

Page 1
HOM
CAUTION
6906
E
PISTON
Removal
1. See Section 3.9 TOP END OVERHAUL, DISASSEM-
BLY, steps 1-11 and 15-29.
Disassembly
Piston Rings, Removal
1WARNING1WARNING
Always wear proper eye protection when removing the
compression rings. Slippage may propel the ring with
enough force to cause eye injury.
1. Carefully remove first and second compression rings
using the proper piston ring expander (Snap-On PRS8).
2. Using your fingers, remove the top and bottom oil rails
from the third ring groove. Remove the expander spring.
3. Discard the piston rings.
Cleaning and Inspection
Cleaning
CAUTION
Do not sand blast or glass bead blast pistons. Bead
blasting rounds off ring lands and will result in oil contamination leading to accelerated wear.
1. To remove all carbon and combustion deposits, soak the
pistons in a special detergent that will not corrode aluminum. Maintain the temperature of the cleaning solution
well below 212
2. Thoroughly rinse the pistons and dry with moisture free
compressed air.
3. Clean the oil drain holes leading from the oil control ring
groove to the underside of the piston crown. Run a small
bristle brush through the passageways to ensure their
cleanliness, but be careful not to damage or enlarge the
holes. Do not use a wire brush.
4. Verify that all other oil holes are clean and open.
o
F. (100o C.).
6. Using Magnaflux Dye Penetrant, inspect the piston for
surface cracks. Pay special attention to the area around
the pin bores, ring lands and oil drain holes beneath the
piston crown. If no cracks are found, thoroughly wash
piston to remove traces of dye.
Inspection
1. Lightly oil a good piston pin and insert it into the piston
pin bore to feel for the proper interference fit. The pin
should slide in and out without binding, but also without
pivoting or rocking. Replace piston and/or pin if clearance exceeds 0.0008 in. (0.020 mm).
2. Carefully inspect the pistons for damage or excessive
wear. Discard pistons with cracked, broken or bent ring
lands. Check the piston skirt for cracks, gouges, deep
scratches or heavy scoring. Check the piston heads for
evidence of burning, etching or melting. Look for marks
or imprints caused by contact with valves. Pistons with
superficial wear marks, minor scratching or mild scoring
may continue to be used.
3. Run your index finger around the edge of the piston
crown to feel for dings, nicks or burrs. Lightly file the
edge of the crown to remove any defects.
Worn ring grooves result in high oil consumption and
blow-by of exhaust gases. Blow-by of exhaust gases
contaminates the engine oil supply with acids and
leaves sludge in the crankcase. It also reduces engine
efficiency by weakening the combustion seal necessary
for efficient transfer of energy to the piston.
4. Measure the piston ring side clearance as follows:
a. Insert the edge of a new ring into the piston ring
groove. Insert a feeler gauge between the upper
surface of the ring and the ring land. See Figure 3-
88.
CAUTION
Exercise care to avoid scratching the sides of the piston
ring grooves.
5. Thoroughly clean the three piston ring grooves of all carbon deposits. A broken compression ring properly
ground to a sharp chisel-like edge may be used for this
purpose.
Figure 3-88. Measure Piston Ring Side Clearance
2004 Touring: Engine 3-77
Page 2
HOM
E
EARLY STYLE
FULLY COATED
No Bare
Aluminum
f2114x3x
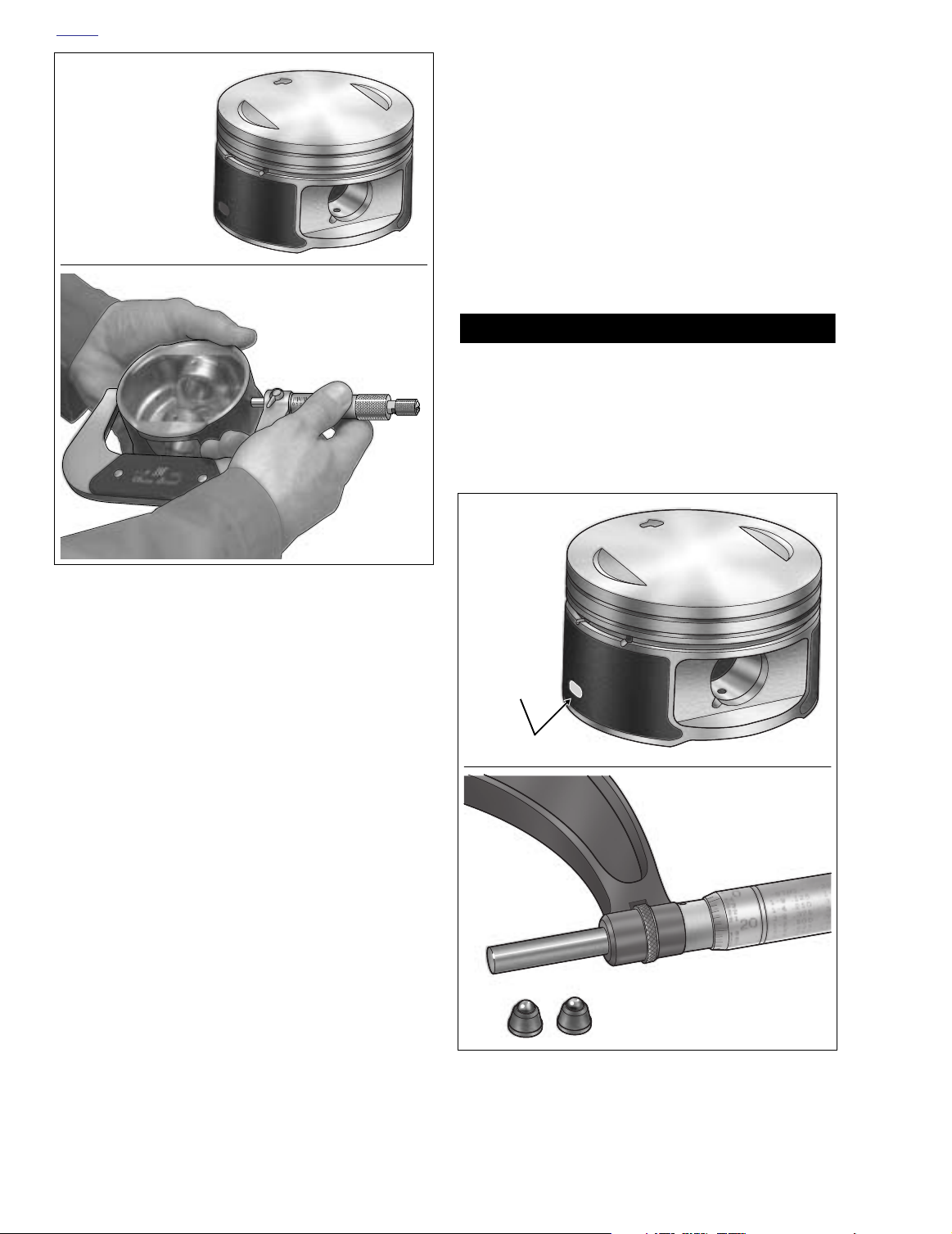
NOTE
On late style pistons, the measurement is taken on the bare
aluminum to avoid measuring errors. An oval-shaped opening is present on each side of the piston for proper placement
of the micrometer. See upper frame of Figure 3-90. Since the
oval openings are too small for a standard flat anvil micrometer, which would result in measuring errors, use a 3-4 inch
blade or ball anvil style micrometer, or a 4-5 inch micrometer
with spherical ball anvil adapters. See lower frame of Figure
3-90.
c. Using a grease pencil, mark the top, middle and
bottom of the piston ring travel zone in the cylinder
bore. Measure at markings in cylinder parallel and
perpendicular to crankshaft.
CAUTION
Do not check piston running clearance immediately after
honing or deglazing cylinder. Since heat will cause measurements to vary by as much as 0.0002 inch (0.005 mm),
both piston and cylinder must be at room temperatures.
d. Replace piston and/or cylinder if running clearance
exceeds 0.003 in. (0.076 mm).
f1685x3x
Figure 3-89. Measure Early Style Piston for
Running Clearance
b. Since the grooves wear unevenly, repeat this check
at several locations around the piston groove circumference.
c. Discard the piston if the side clearance of either
compression ring exceeds 0.0045 in. (0.11 mm).
Discard the piston if the oil control ring side clearance exceeds 0.010 in. (0.25 mm).
5. Measure the running clearance on fully coated early
style pistons as follows:
NOTE
Check the piston clearance in the cylinder in which the piston
will run. The torque plates must be installed on the cylinder
and it must be deglazed and suitable for continued service.
a. Holding outside micrometer, measure piston skirt
diameter across the thrust faces (perpendicular to
pin bore). Start below the bottom ring land and
move micrometer towards bottom of skirt. Micrometer will be loose, then tight (about 1/2 inch from bottom), and then loose again. See lower frame of
Figure 3-89.
b. Measure the piston skirt at the tightest spot and
then transfer that measurement to the dial bore
gauge.
LATE STYLE
Bare
Aluminum
f2113x3x
4-5 Inch
Micrometer
Spherical Ball
Anvil Adapters
f2109x3x
Figure 3-90. Measure Late Style Piston for
Running Clearance
3-78 2004 Touring: Engine
Page 3
HOM
REAR
2
4
1
3
FRONT
4
2
3
1
1. Expander spring
2. Bottom oil rail
3. Top oil rail
4. Second compression ring
5. Top compression ring
5
5
f2066x3x
E
6905
Figure 3-91. Measure Ring End Gap
Assembly
Piston Rings, Installation
NOTE
Always use
and must not be reused if the engine has been operated.
Always deglaze (or hone) the cylinder before installing new
rings. Ring sets are available to fit oversize pistons.
new
piston rings. Piston rings take a definite set
NOTE
Ring end gap dimensions also apply to oversize rings.
Replace ring if end gap exceeds specification. If end gap is
under specification, filing is permissible.
3. Use compressed air to remove any dirt or dust that may
have settled in the oil drain holes and piston ring
grooves.
4. Install piston rings as follows:
a. Apply clean H-D 20W50 engine oil to three piston
ring grooves.
b. Install expander spring into third ring groove. Spiral
bottom oil rail into space below expander spring
positioning the gap 90 degrees from the gap in the
expander spring. Spiral top oil rail into space above
expander spring positioning gap 180 degrees from
the gap in the bottom oil rail.
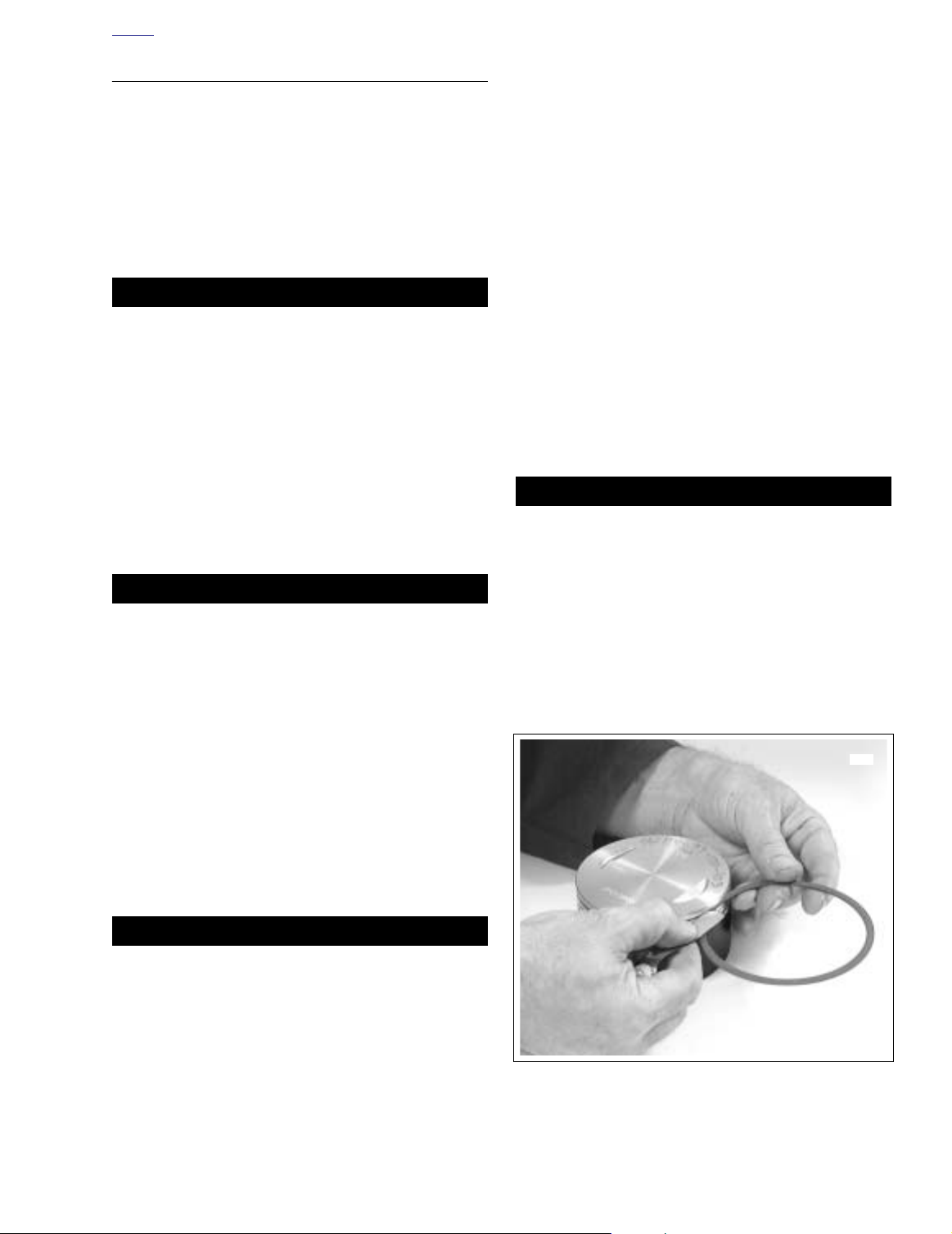
1. Before placing each ring on the piston, perform the following check.
CAUTION
Insufficient ring end gap may cause the ends to abut at
engine operating temperatures, resulting in ring breakage, cylinder scuffing and/or piston seizure.
Excessive ring end gap results in high oil consumption
and blow-by of exhaust gases. While blow-by contaminates the oil supply and leaves sludge in the crankcase,
it also reduces engine efficiency by weakening the combustion seal necessary for efficient transfer of energy to
the piston.
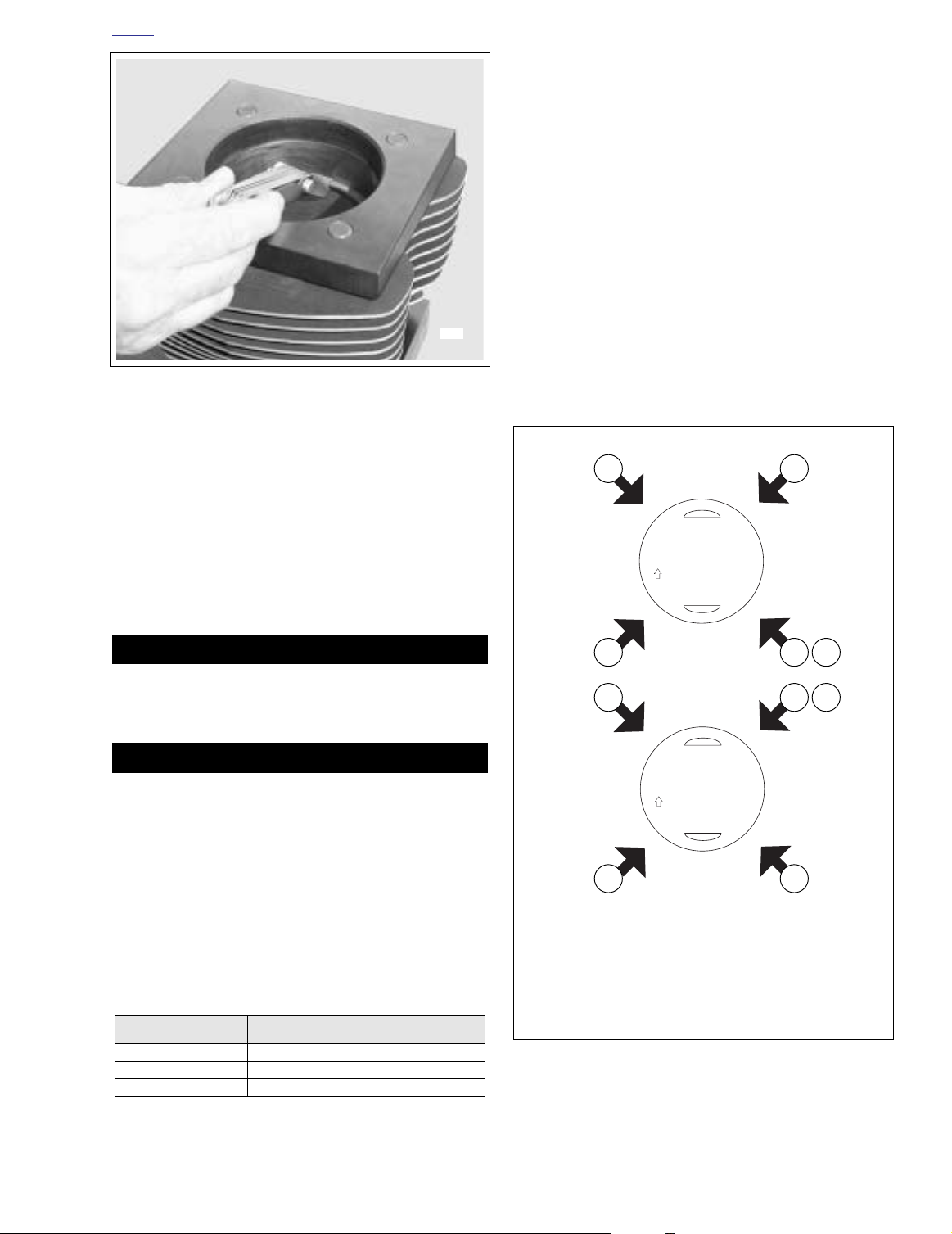
2. Insert the new ring into the cylinder, square it in the bore
using the top of the piston and measure the ring end gap
with a feeler gauge. See Figure 3-91. Do not use the ring
if the end gap does not fall within the following specifications.
CAUTION
Table 3-8. Ring End Gap
Ring Type
Top compression ring 0.010 in. (0.25 mm) - 0.020 in. (0.51 mm)
2nd compression ring 0.014 in. (0.36 mm) - 0.024 in. (0.61 mm)
Oil control ring
rails
0.010 in. (0.25 mm) - 0.050 in. (1.27 mm)
Ring End Gap
Figure 3-92. Piston Ring Gap Alignment
2004 Touring: Engine 3-79
Page 4

