



Betriebsanleitung• Operatinginstructions
Mode d’emploi • Manuale di istruzioni • Instrucciones de manejo
Instruçõesdeoperação•Instruktionsbok• Инструкцияпоэксплуатации
ERSARDS80

1. |
Inhaltsverzeichnis |
Contents |
||
|
1. |
Einführung |
1. |
Introduction |
|
2. |
Technische Daten |
2. |
Technical Data |
|
3. |
Sicherheitshinweise |
3. |
Safety information |
|
4. |
Inbetriebnahme |
4. |
Starting operation |
|
5. |
Funktionsbeschreibung |
5. |
Functional description |
|
6. |
Fehlerdiagnose und |
6. |
Fault diagnosis and |
|
|
Fehlerbehebung |
|
troubleshooting |
|
7. |
Wartung und Instandhaltung |
7. |
Maintenance and servicing |
|
8. |
Ersatzteile und |
8. |
Spare parts and |
|
|
Bestelldaten |
|
ordering information |
|
9. |
Garantie |
9. |
Warranty |
2
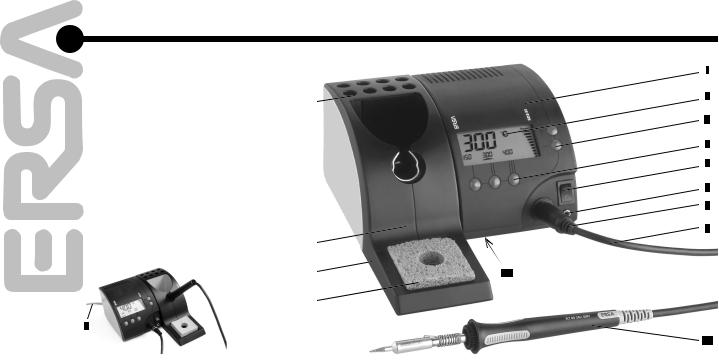
RDS 80
Abb. 1 / fi g. 1
RDS 80
12
1 
13
14
|
1. |
Elektronikstation |
9. |
Netzschalter |
1. |
Electronic station |
9. |
Power switch |
|
2. |
Netzanschlussleitung |
10. |
Lötkolben RT 80 |
2. |
Power connection line |
10. |
RT 80 Soldering iron |
|
3. |
LC-Display |
11. |
Ablageständer RH 80 |
3. |
LC display |
11. |
RH 80 Holder |
|
4. |
Tasten + - |
12. |
Lötspitzenmagazin |
4. |
+ - buttons |
12. |
Soldering tip magazine |
|
5. |
Temperaturwahltasten |
13. |
Schwammbehälter |
5. |
Temp. selection buttons |
13. |
Sponge container |
|
6. |
Steckverbinder Lötkolben |
14. |
Viskoseschwamm |
6. |
Soldering iron connector |
14. |
Viscose sponge |
|
7. |
Anschlussleitung |
15. |
Sicherung/Sicherungshalter |
7. |
Soldering iron connecting |
15. |
Fuse / fuse holder |
|
|
Lötkolben |
|
(auf Geräteunterseite) |
|
cable |
|
(on bottom of device) |
3 |
8. |
Potentialausgleichbuchse |
|
|
8. |
Potential equalization socket |
|
|

1. Einführung |
Introduction |
Vielen Dank, dass Sie sich für den Erwerb dieser hochwertigen Lötstation entschieden haben.
Die RDS 80 ist eine mikroprozessorgeregelte Lötstation, welche sich für den Einsatz in der Fertigung, im Reparaturbetrieb und auch für den
Laborbereich eignet
Die RDS 80 bietet aufgrund der Prozessorsteuerung sehr nützliche Eigenschaften wie z. B. die direkte Anwahl von 3 programmierbaren Temperaturen, Standbyund Automatische Power- Off-Funktion sowie ein großes gut ablesbares LC-Display.
Thank you for purchasing this high-quality soldering station. The RDS 80 is a microprocessorcontrolled soldering station for use in production, repairs and in the laboratory
Among the very useful features of the proces- sor-controlled RDS 80 are the direct selection of 3 pre-programmable temperatures, standby and automatic power-off, and a large, easily readable LC display.
1.1 Elektronikstationmitfolgenden |
1.1 ElectronicStationwith |
||
|
Ausstattungsmerkmalen: |
|
followingequipmentfeatures: |
• |
Schutzisolierter Aufbau |
• |
Protectively insulated design |
• |
Sekundärspannung: 24 V~ für 80 W |
• |
Secondary voltage: 24 V~ for 80 W RT 80 |
|
Lötkolben RT 80 |
|
soldering iron |
• |
Vollwellensteuerung |
• |
Full-wave control system |
• Potentialausgleichanschluss über 220 KΩ |
• Potential equalization port through 220 KΩ |
||
|
Widerstand |
|
resistor |
• |
Prüfzeichen VDE-GS, VDE-EMV |
• Quality mark: VDE, EMC |
|
4

1. Einführung |
Introduction |
1.2Einfacheundschnelle
Temperatureinstellung
NebenderTemperatureinstellungperPlus/MinusTaste ermöglicht die RDS 80 die Programmierungvonbiszu3Temperaturen(alternativ2Temperaturen und Standby-Temperatur), die schnell per Tastendruck vorwählbar sind.
n Verbindung mit geeigneten Lötspitzen lässt sich das Gerät so individuell auf die unterschiedlichsten Lötaufgaben, wie z. B. Löten auf der Leiterplatte, an Verdrahtungen, oder zum Verlöten eines Abschirmgehäuses, vorbereiten.
1.2Easyandfast temperaturesetting
Besides temperature setting with the +/- buttons, RDS 80 allows programming of up to 3 temperatures (alternatively, 2 temperatures and a standby temperature), which can be quickly preselected at the press of a button.
Combined with the appropriate soldering tips, the unit can then be individually prepared for the widest variety of soldering jobs, such as soldering on PCB, wiring and screen housing.
1.3 LC-Multifunktionsdisplay
Das LC-Multifunktionsdisplay stellt alle wichtigen
Parameter übersichtlich dar. Gleichzeitig zu den
3 programmierten Temperaturen wird die IstTemperatur mit besonders großen Digits angezeigt; eine Bargraphanzeige verschafft Überblick
über die dem Lötkolben zugeführte Heizleistung.
1.3 LCmultifunctiondisplay
The LC multifunction display shows all importantparametersclearlyarranged.Simultaneously with the 3 programmed temperatures, the actual temperature is displayed with especially large digits, and a bar graph display gives an overview of the heat output to the soldering iron.
1.4Standby/
AutomatischePower-Off-Funktion
Eine für den täglichen Einsatz besonders nützliche Eigenschaft ist die integrierte Standby/
Auto-Power-Off-Funktion. Die Standbyund Abschaltzeit ist in 5-Minuten-Schritten bis max.
9:55 h einstellbar.
1.4Standby/ automaticpower-off
A feature particularly useful for everyday work is the integrated standby/automatic power-off.
The standby and switch-off times can be set in 5-minute increments up to a maximum of 9:55 hours.
5

1. Einführung |
Introduction |
Nach Ablauf der programmierten Zeiten stellt die RDS 80 automatisch die von Ihnen vorprogrammierte Standby-Temperatur ein bzw. schaltet sich ganz ab. Dies schont die Lötspitzen und spart Energie
Durch Drücken einer beliebigen Taste kehrt die
Station zur eingestellten Solltemperatur zurück.
Following the programmed period, the RDS 80 automatically sets the standby temperature you have preprogrammed, or switches itself off completely.This feature protects the soldering tip and
aves energy
Pressing an arbitrary button returns the station to the preset nominal temperature.
1.5 HochwertigerLötkolben
Das keramische Heizelement des Lötkolbens
RT 80 ermöglicht ein schnelles Erreichen der
Solltemperatur mit hoher Leistungsreserve. Aufgrund der Innenbeheizung und der großen Palette an passenden Lötspitzen der 832und 842-er Reihe, lässt sich mit diesem Kolben eine große Bandbreite von Lötaufgaben erledigen.
1.5 Top-qualitysolderingiron
The ceramic heating element of the RT 80 soldering iron allows the nominal temperature to be reached quickly with a high power reserve.
Thanks to the integrated heater and the large range of suitable soldering tips of the 832, 842, 852 and 892842 series, this soldering iron allows a wide variety of soldering tasks to be accomplished
6

