

Page 1

MIG-MAG
Сварочный полуавтомат
MIG-MAG Welding machine
IRMIG 140
IRMIG 1 06
IRMIG 1 08
Operator's Manual
Инструкция по эксплуатации
www.fubag.ru
Page 2
Omperator's anual
www.fubag.ru
WARNING! BEFORE USING THE WELDING MACHINE READ THE INSTRUCTION
MANUAL CAREFULLY! FOR QUALIFIED AND SPECIALLY TRAINED PERSONS
ONLY AFTER PROPER READING OF THIS MANUAL IS ALLOWED TO USE AND TO
MAINTAIN THIS WELDING MACHINE.
The detailed description, safety rules and all required information necessary for proper operation
and maintenance of FUBAG welding machine are provided below. Keep this instruction manual by
machine and refer to it by any doubts concerning safety operation, maintenance storage and
handling of FUBAGweldingmachine.
1. Safety perationo
-
It is highly recommended always to follow the safety rules. Wear protective clothes and
special means to avoid injuries to eyes and skins.
-
Use the welding mask or special protective glasses while working with the welding
machine. Only by viewing through the filter lens on the welding mask your eyes are
secured by your operation.
-
Prevent the sparks and spatter from harming your body.
-
Under no circumstance allow any part of your body to touch the welder's output bipolarity
(torch and work piece).
-
Do not operate under water or more humid place.
-
Fumes and gases produced when welding are hazardous to health. Make sure to work in
places where there are exhaust or ventilation facilities to keep fumes or emissions away
from the breathing zone.
-
Please remember to keep arc rays away from the other nearby people when welding. This
is only due to the interference from arc rays.
-
There will be high temperature when welding work piece, so please don't directly touch on it
-
No touching on the output connection or any other electrification parts while welding.
-
No touching on the electrification parts after turning on the power. Cut off the power supply
after operation or before leaving the welding site.
-
No welding in the dangerous site where easily get an electrical shock.
-
No welding for the container loaded inflammable or explosive materials.
-
Safe measures should be adoptted while operating in high place to avoid accident.
-
No entering the welding site for persons not concerned.
-
Welders possible have electromagnetism and frequency interference, so keep away people
with heart pace or the articles which can be interfered by electromagnetism and frequency.
WARNING. The welder voltage isalways higher, so the safety precaution should be taken
before repair to avoid accidental shock. Switch off the power supply before each type of
maintenance work. The untrained people are not allowed to make maintenance of the
machine.
- 1 -
Page 3

