



Elektronisch temperaturgeregelte Lötstation / |
Betriebsanleitung / Operating Instructions |
|
|
Electronically temperature controlled soldering station |
Mode d’emploi / Инструкция по эксплуатации |
|
|
Ersa Analog 60 / 60A |
Manuale di istruzioni / Instrucciones de manejo |
|
1
Inhalt |
Contents |
||
1. |
Vor Inbetriebnahme |
1. |
Before initial operation |
2. |
Inbetriebnahme |
2. |
Initial operation |
3. |
Hinweise zum Löten |
3. |
Soldering |
4. |
Arbeiten mit empfindlichen Bauelementen |
4. |
Working with sensitive components |
5. |
Lötspitzenwechsel |
5. |
Replacement of soldering tips |
6. |
Kalibrieren |
6. |
Calibration |
7. |
Fehlerdiagnose |
7. |
Fault diagnosis |
8. |
Heizkörperwechsel Basic tool |
8. |
Replacement of heating element for Basic tool |
9. |
Heizkörperwechsel Ergo tool |
9. |
Replacement of heating element for Ergo tool |
10. |
Technische Daten / Bestelldaten |
10. |
Technical data / Order data |
11. |
Lötspitzen |
11. |
Soldering tips |
12. |
Einstellung von Festtemperaturen |
12. |
Setting fixed temperatures |
|
|
|
|
2

Abb. 1 / fig. 1 |
15 14 13 |
12 11 |
Ersa ANALOG 60 |
|
|
1
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
7 |
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9 |
16 |
17 |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
||||||||||||
1. |
Versorgungseinheit |
1. |
Power supply unit |
2. |
Anschlussleitung |
2. |
Lead |
3. |
Anschlussstecker Lötkolben |
3. |
Soldering iron plug |
4. |
Potentialausgleichsbuchse |
4. |
Potential equalization jack |
5. |
Abgleichpotentiometer |
5. |
Calibration potentiometer hole |
6. |
Netzschalter |
6. |
Power switch |
7. |
Viskoseschwamm |
7. |
Viscose sponge |
8. |
Schwammbehälter |
8. |
Sponge container |
9. |
Lötspitze |
9. |
Soldering tip |
10. |
Lötkolben |
10. |
Soldering iron |
11. |
Ablageständer |
11. |
Holder |
12. |
Trichter |
12. |
Funnel holder |
13. |
Betriebsanzeige |
13. |
Heating indicator |
14. |
Temperaturskala |
14. |
Graduated temperature scale |
15. |
Drehknopf |
15. |
Temperature setting knob |
16. |
Sicherung / Sicherungshalter |
16. |
Fuse / Fuse holder |
17. |
Netzanschlussleitung |
17. |
Power cord |
18. |
Netzanschlussstecker |
3 18. |
Power receptacle |

1. Vor Inbetriebnahme
Bitte prüfen Sie den Inhalt der Verpackung auf seine Vollständigkeit. Er besteht aus: - Versorgungseinheit
-Netzanschlussleitung
-Lötkolben mit Lötspitze
-Ablageständer mit Viskoseschwamm
-denSicherheitshinweisenfürErsaWärmewerkzeuge
-dieser Betriebsanleitung.
Sind die aufgezählten Komponenten nicht vollständig oder beschädigt, setzen Sie sich bitte mit Ihrem Lieferanten in Verbindung.
2. Inbetriebnahme
Betriebsanleitung und Sicherheitshinweise bitte ganz durchlesen!
2.1Bitte überprüfen Sie, ob die Betriebsspannung mit dem auf dem Typenschild angegebenen Wert übereinstimmt.
2.2Netzschalter (Pos. 6 / Abb. 1) auf 0 stellen.
2.3Netzanschlussleitung (Pos. 17 / Abb. 1) mit dem Netzanschlussstecker (Nr. 18 / Abb. 1) an der Rückseite des Gerätes verbinden.