HOM
E
CAUTION
Use the proper piston ring spreader to prevent excessive
ring twist and expansion. Over expansion may cause the
ring to crack opposite the ring gap. Damaged or distorted rings result in blow-by of exhaust gases,
increased oil consumption and lower service life on
valves and other components.
CAUTION
Installing the second compression ring upside down will
cause oil to be scraped up into the combustion chamber
resulting in excessive oil consumption and low service
life on valves and other components.
c. Using the proper piston ring expander (Snap-On
PRS8), carefully install the second compression
ring making sure that the dot (punch mark) near the
ring gap faces the piston crown. Rotate the ring so
the gap is 90 degrees from the gap in the top oil rail.
d. Carefully install the top compression ring using the
proper piston ring expander (Snap-On PRS8).
Rotate the ring so the gap is 180 degrees from the
gap in the second compression ring.
e. Rotate the three piston rings using the palms of
both hands. The rings must rotate freely without
sticking.
f. Verify that the ring gaps are still properly staggered.
See Figure 3-92.
Installation
1. See Section 3.9 TOP END OVERHAUL, ASSEMBLY,
steps 1-23 and 28-37.
3-80 2004 Touring: Engine
Page 5

HOM
E
NOTES
2004 Touring: Engine 3-81
Page 6
HOM
E
UPPER CONNECTING ROD
Removal
1. See Section 3.9 TOP END OVERHAUL, DISASSEM-
BLY, steps 1-11 and 15-29.
Disassembly/Assembly
NOTE
Service of connecting rods is limited to replacement of the
upper bushing. Damage to connecting rods or lower bushing
service requires replacement of the flywheel assembly.
Upper Connecting Rod Bushing
Removal
NOTE
Replace the upper rod bushing if the piston pin to rod bushing clearance exceeds 0.002 inch (0.051 mm).
CAUTION
Place clean shop towels in and around the crankcase
bore to prevent chips and shavings from falling into the
crankcase.
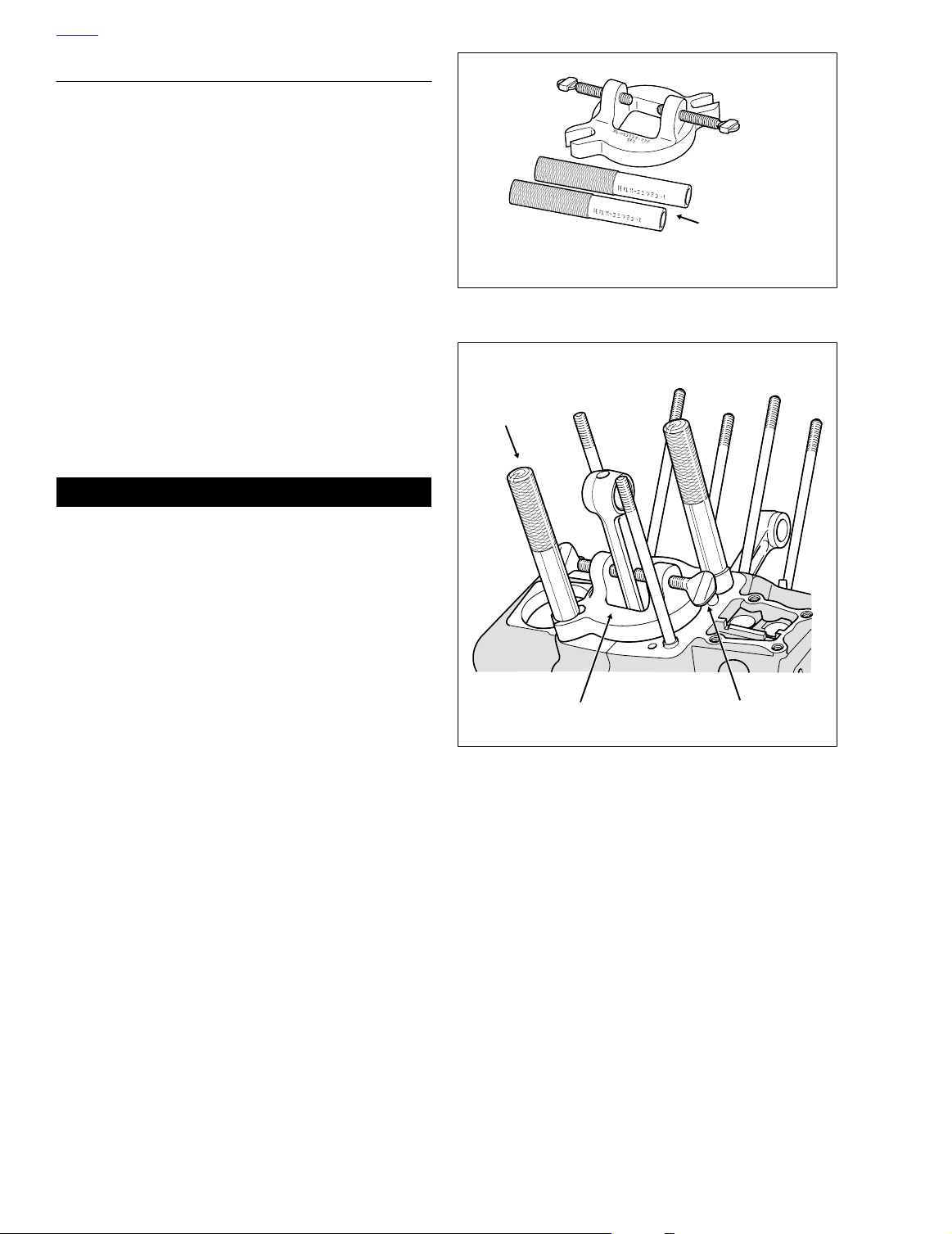
1. Obtain the CONNECTING ROD CLAMPING TOOL (HD95952-33B) and proceed as follows:
a. Slide clamp over connecting rod so that slots
engage cylinder head studs. See Figure 3-94. Exercise caution to avoid scratching or bending studs.
b. With the knurled side up, install threaded cylinders
(HD-95952-1) onto studs to secure position of
clamp.
c. Alternately turn each clamp thumbscrew a few turns
to gradually fix position of connecting rod. Turning
only one thumbscrew will move rod off-center, while
tightening second thumbscrew can cause rod to flex
or bend.
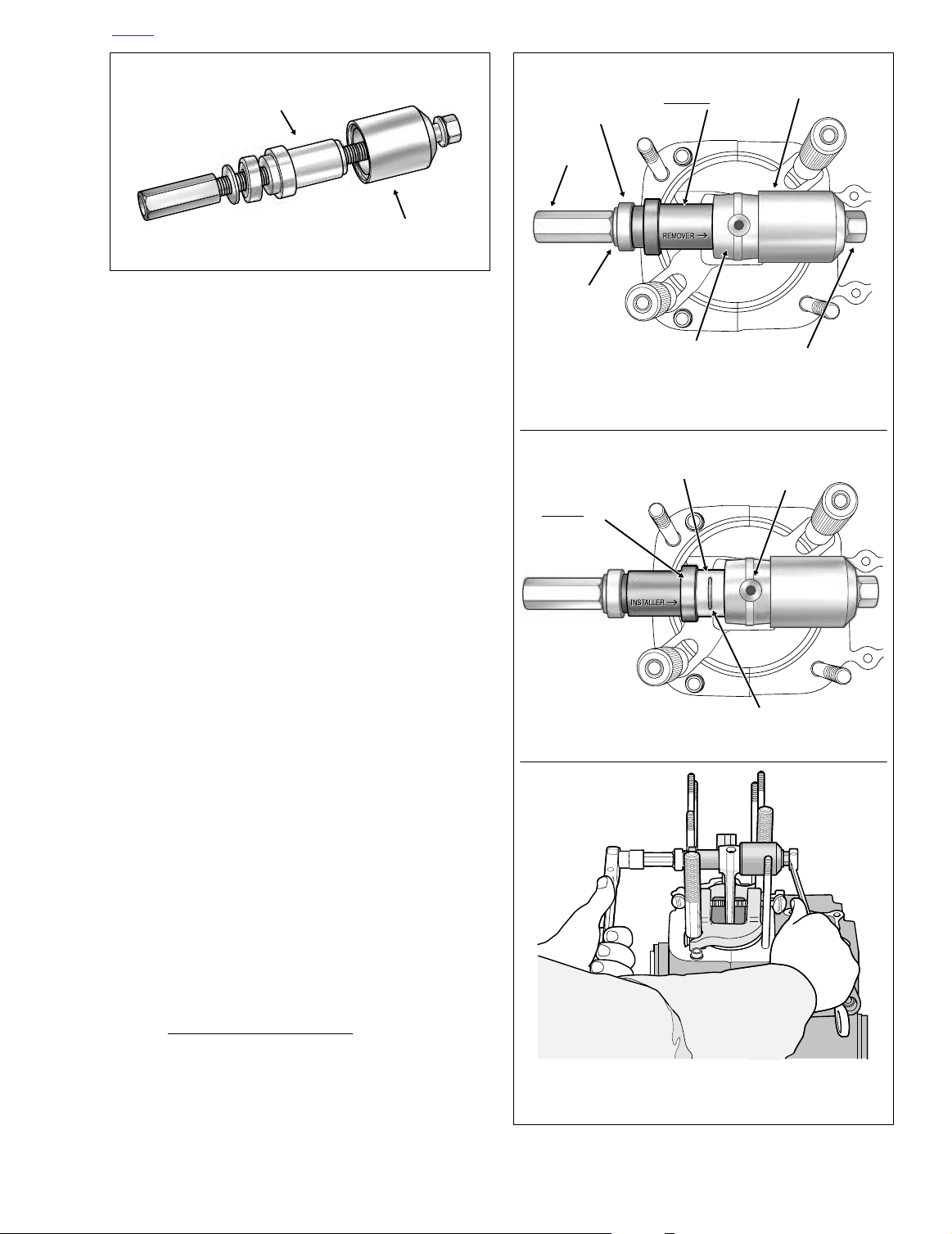
2. Obtain the CONNECTING ROD BUSHING REMOVER/
INSTALLER (HD-95970-32D) and proceed as follows:
a. Sparingly apply graphite lubricant to threads of rod
to prolong service life and ensure smooth operation.
b. Slide receiver cup (HD-95984-99) onto threaded rod
with the closed side facing hex nut.
c. Insert threaded rod through upper rod bushing.
d. Slide remover side of driver (HD-95986-99) down
threaded rod. The driver is stamped to ensure
proper orientation.
e. Slide Nice bearing and flat washer down threaded
rod until it contacts driver.
Threaded
Cylinders
Part No. HD-95952-1
Figure 3-93. Connecting Rod Clamping Tool
(Part No. HD-95952-33B)
f1597x3x
Threaded
Cylinder
ThumbscrewClamp
Figure 3-94. Install Connecting Rod Clamping Tool
f. Thread the hex cylinder onto rod until assembly is
snug. See upper frame of Figure 3-96.
g. Holding nut at end of threaded rod with a 5/8 inch
box wrench, turn hex cylinder with a 5/8 inch socket
until bushing is free.
h. Unthread hex cylinder from rod. Remove flat
washer, Nice bearing and driver. Remove threaded
rod from bushing bore.
i. Remove bushing from receiver cup and discard.
Installation
1. Obtain the CONNECTING ROD BUSHING REMOVER/
INSTALLER (HD-95970-32D) and proceed as follows:
3-82 2004 Touring: Engine
Page 7
HOM
f1601x3x
f1602x3x
f1598x3x
Driver
Installer Side
