

Page 1

MIG-MAG
Сварочный инвертор
MIG-MAG Welding machine
INMIG 200 SYN LCD
Operator's Manual
Инструкция по эксплуатации
www.fubag.ru
Page 2
Инструкция по эксплуатации
InmIg 200 SYn LCD
www.fubag.ru
1. Безопасность
1.1 ПРЕДУПРЕЖДАЮЩИЕ ЗНАКИ
• Показанные выше знаки обозначают предупреждение. Контакт с горячими и вращающимися частями и поражение электрическим током нанесут травмы вам и окружающим.
Соответствующие предупреждения рассмотрены ниже. Для обеспечения безопасной
работы необходимо принять защитные меры.
1.2 УЩЕРБ, ПРИЧИНЯЕМЫЙ ПРИ ДУГОВОЙ СВАРКЕ
• Показанные ниже знаки и предупреждения относятся к ущербу, причиняемому в процессе проведения сварочных работ. Если присутствуют приведенные знаки, соблюдайте
осторожность и предупреждайте об опасности других людей.
• Установка, отладка, эксплуатация, техническое обслуживание и ремонт сварочного
аппарата должны осуществляться обученными специалистами.
• Во время эксплуатации сварочного аппарата посторонние лица и дети не должны находиться рядом с аппаратом.
• После выключения электропитания аппарата техническое обслуживание и проверка
должны выполняться в соответствии с §5, поскольку в электролитических конденсаторах сохраняется напряжение постоянного тока.
Поражение электрическим током может привести к смерти.
• Никогда не прикасайтесь к электрическим частям.
• Работайте только в сухих, неповрежденных рукавицах и спецодежде.
• Обеспечьте защиту с помощью сухой изоляции. Убедитесь в том, что размеры изоляции достаточны для защиты всей области физического контакта со свариваемой деталью и поверхностью пола.
• Соблюдайте осторожность при эксплуатации аппарата в ограниченном пространстве,
во время дождя и в условиях высокой влажности.
• Выключайте электропитание аппарата перед установкой и регулировкой.
• Правильно установите сварочный аппарат и соответствующим образом заземлите свариваемую часть или металлическую поверхность согласно руководству по эксплуатации.
• Когда сварочный аппарат включен, электрод, заготовка и цепь заземления находятся
под напряжением. Не прикасайтесь к этим частям незащищенной кожей и мокрой одеждой. Работайте только в сухих, неповрежденных рукавицах для защиты рук.
• При выполнении автоматической или полуавтоматической сварки проволокой электрод, катушка электродной проволоки, сварочная головка, сопло или сварочная горелка
для полуавтоматической сварки также находятся под напряжением.
• Всегда проверяйте, чтобы кабель был надежно соединен со свариваемой металлической поверхностью. Место соединения должно располагаться максимально близко
кзоне сварки.
- 2 -
Page 3
Инструкция по эксплуатации
InmIg 200 SYn LCD
• Поддерживайте зажим заготовки, держатель электрода, сварочный кабель и сварочный
аппарат в надлежащем техническом состоянии. Ремонтируйте поврежденную изоляцию.
• Никогда не соединяйте между собой части держателей электродов, находящиеся поднапряжением, от разных сварочных аппаратов, поскольку напряжение между ними может
равняться суммарному напряжению разомкнутой цепи обоих сварочных аппаратов.
• При работе на возвышении используйте предохранительный пояс для защиты отпадения в случае поражения электрическим током.
Пары и газы могут быть опасными.
• Газы и пары, генерируемые в процессе сварки, могут быть опасны для вашего здоровья.
Не вдыхайте эти пары и газы. Обеспечьте систему вытяжки или достаточную вентиляцию
вместе проведения сварочных работ для отвода паров и газов из зоны дыхания. При выполнении сварки с использованием электродов, требующих специальной вентиляции, например,
электродов для нержавеющий стали или для наплавки твердым сплавом, а также при выполнении сварки на освинцованной или кадмированной стали и других металлах и покрытиях, которые выделяют высокотоксичные пары, поддерживайте концентрацию этих паров науровне
ниже предельно допустимой концентрации с использованием системы вытяжной или принудительной вентиляции. При работе в ограниченном пространстве или в определенных условиях наоткрытом воздухе может потребоваться респиратор. При сварке оцинкованной стали
также требуется соблюдение дополнительных мер предосторожности.
• Не проводите сварочные работы вблизи паров хлорпроизводных углеводородов, образующихся в результате обезжиривания, очистки и обработки. Тепловое и световое
излучение дуги способно вступать в реакцию с парами растворителей с образованием
фосгена, который является высокотоксичным газом, и других раздражающих веществ.
• Защитные газы, используемые при дуговой сварке, способны вытеснять воздух и могут привести к травмам или смерти. Для того чтобы гарантировать в месте проведения
работ присутствие воздуха, пригодного для дыхания, необходимо обеспечить надлежащую вентиляцию, в особенности в закрытых помещениях.
• Внимательно ознакомьтесь с инструкциями изготовителя оборудования и расходных
материалов, которые будут использоваться, включая паспорт безопасности вещества
(материала), а также соблюдайте правила техники безопасности вашего предприятия.
Излучение сварочной дуги может вызвать ожоги.
www.fubag.ru
• При выполнении сварки или наблюдении за дуговой сваркой надевайте сварочный щиток
ссоответствующими фильтрами и накладками для защиты глаз от искр и излучения дуги.
• Надевайте соответствующую спецодежду, изготовленную из прочного негорючего материала, для защиты кожи от излучения дуги.