Netzstecker in die Steckdose stecken.
2.4Lötkolben (Pos. 10 / Abb. 1) an die Versorgungseinheit anschließen und im Ablageständer ablegen.
Hinweis:
Lötkolben nicht gegen harte Gegenstände schlagen, da der Keramikheizkörper zerbrechlich ist.
2.5Schwamm (Pos. 7 / Abb. 1) gut anfeuchten und in den Schwammbehälter (Pos. 8 / Abb. 1) legen.
2.6Gerät einschalten.
2.7Gewünschte Temperatur am Drehknopf (Pos. 15 / Abb. 1) einstellen. Falls Festtemperaturen erwünscht sind: siehe Kapitel 12.
1. Before initial operation
Check the contents of the packing for completeness. Contents consist of: - power supply unit
-power cord
-soldering iron with soldering tip
-holder with viscose sponge
-the safety instructions for Ersa heating tools
-these operating instructions
If the listed components are incomplete or damaged, please contact your supplier.
2. Initial operation
Read through the entire operating and safety instructions!
2.1Please check that the operating voltage conforms with the figure given on the rating plate.
2.2Set power switch (no. 6 / fig. 1) to 0.
2.3Connect power lead (no. 17 / fig. 1) to power point (no. 18 / fig. 1) on rear of device. Put supply plug into socket outlet.
2.4Connect soldering iron (no. 10 / fig. 1) to power supply unit and place in holder.
Note:
Do not hit soldering iron against hard objects, as the ceramic heating element is brittle.
2.5Moisten sponge (no. 7 / fig. 1) well and place in sponge holder (no. 8 / fig. 1).
2.6Switch on device.
2.7Adjust desired temperature on setting knob (no. 15 / fig. 1). In case fixed temperature is required: see chapter 12.
4

Achtung!
Die Lötspitze wird bis 450 °C heiß:
•Vor der Verwendung des Lötkolbens prüfen, ob die Feder zur Befestigung der Lötspitze richtig eingehakt ist.
•Die Lötspitze nicht mit der Haut und hitzeempfindlichen Materialien in Verbindung bringen.
•Brennbare Gegenstände, Flüssigkeiten und Gase aus dem Arbeitsbereich des Kolbens entfernen.
•Bei Nichtgebrauch den Lötkolben stets in den Ablageständer legen.
3.Hinweise zum Löten
3.1Die Lötstellen müssen stets sauber und fettfrei sein.
3.2Die Lötzeiten sollen möglichst kurz sein, jedoch muss die Lötstelle ausreichend und gleichmäßig erwärmt werden, um eine gute Lötverbindung zu gewährleisten.
3.3Vor dem Löten die Lötspitze am feuchten Schwamm leicht abwischen, so dass sie wieder metallisch glänzt. Dadurch wird vermieden, dass oxidiertes Lot oder verbrannte Flussmittelreste an die
Lötstelle gelangen.
Lötstelle erwärmen, indem die Lötspitze gleichermaßen mit Lötauge (Pad) und Bauteilanschluss in Kontakt gebracht wird.
Lötdraht zuführen (z. B. Ersa-Lötdraht Sn95,5Ag3,8Cu0,7 nach
DIN 1707 mit Flussmittelseele).
Lötvorgang wiederholen.
Von Zeit zu Zeit die Lötspitze am feuchten Schwamm abstreifen.
Verunreinigte Lötspitzen verlängern die Lötzeiten.
Nach dem letzten Lötvorgang die Lötspitze nicht abwischen. Das
Restlot schützt die Lötspitze vor Oxidation.
Attention!
The soldering tip reaches temperatures of up to 450 °C:
•Before using the soldering iron, check that the spring securing the soldering tip is correctly hooked.
•Do not let the soldering tip touch the skin or heat-sensitive materials.
•Remove combustible objects, liquids and gases from the working area of the soldering iron.
•When not in use, always place the soldering iron in the holder.
3. Soldering
3.1The soldering joints must always be clean and free of grease.
