

Page 1
HOME
f1049a8x
DEUTSCH ELECTRICAL CONNECTORS B.1
GENERAL
Attachment clips are attached to the pin housings of some
connectors. The clips are then attached to T-studs on the
motorcycle frame. T-studs give positive location to electrical
connectors and wire harnesses. Consistent location reduces
electrical problems and improves serviceability.
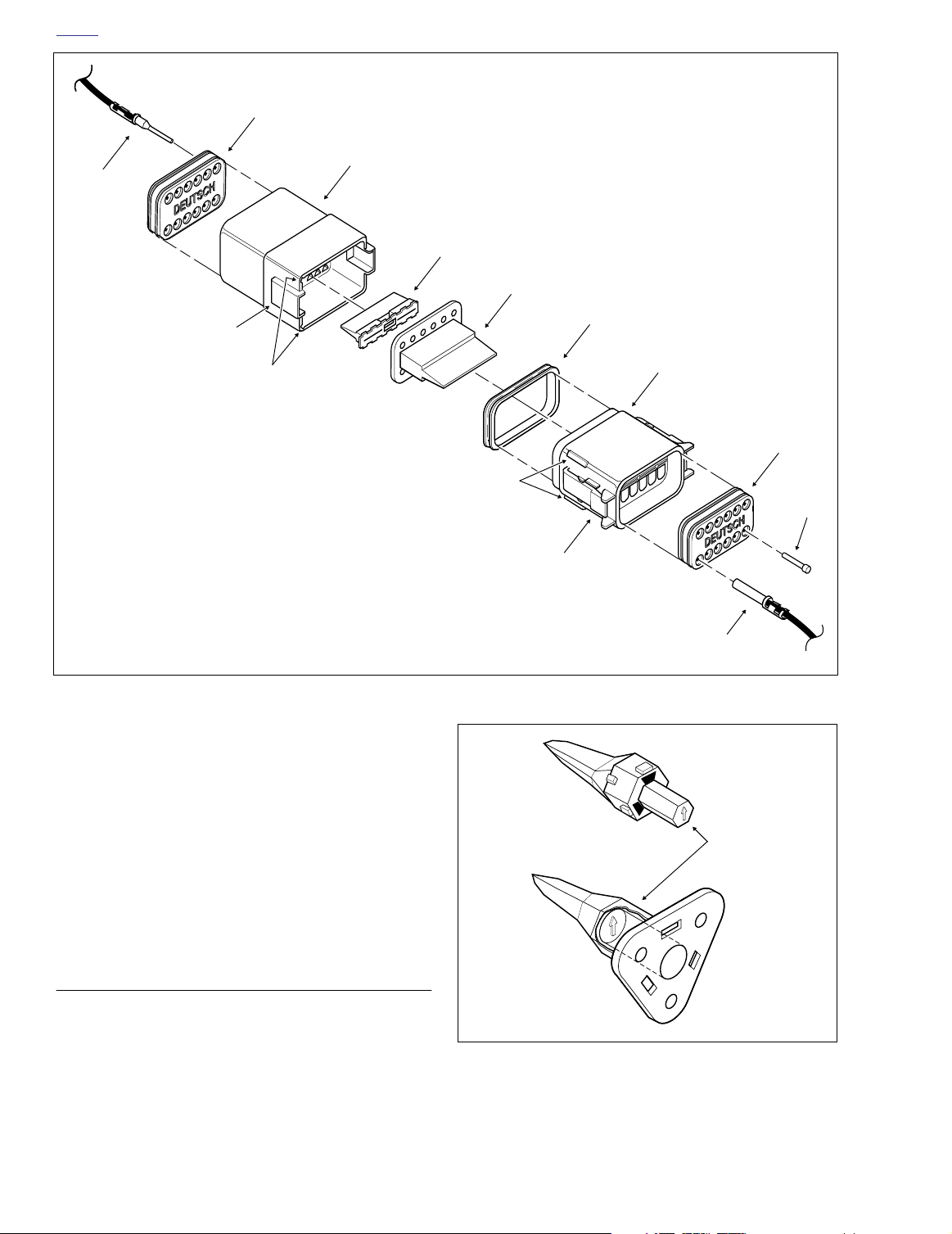
To become familiar with the Deutsch connector, read the
parts description below while referencing the 12-place connector illustrated in Figure B-3.
Soc
ket housing: alignment tabs and/or external latch, sec-
ondary locking wedge, internal seal, wire seal, seal pin.
NOTE
Seal pins or plugs are installed in the wire seals of unused
chambers. If removed, seal pins must be replaced to maintain the integrity of the environmental seal.
Pin housing
secondary locking wedge, wire seal, seal pin.
: alignment grooves and/or external latch cover,
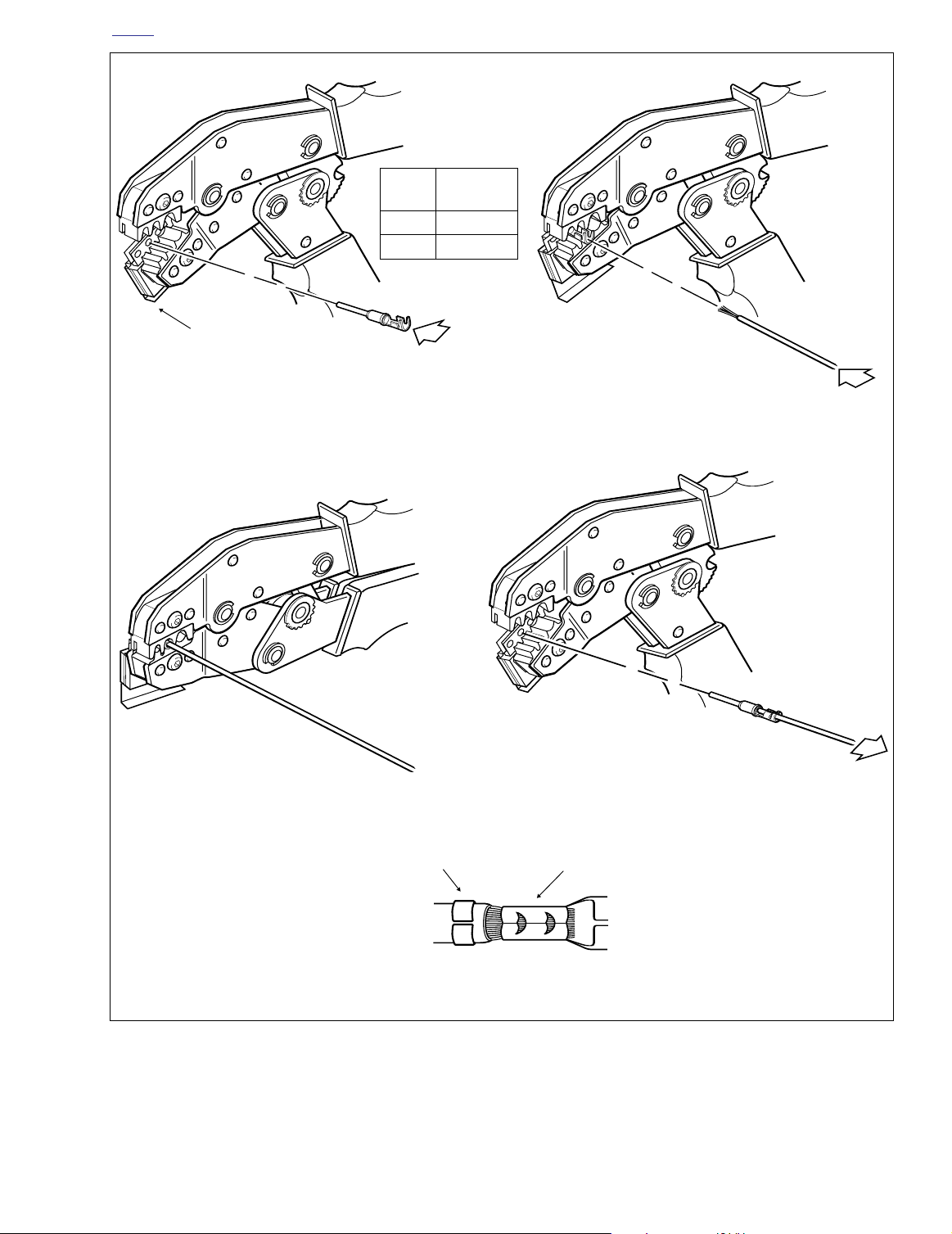
REMOVING/DISASSEMBLING
1. Push the connector to disengage small end of slot on
attachment clip fromT-stud. Lift connector off T-stud.
2. Depress the external latch(es) on the socket housing
side and use a rocking motion to separate the pin and
socket halves. Two-, three-, four- and six-place Deutsch
connectors have one external latch, while eight- and
twelve-place connectors have two, both of which must
be pressed simultaneously to separate the connector
halves.
4566
Figure B-2. Depress Terminal Latches/Back Out Pins
NOTE
With few exceptions, the socket housing can always be found
on the accessory side, while the pin side of the connector is
plumbed to the wiring harness.
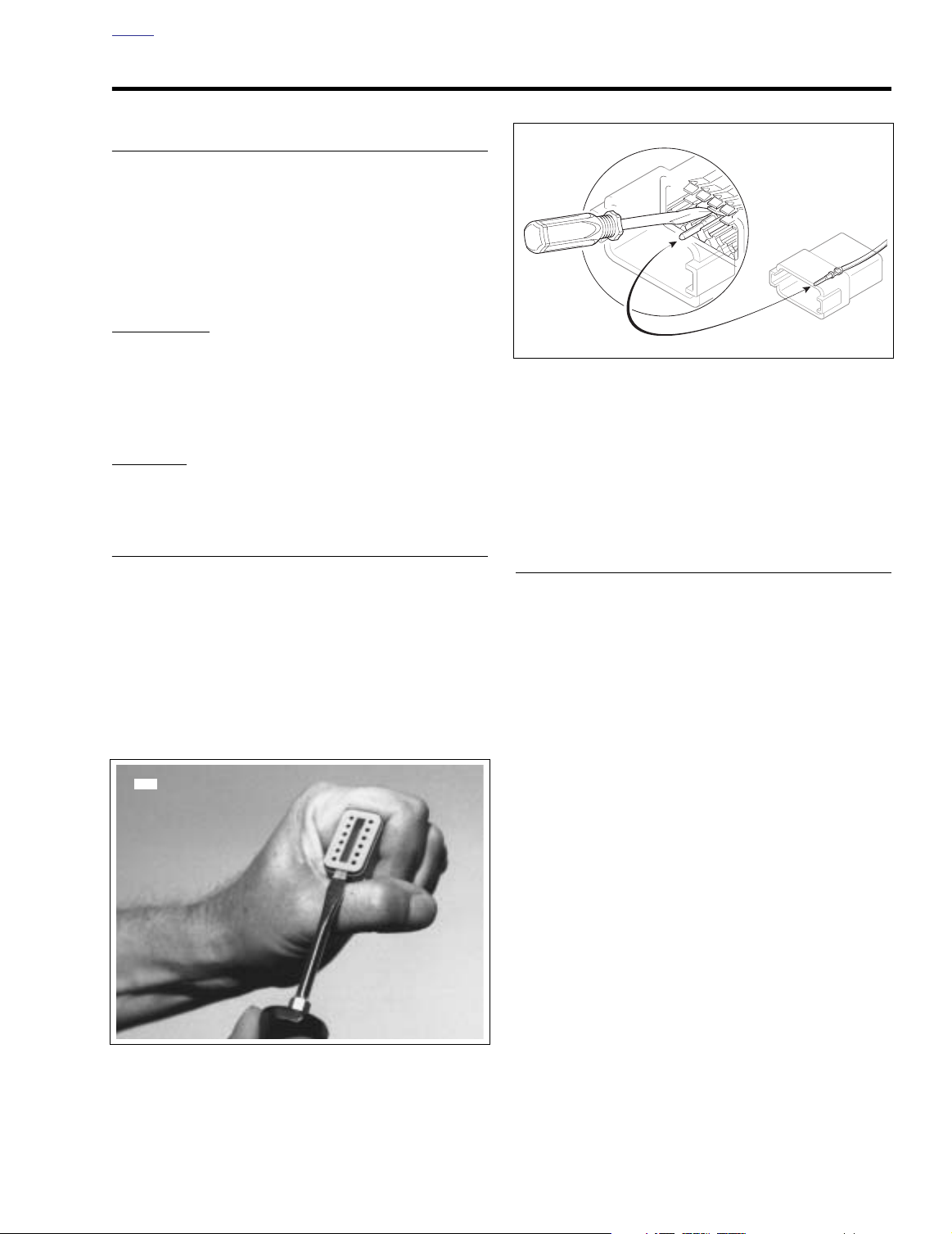
REMOVING/INSTALLING SOCKETS
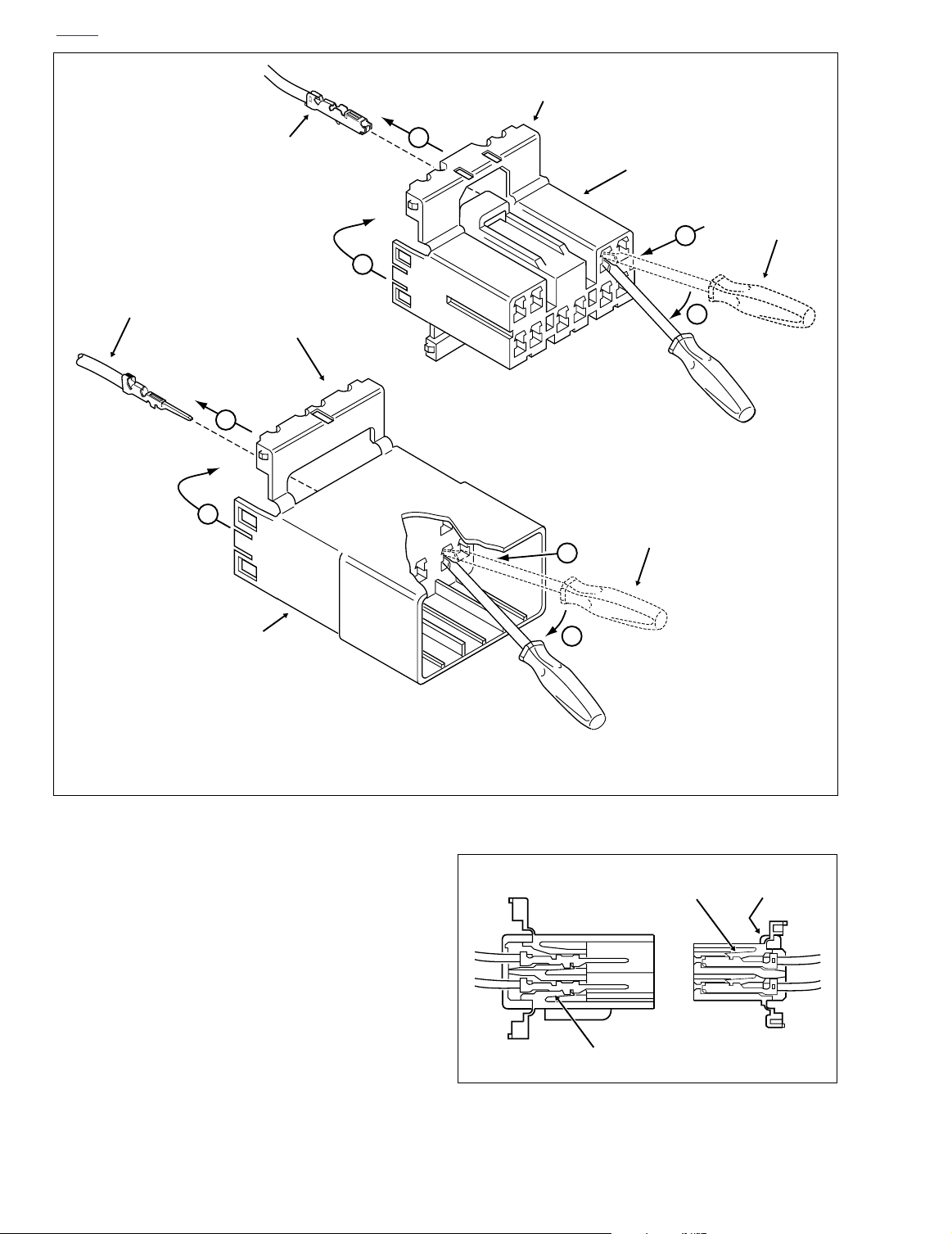
1. See Figure B-1. Remove the secondary locking wedge.
Insert the blade of a small screwdriver between the
socket housing and locking wedge inline with the groove
(inline with the pin holes if the groove is absent). Turn
the screwdriver 90 degrees to pop the wedge up.
2. Gently depress terminal latches inside socket housing
and back out sockets through holes in rear wire seal.
See Figure B-2.
NOTE
If new terminals must be installed, see CRIMPING
INSTRUCTIONS in this section.
Figure B-1. Remove Secondary Locking Wedge
3. Fit rear wire seal into back of socket housing, if removed.
Grasp socket approximately 1 inch (25.4 mm) behind the
contact barrel. Gently push sockets through holes in wire
seal into their respective chambers. Feed socket into
chamber until it “clicks” in place. Verify that socket will
not back out of chamber; a slight tug on the wire will confirm that it is properly locked in place.
4. Install internal seal on lip of socket housing, if removed.
Insert tapered end of secondary locking wedge into
socket housing and press down until it snaps in place.
The wedge fits into the center groove within the socket
housing and holds the terminal latches tightly closed.
Appendix B B-1
Page 2
HOME
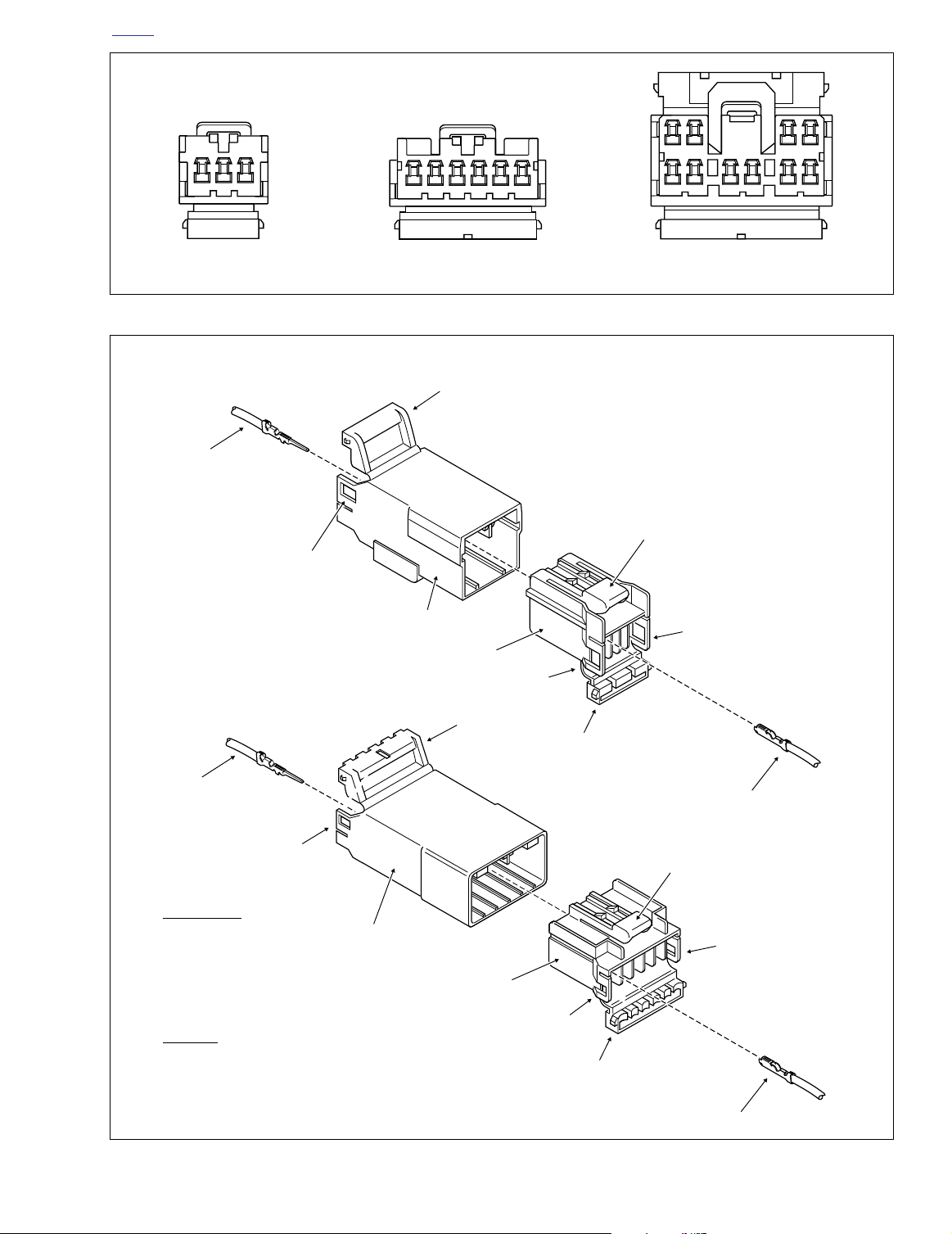
Terminal
Pin
Latch Cover
Wire Seal
Alignment
Grooves
f1915x8x
Pin
Housing
Locking Wedge
(Pin Side)
Locking Wedge
(Socket Side)
Internal
Seal
Socket
Housing
Wire
Seal
NOTE
For exploded views of 2-place,
3-place and 4-place Deutsch
connectors, see Figure B-5.
Figure B-3. 12-Place Deutsch Connector (Exploded View)
NOTE
While rectangular wedges do not require a special orientation, the conical secondary locking wedge of the 3-place connector must be installed with the arrow pointing toward the
external latch. See Figure B-4.
NOTE
If the secondary locking wedge does not slide into the
installed position easily, verify that all terminals are fully
installed in the socket housing. The lock indicates when terminals are not properly installed by not entering its fully
installed position.
REMOVING/INSTALLING PINS
Alignment
Tabs
Housing
Socket
Housing
Seal
Pin
External
Latch
Socket
Terminal
Pin
Arrow Points to
External Latch
1. Remove the secondary locking wedge. Use the hooked
end of a stiff piece of mechanics wire, a needle nose pliers or a suitable pick tool (HD-41475-100). See Figure
B-6.
B-2 Appendix B
f1515x8x
Figure B-4. 3-Place Locking Wedge Orientation
Page 3
HOME
f1510x8x
11
11
10
8
7
6
5
9
2-Place Connector
4
2
3
10
8
1
7
6
9
5
3-Place Connector
4
11
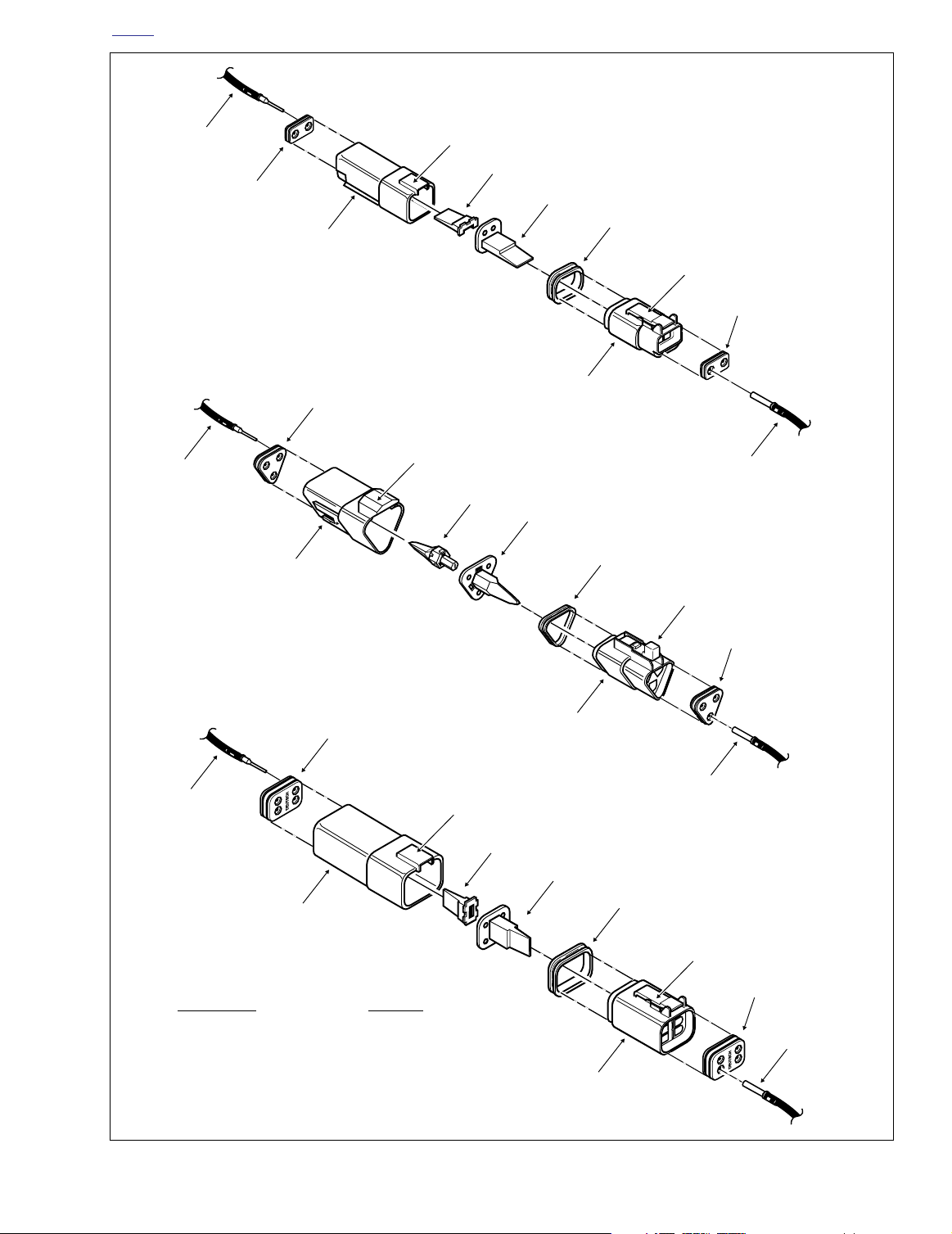
Socket Side
1. Socket Terminal
2. Wire Seal
3. Socket Housing
4. External Latch
5. Internal Seal
6. Locking Wedge
DEUTSCH
9
10
Pin Side
7. Locking Wedge
8. Latch Cover
9. Pin Housing
10. Wire Seal
11. Pin Terminal
2
3
1
8
7
6
5
4-Place Connector
4
2
1
DEUTSCH
3
Figure B-5. 2-Place, 3-Place and 4-Place Deutsch Connectors
Appendix B B-3
Page 4
HOME
Figure B-6. Deutsch Connector Pick Tool
(Part No. HD-41475-100)
2. Gently depress terminal latches inside pin housing and
back out pins through holes in wire seal.
NOTE
If new terminals must be installed, see CRIMPING
INSTRUCTIONS on this page.
3. Fit wire seal into back of pin housing. Grasp crimped pin
approximately 1 inch (25.4 mm) behind the contact barrel. Gently push pins through holes in wire seal into their
respective numbered locations. Feed pin into chamber
until it “clicks” in place. Verify that pin will not back out of
chamber; a slight tug on the wire will confirm that it is
properly locked in place.
4. Insert tapered end of secondary locking wedge into pin
housing and press down until it snaps in place. The
wedge fits in the center groove within the pin housing
and holds the terminal latches tightly closed.
click (latch), press on one side of the connector until that
latch engages, then press on the opposite side to
engage the other latch.
NOTES
Deutsch connectors are colored coded for location pur-
●
poses. Those connectors associated with
accessories, such as the front and rear
are
gray
. All other connectors, including those associ-
ated with right side accessories, are black.
If it should become necessary to replace a plug or
●
receptacle, please note that the 8-place and 12-place
gray and black connectors are not interchangeable.
Since location of the alignment tabs differ between the
black and gray connectors, plugs or receptacles must be
replaced by those of the same color. If replacing both the
socket and pin halves, then the black may be substituted
for the gray, and vice versa. The socket and pin halves of
all other connectors are interchangeable, that is, the
black may be mated with the gray, since the alignment
tabs are absent and the orientation of the external latch
is the same.
2. Fit the attachment clip to the pin housing, if removed.
Place large end of slot on attachment clip over T-stud on
frame. Push assembly forward to engage small end of
slot.
left
turn signals,
left
side
NOTE
While rectangular wedges do not require a special orientation, the conical secondary locking wedge of the 3-place connector must be installed with the arrow pointing toward the
external latch. See Figure B-4.
NOTE
If the secondary locking wedge does not slide into the
installed position easily, verify that all terminals are fully
installed in the pin housing. The lock indicates when terminals are not properly installed by not entering its fully
installed position.
ASSEMBLING/INSTALLING
1. Insert socket housing into pin housing until it snaps in
place. Two-, three-, four- and six-place Deutsch connectors have one external latch on the socket half of the
connector. To fit the halves of the connector together, the
latch on the socket side must be aligned with the latch
cover on the pin side.
For those connectors with two external latches (8-place
and 12-place), a different system is used to prevent
improper assembly. Align the tabs on the socket housing
with the grooves on the pin housing. Push the connector