Slot
Oil Hole
Upper Rod
Bushing
Connecting
Rod
Threaded
Rod
Flat
Washer
Hex
Cylinder
Nice
Bearing
Receiver
Cup
Driver
Remover Side
Remover Stackup
Installer Stackup
Hold hex nut on threaded rod with 5/8 inch box.
Turn cylinder hex with 5/8 inch socket.
E
Driver
Part No. HD-95986-99
Figure 3-95. Connecting Rod Bushing Remover/Installer
a. Slide receiver cup (HD-95984-99) onto threaded rod
b. Insert threaded rod through upper rod bushing bore.
c. Slide
d. Slide installer side of driver (HD-95986-99) down
e. Slide Nice bearing and flat washer down threaded
f. Thread the hex cylinder onto rod until assembly is
g. Holding nut at end of threaded rod with a 5/8 inch
h. Unthread hex cylinder from rod and remove flat
Receiver Cup
Part No. HD-95984-99
(Part No. HD-95970-32D)
with the closed side facing hex nut.
new
bushing down threaded rod. Start bushing into bore. Verify that center of slot in bushing is
aligned with oil hole at top of rod. Also, be sure that
bushing is square in bore and not cocked. See center frame of Figure 3-96.
threaded rod until shoulder contacts bushing. The
driver is stamped to ensure proper orientation.
rod until it contacts driver.
snug.
box wrench, turn hex cylinder with a 5/8 inch socket
until collar on driver bottoms against connecting
rod. See lower frame of Figure 3-96.
washer, Nice bearing and driver. Remove threaded
rod from bushing bore, but exercise caution to avoid
scratching or gouging bushing.
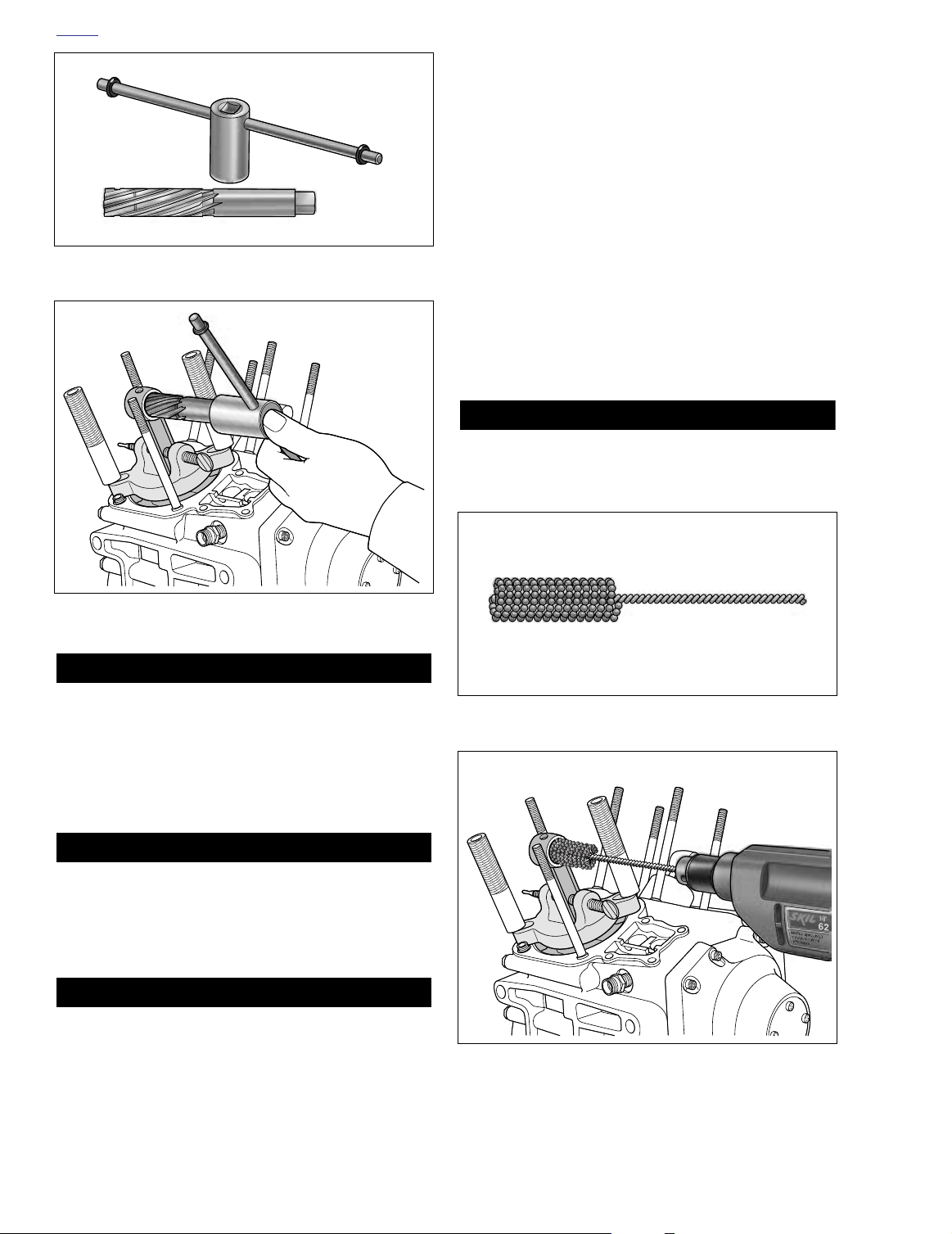
Reaming Upper Rod Bushing
1. Obtain the CONNECTING ROD BUSHING REAMER
(HD-42318) and REAMER HANDLE/DRIVE SOCKET
(HD-43645). Proceed as follows:
a. Carefully insert bit of reamer into upper connecting
rod bushing. Do not apply lubricant to reamer or
bushing. Ream the bushing dry or cut will not be
accurate.
b. Install handle/drive socket on reamer lug. See Fig-
ure 3-98.
c. Placing thumb on dr
ive socket, apply slight pressure
on reamer while rotating handle/drive socket in a
clockwise direction.
Figure 3-96. Remove/Install Connecting Rod Bushing
2004 Touring: Engine 3-83
Page 8
HOM
E
Handle/Drive Socket
Reamer
Figure 3-97. Connecting Rod Bushing Reamer (Part No.
HD-42318) and Handle/Drive Socket (Part No. HD-43645)
f1642x3x
2. Using contact cleaner or cleaning solvent, thoroughly
wipe upper connecting rod and bushing of any metal
shavings or debris.
Honing Upper Rod Bushing
1. Obtain the CONNECTING ROD BUSHING HONE (HD-
42569) and REAMER LUBRICANT (HD-39964). Proceed as follows:
a. Install hone in a high speed electric drill.
b. Apply reamer lubricant to finishing stones of hone
and inside of upper connecting rod bushing.
c. Start finishing stones of hone into bushing.
d. Activating the drill, move the entire length of the fin-
ishing stone arrangement forward and backward
through the bushing bore for 10 to 12 complete
strokes. See Figure 3-100. Work for a crosshatch
pattern of approximately 60˚.
CAUTION
Abrasive particles can damage machined surfaces and
plug oil passageways possibly resulting in engine failure.
Figure 3-98. Ream Connecting Rod Bushing
CAUTION
For best results, do not push on reamer or apply pressure to the reamer handle. While excessive pressure
results in a rough cut, bushing bore will be tapered if
pressure is not centrally applied.
d. Continue rotating handle/drive socket until entire bit
has passed through bushing and shank of reamer
rotates freely in the bore.
CAUTION
Never back reamer out of connecting rod or bushing will
be damaged.
e. Remove handle/drive socket, and carefully pulling
on bit, draw shaft of reamer out of connecting rod
bushing.
CAUTION
Abrasive particles can damage machined surfaces and
plug oil passageways possibly resulting in engine failure.
Figure 3-99. Connecting Rod Bushing Hone
(Part No. HD-42569)
f1643x3x
Figure 3-100. Hone Connecting Rod Bushing
3-84 2004 Touring: Engine
Page 9