Omperator's anual
www.fubag.ru
-
Check the connection of input and output cables and the earth (ground) connection, etc.
-
Maintenance should be conducted by the trained personnel.
-
The newly installed machine or the welder not in use for some time needs to be checked by
multimeter have the right insulation resistance between each winding and the case.
-
When the welder is used outdoors, it should be kept from rain or long exposure to the sun.
-
Check is needed from time to time to make sure the welding cable is in good condition if the
welding machine is in frequent use. Check at least once each month if the welder is in
regular use. It is necessary to check when the welder is in mobile use.
-
If the welder is not in use either for a long time or temporarily, it should be kept dry and have
good ventilation to free it from moisture, erodible or toxic gas.
- The welder must be installed in the place where it can not be exposed to sun and rain. Also it
must be stored in less humid place with the temperature range at -10 +40 .
-
Dust removal is needed every year. Check the machine's fasteners, moving-iron, current
regulation screws, etc to make sure there are no loose connection problems.
-
The dust, acid and erodible dirt in the air at the job site can not exceed the amount required
by the norm (excluding the emission from the welder).
-
The welder must be installed in the place where it can not be exposed to sun and rain. Also it
must be stored in less humid place with the temperature.
-
There should be 50 cm space about for the welding machine to have good ventilation.
-
Make sure that there is no metal-like foreign body to enter the welding machine.
-
Electrode must be taken down from holder when no welding.
-
No violent vibration in the welder's surrounding area.
-
Make sure that there is no interference with the surrounding area at the installation site.
-
The welder should be installed on the horizontal surface and if it over 15°, there should be
added some anti-dump set.
-
Take measures to prevent wind while operating in the strong wind since the welder is gas
shielded. The wind speed is limited below 1 0 m/s, or the wind shield device must be loaded.
,
O
C
Safety Check:
Each item listedbelowmustbe carefully checkedbefore operation:
-
Make sure thatthere is no short circuitconnection with welder's both outputs.
-
Make sure that there is always sound output and input wire connection instead of exposing it
outside.
Regular check needs to be conducted by the qualified personnel after the welding machine has
been installed overa long period or re-operation,which involves as follows:
-
Check the weldingcable to see if itcan continue to be usedbefore it is worn out.
-
Replace the welder'sinput cable as soon asit is found to bebroken or damaged.
-
Make sure whether there is enough power supply to make the welding machine work properly.
Any power source required to access the welding machine must be installed with some
protective equipments.
Please do not hesitate to contact us for technical assistance whenever you come across the
problems you cannot work out or youmay deem difficult to fix.
--2
Page 4
Omperator's anual
www.fubag.ru
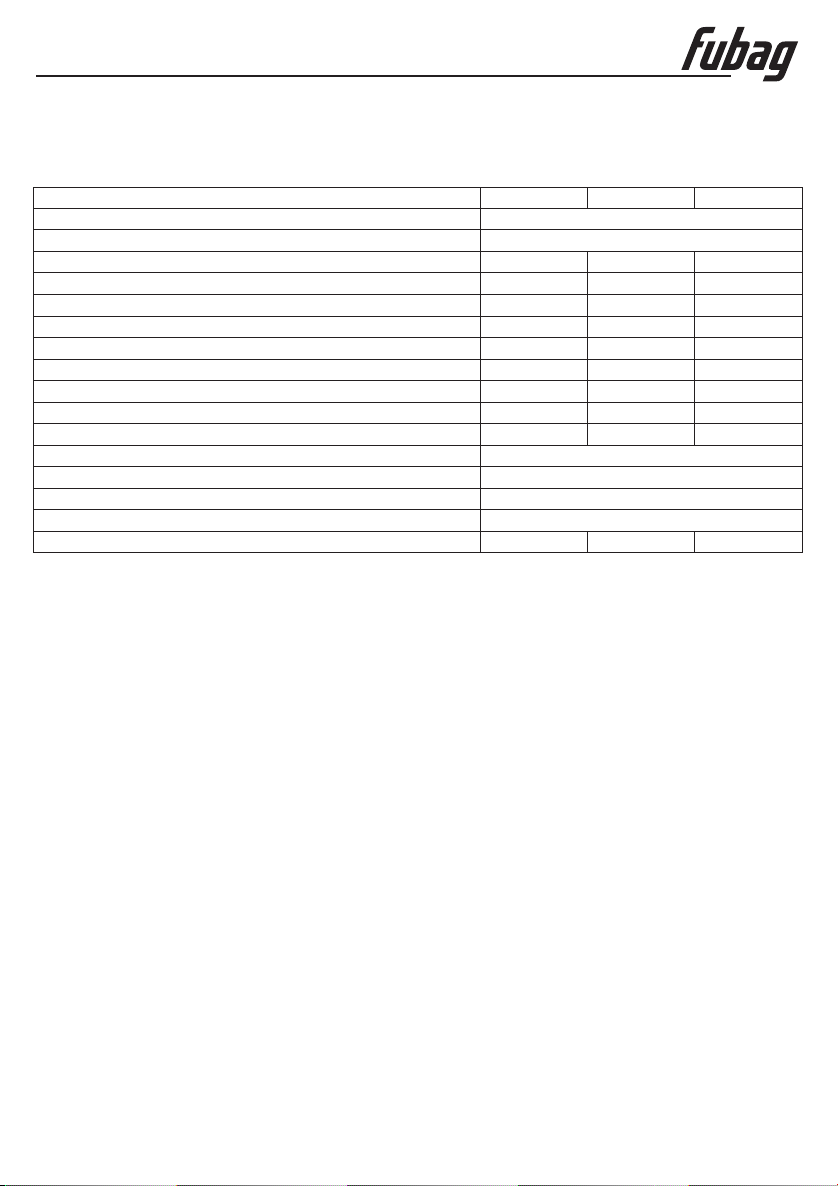
2. Technical Specification
Item IRMIG140 IRMIG160 IRMIG180
Rated input voltage, V 220
Frequency, Hz 50
Rated input current, А 25 28 30
Rated input, kVA 5,5 6,2 6,6
Rated no-load voltage, V 52 52 52
MIG min welding current, А 30 30 30
MIG max welding current, А 140 160 180
MIG rated duty cycle, % 35 30 25
MIG welding current at 100%, А 83 88 90
Efficiency, % 85 85 85
Power factor 0,92 0,92 0,75
Insulation class H
Enclosure protection IP21S
Cooling type Fan cooled
Dimension (LхWхH), mm 570x300x370
Weight, kg 11 11 12
The manufacturer reserves himself the right to make the manual's content or welder's function
change without anypreliminary notification ofthe users.
3. Description
MIG Series Inverter is designed to be used with the advanced IGBT (Insulated Gate Bipolar Tube)
and rapid recovery diode as its main control and transfer components and assisted with the
specially developed controlcircuit. The continuous wire can form welding seam metalafter melting
so as to connect the wok pieces each other. The melting electrode gas protects the welding district
easily, so it is easy to operate & observe the whole working process. Its characteristics are high
produce efficiency andeasy to carry outall-position welding.
The highlighted characteristicsof MIG Series Inverter:
Featured with smallvolume and light weight, itwidely used in upholstering field,repairing field and
fieldwork.
High working efficiency.Automatic Wire Feedingcan realize high speed welding.
No special requirementsfor the welding wire. Bothsolid and flux-cored wires areavailable. The
-
diameter of thewire is between 0 6 0,8 (1 0)
ndercutfunction make arc-pilotingmore successful.
-U
, - , mm.
--3
Page 5
Omperator's anual
www.fubag.ru
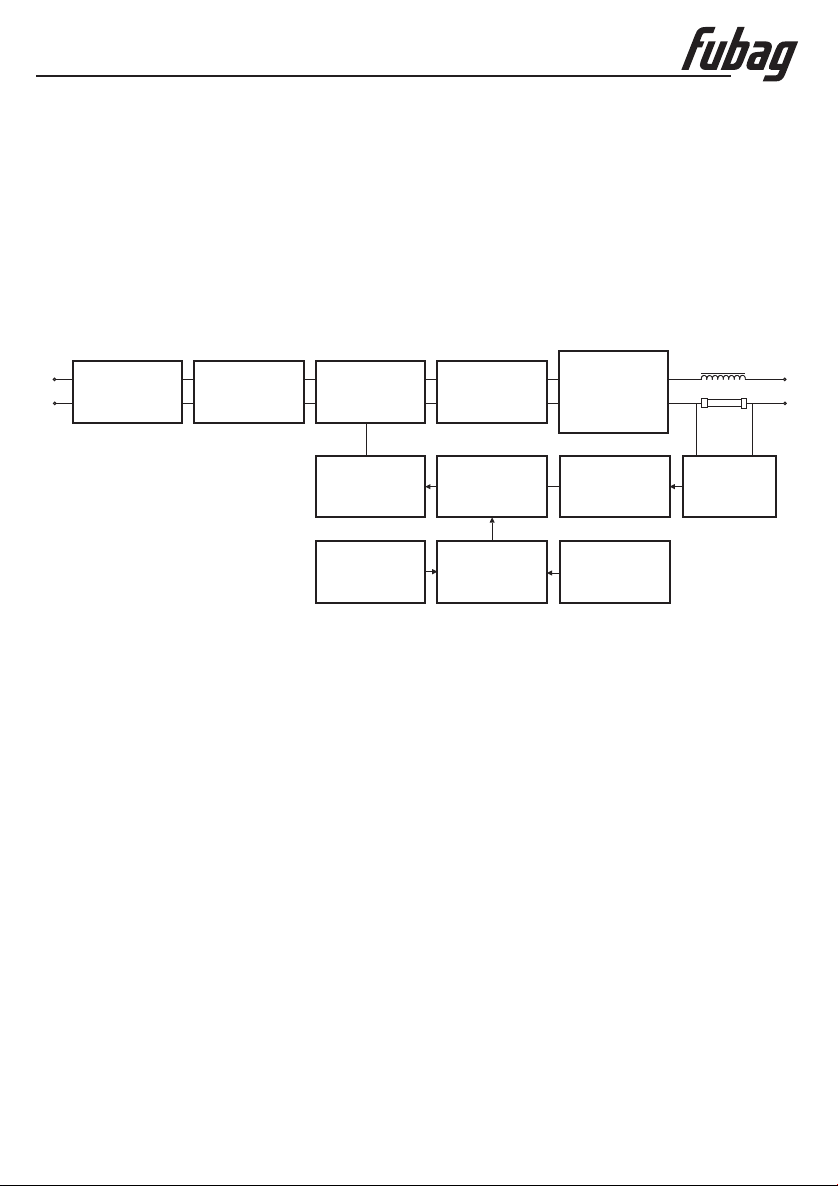
4. Welder’s Principle
The welder acquires 220V single phase industrial frequency DC power source through the power
switch andrectify through single phase rectifier bridge and then filtered through capacitor to get the
DC current.The 40 KHz AC current is got through the IGBT all-bridge inverter. Then this alternating
current, transformed by the intermediate frequency transformer and rectified by quick recovery
diode, outputs the stable direct current for the welder immediately after it has been filtered by the
reactor. The wire feed speed can be stepless adjusted through the speed adjust knob. The welding
current is easily influenced from the wire feed speed, usually the faster the wire feed speed the
bigger the Amp value underthe same voltage.
Rectifier
Filter
Inverter
Function
Drive
Protection
Inspect
Transformation
Modulate
Process
Control
High
Frequency
Rectifier
Trait
Control
Current
Adjustment
Sampling
MIG series use the movable carton like structures: The upper part in the front is equipped with a
welding current regulation knob, abnormal indicator light, working indicator. The back side is
installed with power switch, gas valve connection , cooling fan, power source lead-in wire, breaker.
On thetop there is a handle for the convenient of easy transport. When you open the cover, there is
one primary transformer, one piece of printed circuit board. The bottom part is supplied with output
reactor,primary transformer and etc.Installed in the middle partis a radiator with powerelements.
Environment to Which the Product Is Subject:
- The surroundingtemperature range: when welding: -10 + 40 С;
During transport orin storage: -25 +55 С
- Relative humidity:when at 40 С: ≤50%, 20 С: ≤90%
ОО
О
when at
О
- The dust, acid and erodible materials in the air can not exceed the amount required by the norm
(apart from theemissions from the welding process).No violent vibration at thejob site.
- Keep fromraining when it is usedoutdoor.
-Altitude no more than1,000m.
Requirement for Main Supply:
- The oscillationof the supplied voltageshould not exceed ±10% ofthe rated value.
--4
Page 6

