

Page 1
Паяльная станция с электронным контролем
температуры
ANALOG 60
ANALOG 60 A
ANALOG 80 A
Page 2
Inhalt
Contents
1. Vor Inbetriebnahme
2. Inbetriebnahme
3. Hinweise zum Löten
4. Arbeiten mit emp ndlichen Bauelementen
5. Lötspitzenwechsel
6. Kalibrieren (nur ANALOG 60 / ANALOG 60 A)
7. Fehlerdiagnose
8. Heizkörperwechsel Basic tool 60
9. Heizkörperwechsel Ergo tool
10. Heizkörperwechsel Basic tool 80
Heizkörperwechsel Power tool
11.
12. Technische Daten / Bestelldaten
1. Before initial operation
2. Initial operation
3. Soldering
4. Working with sensitive components
5. Replacement of soldering tips
6. Calibration (ANALOG 60 / ANALOG 60 A only)
7. Fault diagnosis
8. Replacement of heating element for Basic tool 60
9. Replacement of heating element for Ergo tool
10. Replacement of heating element for Basic tool 80
Replacement of heating element for Power tool
11.
12. Technical data / Order data
13. Lötspitzen
14. Einstellung von Festtemperaturen
13. Soldering tips
14. Setting xed temperatures
Page 3
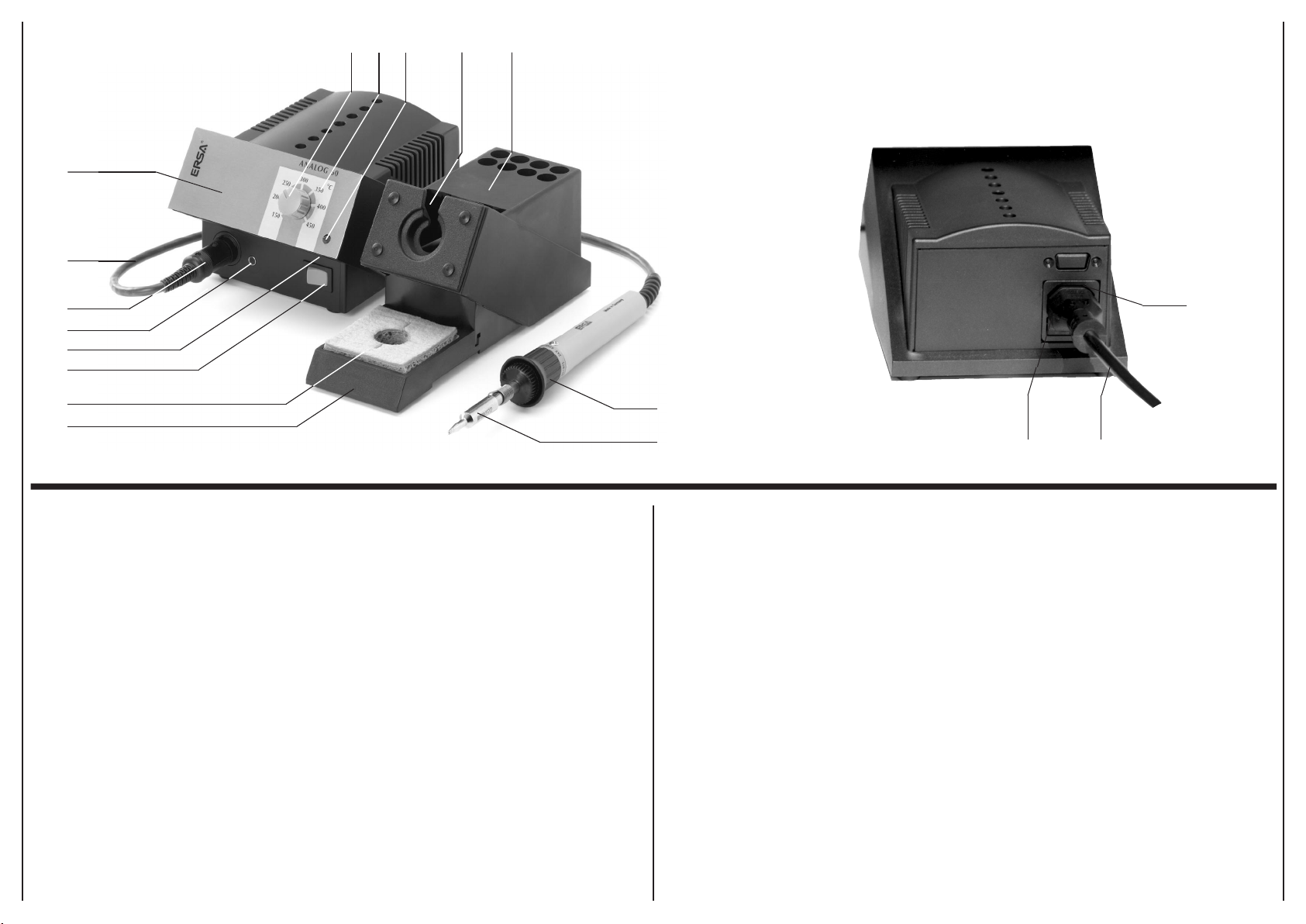
Abb. 1 / g. 1
ERSA ANALOG 60
1. Versorgungseinheit
2. Anschlussleitung
3. Anschlussstecker Lötkolben
4. Potentialausgleichsbuchse
5. Abgleichpotentiometer (nur ANALOG 60 / ANALOG 60 A)
6. Netzschalter
7. Viskoseschwamm
8. Schwammbehälter
9. Lötspitze
10. Lötkolben
11. Ablageständer
12. Trichter
13. Betriebsanzeige
14. Temperaturskala
15. Drehknopf
16. Sicherung / Sicherungshalter
17. Netzanschlussleitung
18. Netzanschlussstecker
18
16 17
1. Power supply unit
2. Lead
3. Soldering iron plug
4. Potential equalization jack
5. Calibration potentiometer hole (only ANALOG 60 / ANALOG 60 A)
6. Power switch
7. Viscose sponge
8. Sponge container
9. Soldering tip
10. Soldering iron
11. Holder