HOM
E
2. Using contact cleaner or cleaning solvent, thoroughly
wipe upper connecting rod and bushing of any metal
shavings or debris. Continue wiping until a clean cloth
shows no evidence of dirt or debris.
3. Lightly oil a good piston pin and insert it into the upper
connecting rod bushing bore to feel for the proper interference fit. The pin should slide in and out of the bushing
without binding, but also without pivoting or rocking.
4. Remove shop towels exercising caution that shavings,
chips and other debris do not fall into crankcase.
Installation
See Section 3.9 TOP END OVERHAUL, ASSEMBLY, steps
1-24 and 29-39.
2004 Touring: Engine 3-85
Page 10
HOM
E
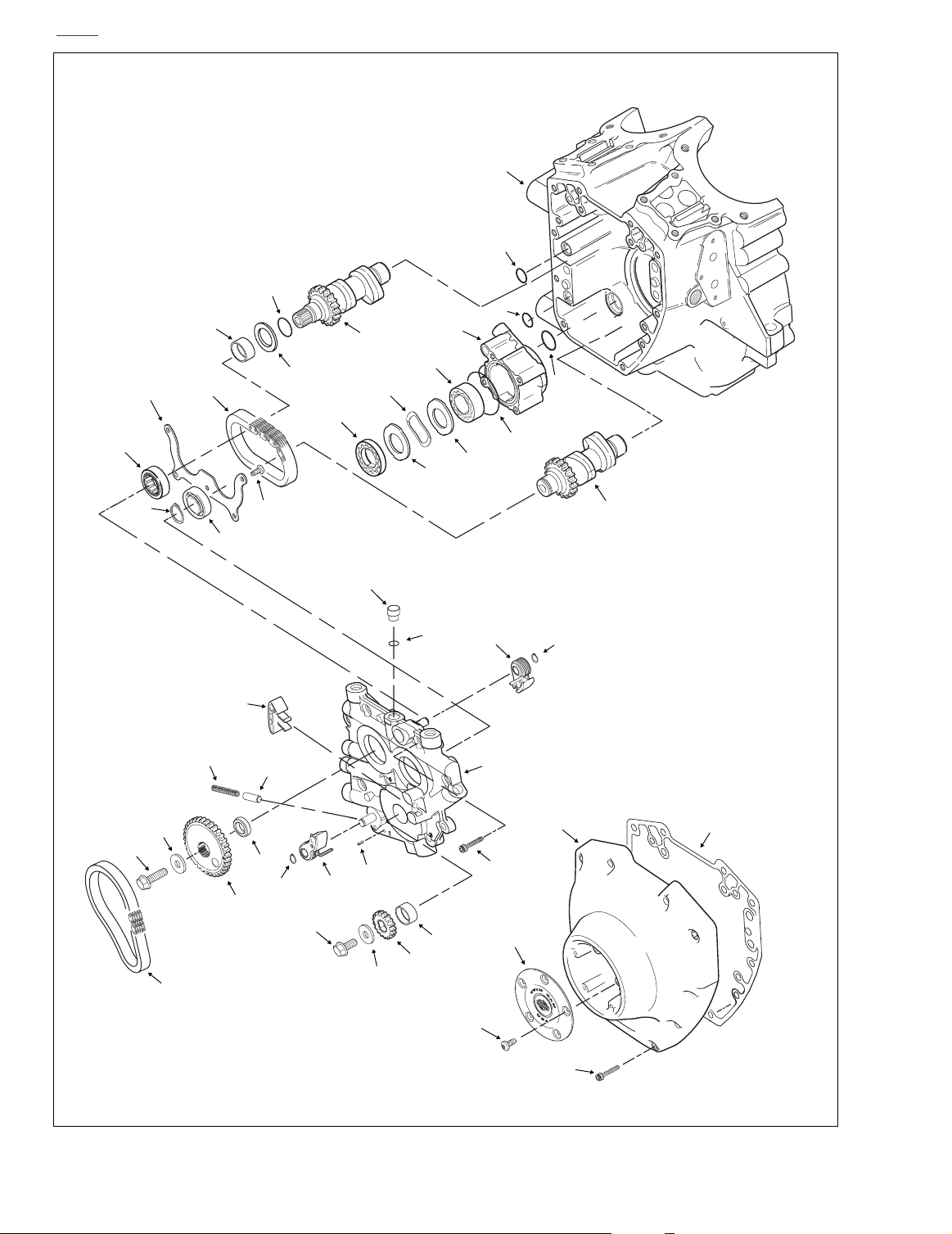
Legend:
1. T20 TORX Screw
2. Cam Position Sensor Cover
3. Screw
4. Cam Cover
5. Cam Cover Gasket
6. Primary Cam Chain
7. Flange Bolt
8. Flat Washer
9. Primary Cam Sprocket
10. Spacer
11. Retaining Ring
12. Primary Cam Chain Tensioner
13. Flange Bolt
14. Flat Washer
15. Crank Sprocket
16. Crankshaft Bushing
33
30
32
28
17. Roll Pin
18. Oil Pressure Relief Valve Piston
19. Valve Spring
20. Chain Guide
21. Screw
22. Cam Support Plate
23. Secondary Cam Chain Tensioner
24. Retaining Ring
25. O-Ring
26. Cleaning Plug
27. Retaining Ring
35
36
41
34
40
38
39
47
46
45
43
44
42
39
29
20
31
10
18
11
12
26
17
25
23
22
21
37
28. Rear Cam (Roller) Bearing
29. Front Cam (Ball) Bearing
30. Bearing Retainer Plate
31. T20 TORX Screw
32. Secondary Cam Chain
33. Roller Bearing Inner Race
34. Thrust Washer
24
4
35. O-Ring
36. Rear Camshaft
37. Front Camshaft
38. Feed Gerotor Set
39. Separator Plate
40. Wave Washer
41. Scavenge Gerotor Set
42. O-Ring
43. Oil Pump Housing
44. O-Ring (Scavenge Port Stub)
45. O-Ring (Oil Feed Hole)
46. O-Ring (Blind Hole)
47. Right Crankcase Half
5
27
19
8
7
9
13
16
15
6
14
2
f2143x3x
Figure 3-101. Cam Support Plate/Oil Pump Assemblies (Exploded View)
3-86 2004 Touring: Engine
1
3
Page 11

HOM
CAUTION
f1596x3x
f1595x3x
Wireform
Wireform
Binder Clip
E
BOTTOM END
CAM SUPPORT PLATE
Removal
1. See Section 3.9 TOP END OVERHAUL, DISASSEM-
BLY, steps 1-11.
NOTE
When removing the cam support plate, it is not necessary to
disturb the lifter assemblies if a method is devised to prevent
the hydraulic lifters from dropping into the cam compartment.
One such method is provided in the following step. Leaving
the lifter assemblies intact simplifies the procedure, since the
lifter cover, gasket, anti-rotation pin and hydraulic lifters can
be left in place.
2. Fashion lifter holding tool as follows:
a. Obtain a large binder clip (available at any office
supply store). Squeeze wireforms to remove from
binder clip. See upper frame of Figure 3-102.
b. Compress wireform slightly and insert free ends into
outer and inner lifter cover bores so that legs
engage walls of both hydraulic lifter sockets. See
lower frame of Figure 3-102.
3. See Section 3.10 BOTTOM END OVERHAUL, DISAS-
SEMBLY, steps 1-14.
2. Center support tube under ram of arbor press.
3. Center crankshaft bushing in cam support plate over
support tube. Be sure that the primary cam chain side of
the cam support plate is facing upward.
If the crankshaft bushing is pressed out the primary cam
chain side, the bore will be damaged by the knurled edge
of the bushing. Damage to the bore requires replacement of the cam support plate.
4. Insert remover side of driver into crankshaft bore so that
shoulder on tool is seated on edge of bushing. See
upper frame of Figure 3-104.
5. Press on driver until collar of tool contacts cam support
plate. Remove bushing from support tube and discard.
Installation
1. Obtain the CRANKSHAFT BUSHING REMOVER/
INSTALLER (HD-42315).
2. Center support tube under ram of arbor press.
Disassembly/Assembly
1CAUTION
Do not pull the retention pins from the primary or secondary cam chain tensioners with the chains and
sprockets removed. With 35-40 pounds of spring pressure behind the tensioner, allowing it to accelerate
through its full length of travel will cause spring stretching and/or cracking of the tensioner shoe, damage which
requires replacement of the assembly. Furthermore, if
the tensioner should contact fingers or other parts of the
hand, minor or moderate injury may occur.
If the retention pins interfere with cleaning or service procedures, hold the retracted cam chain tensioner with the CAM
CHAIN TENSIONER UNLOADER (HD-42313), pull the
retention pin and ease the assembly into the unloaded position.
Crankshaft Bushing
Removal
1. Obtain the CRANKSHAFT BUSHING REMOVER/
INSTALLER (HD-42315).
NOTE
Figure 3-102. Fashion Tool to Hold Hydraulic Lifters
2004 Touring: Engine 3-87
Page 12

HOM
E
Remover
Side
Installer
Side
Support
Tube
Driver
Figure 3-103. Crankshaft Bushing Remover/Installer
(Part No. HD-42315)
3. Turn cam support plate over so that secondary cam
chain side is facing upward.
4. Start
new
bushing into bore with the knurled edge top-
side. Be sure that hole in b
ushing is aligned with oil hole
in bushing bore.
CAUTION
If the crankshaft bushing is pressed in from the primary
cam chain side, or from the secondary cam chain side
with the knurled edge of the bushing down, the bushing
bore will be damaged. Damage to the bore requires
replacement of the cam support plate.
Driver
Remover Side
Down
Support
Tube
Driver
Installer Side
Down
Ram
REMOVE
CRANKSHAFT
BUSHING
Crankshaft
Bushing
Knurled Side Up
f1599x3x
f1600x3x
5. Center crankshaft bushing bore over support tube.
6. Insert installer side of driver into bushing. See lower
frame of Figure 3-104.
7. Press on driver until collar of tool makes firm contact
with cam support plate.
8. Ream the crankshaft bushing following the directions
below.
Reaming Crankshaft Bushing
NOTE
A
new
crankshaft bushing must be reamed for proper size
and alignment. If crankcase halves are not split, ream the
bushing using a spare right case half to avoid further engine
disassembly.
1. Slide cam support plate onto two ring dowels in crank-
case flange.
2. Install six allen head socket screws (1/4 x 1 inch) to
secure cam support plate to crankcase flange. Alternately tighten screws until snug.
3. Obtain the CRANKSHAFT BUSHING REAMER (HD-
42316) and REAMER HANDLE/DRIVE SOCKET (HD-
43645). Proceed as follows:
Ensure Oil
Hole Alignment
INSTALL
CRANKSHAFT
BUSHING
Figure 3-104. Remove/Install Crankshaft Bushing
in Cam Support Plate
a. From flywheel compartment side, carefully insert
tapered end of reamer pilot into crankshaft bearing
until it stops. See left frame of Figure 3-106.
b. Slide reamer through pilot starting bit into crank-
shaft bushing in cam support plate. Do not apply
lubricant to reamer or bushing. Ream the bushing
dry or cut will not be accurate.
c. Install handle/drive socket on reamer lug. See right
frame of Figure 3-106.
d. Placing thumb on dr
ive socket, apply slight pressure
on reamer while rotating handle/drive socket in a
clockwise direction.
3-88 2004 Touring: Engine
Page 13