halves together until the latches “click.” If latches do not
CRIMPING INSTRUCTIONS
Use the Deutsch Terminal Crimp Tool (HD-39965) to install
standard size terminals with crimp tails, as described under
STANDARD TERMINALS below. To install the mini-Deutsch
terminals with crimp tails, see MINI TERMINALS, which follows. To install those terminals without crimp tails, both standard and mini-Deutsch, use the Deutsch Solid Barrel Contact
Crimp Tool (HD-42879) as described under SOLID BARREL
CONTACTS.
NOTE
A Deutsch Connector Service Kit (HD-41475) contains a
selection of wire seals, internal seals, seal plugs, secondary
locking wedges, attachment clips and socket/pin terminals.
Also included is a compartmented storage box, carrying case
and pick tool (HD-41475-100) used for the removal of all
types of locking wedges.
STANDARD TERMINALS
1. Obtain the DEUTSCH TERMINAL CRIMP TOOL (HD-
39965).
2. Squeeze the handles to cycle the crimp tool to the fully
open position. See Figure B-7.
B-4 Appendix B
Page 5
HOME
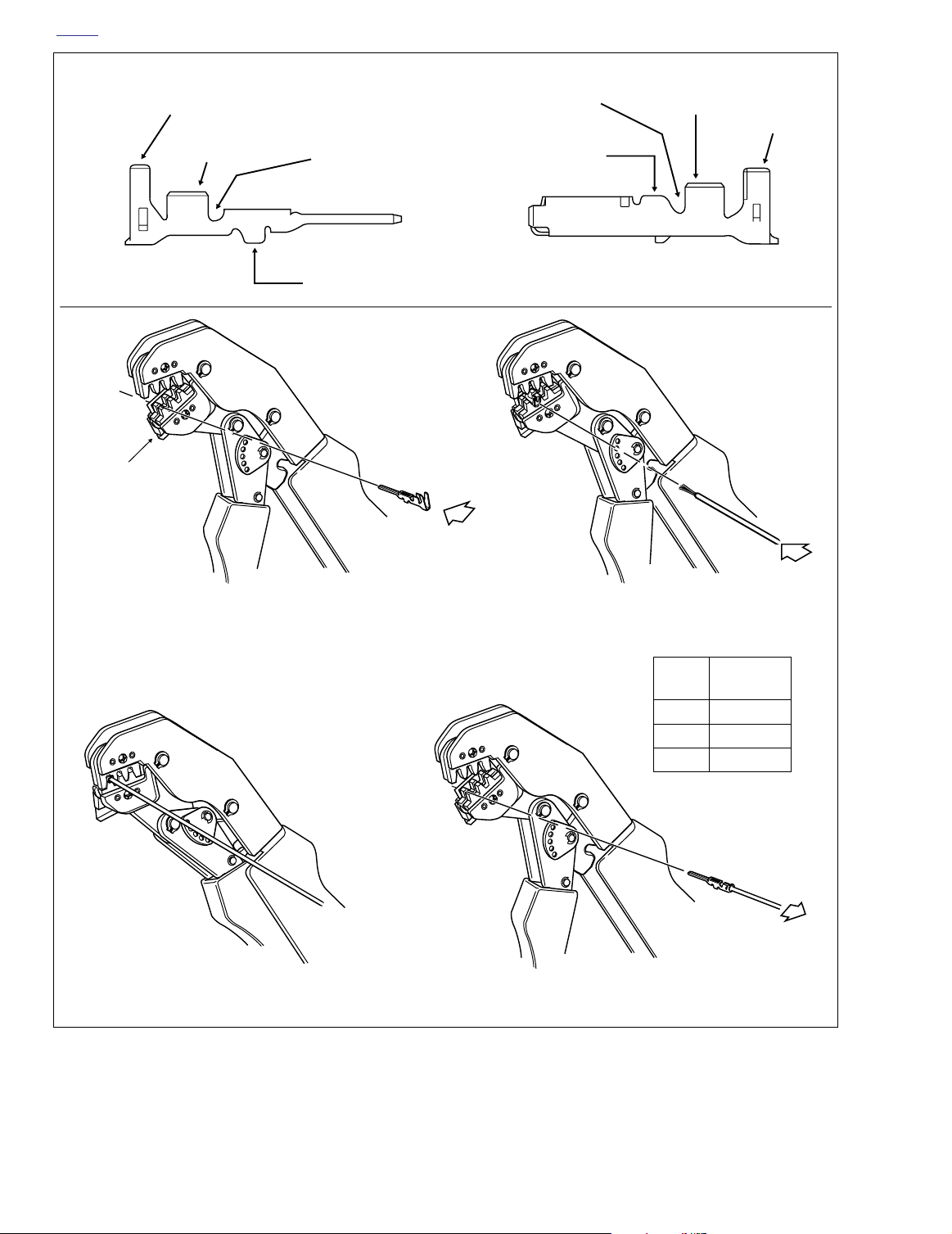
f1516x8x
2.1.
Gauge
Wire
20 Front
16-18 Middle
Locking
Bar
1. Insert contact through hole of locking bar
so that barrel rests on nest of crimp tool.
3.
Nest of
Crimp Tool
2. Insert stripped lead until it contacts
locking bar.
4.
3. Close and squeeze crimp tool. 4. Raise locking bar and remove contact.
Insulation crimp Core crimp
5.
5. Inspect quality of core and insulation crimps.
f1558x8x
Figure B-7. Deutsch Crimping Procedure
Appendix B B-5
Page 6
HOME
3. Raise the locking bar by pushing up on bottom flange.
With the crimp tails facing upward, insert contact
(socket/pin) through hole of locking bar, so that the
rounded side of the contact barrel rests on the nest (concave split level area) of the crimp tool. Use the middle
hole in the locking bar for 16-18 gauge wire, the front
hole for 20 gauge wire.
4. Release locking bar to lock position of contact. If the
crimp tails are slightly out of vertical alignment, the crimp
tool automatically rotates the contact so that the tails
face straight upward. When correctly positioned, the
locking bar fits snugly in the space between the contact
band and the core crimp tails.
5. Strip lead removing 5/32 inch (4.0 mm) of insulation.
Insert wires between crimp tails until ends make contact
with locking bar. Verify that wire is positioned so that
short pair of crimp tails squeeze bare wire strands, while
long pair folds over insulation material.
6. Squeeze handle of crimp tool until tightly closed. Tool
automatically opens when the crimping sequence is
complete. Raise up locking bar and remove contact.
7. Inspect the quality of the core and insulation crimps. Distortion should be minimal.
MINI TERMINALS
1. Obtain the PACKARD TERMINAL CRIMP TOOL (HD38125-7).
2. Strip wire lead removing 5/32 inch (4.0 mm) of insulation.
3. Compress handles until ratchet automatically opens.
NOTE
Always perform core crimp before insulation crimp.
4. Position the core cr
sure the core crimp tails are facing the forming jaws.
5. Gently apply pressure to handles of tool until crimpers
just secure the core crimp tails.
6. Insert stripped wire between crimp tails. Verify that wire
is positioned so that short pair of crimp tails squeeze
bare wire strands, while long pair is positioned over the
insulation material.
7. Squeeze handle of crimp tool until tightly closed. Tool
automatically opens when the crimping sequence is
complete.
8. Position the insulation cr
tool. Be sure the insulation crimp tails are facing the
forming jaws.
9. Squeeze handle of crimp tool until tightly closed. Tool
automatically opens when the crimping sequence is
complete.
10. Inspect the quality of the core and insulation crimps. Distortion should be minimal.
imp on nest E of the crimping tool. Be
imp on nest C of the crimping
SOLID BARREL CONTACTS
For Size 20, 16 and 12 Contacts
Wire Range 26-12 AWG
1. Obtain the DEUTSCH SOLID BARREL CONTACT
CRIMP TOOL (HD-42879).
2. Squeeze the handles to cycle the crimp tool to the fully
open position.
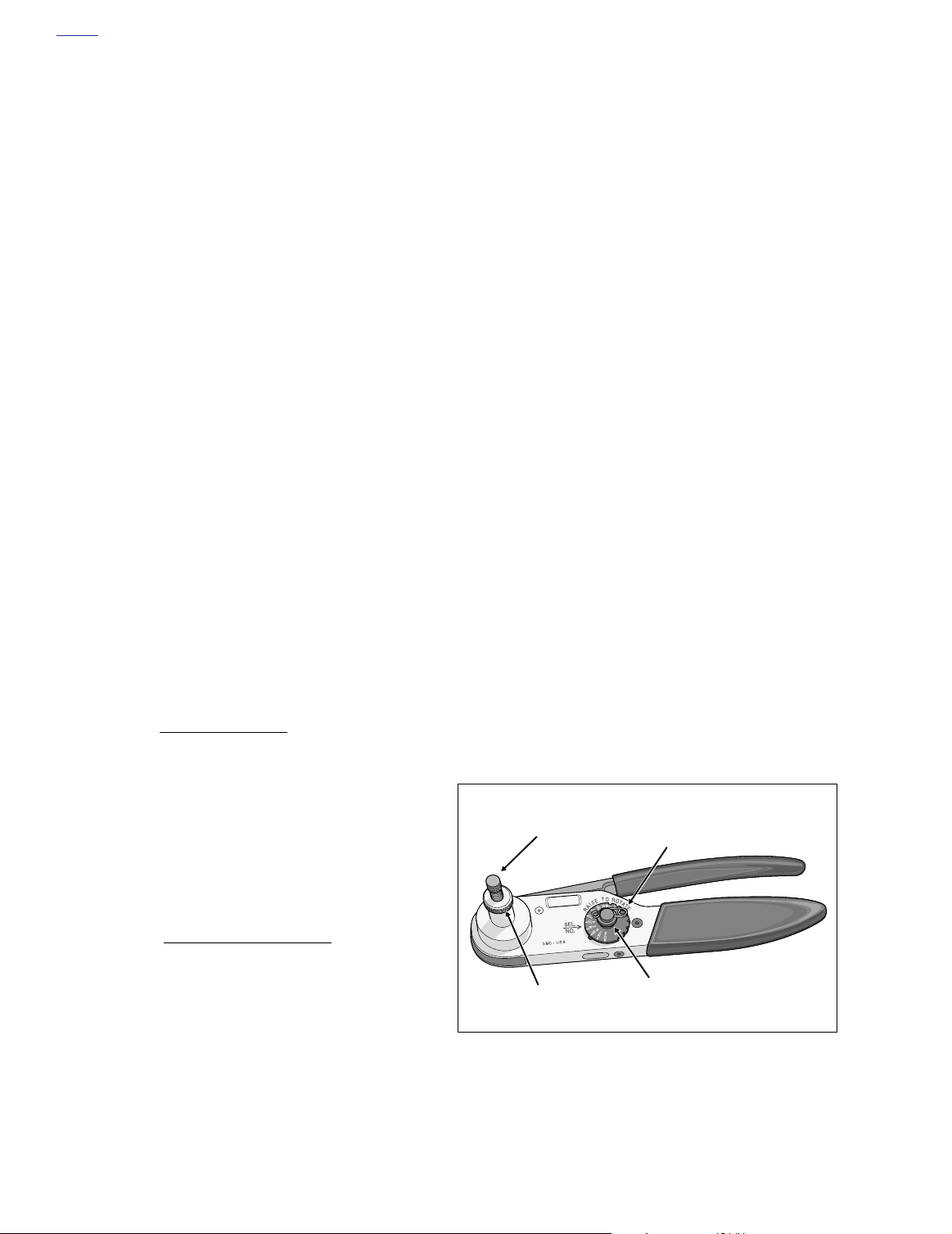
3. Remove locking pin from selector knob. See Figure B-8.
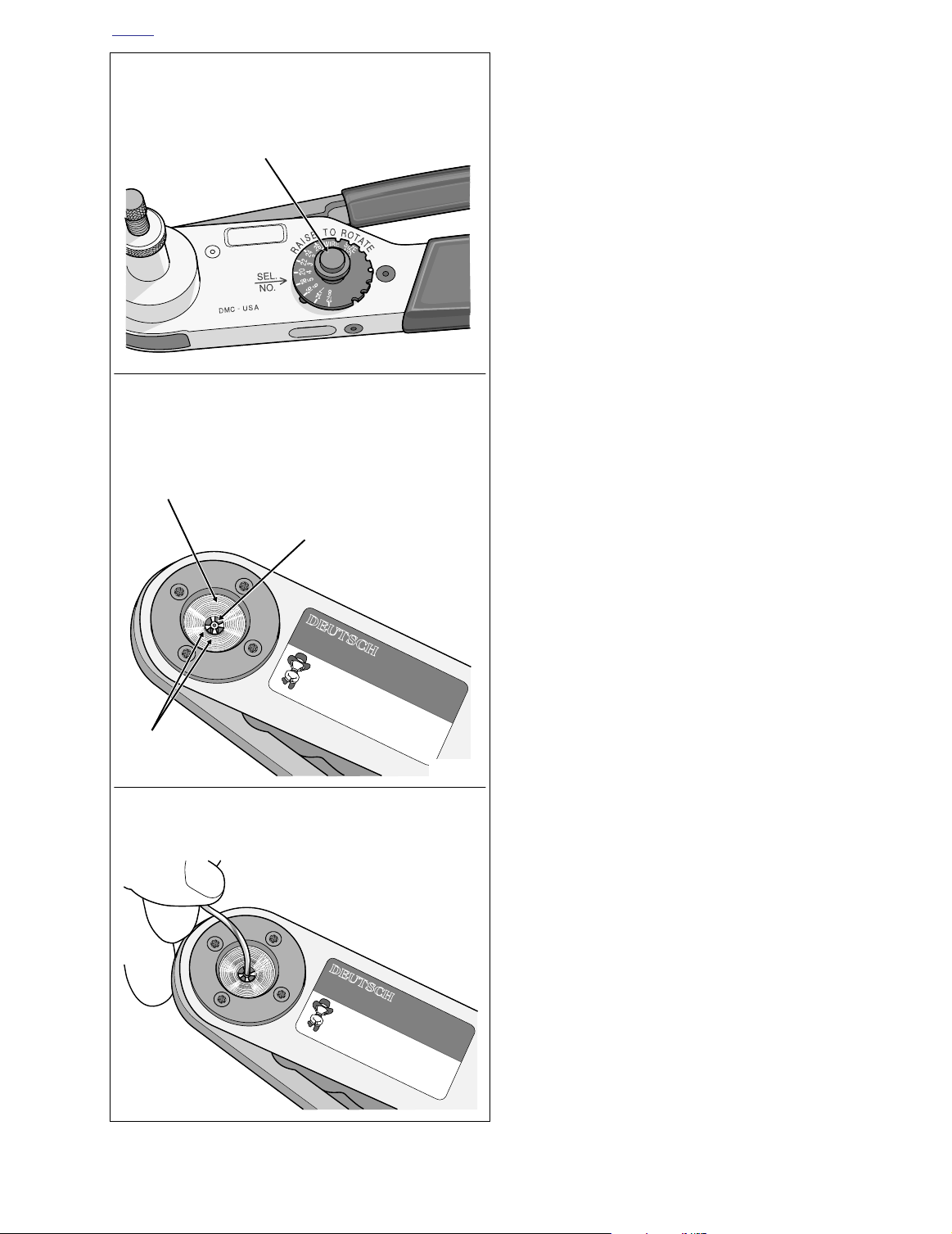
4. Raise selector knob and rotate until selected wire size
stamped on wheel is aligned with “SEL. NO.” arrow. See
upper frame of Figure B-9.
5. Loosen knurled locknut and turn adjusting screw clockwise (in) until it stops.
6. Turn tool over and drop contact into indentor cover hole
with the wire end out.
7. Turn adjusting screw counterclockwise (out) until contact
is flush with bottom of depression in indentor cover.
Tighten knurled locknut.
8. Slowly squeeze handles of crimp tool until contact is
centered between indentor points. See middle frame of
Figure B-9.
9. Strip wire lead removing 1/4 inch (6.4 mm) of insulation.
10. Insert bare wire strands into contact barrel. See lower
frame of Figure B-9.
11. Squeeze handle of crimp tool until tightly closed. Tool
automatically opens when the crimping sequence is
complete.
12. Remove crimped contact from indentor.
13. Inspect the quality of the crimp. Verify that all wire
strands are in crimp barrel.
Adjusting
Screw
t
o
n
t
s
u
m
l
o
o
t
D
N
A
H
s
i
h
T
d
e
r
e
w
o
p
y
n
a
n
i
d
e
s
u
e
b
y
b
d
e
n
i
f
e
d
s
a
'
'
S
S
E
R
)
P
6
"
4
(
1
1
2
.
0
1
9
1
R
F
C
A
H
S
O
Locknut
Figure B-8. Deutsch Solid Barrel Contact Crimp Tool
(Part No. HD-42879)
Locking
Pin
Selector
Knob
f1535x8x
B-6 Appendix B
Page 7
HOME
Rotate selector knob to align wire size on wheel
with arrow stamped in tool.
Selector
Knob
t
o
n
t
s
u
m
l
o
o
t
D
N
A
H
is
h
T
d
e
r
e
w
o
p
y
n
a
in
d
e
s
u
e
b
y
b
d
e
n
i
f
e
d
s
a
''
S
S
E
R
)
P
6
"
4
(
1
1
2
.
0
1
9
1
R
F
C
A
H
S
O
f1534x8x
Turn adjusting screw as described in text. When
contact is flush with bottom of depression in
indentor cover, squeeze handles to center contact
between indentor points.
Indentor
Cover
Contact
NOTE
Tool must be readjusted when changing contact size/type.
14. Install pin to lock position of selector knob.
HEMET RYAN AIRPORT, P.O. BOX 878
HEMET, CA. 92343-0161 (714) 929-1200
IN
D
U
S
T
R
IA
L
P
R
O
D
U
C
T
S
HDT - 48 - 00
D
JDG360-1
Indentor
Points
f1532x8x
Insert bare wire strands into contact barrel.
Squeeze handle of crimp tool until tightly closed.
HEMET RYAN AIRPORT, P.O. BOX 878
HEMET, CA. 92343-0161 (714) 929-1200
INDUSTRIAL PRODUCTS DIVISION
HDT - 48 - 00
JDG360-1
f1533x8x
I
V
IS
IO
N
Figure B-9. Deutsch Solid Barrel Contact
Crimping Procedure
Appendix B B-7
Page 8
HOME
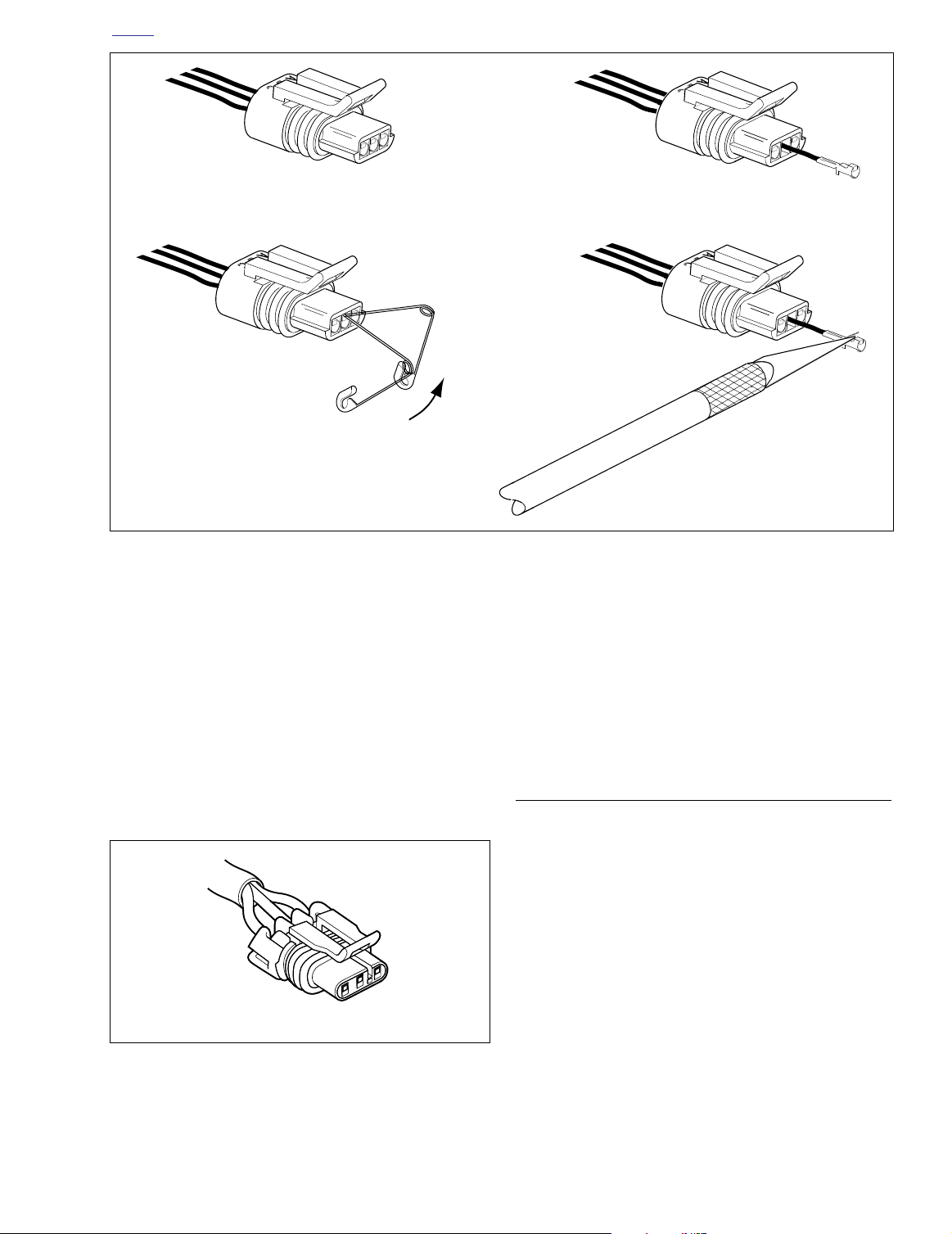
1-
PLACE
CABLE CONNECTOR
General
Use the following instructions to service the voltage regulator
cable connector.
Removal
1. Depress external latch and separate pin and socket
halves of connector.
2. Pull rear wire seal from back of housing and slide down
voltage regulator cable to move out of the way.
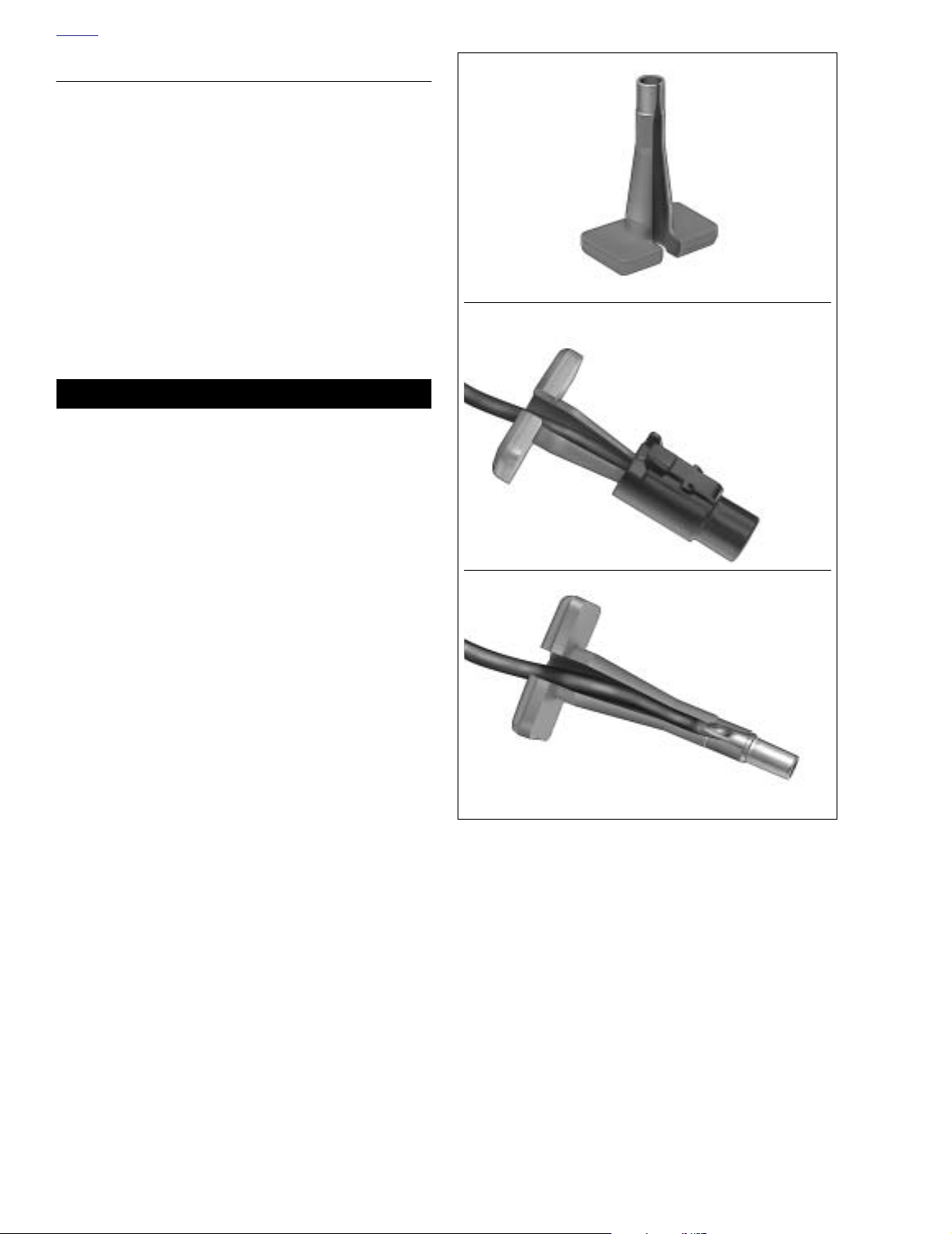
3. Obtain terminal pick tool (Deutsch® 114008) like that
shown in A of Figure B-10.
CAUTION
Rough handling or careless storage can result in tool
damage. Exercise care to avoid cracking or breaking the
thin plastic construction.
4. Install terminal pick tool onto voltage regulator cable so
that the tapered end is in the wire end of the housing.
See B of Figure B-10.
5. Push tool into wire end of housing until it bottoms. Gently tug on housing to pull from terminal. See C of Figure
B-10.
6. Remove tool from voltage regulator cable.
A
7786
B
7787
C
Installation
1. Insert terminal into wire end of housing until it “clicks” in
place. Verify that terminal will not back out of housing. A
slight tug on the voltage regulator cable will confirm that
it is properly locked in place.
2. Fit rear wire seal into back of housing.
3. Mate pin and socket halves of connector.
7788
Figure B-10. Remove Socket/Pin Housing
B-8 Appendix B
Page 9