12. Funnel holder
13. Heating indicator
14. Graduated temperature scale
15. Temperature setting knob
16. Fuse / Fuse holder
17. Power cord
18. Power receptacle
1
2
4
3
5
6
8
7
9
10
11
14 121315
Page 4
1. Vor Inbetriebnahme
1. Before initial operation
Bitte prüfen Sie den Inhalt der Verpackung auf seine Vollständigkeit.
Er besteht aus: - Versorgungseinheit
- Netzanschlussleitung
- Lötkolben mit Lötspitze
- Ablageständer mit Viskoseschwamm
- den Sicherheitshinweisen für ERSA Wärmewerkzeuge
- dieser Betriebsanleitung.
Sind die aufgezählten Komponenten nicht vollständig oder beschädigt,
setzen Sie sich bitte mit Ihrem Lieferanten in Verbindung.
2. Inbetriebnahme
Betriebsanleitung und Sicherheitshinweise bitte ganz durchlesen!
2.1 Bitte überprüfen Sie, ob die Betriebsspannung mit dem auf dem
Typenschild angegebenen Wert übereinstimmt.
2.2 Netzschalter (Pos. 6/Abb. 1) auf 0 stellen.
2.3 Netzanschlussleitung (Pos. 17 /Abb. 1) mit dem Netzanschlussstecker
(Nr. 18 / Abb. 1) an der Rückseite des Gerätes verbinden. Netzstecker
in die Steckdose stecken.
2.4 Lötkolben (Pos. 10/Abb. 1) an die Versorgungseinheit anschließen
und im Ablageständer ablegen.
Hinweis:
Lötkolben nicht gegen harte Gegenstände schlagen, da der
Keramikheizkörper zerbrechlich ist.
Check the contents of the packing for completeness.
Contents consist of: - power supply unit
- power cord
- soldering iron with soldering tip
- holder with viscose sponge
- the safety instructions for ERSA heating tools
- these operating instructions
If the listed components are incomplete or damaged, please contact
your supplier.
2. Initial operation
Read through the entire operating and safety instructions!
2.1 Please check that the operating voltage conforms with the gure
given on the rating plate.