• Защитите людей, находящихся рядом с местом проведения сварочных работ, соответствующими негорючими экранами и/или предупредите их о том, чтобы они не смотрели на дугу и располагались вдали от светового излучения дуги и горячих брызг, образующихся во время сварки.
- 3 -
Page 4
Инструкция по эксплуатации
InmIg 200 SYn LCD
Индивидуальная защита.
• Не отсоединяйте защитные устройства, не убирайте защитные ограждения и не снимайте кожухи. Поддерживайте все защитное оборудование в надлежащем рабочем состоянии. Во время запуска, эксплуатации и ремонта оборудования держите руки, волосы, одежду иинструменты вдали от клиновых ремней, шестерней, вентиляторов и других
вращающихся частей.
• Не располагайте руки рядом с вентилятором двигателя. Не пытайтесь изменять положение регулятора скорости вращения или направляющего шкива с помощью рычага
управления во время работы двигателя.
• НЕ выполняйте заправку топливом вблизи сварочной дуги или при работающем дви-
гателе. Перед заправкой остановите двигатель и дайте ему остыть во избежание контакта пролитого топлива с горячими частями двигателя и воспламенения. Не проливайте
топливо при наполнении бака. Если топливо пролилось, протрите место пролива инезапускайте двигатель до полного удаления паров топлива.
Искры, образующиеся во время сварки, могут привести к пожару или взрыву.
www.fubag.ru
• Удалите горючие материалы из зоны сварки. Если это невозможно, накройте их
длязащиты от попадания искр и возможного пожара. Брызги и раскаленные частицы
могут свободно проникать через небольшие трещины и отверстия. Не проводите сварочные работы вблизи гидравлических линий. Подготовьте огнетушитель.
• Если в месте проведения сварочных работ должны использоваться сжатые газы, необходимо соблюдать особые меры предосторожности для предотвращения опасной ситуации.
• Если сварочные работы не проводятся, убедитесь в том, что никакая часть электрической цепи не касается свариваемой детали или поверхности пола. Случайный контакт
может привести к перегреву и стать причиной пожара.
• Не подвергайте нагреву, резке или сварке баки, бочки и другие контейнеры до принятия соответствующих защитных мер, препятствующих выделению горючих или токсичных паров из веществ, находящихся внутри данных емкостей. Это может привести
квзрыву, даже если емкости были очищены.
• Перед нагревом, резкой или сваркой полых литых заготовок их необходимо продуть
воизбежание взрыва.
• Во время выполнения сварки образуются искры и брызги. Надевайте защитную спецодежду (кожаные рукавицы, плотная куртка, брюки без отворотов, высокие ботинки
иголовной убор). При нахождении в зоне проведения сварочных работ всегда надевайте
защитные очки с боковыми щитками.
• Присоедините сварочный кабель к свариваемой части как можно ближе к зоне сварки. Сварочные кабели, подключенные к зданию или другим конструкциям вдали от зоны сварки, по-
- 4 -
Page 5
Инструкция по эксплуатации
InmIg 200 SYn LCD
вышают вероятность прохождения сварочного тока через подъемные цепи, тросы подъемных
кранов и др. Это может привести к пожару или перегреву подъемных цепей или тросов.
Вращающиеся части могут представлять опасность.
• Используйте баллоны со сжатым газом, содержащие соответствующий защитный газ,
атакже исправные регуляторы, предназначенные для используемого газа и давления.
Все шланги, штуцеры и т.д. должны быть предназначены для используемого газа и давления инаходиться в надлежащем рабочем состоянии.
• Всегда храните газовые баллоны в вертикальном положении. Баллоны должны быть
надежно закреплены цепью на тележке или неподвижном основании.
• Газовые баллоны должны располагаться:
- Вдали от мест, где они могут подвергаться ударам или механическому повреждению.
- На безопасном удалении от участков сварки и резки и любого другого источника тепла,
искр или пламени.
• Не допускайте контакта электрода, держателя электрода или любых других частей,
находящихся под напряжением, с газовым баллоном.
• При открытии клапана баллона не приближайте голову и лицо к выпускному отвер-
стию клапана.
• Всегда устанавливайте и завинчивайте вручную защитные колпачки клапана, за ис-
ключением случаев, когда баллон используется или присоединен для использования.
www.fubag.ru
1.3 ИНФОРМАЦИЯ ОБ ЭЛЕКТРОМАГНИТНЫХ ПОЛЯХ
Электрический ток, протекающий по любому проводнику, создает локальные электромагнитные поля (ЭМП). Во всем мире ведутся споры относительно влияния электромагнитных
полей. К настоящему времени существенные доказательства отрицательного влияния электромагнитных полей на здоровье людей отсутствуют. Тем не менее, исследования вредного
воздействия электромагнитных полей все еще продолжаются. До получения результатов
исследований необходимо свести к минимуму воздействие электромагнитных полей.
• С целью сведения к минимуму риска, связанного с воздействием электромагнитных
полей, должны выполняться следующие требования:
- Прокладывайте сварочные кабели, идущие к электроду и свариваемой детали, вместе.
Если возможно, закрепляйте их лентой.
- Все кабели должны располагаться как можно дальше от оператора.
- Никогда не наматывайте кабель питания вокруг себя.
- Располагайте сварочный аппарат и кабель питания как можно дальше от оператора.
- Присоединяйте сварочный кабель к свариваемой детали как можно ближе к зоне сварки.
- Не допускайте присутствия людей с кардиостимуляторами в месте проведения сварочных работ.
- 5 -
Page 6