HOME
AMP MULTILOCK ELECTRICAL CONNECTORS B.2
REMOVING SOCKET/PIN TERMINALS
1. Remove connector from the retaining device, either
attachment or rosebud clip.
2. Depress the button on the socket terminal side of the
connector (plug) and pull apart the pin and socket
halves. See Figure B-11.
3. Bend back the latch slightly and free one side of secondary lock, then repeat the step to release the other side.
Rotate the secondary lock outward on hinge to access
terminals in chambers of connector housing.
4. Looking in the terminal side of the connector (opposite
the secondary lock), take note of the cavity next to each
terminal.
5. See Figure B-12. With the flat edge against the terminal,
insert the pick (Snap-On TT600-3) into the cavity until it
stops. Pivot the end of the pick away from the terminal
and gently tug on wire to pull terminal from chamber. Do
not tug on the wire until the tang is released or the terminal will be difficult to remove. A “click” is heard if the tang
Secondary Lock
Open
Pin Terminal
is engaged but then inadvertently released. Repeat the
step without releasing the tang.
NOTE
An Electrical Terminal Crimp Tool (Part No. HD-41609) is
used to install Amp Multilock pin and socket terminals on
wires. If new terminals must be installed, see CRIMPING
INSTRUCTIONS in this section.
INSTALLING SOCKET/PIN TERMINALS
NOTE
For wire location purposes, numbers are stamped into the
secondary locks of both the socket and pin housings. See
Figure B-14.
1. From the secondary lock side of the connector, insert the
terminal into its respective numbered chamber until it
snaps in place. For proper fit, the slot in the terminal
must face the tang in the chamber.
NOTE
For exploded views of 3-place
and 6-place Amp Multilock
connectors, see Figure B-15.
Latch
f1292x2x
Pin Housing
Figure B-11. 10-Place Amp Multilock Connector (Exploded View)
Socket Housing
Latch
Button
Secondary Lock
Open
Secondary Lock
Open
Latch
Socket Terminal
Appendix B B-9
Page 10
HOME
Secondary Lock
Open
f1289x2x
Pin Terminal
Socket Terminal
Secondary Lock
Open
4
1
4
Socket Housing
2
Pick Tool
1
3
2
Pick Tool
Pin Housing
1. Open Secondary Lock.
2. Insert Pick into Cavity on Mating End of Connector.
3. Pivot End of Pick to Release Tang.
4. Gently Tug on Wire to Remove Terminal from Housing.
Figure B-12. Release Tang and Back Out Terminals
NOTE
The tang in the chamber engages the slot to lock the terminal
in position. On the pin side of the connector, tangs are positioned at the bottom of each chamber, so the slot in the pin
terminal (on the side opposite the crimp tails) must face
downward. On the socket side, tangs are at the top of each
chamber, so the socket terminal slot (on the same side as the
crimp tails) must face upward. Up and down can be determined by the position of the release button (used to separate
the pin and socket halves), the button always being the top of
the connector. See Figure B-13.
2. Gently tug on wire end to verify that the terminal is
locked in place and will not back out of chamber.
3
Pin Housing
f1428x8x
Figure B-13. Tang Location (Cross Sectional View)
Tang
Tang
Button
Socket Housing
B-10 Appendix B
Page 11
HOME
f1287x2x
– AMP
123
3-Place Connector 6-Place Connector 10-Place Connector
Figure B-14. Numbers Stamped on Secondary Locks for Wire Color Locations (Socket Housings Shown)
3-Place Connector
Secondary Locks Open
– AMP
123456
56 78 910
8
9
5
43 21
f1291x2x
7
6-Place Connector
9
7
Socket Side
12. Socket Terminal
13. Secondary Lock (Open)
14. Latch
15. Socket Housing
16. Button
Pin Side
17. Pin housing
18. Latch
19. Secondary Lock (Open)
20. Pin Terminal
6
3
4
3
8
2
1
5
6
3
4
3
2
1
f1288x2x
Figure B-15. 3-Place and 6-Place Amp Multilock Connectors
Appendix B B-11
Page 12
HOME
f1286x2x
PIN TERMINAL SOCKET TERMINAL
Insulation
Crimp Tail
Core
Crimp Tail
Locking Bar
Groove
Tang Slot
Locking Bar
Groove
Tang Slot
Crimp Tail
2.1.
Locking
Bar
Core
Insulation
Crimp Tail
f1290a2x
1. Raise locking bar and seat contact on
nest of crimp tool. Release locking bar.
3.
3. Close and squeeze crimp tool. 4. Raise locking bar and remove contact.
Figure B-16. Amp Multilock Crimping Procedure
4.
2. Insert stripped lead until it contacts
locking bar.
Gauge
Wire
20 Front
16 Middle
18 Rear
Nest of
Crimp Tool
B-12 Appendix B
Page 13

HOME
3. Rotate the hinged secondary lock inward until tabs fully
engage latches on both sides of connector.
4. Insert the socket housing (plug) into the pin housing
(receptacle) until it snaps in place.
5. Install connector on retaining device, either attachment
or rosebud clip.
CRIMPING INSTRUCTIONS
1. Squeeze the handles to cycle the crimp tool (Part No.
HD-41609) to the fully open position.
2. Raise locking bar by pushing up on bottom flange. With
the crimp tails facing upward, insert contact (socket/pin)
through locking bar, so that the closed side of the contact rests on the nest (concave split level area) of the
crimp tool). Use the front nest for 20 gauge wire, the
middle for 16 gauge and the rear for 18 gauge. See Fig-
ure B-16.
3. Release locking bar to lock position of contact. When
correctly positioned, the locking bar fits snugly in the
space at the front of the core crimp tails.
4. Strip lead removing 5/32 inch (4.0 mm) of insulation.
Insert wires between crimp tails until ends make contact
with locking bar. Verify that wire is positioned so that
short pair of crimp tails squeeze bare wire strands, while
long pair folds over insulation material.
5. Squeeze handle of crimp tool until tightly closed. Tool
automatically opens when the crimping sequence is
complete. Raise up locking bar and remove contact.
6. Inspect the quality of the core and insulation crimps. Distortion should be minimal.
Appendix B B-13
Page 14
HOME
PACKARD ELECTRICAL CONNECTORS B.3
150 METRI-PACK SERIES
General
Use these instructions to service the following connectors:
●
MAP Sensor [80B]
Ignition Coil [83B/130B]
●
●
IAC Actuator [87B]
●
TP Sensor [88B]
ET Sensor [90B]
●
●
IAT Sensor [89B]
Disassembly
1. Remove the connector from the retaining device, if
present.
2. Bend back the external latch(es) slightly and separate
the pin and socket halves of the connector.
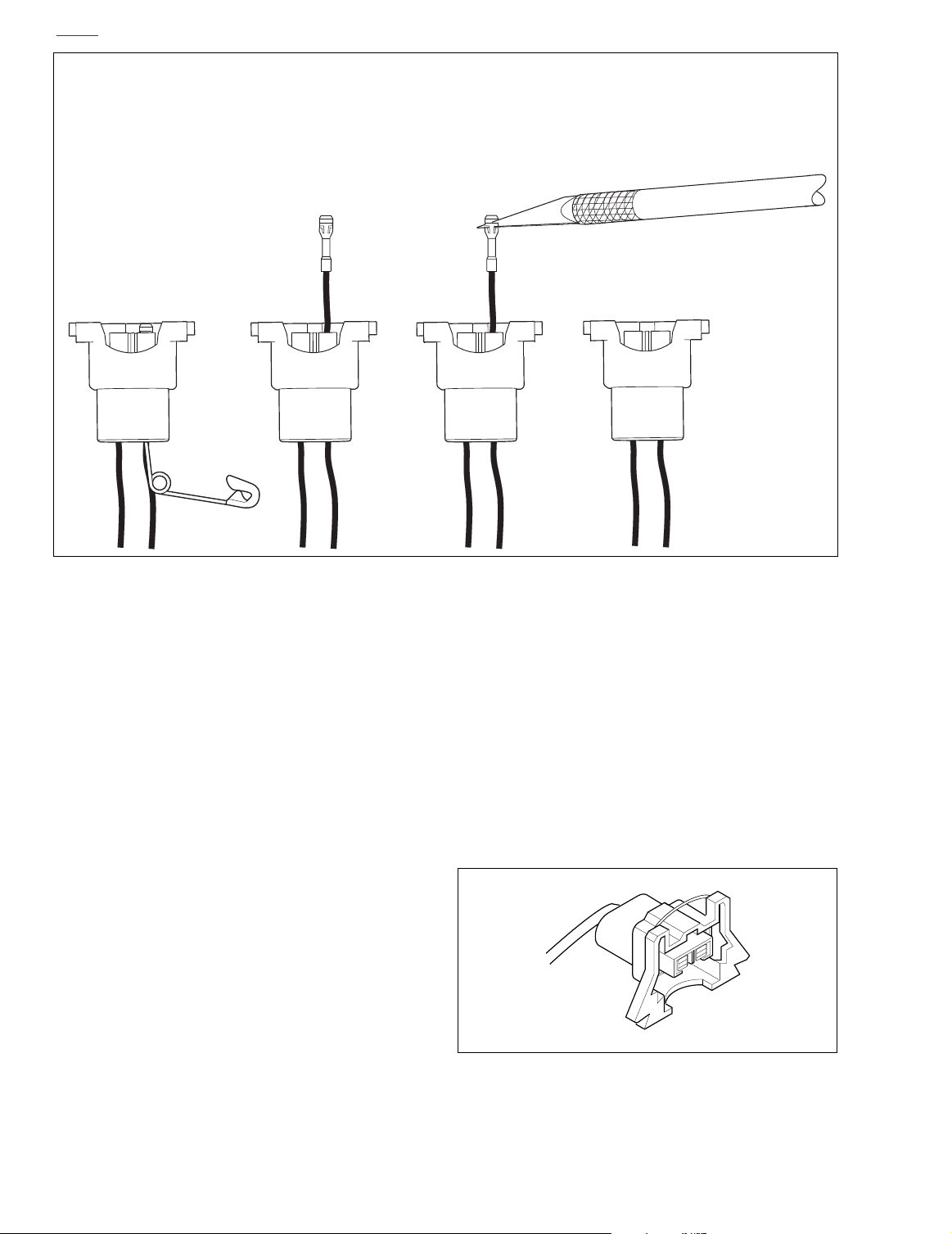
3. To free a pull-to-seat terminal from the connector housing, first look into the mating end of the connector to find
the locking tang. See A in Figure B-18. The tangs are
always positioned in the middle of the chamber and are
on the same side as the external latch. On those connectors with locking ears, the tang is on the side opposite the ear. See Figure B-19.
4. At a slight angle, gently insert the point of a one inch
safety pin down the middle of the chamber about 1/8
inch (3.2 mm), and pivot the end of the pin toward the
terminal body. When a click is heard, remove the pin and
repeat the procedure. See B in Figure B-18. The click is
the sound of the tang returning to the locked position as
it slips from the point of the pin. Pick at the tang in this
manner until the clicking stops and the pin seems to
slide in at a slightly greater depth than it had previously.
This is an indication that the tang has been depressed.
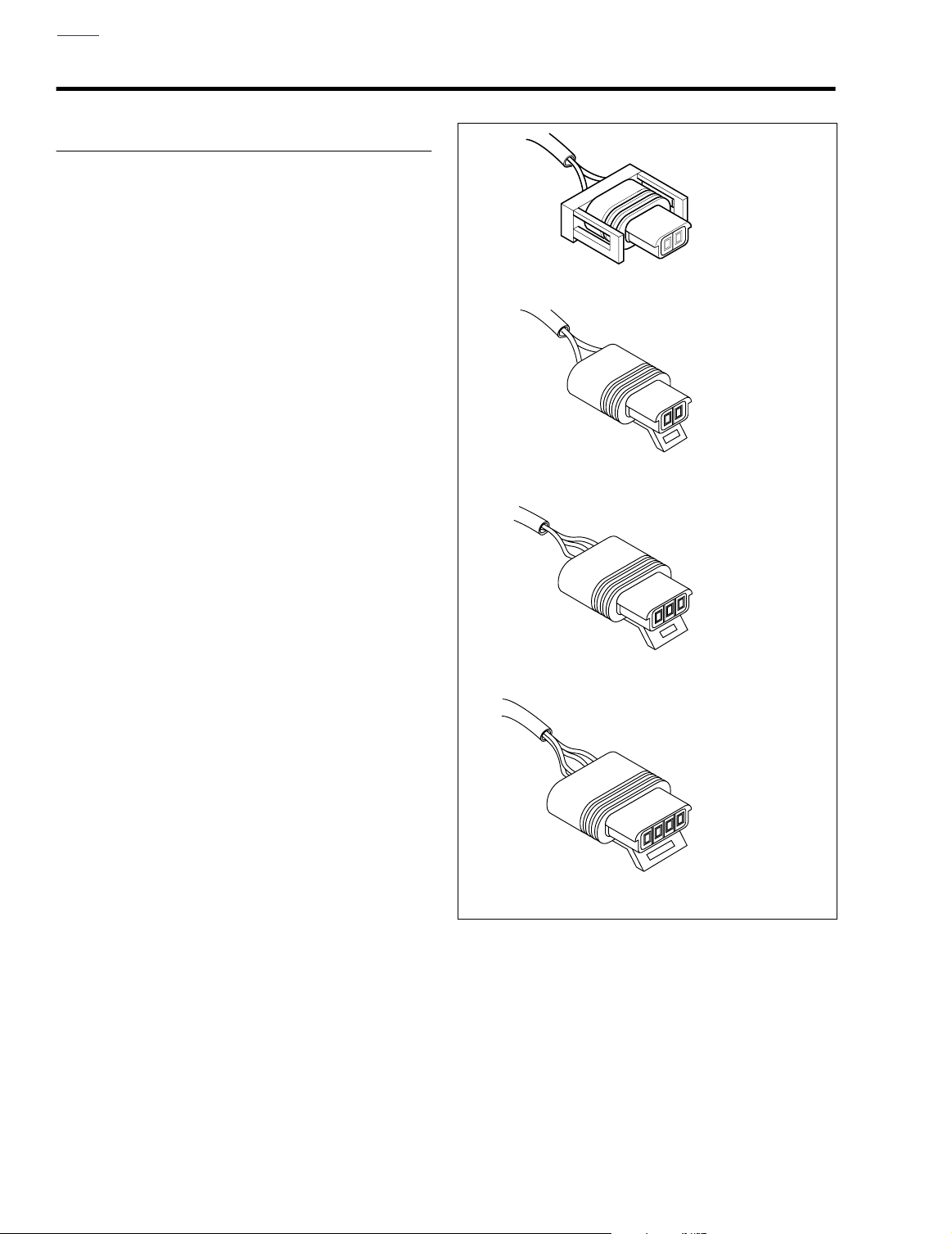
2-Place
AB
IAT Sensor Connector [89B]
2-Place
AB
ET Sensor Connector [90B]
3-Place
ABC
TP Sensor Connector [88B]
4-Place
ABCD
NOTE
On those terminals that have been extracted on a previous
occasion, no clicking sound may be heard when the pin is
pivoted to depress the tang, but proceed as if the clicking is
audible and then push on the wire end of the lead to check if
the terminal is free.
NOTE
When picking multiple terminals, the end of the pin may
become malleable. For best results, continue the procedure
with a new safety pin.
B-14 Appendix B
IAC Connector [87B]
Figure B-17. Packard External Latch Type Connectors
(Socket Sides)
5. Remove the pin and push on the wire end of the lead to
extract the terminal from the mating end of the connector. See C in Figure B-18. If necessary, pull back the
conduit and remove the wire seal at the back of the connector to introduce some slack in the wires.
Page 15
HOME
f1360x8x
A
Locate tang on latch side of chamber. Push on wire end of lead to remove terminal.
B
Pivot end of pin to depress tang.
Figure B-18. Depress Tang and Extract Terminal From Mating End of Connector
6. If necessary, crimp new terminals on wires. See Crimp-
ing Instructions at the end of this section.
Assembly
NOTE
For wire location purposes, alpha characters are stamped
into the socket housings.
C
D
Raise tang and re-install terminal.
2. Gently pull on the lead at the wire end of the connector
to draw the terminal back into the chamber. A click is
heard when the terminal is properly seated.
3. Push on the lead to verify that the terminal is locked in
place.
4. Push the pin and socket halves of the connector
together until the latches “click.”
1. Using a thin flat blade, like that on an X-Acto knife, carefully bend the tang outward away from the terminal body.
See D in Figure B-18.
C
AB
Figure B-19. Packard Pull-to-Seat Terminal Connector
With Locking Ear
280 METRI-PACK SERIES
General
Use these instructions to service the following:
Front/Rear Fuel Injectors [84B/85B]
●
System Fuse Block [64B]
●
Fuel Injectors
Disassembly
1. Depress the wireform and use a rocking motion to
detach the electrical connector.
2. Pry rubber seal from wire end of connector and move
seal down wires toward conduit.
Appendix B B-15
Page 16
HOME
A. Insert safety pin at wire end of
connector to depress tang.
B. Push on wire end of lead to
remove terminal.
A
BC D
C. Raise tang with blade of X-Acto
knife.
D. Pull on wire end of lead to draw
terminal back into chamber.
f2012x9x
Figure B-20. Extract/Install Socket Terminal at Mating End of Connector
3. Hold the connector so that the wireform is facing down,
and looking into the wire end of the connector, insert the
point of a safety pin between the top of the terminal and
the inside chamber wall.
4. Push safety pin completely into chamber while watching
terminal on mating end of connector. When terminal is
observed moving forward slightly, then tang is
depressed. See A in Figure B-20. Remove safety pin.
NOTE
Repeat steps 3 and 4 as necessary until the desired result is
achieved.
5. Push on wire end of the lead to extract the terminal from
the mating end of the connector. See B in Figure B-20.
6. If necessary, crimp new terminals on wires. See Crimp-
ing Instructions at the end of this section.
Assembly
NOTE
For wire color locations, see Section B.8 WIRING DIA-
GRAMS and then refer to Figure B-21.
1. Using a thin flat blade, like that on an X-Acto knife, carefully bend the tang outward away from the terminal body.
See C in Figure B-20.
2. Gently pull on the lead at the wire end of the connector
to draw the terminal back into the chamber. Be sure that
the tang faces opposite the wireform as it enters the
chamber. A “click” is heard when the terminal is properly
seated. See D in Figure B-20.
3. Push on lead to verify that terminal is locked in place.
4. Fit rubber wire seal back into wire end of connector.
5. Push the pin and socket halves of the connector
together until the latch “clicks.” The groove in the socket
housing must be aligned with the tab in the pin housing.
AB
Figure B-21. Fuel Injector Connector [84B/85B]
B-16 Appendix B
Page 17
HOME
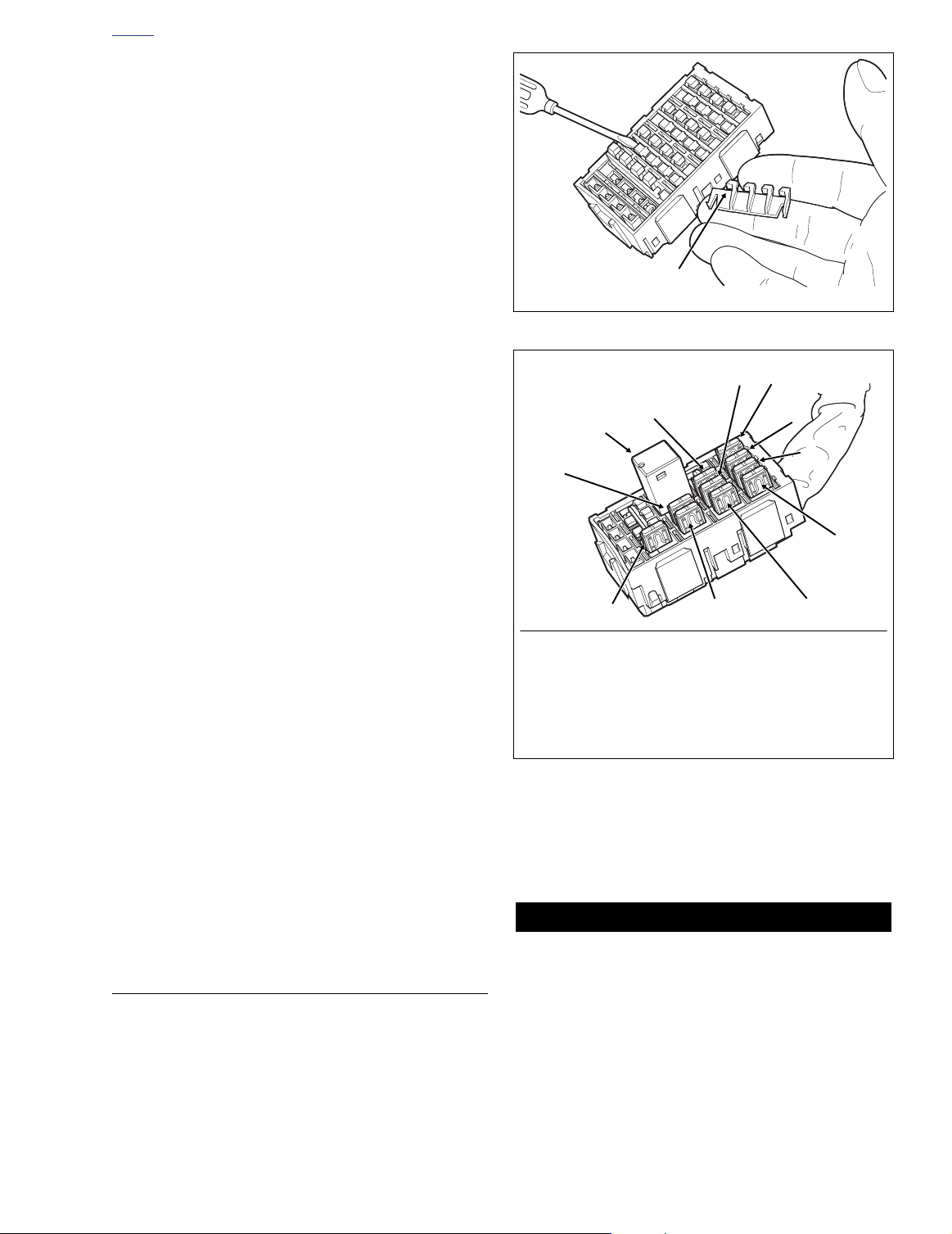
1WARNING1WARNING
Lip of
Locking Wedge
f2205x8x
1. Headlamp
2. Ignition
3. Lighting
4. Instruments
5. Brakes/Cruise
6. Radio Memory
7. Radio Power
8. Accessory
9. Battery
10. Brake Light Relay
11. P&A
11
10
9
1
8
7
6
5
4
3
2
f2204x8x
System Fuse Block
Disassembly
1. Remove system fuses and relay(s) from fuse block. See
Section 8.3 SYSTEM FUSES, SYSTEM FUSES/
RELAYS, REMOVAL.
2. Remove secondary locks as follows:
a. Insert end of small flat blade screwdriver under lip of
locking wedge and gently pry up secondary lock.
NOTE
For best results, start with locking wedge on outboard side of
secondary lock. See Figure B-22.
3. Remove socket terminals as follows:
a. Looking into chamber at top of fuse block, note the
tang next to each socket terminal.
b. Using a thin flat blade, like that on an X-Acto knife,
gently push tang away from terminal, and then tug
on wire to back terminal out wire end of chamber.
4. If necessary, crimp new terminals on wires. See Crimp-
ing Instructions at the end of this section.
Assembly
1. Install socket terminals as follows:
NOTE
See Section B.8 WIRING DIAGRAMS, MAIN HARNESS, for
wire colors and locations.
a. With the open side of the socket terminal facing the
tang, push lead into chamber at the wire end of the
fuse block. A click is heard when the terminal is
properly engaged.
b. Gently tug on the wire to verify that the terminal is
locked in place and will not back out of the chamber.
2. Install secondary locks as follows:
a. With the locking wedges positioned above the tangs
in each chamber, slide flat side of secondary lock
into slot (between rows), and push down until it bottoms. See Figure B-22.
3. Install system fuses and relay(s) in fuse block. See Section 8.3 SYSTEM FUSES, SYSTEM FUSES/RELAYS,
INSTALLATION.
480 METRI-PACK SERIES
General
Use the following instructions to service the B+ connector.
Figure B-22. Remove Secondary Locks From Fuse Block
Figure B-23. Fuse Block (FLTR, FLHTC/U)
Disassembly
1. Remove seat. See Section 2.24 SEAT, REMOVAL.
Always disconnect the negative battery cable first. If the
positive cable should contact ground with the negative
cable installed, the resulting sparks may cause a battery
explosion, which could result in death or serious injury.
2. Unthread bolt and remove battery negative cable (black)
from battery negative (-) terminal.
Appendix B B-17
Page 18