Omperator's anual
www.fubag.ru
5. orchT
The torch iscomposed by torch stand, connectingcable and handle.
Torch stand isthe interface of torch andwire feeding device.
Connecting cable: covered by nylon pipethe liner is loaded in the center ofcoreless cable. The inner
part of liner is the passage for wire feeding. The space between liner and coreless cable is the
passage for shieldedgas. Coreless cable is thepassage for current.
There is a gooseneck installed in the handle of the torch. In the back part of the torch there is a
connecting with the coreless cable and in the front part is a shunt. The shielded gas distributes via
the shunt and forms well-proportioned air current in the nozzle, and then spurt out in a form of air
hanging. Set witha sensitive switch on thehandle to control the weldingcurrent.
Notice:
Must cut offthe power before assemble/disassembletorch or replace the components.
-
The nozzle must be replaced in time on the condition that welding quality was influenced when it
-
burned to someextent. The distributor oftorch must be replaced whenit ruined.
The cable oftorch must be replaced whenit worn out.
-
NOZZLE
CONTACT
TIP
SHUNT
GOOSENECK
SWITCH HANDLE
RUBBER LAYER
CONTROL CABLE
CORELESS CABLE
NYLON PIPE
SPRING PIPE
WIRE
--5
Page 7
Omperator's anual
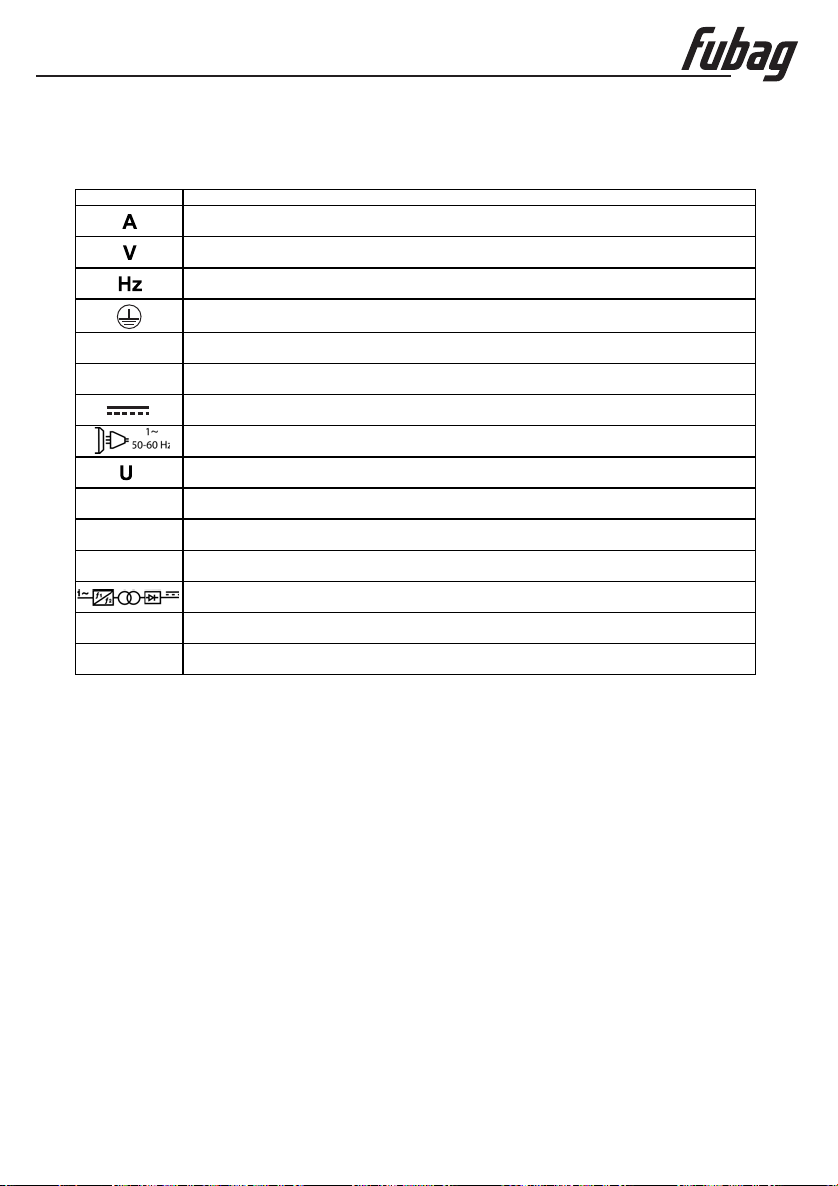
6. Sign & Pictures Illustration
www.fubag.ru
SIGN
H
IP21
0
X
I
1
I
2
U
1
U
2
7. Installation
NAME
Current
Power
Frequency
Ground
Insulation grade
Protection class
DC current
Power source
Rated pen ircuit oltageoc v
Duty cycle
Rated nput urrentic
Rated elding urrentwc
Welder’s tructures
Rated nput oltageiv
Rated oadl voltage
Welder’s Placement
- The dust, acid and erosible dirt in the air at the job site can not exceed the amount required by
the norm.
The welder must be installed in the place where it can not be exposed to sun and rain. Also it
-
must be stored in less humid place with the temperature range at -10 до 40 С.
О
- There should be 50 cm space about for the welding machine to have good ventilation.
Apparatus to exclude wind and smoke should be equipped if the inside aeration is not sound.
-
--6
Page 8
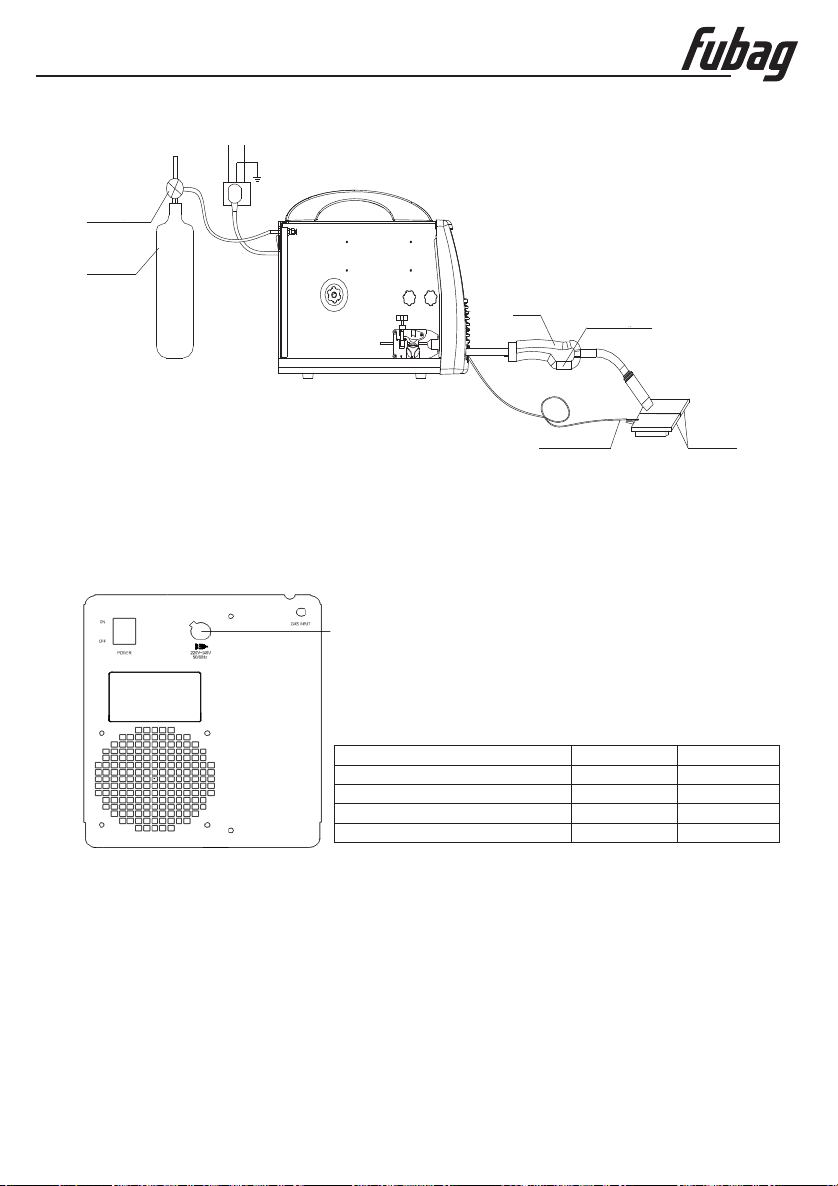
Omperator's anual
POWER INPUT CABLE