3.2Soldering times should be as short as possible, but the soldering joint must be sufficiently and uniformly warmed in order to ensure a good soldering connection.
3.3Before soldering, lightly wipe the soldering tip on the damp sponge, so that it has a metallic shine again. This prevents oxidized solder or combusted flux remains sticking on the soldering joint.
Heat soldering joint by bringing the soldering tip into simultaneous contact with the land (pad) and the component join.
Apply solder wire (e. g. Ersa solder wire Sn95,5Ag3,8Cu0,7 as per DIN 1707 with solder core).
Repeat soldering process.
From time to time, strip the soldering tip on the moist sponge. Impure soldering tips lengthen soldering times.
Do not wipe soldering tip after last soldering process. The residual solder protects the soldering tip from oxidation.
5
4. Arbeiten mit empfindlichen Bauelementen
Manche Bauelemente können durch elektrostatische Entladung beschädigt werden (beachten Sie bitte die Warnhinweise auf den Verpackungen oder fragen Sie Hersteller oder Lieferant).
Zum Schutz dieser Bauelemente eignet sich ein ESD-sicherer
Arbeitsplatz (ESD = Elektrostatische Entladung).
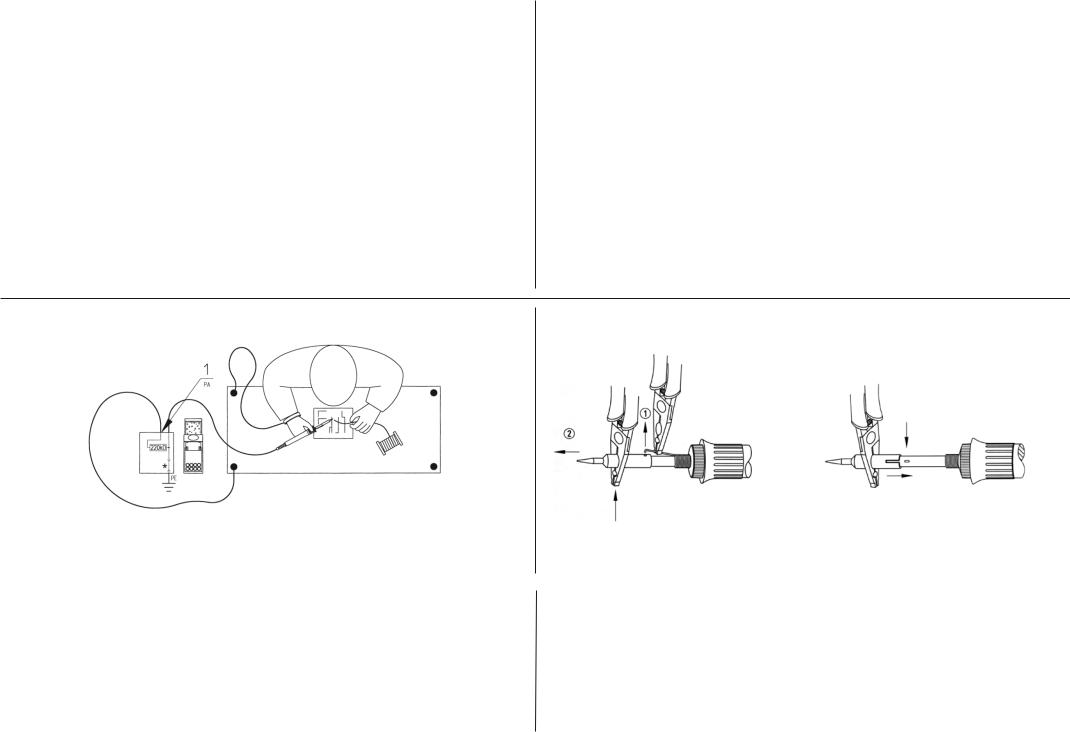
Die Lötstation kann problemlos in ein solches Umfeld integriert werden. Über die Potentialausgleichsbuchse (Pos. 1/ Abb. 2) kann die Lötspitze hochohmig (220 kΩ) mit der leitfähigen Arbeitsunterlage verbunden werden. Die Lötspitzen sind bei der Auslieferung direkt mit dem Netzschutzleiter verbunden.
