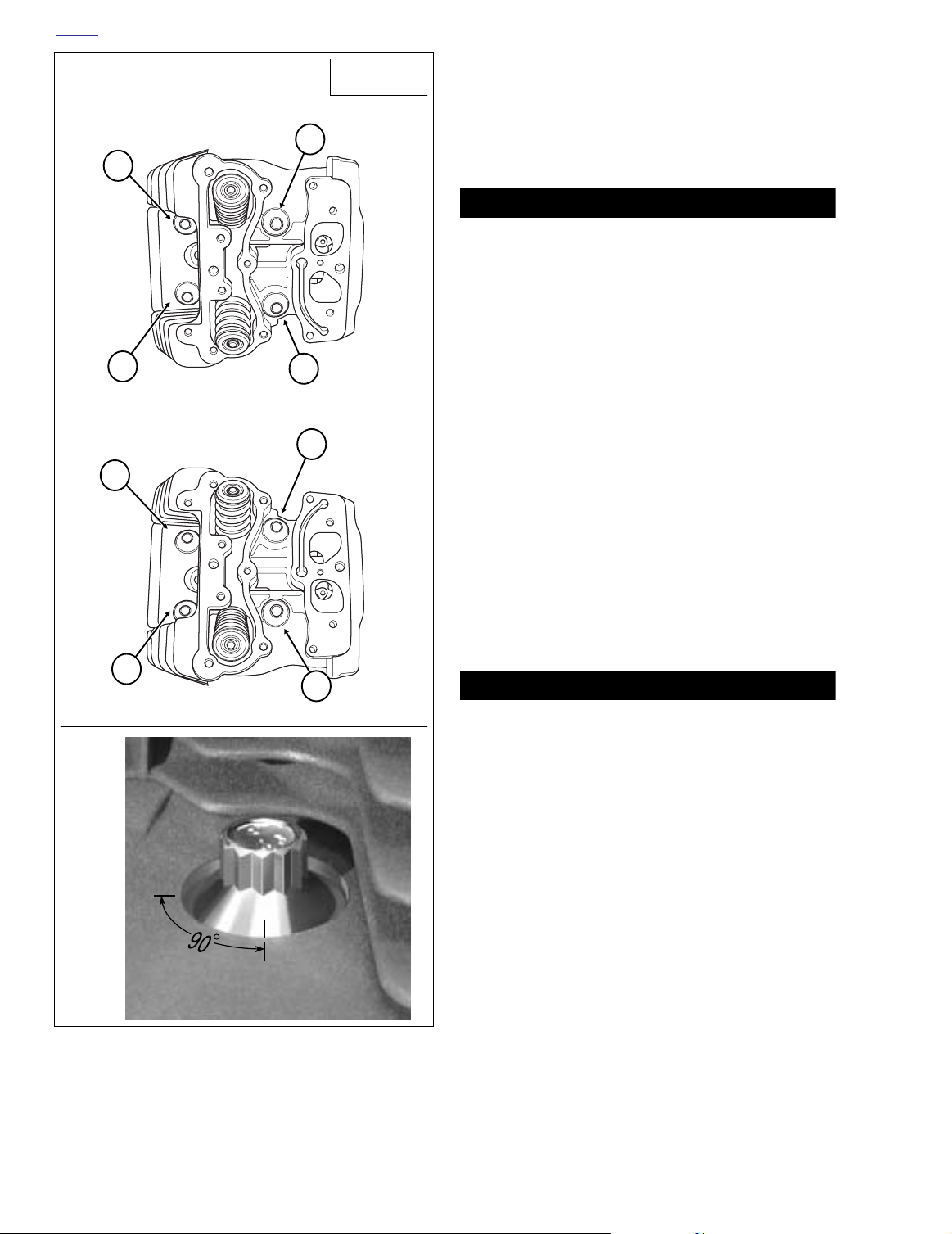
15-17 ft-lbs (20.3-23.1 Nm).
d. Using a grease pencil, mark a straight line on the
cylinder head bolt continuing the line over onto the
cylinder head. Using the marks as a guide, turn
each bolt 1/4 turn or 90 degrees. See B of Figure 3-
34. Be sure to tighten the cylinder head bolts in the
sequence shown in A of Figure 3-34.
in-lbs
2
S
4
L
B
f1583x3x
Figure 3-34. Cylinder Head Torque Sequence
and Bolt Size
f2166x3x
NOTE
For best results, obtain Snap-on® Torque Angle Gauge
TA360.
20. Install a
flange.
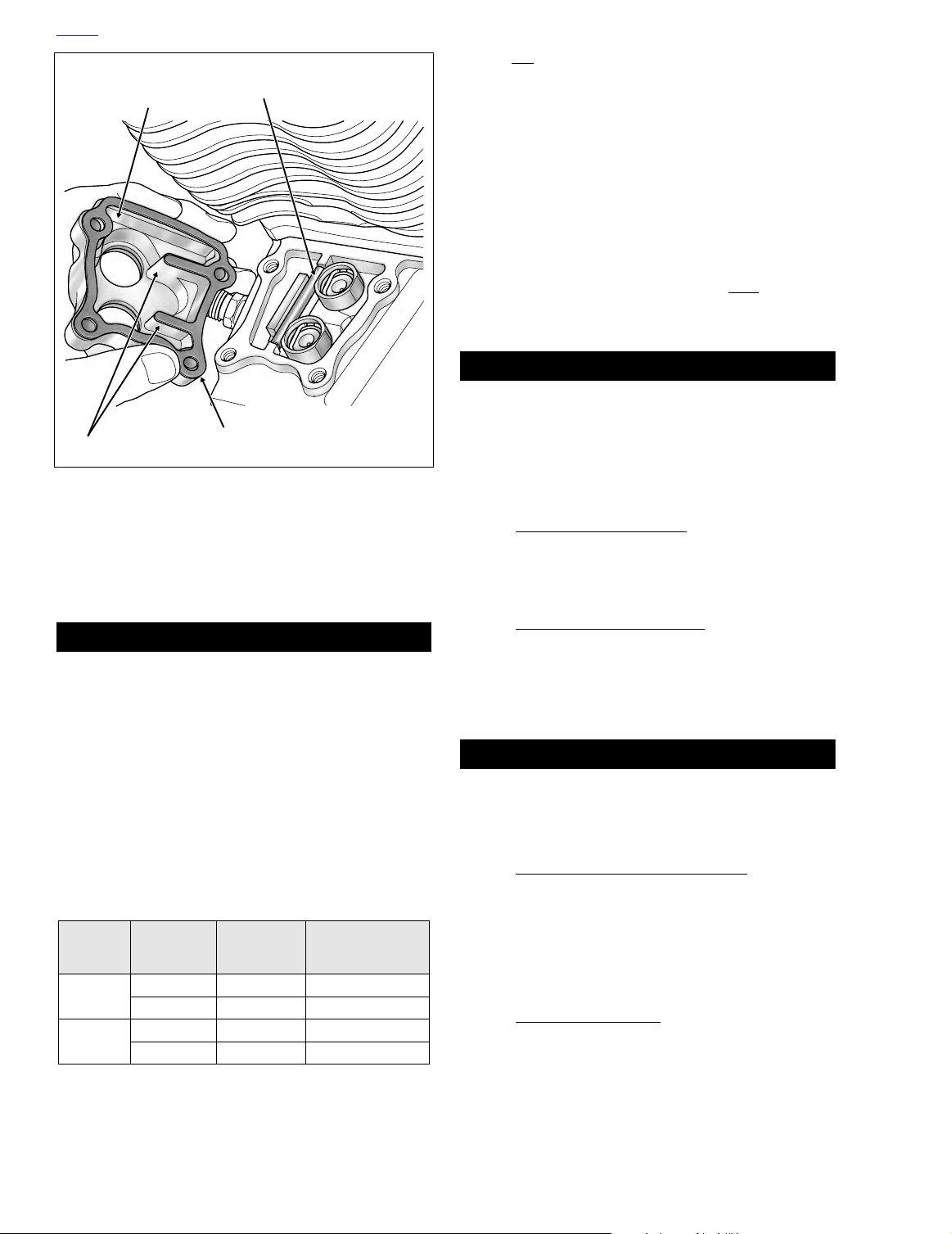
Even though all bolt holes (rocker housing, rocker arm
support plate and breather assembly) may appear to be
in alignment, the rocker housing gasket may be installed
upside down. An upside down gasket will result in an
open breather channel causing an oil leak when the vehicle is started, possibly resulting in engine and/or property damage.
21. Verify that the rocker housing gasket is installed correctly by noting that the breather channel is concealed.
See Figure 3-35.
22. With the indent facing forward, place the rocker housing
into position aligning the holes in the housing with those
in the gasket.
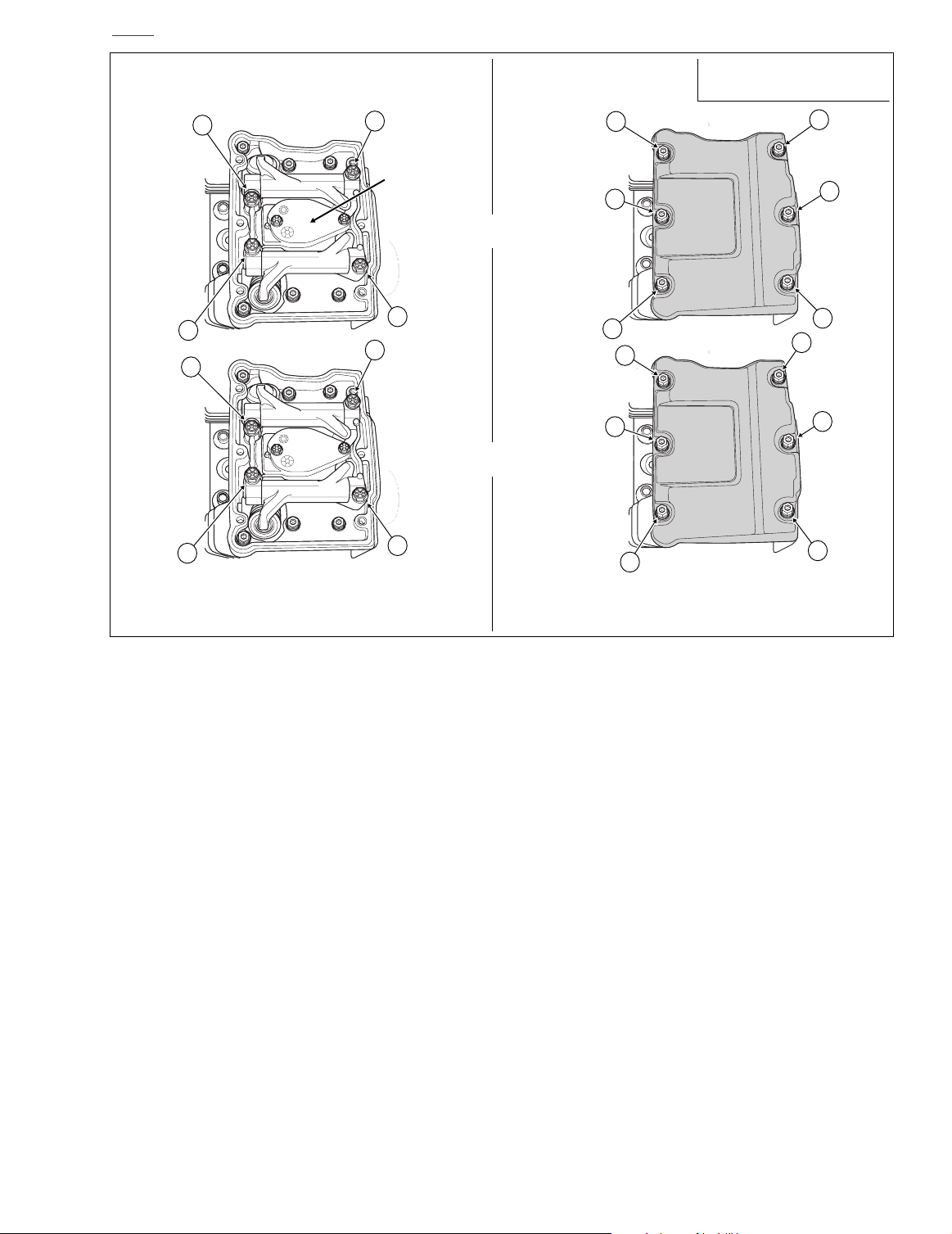
23. Apply a small dab of Loctite Medium Strength Threadlocker 243 (blue) to threads of six rocker housing bolts.
Start the rocker housing bolts, two long bolts on the left
side of the engine, four intermediate bolts in the interior.
Alternately tighten the bolts to 120-168
Nm) in the pattern shown in Figure 3-36.
new
rocker housing gasket on the cylinder head
CAUTION
in-lbs
(13.6-18.9
3-40 2004 Touring: Engine
Page 9