HOM
CAUTION
f1611x3x
Handle/
Drive Socket
Install handle/drive socket on reamer.
E
Handle/Drive Socket
Pilot
Reamer
Figure 3-105. Crankshaft Bushing Reamer (Part No. HD-
42316) and Handle/Drive Socket (Part No. HD-43645)
CAUTION
f. Remove handle/drive socket, and carefully pulling
on bit, draw shaft of reamer out of bushing on cam
side of crankcase.
g. Remove pilot from crankshaft bearing. Tap on pilot
using a soft rubber mallet, if necessary.
4. Remove the allen head socket screws to release the
cam support plate from the crankcase flange.
Abrasive particles can damage machined surfaces and
plug oil passages possibly resulting in engine failure.
5. Using a small screwdriver, carefully pry cleaning plug
from top of cam support plate. Thoroughly flush right
crankcase half and cam support plate in cleaning solvent to remove any metal shavings or debris. Blow dry
with compressed air. Install cleaning plug in cam support
plate replacing O-ring if torn or damaged.
For best results, do not push on reamer or apply pressure to the reamer handle. While excessive pressure
results in a rough cut, bushing bore will be tapered if
pressure is not centrally applied.
e. Continue rotating handle/drive socket until entire bit
has passed through bushing and shank of reamer
rotates freely in the bore.
Never back reamer out flywheel side of crankcase or
crankshaft bushing will be damaged.
Install pilot and reamer from flywheel side of case.
Reamer
CAUTION
Right Crankcase
Half
Camshafts/Camshaft Bearings
Removal
1. Place cup of CAM CHAIN TENSIONER UNLOADER
(HD-42313) over spring coil of secondary cam chain tensioner positioning finger on tool between tensioner and
shoe. See Figure 3-107. Rotate tool in a counterclockwise direction inserting retention pin through hole in
boss on
Pin engages hooks on tensioner to hold it in the
retracted position. For best results, place cam support
plate in a vise using brass jaw inserts to prevent casting
damage.
primar
y cam chain side
of cam support plate.
Pilot
Crankshaft
Bearing
f1619x3x
Figure 3-106. Ream Crankshaft Bushing
2004 Touring: Engine 3-89
Page 14

HOM
E
Finger
Tensioner
Unloader
Shoe
Retention
f1637x3x
Pin
Figure 3-107. Retract Secondary Cam Chain Tensioner
1WARNING1WARNING
Always wear proper eye protection when removing retaining rings. Use the correct retaining ring pliers. Verify
that the tips of the pliers are not damaged or excessively
worn. Slippage may propel the ring with enough force to
cause eye injury.
2. Remove retaining ring from groove at end of front camshaft. Discard retaining ring.
3. Remove four T20 TORX screws to free bearing retainer
plate from inboard side of cam support plate.
4. Using a colored marker, mark one of the links of the secondary cam chain. Maintaining the original direction of
rotation during assembly may prolong service life of
chain.
5. With the primary cam chain side facing upward, place
cam support plate on parallel blocks under ram of arbor
press.
6. Obtain the CAMSHAFT/CAMSHAFT BEARING REMOVER/INSTALLER (HD-43644). See Figure 3-108.
Press out camshafts (with bearings).
Ram
Remove bearing from front camshaft.
Forcing
Screw
3/8-16 Inch
with Flat Washer
Bearing
Camshaft
Driver
Parallel
Blocks
f1623x3x
Bolt
Bridge
Hardened
Plug
Wedge
Attachment
Support Block
Camshaft Driver Bearing Pilot/Driver
Figure 3-108. Camshaft/Camshaft Bearing
Remover/Installer (Part No. HD-43644)
3-90 2004 Touring: Engine
Front
Camshaft
f1611x3x
Figure 3-109. Remove Camshafts/Front Cam Bearing
CAUTION
Since the bearing fit to the camshafts is tighter than its
fit in the support plate, any attempt to remove the camshafts without
the bearings will result in damage to the
cam support plate and bearing retainer plate, if installed.
Page 15

HOM
E
f1806x3x
Pull Bearing Inner Race and Thrust Washer
Fr
Thrust
A
Washer
om Rear Cam. Remove O-Ring if Present.
Box Wrench
5/8 Inch
Inner
Race
Shop
Box Wrench
9/16 Inch
Rag
NOTE
Although the vane has been eliminated
from the cam sprocket on production
motorcycles, the service part retains the
vane to retrofit earlier models having a
camshaft position sensor.
Inner
Race
Thrust
Washer
Shop
Rag
Install O-Ring and Thrust Washer.
B
f1807x3x
Cam bearings may be a loose fit in the cam support
plate. To avoid possible damage, be aware that camshaft
and bearing assemblies may drop out at start of press
procedure.
7. Fit cups of camshaft driver over ends of front and rear
camshafts, so that contact is made with the bearing
inner races. Centering driver under ram at a point midway between the camshafts, simultaneously press both
Press Bearing Inner Race Onto Rear Cam.
Figure 3-110. Remove/Install Bearing Inner Race (With O-Ring and Thrust Washer) Onto Rear Camshaft
CAUTION
camshafts (with attached bearings) from the cam support plate. See upper frame of Figure 3-109.
8. Remove secondary cam chain from cam sprockets.
9. If reusing front camshaft, remove bearing as follows:
a. Position WEDGE ATTACHMENT (HD-95637-46A)
on inboard side of front camshaft bearing and turn
hex nuts an equal number of turns to draw halves of
wedge together.
2004 Touring: Engine 3-91
Page 16

HOM
E
b. Obtain two 3/8-16 inch bolts 3-1/2 inches long (with
flat washers). Install flat washers on bolts. Obtain
bridge, forcing screw and hardened plug from
MAINSHAFT BEARING INNER RACE PULLER/
INSTALLER (HD-34902B).
c. Slide one bolt into channel on each side of bridge
so that flat washer is between bridge and bolt head.
Thread bolts into wedge attachment an equal number of turns.
d. Sparingly apply graphite lubricant to threads of forc-
ing screw to prolong service life and ensure smooth
operation. Start forcing screw into center hole of
bridge.
CAUTION
Failure to use hardened plug may result in damage to
forcing screw and/or camshaft.
e. Place cupped side of hardened plug against end of
camshaft. Thread forcing screw into bridge until the
steel ball at the end of the screw makes firm contact
with hardened plug.
f. Verify that the tool assembly is square so that the
bearing is not cocked during removal. See lower
frame of Figure 3-109. Turn forcing screw until bearing is pulled free of camshaft. Discard bearing.
10. If reusing rear camshaft, remove roller bearing assembly
as follows:
a. Slide roller bearing from end of rear camshaft.
Since bearing is a loose fit on cam, no pressing
tools are required.
b. Install tools as you would to remove the bearing
from the front camshaft, but position cup of wedge
inboard of the thrust washer.
c. Wrap a shop rag around camshaft to get a firm grip
and also to protect hand from sharp edges of
sprocket.
d. Using a 5/8 inch box wrench, turn forcing screw until
bearing inner race and thrust washer are pulled free
of camshaft. See A of Figure 3-110. A light interference fit allows the parts to be removed with little
effort. Discard inner race and thrust washer.
e. If present, remove O-ring from grinding relief groove
in camshaft. Groove is on the splined end between
the machined area and the secondary cam
sprocket. Discard O-ring.
NOTE
Since the O-ring is not used in production, it will only be
found if the cams were serviced at the dealer level.
Installation
1. Obtain new rear cam roller bearing kit (Part No. 8983).
See Figure 3-111.
O-Ring
Thrust Washer
Bearing Inner Race
Roller Bearing
f1805x3x
Figure 3-111. Rear Cam Roller Bearing Kit (P/N 8983)
2. Install O-ring, thrust washer and bearing inner race onto
rear camshaft as follows:
a. To properly locate thrust washer, first install O-ring
in grinding relief groove. Groove is on the splined
end between the machined area and the secondary
cam sprocket. Exercise caution to avoid stretching
or breaking the O-ring. Since the O-ring is not sold
separately, damage will require purchase of a new
roller bearing kit.
CAUTION
The thrust washer will be offset to one side if the O-ring
is not installed in the grinding relief groove. Damage to
the bearing cage can occur if the thrust washer is not
properly centered.
b. Slide thrust washer down rear camshaft until cen-
tered over O-ring in grinding relief groove.
c. Slide bearing inner race down rear camshaft until
contact is made with shoulder of machined area.
d. Install primary cam sprocket spacer and sprocket
on camshaft and secure using thic
and long
flange bolt.
ker flat washer
NOTE
If not enough of the splined shaft is exposed to install the
sprocket, leave out the spacer and proceed to step 2(e).
Once the bearing inner race has been started onto the
machined area, remove the flange bolt, washer and sprocket,
and then reassemble using the spacer. Repeat step 2(e) to
fully install bearing inner race.
e. Wrap a shop rag around camshaft to get a firm grip
and also to protect hand from sharp edges of
sprocket. Using a 9/16 inch box wrench, turn flange
bolt in a clockwise direction. Bearing inner race is
fully installed when it makes firm contact with the
thrust washer. See B of Figure 3-110.
3-92 2004 Touring: Engine
Page 17

HOM
f2067x3x
Rear
Camshaft
Front
Camshaft
Pin Stamped
Timing Lines
E
Roller Bearing
Rear Cam
f1804x3x
Ball Bearing
Front Cam
Figure 3-112. Cam Bearings
f. Verify that the thrust washer is locked in place and
cannot be rotated
. If necessary, install shaft in vise
using brass jaw inserts, and further tighten flange
bolt until the desired result is achieved.
g. Remove flange bolt, flat washer, sprocket and
spacer.
7. Apply a small dab of Loctite Medium Strength Threadlocker 243 (blue) to threads of four bearing retainer plate
screws. Using a T20 TORX drive head, secure bearing
retainer plate to cam support plate. Tighten screws to
20-30
in-lbs
(2.3-3.4 Nm) in a crosswise pattern. Verify
that hole in retainer plate is properly aligned with secondary cam chain oiler.
8. Place cam support plate back on support block, if
removed. Block properly supports inner races of bearings as camshafts are installed.
9. Align pin stamped timing lines on teeth of secondary
cam sprockets (outboard faces). See Figure 3-113.
Using a colored marker, carefully mark the timing line
locations on the inboard side of the sprocket teeth.
These marks are needed to observe proper orientation
of the camshafts when they are pressed into the bearings.
10. Place the secondary cam chain around the sprockets of
both the front and rear camshafts. To maintain the original direction of rotation, be sure that the colored mark
placed on the chain link during disassembly is facing
opposite the cam support plate during installation.
CAUTION
Always install new bearings. Only use genuine HarleyDavidson bearings. Reusing old bearings or using bearings from a supplier other than Harley-Davidson will
result in engine damage.
3. Obtain the CAMSHAFT/CAMSHAFT BEARING REMOVER/INSTALLER (HD-43644).
4. With the secondary cam chain side facing upward, place
cam support plate on support block, so that outer races
of bearings are properly supported. Note that one corner
of the support block is contoured to accommodate the
chain guide blocks cast into the front of the support
plate.
5. Center
new
bearing over bearing bore with the lettered
side up. Slide pilot shaft of bearing driver through
bearing into hole of support block.
NOTE
Be aware that the front and rear cam bearings are not interchangeable. The rear bearing is the roller type, while the front
is the ball bearing kind. See Figure 3-112.
6. Center bearing driver under ram of arbor press. Press
on driver until bearing makes firm contact with counterbore in cam support plate. See upper frame of Figure 3-
114. Repeat steps to install second bearing.
NOTE
Bearings may be a press to loose fit. If deemed necessary,
clean bearing OD and apply Loctite Low Strength Threadlocker 243 (Blue) before installation, but exercise caution to
avoid getting compound on rollers or bearing ID.
11. Orient the camshafts so that they are positioned on
opposite ends of the chain, and then verify that the colored marks placed on the inboard side of the sprocket
teeth are still in alignment.
12. Maintaining the position of the camshafts on the chain
with the colored marks in alignment, place the sprocket
ends of the camshafts into the bearings.
Figure 3-113. Align Timing Lines on Teeth
of Camshaft Sprockets
2004 Touring: Engine 3-93
Page 18