Lötstationen mit einem "A" am Ende der Typenbezeichnung sind komplett antistatisch ausgerüstet und erfüllen außerdem die Anforderungen des amerikanischen Militärstandards.
4. Working with sensitive components
Many components may be damaged by electrostatic discharge (please observe the warnings on the packaging or ask the manufacturer or supplier).
These components can be protected by an ESD-secure workplace. The soldering station can be easily integrated into such an environment. The soldering tip can be connected at high resistance (220 kΩ) to the conductive workbase via the potential equalization jack (no. 1/ fig. 2). The soldering tips are default hard grounded.
Soldering stations with an „A“ at the end of the type designation have complete antistatic protection and also meet the requirements of the
American military standard.
Abb. 2 / fig. 2 |
Abb. 3a / fig. 3a |
Abb. 3b / fig. 3b |
|
Abziehen / remove |
Aufstecken / attach |
* "harte" Erde gemäß Military und ESA Standards/ |
Spitze mit der Zange nur hier greifen und abziehen |
hard grounded in accordance with military and ESA standard |
Take the tip with flat pliers only here and remove it |
|
|
5. Lötspitzenwechsel
Die Lötspitze muss bei Verschleiß oder wenn eine andere Lötspitzenform gewünscht wird (siehe Technische Daten) gewechselt werden. Ein Austauschen der Lötspitze ist auch im heißen Zustand möglich. Die Versorgungseinheit sollte jedoch ausgeschaltet werden, da die
Heizkörper ohne Lötspitze überheizt werden können.
5. Replacement of soldering tips
The soldering tip must be changed in the event of wear or if another shape of soldering tip is desired (see Technical data).
The soldering tips can also be changed when hot.
The main unit has to be switched off because the heating elements can overheat without soldering tips.
6
5.1Den Federhaken aus der Spitzenbohrung heben (Pos. 1/Abb. 3a) und die Spitze mit einer Flachzange abziehen (Pos. 2/Abb. 3a).
5.2Die heiße Lötspitze auf einer brandfesten Unterlage oder im Ablageständer ablegen.
5.3Andere Spitze aufstecken (Abb. 3b).
Beim Aufschieben bis zum Anschlag beachten, dass der Noppen des Metallrohrs im Heizkörperbereich im Schlitz des Lötspitzenschafts liegt. Dadurch wird die Lötspitze positioniert und eine
Verdrehsicherung gewährleistet.
5.4Den Federhaken wieder mit der Flachzange in der Spitzenbohrung verankern.
Um die gute elektrische und Wärmeleitfähigkeit zu erhalten, sollte die Lötspitze gelegentlich abgenommen und der Heizkörperschaft mit einem Messingbürstchen gereinigt werden.
5.1To do this, unhook the spring hook from the hole (no. 1/fig. 3a) and pull the tip off with flat pliers (no. 2/fig. 3a).
5.2Deposit hot tip on suitable support.
5.3Attach other tip (fig. 3b).
Please note, when sliding the tip over the heating element, that the slit on the tip shaft slides directly over the nose on the heating element's metal tube. This positions the soldering tip and ensures that no twisting is possible.
5.4Fix spring hook again with flat pliers into the hole of the tip.
In order to obtain good electrical and heat conductivity, the soldering tip should be taken off on occasion and the heating element cleaned with a brass brush.
6. Kalibrieren |
6. Calibration |
Normalerweise ist es nicht erforderlich, die Station zu kalibrieren. Wird jedoch mit einer Sonderspitze gearbeitet oder muss die Löttemperatur in einem
Bereich besonders genau einstellt werden, kann die tatsächliche Spitzentemperatur folgendermaßen mit der Skala in Übereinstimmung gebracht werden:
6.1Kolben mit der gewünschten Spitze ausrüsten und die erforderliche Arbeitstemperatur einstellen.