Инструкция по эксплуатации
InmIg 200 SYn LCD
www.fubag.ru
2. Конструкция и функционирование
2.1 ОХЛАЖДЕНИЕ АППАРАТА
Для обеспечения оптимальной продолжительности включения (ПВ) силовой части необходимо:
• Обеспечить достаточную вентиляцию на рабочем месте.
• Не загораживать воздухозаборные и воздуховыпускные вентиляционные отверстия
аппарата.
• Защитить аппарат от проникновения внутрь металлических частиц, пыли или иных
посторонних тел.
2.2 ТРАНСПОРТИРОВКА И УСТАНОВКА
Транспортировка должна производиться с отключенными сварочными кабелями (горелкой) и свернутым, качественно уложенным сетевым кабелем. Не допускать сильной тряски и иных внешних воздействий, которые могут повредить корпус, панель управления,
внутренние элементы, сетевой кабель.
Место установки!
Аппарат необходимо устанавливать и эксплуатировать в специальных помещениях, оборудованных приточно-вытяжной вентиляцией (или хорошо проветриваемых) на прочном и плоском основании!
• Необходимо обеспечить наличие ровного, нескользкого, сухого пола и достаточное
освещение рабочего места.
• Должна быть всегда обеспечена безопасная эксплуатация аппарата.
В верхней части предусмотрена ручка для переноски аппарата.
Рис. 2.1 Ручка для переноски аппарата
2.3 ПОДКЛЮЧЕНИЕ К ЭЛЕКТРОСЕТИ
Опасность при ненадлежащем подключении к электросети!
Ненадлежащее подключение к электросети может привести к физическому
илиматериальному ущербу!
• Подключать аппарат только к розетке с защитным проводом, подсоединенным со-
гласно предписаниям.
• При необходимости подсоединения новой сетевой вилки установку должен выполнять
только специалист-электротехник в соответствии с национальными законами или предписаниями!
• Специалист-электротехник должен регулярно проверять сетевую вилку, розетку и ли-
нию питания!
• Во время работы в режиме генератора последний следует заземлить в соответствии
сруководством по его эксплуатации. Созданная сеть должна соответствовать указанным параметрам.
- 6 -
Page 7
Инструкция по эксплуатации
InmIg 200 SYn LCD
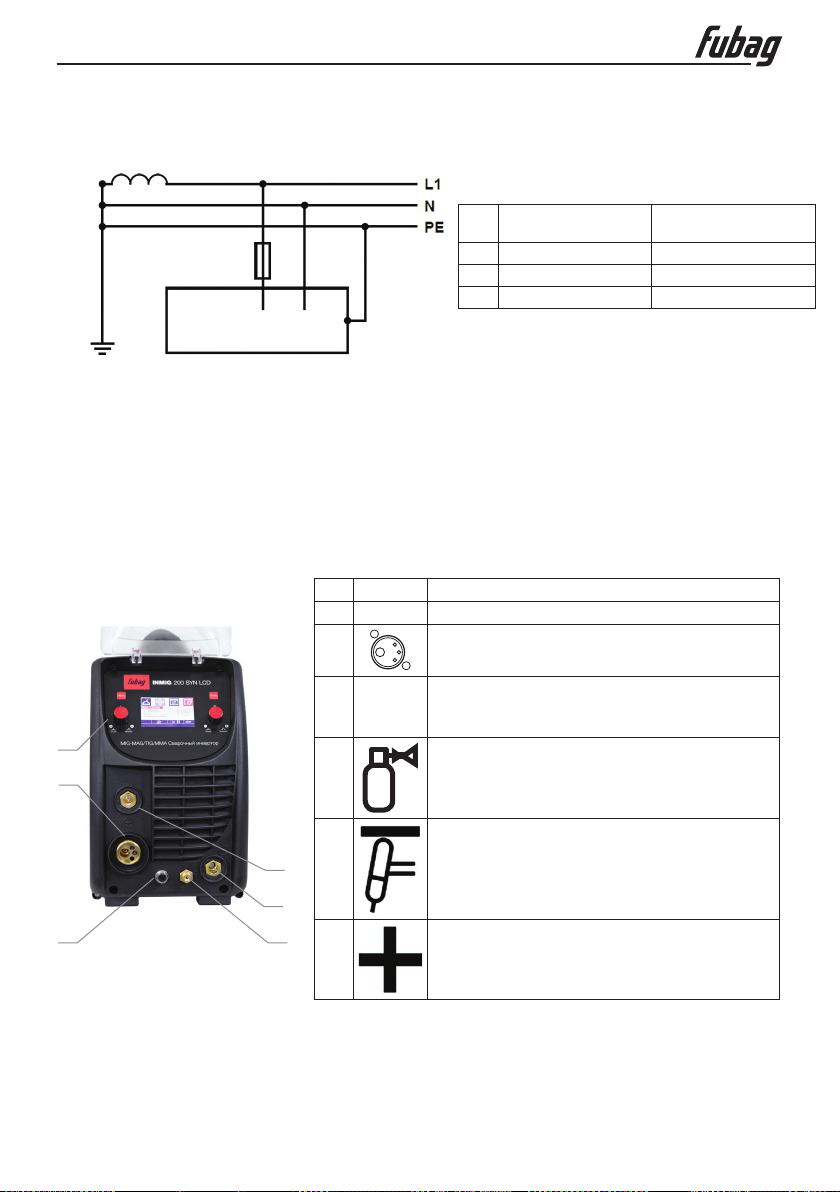
• Аппарат можно использовать во всех сетях TN и TT с отделением нейтрального и
защитного провода
Экспликация
Поз. Обозначения Распознавательная
L1 Внешний привод 1 Коричневый
N Нулевой привод Синий
PE Защитный провод Желто-зеленый
Рис. 2.2
Рабочее напряжение - сетевое напряжение!
Во избежание повреждения аппарата рабочее напряжение, указанное в табличке
с номинальными данными, должно совпадать с сетевым напряжением!
www.fubag.ru
раскраска
3. Описание аппарата
3.1 ВИД СПЕРЕДИ
Поз. Символ Описание
1 Панель управления
2
3
1
2
4
Разъём подключения сварочной горелки
Euro
Гнездо подключения, 5 контактов
Подключение кабеля управления горелки
TIG
Соединительный штуцер G1/4"
Подключение защитного газа горелки TIG
3
Рис. 3.1
Байонетный разъем, сварочный ток «-»
6
5
5
4
6
• MIG/MAG: подсоединение кабеля массы
• TIG: Подключение сварочной горелки TIG
• MMA: подсоединение электрододержателя
или кабеля массы
Байонетный разъем, сварочный ток «+»
• TIG: Подключение кабеля массы
• MMA: подсоединение электрододержателя
или кабеля массы
- 7 -
Page 8