GAS
FLOWMETER
www.fubag.ru
СО
2
GAS PIPE
TORCH
WORK
PIECE
TORCH SWITCH
GROUNDING
CABLE
Connection between Welderand Power Source
Connect the power source cable at the back board of the welder into the single phase 220 voltage
power network with breaker;380 voltagepower sources is strictlyprohibited tothe welder which will
severely damage thewelder, otherwise theuser should take theconsequences for it.
Notice:
The melting currentof the fuse is 1.2~1.5times of its rated current.
1-
phaze
power supply
220
V
Input connection Sketch
Circuit breaker, А ≥40 ≥45
Fuse (Rated current), А 30 40
Knife Switch, А 35 45
Power cord, мм
Item IR 140/160 IR 180/200
2
≥,25 ≥,25
The installation and connection of MIG Welding
Connection and installation of the wire feeder
- Select suitable wire according to welding technology. The wire diameter must be matched with
drive roll, wireguide pipe liner and contacttip.
Open the lid of wire reel on the wire feeder put “Wire Coil” into “Wire Reel” on the wire feeder.
-
Attention:
There is damping screw device in the “Wire Reel”(hex headscrew will be seen when open the lid).
-
Wire end underthe “Wire Reel”, opposite wirefeeder.
Pull the wirereel with hand when adjust. If resistance isover large, may adjust damping bolt: screw
clockwise will enlargethe value and vice versa.
--7
Page 9
Omperator's anual
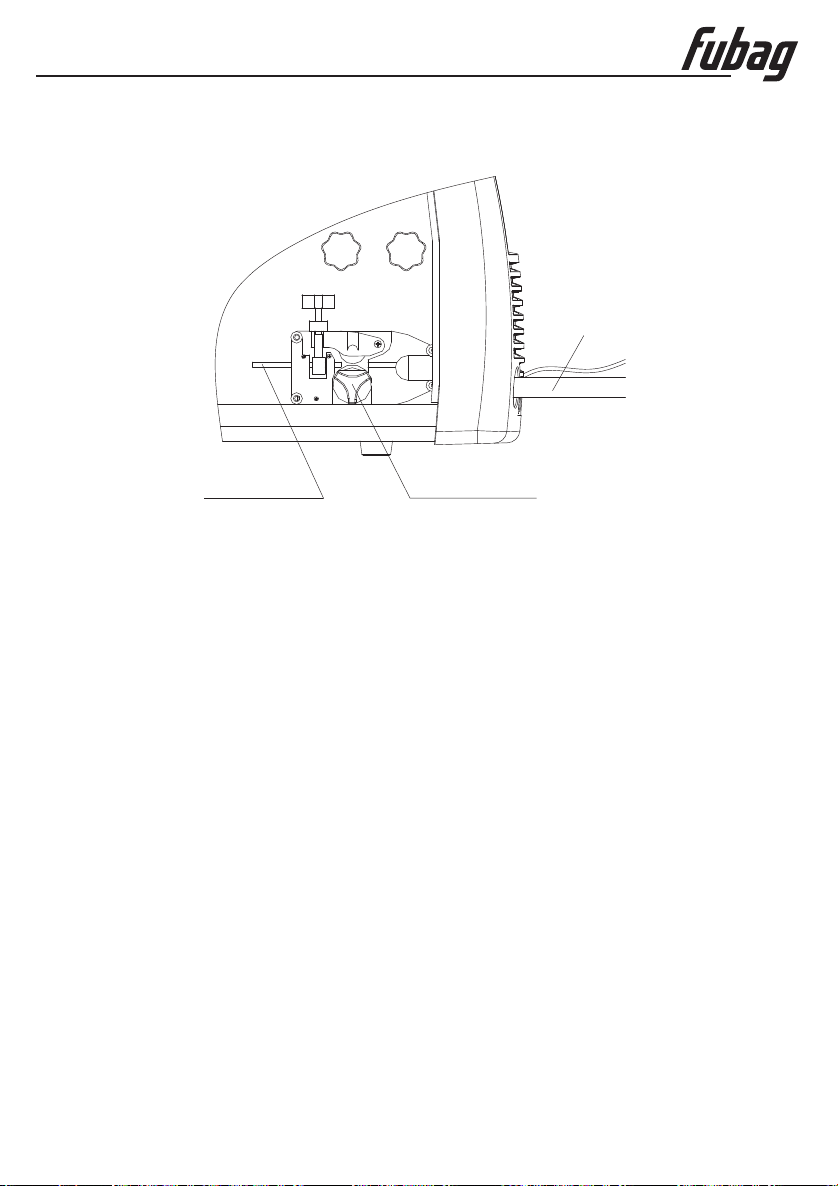
www.fubag.ru
TORCH
WIRE
FEED
ROLLER
- Lead wire into “Wire Guide Pipe” of wire feeder, align wire with roll groove through “Drive Roll”,
re-lead “Socket Tip” and press “Drive Roll”. (If more welding wire is needed, it will be done
after switching on the power.)
Connection of the Connection Cable
Connect thecopper tip of the earth clamp which thread through the wire access hole on the panel
-
with “-“ of the“connecting tip”.The connecting cable must be reliable, or the connecting tipwill burn
out.
In order to reach sound performance when welding with flux-cord wire, it’s available that connect
-
the “+”, “-”in an opposite way, that’s thewire feed motor with“-“and the connecting cable with“+”.
Notice:
welder and workpiece.
Do not use steel plate or the materials alike which are ill conductor to connect between
--8
Page 10