2. |
Technische Daten |
Technical Data |
|
||
|
Gesamtgewicht: |
ca. 2,9 kg |
Total weight: |
approx. 2.9 kg |
|
|
ElektronikstationRDS803 |
ElectronicstationRDS803 |
|
||
|
Versorgungsspannung: 230 V / 50Hz |
Supply voltage: |
230 V / 50Hz |
||
|
Sekundärspannung: |
24 V~ |
Secondary voltage: |
24 V~ |
|
|
Leistung: |
80 VA |
Power: |
80 VA |
|
|
Regeltechnik: |
Resistronic-Regelung des |
Control technology: |
Resistronic |
regulation of |
|
|
Heizkörperwiderstandes |
|
the heating element resi- |
|
|
|
|
|
stance |
|
|
Temperaturbereich: |
150° C - 450° C |
Temperature range: |
150° C - 450° C |
|
|
|
302° F - 842° F |
|
302° F - 842° F |
|
|
Temperaturgenauigkeit:0°C nach Kalibrierung |
Temperature accuracy: 0°C after |
calibration |
||
|
|
(siehe Kap. 5.10) |
|
(see Sec. 5.10) |
|
|
Aufl ösung: |
1° C bzw. 1° F |
Resolution: |
1° C / 1° F |
|
|
Zuleitung: |
2 m PVC |
Feeder: |
2 m PVC |
|
|
Sicherung: |
0,63 A träge |
Fuse: |
0.63 A, delayed action |
|
|
Abmessungen Station: 110x105x147 mm |
Station dimensions: |
110x105x147 mm |
||
|
zulässige |
(B x H x T) |
Permissible ambient |
(W x H x D) |
|
|
|
|
|
||
|
Umgebungstemperatur: 0 - 40° C / 32 -104° F |
temperature: |
0 - 40° C / 32 -104° F |
||
|
Gewicht: |
ca. 2 kg |
Weight: |
approx. 2 kg |
|
|
Lötkolben RT80 |
|
Solderingiron RT80 |
|
|
|
Spannung: |
24 V~ |
Voltage: |
24 V~ |
|
|
Leistung: |
80 W bei 350 °C (662° F) |
Power: |
80 W at 350 °C (662° F) |
|
|
Anheizleistung: |
290 W |
Preheating power: |
290 W |
|
|
Anheizzeit: |
ca. 40 s |
Preheating time: |
approx. 40 s |
|
|
|
(auf 280 °C / 536° F) |
|
(to 280 °C / 536° F) |
|
|
Zuleitung: |
1,5 m PVC hochfl exibe |
Feeder: |
1.5 m PVC, ultra-fl exible |
|
|
Gewicht : |
ca. 130 g |
Weight: |
approx. 130 g |
|
|
AblageständerRH80 |
HolderRH80 |
|
|
|
7 |
Gewicht: |
ca. 400 g |
Weight: |
approx. 400 g |
|

3. Sicherheitshinweise |
Safety information |
Gefahrloses Arbeiten mit diesem Lötkolben ist nur möglich, wenn Sie die entsprechende Betriebsanleitung und die Sicherheitshinweise vollständig lesen und die darin enthaltenen Anweisungen strikt befolgen.
1.Verwendung
Bei nicht bestimmungsgemäßem Gebrauch und Eingriffen in das Gerät verlöschen Garantieund Haftungsansprüche seitens des Herstellers.
2.KontrollierenSievorjedem GebrauchalleKomponenten
Lassen Sie beschädigte Teile nur vom FachmannoderHerstellerreparieren.WennReparaturen unsachgemäß durchgeführt werden, können
Unfälle für den Betreiber entstehen. Verwenden Sie bei eventuellen Reparaturen stets Original-
ERSA-Ersatzteile
3.Lötkolbenwerdenheiß
PrüfenSievordemAnheizendesGerätes,obder Werkzeugeinsatz(z.B.Lötspitze,Modelliereinsatz usw.) ordnungsgemäß mit dem Wärmewerkzeug verbunden ist. Der heiße Werkzeugeinsatz darf nicht mit Haut, Haaren oder mit hitzeempfi ndlichen und brennbaren Materialien in Verbindung gebracht werden. Achten Sie auf eine ausreichend hitzebeständige Arbeitsunterlage
4.HaltenSieUnbefugtefern
Stellen Sie sicher, dass Unbefugte, insbesondere Kinder, keinen Zugang zu den Wärmewerkzeugen haben
It is only possible to work safely with this soldering iron by reading the corresponding operatingandsafetyinstructionsintheirentirety and following them to the letter.
1.Application
The warranty issued by the manufacturer and any liability claims against the manufacturer shall be rendered null and void if the device is used in a manner not in accordance with its designated use or if alterations are made to it
2.Checkallcomponentsbeforeuse
Have any damaged parts repaired by a specialist or the manufacturer. Incorrectly performed repairs represent a risk of accidents for the user. Always use genuine ERSA spare parts for any repairs
3.Solderingironsgethot
Before heating up the device, check that the tool insert (e.g. soldering tip, modeling insert, etc.) is correctly connected to the heating tool. Do not allow the hot tool insert to touch your skin, your hair or any materials, which are heat-sensitive and fl ammable.Always work on a base with adequate heat-resistant properties
4.Restrictunauthorizedaccess
Make sure that no one, in particular children, can get near heating tool without your permission
8

3. Sicherheitshinweise |
Safety information |
5.Brandgefahr!
Entfernen Sie vor dem Einschalten der Lötstation brennbareGegenstände,FlüssigkeitenundGase aus dem Arbeitsbereich Ihrer Lötstation. Legen
Sie das Wärmewerkzeug bei jeder Arbeitsunterbrechung in den dafür vorgesehenen
Ablageständer
Trennen Sie Ihr Elektro-Wärmewerkzeug nach Gebrauch vom Netz.
6.LassenSieIhrheißesWärmewerkzeugniemalsunbeaufsichtigt
Beachten Sie dabei bitte, dass auch nach
Abschalten des Gerätes der Werkzeugeinsatz einige Zeit benötigt, um auf eine gefahrlose Temperatur abzukühlen.
7.Halten Sie Ihren Arbeitsbereich in
Ordnung
Unordnung im Arbeitsbereich erhöht die Unfallgefahr
8.BleihaltigeLotesindgiftig
Bleihaltige Lote, die in den Organismus gelangen, wirken toxisch. Essen, Trinken und Rauchen sind aus diesem Grunde im Arbeitsbereich strikt untersagt. Nach dem Arbeiten mit bleihaltigem Lot sollten Sie sich aus den genannten Gründen gründlich die Hände waschen.
9.LötabfällesindSondermüll
Beachten Sie bei der Entsorgung von Nebenprodukten Ihrer Lötarbeit die kommunalen
Abfallbeseitigungsvorschriften.
5.Dangerof fi re!
Beforeswitchingonthesolderingstation,remove fl ammable objects, liquids and gases from the area where you will be working with your soldering station. Whenever you take a break from your work, place the heating tool in the holder provided for that purpose.
Disconnect your heating tools from the mains after use
6.Neverleaveyourhotheatingtool unattended
Remember that the tool insert needs a certain amount of time to cool down to a safe temperature even after you have switched the device off
7.Keepyourworkplacetidy
An untidy workplace increases the risk of accidents
8.Lead alloyed solders are toxic
Solders containing lead are toxic if they enter your system. For this reason, it is strictly forbidden to eat, drink or smoke in the working area. By equal measure, you should thoroughly wash your hands after working with lead alloyed solder
9.Disposeof wastesolderina
responsiblefashion
Comply with your local authority’s waste disposal regulations when disposing of the by-products of your soldering work
9