Инструкция по эксплуатации
InmIg 200 SYn LCD
3.2 ВИД СЗАДИ
1
2
www.fubag.ru
3
Рис. 3.2
3.3 ОТСЕК СВАРОЧНОЙ ПРОВОЛОКИ
3.4 ПАНЕЛЬ УПРАВЛЕНИЯ – ЭЛЕМЕНТЫ УПРАВЛЕНИЯ
1 2
5
3
Поз. Описание
1 Сетевой выключатель
2 Питающий кабель
3 Гнездо подключения газового шланга
Рис. 3.3
4
Поз. Символ Описание
1
2 Цветной ЖК дисплей
3
4
5
Многофункциональная
клавиша MENU
Клавиша перехода в
режим сварки Arc
R
L
Многофункциональный
регулятор R
Многофункциональный
регулятор L
Рис. 3.4
- 8 -
Page 9

Инструкция по эксплуатации
InmIg 200 SYn LCD
www.fubag.ru
4. Установка катушки с проволокой и регулировка тормоза
катушки
Рис. 4.1
• Открутите пластиковую гайку крепления катушки.
• Установите катушку со сварочной проволокой таким образом, чтобы штифт основа-
ния механизма совпал с отверстием катушки.
• С помощью внутреннего винта под пластиковой гайкой отрегулируйте тормозной ме-
ханизм.
Тормоз катушки затянуть настолько, чтобы при остановке электромотора устройства подачи проволоки катушка не двигалась, но при работе не блокировалась!
• Установите и затяните пластиковую гайку крепления катушки.
- 9 -
Page 10

Инструкция по эксплуатации
InmIg 200 SYn LCD
www.fubag.ru
5. Замена роликов подачи проволоки
Возможны неудовлетворительные результаты сварки вследствие нарушения подачи проволоки!
• Ролики устройства подачи проволоки должны соответствовать диаметру проволоки
итипу материала.
• По надписи на роликах проверить, соответствуют ли они диаметру проволоки.
При необходимости заменить!
• Приводной ролик должен быть зафиксирован с помощью специальной гайки.
5.1 УСТАНОВКА НАТЯЖЕНИЯ РОЛИКОВ
Опасность усиленного износа из-за неподходящего прижимного давления!
При неподходящем прижимном давлении износ роликов устройства подачи про-
волоки увеличивается!
• С помощью регулировочного устройства прижимного узла следует настроить такое
усилие прижима, при котором сварочная проволока будет стабильно подаваться и проскальзывать в случае блокировки катушки проволоки!
6. Заправка проволоки
Поз. Описание
Регулировка усилия
1
1
6
2
3
прижима верхнего ролика
2 Верхний прижимной ролик
3 Нижний приводной ролик
4 Капилярная трубка
5 Гайка крепления приводного ролика
6 Проволокоприемная воронка
4
5
Рис. 6.1
• Распрямить подключенную сварочную горелку.
• Ослабить и откинуть прижимной узел.
• Аккуратно отмотать сварочную проволоку с катушки и пропустить через проволоко-
приемную воронку по жёлобу подающего ролика в капиллярную трубку.
• Настроить прижимное давление с помощью регулировочной гайки прижимного узла.
• Нажмите и удерживайте кнопку горелки до появления проволоки из контактного на-
конечника горелки.
- 10 -
Page 11

Инструкция по эксплуатации
InmIg 200 SYn LCD
www.fubag.ru
7. Подключение защитного газа
ВНИМАНИЕ! Ненадлежащее обращение с баллонами защитного газа может привести к тяжелым травмам со смертельным исходом.
• Необходимо следовать инструкциям производителя газа и предписаниям, регламенти-
рующим работу со сжатым газом.
• Установить баллон защитного газа в предусмотренное для этого место.
• Зафиксировать баллон страховочной цепью.
• Герметично привинтить редуктор на вентиль газового баллона.
• Накрутить накидные гайки газового шланга на выходной стороне редуктора свароч-
ного аппарата.
• Все соединения в системе подачи защитного газа должны быть герметичными!
Поз. Описание
1 Редуктор давления
2 Баллон с защитным газом
3 Выходной стороне редуктора
4 Клапан газового баллона
Рис. 7.1
7.1 РЕГУЛИРОВКА РАСХОДА ЗАЩИТНОГО ГАЗА
• Нажать на кнопку горелки и настроить расход защитного газа на расходомере редук-
тора давления.
Неверные настройки защитного газа!
Как очень низкий, так и очень высокий расход защитного газа может привести
к попаданию воздуха в сварочную ванну и, как следствие, к образованию пор.
• Расход защитного газа настроить в соответствии с заданием на сварку!
- 11 -
Page 12