HOM
S= Short Bolt, 1 In.
I = Intermediate Bolt, 1-1/4 In.
L = Long Bolt, 1-3/4 In.
2
4
3
1
6
5
3
1
2
4
5
6
f2165x3x
Install Six Rocker Housing Bolts.
Tor que: 120-168 in-lbs
L
I
L
L
L
I
I
I
I
I
I
I
FRONT
REAR
O-Ring
E
Breather Channel Concealed Breather Channel Exposed
CORRECT WRONG
Figure 3-35. Install Rocker Housing Gasket (Rear Cylinder Shown)
NOTE
Rocker housing and rocker cover bolts have both an internal
and external hex, which allows the bolts to be installed with
either a short 3/16 inch allen wrench (tight spaces), or a 7/16
inch socket or open end/box wrench (open spaces). If the
engine is left in the chassis for service, the short 3/16 inch
allen wrench is indispensable when installing the rocker
housing and rocker cover bolts on the left side of the engine
(particularly the rear) where there is close proximity to the
frame.
NOTE
If the engine was left in the chassis for service, final tighten
the rear left rocker housing bolt (rear cylinder) using a torque
wrench with a 1/4 inch drive. Since this tool may not be available in foot-pounds, tighten the bolt to 120-168
f1577x3x f1576x3x
in-lbs
.
O-rings that are missing, distorted, pinched or otherwise
damaged will result in either oil leakage or low oil pressure. Use of the wrong O-ring will have the same results.
Since many O-rings are similar in size and appearance,
always use ne
w O-rings keeping them packaged until
use to avoid confusion.
24. Install
new
O-ring in groove around breather baffle hole
in rocker housing. Apply a thin film of clean H-D 20W50
engine oil to O-ring before installation. See Figure 3-36.
25. Install the hydraulic lifters in the crankcase bores with
the flats facing forward and rearward. To preserve existing wear patterns, orientation of the oil hole (inboard or
outboard) should have been noted during disassembly.
To avoid damage, do not drop lifters onto cam lobes.
CAUTION
Figure 3-36. Rocker Housing Torque Sequence
and Bolt Size
2004 Touring: Engine 3-41
Page 10
HOM
E
Lifter Cover
Anti-Rotation
Pin
Do
not
install the spring cap retainers at this time. To
ensure proper installation, take note of Ta bl e 3-3.
30. Install the push rods in their original positions. Be sure to
remove any tags that may have been used for marking
location and orientation. To ensure proper installation,
take note of Ta bl e 3-3. For example, if reassembling the
rear cylinder, slide the intake push rod (silver) through
the front hole in the rocker housing engaging the lifter
socket in the inside hole of the lifter cover. Slide the
exhaust push rod (black) through the rear hole in the
rocker housing engaging the lifter socket in the outside
hole of the lifter cover.
Ribs
Gasket
f1606x3x
Figure 3-37. Install Lifters and Lock Position
With Anti-Rotation Pin
26. Place anti-rotation pin on the machined flat between the
blocks cast into the crankcase. See Figure 3-37.
27. Install a
new
lifter cover gasket aligning the holes in the
gasket with those in the cover.
CAUTION
Movement or loss of the anti-rotation pin can result in
lifter rotation causing catastrophic engine damage.
28. Install the lifter cover and start the four allen head socket
screws (1/4 x 1 inch). During installation, verify that the
anti-rotation pin is held in place by the ribs cast into the
inboard side of the lifter cover. See Figure 3-37. Tighten
the lifter cover screws to 90-120
in-lbs
(10.2-13.6 Nm) in
a crosswise pattern.
29. Hand compress the push rod cover assembly and fit the
O-ring end of the lower push rod cover into the lifter
cover bore. Expanding the assembly, fit the O-ring end of
the upper push rod cover into the cylinder head bore.
Table 3-3. Push Rod/Cover Locations
Cylinder
Front
Rear
*
Push Rods Are Color Coded - Intake (Silver), Exhaust (Black)
Cover and
Push Rod*
Intake Inside Rear
Exhaust Outside Front
Intake Inside Front
Exhaust Outside Rear
Lifter Cover
Bore
Cylinder Head/
Rocker Housing
Bore
31. To install the rocker arm support plate,
both
lifters of the
cylinder being serviced must be on the base circle (or
lowest position) of the cam.
CAUTION
Installing the rocker arms and rotating the engine with
the valve train loaded can result in bent push rods and/
or valve damage.
To find the base circle, it is first necessary to rotate the
engine. Based on the level of disassembly, three methods of engine rotation are presented below.
a. With pr
imary cover installed - With vehicle on center
stand, place the transmission in 5th gear and rotate
rear wheel in a clockwise direction (as viewed from
right side) until the base circle is found. See step
31(d) to find the base circle.
b. With pr
imary cover removed - Remove primary
cover. Place the transmission in neutral. Fit a 1-1/2
inch socket on the compensating sprocket shaft nut.
Rotate nut in a counterclockwise direction until the
base circle is found. See step 31(d) to find the base
circle.
CAUTION
Do not attempt to rotate engine by removing cam cover
and placing socket on crank or primary cam sprocket
flange bolt. Head of flange bolt can break off possibly
resulting in damage to flywheel or camshaft.
c. With engine mounted in engine stand
- Fashion tool
as follows: Obtain used or discarded compensating
sprocket shaft extension (HD-40266-85). Weld a 13/
16 inch socket with a 1/2 inch drive to outboard side
of extension. See Figure 3-23. Install tool on
sprocket shaft and rotate in a counterclockwise
direction until the base circle is found. See step
31(d) to find the base circle.
d. Finding the base circle
: Using one of the methods
above, rotate engine until piston is at Top Dead
Center (TDC) of compression stroke. To accomplish
3-42 2004 Touring: Engine
Page 11
HOM
E
f2163x3x
Rocker Arm Torque:
18-22 ft-lbs
1
4
4
3
Breather
Assembly
Tor que: 90-120 in-lbs
FRONT
2
2
REAR
f2164x3x
Tor que: 15-18 ft-lbs
S= Short Bolt, 1 In.
I = Intermediate Bolt, 1-1/4 In.
L = Long Bolt, 1-3/4 In.
5
S
1
S
3
S
3
S
1
S
4
L
2
L
6
L
6
L
2
L
1
AB
Alternately Tighten Four Rocker Arm Bolts
3
5
S
Install Six Rocker Cover Bolts.
4
L
1/4 Turn in Pattern Shown.
Figure 3-38. Rocker Arm/Rocker Cover Torque Sequence and Bolt Size
this, first raise lower push rod cover to access intake
lifter (inside hole of lifter cover). Place index finger
on top of the intake lifter. While rotating engine, feel
lifter rise (valve open) and fall (valve closed). Now
place finger tightly over spark plug hole and rotate
engine again. In the compression stroke, air will be
forced out against your finger until the piston
reaches the TDC position. Stop engine rotation
when the flow of air through the spark plug hole
stops. Direct the beam of a small flashlight into
spark plug hole to verify piston is at TDC. Both
intake and exhaust valves are now closed and the
push rods are in the unloaded position.
32. Place the rocker arm support plate assembly into the
rocker housing. Start the four rocker arm support plate
bolts into the cylinder head.
33. Place breather assembly at top of rocker arm support
plate. Apply a small dab of Loctite Medium Strength
Threadlocker 243 (blue) to threads of two breather
assembly bolts. Start bolts into cylinder head.
34. Alternately tighten each of the four rocker arm support
plate bolts just 1/4 turn following the pattern shown in A
of Figure 3-38. Continue turning the bolts in these
increments until snug. Following the same numerical
sequence, tighten the bolts to 18-22 ft-lbs (24.4-29.8
Nm).
35. Alternately tighten the two breather assembly bolts to
90-120
in-lbs
(10.2-13.6 Nm).
NOTE
If the engine was left in the chassis for service, final tighten
the rocker arm support plate bolt on the rear left side of the
rear cylinder using a 3/8 inch drive torque wrench with a 1/2
inch flank drive “dog bone” torque adapter (Snap-On
FRDH161). Since any extension can act as a torque multiplier, the torque wrench must be perpendicular to the torque
adapter when the bolt is tightened. The 90 degree orientation
between the tools cancels the multiplier effect and prevents
the bolt from being over-tightened. If the adapter is kept inline
with the torque wrench, the multiplier effect is in force and
distortion of the rocker housing will occur.
2004 Touring: Engine 3-43
Page 12