HOME
f2250x8x
B+ Connector
Figure B-24. Remove Seat
3. Unthread bolt and remove battery positive cable (red)
from battery positive (+) terminal.
4. Using a T40 TORX drive head, loosen bolt to move lip of
hold-down clamp off edge of battery. Remove battery
from battery box.
5. Cut anchored cable strap to release accessory connector and B+ connector from left side of frame crossmember (in front of battery box). See Figure B-24.
6. Using small flat blade screwdriver, depress button on pin
housing (red wire) side of the connector and pull apart
the pin and socket halves. See A of Figure B-25.
7. Bend back the latch slightly and free one side of secondary lock, then repeat the step to release the other side.
Rotate the secondary lock outward on hinge to access
terminal in chamber of connector housing. See B of Fig-
ure B-25.
8. On the mating end of the connector, note the tang in the
square shaped opening centered next to the terminal.
Gently insert the point of a stick pin or large safety pin
into the opening between the tang and the chamber wall
until it stops. Pivot the end of the pin toward the terminal
body to depress the tang. Remove the pin and then pull
terminal out wire end of connector housing. See C of
Figure B-25.
9. If necessary, crimp new terminals on wires. See Crimp-
ing Instructions at the end of this section.
2. With the tang on the same side as the square shaped
opening in the mating end of the connector housing,
feed terminal into wire end of connector housing until it
“clicks” in place.
3. Verify that terminal will not back out of the chamber. A
slight tug on the cable will confirm that it is locked.
4. Rotate the hinged secondary lock inward until latches
fully engage tabs on both sides of connector housing.
5. Mate pin and socket halves of connector.
6. Install
7. Place battery in battery box, terminal side forward.
f2258x8x
f2259x8x
new
anchored cable strap in lower hole on left
side of frame crossmember (in front of battery box).
Tighten cable strap to capture conduit of both accessory
connector and B+ connector approximately one inch
from connector housings. See Figure B-25.
A
B
Assembly
1. Carefully bend the tang outward away from the terminal
body.
B-18 Appendix B
f2260x8x
Figure B-25. Remove Socket Terminal
C
Page 19

HOME
1WARNING1WARNING
Always connect the positive battery cable first. If the
positive cable should contact ground with the negative
cable installed, the resulting sparks may cause a battery
explosion, which could result in death or serious injury.
8. Insert bolt through battery positive cable (red) into
threaded hole of battery positive (+) terminal. Tighten
bolt to 60-96
9. Insert bolt through battery negative cable (black) into
threaded hole of battery negative (-) terminal. Tighten
bolt to 60-96
10. Rotate hold-down clamp so that the lip (with rubber pad)
rests on the edge of the battery. Using a T40 TORX drive
head, tighten the clamp bolt to 15-20 ft-lbs (20-27 Nm).
11. Install seat. See Section 2.24 SEAT, INSTALLATION.
in-lbs
(6.8-10.9 Nm).
in-lbs
(6.8-10.9 Nm).
630 METRI-PACK SERIES
General
Use these instructions to service the following connectors:
●
Main to Interconnect Harness [15]
Ignition Light/Key Switch [33]
●
Assembly
NOTE
For wire location purposes, alpha characters are molded into
the secondary locks of each connector housing.
1. Using a thin flat blade, like that on an X-Acto knife, carefully bend the tang outward away from the terminal body.
2. With the tang facing the chamber wall, push the lead into
the chamber at the wire end of the connector. A click is
heard when the terminal is properly seated.
3. Gently tug on the wire end to verify that the terminal is
locked in place and will not back out of the chamber.
4. Rotate the hinged secondary lock inward until tabs fully
engage latches on both sides of connector.
5. Push the pin and socket halves of the connector
together until the latches “click.”
6. Install connector on barbed anchor or other retaining
device, if present.
800 METRI-PACK SERIES
General
Use the following instructions to service the maxi-fuse holder.
Disassembly
1. Remove connector from barbed anchor or other retaining device, if present.
2. Bend back the external latch slightly and separate pin
and socket halves of the connector.
3. Bend back the latch slightly and free one side of the secondary lock. Repeat the step to unlatch the other side.
4. Rotate the secondary lock outward on hinge to view the
terminals in the chambers of the connector housing. The
locking tang is on the side opposite the crimp tails and
engages a rib in the chamber wall to lock the terminal in
place.
5. Moving to the mating end of the connector, take note of
the small opening on the chamber wall side of each terminal.
6. Insert pick (Snap-on® TT600-3) into opening until it
stops. Pivot the end of the pick toward the terminal to
depress the locking tang.
7. Remove the pick and gently tug on the wire to pull the
terminal from the wire end of the connector. Repeat
steps if the terminal is still locked in place.
8. If necessary, crimp new terminals on wires. See Crimp-
ing Instructions at the end of this section.
Disassembly
1. Remove maxi-fuse. See Section 8.3 SYSTEM FUSES.
MAXI-FUSE, REMOVAL.
2. Remove socket terminals as follows:
a. Gently pull sides of secondary lock away from
socket housing to disengage slots from tabs on
socket housing. See A of Figure B-26. Free secondary lock from cables and set aside.
b. Ta ke note of the opening on one side of the socket
terminal. Gently insert flat blade of pick (Snap-On
TT600-5) or small screwdriver into opening until it
stops. Pivot the pick toward the terminal body and
hold in position. See B of Figure B-26.
c. Tug on cable to pull socket from wire end of socket
housing. A firm tug is necessary to overcome the
resistance of the rubber seal.
d. Repeat steps 2(b) and 2(c) to remove remaining
socket terminal.
3. If necessary, crimp new terminals on wires. See Crimp-
ing Instructions at the end of this section.
Appendix B B-19
Page 20

HOME
A
B
Tab
f2245x8x
Secondary
Lock
f2244x8x
d. Repeat steps 1(a) thru 1(c) to install remaining
socket terminal.
e. Install secondary lock onto cables and then push
onto wire end of socket housing until slots engage
tabs on sides of socket housing.
2. Install maxi-fuse. See Section 8.3 SYSTEM FUSES.
MAXI-FUSE, INSTALLATION.
PACKARD MICRO 64
General
Use the following instructions to service the speedometer
and tachometer connectors.
Disassembly
1. Bend back the external latches slightly and separate the
pin and socket halves of the connector.
NOTE
To differentiate between the speedometer and tachometer
connectors, note that the speedometer connector has a second length of conduit leading to the odometer reset switch.
C
Figure B-26. Remove Socket Terminals
Assembly
1. Install socket terminals as follows:
a. Carefully bend tang outward away from the terminal
body. See C of Figure B-26.
b. Feed socket into wire end of socket housing until it
“clicks” in place. Verify that socket will not back out
of chamber. A slight tug on the cable will confirm
that it is locked.
c. Push rubber seal into wire end of socket housing.
f2246x8x
2. Locate the head of the secondary lockpin on one side of
the connector housing. See Figure B-28.
3. Insert the blade of a small screwdriver between the center ear of the lockpin and the connector housing and
gently pry out lockpin. When partially removed, pull lockpin from connector housing.
4. Obtain the Packard Micro 64 Terminal Remover (HD-
45928). See Figure B-27. Proceed as follows:
a. Locate small hole between terminals on mating end
of connector. See Figure B-28.
b. Push the adjacent terminals all the way into the con-
nector housing and then insert tool into hole until it
bottoms. See upper frame of Figure B-29.
Figure B-27. Packard Micro 64 Terminal Remover
(Part No. HD-45928).
B-20 Appendix B
Page 21

HOME
Small
f2202x8x
Hole
Secondary
1
6
Lockpin
23456
1
8
7
10
9
7
12
11
12
Figure B-28. Mating End of Connector
f2196x8x
f2197x8x
Figure B-29. Insert Tool and Remove Terminal
NOTE
For wire location purposes, the corners of the socket housing
are stamped with the numbers 1, 6, 7 and 12, representing
terminals 1-6 on one side, and 7-12 on the other. See Figure
B-28.
2. Bottom the terminal in the chamber and then gently tug
on the wire to verify that it is locked in place.
NOTE
Once the terminal is removed it may not lock in place when
first reinstalled. Until the lock engages, move the terminal
back and forth slightly while wiggling the lead.
3. Since the terminal remover tool releases two terminals
simultaneously, repeat step 2 on the adjacent terminal
even if it was not pulled from the connector housing.
4. With the center ear on the head of the secondary lockpin
facing the mating end of the connector, push lockpin in
until head is flush with the connector housing.
5. Push the pin and socket halves of the connector
together until the latches “click.”
Crimping Instructions
1. Strip lead removing 1/8 inch (3.0 mm) of insulation.
2. Obtain the Packard Micro 64 Terminal Crimper (HD-
45929). See Figure B-30.
3. Squeeze the handles to cycle the tool to the fully open
position.
4. Obtain
5. Raise locking bar and barrel holder by pushing up on
6. With the crimp tails facing upward, insert contact
7. Release locking bar to lock position of contact. When
new
contact (socket terminal). Verify that contact
and crimp tails are not bent or deformed.
bottom tab with index finger. See Figure B-31.
through locking bar into front hole in barrel holder (20-22
gauge wire).
correctly positioned, the locking bar fits snugly in the
space at the front of the core crimp tails and the closed
side of the terminal rests on the outer nest of the crimp
tool. See Figure B-32.
c. Leaving the tool installed, gently tug on wires to pull
either one or both terminals from wire end of connector. See lower frame of Figure B-29. Remove
tool.
5. If necessary, crimp new terminals on wires. See Crimp-
ing Instructions on this page.
Assembly
1. Insert terminal into its respective numbered chamber on
wire end of connector. No special orientation of the terminal is necessary.
Figure B-30. Packard Micro 64 Terminal Crimper
(Part No. HD-45929)
Appendix B B-21
Page 22

HOME
11. Inspect the quality of the core and insulation crimps. Distortion should be minimal.
PACKARD 100W
General
Use the following instructions to service the ECM connector.
f2198x8x
Figure B-31. Raise Locking Bar and Barrel Holder
f2199x8x
Locking
Bar
Figure B-32. Position Contact in Crimper
Barrel
Holder
Disassembly
1. Gently depress latch on each side of the clear plastic
secondary lock and remove. For best results, release
one side at a time, See Figure B-34.
2. Carefully cut cable strap to free strain relief collar from
conduit.
3. Using a thin blade, gently pry at seam at back of socket
housing to release three plastic pins from slots in housing. Separate and spread halves of socket housing. See
Figure B-35.
4. Push on selected wire to free terminal from chamber.
See Figure B-36.
5. If necessary, crimp new terminals on wires. See Crimp-
ing Instructions on the next page.
f2062x8x
1
2
7
3
f2201x8x
Figure B-33. Crimp Terminal Onto Wire
8. Insert wires between crimp tails until ends make contact
with locking bar. Verify that wire is positioned so that
wide pair of crimp tails squeeze bare wire strands, while
the narrow pair folds over the insulation material.
9. Squeeze handle of crimp tool until tightly closed. Tool
automatically opens when the crimping sequence is
complete. See Figure B-33.
10. Raise locking bar and barrel holder to remove contact.
B-22 Appendix B
6
5
1. Latch
2. Rib
3. Secondary Lock
4. Strain Relief Collar
Figure B-34. Remove Secondary Lock
2
1
4
5. Conduit
6. Cable Strap
7. External Latch
Page 23

HOME
1-5 A-E F-G
Packard 270
(HD-38125-6)
Packard 271
(HD-38125-7)
Packard 115
(HD-38125-8)
Sealed
Terminals
Non-Sealed
Terminals
Non-Sealed
Terminals
Butt Splices*
*
See Appendix B.5 SEALED BUTT SPLICE CONNECTORS.
Packard Terminal Crimp Dyes (Nests)
Figure B-35. Separate Halves of Socket Housing
Pins
f2063x8x
Crimping Instructions
1. Strip wire lead removing 5/32 inch (4.0 mm) of insulation.
2. Compress handles until ratchet automatically opens.
NOTE
Always perform core crimp before insulation/seal crimp.
3. See Figure B-37. Determine the correct dye or nest for
the core crimp.
4. Position the core crimp on the appropriate nest. Be sure
the core crimp tails are facing the forming jaws.
5. Gently apply pressure to handles of tool until crimpers
just secure the core crimp tails.
6. Insert stripped wire between crimp tails. Verify that wire
is positioned so that short pair of crimp tails squeeze
bare wire strands, while long pair is positioned over the
insulation or seal material.
7. Squeeze handle of crimp tool until tightly closed. Tool
automatically opens when the crimping sequence is
complete.
8. See Figure B-37. Determine the correct dye or nest for
the insulation/seal crimp.
Figure B-36. Push Wire to Extract Terminal
Assembly
1. From inside socket housing, gently pull on wire to draw
terminal into chamber. See Figure B-36.
2. Exercising caution to avoid pinching wires, press halves
of socket housing together until three plastic pins fully
engage slots in housing. See Figure B-35.
3. Install
4. With the two ribs on the secondary lock on the same
new
cable strap in groove of strain relief collar
capturing cable conduit. See Figure B-34.
side as the external latch, install over terminals until
latches lock in place.
f2064x8x
Figure B-37. Packard Terminal Crimp Tools
Appendix B B-23
Page 24

HOME
Seal
SEALED TERMINAL
Core Crimp
Seal Crimp
9. Position the insulation/seal crimp on the appropriate
nest. Be sure the insulation/seal crimp tails are facing
the forming jaws.
10. Squeeze handle of crimp tool until tightly closed. Tool
automatically opens when the crimping sequence is
complete.
11. Inspect the quality of the core and insulation/seal
crimps. Distortion should be minimal. See Figure B-38.
f1006a8x
Insulation
Crimp
Core Crimp
f1005a8x
Insulation
NON-SEALED TERMINAL
Figure B-38. Inspect Core and Insulation/Seal Crimps
B-24 Appendix B
Page 25