6.2Mit einem Messgerät (z. B. Temperaturmessgerät Ersa DTM 100) die Temperatur an der Lötspitze ermitteln. Ist die eingestellte Temperatur
stabil, diesen Wert mit dem eingestellten Tem- Abb. 4 / fig. 4 peraturwert vergleichen.
6.3Ist die gemessene Temperatur zu niedrig, das
Kalibrierpoti (Pos. 5/Abb. 1; Pos. 1/Abb. 4) nach rechts drehen, im umgekehrten Fall nach links.
Zur Vermeidung von Messfehlern auf eine saubere Lötspitze und ruhige Luftverhältnisse achten. Offene Fenster, umhergehende Perso-
nen o. ä. können die Messungen verfälschen.
Generally, it is not necessary to calibrate the station. However, if work is being carried out using a special bit, or if the soldering temperature has to be set with particular accuracy in a certain range, the actual bit temperature can be made to match the scale by following this procedure:
6.1Fit the iron with the desired bit, and set the required working temperature.
6.2Useameasuringdevice(e.g.theErsaDTM100 temperaturemeasuringdevice)todeterminethe temperatureatthesolderingbit.Iftheadjustedtemperatureisstable,comparethisvaluewiththevalue whichwasactuallysetforthetemperature.
6.3If the measured temperature is too low, turn the calibration potentiometer (no. 5/fig. 1; no. 1/fig. 4) to the right; in the opposite case, turn it to the left.
In order to avoid measurement errors, make sure that the soldering bit is clean and that the air conditions are steady. The measurements can be falsified by open windows, people moving about or similar factors.
7

7. Fehlerdiagnose
Sollte die Lötstation nicht den Erwartungen entsprechend funktionieren, prüfen Sie bitte folgendes:
•Ist Netzspannung vorhanden (Netzanschlussleitung mit Steckdose und Gerät richtig verbunden)?
•Ist die Sicherung defekt?
Beachten Sie, dass eine defekte Sicherung auch ein Hinweis auf eine tieferliegende Fehlerursache sein kann. Einfaches Wechseln der Sicherung ist daher im allgemeinen nicht ausreichend.
•Ist der Lötkolben richtig mit der Versorgungseinheit verbunden?
Wird nach Überprüfung der o. g. Punkte die Lötspitze nicht heiß, kann der Heizwiderstand und der Temperaturfühler mit einem Widerstandsmessgerät auf Durchgang überprüft werden (siehe Punkt 8.1. bzw.
9.1/2).
Ist kein Durchgang vorhanden, ist der Heizkörper defekt und muss ausgetauscht werden (siehe Punkt 8.2. bzw. 9.2).
Ist Durchgang vorhanden und der Fehler lässt sich nicht lokalisieren, geben Sie bitte sowohl Kolben als auch Versorgungseinheit zur Reparatur. Wenden Sie sich dabei an Ihren Händler oder senden Sie das komplette Gerät mit ausführlicher Fehlerbeschreibung direkt ans Werk
(Adresse siehe letzte Seite).
Achtung:
Reparaturen an der Versorgungseinheit dürfen nur von autorisiertem
Elektro-Fachpersonal durchgeführt werden.
Im Gerät befinden sich spannungsführende Teile. Bei unsachgemäßen Eingriffen besteht Lebensgefahr!
7. Fault diagnosis
If the soldering station does not function as expected, please check the following:
•Is there any power (has the power cable been correctly connected to the socket outlet and device)?
•Is the fuse faulty?
Note that a faulty fuse may also be an indication of a deeper lying defect. Simply changing the fuse is usually not enough.
•Has the soldering iron been correctly connected to the power unit?