HOM
E
f1604x3x
Figure 3-39. Install Spring Cap Retainer
36. Lift up lower push rod covers and verify that both push
rods spin freely.
39. Apply a small dab of Loctite Medium Strength Threadlocker 243 (blue) to threads of six rocker cover bolts.
Start the rocker cover bolts, three short bolts on the left
side of the engine, three long bolts on the right. Tighten
the bolts to 15-18 ft-lbs (20.3-24.4 Nm) in the pattern
shown in B of Figure 3-38.
NOTE
If the engine was left in the chassis for service, final tighten
the three rocker cover bolts on the left side of the rear cylinder using a 3/8 inch drive torque wrench with a 7/16 inch
flank drive “dog bone” torque adapter (Snap-On FRDH141).
Since any extension can act as a torque multiplier, the torque
wrench must be perpendicular to the torque adapter when
the bolts are tightened. The 90 degree orientation between
the tools cancels the multiplier effect and prevents the bolts
from being over-tightened. If the adapter is kept inline with
the torque wrench, the multiplier effect is in force and distortion of the rocker cover will occur.
40. If engine was left in the chassis for service, see Section
3.6 ASSEMBLING MOTORCYCLE AFTER STRIPPING.
If engine was removed for service, see Section 3.8
INSTALLING ENGINE IN CHASSIS.
NOTE
Always service each cylinder separately. After the first cylinder is serviced the engine must be rotated to find the base
circle on the second cam. Service on the remaining cylinder
can then proceed.
37. Complete installation of the push rod covers as follows:
a. Verify that the O-ring ends of the upper and lower
push rod covers fit snugly into the cylinder head and
lifter cover bores.
b. Lodge the upper edge of spring cap retainer into the
cylinder head bore leaving the bottom edge free.
c. Insert blade of small screwdriver between bottom
edge of spring cap retainer and top of spring cap.
d. While simultaneously depressing spring cap with tip
of screwdriver, use forefinger to slide bottom edge
of spring cap retainer down shaft towards tip of
screwdriver blade. As spring cap reaches its full
length of travel, spring cap retainer should be in
approximate position against upper push rod cover.
See Figure 3-39.
NOTE
For best results, be sure that screwdriver, spring cap and
spring cap retainer are free of grease and oil.
e. Verify that spring cap retainer is seated tightly
against upper push rod cover.
38. Install a
new
rocker cover gasket on the rocker housing
flange. Place the rocker cover into position aligning the
holes in the cover with those in the gasket.
3-44 2004 Touring: Engine
Page 13
HOM
E
BOTTOM END OVERHAUL 3.10
DISASSEMBLY
1. See Section 3.9 TOP END OVERHAUL, DISASSEM-
BLY. If only servicing cam compartment components,
see steps 1-11. If performing a complete engine overhaul, reference steps 1-29.
NOTE
The cam support plate, lifter cover and crankshaft position
sensor mount all use the same short allen head socket screw
(1/4 x 1 inch). Only the cam cover uses the longer screw (1/4
x 1-1/4 inches). For ease of assembly, do not mix short and
long screws. Store long screws inside cam cover to avoid
confusion. The short screws are interchangeable.
2. Remove the ten allen head socket screws to release the
cam cover. Remove and discard the cam cover gasket.
Flange Bolt and
Right
Crankcase Half
Flat Washer
3. Using a colored marker, mark the crank sprocket and
one of the links of the primary cam chain. Maintaining
the original direction of rotation during assembly may
prolong service life.
4. Remove the flange bolt and flat washer from the crank
sprocket. See Figure 3-40.
5. Remove the flange bolt and flat washer from the primary
cam sprocket.
NOTE
If too much loctite, or perhaps the wrong loctite, was used to
install the primary cam sprocket flange bolt, it may be very
difficult to remove. In these cases, break down loctite using
heat from a small propane torch. Apply flame evenly around
bolt head in a circular motion, but not for so long as to turn
bolt blue. Do not direct heat at chain tensioner assembly and
other components or damage will result. Other methods of
removal, such as use of a large breaker bar, also may result
in damage to chain drive and other components.
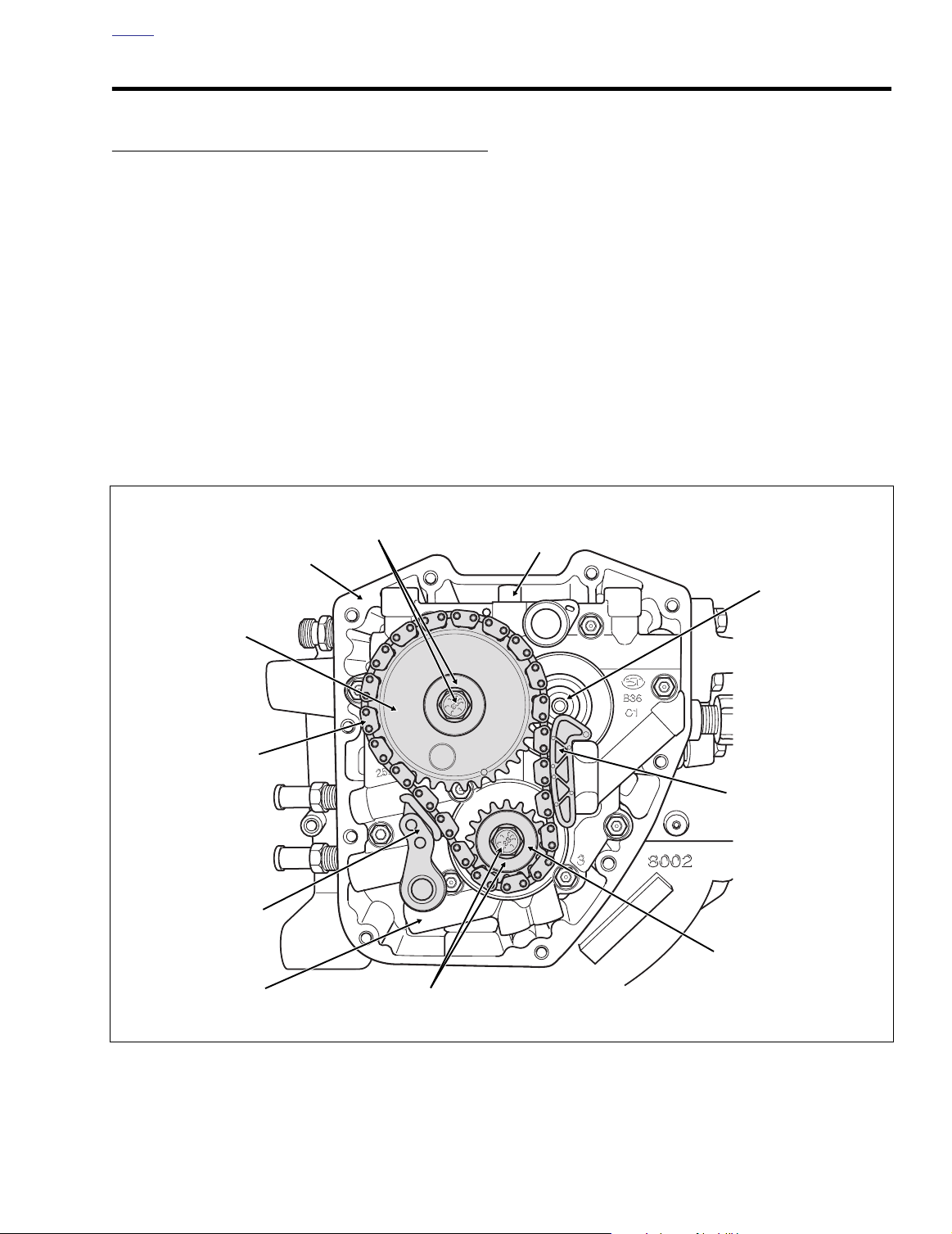
Cleaning
Plug
Camshaft
Front
Primary Cam
Sprocket
Primary
Cam Chain
Primary Cam Chain
Tensioner
Oil Pressure
Relief Valve
Flange Bolt and
Flat Washer
Figure 3-40. Cam Support Plate Assembly
Michalski
Chain Guide
Crank
Sprocket
f2141x3x
2004 Touring: Engine 3-45
Page 14
HOM
E
Tensioner
Unloader
Slot
Figure 3-41. Cam Chain Tensioner Unloader
with Retention Pins (Part No. HD-42313)
Retention Pins
7. Insert small pry bar (seal remover) between inboard side
of primary cam sprocket and cam support plate. Working
around its circumference, carefully ease primary cam
sprocket off splines of rear camshaft until loose.
8. Ease off crank sprocket with a slightly smaller pry bar
(seal remover). Remove the primary cam sprocket, primary cam chain and crank sprocket.
9. Remove the primary cam sprocket spacer from the rear
camshaft.
10. Squeeze tabs to remove chain guide from between
blocks cast into cam support plate.
11. Release the cam support plate from the oil pump flange.
Alternately loosen and then remove the four allen head
socket screws following the pattern shown in B of Figure
3-50.
12. Release the cam support plate from the crankcase
flange. Alternately loosen and then remove the six allen
head socket screws following the pattern shown in A of
Figure 3-50.
13. Two ring dowels in crankcase flange locate cam support
plate (lower rear, upper front). See Figure 3-43. Insert
small pry bar (seal remover) between inboard side of
cam support plate and crankcase flange in area adjacent to ring dowels. Alternately work each side free and
then carefully ease cam support plate from end of crankshaft. See Section 3.11 SUBASSEMBLY SERVICE AND
REPAIR, CAM SUPPORT PLATE.
f2140x3x
Figure 3-42. Retract Primary Cam Chain Tensioner
1WARNING1WARNING
Use extreme caution when operating propane torch.
Read the manufacturers instructions carefully before
use. Do not direct open flame or heat toward any fuel
system component. Extreme heat can cause fuel ignition
and explosion. Inadequate safety precautions could
result in death or serious injury.
6. Using the CAM CHAIN TENSIONER UNLOADER (HD-
42313), retract the primary cam chain tensioner as follows:
a. With the handle pointing toward the front of the cam
support plate, place cup of tool over spring coil. Correctly positioned, the slot in the tool should be adjacent to the hole in the tensioner. See Figure 3-42.
b. Rotate the handle of the tool in a counterclockwise
direction until the hole in the tensioner is aligned
with the hole in the boss of the cam support plate.
c. Insert a retention pin through the hole in the ten-
sioner and into the hole in the cam support plate.
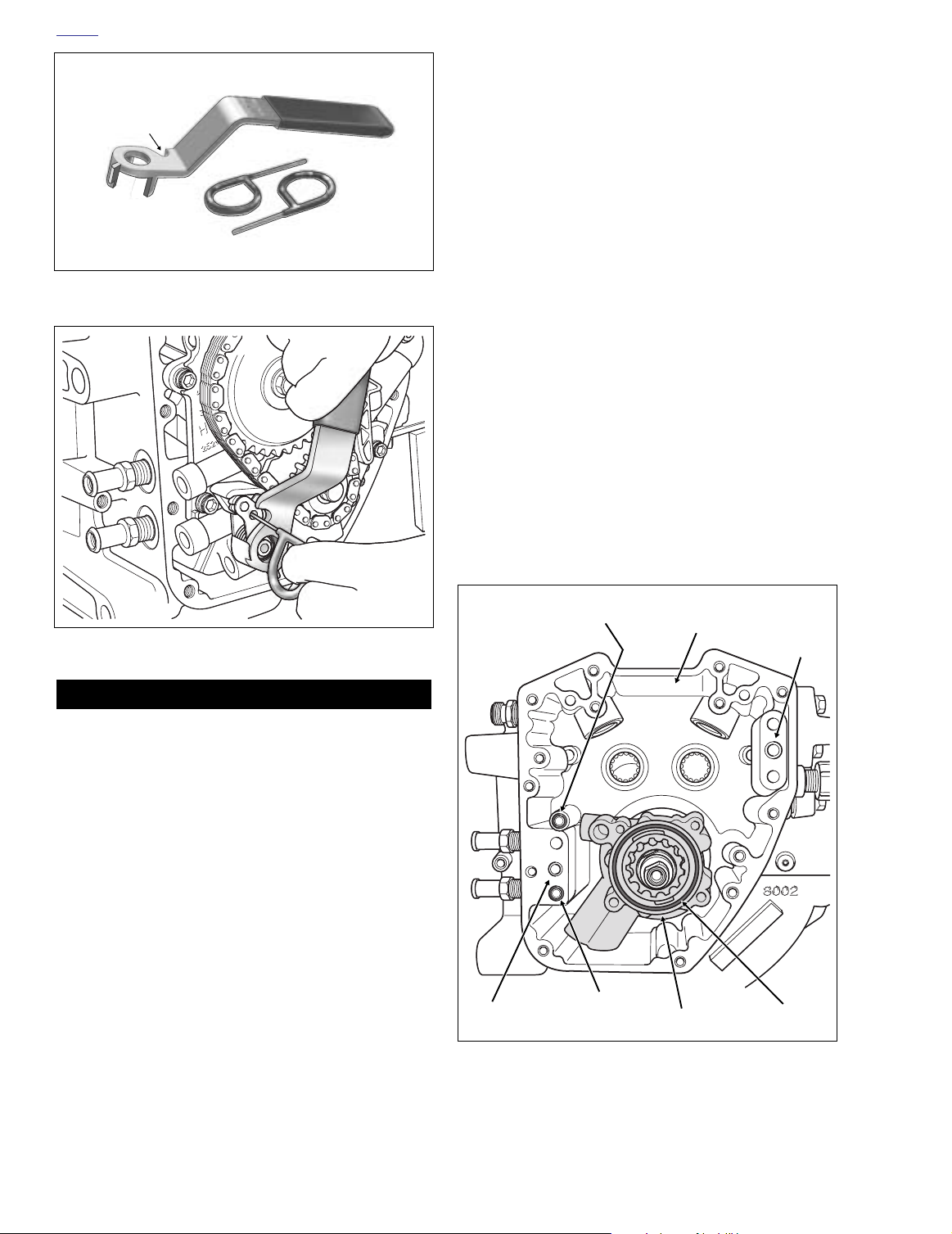
f1573b3x
Ring
Dowel
O-Ring
Blind Hole
O-Ring
Oil Feed Hole
Right
Crankcase Half
Oil Pump
Figure 3-43. Oil Pump Assembly
Ring
Dowel
O-Ring
3-46 2004 Touring: Engine
Page 15

f1644x3x
f1645a3x
Crankshaft
Guide
Water Pipe
Insulation
Crankshaft
Guide
Left
Crankcase Half
Right
Crankcase Half
Crankshaft
Bearing
HOM
E
1CAUTION
Do not pull the retention pin from the primary cam chain
tensioner after removal of the cam support plate. With
35-40 pounds of spring pressure behind the tensioner,
allowing it to accelerate through its full length of travel
will result in spring stretching and/or cracking of the tensioner shoe. Furthermore, if the tensioner should contact fingers or other parts of the hand, minor or
moderate injury may occur.
14. Remove O-ring from groove around oil feed hole in
crankcase flange (directly below rear ring dowel).
Remove O-ring from groove around blind hole in boss
(directly above oil return hole in crankcase flange). Discard O-rings. See Figure 3-43.
15. Pull oil pump from crankshaft. Remove O-ring from outboard side of oil pump housing. Remove O-ring from
scavenge port stub. Discard O-rings. See Section 3.11
SUBASSEMBLY SERVICE AND REPAIR, OIL PUMP.
1WARNING1WARNING
Be sure that stator mount flange (sprocket shaft side) is
NOT facing up when the case halves are separated or the
flywheel assembly will drop to the floor. Dropping the flywheel assembly may result in parts damage and minor
or moderate injury.
16. Rotate crankcase in the engine stand so that the cam
cover flange is facing upward. Remove the nine crankcase bolts in the left case half. Follow the sequence
shown in Figure 3-46.
Figure 3-44. Crankshaft Guide (Part No. HD-42326A)
1CAUTION
Never move or lift the crankcase by grasping the cylinder studs. The crankcase is too heavy to be carried in
this manner and may be dropped. Dropping the crankcase may result in parts damage and minor or moderate
injury.
17. Using pry points, loosen case halves. Lift right crankcase half off end of crankshaft.
18. Remove O-rings from two ring dowels in split line face of
right case half. Discard the O-rings.
19. See Section 3.11 SUBASSEMBLY SERVICE AND
REPAIR, CRANKCASE.
ASSEMBLY
1. If removed, install left crankcase half in engine stand so
that the split line face is vertical.
2. To prevent damage to the sprocket shaft bearing, slide
CRANKSHAFT GUIDE (HD-42326A) over end of
sprocket shaft. Install flywheel assembly into left case
half. Remove tool.
Figure 3-45. Install Crankshaft Guide to Protect
Crankshaft Bearing
2004 Touring: Engine 3-47
Page 16