3. Sicherheitshinweise |
Safety information |
10.BelüftungundAbsaugung
Arbeitsstoffe und Arbeitshilfsstoffe können Ihre Gesundheit gefährden. Sorgen Sie für ausreichendeBelüftungoderAbsaugung.BeachtenSie auch die einschlägigen Sicherheitsdatenblätter
11.SchützenSiedieAnschlussleitugen
Benutzen Sie die Anschlussleitung nicht zum
Ziehen des Netzsteckers und zum Tragen des
Gerätes. Achten Sie darauf, dass AnschlussleitungennichtmitHitze,ÖloderscharfenKantenin
Verbindung kommen. BeschädigteAnschlussleitungen können Brände, Kurzschlüsse und elektrische Schläge verursachen.
12.BerücksichtigenSie Umgebungseinfl üsse
Schützen Sie Ihr Gerät vor allen Flüssigkeiten und Feuchtigkeit. Andernfalls besteht die Gefahr von Feuer oder elektrischen Schlägen.
13.Pfl egenSieIhrWärmewerkzeug
Bewahren Sie Ihr ERSA Produkt stets sicher, für Kinder unerreichbar und trocken auf. Beachten
Sie eventuelle Wartungsvorschriften. Kontrollieren Sie Ihr Gerät in regelmäßigen Abständen. Verwenden Sie ausschließlich ERSA Original-
Zubehör und Ersatzteile
14.Nationaleundinternationale Vorschriften
Nationale und internationale Sicherheits-, GesundheitsundArbeitsschutzvorschriften sind zu beachten
10. Ventilationandextraction
The materials and ancillary substances you use whilst soldering can have a detrimental effect on your health. Make sure there is adequate ventilation or extraction. Comply with the relevant safety data sheets
11. Protectconnectioncables
Do not use the connection cable to pull out the plug or as a means of carrying the device. Make sure that connection cables are not exposed to heat and do not come into contact with oil or sharp edges. Damaged connection cables represent a potential cause of fi re, short-circuits and electric shocks
12.Takeaccountof ambient conditions
Protect your device against all liquids and moisture. Failure to do this represents a risk of fi re or electric shocks
13. Lookafteryourheatingtool
Always keep your ERSA product in a safe, dry place out of the reach of children. Pay attention to any maintenance requirements.Checkyour device at regular intervals. Always use genuine
ERSA accessories and spare parts.
14.Nationalandinternational regulations
Comply with national and international regulations governing health and safety at work.
10
4. Inbetriebnahme |
Starting operation |
||
4.1VorderInbetriebnahme |
4.1Beforestartingoperation |
||
Bitte prüfen Sie den Inhalt der Verpackung auf |
Please check the completeness of the packaged |
||
Vollständigkeit |
contents |
||
Er besteht aus |
The package consists of |
||
|
Elektronikstation RDS 80 |
|
Electronic station RDS 80 |
|
Lötkolben RT 80 mit Lötspitze |
|
Soldering iron RT 80 with soldering tip |
|
Ablageständer RH 80 mit Viskose- |
|
Holder RH 80 with viscose sponge |
|
schwamm |
|
Operating Instructions |
|
Betriebsanleitung |
|
|
Sollten die aufgezählten Komponenten beschädigt sein, so setzen Sie sich bitte mit Ihrem Lieferanten in Verbindung.
Should the listed components be damaged, then please contact your supplier
1

4. Inbetriebnahme |
Starting operation |
4.2 ErstesEinschalten
Für einen sicheren und dauerhaften Betrieb des Lötwerkzeuges sind die folgenden Punkte unbedingt zu beachten
•Überprüfen Sie vor dem Einschalten, ob die
Netzspannung mit dem auf dem Typenschild angegebenem Wert übereinstimmt.
•Netzschalter ausschalten
•Korrekten Sitz der Lötspitze überprüfen (s. 5.12). Anschlussstecker des Lötkolbens mit der Anschlussbuchse an der Vorderseite der Regelstation verbinden
•Lötkolben im Ablageständer ablegen
•Viskoseschwamm mit enthärtetem Wasser anfeuchten.
•Netzanschlussleitung mit Netzsteckdose verbinden
•Elektronikstation einschalten (Netzschalter auf „ stellen)
•Nach kurzer Aufheizzeit ist das Gerät einsatzbereit
4.2 Switchingonforthefi rsttime
Be sure to do the following to ensure the safe and long-lasting operation of the soldering tool:
•Check whether the supply voltage matches the value stated on the rating plate.
•Switch off the power switch.
•Insert the connecting plug of the soldering iron in the socket on the front of the control station. If appropriate, select the desired soldering tip and attach. See also Sec. 5.12
•Set the soldering iron in the holder
•Moisten the viscose sponge with soft water.
Do not over wet sponge
•Connect the power cable to the network supply socket
•Switch on the Electronic Station (set the
power switch to )
•The device is ready for use after a brief preheating period
12
4. |
Inbetriebnahme |
Starting operation |
||||
|
4.3 Werkseinstellungen |
|
4.3 Factorysettings |
|
||
|
Das Gerät wird mit folgenden Werkseinstellun- |
The device is supplied with the following factory |
||||
|
gen ausgeliefert |
|
settings |
|
||
|
• |
Temperatureinstellungen: |
150°C, 300°C |
• |
Temperature settings: |
150°C, 300°C |
|
|
|
(aktiv), 400°C |
|
|
(active), 400°C |
|
• |
Zeitgesteuerter Standby: |
Off |
• |
Time-controlled standby: |
Off |
|
• |
Manueller Standby: |
Off |
• |
Manual standby: Off |
|
|
• |
Poweranzeige: |
On |
• |
Power indicator: On |
|
|
• |
Automatik-Power-OFF: |
Off |
• |
Automatic power OFF: |
Off |
4.4 HinweisezumLöten
•Den Lötkolben bitte schonend behandeln und wegen des keramischen Heizelements nicht gegen harte Gegenstände schlagen.
•Vor Verwendung des Lötkolbens prüfen, ob die Lötspitze richtig befestigt ist. (Spitzenfeder einhaken)
•Die Lötstellen müssen stets sauber und fettfrei sein
•Lötspitze nur am FEUCHTEN Schwamm abstreifen,datrockeneSchwämmedieSpitze passiv (nicht benetzbar) und somit unbrauchbar machen
•Die Lötzeiten sollten möglichst kurz sein, jedoch muss die Lötstelle ausreichend und gleichmäßig erwärmt werden, um eine gute und dauerhafte Lötverbindung zu gewährleisten
4.4 Notesonsoldering
•Please handle the soldering iron with care and do not strike against hard objects, in order to protect the ceramic heating element.
•Before using the soldering iron, check whether the soldering tip is properly mounted (tip spring hooked in). See also Sec. 5.12
•The solder joints must always be clean and free of grease
•Merely wipe the soldering tip on the MOIST sponge, since dry sponges can make the tip passive (hydrophobic) and therefore unusable
•The soldering times should be as brief as possible, yet the soldering location should be adequately and uniformly heated to ensure a good and lasting solder joint
13