Инструкция по эксплуатации
InmIg 200 SYn LCD
8. Настройка процесса сварки
1
2
www.fubag.ru
3 4
5
6
7
1. Выбор типа сварки: вращайте регулятор L для выбора одного из четырех типов
сварки MIG/MAG Synergic, MIG/MAG Manual, MMA и TIG Lift.
2. Выбор синергетической программы: вращайте регулятор L для выбора синерге-
тической программы в режиме MIG/MAG Synergic
3. Настройка сварочных параметров: сварочный параметр и его значение может
быть выбрано и отрегулировано при помощи регуляторов L и R.
4. Дополнительные настройки: параметр и его значение может быть выбрано враще-
нием регулятора L и отрегулировано при помощи регулятора R.
Выбор параметра регулировки регулятором L
Язык English/Русский
Ед. измерения Метрическая/Дюймовая
Звук Вкл/Выкл
Яркость
Заводские настройки
Изменение параметра
регулятором R
1 - 10
Применить
5. Метод сварки: на дисплее отображается выбранный метод сварки.
6. Режим работы горелки: на дисплее отображается выбранный режим работы го-
релки (2T/4T). Не отображается в режиме MMA.
7. Синергетическая программа: на дисплее отображается выбранный номер синер-
гетической программы и параметры этой программы (тип проволоки, тип защитного
газа и диаметр проволоки). Отображается только в режиме MIG/MAG Synergic.
- 12 -
Page 13

Инструкция по эксплуатации
InmIg 200 SYn LCD
8.1 Настройка режима MIG/MAG Synergic
1. Выбор метода сварки:
1) Нажмите кнопку Menu
2) Вращайте регулятор L
для выбора режима MIG/MAG Synergic
и нажмите на регулятор L
для подтверждения:
2. Выбор программы синергетики:
Maтериал Диаметр прово-
локи (mm)
Fe-Сплошная 0.6 CO2 25-90
Fe-Сплошная 0.8 CO2 40-150
Fe- Сплошная 0.9 CO2 50-180
Fe- Сплошная 1.0 CO2 60-200
Fe- Сплошная 0.6 MIX 25-110
Fe- Сплошная 0.8 MIX 40-180
Fe- Сплошная 0.9 MIX 50-200
Fe- Сплошная 1.0 MIX 60-200
Fe- Сплошная 0.8 CO2 60-160
Fe- Сплошная 0.9 CO2 60-180
Fe- Сплошная 1.0 CO2 70-200
Нерж.- Сплошная 0.8 MIX 60-160
Нерж.- Сплошная 0.9 MIX 70-170
Нерж.- Сплошная 1.0 MIX 70-200
AL-Mg Solid -cored 0.9 Аргон 100-170
Cu-Si 3 Сплошная 0.8 Аргон 50-150
Защитный газ Диапазон свароч-
ного тока (A)
www.fubag.ru
1) Еще раз нажмите кнопку Menu для перехода
в меню выбора программ синергетики
2) Вращайте регулятор L для выбора
нужной программы в зависимости от типа
проволоки, типа защитного газа и диаметра
проволоки. Нажатием на регулятор
L подтвердите выбор:
- 13 -
Page 14

Инструкция по эксплуатации
InmIg 200 SYn LCD
3. Выбор и настройка сварочных параметров:
1) Нажмите кнопку Menu для входа в подменю Настройка сварочных параметров.
2) Параметр и его значение может быть выбрано вращением регулятора L и отрегули-
ровано при помощи регулятора R. Нажмите регулятор L или R для подтверждения.
www.fubag.ru
Сварочные параметры,
выбираемые
регулятором L
2/4 такта 2T/4T
Обратный отжиг 0-10
Мягкий старт
Пред. продувка 0-2 сек
Пост. Продувка 0-10 сек
Индуктивность 0-10
Диапазон или тип
параметра, выбираемые регулятором R
0-10
Рис. 8.1
4. Настройка сварочного тока и напряжения:
1) Нажмите кнопку Arc для выхода в режим ото-
бражения сварочного тока и напряжения:
2) Вращайте регулятор L для установки свароч-
ного тока (диапазон регулировки тока зависит от
выбранной сварочной программы.
3) Напряжение настраивается автоматически в
зависимости от выбранного тока.
4) Вращение регулятора R позволяет внести
коррекцию по напряжению, если требуется. После
внесение коррекции, нажмите регулятор R для
подтверждения.
8.2 Настройка режима MIG/MAG Manual
(режим MIG/MAG без синергетики):
1. Выбор типа сварки:
1) Нажмите кнопку Menu;
2) Вращайте регулятор L для выбора режима MIG/
MAG Manual и нажмите на регулятор L для подтверждения;
2. Выбор и настройка сварочных параметров:
1) Нажмите кнопку Menu для входа в подменю Настройка сварочных параметров.
2) Параметр и его значение может быть выбрано вращением регулятора L и отрегу-
лировано при помощи регулятора R. Нажмите регулятор L или R для подтверждения.
Настройка сварочных параметров в режиме MIG/MAG Manual аналогична режиму MIG/
- 14 -
Page 15