HOM
E
7. Rotate crankcase in the engine stand so that the stator
1
5
7
4
8
2
3
mount flange (sprocket shaft side) is facing upward.
Install service thrust washer on sprocket shaft with the
ink stamp facing outside (and the chamfer inboard). If
using OE part without markings, orient as required to
preserve existing wear pattern.
8. To install
Nice bearing, large flat washer and handle from
SPROCKET SHAFT TIMKEN BEARING CONE
INSTALLER (HD-97225-55B) and proceed as follows:
a. Verify that seal lip garter spring is in place on both
b. Thread pilot onto sprocket shaft until contact is
c. With the lettering facing outside, slide oil seal over
d. Slide SPROCKET SHAFT OIL SEAL INSTALLER
new
oil seal into bearing bore, obtain pilot,
sides of seal.
made with shoulder.
pilot until it contacts bearing bore.
(HD-39361A) over pilot until it contacts oil seal. See
Figure 3-47.
f1585x3x
O-rings that are missing, distorted, pinched or otherwise
damaged will result in either oil leakage or low oil pressure. Use of the wrong O-ring will have the same results.
Since many O-rings are similar in size and appearance,
always use ne
use to avoid confusion.
3. Install
of right case half.
4. Apply a small
(1.4 mm) wide to the split line face. For best results, use
High-Performance Sealant (gray), Part No. HD-99650-
02.
5. To prevent damage to the crankshaft bearing, place
CRANKSHAFT GUIDE (HD-42326A) over end of crankshaft. Mate case halves sliding bearing in right crankcase half over end of crankshaft. Remove tool. See
Figure 3-45.
6. Start the nine crankcase bolts and tighten as follows:
a. Alternately turn each crankcase bolt until finger
b. Tighten the crankcase bolts to 10 ft-lbs (13.6 Nm) in
c. Following the same sequence, tighten each bolt to
9
Figure 3-46. Crankcase Torque Sequence
(Left Side View)
CAUTION
w O-rings keeping them packaged until
new
O-rings over two ring dowels in split line face
bead of sealant approximately 0.056 inch
tight.
the sequence shown in Figure 3-46.
15-19 ft-lbs (20.3-25.8 Nm).
6
Figure 3-47. Sprocket Shaft Oil Seal Installer
(Part No. HD-39361A)
f1882x3x
Sprocket Shaft
Oil Seal Installer
Figure 3-48. Install Oil Seal In Bore
3-48 2004 Touring: Engine
Page 17

CAUTION
f2068x3x
Rear
Camshaft
Front
Camshaft
Pin Stamped
Timing Lines
HOM
E
e. Slide Nice bearing and large flat washer over pilot
until contact is made with seal installer.
f. Thread handle onto pilot shaft.
g. Rotate handle in a clockwise direction until oil seal
installer makes firm contact with crankcase stator
mount. See Figure 3-48.
h. Remove handle, flat washer, Nice bearing, seal
installer and pilot from sprocket shaft.
9. Slide sprocket shaft spacer over end of sprocket shaft.
Push spacer into oil seal until seated against bearing
race.
10. Rotate crankcase in the engine stand so that the cam
cover flange is facing upward.
11. Install oil pump as follows:
CAUTION
O-rings that are missing, distorted, pinched or otherwise
damaged will result in either oil leakage or low oil pressure. Use of the wrong O-ring will have the same results.
Since many O-rings are similar in size and appearance,
always use ne
w O-rings keeping them packaged until
use to avoid confusion.
a. Install
new
O-ring on scavenge port stub of oil
pump housing. Apply a very thin film of clean H-D
20W50 engine oil to O-ring before installation.
b. Slide oil pump housing onto crankshaft fitting O-ring
on scavenge port stub into crankcase bore at back
of cam compartment. Firmly push on scavenge port
stub with thumb to be sure that it is snug in bore.
Inspect O-ring on stub to verify that it is not pinched
or distorted.
c. Separate the gerotor gears into two sets, one wide
(scavenge) and the other narrow (feed).
NOTE
Lubricate parts with clean H-D 20W50 engine oil during
assembly.
d. Fit the smaller of the
larger. Slide the wide gerotor set down the crank-
wide
gerotor gears into the
shaft until it bottoms in the oil pump housing.
e. Slide the first of two separator plates down the
crankshaft until it contacts the wide gerotor set.
Install wave washer and second separator plate.
f. Fit the smaller of the
narrow
gerotor gears into the
larger. Slide the narrow gerotor set down the crankshaft until it contacts the separator plate.
Figure 3-49. Verify Alignment of Timing Lines
on Front and Rear Camshafts
O-rings that are missing, distorted, pinched or otherwise
damaged will result in either oil leakage or low oil pressure. Use of the wrong O-ring will have the same results.
Since many O-rings are similar in size and appearance,
always use ne
w O-rings keeping them packaged until
use to avoid confusion.
g. Install
new
O-ring in groove on outboard side of oil
pump housing. See Figure 3-43. Apply a very thin
film of clean H-D 20W50 engine oil to O-ring before
installation.
12. Install
new
O-ring in groove around oil feed hole in
crankcase flange (directly below rear ring dowel). Install
new
O-ring around blind hole in boss (directly above oil
return hole in crankcase flange). Apply a thin film of H-D
20W50 engine oil to O-rings before installation.
13. If not retracted, place cup of CAM CHAIN TENSIONER
UNLOADER (HD-42313) over spring coil of secondary
cam chain tensioner positioning finger on tool between
tensioner and shoe. Rotate tool in a counterclockwise
direction inserting retention pin through hole in boss on
primar
y cam chain side
of cam support plate. Pin
engages hooks on tensioner to hold it in the retracted
position. For best results, place cam support plate in a
vise using brass jaw inserts to prevent casting damage.
14. Lubricate cam needle bearings with clean H-D 20W50
engine oil.
2004 Touring: Engine 3-49
Page 18

HOM
E
3
6
2
5
4
2
4
1
1
CAM SUPPORT PLATE OIL PUMP
AB
Figure 3-50. Cam Support Plate/Oil Pump Torque Sequence
f1581b3x
3
f1581b3x
15. Using a straightedge, verify that the pin stamped timing
lines on the ends of the front and rear camshafts are in
alignment (although they may be somewhat difficult to
see). See Figure 3-49. If necessary, rotate camshafts in
order to make this observation.
16. Aligning bushing in cam support plate with end of crankshaft, slide cam support plate over crankshaft onto two
ring dowels in crankcase flange. Use a rubber mallet to
fully seat cam support plate on ring dowels.
17. Install the six allen head socket screws (1/4 x 1 inch) to
secure the cam support plate to the crankcase flange.
Tighten screws to 90-120
pattern shown in A of Figure 3-50.
18. Secure the cam support plate to the oil pump flange as
follows:
a. Start two allen head socket screws (1/4 x 1 inch)
into holes 3 and 4. See B of Figure 3-50.
b. Obtain two ALIGNMENT TOOLS used to install lifter
guides on Evolution engines (HD-33443). Loosely
install alignment tools in holes 1 and 2.
c. While rotating the engine, alternately snug and then
tighten the alignment tools to 40-45
Nm).
For methods of engine rotation, see Section 3.9 TOP END
OVERHAUL, DISASSEMBLY, step 7.
NOTE
in-lbs
(10.2-13.6 Nm) in the
in-lbs
(4.5-5.1
d. Alternately snug and then tighten the screws in
holes 3 and 4 to 40-45
e. Remove the alignment tool from hole 1. Install the
allen head socket screw and tighten to 40-45
(4.5-5.1 Nm).
f. Repeat step 18(e) to replace alignment tool in hole
2 with allen head socket screw.
g. Final tighten all four screws to 90-120
13.6 Nm). Use the pattern shown in B of Figure 3-
50. Numbers cast adjacent to the bolt holes also
indicate the oil pump torque sequence.
If only realigning the oil pump, first loosen all screws following
the pattern shown in B of Figure 3-50. Remove screws from
holes 1 and 2 and then follow the alignment procedure starting at step 18(b).
19. Pull retention pin from hole in cam support plate to
release secondary cam chain tensioner.
20. Squeeze tabs and install chain guide between blocks
cast into cam support plate.
21. Install primary cam sprocket spacer onto rear camshaft.
22. If using the original cam support plate, camshafts, primary cam sprocket, crank sprocket and flywheel assembly, then move to step 23. However, if any of these parts
have been replaced, then proceed as follows:
NOTE
in-lbs
(4.5-5.1 Nm).
in-lbs
in-lbs
(10.2-
3-50 2004 Touring: Engine
Page 19

HOM
f2142x3x
E
a. Install primary cam sprocket onto splines of rear
camshaft. Install long
flange bolt with thicker flat
washer to secure sprocket to end of camshaft.
b. Install crank sprocket onto crankshaft. Install shor
flange bolt with smaller diameter flat washer (that is,
washer from bulk inventory) to secure sprocket to
end of crankshaft.
NOTE
Use of smaller diameter flat washer with crank sprocket
flange bolt allows room on sprocket face for placement of
straightedge under step 22(e).
c. To prevent rotation, position the CRANKSHAFT/
CAMSHAFT SPROCKET LOCKING TOOL (HD-
42314) between the crank and primary cam sprock
ets. See Figure 3-52. The handle of the tool is
stamped “Crank” and “Cam” to ensure proper orientation. Tighten the crank and primary cam sprocket
flange bolts to 15 ft-lbs (20.3 Nm). Remove the
sprocket locking tool.
d. Push on rear camshaft to remove end play.
Figure 3-51. Crankshaft/Camshaft Sprocket Locking Tool
(Part No. HD-42314)
t
-
Figure 3-53. Check Alignment of Crank and
Primary Cam Sprocket Faces
e. Place a straightedge across the crank and primary
cam sprocket faces. Try to insert a 0.010 inch feeler
gauge between the straightedge and each sprocket
face. See Figure 3-53. If the feeler gauge does not
fit at either location, then proceed to step 22(f).
On the other hand, if the crank sprocket is “proud”
(that is, rises above the face of the primary cam
sprocket) more than 0.010 inch, remove the flange
bolt and primary cam sprocket, and noting the part
number stamped on the existing spacer, replace it
with the next larger size. See spacer sizes listed in
Ta bl e 3-4. Replace the spacer with the next smaller
size only if the primary cam sprocket is “proud”
(rises above the face of the crank sprocket) more
than 0.010 inch. Return to step 21 to repeat the
check with the new spacer installed.
Sprocket
Locking Tool
f2139x3x
Figure 3-52. Lock Crank and Primary Cam Sprockets
Before Tightening Flange Bolts
Table 3-4. Primary Cam Sprocket Spacers
Spacer Size
0.287 25722-00
0.297 25723-00
0.307 25721-00
0.317 25719-00
0.327 25717-00
0.337 25725-00
f. Remove both crank and primary cam sprockets.
Discard smaller diameter flat washer obtained from
bulk inventory.
23. Install the primary cam chain and sprocket assembly as
follows:
H-D Part Number
2004 Touring: Engine 3-51
Page 20

HOM
E
Crank
Primary Cam
Sprocket
Punch Marks
Figure 3-54. Verify Alignment of Crank and
Primary Cam Sprocket Punch Marks
a. Place the primary cam sprocket in the cam chain.
Hold the sprocket allowing the chain to hang loose.
Rotate the sprocket so that the punch mark on the
sprocket root faces straight downward.
NOTE
To maintain the original direction of rotation, verify that the
colored mark placed on the chain link and crank sprocket is
facing away from the cam support plate during installation.
b. Place the crank sprocket in the opposite end of the
chain with the punch mark on the sprocket tooth facing straight upward.
c. Maintaining the position of the sprockets on the
chain with the punch marks in alignment, start the
primary cam sprocket onto the splines of the rear
camshaft. Apply a thin film of clean H-D 20W50
engine oil to the splines before installation.
d. Maintaining the position of the crank sprocket on the
chain, rotate the primary cam sprocket in a clockwise direction until the flat on the crank sprocket is
aligned with the flat on the crankshaft. Install the
crank sprocket.
24. Rotate the primary cam sprocket in a clockwise direction
until the punch mark on the root is aligned with the
punch mark on the crank sprocket tooth. Lay a straightedge across the centerline of the crank and primary cam
sprocket flange bolt holes to verify that the punch marks
are in alignment. See Figure 3-54.
Sprocket
f2138x3x
NOTE
If the punch marks are not in alignment, then the sprockets
must be removed and reinstalled. The vehicle will not run
properly if the sprockets are misaligned by even one tooth.
NOTE
Both crank and primary cam sprocket flange bolts are specially hardened, while the flat washers are of a special diameter and thickness. Therefore, use only genuine HarleyDavidson parts when replacement is necessary. The crank
and primary cam sprocket flange bolts and flat washers are
NOT
interchangeable.
25. Install crank sprocket and primary cam sprocket flange
bolts and flat washers as follows:
NOTE
Exercise caution to avoid mixing oil on washer with threadlocker on bolt or sealing integrity may be compromised.
a. Apply a thin film of clean H-D 20W50 engine oil to
both sides of flat washers.
b. Install thinner
c. Install thic
d. Apply Loctite Primer 7649 (P/N 98968-99) to
threads of flange bolts.
e. Apply one drop
locker 262 (red) to threads of flange bolts.
f. Install shor
secure crank sprocket to end of crankshaft.
g. Install long
secure primary cam sprocket to end of camshaft.
h. Position CRANKSHAFT/CAMSHAFT SPROCKET
LOCKING TOOL (HD-42314) between the crank
and primary cam sprockets to prevent rotation. See
Figure 3-52. The handle of the tool is stamped
“Crank” and “Cam” to ensure proper orientation.
i. Alternately tighten the crank and primary cam
sprocket flange bolts to 15 ft-lbs (20.3 Nm).
j. Loosen each flange bolt one full turn.
k. Tighten the crank sprocket flange bolt to 24 ft-lbs
(32.5 Nm).
l. Tighten the primary cam sprocket flange bolt to 34
ft-lbs (46.1 Nm).
m. Remove the sprocket locking tool.
flat washer on short flange bolt.
ker flat washer on long flange bolt.
of Loctite High Strength Thread-
t flange bolt with thinner flat washer to
flange bolt with thicker flat washer to
1CAUTION
Ease the primary cam chain tensioner into the unloaded
position using the proper tool. Do not pull the retention
pin to unload the tensioner or the pin may be damaged.
Furthermore, if the tensioner should contact fingers or
other parts of the hand, minor or moderate injury may
occur.
3-52 2004 Touring: Engine
Page 21