4. Inbetriebnahme |
Starting operation |
•NACH dem Löten die Spitze nicht reinigen.
DasRestlotschütztdieLötspitzevorPassivität und Oxidation
•Vermeiden Sie möglichst Löttemperaturen über 350°C / 662°F, dies schont Leiterplatte,
Bauteil und Lötspitze
•Vor dem Löten die Spitze am feuchten Schwamm abstreifen, so dass sie wieder metallisch glänzt. Dadurch wird vermieden, dass oxidiertes Lot oder verbrannte Flussmittelreste an die Lötstelle gelangen
•Lötstelle erwärmen, indem die Lötspitze gleichermaßen mit Lötauge (Pad) und Bauteilanschluss in Kontakt gebracht wird
•Lötdraht zuführen (z.B. ERSA-Lötdraht Sn63Pb37 mit Flussmittelseele).
•Nach dem letzten Lötvorgang die Spitze nicht abwischen. Das Restlot schützt die Spitze vor Oxidation.
•Bei zunehmend längerer Lötdauer oder sichtbar verbrauchten / beschädigten Lötspitzen, tauschen Sie diese bitte aus. Bestelldaten im
Anhang oder bei Ihrem Händler
•Der u.U. verschmutzte Schaft der Lötspitze sowie der Heizkörperschaft sollten von Zeit zu Zeit mit einem Messingbürstchen gereinigt werden.
•AFTER soldering, do not clean the tip. Leave solder on tip when not in use!
•If possible avoid solder temperatures above 350°C / 662°F, in order to protect the PCB, component and soldering tip
•Before soldering, wipe the tip on the moist sponge so that the metal shines again. This will keep oxidized solder or scorched fl ux residue away from the solder joint
•Heat the solder joint by equally bringing the soldering tip into contact with the pad and the component connection
•Feed the solder wire (e.g. ERSA solder wire Sn63Pb37 with fl ux residue core)
•Do not wipe off the tip after the fi nal soldering. The residual solder protects the tip from oxidation.
•Replace solder tips if the soldering takes increasingly more time or if the tips are visibly worn or damaged. See theAppendix for ordering details or contact your dealer
•The possibly soiled shaft of the soldering tip and the heating element shaft should be cleaned from time to time using a small brass brush.
14
5. Funktionsbeschreibung Functionaldescription
5.1 Switchingon
Elektronikstation am Netzschalter einschalten.
Dabei führt der Mikroprozessor einen Segmenttest durch, d. h. alle Segmente sind für ca. zwei Sekunden eingeschaltet.
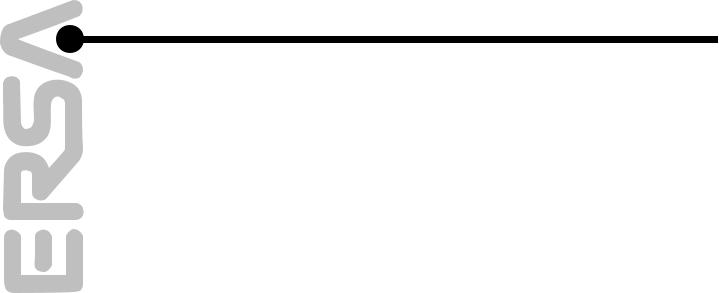
Es schließt sich die Aufheizphase an, bis die vor dem letzten Ausschalten aktive Soll-Temperatur erreicht ist. Neben der Anzeige der aktuellen
Temperatur in der Hauptanzeige informiert die
Bargraphanzeige „Power“ (abschaltbar) über die dem Lötkolben zugeführte Heizleistung, siehe
Abb. 2. Nach Erreichen der Soll-Temperatur wird diese konstant gehalten.
5.2 Temperatureinstellungper
„+“/„-“ -Taste
Die Einstellung der Soll-Temperatur kann u.a. mit Hilfe der Tasten Temperatur „+“ und „-“ erfol-
en.
Abb. 2 / fi g. 2 Sobald eine dieser Tasten betätigt wird, schaltet die Hauptanzeige des Displays (sieheAbbildung 2)aufdieAnzeigederSoll-Temperaturum.Diese wird jetzt bei jeder Betätigung in 1°C -Schritten verändert. Hält man die Taste gedrückt, wird die
Soll-Temperatur kontinuierlich zunächst in 1°C
-Schritten verändert, bis nach einer Änderung um 10 Digit eine Veränderung in 10°C-Schritten erfolgt. Ist der gewünschte Wert eingestellt, lässt man die Taste los.
Die Hauptanzeige schaltet nach ca. 3 Sekunden wieder auf die Anzeige der Ist-Temperatur um
When the soldering station is switched on with the power switch, the microprocessor executes a segment test, that is, all segments are switched on for approximately 2 seconds.
The pre-heating phase then proceeds until the nominal temperature is attained that was active the last time the station was switched off. In addition to the display of the current temperature in the main display, the „Power“ bar graph display (can be switched off) indicates the heat fed to the soldering iron; see Figure 2. After the nominal temperature is reached, it is maintained as constant
5.2Settingthetemperaturewiththe +/-buttons
The nominal temperature can also be set using the „+“ and „-“ temperature buttons.
As soon as one of these buttons is pressed, the main display (see Figure 2) switches to the nominal temperature. Each time the button is pressed, this temperature changes in 1°C increments. If you keep the button pressed, then the nominal temperature changes continuously fi rst in 1°C increments and then, after a change by 10 digits, in 10°C increments. Release the button when the desired value is attained.
After about 3 seconds, the main display switches back to the actual temperature.
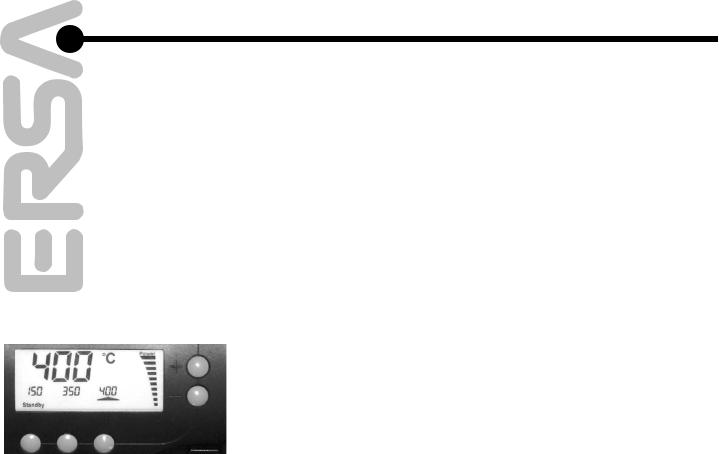
Abb. 3 / fi g. 3
T1 T2 T3
5. Funktionsbeschreibung Functionaldescription
5.3 ProgrammierteTemperaturen
Besonderen Lötkomfort bieten die programmierten Löttemperaturen, d. h. für verschiedene Lötarbeiten lassen sich die entsprechenden Temperaturen schnell per Tastendruck auswählen. Im
Auslieferungszustand sind folgende Temperaturen programmiert: 150°C, 300°C und 400°C.
Die programmierten Temperaturen sind jeweils dendarunterliegendenTastenzugeordnet.Durch
Betätigung einer dieser Tasten wird die entsprechende Temperatur als Soll-Temperatur herangezogen. Nach dem Tastendruck erscheint sie für ca. 3 Sekunden in der Hauptanzeige, bevor diese wieder die Ist-Temperatur anzeigt.
Ein Pfeil oberhalb der Taste signalisiert die Aktivierung der programmierten Temperatur, siehe
Abbildung 3.
5.3 Programmedtemperatures
The programmed solder temperatures are especially convenient; that is, for different soldering jobs you can quickly select the corresponding temperatures at the press of a button. The following temperatures are preprogrammed on delivery: 150°C, 300°C and 400°C.
The programmed temperatures are assigned to the respective buttons below. Pressing one of these buttons sets the corresponding temperature as the nominal temperature.After the button is pressed, the temperature appears for about 3 seconds in the main display, before the actual temperature reappears.
An arrow above the button signals the activation of the programmed temperature; see Figure 3.
5.4Veränderungderprogrammierten
Temperaturen
Sind andere programmierte Temperaturen gewünscht, lassen sich die aktuell gespeicherten Temperaturen leicht verändern. Die Taste unterhalb der zu verändernden Temperatur wird gedrückt und gehalten.
Während dessen ist die Temperatur mit den
Tasten „+“ und „-“ veränderbar. Nach Loslassen der Tasten ist der neue Temperaturwert abgespeichert.
5.4Changingthepreprogrammed temperatures
You can easily change the currently programmed temperatures. Hold pressed the button below the temperature you wish to change.
You can then change the temperature using the
„+“ and „-“ buttons. The new temperature value is saved when you release the button.
16
5. Funktionsbeschreibung Functionaldescription
5.5 Manualstandby
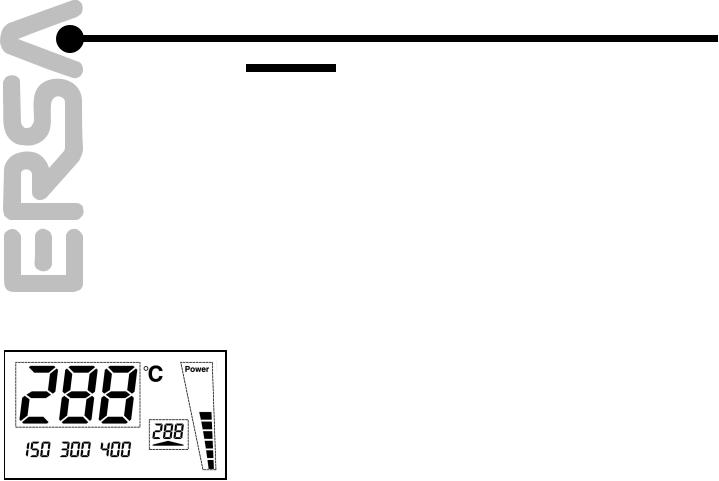
Gerade bei längeren Lötpausen ist es sinnvoll, die Temperatur des Lötkolbens abzusenken, um den Energieverbrauch zu verringern und die Lötspitze zu schonen. Dazu kann die Taste
„T1“zurStandby-Tasteumprogrammiertwerden d. h. beim Betätigen wird auf die über der ersten
Taste eingestellte Temperatur abgesenkt. Dies wird im Display durch das Segment „Standby“ gekennzeichnet, siehe Abb. 4. Bei nochmaligem
Betätigen wird die vorherige Soll-Temperatur wieder aktiviert.
|
m Auslieferungszustand ist die manuelle |
|
Standby-Funktion nicht aktiviert. Soll sie genutzt |
|
werden, ist die RDS 80 zunächst in den Pro- |
|
grammiermodus zu setzen, indem die Tasten |
|
„T1“, „T2“ und „T3“ gleichzeitig gedrückt werden. |
|
Jetzt befi ndet sich die RDS 80 im Programmier- |
|
modus, was durch das Segment „Prog“, siehe |
Abb. 4 / fi g. 4 |
Abb. 4, signalisiert wird. |
Die manuelle Standby-Funktion schaltet man ein, indem im Programmiermodus die Taste
„T 1“ gedrückt wird. Das Pfeilsegment über der
Taste erscheint, siehe Abbildung 4. Nochmaliges Drücken von „T 1“ schaltet die Funktion wieder aus und das Pfeilsegment verschwindet. 3 Sekunden nach der letzten Tastenbetätigung verlässt die RDS 80 automatisch den Programmiermode und kehrt zur normalen Anzeige zurück.
Especially with longer intervals between soldering, it‘s a good idea to decrease the temperature of the soldering iron, in order to reduce the energy consumption and protect the soldering tip. To this end, the standby button „T1“ can be reprogrammed, so that when pressed, the temperature is reduced to that set above the fi rst button. This process is designated in the display by the „Standby“ segment; see Figure 4. Pressing the button again reactivates the previous nominal temperature.
The manual standby feature is not enabled on delivery. If you wish to use this feature, fi rst set the RDS 80 in the programming mode by simultaneously pressing the buttons „T1,“ „T2“ and „T3“. The RDS 80 is now in the programming mode, indicated by the segment „Prog“ (see
Figure 4).
The manual standby feature is switched on by pressing the T 1 button in the programming mode. The arrow segment above the button appears above the button; see Figure 4. Pressing T 1 again switches off the feature again and the arrow segment vanishes. Three seconds after the button was last pressed, the RDS 80 automatically exits the programming mode and returns to the normal display.