HOME
8821
AUTOFUSE ELECTRICAL CONNECTOR B.4
General
Use these instructions to service the following connector:
●
HDI Ignition Light/Key Switch Jumper Harness [33D]
Disassembly
1. Obtain terminal pick (Snap-on® GA500A) like that
shown Figure B-39.
2. Insert smallest pair of pins into chamber on mating end
of socket housing to depress tangs on each side of terminal simultaneously.
3. Gently pull on wire to remove terminal from wire end of
socket housing.
4. If necessary, crimp new terminals on wires.
Figure B-39. Depress Tangs and Remove Terminal
Assembly
1. Using a thin flat blade, like that on an X-Acto knife, carefully bend tang on each side of terminal outward away
from terminal body.
2. With the open side of the terminal facing rib on wire end
of socket housing, insert terminal into chamber until it
locks in place.
Appendix B B-25
Page 26

HOME
SEALED BUTT SPLICE CONNECTORS B.5
PROCEDURE
Butt splicing may be a necessary procedure for the replacement of some components. Proceed as follows:
1. Strip 3/8 inch (9.5 mm) of insulation off the ends of the
wires.
2. Compress the handles of the Packard Crimp Tool (HD38125-8) until the ratchet automatically opens.
3. Since the size of the connectors vary with the gauge of
the wire, reference the following table to ensure properly
sealed splices are used.
Gauge
Wire
18-20 Red P/N 70585-93
14-16 Blue P/N 70586-93
10-12 Yellow P/N 70587-93
4. Determine the correct dye or nest for the crimping operation. Match the color or gauge wire marked on the butt
splice connector with the corresponding crimp cavity on
the crimp tool. See Figure B-40.
5. Gently apply pressure to the handles until the crimper
lightly secures one side of the metal insert inside the butt
splice connector. The connector must be crimped in two
stages, one side and then the other.
6. See Figure B-41. Feed the wire into the butt splice connector until the stripped end contacts the wire stop
inside the metal insert.
7. Squeeze the handles of the crimp tool until tightly
closed. The tool automatically opens when the crimping
se-quence is complete.
Connector
Color
Part
Number
8. Repeat steps 5-7 on the other side of the butt splice connector.
NOTE
If adjacent wires are being spliced, stagger the splices so
that the butt splice connectors are spaced at different positions along the length of the wires.
9. Using the UltraTorch UT-100 (HD-39969), Robinair Heat
Gun (HD-25070) with heatshrink attachment (HD-
41183) or other suitable radiant heating device, heat the
crimped splice to encapsulate the butt splice connection.
Apply heat from the center of the crimp out to each end
until the meltable sealant exudes out both ends of the
connector. See Figure B-41.
Red
Blue
Yellow
Figure B-40. Packard Crimp Tool (HD-38125-8)
Wire
Stop
Insert stripped wire
ends into connector
f1203b8x
B-26 Appendix B
Metal
Insert
Crimp wire ends
in connector
Figure B-41. Installing Sealed Butt Splice Connectors
Melted Sealant
Apply heat and allow
connector to cool
Page 27

HOME
1WARNING1WARNING
Use extreme caution when operating the UltraTorch UT100 or any other radiant heating device. Read the manufacturers instructions carefully before use. Always keep
hands away from tool tip area and heat shrink attachment. Avoid directing the heat toward any fuel system
component. Extreme heat can cause fuel ignition/explosion. Avoid directing heat toward any electrical system
component other than the connectors on which heat
shrink work is being performed. Be sure to turn the “ON/
OFF” switch to the “OFF” position after use. Inadequate
safety precautions could result in death or serious
injury.
NOTE
It is acceptable for the splice to rest against the heat shrink
tool attachment.
10. Heat the center of the splice until the crimp indentations
disappear and the tubing assumes a smooth cylindrical
appearance.
Appendix B B-27
Page 28

HOME
AMP ELECTRICAL CONNECTORS B.6
1-PLACE CONNECTOR
The 1-place Amp MATE-N-LOK connector can be found on
some Touring models.
SOCKET TERMINAL
Removal
1. Bend back the ears on the pin housing slightly and separate the pin and socket halves of the connector.
2. Grasp the lead on the wire end of the socket housing
and push the terminal forward toward the mating end of
the connector until it stops. This will disengage the locking tang from the groove in the connector.
3. Fit the barrel of the Amp Socket Terminal Remover (HD39621-27) over the socket, and while rotating the tool
slightly, push until it bottoms in the housing. Allow the
plunger to “back out” of the handle. See Figure B-42.
Install Socket Terminal Remover
A
4. Holding the socket housing while keeping the tool firmly
bottomed, depress the plunger. The terminal pops out
the wire end of the connector.
NOTE
If the terminal is not released from the socket housing, then
the terminal was not pushed forward far enough before
placement of the tool or the tool was not bottomed in the connector housing.
Installation
1. Note the lip at the middle of the socket housing. One
side of the lip is flat while the other side is tapered. Insert
the wire terminal into the socket housing on the flat lip
side.
2. Push the lead into the socket housing until it stops. A
click is heard when the terminal is properly seated.
3. Gently tug on the lead to verify that the terminal is locked
in place.
4. Push the pin and socket halves of the connector
together until the latches “click.”
Socket
Housing
Lip
Depress Plunger
B
Figure B-42. Remove Terminal from Amp Socket Housing
Amp Socket
Terminal Remover
(HD-39621-27)
Plunger
f1364x8x
PIN TERMINAL
Removal
1. Bend back the ears on the pin housing slightly and separate the pin and socket halves of the connector.
2. Grasp the lead on the wire end of the pin housing and
push the terminal forward toward the mating end of the
connector until it stops. This will disengage the locking
tang from the groove in the connector.
3. Fit the barrel of the Amp Pin Terminal Remover (HD39621-28) over the pin, and while rotating the tool
slightly, push until it bottoms in the housing. Allow the
plunger to “back out” of the handle. See Figure B-43.
4. Holding the pin housing while keeping the tool firmly bottomed, depress the plunger. The terminal pops out the
wire end of the connector.
NOTE
If the terminal is not released from the pin housing, then the
terminal was not pushed forward far enough before placement of the tool or the tool was not bottomed in the connector
housing.
B-28 Appendix B
Page 29

HOME
Installation
A
Install Pin Terminal Remover
Pin
Housing
Depress Plunger
B
Figure B-43. Remove Terminal from Amp Pin Housing
Amp Pin
Terminal Remover
(HD-39621-28)
Plunger
f1366x8x
1. Push the lead into the pin housing until it stops. A click is
heard when the terminal is properly seated.
2. Gently tug on the lead to verify that the terminal is locked
in place.
3. Push the pin and socket halves of the connector
together until the latches “click.”
Appendix B B-29
Page 30

HOME
ELECTRICAL CONNECTOR LOCATIONS B.7
FLHT/C/U WIRE HARNESS CONNECTORS
No. Description Type Location Fig.
[1] Main to Interconnect Harness 12 - Place Deutsch (Black) Inner Fairing - Right Fairing Bracket 44
[2] Main to Interconnect Harness 12 - Place Deutsch (Gray) Inner Fairing - Right Fairing Support Brace 44
[4] Accessory 4 - Place Deutsch Upper Frame Cross Member (Under Seat) 49
[5] Maxi-Fuse 2 - Place Packard Under Left Side Cover 46
[6] Audio to Interconnect Harness 3 - Place Deutsch (Black) Inner Fairing - Back of Radio 44
[7] Rear Fender Lights Harness 8 - Place Multilock Top of Rear Fender (Under Seat) 52
[8] Ignition Harness (EFI Harness on Fuel Injected Models) 12 - Place Deutsch (Gray) Under Right Side Cover 48,51
[10] Ignition Control Module **** 12 - Place Deutsch (Black) Under Right Side Cover 51
[12] Tour-Pak Lights 3 - Place Multilock Inside Tour-Pak 45
[13] Fuel Tank Harness 3 - Place Multilock Behind Fuel Tank (Under Seat) 55
[15] Main to Interconnect Harness 4 - Place Packard Inner Fairing - Bottom of Radio (Right Side) 44
[17] Cruise Control Module ** 10 - Place Packard Under Left Side Cover 46
[18] Left Rear Turn Signal 2 - Place Multilock Circuit Board Under Tail Lamp Assembly 53
[19] Right Rear Turn Signal 2 - Place Multilock Circuit Board Under Tail Lamp Assembly 53
[21] Indicator Lamps 10 - Place Multilock Inner Fairing - Above Radio 44
[22] Interconnect to Right Handlebar Switch Controls 12 - Place Deutsch (Black) Inner Fairing - Fork Stem Nut Lock Plate (Left Side) 44
[24] Interconnect to Left Handlebar Switch Controls 12 - Place Deutsch (Gray) Inner Fairing - Left Fairing Support Brace 44
[27] Radio * 23 - Place Amp (Black) Inner Fairing - Back of Radio (Right Side) 44
[28] Radio ** 23 - Place Amp (Gray) Inner Fairing - Back of Radio (Left Side) 44
[30] Turn Signal/Security Module 12 - Place Deutsch Cavity in Crossmember at Rear of Battery Box (Under Seat) 50
[31] Front Turn Signals 6 - Place Multilock Inner Fairing - Left Fairing Support Brace 44
[32] Front Fender Tip Lamp (DOM) 2 - Place Multilock (Black) Inner Fairing - Below Upper Fork Bracket (Left Side) 44
[33] Ignition/Light Key Switch 4 - Place Packard Inner Fairing - Bottom of Radio (Center) 44
[38] Headlamp Headlamp Connector Inner Fairing -
[39] Speedometer 12 - Place Packard Inner Fairing (Back of Speedometer) 44
[41] Rear Right Speaker/Passenger Controls ** 6 - Place Mini-Deutsch Inside Rear Right Speaker Box -
[42] Rear Left Speaker/Passenger Controls ** 6 - Place Mini-Deutsch Inside Rear Left Speaker Box -
[45] Rear Fender Tip Lamp (DOM) 3 - Place Multilock Circuit Board Under Tail Lamp Assembly 53
Stator 2 - Place Packard Bottom of Voltage Regulator
[46]
[50] CB Antenna Cable ** - Inner Fairing - Back of Radio (Right Side) 44,45
[51] Radio Antenna Cable * - Inner Fairing - Back of Radio (Left Side) 44
[53] Console Pod ** 12 - Place Mini-Deutsch Rear of Battery Box (Under Seat) 50
[64] Fuse Block Packard Under Left Side Cover 46,47
[65] Vehicle Speed Sensor 3 - Place Deutsch Under Right Side Cover (Behind Electrical Bracket) 48
[73] Passing Lamps 2 - Place Multilock (White) Inner Fairing - Below Upper Fork Bracket (Left Side) 44
[75] Cruise Roll-Off Switch Spade Contacts Right Side of Steering Head -
[76] Passenger Headset 7 - Place DIN Below Rear Left Speaker Box -
[77] Voltage Regulator 1 - Place Deutsch Right Lower Frame Tube (Below Transmission Bracket) -
[78] Electronic Control Module (ECM) *** 36 - Place Packard Under Right Side Cover 48
[79] Crankshaft Position (CKP) Sensor 2 - Place Mini-Deutsch Bottom of Voltage Regulator 54
[80] Manifold Absolute Pressure (MAP) Sensor 3 - Place Packard Top of Intake Manifold/Induction Module -
[83] Ignition Coil 4 - Place Packard Below Fuel Tank (Left Side) -
[84] Front Injector *** 2 - Place Packard Below Fuel Tank (Left Side) -
[85] Rear Injector *** 2 - Place Packard Below Fuel Tank (Left Side) -
[87] Idle Air Control (IAC) *** 4 - Place Packard Below Fuel Tank (Right Side) -
[88] Throttle Position Sensor (TP Sensor) *** 3 - Place Packard Below Fuel Tank (Right Side) -
[89] Intake Air Temperature Sensor (IAT Sensor) *** 2 - Place Packard Below Fuel Tank (Right Side) -
54
Continued ...
B-30 Appendix B
Page 31

HOME
Main to Interconnect
Harness [156]
Main to Interconnect
Harness [15]
Lamps [21]
Tac hometer
Gauge [108]
Indicator
Speedometer
Gauge [39]
Ambient
Temperature
Sensor [107]
Left Handlebar
Switch Controls [24]
Main to Interconnect
Harness [2]
Main to Interconnect
Harness [1]
Radio [27]
Radio [28]
Front Turn
Signals [31]
Radio Antenna
Cable [51]
f2238x8x
Fairing Cap
Switches [105]
CB Antenna
Cable [50]
Ignition
Switch [33]
Right Handlebar
Switch Controls [22]
Lamp [73]
Figure B-44. Inner Fairing Connectors (FLHT/C/U)
Audio to Interconnect
Harness [6]
Front
Fender Tip [32]
Passing
Appendix B B-31
Page 32

HOME
FLHT/C/U WIRE HARNESS CONNECTORS (Continued)
No. Description Type Location Fig.
[90] Engine Temperature Sensor (ET Sensor) *** 2 - Place Packard Back of Front Cylinder (Left Side) -
[91] Data Link 4 - Place Deutsch Under Right Side Cover 48
[93] Tail Lamp 4 - Place Multilock Circuit Board Under Tail Lamp Assembly 53
[94] Rear Fender Lights Harness to Circuit Board 6 - Place Multilock Circuit Board Under Tail Lamp Assembly 53
[105] Fairing Cap Switches 12 - Place Multilock Inner Fairing - Above Upper Fork Bracket (Right Side) 44
[107] Ambient Air Temperature Sensor * 3 - Place Multilock Inner Fairing - Left Fairing Bracket (Outboard Side) 44
[108] Tachometer 12 - Place Packard Inner Fairing (Back of Tachometer) 44
[110] Voltmeter Lamp Spade Connector Inner Fairing -
[111] Voltmeter Spade Connector Inner Fairing -
[112] Oil Pressure Gauge Lamp Spade Connector Inner Fairing -
[113] Oil Pressure Gauge Spade Connector Inner Fairing -
[114] Air Temperature Gauge Lamp Spade Connector Inner Fairing -
[115] Air Temperature Gauge Spade Connector Inner Fairing -
[116] Fuel Gauge Lamp Spade Connector Inner Fairing -
[117] Fuel Gauge Spade Connector Inner Fairing -
[119] EFI Fuses *** Fuse Terminals Fuse Block (Under Right Side Cover) 48
[121] Rear Brake Light Switch Spade Terminals Beneath Transmission (Right Side) -
[122] Horn Spade Terminals Between Cylinders (Left Side) -
[123] Starter Relay Relay Connector Rear of Battery Box (Under Seat) - Left Side 50
[124] Brake Light Relay Relay Connector Fuse Block (Under Left Side Cover) 47
[126] Ignition Keyswitch Relay Relay Connector Rear of Battery Box (Under Seat) - Left Side 50
[128] Starter Solenoid Spade Terminals Top of Starter -
[129] Harness Grounds Ring Terminals Upper Frame Cross Member (Under Seat) 49
[131] Neutral Switch Post Terminals Transmission Top Cover -
[132] Cigarette Lighter * Spade Terminals Inner Fairing -
[135] EFI System Relay *** Relay Connector Fuse Block (Under Right Side Cover) 48
[139] Oil Pressure Sender 4 - Place Packard Front Right Crankcase -
[141] Fuel Level Sender (and Fuel Pump on EFI models) 3 - Place Mini-Deutsch Top of Canopy (Under Console) -
[142] Security Siren (Optional) 3 - Place Packard Under Right Side Cover (Behind Electrical Bracket) 48
[156] Main to Interconnect Harness 6 - Place Deutsch Inner Fairing - Right Fairing Support Brace 44
[160] B+ 1 - Place Packard Upper Frame Cross Member (Under Seat) 49
* Classic and Ultra ** Ultra Only *** Fuel Injected Models **** Carbureted Models
f1466a2x f1467b2x
Cavity
CB Antenna
Tour-Pak Lights
Connector [12]
LEFT SIDE
RIGHT SIDE
Cable Connector
[50C/D]
Figure B-45. Tour-Pak Connectors
B-32 Appendix B
Page 33

HOME
f1917x9x
*P&A
Security Siren
[142]
Data Link
[91]
Main Harness to
EFI Harness [8]
*Vehicle Speed
Sensor [65]
EFI Fuse
Block
* Under Bracket
Electronic
Control
Module [78]
f2206x8x
Cruise Module
Connector [17]
Spare Fuse
Holder
Cruise Cable
Connector
Fuse Block
Cruise Module
Maxi-Fuse
Holder [5]
f2203x8x
10
11
1
1. Headlamp
2. Ignition
3. Lighting
4. Instruments
5. Brakes/Cruise
6. Radio Memory*
Figure B-46. Cruise Control Module (Under Left Side Cover)
7
8
9
6
5
4
2
7. Radio Power*
8. Accessory
9. Battery
10. Brake Light Relay
11. P&A
3
*Absent from FLHR/C/S models.
Figure B-47. Fuse Blocks - FLTR, FLHTC/U
(Under Left Side Cover)
Figure B-48. Electrical Bracket - Fuel Injected Models
(Under Right Side Cover)
Appendix B B-33
Page 34

HOME
f2250x8x
Main Harness
Ground Ring
Terminals (2)
Main Harness
Ground Ring
Terminals (2)
Chassis
Ground Cable
Fuel Tank Harness
Connector [13]
Not Present on FLHR/C/S
B+ Connector [160]
Starter
Relay [123]
Console Pod [53]
Figure B-49. Electrical Connectors - Upper Frame Cross Member (Under Seat)
Ignition Keyswitch
f2191x8x
Relay [126]
Accessory
Connector [4]
Battery
Positive Cable
Battery
Negative Cable
Turn Signal/Security
Module [30]
f2192x8x
Under Crossmember
Figure B-50. Electrical Connectors/Relays (Under Seat)
B-34 Appendix B
Ignition Control Module
Connector [10]
Figure B-51. Ignition Control Module - Carbureted Models
(Under Right Side Cover)
Page 35

HOME
Crankshaft
Position Sensor
Connector [79]
f2256x8x
Stator
Connector [46]
f1924x8x
Fuel Tank
Fuel Vapor
Vent Tube
To Vapor Valve
Fuel Tank Harness
Connector [13]
Not Present on FLHR/C/S
f2013x8x
Rear Fender
Lights Connector [7]
Fender Tip
Lamp [45]
Tail Lamp
[93]
Figure B-52. Rear Fender (Under Seat)
Right Turn
Signal Lamp
[19]
Left Turn
Signal Lamp
[18]
Fender Lights
Harness to
Circuit Board
Figure B-54. Voltage Regulator (Left Side View)
[94]
f2172x8x
Figure B-53. Rear Fender Lights Assembly
Figure B-55. Rear of Fuel Tank (Under Seat)
Appendix B B-35
Page 36

HOME
FLHR/C/S WIRE HARNESS CONNECTORS
No. Description Type Location Fig.
[4] Accessory 4 - Place Deutsch Upper Frame Cross Member (Under Seat) 49
[5] Maxi-Fuse 2 - Place Packard Under Left Side Cover 46
[7] Rear Fender Lights Harness 8 - Place Multilock Top of Rear Fender (Under Seat) 52
[8] Ignition Harness (EFI Harness on Fuel Injected Models) 12 - Place Deutsch (Gray) Under Right Side Cover 48,51
[10] Ignition Control Module **** 12 - Place Deutsch (Black) Under Right Side Cover 51
[18] Left Rear Turn Signal 2 - Place Multilock Circuit Board Under Tail Lamp Assembly 53
[19] Right Rear Turn Signal 2 - Place Multilock Circuit Board Under Tail Lamp Assembly 53
[21] Indicator Lamps 8 - Place Mini-Deutsch Under Console 57
[22] Right Handlebar Controls 6 - Place Deutsch Inside Headlamp Nacelle - Fork Stem Nut Lock Plate (Right Side) 56
[24] Left Handlebar Controls 6 - Place Deutsch Inside Headlamp Nacelle - Fork Stem Nut Lock Plate (Left Side) 56
[30] Turn Signal/Security Module 12 - Place Deutsch Cavity at Rear of Battery Box (Under Seat) 50
[31] Front Turn Signals 6 - Place Multilock Inside Headlamp Nacelle - Fork Stem Nut Lock Plate (Left Side) 56
[32] Front Fender Tip Lamp (DOM) 2 - Place Multilock (Black) Inside Headlamp Nacelle 56
[33] Ignition/Light Key Switch 3 - Place Packard Under Console 57
[38] Headlamp Headlamp Connector Inside Headlamp Nacelle 56
[39] Speedometer 12 - Place Packard Back of Speedometer (Under Console) 57
[45] Rear Fender Tip Lamp (DOM) 3 - Place Multilock Circuit Board Under Tail Lamp Assembly 53
Stator 2 - Place Packard Bottom of Voltage Regulator
[46]
[64] Fuse Block Packard Under Left Side Cover 46,47
[65] Vehicle Speed Sensor 3 - Place Deutsch Under Right Side Cover (Behind Electrical Bracket) 48
[67] Accessory Switch 4 - Place Amp Inside Headlamp Nacelle 56
[73] Passing Lamps 2 - Place Multilock (White) Inside Headlamp Nacelle 56
[75] Cruise Roll-Off Switch ** Spade Contacts Right Side of Steering Head -
[77] Voltage Regulator 1 - Place Deutsch Right Lower Frame Tube (Below Transmission Bracket) -
Continued ...
54
f2212x8x
Right Handlebar
Controls [22]
Passing Lamps
Switch [109]
Used on FLHR/C Only
Cruise Set/Resume
Switch [159]
Used on FLHRC Only
Front Turn
Signals [31]
Passing Lamps [73]
Used on FLHR/C Only
Figure B-56. Headlamp Nacelle Connectors (FLHR/C/S)
Left Handlebar
Controls [24]
Cruise On/Off
Switch [158]
Used on FLHRC Only
Accessory
Switch [67]
Front Fender
Tip Lamp [32]
Used on FLHR Only
Headlamp [38]
B-36 Appendix B
Page 37

HOME
FLHR/C/S WIRE HARNESS CONNECTORS (Continued)
No. Description Type Location Fig.
[78] Electronic Control Module (ECM) *** 36 - Place Packard Under Right Side Cover 48
[79] Crankshaft Position (CKP) Sensor 2 - Place Mini-Deutsch Bottom of Voltage Regulator 54
[80] Manifold Absolute Pressure (MAP) Sensor 3 - Place Packard Top of Intake Manifold/Induction Module -
[83] Ignition Coil 4 - Place Packard Below Fuel Tank (Left Side) -
[84] Front Injector *** 2 - Place Packard Below Fuel Tank (Left Side) -
[85] Rear Injector *** 2 - Place Packard Below Fuel Tank (Left Side) -
[87] Idle Air Control (IAC) *** 4 - Place Packard Below Fuel Tank (Right Side) -
[88] Throttle Position Sensor (TP Sensor) *** 3 - Place Packard Below Fuel Tank (Right Side) -
[89] Intake Air Temperature Sensor (IAT Sensor) *** 2 - Place Packard Below Fuel Tank (Right Side) -
[90] Engine Temperature Sensor (ET Sensor) *** 2 - Place Packard Back of Front Cylinder (Left Side) -
[91] Data Link 4 - Place Deutsch Under Right Side Cover 48
[93] Tail Lamp 4 - Place Multilock Circuit Board Under Tail Lamp Assembly 53
[94] Rear Fender Lights Harness to Circuit Board 6 - Place Multilock Circuit Board Under Tail Lamp Assembly 53
[108] Optional Tachometer 1 - Place Amp Inside Headlamp Nacelle -
[109] Passing Lamps Switch 4 - Place Amp Inside Headlamp Nacelle 56
[117] Fuel Gauge 4 - Place Multilock Below Fuel Tank (Left Side) -
[119] EFI Fuses *** Fuse Terminals Fuse Block (Under Right Side Cover) 48
[120] Oil Pressure Switch Post Terminal Front Right Crankcase -
[121] Rear Brake Light Switch Spade Terminals Beneath Transmission -
[122] Horn Spade Terminals Between Cylinders (Left Side) -
[123] Starter Relay Relay Connector Fuse Block (Under Left Side Cover) -
[124] Brake Light Relay Relay Connector Fuse Block (Under Left Side Cover) 47
[126] Ignition Keyswitch Relay Relay Connector Rear of Battery Box (Under Seat) - Left Side 50
[128] Starter Solenoid Spade Terminals Top of Starter -
[129] Harness Grounds Ring Terminals Upper Frame Cross Member (Under Seat) 49
[131] Neutral Switch Post Terminals Top of Transmission -
[135] EFI System Relay *** Relay Connector Fuse Block (Under Right Side Cover) 48
[141] Fuel Level Sender (and Fuel Pump on EFI models) 3 - Place Mini-Deutsch Top of Canopy (Under Console) -
[142] Security Siren (Optional) 3 - Place Packard Under Right Side Cover (Behind Electrical Bracket) 48
[158] Left Handlebar Controls (Cruise Switches) ** 2 - Place Deutsch (Gray) Inside Headlamp Nacelle 56
[159] Right Handlebar Controls (Cruise Switches) ** 2 - Place Deutsch (Black) Inside Headlamp Nacelle 56
[160] B+ 1 - Place Packard Upper Frame Cross Member (Under Seat) 49
** FLHRC Only *** Fuel Injected Models **** Carbureted Models
Speedometer
Gauge [39]
f2095x8x
Ignition/Light
Key Switch [33]
Indicator Lights [21]
Figure B-57. Instrument Console Connectors (FLHR/C)
Appendix B B-37
Page 38