HOM
CAUTION
E
Tor que: 125-155 in-lbs
1
9
26. Hold the retracted primary cam chain tensioner with the
7
6
4
10
CAM CHAIN TENSIONER UNLOADER (HD-42313),
pull retention pin from hole in cam support plate and
ease the assembly into the unloaded position.
27. Apply clean H-D 20W50 engine oil to crank and primary
cam sprockets.
Before cam cover installation, verify cleanliness of blind
holes in the crankcase flange. Tightening screws with
dirt, water or oil in the holes can cause the casting to
crack or break. Damage to the casting requires replacement of the right crankcase half.
5
3
Figure 3-55. Cam Cover Torque Sequence
2
f1616b3x
28. Align holes in
crankcase flange.
8
29. Install the cam cover using ten allen head socket screws
(1/4 x 1-1/4 inches). Alternately tighten screws to 125155
in-lbs
Figure 3-55.
30. If performing a complete engine overhaul, see Section
3.9 TOP END OVERHAUL, ASSEMBLY, steps 1-39. If
only cam compartment components were serviced, just
see steps 28-37.
new
cam cover gasket with those in the
(14.1-17.5 Nm) following the pattern shown in
2004 Touring: Engine 3-53
Page 22

HOM
E
Legend:
1. Bolt
2. Bolt
3. Rocker Cover
4. Rocker Cover Gasket
5. Breather Bolt
6. Breather Cover
7. Breather Cover Gasket
8. Umbrella Valve
9. Breather Baffle
10. Filter Element
11. Breather Baffle Gasket
12. Rocker Arm Bolt
13. Rocker Arm Support Plate
14. Rocker Arm Bushing
15. Rocker Arm
16. Rocker Arm Shaft
17. Rocker Arm
18. Breather Baffle O-Ring
19. Rocker Housing Bolt
20. Rocker Housing Bolt
21. Rocker Housing
22. Rocker Housing Gasket
23. O-Ring
23
14
15
24. Upper Push Rod Cover
25. Spring Cap Retainer
2
1
3
5
26. Spring Cap
27. Spring
28. Flat Washer
29. O-Ring
30. Lower Push Rod Cover
31. O-Ring
32. Lifter Cover Screw
33. Lifter Cover
34. Anti-Rotation Pin
35. Lifter Cover Gasket
36. Hydraulic Lifter
37. Push Rod
4
7
6
14
12
9
8
11
10
13
12
19
37
25
32
27
29
24
35
26
28
16
30
17
18
20
16
21
22
31
33
34
36
Figure 3-56. Rocker Arm/Breather/Lifter Assemblies (Exploded View)
3-54 2004 Touring: Engine
f2239x3x
Page 23

HOM
f2176x3x
1. Bolt
2. Breather Cover
3. Cover Gasket
4. Umbrella Valve
5. Breather Baffle
6. Filter Element
7. Breather Baffle Gasket
1
2
3
4 5
6
7
E
SUBASSEMBLY SERVICE AND REPAIR 3.11
TOP END
BREATHER ASSEMBLY
Removal
1. See Section 3.9 TOP END OVERHAUL, DISASSEM-
BLY, steps 1-8.
Disassembly
1. Remove two bolts and lift breather assembly from rocker
arm support plate. See Figure 3-57.
2. Remove the breather cover and gasket. Remove the
breather baffle and gasket. Discard gaskets.
3. Pull filter element from bore on inboard side of breather
baffle. Pull stem of umbrella valve from hole at top of
breather baffle. Discard both filter element and umbrella
valve.
Cleaning and Inspection
1. Clean all parts in a non-volatile cleaning solution or solvent.
2. Thoroughly dry all parts with low pressure compressed
air.
3. Set a straightedge diagonally across the length of the
breather cover intersecting the opposite corners of the
gasket surface. Slide a feeler gauge beneath the
straightedge to check the breather cover for warpage.
Repeat the step checking the opposite diagonal. Discard
the breather cover if any low spot exceeds 0.005 inch
(0.13 mm).
4. Repeat step 3 to inspect the gasket surface of the
breather baffle for flatness. Discard the breather baffle if
any low spot exceeds 0.005 inch (0.13 mm).
Assembly
1. Insert stem of
top of breather baffle. Carefully pull rubber bead on stem
through hole in baffle. Use denatured alcohol or glass
cleaner to lubricate stem, if necessary. Verify that rubber
bead is pulled completely through hole and resides on
bottom side of baffle.
2. Press
Hole in filter element accommodates umbrella valve
stem.
new
umbrella valve through center hole at
new
filter element into bore at bottom of baffle.
Figure 3-57. Breather Assembly
3. Place breather baffle gasket on a clean flat surface.
Aligning holes, place breather baffle, cover gasket and
breather cover on top. Slide two screws through stackup
to keep assembly together until time of installation.
Installation
1. See Section 3.9 TOP END OVERHAUL, ASSEMBLY,
steps 31-39.
2004 Touring: Engine 3-55
Page 24

HOM
E
ROCKER ARM ASSEMBLY
3. Remove the rocker arms from the rocker arm support
plate. Mark the rocker arms to indicate location.
Removal
Cleaning and Inspection
1. See Section 3.9 TOP END OVERHAUL, DISASSEM-
BLY, steps 1-9.
Disassembly
1. Remove the four bolts from the rocker arm support plate.
If necessary, slightly wiggle the two bolts on the push rod
side (right) to disengage them from the notches in the
rocker arm shafts.
2. Using a hammer and brass drift, tap left side of rocker
arm shafts so that the notched ends exit the rocker arm
support plate first. Mark the shafts so that they are
installed in their original locations at time of assembly.
1. Clean all parts in a non-volatile cleaning solution or solvent. Thoroughly dry with low pressure compressed air.
2. Check rocker arms for uneven wear or pitting where contact is made with the valve stem tips. Check for concave
wear where rocker arms contact the push rod ends.
Replace rocker arm if excessive wear is found at either
location.
3. Verify that oil holes in rocker arms and rocker arm support plate are clean and open.
4. Inspect rocker arm shafts for scratches, burrs, scoring or
excessive wear. Replace as necessary.
A B
C D
Figure 3-58. Measure Rocker Arm Assembly for Wear
3-56 2004 Touring: Engine
Page 25

HOM
6916
Remove Bushings.
9/16”-18 Tap
Driver
Discarded Shaft
6923
Ream Bushings.
Bushing Reamer
Part No. HD-94804-57
6922
Driver
Install Bushings.
E
5. Measure the inside diameter of the rocker arm support
plate bore. See A of Figure 3-58. Measure the outside
diameter of the rocker arm shaft where it fits in the bore.
See B of Figure 3-58. Repeat the measurement on
opposite side of support plate and shaft. Replace the
shaft or support plate if any measurement equals or
exceeds 0.0035 inch (0.089 mm).
6. Measure the inside diameter of the rocker arm bushing.
See C of Figure 3-58. Measure the outside diameter of
the rocker arm shaft where it rides in the bushing. See D
of Figure 3-58. Repeat the measurement on opposite
side of rocker arm and shaft. Replace the shaft or bushings if any measurement equals or exceeds 0.0035 inch
(0.089 mm).
7. To replace rocker arm bushings, proceed as follows:
NOTE
Remove, install and ream one bushing at a time.
a. Obtain a 9/16”-18 (14.29 mm) tap. Turn tap into
bushing until tight. Place rocker arm under ram of
arbor press with tap at bottom. Slide a discarded
rocker arm shaft through open end of rocker arm
until contact is made with tap. Using shaft as driver
(and untapped bushing as pilot), press against shaft
until both tap and bushing are free. See upper
frame of Figure 3-59.
b. Using a suitable driver, press
new
bushing into side
of rocker arm until flush with casting. See center
frame of Figure 3-59. Be sure to orient bushing so
that split line faces top of rocker arm.
Never back reamer out of rocker arm or new bushing will
be damaged.
Assembly
1. Place the rocker arms into position on the rocker arm
2. Push the un-notched ends of the rocker arm shafts into
CAUTION
c. Lock rocker arm in a vise using brass jaw inserts or
shop towels to prevent casting damage. Insert
tapered end of ROCKER ARM BUSHING REAMER
(HD-94804-57) into old bushing in rocker arm. Note
that old bushing on drive side of reamer serves as
pilot. See lower frame of Figure 3-59. Rotate reamer
until new bushing on far side is reamed, and then
continuing in the same direction, draw drive side of
reamer from new bushing.
d. Repeat steps 7(a) thru 7(c) to remove, install and
ream second bushing.
support plate.
the right side of the support plate and then into the
rocker arms. As they approach their fully installed positions, rotate the shafts so that the notches are aligned
with the bolt holes in the support plate.
Figure 3-59. Replace Rocker Arm Bushings
2004 Touring: Engine 3-57
Page 26

HOM
E
3. To check for proper end play, insert a feeler gauge
between the rocker arm and support plate. See Figure 3-
60. Repeat measurement on other rocker arm. Replace
the rocker arm, rocker arm support plate, or both if end
play exceeds 0.025 inch (0.635 mm).
4. Install the four bolts in the rocker arm support plate. For
proper assembly, remember that the two bolts on the
push rod side (right) must engage the notches in the
rocker arm shafts.
Installation
1. See Section 3.9 TOP END OVERHAUL, ASSEMBLY,
steps 31-39.
6917
Figure 3-60. Check End Play
3-58 2004 Touring: Engine
Page 27

CAUTION
f1584x3x
Flat
Washer
Spring Cap
Spring
Spring Cap
Retainer
Upper
Push Rod
Cover
O-Ring
Small
O-Ring
Intermediate
O-Ring
Large
Lower
Push Rod
Cover
Flared End
HOM
E
PUSH RODS/LIFTERS/COVERS
Removal
1. See Section 3.9 TOP END OVERHAUL, DISASSEM-
BLY, steps 1-14.
Disassembly
1. With the exception of the lifter covers, all parts should
have been disassembled and marked during the
removal procedure. Disassemble the lifter covers as follows:
a. Separate upper and lower push rod covers.
b. Remove O-ring from seat at bottom of lower push
rod cover. Discard O-ring.
c. Remove O-ring from seat at top of upper push rod
cover. Slide O-ring, flat washer, spring and spring
cap from body of upper push rod cover. Discard Orings.
Cleaning and Inspection
1. Scrape old gasket material from the lifter cover flange.
Old gasket material left on mating surfaces will cause
leaks.
2. With the exception of the hydraulic lifters, clean all parts
in a non-volatile cleaning solution or solvent. Verify that
the O-ring seats and contact surfaces of the push rod
covers are completely clean.
3. Thoroughly dry all parts with low pressure compressed
air. Verify that all oil holes are clean and open.
4. Verify that the hydraulic lifter rollers turn freely and are
free of flat spots, scuff marks and pitting. If flat spots
exist, examine the cam lobe on which the lifter operates.
5. Inspect the lifter socket for signs of wear. Verify that the
plunger of the hydraulic lifter is fully extended up against
the C-clip. Use index finger to pump plunger to verify
lifter operation.
6. Examine the push rods. Replace any push rods that are
bent, dented, broken or discolored. Replace the rod if
the ball ends show signs of excessive wear or damage.
7. Cover all parts with a clean plastic sheet to protect them
from dust and dirt.
Assembly
1. With the exception of the lifter covers, all parts will be
assembled during the installation procedure. Assemble
the lifter covers as follows:
Figure 3-61. Push Rod Cover Assembly
O-rings that are missing, distorted, pinched or otherwise
damaged will result in either oil leakage or low oil pressure. Use of the wrong O-ring will have the same results.
Since many O-rings are similar in size and appearance,
always use ne
use to avoid confusion.
w O-rings keeping them packaged until
2004 Touring: Engine 3-59
Page 28