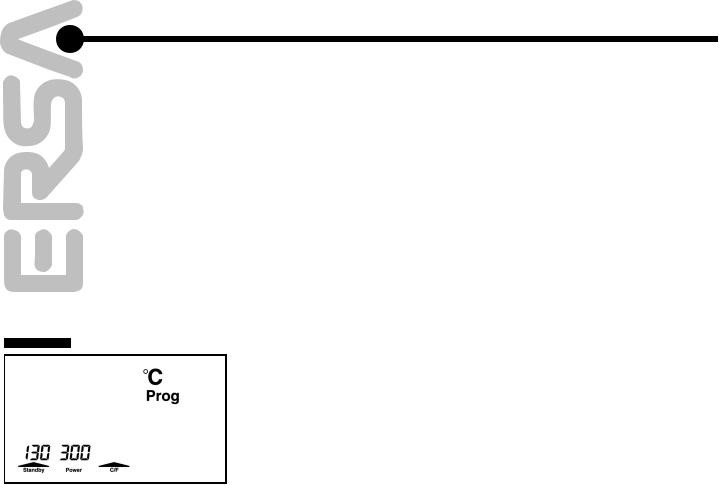
5.Funktionsbeschreibung
Bei der zeitgesteuerten Standby-Funktion erfolgt die Absenkung der Temperatur automatisch nach Ablauf einer programmierbaren Zeit. Diese Zeit bezieht sich auf den Zeitpunkt der letzten
Tastenbetätigung.
Wurde die Standby-Zeit z. B. auf eine Stunde programmiert, geht die Lötstation 1 Stunde nach dem letzten Tastendruck in den Standby-Mode.
Eine Betätigung einer beliebigen Taste hebt den
Standby-Modus wieder auf.
m Auslieferungszustand ist die zeitgesteuerte Standby-Funktion nicht aktiv. Soll sie aktiviert werden, ist die RDS 80 zunächst durch gleichzeitiges Drücken der Tasten „T 1“, „T 2“ und „T 3“ n den Programmiermode zu setzen, was durch das Segment „Prog“ (siehe Abb. 5) signalisiert wird.
Die zeitgesteuerte Standby-Funktion wird eingeschaltet, indem im Programmiermodus die Taste
Abb. 5 / fi g. 5 „T 1“ gedrückt und gehalten wird. Mit den Tasten
„+“ und „-“ kann jetzt die Standby-Zeit in 5-Minu- ten-Schritten bis max. 9:55 h eingestellt werden, siehe Abbildung 5
Wird die Zeit auf 0 gestellt, ist die zeitgesteuerte Standby-Funktion wieder ausgeschaltet und die Zeitanzeige erlischt. 3 Sekunden nach der letzten Tastenbetätigung verlässt die RDS 80 automatisch den Programmiermodus, nachAusund erneutem Einschalten ist die Funktion aktiviert
Functionaldescription
5.6 Time-controlledmanualstandby
The time-controlled standby feature automatically decreases the temperature after a preprogrammed period of time. This period refers to the time when the button was last pressed.
f the standby time was programmed for (e.g.) one hour, then the Soldering Station enters standby mode 1 hour after the button was last pressed. Pressing an arbitrary button cancels the standby mode
The time-controlled standby feature is not enabled on delivery. If you wish to enable it, fi rst set the RDS 80 to the programming mode by simultaneously pressing the buttons T 1, T 2 and T 3; the mode is indicated by the segment „Prog“ (see Figure 5).
The time-controlled standby feature is switched on by pressing and keeping pressed the T 1 button in the programming mode. You can now set the standby time in 5-minute increments up to a maximum of 9:55 hours by means of the „+“ and „-“ buttons; see Figure 5.
f you set the time to 0, then the time-controlled standby function is switched off again and the time display goes off. Three seconds after the button was last pressed, the RDS 80 automatically exits the programming mode; the feature is enabled after the device is switched off and then switched back on again