HOME
FLTR WIRE HARNESS CONNECTORS
No. Description Type Location Fig.
[1] Main to Interconnect Harness 12 - Place Deutsch (Black) Inner Fairing - Below Radio (Right Side) 59
[2] Main to Interconnect Harness 12 - Place Deutsch (Gray) Inner Fairing - Below Radio (Right Side) 59
[4] Accessory 4 - Place Deutsch Upper Frame Cross Member (Under Seat) 49
[5] Maxi-Fuse 2 - Place Packard Under Left Side Cover 46
[7] Rear Fender Lights Harness 8 - Place Multilock Top of Rear Fender (Under Seat) 52
[8] Ignition Harness (EFI Harness on Fuel Injected Models) 12 - Place Deutsch (Gray) Under Right Side Cover 48,51
[10] Ignition Control Module **** 12 - Place Deutsch (Black) Under Right Side Cover 51
[13] Fuel Tank Harness 3 - Place Multilock Behind Fuel Tank (Under Seat) 55
[15] Main to Interconnect Harness 4 - Place Packard Inner Fairing - Below Radio (Right Side) 59
[17] Cruise Control Module 10 - Place Packard Under Left Side Cover 46
[18] Left Rear Turn Signal 2 - Place Multilock Circuit Board Under Tail Lamp Assembly 53
[19] Right Rear Turn Signal 2 - Place Multilock Circuit Board Under Tail Lamp Assembly 53
[21] Indicator Lamps 10 - Place Multilock Inside Instrument Nacelle (Under Bezel) 58
[22] Interconnect to Right Handlebar Switch Controls 12 - Place Deutsch (Black) Inner Fairing - Left Side of Radio Bracket 59
[24] Interconnect to Left Handlebar Switch Controls 12 - Place Deutsch (Gray) Inner Fairing - Left Side of Radio Bracket 59
[27] Radio 23 - Place Amp (Black) Inner Fairing - Back of Radio (Right Side) 59
[30] Turn Signal/Security Module 12 - Place Deutsch (Gray) Cavity at Rear of Battery Box (Under Seat) 50
[31L] Front Turn Signals - Left Side 3 - Place Multilock Inner Fairing - Left Side 59
[31R] Front Turn Signals - Right Side 3 - Place Multilock Inner Fairing - Right Side 59
[33] Ignition/Light Key Switch 4 - Place Packard Inner Fairing - Inside Fairing Bracket Tunnel (Right Side) 59
[38] Headlamp Headlamp Connector Inner Fairing 59
[39] Speedometer 12 - Place Packard Inside Instrument Nacelle (Back of Speedometer) 58
[45] Rear Fender Tip Lamp (DOM) 3 - Place Multilock Circuit Board Under Tail Lamp Assembly 53
Stator
[46]
[51] Radio Antenna Cable - Inner Fairing - Back of Radio (Left Side) 59
[64] Fuse Block Packard Under Left Side Cover 46,47
[65] Vehicle Speed Sensor 3 - Place Deutsch Under Right Side Cover (Behind Electrical Bracket) 48
2 - Place Packard Bottom of Voltage Regulator
Continued ...
54
f2219x8x
Speedometer
Gauge [39]
Clutch
Cable
Speaker
Switch [105]
B-38 Appendix B
Indicator
Lamps [21]
Figure B-58. Instrument Nacelle Connectors (FLTR)
Instrument Nacelle
Switches [105]
Tachometer
Gauge [108]
Throttle
Cables
Ambient
Temperature
Sensor [107]
Page 39

HOME
FLTR WIRE HARNESS CONNECTORS (Continued)
No. Description Type Location Fig.
[75] Cruise Roll-Off Switch Spade Contacts Right Side of Steering Head -
[77] Voltage Regulator 1 - Place Deutsch Right Lower Frame Tube (Below Transmission Bracket) -
[78] Electronic Control Module (ECM) *** 36 - Place Packard Under Right Side Cover 48
[79] Crankshaft Position (CKP) Sensor 2 - Place Mini-Deutsch Bottom of Voltage Regulator 54
[80] Manifold Absolute Pressure (MAP) Sensor 3 - Place Packard Top of Intake Manifold/Induction Module -
[83] Ignition Coil 4 - Place Packard Below Fuel Tank (Left Side) -
[84] Front Injector *** 2 - Place Packard Below Fuel Tank (Left Side) -
[85] Rear Injector *** 2 - Place Packard Below Fuel Tank (Left Side) -
[87] Idle Air Control (IAC) *** 4 - Place Packard Below Fuel Tank (Right Side) -
[88] Throttle Position Sensor (TP Sensor) *** 3 - Place Packard Below Fuel Tank (Right Side) -
[89] Intake Air Temperature Sensor (IAT Sensor) *** 2 - Place Packard Below Fuel Tank (Right Side) -
[90] Engine Temperature Sensor (ET Sensor) *** 2 - Place Packard Back of Front Cylinder (Left Side) -
Continued ...
Main to Interconnect
Harness [1]
Radio [27]
Radio Antenna
Cable [51]
Left Handlebar
Switch Controls [24]
Main to Interconnect
Harness [156]
Main to Interconnect
Harness [2]
Right Turn
Signal [31R]
Main to Interconnect
Harness [15]
Headlamp [38]
Ignition
Switch [33]
Figure B-59. Inner Fairing Connectors (FLTR)
Right Handlebar
Switch Controls [22]
Radio
Ground
Left Turn
Signal [31L]
f2269x8x
Appendix B B-39
Page 40

HOME
FLTR WIRE HARNESS CONNECTORS (Continued)
No. Description Type Location Fig.
[91] Data Link 4 - Place Deutsch Under Right Side Cover 48
[93] Tail Lamp 4 - Place Multilock Circuit Board Under Tail Lamp Assembly 53
[94] Rear Fender Lights Harness to Circuit Board 6 - Place Multilock Circuit Board Under Tail Lamp Assembly 53
Instrument Nacelle Switches
[105]
[105A, 105B] Interconnect to Nacelle Switch Harness 12 - Place Multilock Inside Instrument Nacelle (Under Bezel) 58
[105C, 105D] Nacelle Switch Harness to Speaker Switch 4 - Place Multilock Inside Instrument Nacelle (Under Bezel) 58
[107] Ambient Air Temperature Sensor 3 - Place Multilock Inside Instrument Nacelle (Under Bezel) 58
[108] Tachometer 12 - Place Packard Inside Instrument Nacelle (Back of Tachometer) 58
[110] Voltmeter Lamp Spade Connector Inner Fairing -
[111] Voltmeter Spade Connector Inner Fairing -
[112] Oil Pressure Gauge Lamp Spade Connector Inner Fairing -
[113] Oil Pressure Gauge Spade Connector Inner Fairing -
[114] Air Temperature Gauge Lamp Spade Connector Inner Fairing -
[115] Air Temperature Gauge Spade Connector Inner Fairing -
[116] Fuel Gauge Lamp Spade Connector Inner Fairing -
[117] Fuel Gauge Spade Connector Inner Fairing -
[119] EFI Fuses *** Fuse Terminals Fuse Block (Under Right Side Cover) 48
[121] Rear Brake Light Switch Spade Terminals Beneath Transmission (Right Side) -
[122] Horn Spade Terminals Between Cylinders (Left Side) -
[123] Starter Relay Relay Connector Rear of Battery Box (Under Seat) - Left Side -
[124] Brake Light Relay Relay Connector Fuse Block (Under Left Side Cover) 47
[126] Ignition Keyswitch Relay Relay Connector Rear of Battery Box (Under Seat) - Left Side 50
[128] Starter Solenoid Spade Terminals Top of Starter -
[129] Harness Grounds Ring Terminals Upper Frame Cross Member (Under Seat) 49
[131] Neutral Switch Post Terminals Transmission Top Cover -
[132] Cigarette Lighter Spade Terminals Inner Fairing -
[135] EFI System Relay *** Relay Connector Fuse Block (Under Right Side Cover) 48
[139] Oil Pressure Sender 4 - Place Packard Front Right Crankcase -
[141] Fuel Level Sender (and Fuel Pump on EFI models) 3 - Place Mini-Deutsch Top of Canopy (Under Console) -
[142] Security Siren (Optional) 3 - Place Packard Under Right Side Cover (Behind Electrical Bracket) 48
[156] Main to Interconnect Harness 6 - Place Deutsch Inner Fairing - Below Radio (Right Side) 59
[160] B+ 1 - Place Packard Upper Frame Cross Member (Under Seat) 49
*** Fuel Injected Models **** Carbureted Models
B-40 Appendix B
Page 41

HOME
WIRING DIAGRAMS B.8
SUBJECT PAGE NO.
FLHT, FLHTC, FLHTCU
Main Harness . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-43
Interconnect Harness . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-44
Ignition Harness (Carbureted) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-45
Electronic Fuel Injection (EFI) Harness . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-45
Ignition Switch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-46
Tail Lamp, Passing Lamps, Fender Tip Lamps, Directional Lamps
and Tour-Pak Lights . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-46
Starting and Charging . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-47
Handlebar Controls and Indicator Lamps . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-48
Fairing Cap Switches . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-48
Radio, CB/Intercom and Rear Speakers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-49
FLTR
Main Harness . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-43
Interconnect Harness . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-44
Ignition Harness (Carbureted) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-45
Electronic Fuel Injection (EFI) Harness . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-45
Ignition Switch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-46
Tail Lamp and Directional Lamps . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-46
Starting and Charging . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-47
Handlebar Controls and Indicator Lamps . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-48
Instrument Nacelle Switches . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-48
Radio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-49
FLHR, FLHRC, FLHRS
Main Harness . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-50
Ignition Harness (Carbureted) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-51
Electronic Fuel Injection (EFI) Harness . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-51
Starting and Charging . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-52
Handlebar Controls, Speedometer, Indicator Lamps, Tail Lamp, Passing Lamps,
Directional Lamps, Fender Tip Lamps and Spot/Accessory Switches . . . . . . . . . . B-53
TLE Sidecar, TLE Ultra Sidecar
Chassis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-54
Audio Harness . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-54
NOTE
Harness Part No.’s may be included on some wiring diagrams. Use these numbers for reference only.
ALWAYS REFER TO THE PARTS CATALOG WHEN ORDERING WIRING HARNESSES.
Appendix B B-41
Page 42

HOME
NOTES
B-42 Appendix B
Page 43

HOME
TSM/TSSM
VSS/SERIAL DATA LINK
SECURITY INDICATOR
LEFT TURN FEED
RIGHT TURN FEED
RIGHT TURN SW INPUT
LEFT TURN SW INPUT
START RELAY CONTROL
IGNITION ENABLE
ALARM SIGNAL
TURN SIGNAL/
TURN SIGNAL SECURITY
MODULE
TO
IGNITION/EFI
HARNESS
[8A]
(GY)
TO
INTERCONNECT
HARNESS
[1A]
(BK)
TO
INTERCONNECT
HARNESS
[2A]
(GY)
TO
INTERCONNECT
HARNESS
[15A]
12
11
10
9
8
7
6
5
4
3
2
1
BATTERY
IGNITION
GROUND
BK
LGN/V
BK
R
GY
W/GN
BE/O
W/BK
BN/GY
[8B]
12
11
10
9
8
7
6
5
4
3
2
1
[1B]
12
11
10
9
8
7
6
5
4
3
2
1
D
C
B
A
[15B]
[30A]
O/GY
R
GN/R
W/V
W/BN
O/BE
BN
V
W/BK
O/W
O/R
GY
O/V
O
BK
W/GN
TN
GN/Y
BN/GN
O
Y/BK
Y/W
BN/GY
BE
BK/R
R/BE
[2B]
BK
BK/GN
BE
R/O
CARBURETED ONLY
FUEL LEVEL
SENDER
BK
Y/W
[141A]
123
RH GND
STUD
- FRAME GROUND -
LH GND
STUD
OPTIONAL
SECURITY
SIREN
POWER
SIGNAL
A B C
BN/GY
LGN/BN
BKBK/GN
BK
GROUND
BK
[142A]
[142B]
[5B]
MAIN POWER
AT S TARTER
R
40A
MAXI-FUSE
A B
R
R
VOLTAGE
REGULATOR
[77A]
R
O/V
R/Y
R/BE
BK
O
BE
BE
GY
O/V
O/W
O/R
BN/GY
O/BE
4E
3F
3E
4F
1B 1A
1D 1C
1H 1G
1F 1E
4D 4C
2B 2A
2D 2C
2F 2E
3B 3A
R/O
3D 3C
4B 4A
B+
CONNECTOR
[160B]
R
[64B]
3
5
2
1
INSTRUMENTS - 15A
LIGHTS - 15A
HEADLAMP - 15A
IGNITION - 15A
P
&A
IGN - 2A MAX
CRUISE/BRAKE - 15A
ACCESSORIES - 15A
P& A - 15A
RADIO MEM - 15A
BATTERY - 15A
RADIO PWR - 10A
BRAKE
RELAY
TO
IGNITION
SWITCH
[33B]
A
BCD
R/GY
R
R/BK
R/BK
R/BK
R/GY
R
O/GN
R/BK
KEYSWITCH IGN RELAY
[33A]
85
8630
BK
START RELAY
8630 87A
85
TN/GN
87A
R
R/BK
R/BK
O/GN
GN
R/GY
BK/R
[128B]
START
SOLENOID
[126A]
[126B]
[123A]
[123B]
123
12
Y/W
O/GY
123
12
Y/W
O/GY
EFI
[141A]
3
[141B]
BK
3
BK
BK
1
BN/GY
2
GY
3
LGN/V
4
BN/V
5
V
6
BN
7
W/BN
W/V
8
TN/GN
9
10
LGN/BN
11
BK
12
[30B]
(GY)
FUEL
PUMP
FUEL PUMP
ASSEMBLY
IN TANK
AT TOP OF TAN K
70369-02
FUEL TANK
HARNESS
[13B]
[13A]
OIL
PRESSURE
SENDER
[139A]
CRANK POSITION
SENSOR
BK
R
[79A]
[139B]
D C B A
2
1
BN/GN
GN/Y
2
1
[79B]
THROTTLE
ROLL-OFF
SWITCH
[75A]
[75B]
Y/V
[75C]
[75D]
O/V
(BK)
BK
BE
R/Y
321
TOUR-PAK
[12A]
TO INTERCONNECT
BN/V
[156B]
(GY)
V/Y
ABCDEFGHJ
W/BE
BE/BK
R/GN
LGN/V
[156A]
12
3456
ON/OFF
SET/COAST
RESUME/ACCEL
THROTTLE ROLL-OFF
CRUISE CONTROL MODULE
R/BE
BK
BE/O
O/V
GROUND
IGNITION
BRAKE SIGNAL
ENGINE SPEED
GN/R
W/GN
[17B]
K
[17A]
SET LAMP
SPEED SIGNAL
BN
[7A]
12345678
LIGHTING
HORN
[122 ]
Y/BK
BK
[131]
TN
BK
[12B]
NEUTRAL
SWITCH
R/BE
O/W
REAR
STOPLIGHT
SWITCH
[121]
2004 FLHT, FLHTC, FLHTCU and FLTR, DOMESTIC and INTERNATIONAL Models,
Main Harness
BK
BK
O/W
V
TO REAR
[7B]
R/Y
BE
BK
BK
4
O
3
R/Y
O/R
[4A]
ACCESSORY
2
CONNECTOR
1
(BK - LOCATED UNDER
SEAT)
f2227z8x
B-43
Page 44

HOME
FRONT FENDER
TIP LAMP
[32B]
(BK)
PASSING
LAMPS
[73B]
(WE)
HEADLAMP
[
38B]
HDI ONLY
[29B]
TO
RIGHT
HAND
CONTROLS
[22B]
(BK)
GROUND
TO UPPER
TRIPLE
CLAMP
TO
LEFT
HAND
CONTROLS
[24B]
(GY)
TO
RADIO
[27A]
(BK)
RIGHT
FRONT
SPEAKER
(EXCEPT
FRONT
SPEAKER
(EXCEPT
2
1
[32A]
2
1
LO_BEAM
BK
O/W
[22A]
1
2
3
4
5
6
7
8
9
10
11
12
GROUND EXTENDED ON
FLTR. P/N 70420-98
12
11
10
9
8
7
6
5
4
3
2
1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
FLHT)
[GND3]
O/BK
GY/GN
GN/BE
PK/W
BN/BK
V/BK
Y/BK
W/V
W
BE
Y
O/W
[24A]
[27B]
LGN/BK
BE/Y
PK/W
GY/W
V/BK
BN/W
O/BK
BN/BK
W/GN
BK/GN
O/BE
BN/O
R/O
V/GY
W/O
LGN/W
GY/R
BK/GN
R/O
V/O
GY/GN
GN/BE
O/W
R/BE
GY
W/BK
W/BN
BK/R
BN/W
GY/W
PK/W
V/BK
W/BE
BE/BK
BK/GN
BK/GN
LEFT
FLHT)
BK
BE
GY/BK
GY/BK
[73A]
HI_BEAM
GND
[34B]
[35B]
Y
W
BK
LGN/BK
GY/R
LGN/W
W/O
V/GY
[6B]
ABC
TO AUDIO
HARNESS
[6A]
(BK)
BE/Y
O/V
[156B]
[21A]
TO INDICATOR
12345678
(BK)
BN
W/BE
LGN/V
R/GN
123456
TO MAIN
HARNESS
[156A]
(GY)
[21B]
LAMPS
GN/Y
W
BN/V
BE/BK
9
10
V
O
O
BK
BK
BK
TN
BK
BN
BE
[31R]
12
3
RH FRONT
TURN SIGNAL
FLTRI ONLY
SEPARATE CONNECTORS
FOR FRONT
TURN SIGNALS
[105B]
TO DASH PANEL
SWITCHES
9
11
12
LH FRONT
TURN SIGNAL
10
BK/GN
BN/O
BK
V
3
V/O
12
8
O/BE
BE
[31L]
BK
GY/BK
1234567
[105A]
O/R
BK
Y
R/GN
O/V
O
V
BK
TURN SIGNALS
FLHT/I, FLHTC/I
FLHTCUI ONLY
SINGLE CONNECTOR
FOR FRONT
TURN SIGNALS
(BK)
BE
NOTE: OIL PRESSURE GAUGE AND AIR TEMP GAUGE
NOT INCLUDED ON FLHT AND FLHTP
[116A]
O
FUEL
+
1
O
OIL
[112A]
BK
O
PRESSURE
1
2
+
3
1
2
BK
O
BN/GN
[112B]
[113A]
S
[113B]
[114A]
VOLTMETER
[116B]
1
2
S
[117A]
3
2
[117B]
Y/W
BK
[110A]
BK
+
1
O
[110B]
1
2
[111A]
S
3
2
[111B]
BK
O
AIR
TEMPERATURE
1
2
S
+
3
1
2
O
BE/V
BK
O
BK
BE/V
[114B]
[107B]
BK
[115A]
[115B]
BK
(BK)
1
TEMP SIGNAL
2
GROUND
3
AIR
TEMPERATURE
SENSOR
[107A]
[1A]
[2A]
12
11
10
9
8
7
6
5
4
3
2
1
12
11
10
9
8
7
6
5
4
3
2
1
D
C
B
A
TO
MAIN
HARNESS
(BLACK)
[1B]
TO
MAIN
HARNESS
(GRAY)
[2B]
TO
MAIN
HARNESS
[15B]
(BK)
CIGAR
LIGHTER
[132B]
f2227y8x
GN/R
W/V
W/BN
O/BE
BN
V
W/BK
O/W
O/R
GY
O/V
O
BK
W/GN
TN
GN/Y
BN/GN
O
Y/BK
Y/W
BN/GY
BE
BK/R
R/BE
BK
BK/GN
BE
R/O
[39B]
(BK)
BN
BE
BK
[31A]
3456
(BK)
2
1
BN/V
BN/GY
LGN/V
O
2
1
34
5678
NC
IGNITION
BATTERY
DATABUS
SECURITY LP
SPEEDOMETER
O/W
BK
GROUND
ACCESSORY
TRIP SWITCH
Y/W
91011
12
NC
FUEL LEVEL
TRIP SWITCH
NC
[108B]
(GY)
BK
BK
ODOMETER
RESET
SWITCH
[154A]
O
LGN/V
34
5
2
1
NC
IGNITION
PURSUIT
DATABUS
RPM x 100
TACHOMETER
BN/GY
O/W
67
BATTERY
ACCESSORY
BK
8
GROUND
GN/R
91011
NC
NC
R/GN
12
NC
CRUISE ACTIVE
CRUISE ENABLE
[15A]
O/W
BK
2004 FLHT, FLHTC, FLHTCU and FLTR, DOMESTIC and INTERNATIONAL Models,
Interconnect Harness
B-44
Page 45