HOM
E
a. Obtain three new o-rings- small, intermediate and
large.
b. Install small O-ring on seat at the top of the upper
push rod cover.
NOTE
Apply a very thin film of clean H-D 20W50 engine oil to Orings before installation.
c. Slide the spring cap, spring, flat washer and inter-
mediate size O-ring onto the body of the upper push
rod cover. Move parts up body until spring cap contacts upper O-ring seat.
d. Fit the straight end of the upper push rod cover into
the flared end of the lower push rod cover.
e. Install large O-ring on seat at bottom of lower push
rod cover.
Installation
1. See Section 3.9 TOP END OVERHAUL, ASSEMBLY,
steps 25-39.
3-60 2004 Touring: Engine
Page 29

HOM
E
NOTES
2004 Touring: Engine 3-61
Page 30

HOM
E
Legend:
1. Tapered Keepers
2. Spring Retainer
3. Inner Spring
4. Outer Spring
5. Valve Stem Seal
6. Spring Seat
7. Valve Guide
8. Cylinder Head Bolt
9. Cylinder Head Bolt
10. Cylinder Head
11. Valve Seat
12. Valve
13. Cylinder Head Gasket
14. Cylinder
15. Ring Dowel
16. O-Ring Seal
17. Cylinder Stud
18. Piston
19. Piston Pin
20. Circlip
21. Top Compression Ring
22. Second Compression Ring
23. Oil Rail
24. Oil Rail Spacer
10
1
2
3
8
4
5
9
6
7
11
20
22
24
19
21
23
23
13
12
15
14
20
18
16
17
Figure 3-62. Cylinder Head/Cylinder/Piston Assemblies (Exploded View)
3-62 2004 Touring: Engine
f21332x3x
Page 31

HOM
f1648x3x
E
CYLINDER HEAD
Removal
1. See Section 3.9 TOP END OVERHAUL, DISASSEM-
BLY, steps 1-11 and 15-19.
Disassembly
1. Before proceeding with the disassembly procedure,
determine if cylinder head reconditioning is necessary.
Proceed as follows:
a. Raise valve ports of cylinder head to strong light
source. If light is visible around edges of seats, then
move to step 2 to recondition cylinder head.
b. Fill ports at top of cylinder head with solvent. Wait
ten full seconds and then check for leakage into
combustion chamber. If solvent leakage into combustion chamber is evident, then move to step 2 to
recondition cylinder head.
14mm End
Figure 3-65. Valve Spring Compressor
(Part No. HD-34736B)
12mm End
Figure 3-63. Cylinder Head Holding Fixture
(Part No. HD-39786)
f1658x3x
Cylinder Head
Holding Fixture
Figure 3-64. Install Cylinder Head Holding Fixture in Vise
Figure 3-66. Compress Valve Springs
2. Obtain the CYLINDER HEAD HOLDING FIXTURE (HD-
39786) and proceed as follows:
a. Note that both ends of the fixture are threaded, one
end at 14mm and the other at 12mm. Thread the
12mm end of the tool into the spark plug hole of the
cylinder head.
b. Clamp tool in vise at a 45 degree angle (or one that
offers a comfortable working position). See Figure
3-64.
3. Obtain the VALVE SPRING COMPRESSOR (HD34736B) and proceed as follows:
a. Place tool over cylinder head so that the blunt end is
centered on the valve head and adapter at end of
forcing screw is seated on the valve spring retainer.
See Figure 3-66.
b. Rotate forcing screw to compress valve springs.
c. If spring retainer has not broken free of tapered
keepers, give head of tool a sharp tap with a soft
mallet. Using magnetic rod or small screwdriver,
remove the keepers from the valve stem groove.
2004 Touring: Engine 3-63
Page 32

HOM
E
d. Rotate forcing screw to release the valve spring
compression.
4. Remove the spring retainer and inner and outer valve
springs.
5. Slide the valve from the valve guide.
6. Using pliers, twist and remove the valve stem seal from
the top of the valve guide. Discard the valve stem seal.
7. Remove the spring seat from the cylinder head.
8. Mark the bottom of the valve “F(ront)” or “R(ear)” to indicate the cylinder head from which it was removed. Also,
separate and tag tapered keepers, valve springs, spring
retainers and spring seats so that they are installed on
the same valve at time of assembly.
9. Repeat steps 3-8 to remove the other valve components.
10. Release the cylinder head holding fixture from the vise
and then remove the tool from the spark plug hole.
Cleaning and Inspection
Cleaning
1. Remove old gasket material from cylinder head. Gasket
material left on sealing surfaces will cause leaks.
2. Remove all carbon deposits from combustion chamber
and machined surfaces of cylinder head. Exercise caution to avoid removing any metal material. For best
results, use an air tool with a w
may result in scratches or nicks.
3. To soften stubborn deposits, soak the cylinder head in a
chemical solution, such as GUNK HYDRO-SEAL or
other carbon and gum dissolving agent. Repeat step 2
as necessary.
CAUTION
Do not use glass or sand to bead blast surfaces exposed
to the engine oil. Bead blasting materials become lodged
in the pores of the casting where they cannot be
removed through ordinary cleaning methods. Only after
the engine is put into use will heat expansion cause this
material to be released, and the resulting oil contamination will accelerate wear and lead to engine failure. If
bead blasting must be employed, use wallnut shells or
other soft non-damaging abrasive that can be digested
in the engine oil.
orn wire brush. Scraping
4. Thoroughly clean the cylinder head, spring retainers,
tapered keepers, valves, inner and outer valve springs
and spring seats in a non-volatile cleaning solution or
solvent. Follow up with a thorough wash in hot soapy
water. Blow dry with compressed air.
Inspection
Cylinder Head
1. Check for scratches and nicks on all gasket sealing surfaces.
2. With the combustion chamber side facing upward, set a
straightedge diagonally across the length of the cylinder
head intersecting the upper and lower corners of the
gasket surface. Slide a feeler gauge beneath the
straightedge to check the head for warpage. Checking
the opposite diagonal, repeat the procedure to verify that
the gasket surface is flat (especially if a head gasket was
blown). Discard the head if any low spot is 0.005 inch
(0.13 mm) or greater.
NOTE
For good results, use one of the CYLINDER TORQUE
PLATES (HD-42324A) in lieu of the straightedge. Lay the
upper plate flat on the machined surface of the head. As a
preliminary check, see if the plate rocks from side to side. A
head on which the plate rocks is immediately suspect. Insert
a feeler gauge between the plate and head at various locations to see if warpage exceeds above specification.
3. Verify that oil passageways are open and clean.
Valve Guides
1. Inspect external surfaces for cracks (particularly the
combustion chamber side). Replace the guide if any
cracks are found.
2. To verify cleanliness of valve guides, lightly hone bore
using the VALVE GUIDE HONE (HD-34723) and then
scrub with the VALVE GUIDE CLEANING BRUSH (HD-
34751) to remove any dust or debris. Polish the valve
stem with fine emery cloth or steel wool to remove carbon buildup, and then check valve stem to guide clearance as follows:
Carefully measure the inside diameter of the valve guide
using an inside ball micrometer. Measure the outside
diameter of the valve stem with an outside micrometer.
The valve stem and/or guide are excessively worn if the
clearance exceeds the limits shown in Tab l e 3-5. Repeat
measurements with a new valve to determine if the
guide must be replaced.
CAUTION
Be aware that bead blasting materials may also enter
threaded holes adversely affecting fastener engagement
and torque indication. Carefully cover all threaded holes
if bead blasting is employed.
3-64 2004 Touring: Engine
Table 3-5. Service Wear Limits
Valve Valve Stem to Guide Clearance
Intake 0.0035 inch (0.089 mm)
Exhaust 0.0040 inch (0.102 mm)
Page 33

HOM
f1681x3x
Valve Guide
Driver
Cylinder Head
Support Stand
Ram
E
Cylinder Head
Support Stand
Intake Seat
Adapter
Part No. HD-39782A-3
Exhaust Seat
Adapter
Part No. HD-39782A-4
Tapered Keepers
1. Inspect parts for damage or rust pits. Replace as necessary.
2. Inspect inboard side of tapered keepers for excessive
wear. Upraised center must be pronounced and fit
snugly in valve stem groove. Place keepers into groove
and verify that they grip tightly without sliding.
Valve Seats
1. Inspect seats for cracking, chipping or burning. Replace
seats if any evidence of these conditions are found.
2. Check seats for recession by measuring valve stem protrusion. See VALVE AND SEAT REFACING in this sec-
tion, steps 5-6.
Figure 3-67. Cylinder Head Support Stand
(Part No. HD-39782A)
Figure 3-68. Valve Guide Driver (Part No. HD-34740)
Valves
1. Replace the valve if there is evidence of burning or
cracking.
2. Inspect the end of the valve stem for pitting or uneven
wear. Replace the valve if either of these conditions are
found.
3. Inspect for burrs around the valve stem keeper groove.
Remove burrs with a fine tooth file if found.
4. To determine if the valve stem is excessively worn, see
INSPECTION, VALVE GUIDES, step 2.
VALVE GUIDE REPLACEMENT
Removal
NOTE
If valve guide replacement is necessary, always install new
guide before refacing valve seat.
1. Obtain the CYLINDER HEAD SUPPORT STAND (HD-
39782A) and proceed as follows:
a. Insert sleeve of intake or exhaust seat adapter into
tube at top of support stand. See Figure 3-67.
b. Position cylinder head so that valve seat is centered
on seat adapter. Support stand ensures that valve
guide and seat are perpendicular. If perpendicularity is not achieved, the cylinder head valve guide
bore will be damaged during the press procedure.
Valve Springs
1. Inspect springs for broken or discolored coils. Replace
springs if either of these conditions are found.
2. Set the intake and exhaust valve springs on a level surface and use a straightedge to check for proper squareness and height.
3. Check free length of inner and outer springs using a dial
vernier caliper or load test with the VALVE SPRING
TESTER (HD-96796-47). Replace springs if free length
or compression force do not meet specifications. See
Section 3.1 SPECIFICATIONS.
Figure 3-69. Remove Valve Guide
2004 Touring: Engine 3-65
Page 34

HOM
E
Valve Guide
Driver
Valve Guide
Installer Sleeve
Figure 3-70. Valve Guide Driver (Part No. HD-34740) and
Valve Guide Installer Sleeve (Part No. HD-34731)
f1680x3x
Valve Guide
Driver
Valve Guide
Installer Sleeve
Cylinder Head
Support Stand
Figure 3-71. Install Valve Guide
Installation
1. Measure the outside diameter of a new standard valve
guide, and then measure the cylinder head valve guide
bore. The valve guide should be 0.0020-0.0033 inch
(0.051-0.084 mm) larger than the bore.
If clearance is not within specification, then select one of
the following oversize guides - 0.001 inch (0.025 mm),
0.002 inch (0.05 mm) or 0.003 inch (0.08 mm).
NOTE
Since some material is typically removed when the guide is
pressed out, it is normal to go to the next larger size for the
proper interference fit.
2. Measure cylinder head bore and outside diameter of
selected oversize guide to verify correct interference fit.
3. Obtain the CYLINDER HEAD SUPPORT STAND (HD39782A), VALVE GUIDE DRIVER (HD-34740) and
VALVE GUIDE INSTALLER SLEEVE (HD-34731). Proceed as follows:
a. Insert sleeve of intake or exhaust seat adapter into
tube at top of support stand. Position cylinder head
so that valve seat is centered on seat adapter. Support stand ensures that valve guide and seat are
perpendicular. If perpendicularity is not achieved,
cylinder head valve guide bore will be damaged during the press procedure.
b. Apply Vaseline to lightly lubricate external surfaces
of valve guide. Spread lubricant so that thin film cov-
ers entire surface area.
c. At top of cylinder head, start valve guide into bore.
d. Place installer sleeve over valve guide, and then
insert tapered end of valve guide driver into installer
sleeve.
e. Center valve guide driver under ram of arbor press
and apply pressure only until valve guide is started
in bore and then back off ram slightly to allow guide
to center itself. See Figure 3-71.
CAUTION
Do not press out the valve guide from the bottom of the
cylinder head. Carbon buildup on the combustion chamber side of the guide can deeply gouge the cylinder head
bore diminishing the likelihood of achieving the proper
interference fit and possibly requiring replacement of
the cylinder head casting.
2. At the top of the cylinder head, insert VALVE GUIDE
DRIVER (HD-34740) into valve guide bore until stopped
by shoulder.
3. Center valve guide driver under ram of arbor press.
Apply pressure until valve guide drops free of cylinder
head. Discard the valve guide. See Figure 3-69.
3-66 2004 Touring: Engine
CAUTION
Always back off ram to allow the valve guide to find center. Pressing guide into cylinder head in one stroke can
bend driver, break guide, distort cylinder head casting
and/or damage cylinder head valve guide bore.
f. Verify that support stand and driver are square.
Center driver under ram and press valve guide further into bore, but then back off ram again to allow
valve guide to find center.
g. Repeat step 3f and then apply pressure to driver
until installer sleeve contacts machined area of cylinder head.
4. Obtain the CYLINDER HEAD HOLDING FIXTURE (HD-
39786) and proceed as follows:
Page 35