When the above points have been checked and the soldering tip does not become hot, the heating resistance and the temperature sensor may be checked for continuity using a resistance meter (see Point 8.1 or 9.1/2).
If there is no throughput, the heating element is defective and has to be exchanged (see Point 8.2 or 9.2).
If there is continuity and the fault cannot be localised, take both the iron and the power unit for repair.
Use your dealer or return the complete station to Ersa together with a detailed error description (see last page for address).
Attention:
Repairs may only be carried out by experienced and authorized electronic experts.
The device contains live parts.
Inexpert handling may cause a fatal electric shock!
8

8.Heizkörperwechsel Basic tool
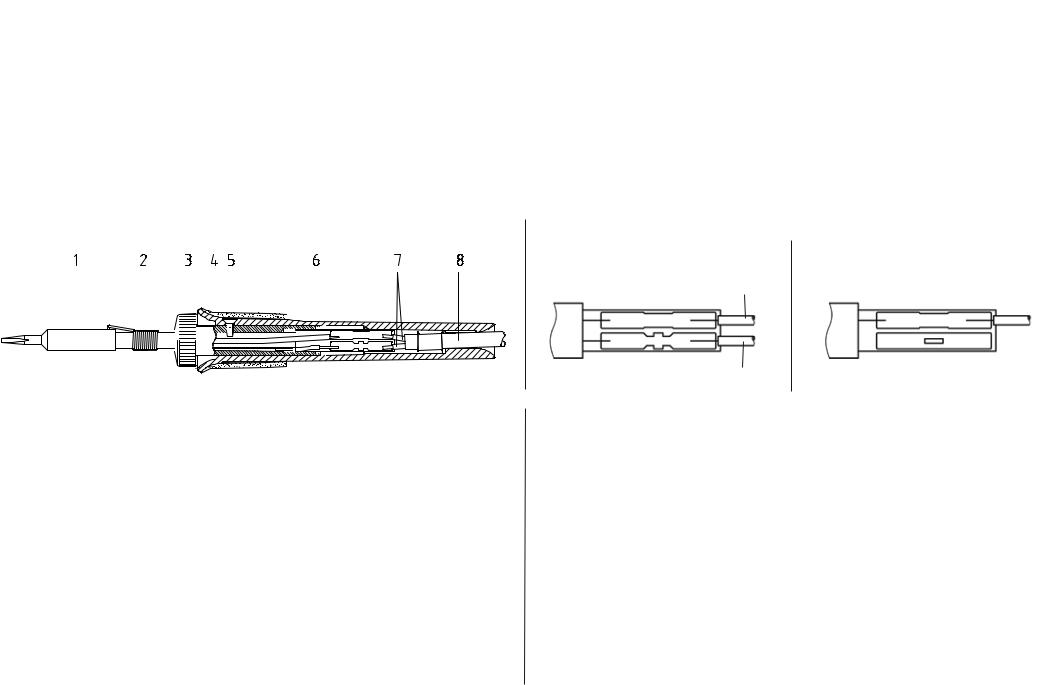
8.1DurchgangsprüfungHeizkörper
(Abb. 5)
Zwischen Messpunkt 1 und 3 sollten (bei kaltem Lötkolben) weniger als 6 Ohm Durchgangswiderstand messbar sein.
Bei Unterbrechung ist der Heizkörper zu erneuern (siehe unten).
8.2Heizkörperwechsel / Austausch der
Anschlussleitung (Abb. 6)
8.2.1Lötkolben von der Station trennen.
8.2.2Abgekühlte Lötspitze (Pos. 1) und Spitzenbefestigung (Pos. 2) vom Heizkörper (Pos. 3) abziehen.
8.2.3Zugentlastung (Pos. 8) mit Schraubenschlüssel SW12 gegen den Uhrzeigersinn öffnen (ca. drei Rastungen).
8.2.4Griffbefestigungsschraube (Pos. 4) herausdrehen.
8.2.5Griff (Pos. 5) abziehen.