Инструкция по эксплуатации
InmIg 200 SYn LCD
MAG Synergic. Обратитесь к Рис. 8.1;
3. Настройка скорости подачи проволоки и
напряжения:
1) Нажмите кнопку Arc для выхода в режим ото-
бражения скорости подачи проволоки и напряжения:
2) Вращайте регулятор L для установки скорости
подачи проволоки (диапазон 1.5 - 13.0 м/мин) и
вращайте регулятор R для установки сварочного
напряжения (диапазон 10 - 27 Вольт);
3) После настройки нажмите регулятор L или R
для подтверждения;
ВНИМАНИЕ!
При использовании самозащитной флюсовой проволоки без применения защитного газа необходимо поменять полярность в отсеке сварочной проволоки
согласно обозначению. Настройка режимов осуществляется в режиме MIG/
MAG Manual
www.fubag.ru
8.3 Настройка режима MMA (сварка покрытым электродом)
1 2
• Вставить штекер кабеля электрододержателя в гнездо сварочного тока «+» или «-»
(зависит от типа электрода) и закрепить поворотом вправо.
• Вставить штекер кабеля массы в гнездо сварочного тока «+» или «-» (зависит от типа
электрода) и закрепить поворотом вправо.
1. Выбор типа сварки:
1) Нажмите кнопку Menu;
2) Вращайте регулятор L для выбора режима MMA
и нажмите на регулятор L для подтверждения.
- 15 -
Page 16

Инструкция по эксплуатации
InmIg 200 SYn LCD
2. Выбор и настройка сварочных параметров:
1) Нажмите кнопку Menu для входа в подменю Настройка сварочных параметров.
2) Параметр и его значение может быть выбрано вращением регулятора L и отрегулиро-
вано при помощи регулятора R. Нажмите регулятор L или R для подтверждения.
Сварочные параметры, выбираемые
регулятором L
Hot Start 0-10
Arc Force 0-10
3. Регулировка сварочного тока:
1) Нажмите кнопку Arc для выхода в режим ото-
бражения сварочного тока:
2) Вращайте регулятор L для установки значения
сварочного тока (диапазон10 - 200 A), затем нажмите для подтверждения
Диапазон или тип
параметра, выбираемые регулятором R
www.fubag.ru
8.4 Настройка режима TIG Lift (сварка неплавящимся воль-
фрамовым электродом в среде инертного газа)
• Подключить шланг защитного газа на задней панели аппарата.
Поз. Символ Описание
Гнездо, сварочный ток «-»
1
2
14 23
3
4
+
- 16 -
• TIG: Подключение сварочной
горелки TIG
Соединительный штуцер G1/4"
Подключение защитного газа
Гнездо подключения,
5 контактов
Подключение кабеля управления
горелки TIG
Розетка, сварочный ток «+»
• TIG: Подключение кабеля
массы
Page 17

Инструкция по эксплуатации
InmIg 200 SYn LCD
1. Выбор типа сварки:
1) Нажмите кнопку Menu;
2) Вращайте регулятор L для выбора режима TIG
Lift и нажмите на регулятор L для подтверждения.
2. Выбор и настройка сварочных параметров:
1) Нажмите кнопку Menu для входа в подменю Настройка сварочных параметров.
2) Параметр и его значение может быть выбрано вращением регулятора L и отрегулиро-
вано при помощи регулятора R. Нажмите регулятор L или R
Сварочные параметры, выбираемые
регулятором L
2/4 такта 2T/4T
Заварка кратера 0-10 сек
Пост. продувка 0-10 сек
Диапазон или тип
параметра, выбираемые регулятором R
www.fubag.ru
3. Регулировка сварочного тока:
1) Нажмите кнопку Arc для выхода в режим отобра-
жения сварочного тока:
2) Вращайте регулятор L для установки значения
сварочного тока (диапазон10 - 200 A), затем нажмите для подтверждения;
Контактное зажигание дуги (TIG Lift)
Рис. 6.2
Электрическая дуга возбуждается при соприкосновении электрода с изделием:
a) Газовое сопло горелки и конец вольфрамового электрода необходимо осторожно
установить на изделие и нажать кнопку горелки (протекает ток контактного зажигания).
- 17 -
Page 18

Инструкция по эксплуатации
InmIg 200 SYn LCD
b) Опереть горелку на газовоe сопло так, чтобы между концом электрода и изделием
остался зазор 2-3 мм. Дуга зажигается, и сварочный ток в зависимости от выбранного
режима работы, нарастает до заданного тока.
c) Поднять горелку и повернуть в нормальное положение.
Завершение процесса сварки: отпустите кнопку горелки или же нажмите и от-
пустите ее в зависимости от выбранного режима работы.
www.fubag.ru
9. Техническое обслуживание
• Для обеспечения эффективной и безопасной работы сварочного аппарата для ду-
говой сварки необходимо проводить регулярное техническое обслуживание аппарата.
Пользователи сварочного аппарата должны быть проинформированы относительно мероприятий по техническому обслуживанию и методов проверки сварочного аппарата,
атакже они должны быть осведомлены о правилах по технике безопасности для предотвращения неисправностей, сокращения продолжительности ремонта и увеличения
срока службы сварочного аппарата. Мероприятия по техническому обслуживанию перечислены в приведенной ниже таблице.
ВНИМАНИЕ!
В целях безопасности во время проведения технического обслуживания свароч-
ного аппарата выключите электропитание и подождите 5 минут, пока не произойдёт разрядка конденсаторов.
Периодичность Мероприятия по техническому обслуживанию
Проверьте сетевой кабель на отсутствие повреждений. Если кабель поврежден – обратитесь в сервисный центр для замены.
После включения электропитания проверьте сварочный аппарат на отсут-
Ежедневные проверки
Ежемесячные проверки
ствие вибрации, посторонних звуков или специфического запаха. Припоявлении одного из вышеперечисленных признаков отключите аппарат иобратитесь в сервисный центр.
Убедитесь в работоспособности вентилятора. В случае его повреждения прекратите эксплуатацию аппарата и обратитесь в сервисный центр.
Очистите внутреннюю часть сварочного аппарата с помощью сухого сжатого
воздуха через вентиляционные отверстия в корпусе аппарата.
Проверьте аксессуары и комплектующие аппарата, неисправные элементы
замените.
10. Диагностика неисправностей
• Перед отправкой сварочных аппаратов с завода-изготовителя они проходят отлад-
ку. Внесение каких-либо изменений в сварочный аппарат неуполномоченными лицами
недопускается!
• Выполняйте все указания по техническому обслуживанию.
• К ремонту сварочного аппарата допускаются только квалифицированные специали-
сты по техническому обслуживанию.
• При возникновении неисправности обращайтесь в сервисный центр.
- 18 -
Page 19