HOM
E
Press bearings into cam support plate.
Bearing
Pilot/Driver
Bearing
Support
Block
f1618x3x
Center front camshaft under ram. Start front camshaft into cam bearing.
Ram
Camshaft
Driver
Front
Support
Camshaft
Block
NOTE
Do not mix camshafts during the press procedure. The rear
camshaft, which can be identified by the splined shaft, must
go into the roller bearing at the rear of the cam support plate.
13. Place cup of camshaft driver over end of front camshaft
only.
CAUTION
Verify that splined end of rear camshaft has been started
into support block. Damage to the camshaft and/or support block can occur if end of camshaft catches top of
block during the press procedure.
NOTE
To r educe the likelihood of such contact occuring, use 7/8
inch drill bit to enlarge rear cam bore in support block. For
best results, radius top inside edge of bore after drilling.
CAUTION
Be sure that the tensioner shoe is clear of the secondary
cam chain during the press procedure. Contact can
result in damage that requires replacement of the tensioner assembly.
14. Center end of front camshaft under ram and slo
t
pressure to driver just to
front camshaft into bear-
star
wly apply
ing ID. See center frame of Figure 3-114.
f1822x3x
While applying pressure to front camshaft, wiggle
rear camshaft to guide inner race between bearing
rollers.
Rear
Camshaft
f1821x3x
Figure 3-114. Install Cam Bearings/Camshafts
CAUTION
If rear camshaft is not properly aligned, edge of installed
inner race can catch on bearing rollers. Bearing damage
can result if contact occurs during the press procedure.
15. Slowly apply pressure to driver on front camshaft, while
wiggling rear camshaft as necessary to guide inner race
between bearing rollers. See lower frame of Figure 3-
114.
16. When inner race on rear cam is started into roller bearing, apply pressure to driver until front camshaft is fully
seated. If necessary, keep finger pressure at top of rear
camshaft to ensure that assembly remains square and
inner race moves to installed position in roller bearing.
17. Since the pin stamped timing lines on the secondary
sprockets cannot be observed once the camshafts are
pressed into the bearings, note that the outboard ends of
the shafts have a second set of timing lines (although
they may be somewhat difficult to see). Using a straightedge, verify that these timing lines are in alignment. See
Figure 3-115. If they are not, then the camshafts must be
removed and reinstalled (with a new bearing set).
3-94 2004 Touring: Engine
Page 19

HOM
1CAUTION
1WARNING1WARNING
E
Rear
Camshaft
Pin Stamped
Timing Lines
Figure 3-115. Verify Alignment of Timing Lines
on Ends of Camshafts
Front
Camshaft
f2068x3x
1WARNING1WARNING
Always wear proper eye protection when installing retaining rings. Use the correct retaining ring pliers. Verify
that the tips of the pliers are not damaged or excessively
worn. Slippage may propel the ring with enough force to
cause eye injury.
18. With the sharp edge out, install
groove at end of front camshaft.
new
retaining ring in
Cam Chain Tensioners
Removal
Do not pull the retention pins from the primary or secondary cam chain tensioners with the chains and
sprockets removed. With 35-40 pounds of spring pressure behind the tensioner, allowing it to accelerate
through its full length of travel will cause spring stretching and/or cracking of the tensioner shoe, damage which
requires replacement of the assembly. Furthermore, if
the tensioner should contact fingers or other parts of the
hand, minor or moderate injury may occur.
1. If retracted, hold the cam chain tensioner with the CAM
CHAIN TENSIONER UNLOADER (HD-42313), pull the
retention pin and ease the assembly into the unloaded
position.
Always wear proper eye protection when removing retaining rings. Use the correct retaining ring pliers. Verify
that the tips of the pliers are not damaged or excessively
worn. Slippage may propel the ring with enough force to
cause eye injury.
2. Remove retaining ring from groove in tensioner post.
Discard retaining ring.
3. Slide cam chain tensioner assembly from post disengaging spring pin from hole in cam support plate.
Installation
1. Slide cam chain tensioner assembly onto post inserting
spring pin into hole in cam support plate.
f1676x3x
Acceptable Wear Unacceptable Wear Unacceptable Wear
Continue use of the tensioner shoe
assembly (and chain) if worn to a depth
that is less than half the thickness of the
shoe material.
Replace the tensioner shoe assembly
(and chain) if worn to a depth that is
equal to or greater than half the thickness of the shoe material.
Figure 3-116. Cam Chain Tensioner Shoe Wear
Replace the tensioner shoe assembly
(and chain) if there is any evidence of
melting, burning or cracking.
2004 Touring: Engine 3-95
Page 20

HOM
E
6908
Figure 3-117. Oil Pressure Relief Valve Assembly
3. Slide spring into bypass port until seated in open side of
piston.
4. Start
new
roll pin into hole in cam support plate. Com-
press spring using the blade of a small screwdriver.
5. Holding spring compressed, tap roll pin into cam support
plate until it approaches pin hole on opposite side.
6. Remove screwdriver to release spring. Verify that spring
is straight and square in bore.
7. Using a 1/8 inch punch with a small hammer, carefully
tap roll pin until flush with casting.
8. Install primary cam chain tensioner assembly. See CAM
CHAIN TENSIONERS, INSTALLATION, in this section.
Cam Needle Bearings
1WARNING1WARNING
Always wear proper eye protection when installing retaining rings. Use the correct retaining ring pliers. Verify
that the tips of the pliers are not damaged or excessively
worn. Slippage may propel the ring with enough force to
cause eye injury.
2. With the sharp edge out, install
groove of post. Verify that the ring is fully seated in the
groove.
3. If retracted prior to disassembly, place cup of CAM
CHAIN TENSIONER UNLOADER (HD-42313) over
spring coil of cam chain tensioner assembly. Retract the
tensioner inserting a retention pin through hole in boss
on the
primar
y cam chain side
Oil Pressure Relief Valve
Removal
1. Before removal, see CLEANING AND INSPECTION in
this section.
2. Remove primary cam chain tensioner assembly. See
CAM CHAIN TENSIONERS, REMOVAL.
3. Secure the cam support plate in a vise with access to
the roll pin. Be sure to install a pair of brass jaw inserts in
the vise to avoid damage to the casting.
4. Using a 1/8 inch punch with a small hammer, carefully
tap roll pin from pin hole in cam support plate. Discard
roll pin.
5. Remove spring and piston from bypass port.
Installation
1. Secure the cam support plate in a vise. Install a pair of
brass jaw inserts to avoid damage to the casting.
2. Lubricate piston with clean H-D 20W50 engine oil. Slide
piston into bypass port with the open side facing outward.
new
retaining ring in
of cam support plate.
Removal
1. Obtain the CAMSHAFT NEEDLE BEARING REMOVER/INSTALLER (HD-42325).
2. Remove four button fasteners from threaded holes in
support plate, if installed. See Figure 3-118.
3. Sparingly apply graphite lubricant to threads of collet to
prolong service life and ensure smooth operation.
4. Slide collet through support plate so that threaded end
exits stamped side of plate.
5. Aligning two large holes in support plate with needle
bearing bores, hang right side of plate on ring dowel in
crankcase flange.
f1303x2x
Hex Nut
Nice
Bearing
Pilot
Flat
Washer
Collet
Threaded End
Figure 3-118. Camshaft Needle Bearing Remover/Installer
Graphite
Lubricant
Installer
Shaft
(HD-42325)
Button
Fastener (4)
Support
Plate
Collet
Expandable End
3-96 2004 Touring: Engine
Page 21

HOM
f1586x3x
f1587x3x
f1588x3x
Support
Plate
Button
Fastener
Hex
Nut
Flat
Washer
Nice
Bearing
Ring Dowel
Hole
Collet
Threaded End
Hex
Flat
Holding flat, turn hex in a
clockwise direction to expand collet.
Turn hex n
ut in a clockwise direction
to remove bearing.
Install support plate with collet.
Install Nice bearing, flat washer and hex nut.
E
6. Align four holes at corners of support plate with threaded
holes in crankcase flange. Install button fasteners in
these holes to secure support plate to crankcase. See
upper frame of Figure 3-119.
7. Center expandable end of collet in bearing bore and
slide Nice bearing and flat washer on threaded end.
Start hex nut on threaded end.
8. Push expandable end of collet through bearing bore into
flywheel compartment. Feel for inside edge of needle
bearing using end of collet and then back off slightly.
9. Holding collet to prevent lateral movement, finger tighten
hex nut until Nice bearing contacts support plate.
10. Using a 7/16 inch open end wrench, hold flat on collet to
prevent rotation. Using a second 7/16 inch open end
wrench, expand collet by turning hex at end of shaft in a
clockwise direction. See center frame of Figure 3-119.
Expandable end of collet makes contact with needle
bearing ID.
11. Using a 15/16 inch open end wrench, turn hex nut in a
clockwise direction until bearing is free. If necessary,
hold flat on collet to prevent rotation. See lower frame of
Figure 3-119.
12. Remove four button fasteners and pull support plate
from crankcase.
13. Holding flat on collet, turn hex at end of shaft in a counterclockwise direction to close collet. Remove and discard needle bearing.
14. Remove hex nut, flat washer and Nice bearing from
threaded end of collet. Pull collet from support plate.
15. Return to step 1 to remove second needle bearing.
Installation
1. Obtain the CAMSHAFT NEEDLE BEARING RE-
2. Sparingly apply graphite lubricant to threads of installer
3. Thread installer shaft into stamped side of support plate
4. Install pilot at end of installer shaft.
5. Place
6. Aligning two large holes in support plate with needle
7. Align four holes at corners of support plate with threaded
8. Using 15/16 inch open end wrench, turn hex at end of
9. Turn end of installer shaft in a counterclockwise direction
MOVER/INSTALLER (HD-42325).
shaft to prolong service life and ensure smooth operation.
until threads begin to emerge from opposite side.
new
needle bearing on pilot with lettered side fac-
ing shoulder.
bearing bores, hang right side of plate on ring dowel in
crankcase flange.
holes in crankcase flange. Install button fasteners in
these holes to secure support plate to crankcase. See
upper frame of Figure 3-120.
installer shaft in a clockwise direction until resistance is
felt. See lower frame of Figure 3-120.
until pilot is free of needle bearing bore.
Figure 3-119. Remove Cam Needle Bearing
2004 Touring: Engine 3-97
Page 22