5.Funktionsbeschreibung
Es ist ebenfalls möglich, die RDS 80 so zu programmieren, dass der Lötkolben nach einer programmierbaren Zeit automatisch abgeschaltet wird. Die RDS 80 signalisiert dies durch die Einblendung „OFF“ in der Hauptanzeige.
Eine Betätigung einer beliebigen Taste hebt den
Power-OFF-Modus wieder auf.
mAuslieferungszustand ist die Power-Off-Funk- tion nicht aktiv. Soll sie genutzt werden, ist die RDS 80 zunächst durch gleichzeitiges Drücken der Tasten „T 1“, „T 2“ und „T 3“ in den Programmiermode zu setzen, was durch das Segment
„Prog“ signalisiert wird, siehe Abb. 6
DiePower-Off-Funktionwirdaktiviert,indemman im Programmiermodus die Taste „T 2“ drückt und hält. Mit den Tasten „+“ und „-“ kann jetzt die
Power-Off-Zeit in 5-Minuten-Schritten bis max. 9:55 h eingestellt werden, siehe Abb. 6.
Abb. 6 / fi g. 6
Wird die Zeit auf 0 gestellt, ist die Power-Off-
Funktion wieder ausgeschaltet und die Zeitanzeige erlischt.
3 Sekunden nach der letzten Tastenbetätigung verlässt die RDS 80 automatisch den Programmiermodus, nach Ausund erneutem Einschalten ist die Funktion aktiviert.
Functionaldescription
5.7 Automaticpower-OFF
You can also program the RDS 80 so that the soldering iron is automatically switched off after a programmable period of time.The RDS 80 indicates this fact by showing „OFF“ in the main display.
Pressing an arbitrary button cancels the power-
OFF mode
The power-off feature is not enabled on delivery. f you wish to use this feature, fi rst set the RDS 80 to the programming mode by simultaneously pressing the buttons T 1, T 2 and T 3; the mode is indicated by the segment „Prog“; see Figure 6.
The power-off feature is enabled by pressing and keeping pressed the T 2 button in programming mode. You can now set the power-off time in 5-minute increments up to a maximum of 9:55 hours by means of the „+“ and „-“ buttons; see Figure 6.
f you set the time to 0, then the power-off function is switched off again and the time display goes off.
Three seconds after the button was last pressed, the RDS 80 automatically exits the programming mode; the feature is enabled after the device is switched off and then switched back on again.
5. Funktionsbeschreibung Functionaldescription
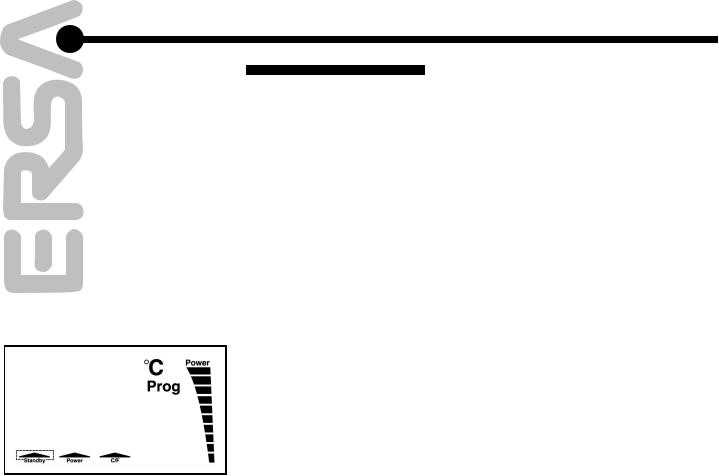
5.8 Power-Bargraphabschalten
Die Bargraph-Anzeige „Power“ ist abschaltbar. Dazu ist die RDS 80 zunächst durch gleichzeitiges Betätigen der Tasten „T 1“, „T 2“ und „T 3“ in den Programmiermode zu setzen, Abb. 7.
Durch Drücken der Taste „T 2“ ist der Power-Bar- graph abschaltbar, das Pfeilsegment über der
Taste erlischt, siehe Abbildung 7. Ein nochmaliges Drücken der Taste „T 2“ schaltet die Bar- graph-Anzeige wieder ein. 3 Sekunden nach der letzten Tastenbetätigung verlässt die RDS 80 den Programmiermode
5.8 Switchingoff thepower bargraph
The „Power“ bar graph display can be switched off. First set the RDS 80 to programming mode by simultaneously pressing the T 1, T 2 and T 3 buttons; see Figure 7.
You can switch off the Power bar graph by pressing T 2; the arrow segment above the button goes off (Figure 7). Pressing T 2 again switches the bar graph display back on. The RDS 80 exits the programming mode 3 seconds after the button was last pressed.
5.9 Umschaltungzwischen°Cund°F
Wird die Temperaturanzeige in °F gewünscht, muss die RDS 80 zunächst durch gleichzeitiges Betätigen der Tasten „T 1“, „T 2“ und „T 3“ in den Programmiermode gesetzt werden, Abbildung 7. Durch Drücken der Taste „T 3“ erfolgt die Umschaltung derTemperaturanzeigen auf°F, das Pfeilsegment über der Taste erlischt, siehe Abbildung 8. Ein erneutes Drücken der Taste „T 3“ schaltet zurück auf die °C-Anzeige.
3 Sekunden nach der letzten Tastenbetätigung verlässt die RDS 80 den Programmiermode.
5.9 Changingbetween°Cand°F
f you want the temperature displayed in °F, then you must fi rst set the RDS 80 to programming mode by simultaneously pressing T 1, T 2 and
T 3 (Figure 7). Pressing T 3 switches the temperature display to °F; the arrow segment above the button goes off (Figure 8). Pressing T 3 again switches back to the °C display
The RDS 80 exits the programming mode 3 seconds after the button was last pressed.
5.Funktionsbeschreibung
5.10Kalibrierfunktion
Die RDS 80 wird bereits bei der Produktion sehr genau abgeglichen. Zu turnusmäßigen Quali- täts-Checks, wegen der natürlichen Alterung der
Lötspitzen oder nach dem Wechsel des Heizelementes, kann die angezeigte Lötspitzentemperatur mit Hilfe eines Temperaturmessgerätes (ERSADTM 050 oder ERSADTM 100) über den integrierten Kalibriermodus überprüft und nachgestellt werden
Vor Starten des Kalibriervorganges muss sichergestellt sein, dass die Lötspitzentemperatur hin- Abb. 8 / fi g. 8 reichend genau gemessen werden kann. Der
Kalibriervorgang kann je nach gemessener
Temperaturdifferenz etwa 20 min. dauern.
Um in den Kalibriermodus zu gelangen, ist während des Einschaltens die Taste „T1“ zu drücken (s. Abb. 3, S. 16). Das Display zeigt „CAL 20“ und die aktuelle Lötspitzentemperatur an. Die
Lötspitze muss Raumtemperatur angenommen haben. Ist die Lötspitze noch warm, warten
Sie bitte bis die Lötspitze abgekühlt ist.
Functionaldescription
5.10Calibration
The RDS 80 is very precisely calibrated in production
For regular quality checks, given the natural aging of the soldering tips or after changing a heating element, the displayed soldering tip temperature can be checked and readjusted by means of a temperature measuring instrument (such as ERSA DTM 050 or DTM 100) and the integrated calibration mode
Before starting the calibration process, make sure that the soldering iron temperature can be measured with suffi cient precision. The calibration process can need about 20 minutes according to the measured temperature difference.
To enter the calibration mode, press T1 button when switching on the unit (see fi g. 3; p. 16). The display shows “CAL 20” and the actual soldering tip temperature, which should correspond to room temperature. If the soldering tip is still warm, then it must cool down to room temperature before you proceed further
5. Funktionsbeschreibung Functionaldescription
Sobald die Lötspitze Raumtemperatur erreicht hat, muss dies durch Betätigen der Taste „T1“ bestätigt werden. Danach die Taste „T2“ drükken. Auf dem Display erscheint „CAL 350“. Die RDS 80 beginnt nun, den Lötkolben auf 350 °C aufzuheizen. Vor der Temperaturmessung ca. 3 min. warten, bis die Temperatur an der Lötspitze eingeschwungen ist. Besteht zwischen der Anzeige des Temperaturmessgerätes und der
Displayanzeige der Elektronikstation eine Differenz, kann diese jetzt mit Hilfe der Tasten „+“ und „-“ beseitigt werden. Die Temperatur der Lötspitze muss an der Elektronikstation mit Hilfe der Tasten „+“ und „-“ schrittweise angepasst werden (wobei das Display der Elektronikstation nahezu auf 350 °C stehen bleibt), bis die Lötspitzentemperatur am Messgerät 350°C anzeigt. Zeigt z.B. das Temperaturmessgerät 360 °C an, muss die Taste „+“ an der Elektronikstation schrittweise betätigt werden. Zeigt es z.B. 340ºC an muss die „-„ Taste betätigt werden.
Stimmen beide Anzeigen überein, ist die Taste
„T3“ zu betätigen, womit der Kalibriervorgang abgeschlossen ist. Die neuen Kalibrierdaten werden im nichtfl üchtigen Speicher der RDS 80 abgelegt
When the soldering tip has reached room temperature confi rm by pressing T1 button. After that press T 2. „CAL 350” appears in the display The RDS 80 starts to heat up the soldering iron. Before starting a measurement with the DTM 100 or DTM 050 or any other qualifi ed instrument, wait at least about 3 minutes for equalization of tip temperature
Then compare the display of RDS 80 which remains at 350ºC with the display of the DTM
100
Example: If the DTM100 display shows 360ºC then press the “+” button on the RDS 80 step by step to indicate that the temperature on the tip is too high and the controller has to cool down the tip temperature. Please wait some minutes for temperature equalization
ow
Please note that the display of the RDS 80 is not changing much by pressing the button, because calibration is made for 350ºC!
f the DTM 100 display shows a temperature lower than 350ºC then press the “-” button on the
RDS 80 step by step. If the two readings match, then press T 3 button to conclude the calibration process. The new calibration data are stored in the non-volatile memory of the RDS 80.
22
5. Funktionsbeschreibung Functionaldescription
5.11Arbeitenmitempfi ndlichen Bauelementen/Potentialausgleich
Empfi ndliche Bauelemente, z.B. CMOS, können durch elektrostatische Entladung beschädigt werden (beachten Sie bitte die Warnhinweise auf den Verpackungen oder fragen Sie Hersteller oder Lieferant).
Zum Schutz dieser Bauelemente eignet sich ein ESDsicherer Arbeitsplatz (ESD = Elektrostatische Entladung).
Die Lötstation kann problemlos in ein solches
Umfeld integriert werden. Über die Potentialausgleichsbuchse (Abb.9/Pos.1) kann die Lötspitze hochohmig (220 kOhm) mit der leitfähigen
Arbeitsunterlage verbunden werden.
5.11Workingwithsensitivecomponents potentialequalization
Sensitive components, such as CMOS, can be damaged by electrostatic discharge (please note the warnings on the packaging, or ask the manufacturer or supplier).
An ESDprotected workstation (ESD = electrostatic discharge) is suitable for protecting these components
The Soldering Station can be easily integrated in such an environment. The soldering tip can be connected with high impedance (220 kohms) to the conductive work surface through the potential equalization port (Pos.1/Fig.9).
23 |
Abb. 9 / fi g. 9 |