Omperator's anual
8. Operation
www.fubag.ru
ATTENTION: The protection class of MIG Series is IP21S. It is forbidden to put in a finger or
insert a round bar less than 12.5 mm(metal bar in particular) into thewelder. No heavy force can be
employed on thewelder.
11
2
3
4
1.
Working indicator
2.
Protection indicator
3. Welding current adjustor
4. Torch
5.
Wire speed
6.
Grounding cable connector
7. Power Switch
8. Power Cord
9.
Gas input connector
IN
5
6
adjustor
7
9
8
--9
Page 11

Omperator's anual
www.fubag.ru
Attention:
- The ‘protection indicator light’ will be on after a long time operation, it shows that the inner
temperature is over the permitted data, then the machine should be stopped using for some time to
let it cooldown. It can continue usingafter the ‘protection indicator light’is off.
The power sourceshould be switched off afterthe operation or whiletemporarily leaving job site.
-
Welders should dress canvas work cloth and wear welding mask to prevent the hurt from arc and
-
thermal radiation.
Light separating screenshould be put in thejob site to prevent thearc will hurt other people.
-
Inflammable or explosivematerials are prohibited to accessthe job site.
-
Each connection ofthe welder should be connectedcorrectly and creditably.
-
Work Piece cleaningBefore Welding
Wire, groove and surrounding 10-20 mm site must be cleaned, no existing rust, greasy dirt, water
and paint etc.
MIG welding steps
a) Debugging beforewelding
Install the torch, gas and welding wire, and thenturn onthe power switch. The power indicator is on
-
and fan works.
Turnon the gas regulator ofgas tank, the gas pressureis shown on the meter
- .
Turn the gas regulator anticlockwise, loose the wire roller, press down the torch switch, and then
-
adjust the gasflow to meet the technicsrequirement, and then repress thewire roller
Press the torchswitch till the wire extendsto the nozzle
-.
When wire feeding,make the cable straight.
-
When wire feeding, make sure the wire is located on the wire roller groove reliably and the feeding
-
speed should be smooth. If the wire feeding speed is not smooth, please adjust the tension of the
wire roller.
When using MIGwire, the V groove wireroller should be used.
-
b) Welding
When welding, please adjust the welding current and welding voltage matchable according to the
-
set-up
.
Aim at the weldingline, pressdown the torch switch,the wirefeeds automatically.The arc isstarted
-
once the wireis touched the work piece.When welding, the “working indicator”is on
.
.
Flux welding steps
a) Debugging beforewelding
Change the polarity on the vertical board, itis, connect MIG torch lead to“-”, the ground cable lead
-
to “+”.
Install the torch, gas and welding wire, and thenturn onthe power switch. The power indicator is on
-
and fan works.
Press the torchswitch till the wire extendsto the nozzle
-.
When wire feeding,make the cable straight.
-
When wire feeding, make sure the wire is located on the wire roller groove reliably and the feeding
-
speed should be smooth. If the wire feeding speed is not smooth, please adjust the tension of the
wire roller.
When using fluxwire, the gear type groovewire roller should be used.
-
b) Welding
When welding, please adjust the welding current and welding voltage matchable according to the
-
set-up
.
Aim at the weldingline, pressdown the torch switch,the wirefeeds automatically.The arc isstarted
-
once the wireis touched the work piece.When welding, the “working indicator”is on
.
--10
Page 12

Omperator's anual
www.fubag.ru
9. Maintenance
Unlike the traditional welder, the reversible welder belongs to the scientificallysophisticated product
which uses the modern electronic component parts combined with high technology. Therefore the
trained personnels are required for its maintenance. However,due tothe factthat there are very few
components to be easily worn out, it doesn’t need regular service apart from usual cleaning work.
Only the qualified people are allowed to be in charge of the repair job. It is strongly recommended
that customers contact our company for the technical back-up or service when they feel unable to
work out thetechnical hitch or problems.
The newly installed welder or which haven’t been in use for some time need s to be surveyed the
-
insulation resistances between each winding and every winding to case with millimeter, which can
not be lessthan 2 5MΩ.
Keep from therain, snow and long termexposing to sunlight when welderis used outdoor.
-
If the welder is not in use either for a long time or temperature ranges from -25 ~ +55 , and the
- C
relative humidity cannot be more than 90%.
The professional maintenance personnel should use dry compressed air (use air compressor or
-
bellows) to remove the dust inside the machine. The part adhering to grease must be cleaned with
cloth while make sure there are no loosing parts existed in the tightened places and connected
cable. Usually the machine should be cleaned once a year if the dust accumulation problem is not
very serious, while it needs cleaning once or even twice every quarter if the dust accumulation
problem is serious.
Regularly check the input & output cables of welder to guarantee them right and firmly connected
-
and avoid them being exposed. Check should be taken once every month when fixed using and
every check takenwhen removing.
Regularly check the seal performance of gas system, whether the fan and feeder motor having
-
abnormal sound andwhether every joint being loose.
Keep torch cabledirect when welding.
-
Regularly clean the splash of nozzle (cannot use the way similar to knocking the torch head) and
-
stick to usingsplash ointment. Don’t remove thefeeder device by means ofpulling he torch cable.
Use qualified wire,no using inferior or rustywire.
Clean the dust of liner with compressed air after the welder using some time (the dust is
-
accumulated by friction between wire and liner roll if find it wear and tear to prevent wire uneven
feeding.
The pressed roll can not be pressed too firm to guarantee smooth wire feeding. (It will lead to wire
-
deformation, adding the feeding resistance and accelerating the friction of gear if pressed over
firmly.)
WARNING:
- The main loop voltage happens to be a bit higher, so safety precaution should be taken before
repair to avoidaccidental shock. The untrainedpeople are forbidden to openthe case.
,
O
Power source needsto be cut off beforedust removal
-.
Never tamper withwire or damage the componentparts when cleaning.
-
--11
Page 13

Omperator's anual
10. Troubleshooting
www.fubag.ru
--12
Page 14

Omperator's anual
www.fubag.ru
11. Complete Set Specification
Inverter MIG Welder............................................1
Operator’s Manual..............................................1
Torch
...................................................................1
Earth Cable (clamp)........................................... 1
12. Transport & Storage
- The machines should be free from rain and snow during transportation and storage. Keep notice of
the warning sign on the packing box when load and unload. The warehouse should keep dry &
ventilation and freefrom corrosive gas or dust. The tolerable temperature ranges from-25 + 55 and
the relative humidity can not be more than 90%.
- After the package has been opened, it is suggested to repack the product as per prior requirement
for future storage andtransport. (Cleaningjob is required before storage and you must seal the plastic
bag in the box for storage.)
- Users should keep the packing materials with the machine to keep well storage during the long
transportation. If the machine need transfer, the wooden case is required. The sign such as ‘Lift’ and
‘Free of rain’should belabeled onthe case.
O
C
13. Warranty
Warranty refer to defects of materials and components and do not refer to components subject to
natural wear andmaintenance work.
Only machines cleaned from dust and dirt in original factory packing fully completed, provided with
instruction manual, warranty cardwith fixed sales date with a shop stamp factory serial numberand
originals of sales and ware receipt issued by salesman aresubjects ofwarranty.Within thewarranty
period the service center eliminate free ofcharge alldetected production defects. The manufacturer
disclaims warranty and legal responsibilities if nonobservance of the instruction manual by user,
unqualified disassembling repairor maintenanceof the machineas welldoes not bearresponsibility
for caused injuryto persons or damages.
--13
Page 15

Инструкция по эксплуатации
www.fubag.ru
ВНИМАНИЕ! ПЕРЕД ИСПОЛЬЗОВАНИЕМ СВАРОЧНОГО АППАРАТА
ВНИМАТЕЛЬНООЗНАКОМЬТЕСЬ С ДАННОЙ ИНСТРУКЦИЕЙ.
К использованию и обслуживанию сварочного аппарата допускается только
квалифицированный и специально обученный персонал, ознакомленный с данной
инструкцией.
В этой инструкции содержится описание, правила безопасности и вся необходимая
информация для правильной эксплуатации сварочного аппарата FUBAG. Сохраняйте
данную инструкцию и обращайтесь к ней при возникновении вопросов по безопасной
эксплуатации,обслуживанию, хранению и транспортировке сварочного аппарата FUBAG.
1. Правила безопасности
- Всегда соблюдайте правила безопасности. Носите защитную одежду и специальные
средства защиты, чтобы избежать повреждения глаз и кожных покровов.
- Всегда надевайте защитную маску во время работы сварочным аппаратом или
используйте очки с защитным затемненным стеклом.
- Старайтесь, чтобы искры и брызги не попали на тело.
- Избегайте контактов с открытыми токоведущими кабелями сварочного аппарата, не
прикасайтесь к горелке и свариваемой поверхности.
- Не работайте под водой или в месте с повышенной влажностью.
- Дым и газ, которые попадают в воздух при сварке, опасны для здоровья. Перед
началом работ убедитесь, что вытяжка и вентиляция исправно работают.
- Убедитесь, что излучение дуги не попадет на других людей, находящихся поблизости
от места сварки.
- Помните, что при сварке температура обрабатываемой поверхности повышается,
поэтому старайтесь не прикасаться к обрабатываемым деталям во избежание ожогов.
- Не прикасайтесь к месту подключения питания или к другим частям сварочного
аппарата, которые находятся под током. Отключайте питание сразу после окончания
работы или перед тем, как оставить место работы.
- Никогда не работайте там, где существует опасность получения электрошока.
- Никогда не производите сварку емкостей, в которых могут содержаться
легковоспламеняющиеся или взрывоопасные материалы.
- При высотных работах во избежание несчастного случая соблюдайте правила техники
безопасности работы на высоте.
- Следите за тем, чтобы на рабочей площадке не было посторонних людей.
- Сварочные аппараты излучают электромагнитные волны и создают помехи для
радиочастот, поэтому следите за тем, чтобы в непосредственной близости от
аппарата не было людей, которые используют стимулятор сердца или другие
принадлежности, для которых электромагнитные волны и радиочастоты создают
помехи.
ВНИМАНИЕ. Сварочный аппарат находитсяпод напряжением, поэтому прежде, чем
приступить кего обслуживанию, следует обесточить его во избежание электрошока.
Перед проведением любыхработ всегда необходимоотключать источник питания. К
работамсо сварочным аппаратомдопускаются толькоспециалисты.
--14
Page 16