HOME
CARBURETED
VEHICLES
IGNITION CONTROL MODULE
(BLK)
[10A]
RUN/STOP SIGNAL
+5V SENSOR PWR
SENSOR GROUND
MODULE GROUND
CRANK SENSOR (+)
CRANK SENSOR (-)
VEHICLE SPD SIG
BATTERY
COIL FRONT
COIL REAR
MAP SIGNAL
DATALINK
CARBURETED OVERLAY: 32435-04
EFI OVERLAY: 70233-04
[BLK]
[10B]
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
11
11
12
12
W/BK
BN/GY
R/W
BK/W
BK
BE/O
Y/BE
R
BK
W/GN
V/W
LGN/V
(GY)
[91A]
DATA
LINK
12
BK
34
LGN/V
GY
IGNITION
COIL
ABC
W/BK
BE/O
Y/BE
[83B]
MAP
SENSOR
ABC
V/W
R/W
BK/W
[80A]
[80B]
R/W
W/GN
BK
[65B]
(BK)
PLUG
ABC
(REAR)
(FRONT)
(+12VDC)
W/GN
R/W
BK
[65B]
(BK)
IGNITION
COIL
(CARB)
REAR SPARK PLUG
A
A
B
B
C
C
[65A]
+5V DC
R
W
BK
OUTPUT
SENSOR
VEHICLE
POWER
COIL RR
ION SENSE
ABCD
GROUND
COIL FRT
[83A]
IGNITION
COIL
(EFI)
+5V DC
R
A
A
B
W
B
C
BK
C
OUTPUT
SENSOR
[65A]
SPEED SENSOR
BK
LGN/V
BK
R
GY
W/GN
BE/O
W/BK
BN/GY
VEHICLE
12
11
10
9
8
7
HARNESS
6
5
4
3
2
1
GROUND
FROM
MAIN
[8B]
[83A]
FRONT SPARK
[8A]
(GY)
SPEED SENSOR
FUEL INJECTED
VEHICLES
ELECTRONIC
CONTROL
MODULE
ALDL & FLASH PIN
CHECK ENG LP
TACH OUTPUT
SYSTEM RELAY
SERIAL DATA LINK
ENGINE TEMPERATURE
INTAKE AIR TEMPERATURE
OXYGEN SENSOR A
ANALOG INPUT
POWER GROUND
CRANK POS. SENSOR (-)
5V SENSOR POWER
FREQUENCY INPUT
IDLE AIR CNTL MOTOR
IDLE AIR CNTL MOTOR
THROTTLE POS SNSR INPUT
OXYGEN SENSOR B
MAP SENSOR INPUT
5V SENSOR GROUND
CRANK POS. SNSR (+)
SWITCH INPUT (unused)
VEHICLE SPEED INPUT
IDLE AIR CNTL MOTOR
IDLE AIR CNTL MOTOR
COIL REAR
SWITCH POWER
DIGITAL GROUND
INJECTOR REAR
OUTPUT (unused)
INJECTOR FRONT
OUTPUT (UNUSED)
ION SENSE
POWER GROUND
COIL FRONT
CONSTANT POWER
DIGITAL POWER
[78A]
REAR
INJECTOR
[85B]
AB
Y/GN
GN/GY
BK/W
SENSOR
[89B]
INTAKE
AIR
TEMP.
AB
LGN/Y
BK/W
[83B]
IGNITION
COIL
ABCD
Y/BE
Y/GN
GY/BE
BE/O
ENGINE
TEMP.
SENSOR
DATA
(GY)
[91A]
[78B]
123456789101112131415161718192021222324252627282930313233343536
123456789101112131415161718192021222324252627282930313233343536
LGN/R
PK
GN/O
LGN/V
PK/Y
LGN/Y
BK
Y/BE
BK+
W/BK
R/W
BK/O
BK/PK
GN/GY
LINK
12
LGN/R
34
BK
GY
LGN/V
[90B]
AB
PK/Y
W/Y
GY/V
V/W
BK/W
GY/BE
BK
BE/O
R
BE/GY
FRONT
INJECTOR
[84B]
AB
Y/GN
W/Y
THROTTLE
POSITION
SENSOR
ABC
R/W
GY/V
BK/W
[88B]
MAP
SENSOR
ABC
R/W
V/W
IDLE AIR
CONTROL ACTUATOR
ABCD
[80B]
BK/W
BK/O
BK/PK
BN/R
[87B]
BE/GN
[119B]
O/GY
BE/GY
Y/GN
BE/GY
GN/O
W/BK
PK
[8A]
12
11
10
9
8
7
6
5
4
3
2
1
FROM
MAIN
HARNESS
[8B]
(GY)
Y/GN
BK
LGN/V
O/GY
R
BK
R
GY
W/GN
W/BK
FUEL PUMP 15A
GH
ECM POWER 15A
AB
SYSTEM RELAY
K
5
T
4
E
3
S
2
U
1
R
(BK)
W/GN
BE/GN
BN/R
f2227x8x
2004 FLHT, FLHTC, FLHTCU and FLTR, DOMESTIC and INTERNATIONAL Models,
Ignition Harness (Carbureted), Electronic Fuel Injection (EFI) Harness
B-45
Page 46

HOME
RIGHT PURSUIT
LAMP (BLUE)
POLICE ONLY
FENDER TIP
(DOM ONLY)
LEFT PURSUIT
LAMP (RED)
POLICE ONLY
RIGHT
PASSING
LAMP
LAMP
LEFT
PASSING
LAMP
FROM
INTERCONNECT
HARNESS [73A]
12
[73B]
GY/BK
GY/BK
[143B]
BK
1
2
O/W
1
2
[143A]
FROM
INTERCONNECT
HARNESS [32A]
12
[32B]
BK
O/W
V/BN
BK
V/BN
BK
[7B]
[19b]
[18B]
[45B]
12
BN
1
2
1
2
1
2
3
O/W
34567
V
BK
R/Y
1
2
[18a]
1
2
1
2
3
[93A]
[45A]
8
HARNESS [7A]
BE
3456
12
123456
[19a]
4
3
2
1
FROM MAIN
68772-99
[94B]
BRAKE LIGHT
[94A]
4
3
2
1
[93B]
REAR LIGHTING
BK
R/Y
O/W
BEW
RUNNING LIGHT (DOM)
RUNNING LIGHT (HDI)
BK
BK
TAILLAMP
BK
BK
RIGHT REAR
DIRECTIONAL
LAMP
LICENSE
PLATE LAMP
(HDI ONLY)
FENDER TIP LAMP
(DOMESTIC ONLY)
LEFT REAR
DIRECTION
LAMP
RIGHT
DIRECTIONAL
AND DOM
RUNNING LAMP
BLUE WIRES (RUNNING) ARE ONLY
AVAILABLE ON DOMESTIC MODELS
LEFT
DIRECTIONAL
AND DOM
RUNNING LAMP
HARNESS [31A]
[31B]
BK
BE
BN
BK
BE
V
FROM
INTERCONNECT
65
4321
TO MAIN
HARNESS
123
[12B]
[12A]
BE
BK
R/Y
TAIL
STOP
DOM TOUR-PAK HARNESS:
FLHTC P/N
70646-00
FLHTC-U
FLHTCU-I
P/N 70648-00
TOUR-PAK LEFT SIDE
TOUR-PAK RIGHT SIDE
MARKER LIGHTS
[12-2A]
12
BK
BE
12
12
12
BE
[12-3B]
[12-3A]
BK
[12-2B]
BK
BK
BE
BE
BE
BK
MARKER LIGHTS
HDI FLHTC AND FLHTCU MODELS DO NOT HAVE TOUR-PAK LIGHTING
TOUR-PAK NOT INCLUDED ON FLHT OR FLHTP
ULTRA TOUR-PAK
REAR MARKER/
STOP LIGHTS
BK
R/Y
BK
R/Y
BE
BE
NOTE:
DOM FLHTC
DOES NOT INCLUDE
REAR MARKER/STOP
LIGHTS AND
ASSOCIATED WIRING
FROM MAIN
HARNESS [33A]
FROM MAIN
HARNESS [33A]
[33B - HDI]
A
B
C
D
[
33B-DOM
A
R
B
R/GY
C
R/BK
D
IGNITION SWITCH LEGEND (HDI)
"X" INDICATES CONTINUITY
SWITCH
POSITION
LOCK X
]
IGNITION
SWITCH,DOM
BETWEEN LEAD WIRES
IN POSITION INDICATED
RED/
RED
GRAY
OFF X
IGN X X X
ACC X X
R/GY
R
R/BK
IGNITION SWITCH LEGEND (DOM)
SWITCH
POSITION
LOCK X
OFF X
IGN XXX
ACC X X
RED/
BLACK
R/GY
1
1
2
R
2
3
3
R/BK
IGNITION
SWITCH,HDI
"X" INDICATES CONTINUITY
BETWEEN LEAD WIRES
IN POSITION INDICATED
RED/
GRAY
RED/
BLACK
RED
f2227u8x
2004 FLHT, FLHTC, FLHTCU and FLTR, DOMESTIC and INTERNATIONAL Models,
Ignition Switch, Tail Lamp, Passing Lamps, Fender Tip Lamps, Directional Lamps and Tour-Pak Lights
B-46
Page 47

HOME
+
-
f2227n8x
HAND CONTROLS,
RIGHT
ALL MODELS
EXCEPT
SPARE FUSES
FLHTP
TO INTERCONNECT
HARNESS
[22A]
MAIN FUSE BLOCK COVER
10A
15A
15A
HEADLAMPS
F
H
BRAKE
RELAY
15A
15A
J
15A
G
MAIN FUSE BLOCK
TSM/TSSM
VSS/SERIAL DATA LINK
SECURITY INDICATOR
RIGHT TURN SW INPUT
LEFT TURN SW INPUT
START RELAY CONTROL
TURN SIGNAL/
TURN SIGNAL SECURITY
MODULE
ENGINE OFF/RUN SWITCH
START SWITCH
[22B]
GY
BK/R
BRAKE
RELAY
P&A
IGN
D
BATTERY
IGNITION
LEFT TURN FEED
RIGHT TURN FEED
IGNITION ENABLE
ALARM SIGNAL
GROUND
1
2
3
4
5
6
7
8
9
10
11
12
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
11
11
12
12
P&A
IGN
BATTERY
ACCESS.
LIGHTS
B
10A
15A
15A
15A
15A
15A
15A
E
A
C
1
2
3
4
5
6
7
8
9
10
11
12
[8A]
LGN/V
[22A]
GY
BK/R
TO
RIGHT-
HAND
CONTROL
[22B]
RADIO PWR
RADIO MEM
CRUISE/BRK
INSTRUMENTS
4
3
2
1
BN/GY
GY
LGN/V
TN/GN
BK
STATOR
DC
AC
BK
BK
[46A]
A
A
B
B
[46B]
BK
BK
40 A
MAXI-FUSE
BATTERY
86
85
30
87A
87
A
B
IGNITION
C
SWITCH
D
START RELAY
85
86
30
87A
87
[123A]
[123B]
B A
[126A]
[33B]
BK
STARTER
CHARGING SYSTEM
IGNITION SWITCH LEGEND (HDI)
"X" INDICATES CONTINUITY
BETWEEN LEAD WIRES
SWITCH
IN POSITION INDICATED
POSITION
LOCK X
OFF X
IGN X X X
ACC X X
[33B]
R
A
B
R/GY
C
R/BK
D
FROM MAIN
HARNESS [33A]
TO
FROM MAIN
HARNESS [33A]
JUMPER HARNESS
[33B]
A
R
B
R/GY
C
R/BK
D
IGNITION
SWITCH, DOM
IGNITION SWITCH LEGEND (DOM)
SWITCH
POSITION
LOCK X
OFF X
IGN X X X
ACC X X
RED/
RED
GRAY
[33D] [33C]
1
2
3
SWITCH, HDI
"X" INDICATES CONTINUITY
BETWEEN LEAD WIRES
IN POSITION INDICATED
RED/
RED
GRAY
RED/
BLACK
IGNITION
RED/
BLACK
[30B][30A]
BK
BK
[77B] [77A]
RR
BK
POWERTRAIN
R
BK
GROUNDS
MAXI-FUSE
3C
R
R/BK
40 A
B A
R/BK
BK
R
[126B]
KEY SWITCH IGN RELAY
[33A]
R
R/GY
R/BK
TN/GN
BK/R
R/GY
GN
GY
BK/R
TO
MAIN
HARNESS
[1B]
12
11
10
9
8
7
6
5
4
3
2
1
[1A]
12
11
10
9
8
7
6
5
4
3
2
1
[2A]
TO
MAIN
HARNESS
[2B]
(BLACK)
(GRAY)
TO
INTERCONNECT
HARNESS
[1A]
12
11
10
9
8
7
6
5
4
3
GY
2
1
(BK)
[1B]
12
11
10
9
8
7
6
5
4
3
2
BK/R
1
(GY)
[2B]
TO
INTERCONNECT
HARNESS
(2A)
BK
BK
BK
BATTERY
STARTER
BK
[128B]
[128A]
LEFTRIGHT
GND1GND2
3D
BN/GY
1F 1E
GY
R
GN
[64]
BATTERY
IGNITION
2004 FLHT, FLHTC, FLHTCU and FLTR, DOMESTIC and INTERNATIONAL Models,
Starting and Charging
B-47
Page 48

HOME
LEFT
TURN
BK
-
[21B]
HIGH
NEUTRAL
BEAM
BN
-
GN/Y
TN
N
W
V
LT
HBWBK
12345678
TO INTERCONNECT
HARNESS
[21A]
V
BKOTN
LOW
OIL
RIGHT
TURN
HAND CONTROLS
RIGHT
ALL MODELS
EXCEPT
FLHTP
SWITCH
POSITION
UP X X
MODE X X
DOWN X X
BROWN/
PINK/
VIOLET/
WHITE
WHITE
BLACK
GRAY/
WHITE
RADIO FUNCTION SWITCH
RIGHT DIRECTIONAL SWITCH
ENGINE OFF/RUN SWITCH
START SWITCH
CRUISE SET/RESUME SWITCH
(ULTRA MODELS ONLY)
SWITCH
POSITION
SET
RESUME
BLUE/
ORANGE/
WHITE
BLACK
XX
STOP LAMP SWITCH
[22B]
O/W
R/BE
GY
W/BK
W/BN
BK/R
BN/W
GY/W
PK/W
V/BK
W/BE
BE/BK
1
2
3
4
5
TO INTERCONNECT
6
7
8
9
10
11
12
WHITE/
BLUE
XX
HARNESS
[22A]
BK
10
BK
+
O
RTBNBK
-
GN/Y
+
OP
O
O
9
NOT USED ON FLTR
BN/O
V/O
O/BE
BK/GN
89
10
12
11
TO INTERCONNECT
HARNESS
[105A]
BK
7
[105C]
Y
R/GN
GY/BK
5
6
NOT INCLUDED ON FLHT, FLHTC, OR FLHTC-I
4
4
3
3
2
2
1
1
[105D]
CONNECTOR ONLY ON FLTR
O
BK
O/V
O/R
[105B]
2
1
34
DASH PANEL MOUNTED SWITCHES
NOT INCLUDED ON FLHTP-FRG
"CRUISE" & "SPEAKER" SWITCHES
O/BK
GY/GN
GN/BE
PK/W
BN/BK
V/BK
Y/BK
W/V
ACCYCRUISESPEAKERSPOT
W
BE
Y
O/W
12
11
10
9
8
TO INTERCONNECT
7
6
5
4
3
2
1
HARNESS
[24A]
[24B]
SWITCH
POSITION
+SQ UP (FORE) X X
PTT (PUSH) X X
-SQ DN (AFT) X X
VIOLET/
BLACK
GRAY/
GREEN
ORANGE/
BLACK
BROWN/
BLACK
PTT & SQ
(PUSH TO TALK
(ULTRA MODELS ONLY)
& SQUELSCH)
HORN SWITCH
HEADLAMP HI/LO SWITCH
LEFT DIRECTIONAL SWITCH
LEFT
HAND CONTROLS
ALL MODELS
EXCEPT
FLHTP
RADIO AUDIO CONTROL
SWITCH
POSITION
+VOL X X
AUDI O X X
-VOL X X
PINK/
WHITE
GREEN/
BLUE
BROWN/
BLACK
GRAY/
GREEN
2004 FLHT, FLHTC, FLHTCU and FLTR, DOMESTIC and INTERNATIONAL Models,
Handlebar Controls, Indicator Lamps and Fairing Cap/Instrument Nacelle Switches
f2227w8x
B-48
Page 49

HOME
TO RADIO
CONNECTOR
(FLHTC/U
P/N 70084-96
ANTENNA
MODELS
[51B]
AM/FM
ANTENNA MAST
FLHTC/U
MODELS ONLY
ONLY)
C.B. MAST ASSY
P/N 76250-98
LOADING COIL ASSY
P/N 76318-98
ANTENNA CABLE PART OF
MAIN HARNESS AND
PRESENT ON ALL MODELS
[51A]
[50B] ULTRA ONLY
1 - RT FRT SPEAKER (+)
2 - PUSH TO TALK (MIC)
3 - R0 (HANDLEBAR MATRIX)
4 - R1 (HANDLEBAR MATRIX)
5 - R2 (HANDLEBAR MATRIX)
6 - C4 (HANDLEBAR MATRIX)
7 - C3 (HANDLEBAR MATRIX)
BASE
RADIO
CONNECTOR
[27A]
(BK)
8 - C2 (HANDLEBAR MATRIX)
9 - VEHICLE SPEED SIGNAL
10 - BATTERY
11 - GROUND
12 - IGNITION
13 - HEADSET SPEAKERS B
14 - N/C
15 - N/C
16 - LFT FRT SPEAKER (+)
17 - LFT FRT SPEAKER (-)
18 - RT FRT SPEAKER (+)
19 - GROUND
20 - BATTERY
21 - HEADSET SPEAKERS A
22 - C1 (HANDLEBAR MATRIX)
23 - C0 (HANDLEBAR MATRIX)
[27A]
RADIO PINOUTS
RT FRONT HEADSET(+) - 1
FRT HEADSET COMMON - 2
LFT RR SPEAKER (-) - 3
RT RR SPEAKER(-) - 4
C4 (RR CNTL MATRIX) - 5
R1 (RR CNTL MATRIX) - 6
RR MIC SHIELD - 7
RR MIC COMMON - 8
LFT FRT HEADSET - 9
LFT RR SPEAKER (+) - 10
RT RR SPEAKER (+) - 11
C3 (RR CNTL MATRIX) - 12
R0 (RR CNTL MATRIX) - 13
R2 (RR CNTL MATRIX) - 14
FRT MIC SHIELD - 15
RT RR HEADSET (+) - 16
LFT RR HEADSET (+) - 17
RR HEADSET COMMON - 18
FRT MIC COMMON -23
N/C - 19
N/C - 20
RR MIC - 21
FRT MIC - 22
BK
[29A]
[29B]
C.B. ANTENNA
BACK OF
ULTRA RADIO
[50A]
(GY)
[28B]
1
2
3
4
TO
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
[28A] ULTRA ONLY
[51B]
ULTRA
RADIO
[28A]
INTERCONNECT
ULTRA
RADIO
CONNECTOR
[28A]
(GY)
C0 C1 C2 C3 C4
R0 VOL UP VOL DWN MENU UP TUNE / FF
R1 DWN TUNE / REWIND
R2 SQUELCH UP SQUELCH DWN PUSH TO TALK BAND
R0 RR VOL UP UP TUNE / FF
R1 RR VOL DWN DWN TUNE / REWIND
R2 PUSH TO TALK BAND
RR CONTROL MATRIX
C3 C4
HANDLEBAR MATRIX
Y/R
Y/BK
W/BN
LTG N/BN
BN/W
GY/W
DRAIN
BK
Y/W
BN
GN
O/BK
PK/W
V/BK
DRAIN
GY/Y
GY/O
GY/BK
R
R
BK
[6A]
(BK)
P/N 70160-04
AUDIO
HARNESS
DRIVER
HEADSET
C.B. ANTENNA
INSIDE TOUR-PAK
[50B]
(BK)
1
2
3
4
5
6
[41A]
PK/W
GY/W
V/BK
O/BK
/BN
GN
LTG N
RIGHT REAR
+VOL
PTT
-VOL
[41B]
PK/W
GY/W
V/BK
O/BK
GN
LTG N/BN
1
2
3
4
5
6
SPEAKER &
CONTROLS
[76B]
R
GY/BK
GY/Y
BK
GY/O
(BK)
[42A]
TAB
1
2
3
4
5
6
ORANGE/
BLACK
C
BE/Y
B
A
BE/Y
(BK)
[53A]
1
1
2345
2345
6
78
6
78
Y/W
Y/BK
9
9
Y/R
10
10
R
BK
1112
1112
DRAIN
DRAIN
[53B]
PK/W
GY/W
V/BK
BN/W
BN
W/BN
LEFT & RIGHT REAR PASSENGER CONTROLS
COLOR
POSITION
UP/+VOL
MODE/PTT
DOWN/-VOL
CAV CIR
1
R
2
Y/BK & DRAIN
3
Y/R
4
BK
5
Y/W
6
DRAIN
7
BE/Y
TAB DRAIN
Y/BK
BE/Y
Y/W
Y/R
BK
R
DRAIN
1
2
3
4
5
6
7
PASSENGER
HEADSET
[42B]
PK/W
1
GY/W
2
V/BK
3
O/BK
4
5
6
PINK/
WHITE
BN
VIOLET/
BLACK
LEFT REAR
SPEAKER &
CONTROLS
W/BN
GRAY/
WHITE
CAV CIR
1 R
2 GY/BK & DRAIN
3 GY/Y
4 BK
5 GY/O
6
7
TAB DRAIN
UP
MODE
DOWN
f2227v8x
2004 FLHTC, FLHTCU and FLTR, DOMESTIC and INTERNATIONAL Models,
Radio, CB/Intercom and Rear Speakers
B-49
Page 50

HOME
OPTIONAL SECURITY SIREN
POWER
SIGNAL
GROUND
[142A]
[75A] [75C]
[75B] [75D]
ON/OFF
SET/COAST
RESUME/ACCEL
THROTTLE ROLL-OFF
CRUISE CONTROL MODULE
CRUISE CONTROL STANDARD
ON RK CLASSIC ONLY
GROUND
IGNITION
BRAKE SIGNAL
ENGINE SPEED
SET LAMP
SPEED SIGNAL
[17A]
RH CRUISE
CONNECTION
(BLK)
[159B]
LH CRUISE
CONNECTION
[158B]
TO LEFT HAND
CONTROLS
HAND
(GRAY)
[
24B
TO RIGHT
CONTROLS
(BLACK)
[22B]
(GY)
HAND
2
1
2
1
1
2
3
4
5
6
]
1
2
3
4
5
6
A
B
C
O/V
V/Y
[159A]
[158A]
[
24A
Y/BK
[22A]
O/W
[142B]
THROTTLE
ROLL-OFF
SWITCH
A
B
C
D
E
F
G
H
J
K
BE/BK
W/BE
R/GN
]
O/W
Y
BE
W
W/V
R/BE
GY
W/BK
W/BN
BK/R
BN/GY
LGN/BN
BK
R/GN
BE/BK
W/BE
V/Y
BK
O/V
R/BE
BE/O
GN/R
W/GN
[17B]
ODOMETER
RESET
SWITCH
[154]
[39B]
(BK)
SPEEDOMETER
123456 789101112
BK
BK
BK
O
LGN/V
BN/V
BN/GY
O/W
Y/W
GN/R
R/GN
BK
GND
STUD
BK
TO IGNITION/EFI
HARNESS
12
[8B]
(GY)
BN/GY
LH
FRAME GROUND
34567
BE/O
W/GN
W/BK
GY
89
R
[8A]
BK
10
R
11
O/GY
FENDER TIP
LAMP
12
[32A]
BK
LGN/V
BK
RH
GND
STUD
[32B]
(BK)
BK
12
O/W
BK
HEADLAMP
[38B]
BKBK
W
Y
[109A]
PASSING LP
SWITCH
[109B]
34
Y
GY/BK
[73A]
(WE)
PA SSING
LAMPS
[73B]
1212
GY/BK
GY/BK
HDI
POS.
LAMP
[29B]
BK
R/Y
O/V
BK
R/BE
O
BE
BE
GY
O/V
O/W
O/R
BN/GY
R/GY
GN
TN/GN
BK/R
FUEL GAUGE
12
34
[117B]
O
O/W
5
3F
4E
3
4F
1
3E
2
1B
1D 1C
1H 1G
1F 1E
4D 4C
CRUISE/BRAKE - 15A
2B
2D
2F
3D
5
2J
3
3H
3J
1
2H
2
BK
Y/W
[64B]
INSTRUMENTS - 15a
LIGHTS - 15A
HEADLAMP - 15A
IGNITION - 15A
IGN - 2A MAX
P&A
ACCESSORIES - 15A
P&A - 15A
BATTERY - 15A
TO FUEL
SENDER
[141A]
123
BK
Y/W
BRAKE
RELAY
1A
2A
2C
2E
3C
START
RELAY
STARTER
SOLENOID
[128B]
[141B]
O/GY
R/BK
R/BK
R/BK
R/GY
R
CONNECTOR
[160B]
GN
IGNITION SWITCH LEGEND
POSITION
ACCESSORY
LOCK
IGNITION
POWER
RELAY
87A
R
B+
SEE CHARGING SYSTEM FOR
R/GY
ACCESS.
IGNITION SWITCH
[126A]
878685
30
[126B]
R/BK
R/BK
R
BK
R
REGULATOR
[77A]
FURTHER CONNECTIONS
CRANK POSITION
R/BK
IGN.RBATT.
A
R/BK
MAXI-FUSE
40 A
[5B]
B A
R
MAIN POWER
AT S TARTER
SENSOR
[33A]
C
B
[33B]
R/GY
R
R
TURN SIGNAL/SECURITY
MODULE
[30A]
TSM/TSSM
VSS / SERIAL DATA LINK
SECURITY INDICATOR
RIGHT TURN SWITCH INPUT
LEFT TURN SWITCH INPUT
START RELAY CONTROL
IGNITION ENABLE SIGNAL
BATTERY
IGNITION
LEFT TURN FEED
RIGHT TURN FEED
ALARM SIGNAL
GROUND
(BK)
[31A
1
TO FRONT
TURN
SIGNALS
[31B
2
3
4
5
]
6
1
2
3
4
5
6
7
8
9
10
11
12
]
BK
BN
BE
BE
V
BK
BN/GY
GY
LGN/V
BN/V
V
BN
W/BN
W/V
TN/GN
LGN/BN
BK
(GY)
[30B]
R/BE
O/W
TN
[131]
REAR
STOPLIGHT
SWITCH
[121]
NEUTRAL
SWITCH
(BK)
[4A
O
O/R
R/Y
]
234
1
GROUND
IGNITION FEED
BRAKE LP FEED
ACCESS. FEED
GN/Y
[120B]
HORN
[122]
BK
Y/BK
OIL
PRESSURE
SWITCH
[120A]
(BK)
[21A]
12345678
TO INDICATOR
W
V
BN
LAMPS
TN
O
BK
BE
8
7
6
TO REAR
[7B]
(BK)
5
4
12
3
LIGHTS
[7A
]
P &A
ACCESSORY
CONNECTOR
15A MAX
BN
O/W
BK
BK
V
R/Y
BK
2004 FLHR, FLHRC and FLHRS, DOMESTIC and INTERNATIONAL Models,
Main Harness
BK
O
O/R
[67A]
234
1
ACCESSORY
SWITCH
BK
R
[79B]
2
2
1
1
BK
R
[79A]
f2227r8x
B-50
Page 51