Инструкция по эксплуатации
InmIg 200 SYn LCD
www.fubag.ru
11. Устранение неполадок
• Для устранения некоторых видов неисправностей сварочного аппарата вы можете об-
ратиться к следующей таблице:
№ Неисправность Причина Способ устранения
Сетевой переключатель вклю-
1
чен, но индикатор питания
негорит
Сварочный аппарат перегре-
2
вается после сварки, вентилятор не работает
При нажатии
на триггер
сварочной
горелки
неподается
защитный газ
3
Газ подается при выполнении проверки газа с панели
управления
4 Нет подачи проволоки
5 Дуга не зажигается
Газ неподается привы-
полнении
проверки
газа с панели
управления
Отсутствует подключение
кэлектрической сети
Неисправен переключатель Обратитесь в сервис
Вышел из строя предохранитель
Неисправен индикатор
питания
Неисправен вентилятор Обратитесь в сервис
Неисправна цепь управления вентилятором
Отсутствует газ в баллоне
илинеисправен редуктор
Нарушение герметичности
газового шланга
Неисправен электромагнитный клапан
Неисправен триггер горелки Замените горелку
Неисправность в цепи
управления триггера
горелки
Неисправен электродвигатель Обратитесь в сервис
Неисправность в цепи
управления двигателя
Ослабление прижимного
ролика, проскальзывание
сварочной проволоки
Диаметр канавки ролика
несоответствует диаметру
сварочной проволоки
Повреждена катушка спроволокой
Заблокирован направляющий
канал вгорелке
Вышел из строя контактный
наконечник
Кабель массы отсоединен
или отсутствует контакт
сдеталью
Неисправность в цепи
управления
Проверить питание электрической сети
Обратитесь в сервис
Обратитесь в сервис
Обратитесь в сервис
Проверьте или замените
Проверьте или замените
газовый шланг
Обратитесь в сервис
Обратитесь в сервис
Обратитесь в сервис
Прижмите ролик
Замените ролик илипра-
вильно его установите
Проверьте катушку илизамените
Замените канал илисварочную горелку
Замените наконечник
Проверьте соединение кабеля
с источником и деталью, про-
верьте фиксацию байонетного
разъёма
Обратитесь в сервис
- 19 -
Page 20

Инструкция по эксплуатации
InmIg 200 SYn LCD
12. Технические характеристики
FUBAG INMIG 200 LCD Параметры
Входное напряжение ( V )
Входной ток ( A )
Максимальная потребляемая мощность
кВт )
Диапазон тока ( A )
Диапазон сварочного напряжения ( V )
Напряжение холостого
хода ( V )
сos ф
Продолжительность
включения (ПВ) ( 40 °C )
Ролик (заводская комплектация)
Класс защиты IP23
Класс изоляции H
Тип охлаждения вентилятор
Габариты, мм. 505х210х330
Масса, кг. 15.5
(
40%140A 40%100A 40%140A 40%200A
60%115A 60%85A 60%115A 60%165A
100%90A 100%65A 100%90A 100%130A
1~110-130±10% 1~220-240±10%
37 (MIG) 28 (MMA) 28 (TIG) 28 (MIG) 32 (MMA) 22 (TIG)
4.5 8.0
25-140 (MIG)
10-140 (TIG)
10-100 (MMA)
10-27 (MIG)
67 (MIG) 14 (TIG/MMA)
0.99
0.8-0.9
www.fubag.ru
25-200 (MIG) 10-200(MMA/
TIG)
Диапазон температур окружающего воздуха:
• от -10 °C до +40 °C
Относительная влажность воздуха:
• до 50 % при 40 °C
• до 90 % при 20 °C
- 20 -
Page 21