Инструкция по эксплуатации
www.fubag.ru
- Проверьте подключение входных и выходных кабелей, заземление и т.д.
- Техническое обслуживание должны выполнять только квалифицированные
специалисты.
- Если ваш сварочный аппарат был только что установлен или к работе приступает
новый оператор, следует проверить сопротивление изоляции между обмотками и
кожухом.
- Время от времени следует проверять состояние сварочного кабеля. Если аппарат
используется регулярно, его следует проверять не менее одного раза в месяц.
Состояние сварочного кабеля также следует проверять, если сварочный аппарат
используется как переносной.
- Если сварочный аппарат не используется
продолжительное время, его следует хранить в сухом, хорошо проветриваемом
помещении, не допуская попадания на него влаги, коррозионно-опасных или
токсичных газов.
- Раз в год следует очищать сварочный аппарат от пыли. Проверьте, не ослаблены ли
детали крепления аппарата, электромагнитную систему, ручки настройки тока и т.д.
- Наличие в воздухе пыли, а также едких и коррозионных веществ не должно
превышать допустимых норм.
- Сварочный аппарат должен быть установлен в таком месте, где на него не будет
попадать дождь и солнечные лучи. Его можно хранить в наименее влажном месте с
температурой от -10 до 40 С.
- Необходимо обеспечить доступ воздуха к сварочному аппарату, для этого вокруг него
должно быть свободное пространство не менее 50 см.
- Убедитесь, что на месте работы сварочного аппарата нет металлических или
инородных предметов во избежание их попадания в аппарат.
- Не устанавливайте сварочный аппарат на вибрирующую поверхность.
- Сварочный аппарат должен быть установлен на горизонтальной поверхности, и если
угол наклона составляет более 15°, следует создать условия для предотвращения его
опрокидывания. Примите меры по защите от ветра, так как сварочный аппарат
работает с защитным газом. Скорость ветра должна быть не больше 1,0 м/сек в
противном случае необходимо использовать устройство для защиты от ветра.
- Убедитесь, что в месте установки сварочного аппарата отсутствуют посторонние
помехи.
- Нельзя зажимать кабель сварочной горелки Угол сгиба кабеля не должен быть
слишком маленьким. Радиус канала направляющей не может быть меньше 300 мм
иначе он может повредить внутренний кабель и привести к несчастному случаю.
временно не используется или
О
.
Перед началом работы следует тщательно проверить:
- чтобы не было короткого замыкания между кабелями сварочного аппарата;
- прочность соединения разъемов и кабелей.
Квалифицированный персонал должен регулярно проводить проверку сварочного аппарата
в том случае, если он используется после длительного хранения или ремонта. Эти проверки
включаютследующие процедуры:
- проверку сварочного кабеля. Кабель должен быть заменен прежде, чем будет
полностью изношен. Входной кабель должен быть заменен в случае повреждения;
- проверку мощности источника питания. Любой источник питания, использующийся
для сварочного аппарата, должен быть оснащен защитными системами.
Если вы столкнулись с проблемами, с которыми не можете справиться, обращайтесь в
Сервисный центр.
- 1 -5
Page 17

Инструкция по эксплуатации
www.fubag.ru
2. Техническиехарактеристики
Параметр IRMIG140 IRMIG160 IRMIG180
Входное напряжение, В 220
Частота, Гц 50
Номинальный потребляемый ток, А 25 28 30
Номинальная потребляемая мощность, кВA 5,5 6,2 6,6
Напряжение холостого хода, В 52 52 52
Минимальный сварочный ток MIG, А 30 30 30
Максимальный сварочный ток MIG, А 140 160 180
ПВ при максимальном сварочном токе MIG, % 35 30 25
Сварочный ток MIG при ПВ=100%, А 83 88 90
Производительность, % 85 85 85
Коэффициент мощности 0,92 0,92 0,75
Класс изоляции H
Степень защиты IP21S
Тип охлаждения Воздушное принудительное
Габаритные размеры (ДхШхВ), мм 570x300x370
Вес, кг 11 11 12
Производительимеет право вноситьизменения как в содержание даннойинструкции, так и в конструкцию
сварочногоаппаратабезпредварительногоуведомления пользователей.
3. Описание
Инверторный аппарат для MIG сварки создан с использованием усовершенствованной
технологии IGBT. Аппарат использует дугу между проволокой и свариваемым материалом в
качестве источника тепла для плавления проволоки и обработки металла, и затем подает в
зону сварки защитныйгаз, который образуетсварочную ванну.
Основными характеристиками данного инверторногоаппарата являются:
- Небольшой объем и легкий вес, из-за чего аппарат широко используется для выполнения
обивочных,ремонтных работ и в полевыхусловиях.
- Великолепное зажигание дуги иперенос металла.
- Наличие различных средств защиты предохраняетаппарат от перегрева, перенапряжения,
падения напряжения, чрезмерного тока и т.д.
- Высокая производительность. Благодаря автоматической подачи проволоки можно
осуществлятьсварку вбыстром скоростном режиме.
- Нет никаких особых требований к применяемой сварочной проволоке. Подходят и твердые
и флюсовые проволоки. Диаметр проволоки от 0,6 до 1,0 мм.0,8 ( )
--16
Page 18

Инструкция по эксплуатации
www.fubag.ru
4. Устройство,принцип иусловияработы
Сварочный аппарат потребляет однофазный ток 220 В промышленной частоты через
сетевой выключатель и выпрямляет его через однофазный выпрямительный мост и затем
фильтрует через конденсатор для получения постоянного тока. Через IGBT инвертор
получатся переменный ток с частотой 0кГц. Затем этот переменный ток, преобразованный
основным трансформатором и выпрямленный диодом с быстрым восстановлением
обеспечивает стабильный постоянный ток для сварочного аппарата сразу же после его
фильтрации индуктивностью Скорость подачи проволоки можно постепенно регулировать с
.
помощью рычага для регулировки скорости. Скорость подачи проволоки влияет на
сварочный ток, чем выше скорость подачи проволоки, тем больше сила тока при одинаковом
напряжении.
4
Панель управления сварочного аппарата оборудована регулирятором сварочного тока и
регулятором скорости подачи проволки, индикатором включения питания и индикатором
термозащиты. На задней панели расположен сетевой кабель, разъем для газового клапана,
вентилятор охлаждения, контакт подачи тока, выключатель. На верхней части аппарата
имеетсяручка дляудобнойтранспортировки.
Необходимыеусловияокружающей среды:
- температура окружающей среды: при сварке -10 +40 С;
при транспортировке/хранении: -25 +55 С
- относительная влажность:при 40 С: ≤50%, при 20 С: ≤90%
О
ОО
О
- количество пыли, кислоты и грязи в воздухе в рабочей зоне не может превышать значение,
указанное в нормативах (за исключением выбросов отсварочногоаппарата).
- отсутствие сильной вибрации на рабочемместе
- высотанад уровнем моря небольше 1000 м
Требованияк электропитанию:
- отклонение напряженияэлектропитания от нормыне должнопревышать ±10%
--17
Page 19