HOM
E
Install support plate with installer shaft (and pilot).
Support
Plate
Button
Fastener
Ring Dowel
Hole
Installer
Shaft
f1589x3x
Turn hex on installer shaft in a clockwise direction
to install bearing.
a. Measure distance from edge of cam support plate
to inboard side of piston. Insert straight stiff wire into
unplugged hole outboard of roll pin until it bottoms,
and then mark and measure wire. With piston fully
seated in the bore, depth should be approximately
2.25 inches (57.15 mm). If it is not, continue with
step 1(b).
b. Remove oil pressure relief valve. See OIL PRES-
SURE RELIEF VALVE, REMOVAL, in this section.
c. Inspect spring for stretching, kinking or distortion.
d. Inspect piston and bore for burrs, scoring or other
damage. Look for steel particles or aluminum chips.
Replace cam support plate and piston if any of
these conditions are found.
e. Install piston in bore and measure running clear-
ance. If running clearance exceeds 0.003 inch
(0.076 mm), install new piston and remeasure.
Replace cam support plate if running clearance still
exceeds specification.
2. Clean cam support plate as follows:
a. Using a small screwdriver, carefully pry cleaning
plug from cam support plate. See Figure 3-121.
b. Thoroughly flush cam support plate with a non-vola-
tile cleaning solution or solvent and then blow dry
with low pressure compressed air.
c. Reinstall cleaning plug replacing O-ring if damaged
or deteriorated.
d. Verify that all oil holes are clean and open.
f1590x3x
Figure 3-120. Install Cam Needle Bearing
10. Remove four button fasteners and pull support plate and
installer shaft from crankcase.
11. Remove pilot from installer shaft. Unthread installer
shaft from support plate.
12. Return to step 1 to install second needle bearing.
13. Thread four button fasteners into threaded holes in support plate to prevent loss.
Cleaning and Inspection
1. Inspect oil pressure relief valve as follows:
NOTE
If diagnosing low oil pressure, start with step 1(a). If diagnosing high oil pressure, then begin with step 1(b).
CAUTION
Exercise caution to avoid enlarging the oil holes or oil
pressure will be adversely affected.
Installation
1. See Section 3.10 BOTTOM END OVERHAUL, ASSEM-
BLY, steps 12-29.
2. Remove wireforms to release hydraulic lifters.
3. See Section 3.9 TOP END OVERHAUL, ASSEMBLY,
steps 29-39.
6891
Figure 3-121. Remove Cleaning Plug
3-98 2004 Touring: Engine
Page 23

HOM
f1563x3x
Wear
Limit
Inner Gerotor Outer Gerotor
E
OIL PUMP
Removal
1. See Section 3.9 TOP END OVERHAUL, DISASSEM-
BLY, steps 1-11.
NOTE
When removing the cam support plate, it is not necessary to
disturb the lifter assemblies if a method is devised to prevent
the hydraulic lifters from dropping into the cam compartment.
One such method is provided in the following step. Leaving
the lifter assemblies intact simplifies the procedure, since the
lifter cover, gasket, anti-rotation pin and hydraulic lifters can
be left in place.
2. Fashion lifter holding tool as follows:
a. Obtain a large binder clip (available at any office
supply store). Squeeze wireforms to remove from
binder clip. See upper frame of Figure 3-102.
b. Compress wireform slightly and insert free ends into
outer and inner lifter cover bores so that legs
engage walls of both hydraulic lifter sockets. See
lower frame of Figure 3-102.
3. See Section 3.10 BOTTOM END OVERHAUL, DISAS-
SEMBLY, steps 1-15.
Cleaning and Inspection
1. Clean all parts in a non-volatile cleaning solution or solvent.
Narrow
Gerotor Set
(Feed)
Wave
Washer
Oil Pump
Housing
Wide
Gerotor Set
(Scavenge)
O-Ring
O-Ring
Figure 3-123. Measure Gerotor Sets for Wear
2. Thoroughly dry all parts with low pressure compressed
air. Verify that all oil passages are clean and open.
3. Look for scoring, gouging or cracking caused by foreign
material that may have passed through the oil pump.
4. Look for grooves or scratches on the cam support plate,
which serves as the outboard side of the oil pump.
5. Check for excessive wear or damage on lobes of outer
gerotors and between lobes on inner gerotor.
6. Mesh pieces of one gerotor set together as shown in
Figure 3-123. Use a feeler gauge to determine clear-
ance between tips of lobes on inner and outer gerotors.
The maximum allowable clearance is 0.004 inch
(0.10 mm). Replace gerotor set if clearance exceeds
specification. Inspect second gerotor set in the same
manner.
7. Measure thickness of inner gerotor of one set with a
micrometer. Measure the outer gerotor of the same set.
Replace the gerotor set if the difference exceeds 0.001
inch (0.025 mm). Inspect second gerotor set in the same
manner.
8. Assemble the oil pump. Verify that feed gerotors stand
proud of the oil pump surface 0.080-0.090 inch (2.03-
2.29 mm). If measurement is less than 0.080 inch (2.03
mm), remove feed gerotor set and reassemble using
new
wave washer. Repeat measurement and replace oil
pump body if still not within specification.
Separator
Plate
Separator
Plate
Figure 3-122. Oil Pump Assembly
f1530b3x
Installation
1. See Section 3.10 BOTTOM END OVERHAUL, ASSEM-
BLY, steps 11-29.
2. Remove wireforms to release hydraulic lifters.
3. See Section 3.9 TOP END OVERHAUL, ASSEMBLY,
steps 29-39.
2004 Touring: Engine 3-99
Page 24

HOM
E
Legend:
1. Crankshaft Bearing
2. Ring Dowel
3. Cam Needle Bearing
4. Oil Inlet Fitting
5. Oil Outlet Fitting
6. Crankcase Breather Fitting
7. Right Crankcase Half
8. O-Ring
9. Piston Jet
10. T20 TORX Screw
11. Lock Ring
12. Sprocket Shaft Bearing
13. O-Ring
14. Ring Dowel
15. Plug
16. O-Ring
17. Oil Filter Mount
18. Oil Filter Adapter
19. Flat Washer
20. Bolt
21. Lockplate
22. Oil Filter
23. Crankcase Bolt
24. Ring Dowel
25. O-Ring
26. Left Crankcase Half
27. Thrust Washer
28. Oil Seal
29. Sprocket Shaft Spacer
f2070x3x
28
27
29
26
25
24
6
7
12
10
11
9
5
8
23
4
3
2
14
13
19
20
21
1
18
15
16
22
17
3-100 2004 Touring: Engine
Figure 3-124. Crankcase Assembly (Exploded View)
Page 25

1. Ram
2. Pilot/Driver
3. Support Tube
3
1
2
“A”
End Up
f2126x3x
HOM
E
CRANKCASE
Removal
1. See Section 3.9 TOP END OVERHAUL, DISASSEM-
BLY, steps 1-29.
2. See Section 3.10 BOTTOM END OVERHAUL, DISAS-
SEMBLY, steps 1-18.
Disassembly/Assembly
RIGHT CRANKCASE HALF
Crankshaft Bearing
Removal
1CAUTION
Never move or lift the crankcase by grasping the cylinder studs. The crankcase is too heavy to be carried in
this manner and may be dropped. Dropping the crankcase may result in parts damage and minor or moderate
injury.
1. See Figure 3-125. Obtain CRANKSHAFT/SPROCKET
SHAFT BEARING REMOVER/INSTALLER PILOT/
DRIVER (B-45655) and CRANKSHAFT/SPROCKET
SHAFT BEARING REMOVER/INSTALLER SUPPORT
TUBE (HD-42720-5).
2. Place support tube on hydraulic press table with the “A”
end up. The ends of the support tube are stamped “A”
and “B” to ensure proper orientation.
3. With the outboard side of the right crankcase half facing
upward, position crankshaft bearing bore over support
tube.
Support Tube
Part No. HD-42720-5
Figure 3-126. Remove Crankshaft Bearing
4. Slide pilot/driver through bearing into support tube.
5. Center pilot/driver under ram of press. Apply pressure to
pilot/driver until bearing is free. See Figure 3-126.
6. Remove right crankcase half, pilot/driver and bearing
from support tube. Discard bearing.
Installation
1. See Figure 3-125. Obtain CRANKSHAFT/SPROCKET
SHAFT BEARING REMOVER/INSTALLER PILOT/
DRIVER (B-45655) and CRANKSHAFT/SPROCKET
SHAFT BEARING REMOVER/INSTALLER SUPPORT
TUBE (HD-42720-5).
Pilot/Driver
Part No. B-45655
Figure 3-125. Crankshaft/Sprocket Shaft Bearing
Pilot/Driver and Support Tube
d0687x3x
2. Turn support tube over so that the “B” end is up. The
ends of the support tube are stamped “A” and “B” to
ensure proper orientation.
3. With the outboard side of the right crankcase half facing
upward, position crankshaft bearing bore over support
tube.
4. Obtain new crankshaft bearing and apply a thin film of
clean engine oil to O.D.
2004 Touring: Engine 3-101
Page 26

HOM
E
1. Ram
2. Pilot/Driver
3. Support Tube
4. Crankshaft Bearing
1
2
4
“B”
End Up
3
f2127x3x
Installation
CAUTION
O-rings that are missing, distorted, pinched or otherwise
damaged will result in either oil leakage or low oil pressure. Use of the wrong O-ring will have the same results.
Since many O-rings are similar in size and appearance,
always use ne
use to avoid confusion.
1. Install new O-ring in groove of jet mounting flange. Apply
a very thin film of clean H-D 20W50 engine oil to O-ring
before installation.
2. Apply Loctite Low Strength Threadlocker 222 (purple) to
threads of two T20 TORX screws.
3. With the jet pointed upward, install TORX screws to
secure piston jet to crankcase. Tighten screws to 25-35
in-lbs (2.8-4.0 Nm).
w O-rings keeping them packaged until
LEFT CRANKCASE HALF
Sprocket Shaft Bearing
Removal
Figure 3-127. Install Crankshaft Bearing
5. Start crankshaft bearing into bore with the lettered side
up. Lubricate leading edge of bearing before placement.
6. Slide pilot/driver through bearing into support tube.
7. Center pilot/driver under ram of press. Apply pressure to
pilot/driver until resistance is felt and bearing bottoms in
support tube. See Figure 3-127.
8. Remove pilot/driver and right crankcase half from support tube.
Piston Jets
Removal
1. Remove two T20 TORX screws to free piston jet from
crankcase.
2. Remove O-ring from groove in mounting flange of jet.
Discard O-ring.
1CAUTION
Never move or lift the crankcase by grasping the cylinder studs. The crankcase is too heavy to be carried in
this manner and may be dropped. Dropping the crankcase may result in parts damage and minor or moderate
injury.
1WARNING1WARNING
Do NOT rotate left crankcase half in the engine stand so
the stator mount flange (sprocket shaft side) is facing up
or the flywheel assembly will drop to the floor. Dropping
the flywheel assembly may result in parts damage and
minor or moderate injury.
1. Holding flywheel assembly so that it does not drop out of
left crankcase half, rotate cradle so that engine is upright
and crankshaft and sprocket shaft are horizontal.
2. Carefully slide flywheel assembly out of left crankcase
half.
3. Remove left crankcase half from engine stand and move
to bench area. Remove thrust washer from outboard
side of crankcase by pulling it past the oil seal. Set thrust
washer aside for inspection or reuse.
4. Using a suitable drift, tap oil seal from bearing bore. Discard oil seal.
3-102 2004 Touring: Engine
Page 27

HOM
1CAUTION
3
1. Ram
2. Pilot/Driver
3. Support Tube (“A” end up)
4. Sprocket Shaft Bearing
1
4
f2132x3x
f2129x3x
2
3
E
f2136x3x
1
2
3
f2129x3x
1. Ram
2. Pilot/Driver
3. Support Tube (“A” end up)
Figure 3-128. Remove Sprocket Shaft Bearing
5. See Figure 3-125. Obtain CRANKSHAFT/SPROCKET
SHAFT BEARING REMOVER/INSTALLER SUPPORT
TUBE (HD-42720-5) and CRANKSHAFT/SPROCKET
SHAFT BEARING REMOVER/INSTALLER PILOT/
DRIVER (B-45655).
6. Place left crankcase half on work bench with inboard
side of facing upward.
7. Using the tip of a flat blade screwdriver, carefully lift end
of lock ring out of groove in bearing bore. Working the
screwdriver around the edge, lift the lock ring up and out
of the groove. Be careful not to damage the lip of the
groove during removal.
8. Place support tube on hydraulic press table with the “A”
end up. The ends of the support tube are stamped “A”
and “B” to ensure proper orientation.
9. With the outboard side of the left crankcase half facing
upward, position sprocket shaft bearing bore over support tube. See Figure 3-128.
10. Slide pilot/driver through bearing into support tube.
11. Center pilot/driver under ram of press. Apply pressure to
pilot/driver until bearing is free.
12. Remove left crankcase half, pilot/driver and bearing from
support tube. Discard bearing.
3
Figure 3-129. Install Sprocket Shaft Bearing
Installation
Never move or lift the crankcase by grasping the cylinder studs. The crankcase is too heavy to be carried in
this manner and may be dropped. Dropping the crankcase may result in parts damage and minor or moderate
injury.
1. See Figure 3-125. Obtain CRANKSHAFT/SPROCKET
SHAFT BEARING REMOVER/INSTALLER SUPPORT
TUBE (HD-42720-5) and CRANKSHAFT/SPROCKET
SHAFT BEARING REMOVER/INSTALLER PILOT/
DRIVER (B-45655).
2. Place support tube on hydraulic press table with the “A”
end up. The ends of the support tube are stamped “A”
and “B” to ensure proper orientation.
3. With inboard side of the left crankcase half facing
upward, position sprocket shaft bearing bore over support tube.
4. See Figure 3-129. Obtain new sprocket shaft bearing
and apply a thin film of clean engine oil to O.D.
5. Start sprocket shaft bearing into bearing bore with the
lettered side down. Lubricate leading edge of bearing
before placement.
2004 Touring: Engine 3-103
Page 28