HOM
CAUTION
CAUTION
CAUTION
CAUTION
E
Valve Guide
Reamer
Reamer
T- Handle
Figure 3-72. Valve Guide Reamer (Part No. HD-39932) and
Reamer T-Handle (Part No. HD-39847)
f1659x3x
Valve Guide
Reamer
Reamer
T- Handle
Figure 3-73. Ream Valve Guide Bore
a. Thread the 12mm end of the tool into the spark plug
hole of the cylinder head.
b. Clamp tool in vise at a 45 degree angle (or one that
offers a comfortable working position).
NOTE
Valve guides must be reamed to within 0.0005 - 0.0001 inch
(0.013 - 0.0025 mm) of finished size.
c. Placing thumb on dr
ive socket of reamer T-handle,
apply slight pressure on reamer while rotating in a
clockwise direction. See Figure 3-73. Squirt additional lubricant onto reamer and into guide as necessary.
For best results, do not push on reamer or apply pressure to the reamer handle. While excessive pressure
results in a rough cut, bore will be tapered if pressure is
not centrally applied.
d. Continue rotating reamer T-handle until entire bit
has passed through valve guide bore and shank of
reamer rotates freely.
Never back reamer out of valve guide or bore will be
damaged.
e. Remove T-handle from reamer, and carefully pulling
on bit, draw shaft of reamer out combustion chamber side of valve guide.
Abrasive particles can damage machined surfaces and
plug oil passageways possibly resulting in engine failure.
6. Direct compressed air into the valve guide bore to
remove any metal shavings or debris.
7. Clean valve guide bore with the VALVE GUIDE CLEANING BRUSH (HD-34751).
8. Obtain the VALVE GUIDE HONE (HD-34723) and
REAMER LUBRICANT (HD-39964). Proceed as follows:
a. Install hone in a high speed electric drill.
b. Apply reamer lubricant to finishing stones of hone
and valve guide bore.
c. Start finishing stones of hone into bore.
d. Activating the drill, move the entire length of the fin-
ishing stone arrangement forward and backward
through the bore for 10 to 12 complete strokes. See
Figure 3-75. Work for a crosshatch pattern of
approximately 60˚.
5. Obtain the VALVE GUIDE REAMER (HD-39932),
REAMER T-HANDLE (HD-39847) and REAMER LUBRICANT (HD-39964). Proceed as follows:
a. Install T-handle on reamer.
b. Apply a liberal amount of reamer lubricant to valve
guide bore and bit of reamer. Start bit of reamer into
bore at top of cylinder head.
Abrasive particles can damage machined surfaces and
plug oil passageways possibly resulting in engine failure.
9. Direct compressed air into the valve guide bore to
remove any debris and then clean with the VALVE
GUIDE CLEANING BRUSH (HD-34751). See Figure 3-
77.
2004 Touring: Engine 3-67
Page 36

HOM
E
Figure 3-74. Valve Guide Hone (Part No. HD-34723)
bore with the type of swabs or patches found in gun
cleaning kits. Continue to wipe bore until clean cloth
shows no evidence of dirt or debris. Follow up with a
thorough wash in hot soapy water. Blow dry with compressed air.
VALVE AND SEAT REFACING
NOTE
Verify correct valve stem to valve guide clearance before
refacing. See Ta bl e 3-6. If new guides must be installed,
complete that task before refacing valves and seats.
f1661x3x
Figure 3-75. Hone Valve Guide Bore
NOTE
Always verify valve stem to valve guide clearance after honing, since a worn reamer may cut the bore undersize.
10. Measure the inside diameter of the valve guide with an
inside ball micrometer. Measure the outside diameter of
the valve stem with an outside micrometer. The valve
stem may be excessively worn or the valve guide bore
undercut if the clearance is not within the limits (low end
preferable) shown in Tab l e 3-6.
1. Hold the valve firmly against a wire wheel in a bench
grinder. Remove all carbon deposits from the valve
head, face and stem, but exercise caution to avoid
removing any metal. Carbon left on the stem may affect
alignment in the valve refacer. Polish the valve stem with
steel wool or crocus cloth to remove any marks that
might be left by the wire wheel.
Figure 3-76. Valve Guide Brush (Part No. HD-34751)
f1660x3x
Table 3-6. New Parts Limits
Valve Valve Stem to Guide Clearance
Intake 0.0008 - 0.0026 inch (0.020-0.066 mm)
Exhaust 0.0015 - 0.0033 inch (0.038-0.084 mm)
11. Using cleaning solvent, thoroughly clean cylinder head
and valve guide bore. Scrub valve guide bore with the
VALVE GUIDE CLEANING BRUSH (HD-34751). For
best results, use a thin engine oil and clean valve guide
3-68 2004 Touring: Engine
Figure 3-77. Scrub Valve Guide Bore
Page 37

HOM
CAUTION
E
a. Thread the 12mm end of the tool into the spark plug
f1662x3x
hole of the cylinder head.
b. Clamp tool in vise at a 45 degree angle (or one that
offers a comfortable working position).
Dial Vernier
Caliper
4. Obtain the NEWAY VALVE SEAT CUTTER SET (HD-
35758A) and cut valve seat angle to 46°.
NOTE
Do not remove any more metal than is necessary to clean up
the seat (that is, to provide a uniform finish and remove pitting).
5. From the bottom of the cylinder head, insert the valve
stem into the valve guide. Push on bottom of valve until it
contacts the valve seat.
6. Placing finger at bottom of valve to keep valve seated,
use a dial vernier caliper to check the distance from the
top of the valve stem to the machined area on the cylinder head. See Figure 3-78.
Seat wear and valve refacing causes the valve stem protrusion to change. If valve stem protrusion exceeds
2.034 inches (51.66 mm), but is less than 2.064 inches
(52.43 mm), obtain the short service replacement valve.
Service replacement valves are 0.030 inch (0.76 mm)
shorter than the standard valve.
If protrusion exceeds 2.064 inches (52.43 mm), then use
the existing valve, but replace the valve seat.
f1663x3x
Figure 3-78. Measure Valve Stem Protrusion
2. Install valve (both intake and exhaust) in a valve refacer
set to a 45 degree angle. The valve refacer is required
equipment, since accuracy in matching the angle of the
valve face with the angle of the valve seat is critical.
Do not remove any more metal than is necessary to
clean up and true the valve face. Removing metal
reduces the service life of the valve. The amount of
grinding needed to retrue the valve is a clear indication
of its condition. Discard the valve if it cannot be quickly
refaced while maintaining a good margin. Valves that do
not clean up quickly are either warped, excessively worn
or too deeply pitted to be used.
Obtain a new valve if grinding leaves the margin less
than 0.0313 inch (0.795 mm). A valve in this condition
does not seat normally, burns easily and may crack or
cause pre-ignition.
3. Obtain the CYLINDER HEAD HOLDING FIXTURE (HD-
39786) and proceed as follows:
Do not shorten the valve by grinding on the end of the
stem. Grinding replaces the hardened case with mild
steel which results in accelerated wear.
7. Remove valve from cylinder head. Apply magic marker
or similar product to valve seat and allow to thoroughly
dry.
8. Insert the valve stem into the valve guide. Push on bottom of valve until it contacts the valve seat.
9. Obtain the VALVE LAPPING TOOL (HD-96550-36A) and
proceed as follows:
a. Attach suction cup at end of tool to valve head.
b. Holding shank of tool between the palms of both
hands, oscillate the tool back and forth a few times.
See Figure 3-80.
10. Remove the valve from the cylinder head and carefully
inspect the mating surfaces under a good light.
Inspection of the valve seat should show an unbroken
contact area of uniform width. If the seat is not concentric with the valve guide, then the cutter will remove more
material in one spot than another. Carbon deposits may
have caused the guide to be pressed in crooked, the
guide may be cracked, or the cutter blade or cutter pilot
have not have been properly cleaned.
2004 Touring: Engine 3-69
Page 38

HOM
E
f1655x3x
Head
Figure 3-79. Valve Lapping Tool (Part No. HD-96550-36A)
6873
Valve Lapping
Tool
Figure 3-80. Oscillate Tool to Create Contact Area
NOTE
If the results are not acceptable, then recut the valve seat or
replace the valve guide.
11. Inspect the contact pattern on the valve seat to be sure
area is 0.040-0.062 inch (1.02-1.57 mm) wide and contacts the valve two-thirds of the way towards the outer
edge of the valve face. See Figure 3-81. If necessary,
modify the seat pattern as follows:
a. Use the 31° angle cutter to lower the valve seat sur-
face and reduce its width.
b. Use the 60° angle cutter to raise the valve seat sur-
face and reduce its width.
c. Use the 46° angle cutter to widen the valve seat sur-
face.
12. Using a magic marker, mark three equally spaced verti-
cal lines across the valve face and then insert the valve
back into the cylinder head.
13. Attach suction cup of VALVE LAPPING TOOL (HD-
96550-36A) to valve head, and holding shank of tool
between the palms of both hands, oscillate the tool back
and forth a few times.
0.040-0.062 in.
(1.02-1.57 mm)
Seat
60˚
Valve
31˚
46˚ Cutting
45˚ Grinding
Margin
0.0313 in.
(0.795 mm)
Figure 3-81. Valve Seat Angles
14. Remove the valve and perform a final inspection of the
contact pattern. If necessary, return to step 11.
15. Remove the valve from the cylinder head. Use contact
cleaner to thoroughly clean magic marker and/or dye
from valve face and seat, if present.
16. Release the cylinder head holding fixture from the vise
and then remove the tool from the spark plug hole.
17. To confirm quality of valve and seat refacing work, proceed as follows:
a. Insert valve in guide, and holding valve to seat,
raise port to strong light source. If light is visible
around edge of seat, then valves and seats must be
reconditioned.
b. Holding valve to seat, fill port at top of cylinder head
with solvent. Wait ten full seconds and then check
for leakage into combustion chamber. If solvent
leakage into combustion chamber is evident, then
valves and seats must be reconditioned.
18. Clean valves, cylinder head and valve seats in solvent.
Follow up with a thorough wash in hot soapy water. Blow
dry with compressed air.
Assembly
1. Obtain the CYLINDER HEAD HOLDING FIXTURE (HD-
39786) and proceed as follows:
a. Thread the 12mm end of the tool into the spark plug
hole of the cylinder head.
b. Clamp tool in vise at a 45 degree angle (or one that
offers a comfortable working position).
2. Slide spring seat over valve guide until it contacts the
machined area on the cylinder head casting. Use a little
grease to hold the spring seat in position, if necessary.
3-70 2004 Touring: Engine
Page 39

HOM
f1665x3x
f1664x3x
f1666x3x
Plastic
Capsule
Spring
Seat
Plastic
Capsule
Valve Stem Seal
Install plastic capsule.
Install valve stem seal.
Tap installer to seat valve stem seal.
Valve Stem
Seal Installer
E
At the time of disassembly, all parts should have been
marked or tagged so that they are installed on the same
valve (and in the same head).
3. Run the VALVE GUIDE CLEANING BRUSH (HD-34751)
through the valve guide bore to verify cleanliness.
4. Using TORCO MPZ or another suitable product, apply a
liberal amount of engine assembly lube to valve stem.
5. From the bottom of the cylinder head, insert the valve
stem into the valve guide.
6. To distribute the assembly lube evenly around the valve
stem and guide, hand spin the valve as it is installed.
Work the valve back and forth in the bore to verify that it
slides smoothly and seats properly.
7. Remove the valve and apply a second coat of assembly
lube to the valve stem. Install the valve in the valve
guide.
8. Retract the valve so that the stem is not visible above the
top of the valve guide.
9. Using isopropyl alcohol or other suitable degreaser, thoroughly clean external surface of valve guide until completely free of grease and oil.
Figure 3-82. Valve Stem Seal Installer
(Part No. HD-34643A)
NOTE
Do not apply Loctite to inside of valve stem seal or top of
valve guide or valve may stick to seal resulting in loss of
compression and valve sticking.
10. Obtain tube of Loctite RC/620 (green) High Temperature
Retaining Compound. Carefully apply Loctite to valve
stem seal seating surface on outside diameter of valve
guide. Exercise caution to keep compound out of valve
guide bore.
Failure to install plastic capsule will cause the valve
stem seal to catch the edge of the valve stem keeper
groove. The resulting damage will lead to leakage around
the valve stem, excessive oil consumption and valve
sticking.
CAUTION
CAUTION
Figure 3-83. Install Valve Stem Seal
2004 Touring: Engine 3-71
Page 40