HOME
CARBURETED
VEHICLES
IGNITION CONTROL MODULE
(BLK)
[10A]
RUN/STOP SIGNAL
+5V SENSOR PWR
SENSOR GROUND
MODULE GROUND
CRANK SENSOR (+)
CRANK SENSOR (-)
VEHICLE SPD SIG
BATTERY
COIL FRONT
COIL REAR
MAP SIGNAL
DATALINK
CARBURETED OVERLAY: 32435-04
EFI OVERLAY: 70233-04
[BLK]
[10B]
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
11
11
12
12
W/BK
BN/GY
R/W
BK/W
BK
BE/O
Y/BE
R
BK
W/GN
V/W
LGN/V
(GY)
[91A]
DATA
LINK
12
BK
34
LGN/V
GY
IGNITION
COIL
ABC
W/BK
BE/O
Y/BE
[83B]
MAP
SENSOR
ABC
V/W
R/W
BK/W
[80A]
[80B]
R/W
W/GN
BK
[65B]
(BK)
PLUG
ABC
(REAR)
(FRONT)
(+12VDC)
W/GN
R/W
BK
[65B]
(BK)
IGNITION
COIL
(CARB)
REAR SPARK PLUG
A
A
B
B
C
C
[65A]
VEHICLE
+5V DC
R
W
BK
OUTPUT
SENSOR
POWER
COIL RR
ION SENSE
ABCD
GROUND
COIL FRT
[83A]
IGNITION
COIL
(EFI)
+5V DC
R
A
A
B
W
B
C
BK
C
OUTPUT
SENSOR
[65A]
SPEED SENSOR
BK
LGN/V
BK
R
GY
W/GN
BE/O
W/BK
BN/GY
VEHICLE
12
11
10
9
8
7
HARNESS
6
5
4
3
2
1
GROUND
FROM
MAIN
[8B]
[83A]
FRONT SPARK
[8A]
(GY)
SPEED SENSOR
FUEL INJECTED
VEHICLES
ELECTRONIC
CONTROL
MODULE
ALDL & FLASH PIN
CHECK ENG LP
TACH OUTPUT
SYSTEM RELAY
SERIAL DATA LINK
ENGINE TEMPERATURE
INTAKE AIR TEMPERATURE
OXYGEN SENSOR A
ANALOG INPUT
POWER GROUND
CRANK POS. SENSOR (-)
5V SENSOR POWER
FREQUENCY INPUT
IDLE AIR CNTL MOTOR
IDLE AIR CNTL MOTOR
THROTTLE POS SNSR INPUT
OXYGEN SENSOR B
MAP SENSOR INPUT
5V SENSOR GROUND
CRANK POS. SNSR (+)
SWITCH INPUT (unused)
VEHICLE SPEED INPUT
IDLE AIR CNTL MOTOR
IDLE AIR CNTL MOTOR
COIL REAR
SWITCH POWER
DIGITAL GROUND
INJECTOR REAR
OUTPUT (unused)
INJECTOR FRONT
OUTPUT (UNUSED)
ION SENSE
POWER GROUND
COIL FRONT
CONSTANT POWER
DIGITAL POWER
[78A]
REAR
INJECTOR
[85B]
AB
Y/GN
GN/GY
BK/W
INTAKE
SENSOR
[89B]
AIR
TEMP.
AB
LGN/Y
BK/W
[83B]
IGNITION
COIL
ABCD
Y/BE
Y/GN
GY/BE
BE/O
ENGINE
TEMP.
SENSOR
DATA
(GY)
[91A]
[78B]
123456789101112131415161718192021222324252627282930313233343536
123456789101112131415161718192021222324252627282930313233343536
LGN/R
PK
GN/O
LGN/V
PK/Y
LGN/Y
BK
Y/BE
BK+
W/BK
R/W
BK/O
BK/PK
GN/GY
LINK
12
LGN/R
34
BK
GY
LGN/V
[90B]
AB
PK/Y
W/Y
GY/V
V/W
BK/W
GY/BE
BK
BE/O
R
BE/GY
FRONT
INJECTOR
[84B]
AB
Y/GN
W/Y
THROTTLE
POSITION
SENSOR
ABC
R/W
GY/V
BK/W
[88B]
MAP
SENSOR
ABC
R/W
V/W
IDLE AIR
CONTROL ACTUATOR
ABCD
[80B]
BK/W
BK/O
BK/PK
BN/R
[87B]
BE/GN
[119B]
O/GY
BE/GY
Y/GN
BE/GY
GN/O
W/BK
PK
[8A]
12
11
10
9
8
7
6
5
4
3
2
1
FROM
MAIN
HARNESS
[8B]
(GY)
Y/GN
BK
LGN/V
O/GY
R
BK
R
GY
W/GN
W/BK
FUEL PUMP 15A
GH
ECM POWER 15A
AB
SYSTEM RELAY
K
5
T
4
E
3
S
2
U
1
R
(BK)
W/GN
BE/GN
BN/R
f2227x8x
2004 FLHR, FLHRC and FLHRS, DOMESTIC and INTERNATIONAL Models,
Ignition Harness (Carbureted), Electronic Fuel Injection (EFI) Harness
B-51
Page 52

HOME
BK
POWERTRAIN
GROUND
VOLTAGE
REGULATOR
+
DC AC
-
[77B]
BK
BATTERY
BK
BK
BK
[77A]
[46A]
R
A
B
MAXIFUSE
40 A
B A
R
A
B
BK
STARTER
HAND CONTROLS,
RIGHT
[46B]
BK
BK
CHARGING CIRCUIT
STATO R
RIGHT
BK
LEFT
GROUND
STUDS
BATTERY
BK
MAXIFUSE
40 A
BK
STARTER
B A
R
R
IGNITION
SWITCH
IGNITION SWITCH LEGEND
A RED/
POSITION
GREY
ACCESSORY
OFF
IGNITION
B
A
R
R/GY
BLACK
I RED/
(REAR VIEW)
[33A]
I
[33B]
R/BK
B RED
BN/GY
R/GY
GN
TN/GN
BK/R
GY
3D
1F
2J
3H
3J
2H
[128]
[64]
BATTERY 15A
IGN:
5
3
1
2
START
RELAY
15A
GN
R
3C
R
1E
R/BK
f2227m8x
TURN SIGNAL/SECURITY
MODULE
TS/TSSM
BATTERY
IGNITION
VSS / SERIAL DATA LINK
SECURITY INDICATOR
LEFT TURN FEED
RIGHT TURN FEED
RIGHT TURN SWITCH INPUT
LEFT TURN SWITCH INPUT
START RELAY CONTROL
IGNITION ENABLE SIGNAL
ALARM SIGNAL
GROUND
[30A]
RIGHT DIR SWITCH
ENGINE OFF/RUN SWITCH
START SWITCH
STOPLIGHT SWITCH
[22B]
GY
BK/R
[30B]
1
BN/GY
2
GY
3
4
5
6
7
8
TN/GN
9
10
11
12
2004 FLHR, FLHRC and FLHRS, DOMESTIC and INTERNATIONAL Models,
MAIN FUSE BLOCK COVER
10A
IGN
15A
1
2
3
4
5
6
[22A]
1
2
3
GY
4
5
6
BK/R
BK - Black
BN - Brown
R - Red
O - Orange
Y - Yellow
Wire Color Code Key
GN - Green
BE - Blue
V - Violet
GY - Gray
W - White
LT.GN - Light Green
PK - Pink
TN - Tan
Wire color-XX/XX-Stripe color
PIN CONNECTOR
(A side)
SOCKET CONNECTOR
(B side)
HANDLEBAR
GROUND
P/N 70142-93
P/N 70101-94
FRAME
GROUND
BK
BK
TRIPLE
CLAMP
GROUNDS
15A
SPARE FUSES
START
RELAY
HEADLAMPS
H
3
1
START
RELAY
5
2
J
G
MAIN FUSE BLOCK
Starting and Charging
BRAKE
RELAY
P&A
IGN
F
1
BRAKE
RELAY
5
15A
15A15A
E
64
P&A
BATTERY
ACCESS.
LIGHTS
D
3
2
15A
15A
CRUISE/BRK
INSTRUMENTS
B
15A
15A15A
C
4
3
2
1
A
B-52
Page 53

HOME
RIGHT
PA SS ING
LAMP
RIGHT
DIRECTIONAL
AND DOM
RUNNING LAMP
FRONT FENDER
TIP LAMP
(DOMESTIC ONLY)
POSITION LAMP
(HDI ONLY)
HEADLAMP
LEFT
DIRECTIONAL
AND DOM
RUNNING LAMP
LEFT
PA SS ING
LAMP
ON
KEYWAY DOWN
OFF
GY/BK
GND
BK
BN
BE
RUNNING
DOM ONLY
O/W
BK
GND
BK
TURN
BE
RUNNING
DOM ONLY
REAR VIEW OF
TOGGLE SWITCH
WITH KEYWAY DOWN
NORMALLY CLOSED
COMMON
NORMALLY OPEN
ACCESSORY/SPOT SWITCH
FROM MAIN
HARNESS [31A]
12
3456
]
[31B
TURN
BK
O/W
HIGH
BEAM
LOW
BEAM
V
BK
BNBEBE
W
Y
BK
GY/BK
FROM MAIN
HARNESS [73A]
12
[ 73B]
GY/BK
GY/BK
12
(WE)
34
V
BK
FROM MAIN HARNESS
[67A] AND [66A]
[66B]
AND/OR
[67B]
BK
BK
BK
FROM MAIN
HARNESS
Y
W
BK
O/W
[39A]
O
[117A]
123
TO MAIN
HARNESS
12
BK
O/W
[32B]
(BK)
BK
LH CRUISE CONTROLS
SPEEDOMETER
DATABUS
IGNITION
23456 789101112
1
ACCESSORY
BATTERY
NC
NC
FUEL LEVEL
GROUND
TRIP SWITCH
FUEL GAUGE
G
S
I
BK
W
EFI ONLY
Y/
4
Y
BK
O
321
[141A]
FUEL PUMP ASSEMBLY IN TANK
O
O
N
F
F
[21B]
(BK)
TRIP SWITCH
CRUISE ACTIVE
CRUISE ENABLE
FUEL
PUMP
FULL: 39.5/27.5 OHMS
1/2: 118.0/97.0 OHMS
EMPTY: 260.0/240.0 OHMS
POWER
RH CRUISE CONTROLS
R
S
E
E
S
T
FROM MAIN
HARNESS
[21A]
12
34567
GN/Y
WVTN
BN
O
8
BK
-
RT
+
+
N
-11
HB
-
LT
CARBURETED ONLY
Y
12
3
[141A]
FUEL LEVEL SENDER IN TANK
RESUME
SET
R/GN
INDICATOR
LAMPS
11
3
10
9OP
10
8
4
11
5
BK
FULL:39.5/27.5 OHMS
1/2: 118.0/97.0 OHMS
EMPTY: 260.0/240.0 OHMS
HANDLEBAR
RIGHT
TURN
OIL
PRESSURE
NEUTRAL
HIGH
BEAM
LEFT
TURN
GROUND
FRAME
GROUND
W/BE
BE/BK
CHASSIS GROUNDS
BK
BK
RH CRUISE
1
2
CONNECTOR
[159B]
LH CRUISE
1
CONNECTOR
2
LIGHTING
REAR
FROM MAIN
HARNESS [7A]
BE
R/Y
BK
[19B]
V/BN
BK
[18B]
V/BN
BK
BK
BK
[45B]
TRIPLE CLAMP
GROUNDS
P/N 70142-93
P/N 70101-94
(BK)
[158B]
(GY)
HARNESS
12345678
BN
V
O/W
FROM MAIN
HARNESS
[94B]
1
1
2
2
1
1
2
2
1
1
2
2
3
3
[45A]
[7B]
[18A]
[19A]
[93A]
[94B]
123456
4
3
2
1
[94A]
1
2
3
4
5
6
BRAKE LIGHT
4
3
2
1
[93B]
HAND CONTROLS
RIGHT
RIGHT DIR SWITCH
ENGINE OFF/RUN SWITCH
START SWITCH
STOPLIGHT SWITCH
[22B
]
R/BE
GY
W/BK
]
y
BE
W
1
2
3
4
5
6
1
2
3
4
5
6
O/W
W/BN
BK/R
[
24B
O/W
W/V
Y/BK
HORN SWITCH
LIGHTS HI/LOW SWITCH
LEFT DIR SWITCH
HAND CONTROLS
LEFT
V/BN
BK
BK
R/Y
O/W
BE
TAI L
HDI ONLY
TAIL
DOM ONLY
FENDERTIP LAMP (DOM)
LICENSE PLATE LAMP (HDI)
BK
BK
TAILLAMP
V/BN
BK
LEFT REAR
DIRECTIONAL
LAMP
f2227q8x
FROM MAIN
HARNESS
[22A]
(BK)
FROM MAIN
HARNESS
]
[24A
(GY)
RIGHT REAR
DIRECTIONAL
LAMP
2004 FLHR, FLHRC and FLHRS, DOMESTIC and INTERNATIONAL Models,
Handlebar Controls, Speedometer, Indicator Lamps, Tail Lamp, Passing Lamps, Directional Lamps, Fender Tip Lamps and Spot/Accessory Switches
B-53
Page 54
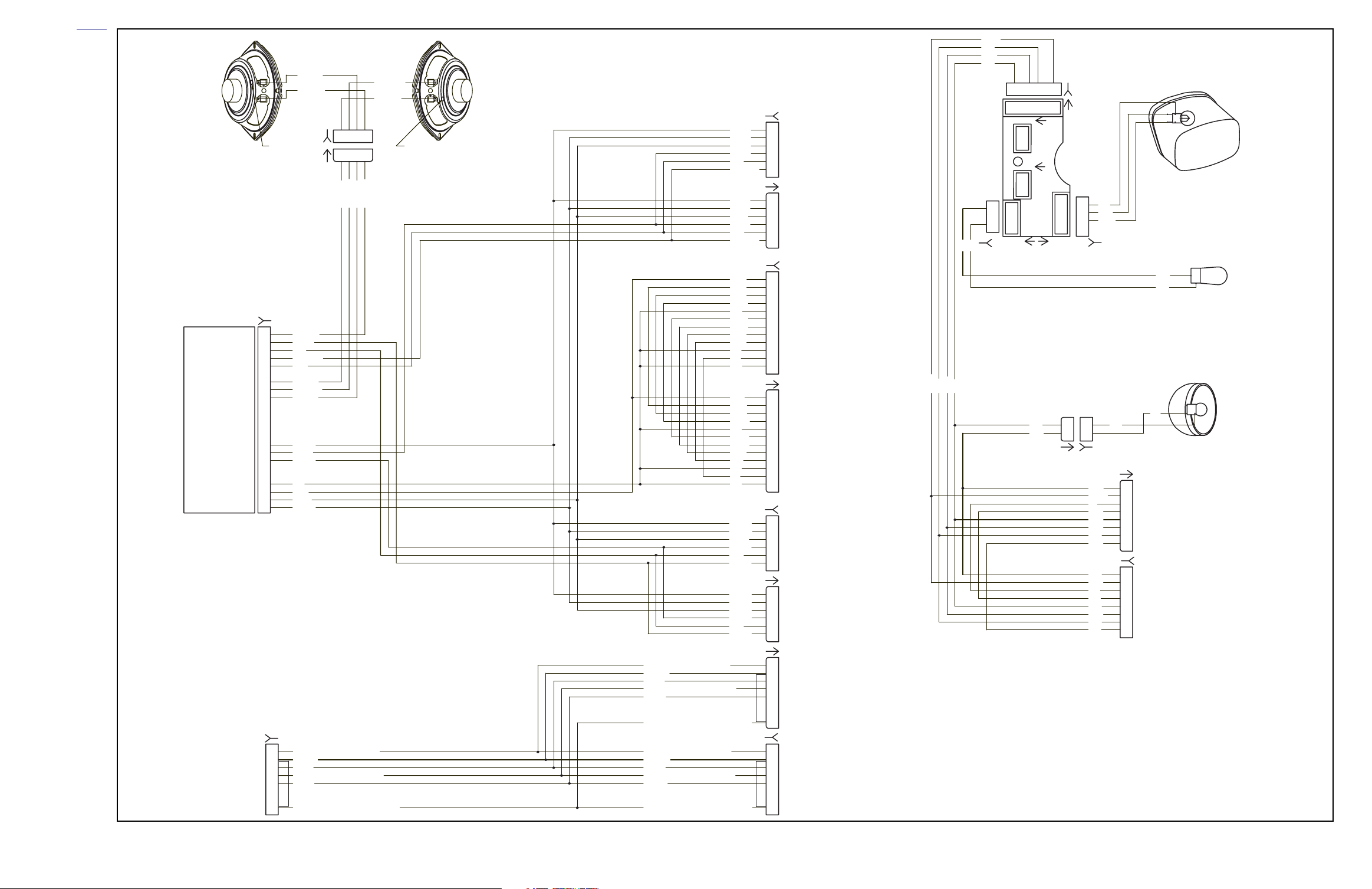
HOME
SIDECAR
LEFT SPEAKER
[SC205]
SIDECAR AUDIO
HARNESS
P/N 88403-98
SIDE CAR
AMPLIFIER
TO
SIDECAR
HEADSET
LBE/W
LBE/BK
[150B]
PA IN T
DOT
[150A]
[149]
1
LBE/BK
2
W/BN
3
BN
4
LGN/BN
5
GN
6
7
LGN/W
8
LGN/BK
9
LBE/W
10
11
12
13
14
15
PK/W
16
O/BK
17
BN/W
18
19
20
BK
21
O/V
V/BK
22
GY/W
23
[76F]
1
GRAY TWISTED PAIR - R
GY/BK
2
GY/Y
3
4
GRAY TWISTED PAIR - BK
GY/O
5
6
7
TAB
GRAY TWISTED PAIR - SHIELD
1234
1234
LGN/W
LGN/BK
LBE/W
LGN/BK
LGN/W
LBE/BK
PA IN T
DOT
SIDE CAR
DIN HARNESS
88401-98
SIDECAR
RIGHT SPEAKER
[SC206]
PK/W
GY/W
V/BK
O/BK
GN
LGN/BN
PK/W
GY/W
V/BK
O/BK
GN
LGN/BN
O/V
W/R
W/V
V/GY
BK
BE/Y
Y/BK
Y/W
Y/R
BK
R
BK
O/V
W/R
W/V
V/GY
BK
BE/Y
Y/BK
Y/W
Y/R
BK
R
BK
PK/W
GY/W
V/BK
BN/W
BN
W/BN
PK/W
GY/W
V/BK
BN/W
BN
W/BN
GRAY TWISTED PAIR - R
GY/BK
GY/Y
GRAY TWISTED PAIR - BK
GY/O
GRAY TWISTED PAIR - SHIELD
GRAY TWISTED PAIR - R
GY/BK
GY/Y
GRAY TWISTED PAIR - BK
GY/O
GRAY TWISTED PAIR - SHIELD
[41D]
[41C]
[53D]
[53C]
[42D]
[42C]
[76C]
[76D]
1
2
MOTORCYCLE
3
AUDI O
4
HARNESS
5
6
1
2
RIGHT SPEAKER
3
4
POD CONNECTOR
5
6
1
2
3
4
5
6
MOTORCYCLE
7
AUDI O
8
HARNESS
9
10
11
12
1
2
3
4
5
CONSOLE
6
CONNECTOR
7
8
9
10
11
12
1
2
3
MOTORCYCLE
4
AUDI O
5
HARNESS
6
1
2
3
LEFT SPEAKER
4
POD CONNECTOR
5
6
1
2
3
MOTORCYCLE
4
AUDI O
5
6
HARNESS
7
TAB
1
2
3
4
PA SS ENGER
5
HEADSET
6
7
TAB
TO
TO
TO
TO
TO
TO
TO
TO
BE
R/Y
O/WBKBK
O/W
BE
R/Y
BK
1
2
3
BK
BK
SIDECAR HARNESS
3456
12
123456
1
2
1
2
1
2
3
[32A][32B]
NOTE: RIGHT REAR
DIRECTIONAL LAMP
BULB MUST BE
REMOVED FROM
MOTORCYCLE WHEN
SIDECAR IS
INSTALLED
P/N 70221-99
4
3
2
1
[93A]
BK BK
BN
[SC18A] [SC18B]
2
1
[94B]
[94A]
[93B]
TA IL
LAMP
4
BK
3
R/Y
2
O/W
1
SIDECAR FRONT
FENDER TIP LAMP
BK
BK
SIDECAR
DIRECTIONAL
LAMP
SIDECAR[84].
2
1
[SC7A]
BN
O/W
V
BK
R/Y
BE
BK
[SC7B]
BN
O/W
V
BK
BK
R/Y
BE
BK
BN
1
2
TO MOTORCYCLE
3
REAR LIGHTING
4
HARNESS
5
CONNECTOR
6
7
8
1
2
3
4
5
6
7
8
[7B]
TO MOTORCYCLE
MAIN HARNESS
CONNECTOR
[7A]
2004 TLE, TLE-U SIDECARS, DOMESTIC AND INTERNATIONAL Models,
Chassis and Audio Harness
B-54
 Loading...
Loading...