Инструкция по эксплуатации
InmIg 200 SYn LCD
13. Принадлежности
Сварочные горелки MIG/MAG
www.fubag.ru
УНИВЕРСАЛЬНЫЕ РАСХОДНЫЕ
МАТЕРИАЛЫ
Подходят для сварочных
горелок большинства известных
производителей.
ДОЛГОВЕЧНОСТЬ
ЭКСПЛУАТАЦИИ
Прочная и надежная
кнопка включения,
защищенная
отпопадания пыли.
ЕВРОРАЗЬЕМ
Горелка подходит
дляработы на сварочных
аппаратах большинства
производителей.
УДОБСТВО ПРИ РАБОТЕ
Эргономичная
рукоятка, выполнена
изтермостойкого пластика.
№ Наименование Артикул
1
Горелка FB 250 3 м F004.0376
2 Горелка FB 250 4 м F004.0377
3 Горелка FB 250 5 м F004.0378
4 Гусак горелки FB 250 F004.0012
5 Сопло газовое зауженное 11,0х57 мм F145.0124
6 Сопло газовое 15,0х57 мм F145.0076
7 Сопло газовое цилиндрическое 18,0х57 мм F145.0042
8 Контактный наконечник М6х28 мм 0,6 ECU F140.0008
9 Контактный наконечник М6х28 мм 0,8 ECU F140.0059
10 Контактный наконечник М6х28 мм 1,0 ECU F140.0253
11 Контактный наконечник M8х30 мм ECU D=1.0 мм F140.0313
12 Контактный наконечник M8х30 мм ECU D=1.2 мм F140.0442
13 Контактный наконечник M8х30 мм ECU D=1.6 мм F140.0587
14 Адаптер контактного наконечника М6х35 мм F142.0001
15 Канал направляющий 3 м диам. 0.6-0.8_сталь_синий F124.0011
16 Канал направляющий 3 м диам. 1.0-1.2_сталь_красный F124.0026
17 Канал направляющий 3 м диам. 1.2-1.6_сталь_желтый F124.0041
18 Канал направляющий 4 м диам. 0.6-0.8_сталь_синий F124.0012
19 Канал направляющий 4 м диам. 1.0-1.2_сталь_красный F124.0031
20 Канал направляющий 4 диам. 1.2-1.6_сталь_желтый F124.0042
21 Канал направляющий 5 м диам. 0.6-0.8_сталь_синий F124.0015
22 Канал направляющий 5 диам. 1.0-1.2_сталь_красный F124.0035
23 Канал направляющий 5 диам. 1.2-1.6_сталь_желтый F124.0044
24 Пружина F003.0013
ЗАЩИТА
ОТИЗЛОМА
Наличие пружины
предотвращает
излом прималом
угле изгиба.
- 21 -
Page 22

Инструкция по эксплуатации
InmIg 200 SYn LCD
www.fubag.ru
Сварочные горелкиTIG
1. СОПЛО
формирует
равномерный поток
газа. Изготовлено
изкерамики
высокого качества,
что способствует
большому сроку
службы сопла.
2. КОРПУС ЦАНГИ
предназначен для
установки инадежной
фиксации цанги.
Обеспечивает
равномерное
распределение газа
всопле, выполняя
функции диффузора.
3. ЦАНГА
обеспечивает
надежную фиксацию
электрода.
Изготовлена измеди.
Возможность смены
хвостовика позволяет работать
втруднодоступных местах.
Модульные функции управления
и регулировки тока на рукоятке.
Эргономичная рукоятка выполнена
изтермостойкого пластика спрорезиненными
элементами, обеспечивающими отличное
удержание в руке во время работы.
4. ИЗОЛЯТОР
предназначен
дляизоляции
керамического сопла
от основания горелки.
- 22 -
Page 23

Инструкция по эксплуатации
InmIg 200 SYn LCD
ГОРЕЛКИ TIG
№ Наименование Артикул
1 Горелка FB TIG 26 5 pin 4 m 68 310
2 Горелка FB TIG 26 5 pin 8 m 68 311
ЗИП
№ Наименование Артикул
Хвостовик горелки длинный FB TIG 17-26 FB0066
1
Хвостовик горелки средний FB TIG 17-26 FB0056
Хвостовик горелки короткий FB TIG 17-26 FB0067
Цанга ф1,6 FB TIG 17-26 (10N23) FB0001-16
Цанга ф2,4 FB TIG 17-26 (10N24) FB0001-24
2
Цанга ф3,2 FB TIG 17-26 (10N25) FB0001-32
Цанга ф4,0 FB TIG 17-26 (54N20) FB0001-40
3
Изолятор FB TIG 17-26 FB0002
Корпус цанги ф1,6 FB TIG 17-26 (10N31) FB0001-16
Корпус цанги ф2,4 FB TIG 17-26 (10N32) FB0001-24
4
Корпус цанги ф3,2 FB TIG 17-26 (10N28) FB0001-32
Корпус цанги ф4,0 FB TIG 17-26 FB0001-40
Сопло керамическое №6 ф9,5 FB TIG 17-26 (10N48) FB0004
Сопло керамическое №7 ф11 FB TIG 17-26 (10N47) FB0005
5
Сопло керамическое №8 ф12,5 FB TIG 17-26 (10N46) FB0006
Сопло керамическое №10 ф16 FB TIG 17-26 (10N45) FB0007
6 Изолятор для газовой линзы FB TIG 17-26 FB0003
Корпус цанги c газовой линзой ф1,6 FB TIG 17-26 FB0006-16
Корпус цанги c газовой линзой ф2,4 FB TIG 17-26 FB0006-24
7
Корпус цанги c газовой линзой ф3,2 FB TIG 17-26 FB0006-32
Корпус цанги c газовой линзой ф4,0 FB TIG 17-26 FB0006-40
Сопло керамическое для газовой линзы №6 ф9,5 FB TIG 17-26 (54N16) FB0033
8
Сопло керамическое для газовой линзы №7 ф11 FB TIG 17-26 (54N15) FB0034
Сопло керамическое для газовой линзы №8 ф12,5 FB TIG 17-26 (54N14) FB0035
www.fubag.ru
- 23 -
 Loading...
Loading...