Abb. 10; 11
fi g. 10; 11
5. Funktionsbeschreibung Functionaldescription
5.12LötspitzenwechselamRT80
Die Lötspitze muss bei Verschleiß, oder wenn eine andere Spitzenform gewünscht wird, gewechselt werden
Das Austauschen der Lötspitze ist mit Hilfe der
ERSASpitzenwechselzange 3ZT00164 auch im heißen Zustand möglich
•Federhaken aus der Spitzenbohrung heben (Abb.10/Pos.1) und die Spitze mit der Zange abziehen (Abb.10/Pos.2).
•Die heiße Lötspitze im Lötspitzenmagazin des Ablageständers RH 80 ablegen
•Neue Spitze aufstecken, beim Aufschieben der Spitze darauf achten, dass der Noppen des Heizkörpers im Schlitz der Lötspitze liegt
(Abb.11). Dadurch wird die Spitze positioniert und gegen Verdrehung gesichert
•Federhaken wieder in der Spitzenbohrung verankern
Um eine gute elektrische Leitfähigkeit (Potentialausgleich) und Wärmeleitfähigkeit zu erhalten, sollte die Lötspitze gelegentlich abgenommen und der Heizkörperschaft mit einem ERSA Messingbürstchen (z.B. 3ZT00051) gereinigt werden
5.12Changingthesolderingtiponthe RT80
The soldering tip must be changed if worn or if another tip shape is desired
You can also replace the soldering tip when hot by means of the tip changing pliers 3ZT00164.
•Lift the spring hook out of the tip bore hole (Pos.1/Fig.10) and pull off the tip with the pliers (Pos.2/Fig.10).
• Place the hot soldering tip on a fi re-proof pad
•Attach the new tip; when pushing on the tip, make sure that the lug of the heating element lies in the slot of the soldering tip (Fig. 11).
This positions the tip and secures it against turning
•Lodge the spring hook back in the tip hole
To obtain good electrical conductivity (potential equalization) and heat conductivity, you should occasionally remove the soldering tip and clean the heating element shaft with a small brass brush (such as 3ZT00051)
6.Fehlerdiagnose und
Fehlerbehebung
6.1AllgemeineFehler
Sollte die Lötstation nicht den Erwartungen entsprechend funktionieren, prüfen Sie bitte die folgenden Punkte
• Ist Netzspannung vorhanden? (Netzanschlusskabel richtig mit der Steckdose verbinden.)
• Ist die Sicherung defekt? Beachten Sie unbedingt, dass eine defekte Sicherung auch ein Hinweis auf eine tiefer liegende Fehlerursache sein kann. Einfaches Wechseln der Sicherung ist daher im Allgemeinen nicht ausreichend
Die RDS 80 ist mit einer trägen 0,63 A-Fein- sicherung ausgestattet, die sich im Fehlerfall leicht austauschen lässt. Dazu wird das
Gerät zunächst von der 230V-Netzspannung getrennt. Der Sicherungshalter auf der Unter-
Abb. 12 / fi g. 12 seite des Gerätes ist mit einem Schraubendreher in Pfeilrichtung drehend zu öffnen.
Die Sicherung kann entnommen und durch eine neue Sicherung gleichen Typs ersetzt werden.
• Ist der Lötkolben korrekt mit der Elektronikstation verbunden?
Wird nach der Überprüfung oben genannter
Punkte die Lötspitze nicht heiß, so kann der
Heizwiderstand des Lötkolbens mit einem
Widerstandsmessgerät auf Durchgang geprüft werden (Abb. 12).
Fault diagnosis and troubleshooting
6.1Generalproblems
f the Soldering Station does not operate as expected, please check the following items
•Is line voltage available? (power cable correctly connected to the socket.)
•Is the fuse defective? Note that a defective fuse can also indicate a deeper-lying cause of the fault. Simply changing the fuse therefore generally does not suffi ce
The RDS 80 is equipped with a delayed action 0.63 A microfuse, which can be easily exchanged in case of a fault. To do so, fi rst disconnect the device from the 230V line voltage. Open the fuse holder on the bottom of the unit by turning in the direction of the arrow with a screwdriver. You can now remove the fuse and replace it with a fuse of the same type.
•Is the soldering iron correctly connected to the Electronic Station?
If the soldering tip still does not become hot after the above items have been checked, then the ontinuity of the heating resistor of the soldering iron can be checked (Figure 12).
25
6. |
Fehlerdiagnose und |
Fault diagnosis and |
Fehlerbehebung |
troubleshooting |
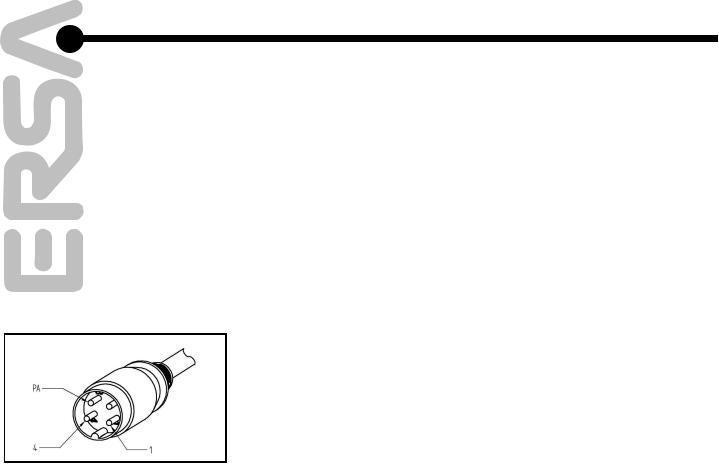
DurchgangsprüfungHeizkörper:
Zwischen Messpunkt 1 und 4 sollten 2 bis 3 Ohm (bei kaltem Lötkolben) Durchgangswiderstand messbar sein. Bei Unterbrechung ist der
Heizkörper oder dieAnschlussleitung defekt. Der Lötkolben RT 80 ist nicht in Einzelteile zerlegbar. Bei einem Defekt muss stets der komplette
Lötkolben getauscht werden.
Sollte die Funktionsfähigkeit nicht herstellbar sein, verfahren Sie bitte entsprechend Kap. 9, „Garantie“
Heatingelementcontinuitycheck:
A volume resistance of 2 to 3 ohms (with cold soldering iron) should be measurable between points 1 and 4 . An interruption indicates that the heating element or the connecting line is defective. The RT 80 soldering iron cannot be disassembled into single parts. In case of a defect, the complete soldering iron must always be replaced.
f operation still cannot be restored, then proceed according to chapter 9.
26