Инструкция по эксплуатации
www.fubag.ru
5. Горелка
Сварочная горелка состоит из основы, соединительного кабеля и ручки. Основа соединяет
сварочнуюгорелку и устройствоподачипроволоки.
Соединительныйкабель: покрытый нейлоном направляющий канал помещен в центр полого
кабеля. Внутренняя часть канала предназначена для подачи проволоки. Свободное
пространство между каналом и полым кабелем предназначено для подачи защитного газа.
Сам полныйкабель предназначендля подачитока.
На ручке горелки установлено S-образное колено. На задней части горелки имеется
соединение с полым кабелем, а с передней стороны шунт. Защитный газ проходит через
шунт и образует в сопле хорошо сбалансированный поток воздуха, и затем выбрасывается
струей наружу. Управление током осуществляется с помощью быстродействующего
выключателя на ручке.
Внимание:
- Перед сборкой иразборкой горелкиили перед заменой компонентов необходимо отключить
подачуэлектропитания
- Следует вовремя заменять сопло, так как его изношенность влияет на качество сварки.
Распределительгорелки также следуетменять в случае его поломки
- Необходимо заменять изношенный кабель горелки
СОПЛО
КОНТАКТОР
ШУНТ
КОЛЕНО
ВЫКЛ-ЛЬ
РУЧКА
ОБОЛОЧКА
КАБЕЛЬ УПРАВЛЕНИЯ
ПОЛЫЙ КАБЕЛЬ
ИЗОЛЯЦИЯ
ШЛАНГ
ПРОВОЛОКА
--18
Page 20

Инструкция по эксплуатации
6. Расшифровка пиктограмм
Ток (А)
Напряжение (В)
Частота (Гц)
Заземление
H
IP21
Изоляция
www.fubag.ru
0
X
I
1
I
2
U
1
U
2
Номинальное напряжение в холостом режиме
Цикл
Номинальный входной ток
Номинальный сварочный ток
Номинальный входное напряжение
Номинальный с нагрузкой
7. Установка
Размещение сварочного аппарата
- Количество пыли, кислоты и грязи в воздухе в рабочей зоне не должно превышать
значение, указанное в нормативах (за исключением выбросов от сварочного аппарата)
- Сварочный аппарат должен быть установлен в таком месте, где он не подвергается
воздействию солнечного света и дождя. Также его следует хранить в наименее влажном
месте при температуре от -10 до 40 С.
- Для обеспечения достаточной вентиляции расстояние над сварочным аппаратом
должно быть 50 см
- Если внутренней вентиляции не достаточно, следует установить оборудование для
устранения дыма и предохранения от ветра.
О
--19
Page 21

Инструкция по эксплуатации
ЭЛЕКТРОПИТАНИЕ
МАНОМЕТР
www.fubag.ru
СО
2
ГАЗОВЫЙ
ШЛАНГ
ГОРЕЛКА
ВЫКЛЮЧАТЕЛЬ
ГОРЕЛКИ
КАБЕЛЬ
ЗАЗЕМЛЕНИЯ
РАБОЧАЯ
ПОВЕРХНОСТЬ
Подсоединение источника питания
Подсоедините электрокабель к клемам на задней панели к однофазной сети
электропитания 220В с выключателем. Напряжение в 380В запрещено использовать,так как
оно может серьезно повредить аппарат и иметь серьезные последствия для оператора.
Внимание:
Ток предохранителяв 1,2 ~1,5раза превышаетего номинальный ток.
1-фазное
напряжение
220 В
Конфигурация электропитания для сварочного аппарата
Прерыватель цепи, А ≥40 ≥45
Плавкий предохранитель (номин. ток), А 30 40
Рубильник, А 35 45
Сетевой кабель, мм
Параметр IR 140/160 IR 180/200
2
≥,15 ≥,25
Установкии соединения для проведениясварки в режимеMIG
Подсоединение и установка устройствадля подачипроволоки
- Подберите необходимую проволоку в соответствии с технологией сварки. Диаметр
проволоки должен соответствовать приводному ролику, направляющему каналу и
контактному наконечнику.
- Откройте крышку барабана на устройстве для подачи проволоки. Поместите моток
проволоки в барабан на подающем устройстве. Конец проволоки должен
Внимание:
находитьсяпод барабаном,напротив подающего устройства.
- На барабане имеется блокировочный винт (при открытой крышке будет виден винт с
шестигранной головкой). Потяните барабан рукой для регулировки. Если сопротивление
слишком большое, возможно необходимо отрегулировать блокировочный винт: натяжение
увеличивается при вращениипо часовой стрелке,и наоборот.
--20
Page 22

Инструкция по эксплуатации
www.fubag.ru
ГОРЕЛКА
ПРОВОЛКА
ПОДАЮЩИЙ
РОЛИК
- Поместите проволоку в направляющий канал подающего устройства, выровняйте
проволоку в канале приводного ролика, перенаправьте Sockettip и нажмите на приводной
ролик. (Если необходимо больше сварочной проволоки, ее можно получить после
включения электропитания.)
Подсоединение соединительного кабеля
- Соединитемедный наконечник зажима заземления,который проходитчерез отверстиедля
подачи проволоки на панели с контактом «-» соединительного наконечника.
Соединительный кабель должен быть надежным в противном случае соединительный
наконечник сгорит.
- Для достижения хорошей производительности при сварке флюсовой проволокой есть
возможность подсоединить «+», «-» противоположно, чтобы двигатель подающего
устройства был с«-», а соединительный кабель с «+».
Внимание:
являютсяплохими проводниками для заземления свариваемогоматериала.
Не используйте стальную пластину или другие подобные материалы, которые
--21
Page 23

Инструкция по эксплуатации
www.fubag.ru
8. Сварочные работы
ВНИМАНИЕ: Класс защиты данного инверторного аппарата IP21S. Запрещено засовывать
в сварочный аппарат руки или круглые стержни (в особенности металлические). Нельзя
применять силу приобращении со сварочнымаппаратом.
11
2
5
3
4
1. Индикатор включения
2. Индикатор защиты
3. Регулятор сварочного напряжения
4. Голелка
5. Регулятор скорости подачи проволоки
6. Разъем кабеля заземления
7. Выключатель
8. Кабель электропитания
9. Разъем подсоединения подачи газа
Внимание:
- Индикатор защиты загорится после долгого периода работы, что означает, что внутренняя
температура превышает допустимое значение, в таком случае следует остановить аппарат
на некоторое время и дать ему остыть. Работу можно продолжить после того, как индикатор
защиты погаснет.
- После завершения работы или при временной остановке работы следует отключать
электропитание.
- Сварщикам следует надевать холщевую защитную одежду и маски для защиты от
повреждений, вызванных дугой и защиты оттеплового излучения.
- В рабочей зоне следует установитьсветозащитный экран для защиты других людей.
- Запрещается хранить в рабочей зоне взрывчатые или легковоспламеняющиеся вещества.
- Все подсоединенияк сварочному аппарату должны быть выполнены правильно и надежно.
Зачистка свариваемого материала перед выполнениемсварки
Проволока, направляющий канал и окружающая зона на расстоянии 10-20 мм должны быть
очищеныот ржавчины,маслянистой пыли, воды и краски и т.д.
6
7
8
9
--22
Page 24