HOM
E
6. Slide pilot/driver through bearing into support tube.
7. Center pilot/driver under ram of press. Apply pressure to
pilot/driver until bearing lightly bottoms in the bore.
8. Remove left crankcase half and pilot/driver from support
tube.
9. Place left crankcase half on work bench with inboard
side of facing upward.
10. Obtain new lock ring and work into groove in bearing
bore. Be careful not to damage the lip of the groove during installation. Verify that lock ring is fully seated in the
groove.
NOTE
If lock ring will not fit into groove, bearing bore may not have
been properly cleaned and/or bearing may not be fully
seated in the bore.
Sprocket Shaft Bearing Inner Race
Removal
1. If reusing flywheel, remove bearing inner race and thrust
washer as follows:
a. Obtain FLYWHEEL SUPPORT FIXTURE (HD-
44358). See Figure 3-130. Install brass jaws or
shop towels around teeth of vise to prevent damage
to tool. Clamp tool in vise with the round hole topside.
b. Insert crankshaft end through hole resting flywheel
assembly on fixture. Slide knurled locating pin down
slot in tool to engage crank pin hole. Hand tighten
locating pin.
c. Slide hold-down clamp down slot to engage inboard
side of right flywheel half, and then hand tighten
knurled nut at bottom to secure. Repeat step to
secure hold-down clamp on opposite side of flywheel.
NOTE
For proper clamping force, hold-down clamp must not be
tilted. Rotate hex on outboard stud until clamp is level.
d. Position WEDGE ATTACHMENT (HD-95637-46A)
on inboard side of thrust washer and turn hex nuts
an equal number of turns to draw halves of wedge
together.
CAUTION
Install wedge attachment only so far as necessary to
ensure positive contact with thrust washer. Installing
tool with more contact than absolutely necessary will
result in damage to flywheel.
e. Obtain two 3/8-16 inch bolts 6-1/2 inches long (with
flat washers). Install flat washers on bolts. Obtain
bridge, forcing screw and hardened plug from
MAINSHAFT BEARING INNER RACE PULLER/
INSTALLER (HD-34902B).
Hold-Down
Clamp
Locating Pin
Figure 3-130. Flywheel Fixture (Part No. HD-44358)
f2154x3x
1
2
3
7
6
1. Forcing Screw
2. 3/8-16 Inch Bolt
with Flat Washer
3. Bridge
Figure 3-131. Remove Inner Race From Sprocket Shaft
f. Slide one bolt into channel on each side of bridge
so that flat washer is between bridge and bolt head.
Thread bolts into wedge attachment an equal number of turns.
4. Hardened Plug
5. Wedge Attachment
6. Bearing Inner Race
7. Sprocket Shaft
4
5
3-104 2004 Touring: Engine
Page 29

HOM
CAUTION
f2152x3x
f2153x3x
1. Install Thrust Washer and Bearing Inner Race On
Sprocket Shaft. Assemble Tool.
2. Press Bearing Inner Race Onto Sprocket Shaft.
1. Pilot Shaft
2. Handle
3. Flat Washer
4. Nice Bearing
5. Sleeve
6. Inner Race
7. Thrust Washer
2
1
3
5
6
7
4
E
f2265x3x
Figure 3-132. Sprocket Shaft Timken Bearing
Cone Installer (Part No. HD-97225-55B)
g. Sparingly apply graphite lubricant to threads of forc-
ing screw to prolong service life and ensure smooth
operation. Start forcing screw into center hole of
bridge.
Failure to use hardened plug may result in damage to
forcing screw and/or sprocket shaft.
h. Place cupped side of hardened plug against end of
sprocket shaft. Thread forcing screw into bridge until
the steel ball at the end of the screw makes firm
contact with hardened plug.
i. Using the Robinair Heat Gun (HD-25070), uniformly
To faciliate removal without heat, apply a light penetrating oil
to shaft and leading edge of bearing inner race.
heat the bearing inner race for about 30 seconds
using a circular motion.
CAUTION
NOTE
1WARNING1WARNING
Never use both heat and penetrating oil. Use only one or
the other. Excessive heat can cause the penetrating oil
to ignite resulting in flames or fire. Inadequate safety
precautions can result in death or serious injury.
j. Turn forcing screw until thrust washer and bearing
inner race move approximately 1/8 inch (3.2 mm).
k. Turn hex nuts an equal number of turns to separate
halves of WEDGE ATTACHMENT.
Figure 3-133. Press Inner Race Onto Sprocket Shaft
l. After bottoming thrust washer on shaft, reposition
WEDGE ATTACHMENT (HD-95637-46A) on
inboard side of bearing inner race. Turn hex nuts an
equal number of turns to draw halves of wedge
together.
Install wedge attachment only so far as necessary to
ensure positive contact with bearing inner race. Installing tool with more contact than absolutely necessary
will result in damage to flywheel.
2004 Touring: Engine 3-105
Page 30

HOM
f2266x3x
E
9
8
7
2
3
1
Figure 3-134. Sprocket Shaft Bearing Assembly
m. Verify that the tool assembly is square, so that the
bearing inner race is not cocked during removal.
See Figure 3-131.
n. Using the Robinair Heat Gun (HD-25070), uniformly
heat the bearing inner race for about 30 seconds
using a circular motion.
NOTE
To faciliate removal without heat, apply a light penetrating oil
to shaft and leading edge of bearing inner race.
o. Tu rn forcing screw until bearing inner race is pulled
free of sprocket shaft.
p. Remove thrust washer from sprocket shaft.
2. Discard thrust washer and bearing inner race.
Installation
1. Place new thrust washer over sprocket shaft with the ink
stamp facing outside (and the chamfer on the ID
inboard).
2. Place new bearing inner race on bench top. Using the
Robinair Heat Gun (HD-25070), uniformly heat bearing
inner race for about 60 seconds using a circular motion.
3. Wearing suitable gloves to protect hands from burns,
place heated bearing inner race over sprocket shaft.
5
6
4
5. Bearing
1. Flywheel Assembly
2. Thrust Washer
3. Inner Race
4. Lock Ring
To faciliate installation without heat, apply a light penetrating
oil to shaft and leading edge of bearing inner race.
6. Left Crankcase Half
7. Thrust Washer
8. Oil Seal
9. Spacer
NOTE
1WARNING1WARNING
Never use both heat and penetrating oil. Use only one or
the other. Excessive heat can cause the penetrating oil
to ignite resulting in flames or fire. Inadequate safety
precautions can result in death or serious injury.
4. Obtain the SPROCKET SHAFT TIMKEN BEARING
CONE INSTALLER (HD-97225-55B). See Figure 3-132.
Assemble tool as described below.
a. Thread pilot onto sprocket shaft until contact is
made with shoulder.
b. Sparingly apply graphite lubricant to threads of pilot
shaft to prolong service life and ensure smooth
operation.
c. Slide sleeve over pilot until it contacts bearing inner
race.
d. Slide Nice bearing and large flat washer over pilot
until contact is made with sleeve.
e. Thread handle onto pilot shaft. See upper frame of
Figure 3-133.
3-106 2004 Touring: Engine
Page 31

HOM
E
5. Rotate handle of tool in a clockwise direction until bearing inner race bottoms against thrust washer. See lower
frame of Figure 3-133.
6. Remove handle, flat washer, Nice bearing, sleeve and
pilot from sprocket shaft.
Cylinder Studs
Removal
1. Thread a 3/8”-16 nut onto cylinder stud.
2. Thread a second nut onto stud until it contacts the first.
3. Placing wrench on first nut installed, remove stud from
cylinder deck.
Installation
1. Hand start stud in cylinder deck with the collar side
down.
2. Install steel ball bearing into unused cylinder head bolt.
Position head bolt on end of stud.
3. Using an air gun, tighten stud until collar almost contacts
cylinder deck.
4. Leaving cylinder head bolt installed, hand tighten stud to
10-20 ft-lbs (14-27 Nm).
5. Check ring dowels for looseness, wear or damage.
Replace as necessary.
6. Use a file to carefully remove any nicks or burrs from
machined surfaces.
7. Clean out tapped holes and clean up damaged threads.
8. Check the top of the crankcase for flatness with a
straightedge and feeler gauge. Replace if warped.
Installation
1. See Section 3.10 BOTTOM END OVERHAUL, ASSEM-
BLY, steps 1-29.
2. See Section 3.9 TOP END OVERHAUL, ASSEMBLY,
steps 1-39.
Pipe Plug and Oil Fittings
Removal
1. Turn hex on oil fittings in a counterclockwise direction
until free.
2. Turn pipe plug in a counterclockwise direction until free.
Installation
1. Apply Loctite Pipe Sealant with Teflon 565 to threads.
2. Turn hex on oil fittings in a clockwise direction until snug.
Tighten fittings to 120-168 in-lbs (13.6-18.9 Nm).
3. Install pipe plug. Tighten pipe plug to 120-168 in-lbs
(13.6-18.9 Nm).
Cleaning and Inspection
1. Scrape old gasket material from the crankcase flanges.
Old gasket material left on mating surfaces will cause
leaks.
2. Clean all parts in a non-volatile cleaning solution or solvent.
3. Thoroughly dry all parts with low pressure compressed
air.
4. Verify that all oil holes and passageways are clean and
open.
2004 Touring: Engine 3-107
Page 32

HOM
E
FLYWHEEL/CONNECTING ROD ASSEMBLY
Removal
1. See Section 3.9 TOP END OVERHAUL, DISASSEM-
BLY, steps 1-29.
2. See Section 3.10 BOTTOM END OVERHAUL, DISAS-
SEMBLY, steps 1-18.
3. See Section 3.11 SUBASSEMBLY SERVICE AND
REPAIR, CRANKCASE, LEFT CRANKCASE HALF,
SPROCKET SHAFT BEARING, REMOVAL.
Inspection
1. Replace the flywheel/connecting rod assembly if any of
the following conditions are noted:
CAUTION
Do not attempt to straighten connecting rods. Straightening rods will damage both the upper bushing and
lower bearing.
● Connecting rods are bent or twisted.
● Connecting rods do not fall under their own weight
or are in a bind.
NOTE
Bluing on connecting rods is from induction hardening and is
considered a normal condition.
f1690x3x
Figure 3-136. Check Connecting Rod Side Play
● The crankshaft/sprocket shaft bearing inner races
are brinelled, burnt, scored, blued or damaged.
2. Orient the assembly as shown in Figure 3-135. Holding
the shank of each rod just above the bearing bore, pull
up and down on the connecting rods. Any discernable
up and down movement indicates excessive lower
bearing clearance. Replace the flywheel/connecting rod
assembly.
3. Insert a feeler gauge between the thrust washer and the
outboard side of the connecting rod. See Figure 3-136.
Replace the assembly if rod side play exceeds 0.020
inch (0.51 mm).
NOTE
If the flywheel, connecting rods or right side bearing inner
race need to be replaced, then replace the entire flywheel
assembly.
Installation
f1689x3x
Figure 3-135. Check Connecting Rod Bearing Clearance
3-108 2004 Touring: Engine
1. See Section 3.11 SUBASSEMBLY SERVICE AND
REPAIR, CRANKCASE, LEFT CRANKCASE HALF,
SPROCKET SHAFT BEARING, INSTALLATION.
2. See Section 3.10 BOTTOM END OVERHAUL, ASSEM-
BLY, steps 1-29.
3. See Section 3.9 TOP END OVERHAUL, ASSEMBLY,
steps 1-39.
 Loading...
Loading...