8.2.6Klemmverbindung (Pos. 6) zwischen Heizkörper (Pos. 3) und Anschlussdrähten (Pos. 7) lösen.
8.2.7Heizkörper (Pos. 3) bzw. Anschlussleitung (Pos. 9) wechseln.
8.2.8Zusammenbau in umgekehrter Reihenfolge.
Abb. 5 / fig. 5 Basic tool
Abb. 6 / fig. 6 Basic tool
1
2
3
4
5
6
7
8
9
8.Heating element replacement
Basic tool
8.1Continuity check for heating element (fig. 5)
The continuity resistance between measuring points 1 and 3 should be less than 6 ohms (at cool soldering iron).
In the event of interruption, the heating element is to be replaced (see below).
8.2Heating element replacement / replacement of lead wire (fig. 6)
8.2.1Separate soldering iron from station.
8.2.2Extract cooled tip (no. 1) and tip fastener
(no. 2) from heating element (no. 3).
8.2.3Open cord grip (no. 8) with spanner SW12 anti-clockwise (approx. 3 notches).
8.2.4Unscrew grip-securing screw (no. 4).
8.2.5Remove grip (no. 5).
8.2.6Loosen the screws on the connector (no. 6) between heating element (no. 3) and connection wires (no. 7).
8.2.7Replace heating element (no. 3) or lead
(no. 9).
8.2.8Reassemble in reverse order.
9. |
Heizkörperwechsel |
Abb. 7 / fig. 7 Ergo tool |
9. |
Heating element replacement |
||||||||||||||||||||||||||||
|
Ergo tool |
|
|
|
Ergo tool |
|
|
|
|
|||||||||||||||||||||||
9.1 |
Durchgangsprüfung Heizkörper |
|
|
9.1 |
Continuity check for heating element |
|||||||||||||||||||||||||||
|
(Abb. 7) |
|
|
|
(fig. 7) |
|
|
|
|
|||||||||||||||||||||||
|
Zwischen Messpunkt 1 und 3 sollten weniger |
|
|
|
The continuity resistance between measuring |
|||||||||||||||||||||||||||
|
als 6 Ohm (bei kaltem Lötkolben) Durch- |
|
|
|
points 1 and 3 should be less than 6 ohms (at |
|||||||||||||||||||||||||||
|
gangswiderstand messbar sein. |
|
|
|
cool soldering iron). |
|
|
|||||||||||||||||||||||||
|
Bei Unterbrechung ist der Heizkörper zu |
|
|
|
In the event of interruption, the heating ele- |
|||||||||||||||||||||||||||
|
erneuern (siehe unten). |
|
|
|
ment is to be replaced (see below). |
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
Abb. 8 / fig. 8 Ergo tool |
Abb. 9 / fig. 9 |
Anschlussbelegung / Pin assignment |
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Heizkörper weiß / |
|
|
Heizkörper weiß / |
schwarz / |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
heating element white |
blau / blue |
heating element white |
black |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Erdleiter rot / earth red |
weiß / white |
|
|
9.2Heizkörperwechsel / Austausch der Anschlussleitung (Abb. 8)
9.2.1Lötkolben von der Station trennen.
9.2.2Abgekühlte Lötspitze (Pos. 1) und Spitzenbefestigung (Pos. 2) vom Heizkörper (Pos. 3) abziehen.
9.2.3Griffbefestigungsschraube (Pos. 5) herausdrehen.
9.2.4Griff (Pos. 6) abziehen.
9.2.5Lötverbindung (Pos. 6) zwischen Heizkörper (Pos. 3) und Anschlussdrähten (Pos. 7) lösen.
9.2.6Heizkörper (Pos. 3) bzw. Anschlussleitung (Pos. 8) wechseln.
9.2.7Zusammenbau in umgekehrter Reihenfolge.
9.2Heating element replacement / replacement of lead (fig. 8)
9.2.1Separate soldering iron from station.
9.2.2Extract cooled tip (no. 1) and tip fastener (no. 2) from heating element (no. 3).