Инструкция по эксплуатации
www.fubag.ru
Описание основногопроцесса сварки в режиме MIG
а) Регулировка перед проведением сварки
- Установите горелку, газ и сварочную проволоку и затем включите электропитание.
Индикатор включения горит и вентилятор работает.
- Включитегазовый регулятор на газовой емкости, на счетчике будет показано давление газа
- Поверните газовый регулятор против часовой стрелки, ослабьте ролик, нажмите на
выключатель горелки и затем отрегулируйте подачу газа в соответствии с техническими
требованиями и затем снова нажмите на ролик для подачи проволоки.
- Держите выключатель горелки нажатым дотехпор, пока изсопла не появится проволока.
- При подаче проволоки, выпрямите кабель.
- При подаче проволоки убедитесь, что она надежно расположена в канале подающего
ролика и скорость подачиравномерная. Если скоростьподачи неравномерна, отрегулируйте
натяжение подающего ролика.
- При использовании проволоки необходимо использовать подающее устройство с Vобразный каналом.
b) Сварка
- При выполнении сварки, пожалуйста, отрегулируйте сварочный ток и сварочное
напряжение в соответствии с установками.
- Нацелившись на линию сварки, нажмите выключатель горелки, подача проволоки будут
осуществляться автоматически. Дуга возбуждается, как только проволока касается
свариваемогоматериала. При сваркерабочий индикатор горит.
Описание процесса сварки флюсовой проволокой
а) Регулировка перед проведением сварки
- Измените полярность на вертикальной панели, т.е.подсоедините провод горелки к контакту
«-», кабельзаземления к контакту «+».
- Установите горелку, газ и сварочную проволоку и затем включите электропитание.
Индикатор включения горит и вентилятор работает.
- Держите выключатель горелки нажатым дотехпор, пока изсопла не появится проволока.
- При подаче проволоки, выпрямите кабель.
- При подаче проволоки убедитесь, что проволока надежно расположена в канале
подающего ролика и скорость подачи равномерная. Если скорость подачи неравномерна,
отрегулируйтенатяжение подающего ролика.
- При использовании флюсовой проволоки необходимо использовать подающее устройство
с каналом шестеренноготипа.
b) Сварка
- При выполнении сварки, пожалуйста, отрегулируйте сварочный ток и сварочное
напряжение в соответствии с установками.
- Нацелившись на линию сварки, нажмите выключатель горелки, подача проволоки будет
осуществляться автоматически. Дуга возбуждается, как только проволока касается
свариваемогоматериала. При сваркерабочий индикатор горит.
--23
Page 25

Инструкция по эксплуатации
www.fubag.ru
9. Техническое обслуживание
В отличие от стандартного сварочного аппарата, данный сварочный аппарат является
усовершенствованным, в котором используются современные электронные компоненты и
совершенная технология. Поэтому проведение технического обслуживания такого аппарата
следует проводить только квалифицированному персоналу. Однако, в силу того, что в
данном аппарате присутствует очень малое количество быстро изнашиваемых деталей, он
не требует проведения регулярного сервисного обслуживания, за исключением очистки.
Отвечать за выполнение данной работы могут только квалифицированные работники. Мы
настоятельно рекомендуем покупателям в случае возникновения проблем, которые они
неспособны решить собственными силами обращаться к нам для получения технической
поддержки.
- У нового сварочного аппарата или аппарата, который не использовался в течение
некоторого времени, необходимо проверить сопротивление изоляции между каждой
обмоткой,которое не должно бытьменее 2,5 МОм.
- Защищайте аппарат от дождя, снега и длительного воздействия солнечного света при
использованиина улице.
- Если сварочный аппарат не используется долгое время, его следует хранить при
температуреот -25 С до+55 С и относительная влажность неможетбыть более 90%.
- Профессиональный работник сервисной службы должен регулярно очищать сварочный
аппарат от пыли сжатым сухим воздухом (воздушный компрессор или другое подобное
устройство). Детали склонные к замасливанию должны очищаться тряпкой и одновременно
можно также проводить осмотр на наличие неплотно закрепленных деталей внутри
аппарата. В случае обнаружения скопления пыли необходима немедленная очистка. В
нормальных условиях очистку необходимо проводить только один раз в год. В случае
чрезмерногопылеобразования очистку следует проводить раз в квартал.
- Необходимо регулярно проверять входные и выходные кабели сварочного аппарата, для
того, чтобы гарантировать их правильное и прочное соединение. Проверку необходимо
проводитьодин раз в месяци каждый раз перед тем как убирать аппарат нахранение.
- Регулярно проводите проверку герметичности системы газа, не наблюдается ли у
вентилятора или двигателя подающегоустройства ненормальных шумов и нет ли неплотных
соединений.
- Регулярно очищайте сопло и пруток при помощи специальной мази для удаления
расплавленногометалла. Не снимайтеподающееустройство потянув за кабель горелки.
- Используйте только качественную проволоку. Никогда не используйте ржавую проволоку
или проволоку плохого качества.
- Счищайте пыль с роликового канала сжатым воздухом после длительного использования
сварочного аппарата. (Накапливание пыли происходит из-за трения между проволокой и
роликом и удалять ее необходимо для того,чтобы обеспечить ровную подачу проволоки.
- Для ровной подачи проволоки не рекомендуется слишком плотно прижимать ролик.
(Слишком плотное прижатие приведет к деформации проволоки, увеличению
сопротивленияпри подаче и увеличения трения механизма).
ВНИМАНИЕ:
- Если напряжение основного контура немного повышается, следует принять все меры
предосторожности перед выполнением ремонта, чтобы избежать случайного удара
электрическим током. Неквалифицированным работникам запрещено открывать корпус
аппарата!
ОО
- Перед проведением очистки от пыли необходимо отключить источник питания.
- Никогда не манипулируйте проводами и не повреждайте детали при проведении очистки.
--24
Page 26

Инструкция по эксплуатации
10. Неисправности и ихустранение
www.fubag.ru
--25
Page 27

Инструкция по эксплуатации
www.fubag.ru
11.Комплектация
Инверторныйаппарат...........................................1 шт
Руководство по эксплуатации..............................1шт
Горелка .................................................................1шт
Кабельзаземления (сзажимом заземления).... 1 шт
12. Хранение итранспортировка
- Аппарат следует беречь от попадания воды и снега. Обратите внимание на обозначения на
упаковке. Тара для хранения должна быть сухой и со свободной циркуляцией воздуха и без
наличия коррозийного газа или пыли. Диапазон допускаемых температур от -25 до +55 , и
относительнаявлажность не более 90%.
- После того, как упаковка была открыта, рекомендуется для дальнейшего хранения и
транспортировки переупаковать аппарат. (Перед хранением рекомендуется провести очистку
и запечатать пластиковый пакет, в который необходимо поместить аппаратперед помещением
в коробку).
- У пользователей должны быть всегда в наличии упаковочные материалы для хранения
аппарата. Если машина будет перемещаться во время транспортировки, тогда необходим
деревянный ящик. На ящик необходимо поместить надпись «LIFT» или «Предохранять от
дождя».
OO
CC
3. Гарантийные обязательства1
Гарантийныйсрок наоборудование указывается в прилагаемом сервисном талоне
Гарантия относится к дефектам в материалах и узлах и не распространяется на компоненты,
подверженные естественному износуи работы потехническому обслуживанию.
Гарантийному ремонту подлежат только очищенные от пыли и грязи аппараты в заводской
упаковке, полностью укомплектованные, имеющие инструкцию по эксплуатации, гарантийный
талон с указанием даты продажи, при наличии штампа магазина, заводского номера и
оригиналов товарного и кассовогочеков, выданныхпродавцом.
В течение гарантийного срока Сервисный центр устраняет за свой счёт выявленные
производственные дефекты. Производитель снимает свои гарантийные обязательства и
юридическую ответственность при несоблюдении потребителем инструкций по эксплуатации,
самостоятельной разборки, ремонта и технического обслуживания аппарата, а также не несет
никакой ответственностиза причиненныетравмы инанесенный ущерб.
.
--26
Page 28

Горячая линия FUBAG
тел.: (495) 641-31-31
info@fubag.ru
www.fubag.ru
 Loading...
Loading...