7. Wartung und |
Maintenance and |
Instandhaltung |
servicing |
|
7.1WichtigePfl egearbeiten |
|
• Sorgen Sie dafür, dass die Lötspitze stets mit |
|
Lot benetzt ist |
|
• WischenSiedieLötspitzevordemLötvorgang |
|
zum Entfernen von Altlot und Flussmittel- |
|
resten an dem feuchten ERSA Viscose- |
|
schwamm ab |
|
• Um eine gute elektrische und Wärme-Leit- |
|
fähigkeit zu erhalten, sollte die Lötspitze |
|
gelegentlich abgenommen und der Heiz- |
|
körperschaft mit einem Messingbürstchen |
|
gereinigt werden |
|
• Ebenso sollten Sie den Schaft der Lötspitze |
|
(nicht die verzinnbare Lötbahn) mit einem |
|
Messingbürstchen gelegentlich von Oxidre- |
|
sten und Flussmittelrückständen reinigen |
|
• Achten Sie auf Verschleißerscheinungen der |
|
Lötspitze. Der Verschleiß erfolgt durch das |
|
Zinn, das Flussmittel sowie durch mechani- |
|
sche Einfl üsse wie Kratzer etc. Sobald die |
|
schützende ERSADUR Dauerbeschichtung |
|
verbraucht oder beschädigt ist, beginnt sich |
|
der Kern (in der Regel aus Kupfer oder |
|
Silber) der Lötspitze aufzulösen. Dies führt |
|
n der Regel zu längeren Lötzeiten durch |
|
den sich verschlechternden Wärmetransport. |
|
Die Lösungsbestandteile führen außerdem |
|
zu instabileren Lötstellen. Wechseln Sie des- |
|
halb rechtzeitig die Lötspitze |
|
• Achten Sie darauf, dass Lüftungsöffnungen |
|
nicht durch Staubablagerungen ihre Wirkung |
27 |
verlieren |
7.1Importantcareoperations
•Make sure that the soldering tip is always coated with solder
•If necessary, wipe the soldering tip on a moist sponge before soldering, in order to remove the old solder and fl ux residue
•To obtain good electrical and heat conductivity, you should occasionally remove the soldering tip and clean the heating element shaft with a small brass brush
•You should also occasionally clean oxide residue and fl ux residue off the shaft of the soldering tip (not the tenable soldering track) using a small brass brush
•Note any signs of wear at the soldering tip.
The wear is caused by the tin, the soldering
fl ux and by mechanical factors such as scratches, etc. As soon as the protective ERSA-
DUR layer is used up or damaged, the core
(generally copper or silver) of the soldering tip starts to dissolve. The result is generally longer soldering times due to poor heat conduction. The dissolving parts also cause solder joints that are less stable. Therefore change the soldering tip in due time
•Make sure that the ventilation openings do not become ineffective through dust deposits

8. Ersatzteile und |
|
Spare parts and |
|
Bestelldaten |
|
ordering information |
|
Bezeichnung |
Bestell-Nr. |
Desciption |
Item no. |
KompletteLötstationmit |
0RDS80 |
CompleteSolderingStation |
0RDS80 |
Euro-Netzstecker |
|
withEuro-powerplug |
|
bestehendaus |
|
consistingof |
|
ElektronikstationRDS80mit |
0RDS803 |
RDS80ElectronicStationwith |
0RDS803 |
Euro-Netzstecker |
|
Euro-powerplug |
|
LötkolbenRT80,24V,80W, |
0890CDJ |
RT80solderingiron,24V,80W, |
0890CDJ |
inkl.Lötspitze842CD |
|
incl. 842CDsolderingtip |
|
AblageständerRH80 |
0A39 |
HolderRH80 |
0A39 |
Zubehör:(optional) |
|
Accessories: (optional) |
|
Messingbürste |
3ZT00051 |
Brasscleaningbrush |
3ZT00051 |
Spitzenwechselzange |
3ZT00164 |
Tipexchanger |
3ZT00164 |
Temperaturmessgerät |
0DTM100 |
Temperaturemeasuringdevice |
0DTM100 |
Viskoseschwamm |
0003B |
Viscosesponge |
0003B |
28

|
8. Ersatzteile und |
Spare parts and |
||
|
Bestelldaten |
ordering information |
||
|
ERSADUR-Dauerlötspitzen |
VerstärkteERSADUR-Dauerlötspitzen |
IC-Auslöteinsätze |
|
|
ERSADUR soldering tips |
ERSADUR reinforced soldering tips |
IC desoldering inserts |
|
|
832 BD |
832 GD |
|
832 C8/7,62 |
|
832 CD |
832 LD |
|
832 C14/7,62 |
|
|
|
|
|
|
832 ED |
|
|
832 C16/7,62 |
|
|
832 MD |
|
|
|
|
|
|
|
|
832 KD |
|
|
|
|
|
|
|
832 C18/7,62 |
|
832 SD |
832 VD |
|
|
|
|
|
|
|
|
832 UD* |
|
|
832 C20/7,62 |
|
|
|
|
|
|
832 PW |
|
|
832 C20/12,7 |
|
*Achtung!VordemAufheizenSchlauch-Schutztülleentfernen!WeitereLötspitzenauf Anfrage! |
|||
29 |
*Consideration!Beforeyoustarttosolderpleaseremovethehoseprotectionnozzle. Moresolderingtipsuponrequest! |
|||
8. Ersatzteile und |
Spare parts and |
Bestelldaten |
ordering information |
ERSADUR-Dauerlötspitzen– |
ERSADURsolderingtips–recommended |
empfohlenfürerhöhtenWärmebedarf |
forincreasedheatrequirements |
842 UD* |
842 YD |
842 ED |
842 SD |
842 CD |
842 ID |
842 BD |
842 KD |
842 JD |
|
*Achtung!VordemAufheizenSchlauch-Schutztülleentfernen!WeitereLötspitzenauf Anfrage! |
30 |
*Consideration!Beforeyoustarttosolderpleaseremovethehoseprotectionnozzle. Moresolderingtipsuponrequest! |
 Loading...
Loading...