HOM
E
11. Push on bottom of valve until it contacts the valve seat.
Placing finger at bottom of valve to keep valve seated,
slide plastic capsule over valve stem tip and keeper
groove. See upper frame of Figure 3-83.
12. Apply a very thin film of clean H-D 20W50 engine oil to
capsule. Slide new valve stem seal over capsule and
down valve stem until contact is made with top of valve
guide. See center frame of Figure 3-83. Remove capsule from valve stem tip.
CAUTION
To avoid damaging the valve stem seal and/or cracking
the valve guide, always use the proper valve stem seal
installer tool. Use of an ordinary socket will damage the
seal or guide, resulting in leakage around the valve
stem, excessive oil consumption and valve sticking.
13. Obtain the VALVE STEM SEAL INSTALLER (HD34643A) and proceed as follows:
a. Slide the installer tool over the valve stem seal
using valve stem as pilot. The tool bore allows insertion of the valve stem, while the counterbore fits
over the valve stem seal.
CAUTION
f1654x3x
Valve Guide
Valve Guide
Driver
Valve Stem
Seal Installer
Valve Stem
Seal
Valve
Repeated blows on installer after seal is in place will
cause seal distortion resulting in leakage around the
valve stem, excessive oil consumption and valve sticking.
b. Using a small hammer, gently tap the end of the tool
until it lightly bottoms on the installed spring seat.
See lower frame of Figure 3-83. For best results,
brace the cylinder head with chest area to prevent
movement during seal installation.
NOTE
If an arbor press is the preferred method of valve stem seal
installation, use the VALVE STEM SEAL INSTALLER (HD34643A) with the VALVE GUIDE DRIVER (HD-34740). See
Figure 3-84.
CAUTION
Removing the valve after seal installation will cause the
valve stem seal to catch the edge of the valve stem
keeper groove. The resulting damage will lead to leakage
around the valve stem, excessive oil consumption and
valve sticking.
14. Apply a liberal amount of assembly lube to valve stem tip
and keeper groove.
15. Install the inner and outer valve springs over the valve
guide. Fit the spring retainer on top of the inner and
outer valves springs. Like the spring seat, the smaller
diameter flange fits inside the inner valve spring. The
larger diameter flange separates the inner and outer
springs.
Valve
Seat
Figure 3-84. Using Arbor Press to Install Valve Stem Seal
16. Obtain the VALVE SPRING COMPRESSOR (HD34736B) and proceed as follows:
a. Place tool over cylinder head so that the blunt end is
centered on the valve head and adapter at end of
forcing screw is seated on the valve spring retainer.
CAUTION
Over-compressing the valve spring can damage the
valve stem seal resulting in leakage around the valve
stem, excessive oil consumption and valve sticking.
b. Rotate forcing screw to compress valve springs.
c. With the tapered side down, fit the keepers into the
valve stem groove. For best results, apply a dab of
grease to the inboard side of the keepers before
installation and use a magnetic rod for easy placement.
3-72 2004 Touring: Engine
Page 41

HOM
E
d. Arranging tapered keepers so that the gaps are
evenly spaced, turn forcing screw to release valve
spring compression.
17. Tap the end of the valve stem once or twice with a soft
mallet to ensure that tapered keepers are tightly seated
in the valve stem groove.
18. Repeat steps 1-17 to install the other valve components.
19. Release the cylinder head holding fixture from the vise
and then remove the tool from the spark plug hole.
20. Cover the cylinder head to protect it from dust and dirt
until time of installation.
Installation
See Section 3.9 TOP END OVERHAUL, ASSEMBLY, steps
14-24 and 29-39.
2004 Touring: Engine 3-73
Page 42

HOM
E
CYLINDER
Removal
1. See Section 3.9 TOP END OVERHAUL, DISASSEM-
BLY, steps 1-11 and 15-24.
Cleaning and Inspection
CLEANING
1. Scrape old gasket material from the machined surface at
the top of the cylinder. Old gasket material left on the
mating surface will cause leaks.
2. Clean cylinder in a non-volatile cleaning solution or solvent. Thoroughly dry with low pressure compressed air.
Verify that oil passageways are clean and open.
3. Inspect the cylinder bore for defects or damage in the
ring travel area. Replace cylinders that are severely
scored, scuffed, scratched, burnt or gouged.
4. Using Magnaflux Dye Penetrant, inspect the cylinder for
cracks. If no cracks are found, thoroughly wash cylinder
to remove traces of dye.
5. Use a file to carefully remove any nicks or burrs from the
machined surfaces of the cylinder.
6. Using a feeler gauge and the CYLINDER TORQUE
PLATES (HD-42324A), check the machined surfaces for
flatness. Proceed as follows:
a. Lay gasket side of the upper plate (without vise grip)
flat against the head gasket surface.
b. As a preliminary check, see if the plate rocks from
side to side. A cylinder on which the plate rocks is
immediately suspect.
c. Insert a feeler gauge between the plate and cylinder
at various locations.
d. The head gasket surface must be flat within 0.006
inch (0.15 mm).
e. Now turn the cylinder upside down and lay the seal
side of the lower plate (with vise grip) flat against
the O-ring seal surface. Repeat steps 6(b) and 6(c).
f. The O-ring seal surface must be flat within 0.004
inch (0.102 mm).
g. Replace the cylinder (and piston) if either surface is
not within specification.
A
B
Figure 3-85. Cylinder Torque Plates
(Part No. HD-42324A)
Lower Plate
3
4
Bolts
(with Flat Washers)
Vise
f2075x3x
Upper Plate
INSPECTION
CAUTION
Failure to use the cylinder torque plates can produce
measurements that vary by as much as 0.001 inch (0.025
mm), possibly resulting in the use of parts that are not
suitable for service.
3-74 2004 Touring: Engine
2
1
Figure 3-86. Install Cylinder to Torque Plates
f2074x3x
Page 43

HOM
CAUTION
f1686x3x
E
1. To simulate an assembled cylinder for accurately measuring cylinder taper and out-of-round conditions, as well
as for boring, honing or deglazing, obtain the CYLINDER TORQUE PLATES (HD-42324A). Install the torque
plates as follows:
a. Remove O-ring seal from cylinder sleeve, if
installed.
b. Place used head gasket over two ring dowels at top
of cylinder.
c. Install brass jaws or shop towels around teeth of
vise to prevent damage to tool. Clamp stepped side
of lower plate in vise with the simulated split line
(machined strip) facing away.
d. Slide four bolts (with flat washers) all the way
through holes of lower plate until washers contact
outboard side. See A of Figure 3-86.
e. Slide cylinder down bolts with the indent in the cool-
ing fins facing upward.
f. With the head gasket in place, align holes in upper
plate with ends of bolts. Blind holes in upper plate
accommodate ring dowels in cylinder. Alternately
tighten four bolts into upper plate in a crosswise pattern until snug.
Figure 3-87. Measure for Out-of-Round and Taper
g. Tighten the bolts to 84-108 in-lbs (9.5-12.2 Nm) in
the sequence shown in B of Figure 3-86.
h. Following the same sequence, tighten each bolt to
12-14 ft-lbs (16.3-18.9 Nm).
i. Using a grease pencil, mark a straight line on one of
the bolts continuing the line over onto the lower
plate. Repeat step for remaining three bolts. Using
the marks as a guide, turn each bolt 1/4 turn or 90
degrees. Be sure to tighten the bolts in the
sequence shown in B of Figure 3-86.
NOTE
For best results, obtain Snap-on® Torque Angle Gauge
TA360.
j. For purposes of inspection, remove the assembly
from the vise and place on bench top.
2. See Figure 3-87. Using an inside micrometer or dial bore
gauge, check cylinder bore for out-of round and taper.
Proceed as follows:
a. At the top of the piston ring travel zone (starting
about 0.50 inch or 12.70 mm from the top of the cylinder), measure the cylinder diameter at two locations- parallel and perpendicular to the crankshaft.
Write the readings down.
b. Repeat the two measurements at the center of the
piston ring travel zone.
c. Repeat the measurements again at the bottom of
the bore at a point below the piston ring travel zone.
d. Rebore the cylinder if the parallel and perpen-
dicular measurements at either the top, middle or
bottom of the bore vary by more than 0.002 inch
(0.051 mm), which indicates an out-of-round condition.
Rebore the cylinder if the top, middle and bottom
bore diameters either parallel or perpendicular to
the crankshaft vary by more than 0.002 inch (0.051
mm), which indicates excessive taper.
Maximum cylinder wear occurs at the very top of top ring
travel. Minimum wear occurs below ring travel. Failure to
measure the cylinder at these points may result in a
faulty decision regarding the suitability of the cylinder
for continued use.
3. If cylinders are not scuffed or scored, and are not worn
beyond the service limits described under step 2(d), see
DEGLAZING CYLINDER on the next page.
On the other hand, if cylinders are worn beyond the service limits, then they must be rebored and/or honed to
accept the next standard oversize piston. See BORING
AND HONING CYLINDER on the next page.
2004 Touring: Engine 3-75
Page 44

HOM
E
DEGLAZING CYLINDER
NOTE
Deglazing removes wear patterns, minor scuff marks and
scratches without enlarging the bore diameter.
1. Lightly swab the cylinder bore with a cloth dipped in
clean engine oil.
2. Obtain a 240 grit flexible ball-type deglazing tool with a
bristle tip or finishing stone arrangement able to produce
a 60˚ cross hatch pattern.
3. Install the deglazing tool in a slow-speed drill. The speed
at which the tool rotates determines the speed at which
it must be stroked up and down the bore to produce the
desired cross hatch pattern.
4. Starting at the bottom of the cylinder, move the deglazing tool up and down the entire length of the cylinder
bore for 10 to 12 complete strokes.
5. Stop to examine the cylinder bore and/or take measurements. A precise 60˚ cross hatch pattern in the piston
travel area is the most important.
CAUTION
The angular cross hatch pattern ensures an even flow of
oil onto the cylinder walls and promotes longer cylinder,
piston and ring life. An Improper crosshatch pattern will
result in insufficient oil retention and possible piston
seizure and/or high oil consumption.
CAUTION
Failure to remove all abrasive particles may result in premature cylinder, piston and ring wear and possible
engine failure.
6. Thoroughly wash the cylinder bore with liquid dishwashing soap and warm water to remove all abrasive particles and residual grit. Continue cleaning until a clean
cloth shows no evidence or dirt or debris.
7. Hot rinse the cylinder and dry with moisture free compressed air. Immediately apply a thin film of clean engine
oil to prevent rusting.
8. With the cylinder at room temperature, check the piston
clearance in the cylinder in which the piston will run. See
PISTON, INSPECTION, step 5.
2. Hone the cylinder to its finished size using a 280 grit
rigid hone.
3. Stop frequently to examine the cylinder bore and/or take
measurements. Remember, a precise 60˚ cross hatch
pattern in the piston travel area is important.
4. Thoroughly wash the cylinder bore with liquid dishwashing soap and warm water to remove all abrasive particles and residual grit. Continue cleaning until a clean
cloth shows no evidence or dirt or debris.
Table 3-7. Oversize Pistons
Piston
Standard
0.005 In. (0.13 mm)
Oversize
0.010 In. (0.25 mm)
Oversize
Example: A 0.005 in. (0.13 mm) oversize piston will have
the proper running clearance with a cylinder bore size of
3.7550 - 3.7555 in. (95.377 - 95.390 mm).
5. Hot rinse the cylinder and dry with moisture free compressed air. Immediately apply a thin film of clean engine
oil to prevent rusting.
6. With the cylinder at room temperature, check the piston
clearance in the cylinder in which the piston will run. See
PISTON, INSPECTION, step 5.
Cylinder Bore
Finished Size
3.7500 - 3.7505 in.
(95.250 - 95.263 mm)
3.7550 - 3.7555 in.
(95.377 - 95.390 mm)
3.7600 - 3.7605 in.
(95.504 - 95.517 mm)
Installation
1. See Section 3.9 TOP END OVERHAUL, ASSEMBLY,
steps 8-24 and 29-39.
BORING AND HONING CYLINDER
1. Bore the cylinder to 0.003 inch (0.08 mm) under the
desired finished size. See Ta bl e 3-7.
CAUTION
An improper crosshatch pattern or too fine a hone will
result in insufficient oil retention and possible piston
seizure and/or high oil consumption.
3-76 2004 Touring: Engine
 Loading...
Loading...