9.2.3Unscrew grip-securing screw (no. 5).
9.2.4Remove grip (no. 6).
9.2.5Loosen the screws on the connector (no. 6) between heating element (no. 3) and connection wires (no. 7).
9.2.6Replace heating element (no. 3) or lead (no. 8).
9.2.7Reassemble in reverse order.
10
10. Technische Daten / Bestelldaten |
|
10. Technical data / Order number |
|
Lötstation komplett |
|
Soldering station |
|
ANALOG 60 / 60 W |
0ANA60 |
ANALOG 60 / 60 W |
0ANA60 |
ANALOG 60 A / 60 W antistatisch |
0ANA60A |
ANALOG 60 A / 60 W antistatic |
0ANA60A |
Versorgungseinheit |
0ANA603 |
Power supply unit |
0ANA603 |
Leistung: 60 W |
0ANA603A |
Power rating: 60 W |
0ANA603A |
Primär: 230 V, 50/60 Hz |
|
Primary voltage: 230 V, 50/60 Hz |
|
Sekundärspannung: 24 V |
|
or special voltages |
|
Ausführung: schutzisoliert |
|
Secondary voltage: 24 V |
|
Zuleitung: 2 m PVC |
|
Fully isolated from mains |
|
Sicherung: 315 mAT / 400 mAT |
|
Lead: 2 m PVC |
|
Lötkolben mit Lötspitze 832 CD / 842 CD |
|
Fuse: 315 mAT / 400 mAT |
|
|
Soldering iron with soldering tip 832 CD / 842 CD |
|
|
Leistung: 60 W (350 °C) |
|
|
|
Spannung: 24 V |
|
Rating: 60 W (350 °C) |
|
Anheizzeit: Basic tool / Ergo tool: ca. 60 s |
|
Voltage: 24 V |
|
Gewicht ohne Zuleitung: |
|
Heating-uptime: Basictool/Ergotool:approx.60s(350°C) |
|
Basic tool / Ergo tool: ca. 60 g |
|
Weightwithoutlead: Basictool/Ergotool:approx.60g |
|
Zuleitung: 1,5 m Silikon |
|
Lead: 1,5 m silicon cable |
|
Lötkolben Basic tool (60 W) |
0670CDJ |
|
|
Heizkörper für Basic tool |
067100J |
Soldering iron Basic tool (60 W) |
0670CDJ |
|
|
||
Lötkolben Ergo tool (60 W) antistatisch |
0680CDJ |
Heating element for Basic tool |
067100J |
Heizkörper für Ergo tool |
068100J |
Soldering iron Ergo tool (60 W) antistatic |
0680CDJ |
|
|
||
Ablageständer für ANALOG 60 |
0A41 |
Heating element for Ergo tool |
068100J |
Ablageständer antistat. für ANALOG 60 A |
0A42 |
Holder for ANALOG 60 |
0A41 |
Viskoseschwamm |
0003B |
Holder antistatic for ANALOG 60 A |
0A42 |
|
|
Viscose sponge |
0003B |
|
|
|
|
11

11. ERSADUR-Dauerlötspitzen
ERSADUR soldering tips
0832 BD
0832 CD
0832 ED
0832 KD
0832 SD*
0832 UD*
0832 VD
*Achtung! Vor dem Aufheizen Schutztülle entfernen!
*Attention! Remove sheath before heating!
VerstärkteERSADUR-Dauerlötspitzen
ERSADURreinforcedsolderingtips
0832 GD
0832 LD
0832 MD
Ersa Spitzenauswahl – Bitte anfragen. Ersa Tip range – Please ask for more types.
12
Ersa SolderWell Spitzen
Ersa SolderWell tips
0832 PW
0832 AD
0832 OD
* Diese Einsätze können nur im Ablageständer A45 abgelegt werden.
*Note: These soldering tips can only be stored on the A45 stands.
 Loading...
Loading...