2.2 Set power switch (No. 6/ g. 1) to 0.
2.3 Connect power lead (No. 17/ g. 1) to power point (No. 18/ g. 1) on
rear of device. Put supply plug into socket outlet.
2.4 Connect soldering iron (No. 10/ g. 1) to power supply unit and
place in holder.
Note:
Do not hit soldering iron against hard objects, as the ceramic
heating element is brittle.
2.5 Schwamm (Pos. 7/Abb. 1) gut anfeuchten und in den Schwammbehälter (Pos. 8/Abb. 1) legen.
2.6 Gerät einschalten.
2.7 Gewünschte Temperatur am Drehknopf (Pos. 15/Abb. 1) einstellen.
Falls Festtemperaturen erwünscht sind: siehe Kapitel 14!
2.5 Moisten sponge (No. 7/ g. 1) well and place in sponge holder
(No. 8/ g. 1).
2.6 Switch on device.
2.7 Adjust desired temperature on setting knob (No. 15/ g. 1).
In case xed temperature is required: see chapter 14!
Page 5
Achtung!
Die Lötspitze wird bis 450 °C heiß:
• Vor der Verwendung des Lötkolbens prüfen, ob die Feder zur
Befestigung der Lötspitze richtig eingehakt ist.
• Die Lötspitze nicht mit der Haut und hitzeemp ndlichen Materialien
in Verbindung bringen.
• Brennbare Gegenstände, Flüssigkeiten und Gase aus dem Arbeitsbereich des Kolbens entfernen.
• Bei Nichtgebrauch den Lötkolben stets in den Ablageständer legen.
Attention!
The soldering tip reaches temperatures of up to 450 °C:
• Before using the soldering iron, check that the spring securing the
soldering tip is correctly hooked.
• Do not let the soldering tip touch the skin or heat-sensitive
materials.
• Remove combustible objects, liquids and gases from the working
area of the soldering iron.
• When not in use, always place the soldering iron in the holder.
3. Hinweise zum Löten
3.1 Die Lötstellen müssen stets sauber und fettfrei sein.
3.2 Die Lötzeiten sollen möglichst kurz sein, jedoch muss die Lötstelle
ausreichend und gleichmäßig erwärmt werden, um eine gute
Lötverbindung zu gewährleisten.
3.3 Vor dem Löten die Lötspitze am feuchten Schwamm leicht abwischen,
so dass sie wieder metallisch glänzt. Dadurch wird vermieden, daß
oxidiertes Lot oder verbrannte Flussmittelreste an die Lötstelle
gelangen.
Lötstelle erwärmen, indem die Lötspitze gleichermaßen mit Lötauge
(Pad) und Bauteilanschluss in Kontakt gebracht wird.
Lötdraht zuführen (z. B. ERSA-Lötdraht Sn60Pb40 nach DIN 1707
mit Flussmittelseele).
Lötvorgang wiederholen.
Von Zeit zu Zeit die Lötspitze am feuchten Schwamm abstreifen.
Verunreinigte Lötspitzen verlängern die Lötzeiten.
Nach dem letzten Lötvorgang die Lötspitze nicht abwischen. Das
Restlot schützt die Lötspitze vor Oxidation.
3. Soldering
3.1 The soldering joints must always be clean and free of grease.
3.2 Soldering times should be as short as possible, but the soldering
joint must be suf ciently and uniformly warmed in order to ensure a
good soldering connection.
3.3 Before soldering, lightly wipe the soldering tip on the damp sponge,
so that it has a metallic shine again. This prevents oxidized solder or
combusted ux remains sticking on the soldering joint.
Heat soldering joint by bringing the soldering tip into simultaneous
contact with the land (pad) and the component join.
Apply solder wire (e. g. ERSA solder wire Sn60Pb40 as per DIN
1707 with solder core).
Repeat soldering process.
From time to time, strip the soldering tip on the moist sponge. Impure
soldering tips lengthen soldering times.
Do not wipe soldering tip after last soldering process. The residual
solder protects the soldering tip from oxidation.
Page 6
4. Working with sensitive components
Many components may be damaged by electrostatic discharge (please
observe the warnings on the packaging or ask the manufacturer
or supplier).
These components can be protected by an ESD-secure workplace.
The soldering station can be easily integrated into such an environment.
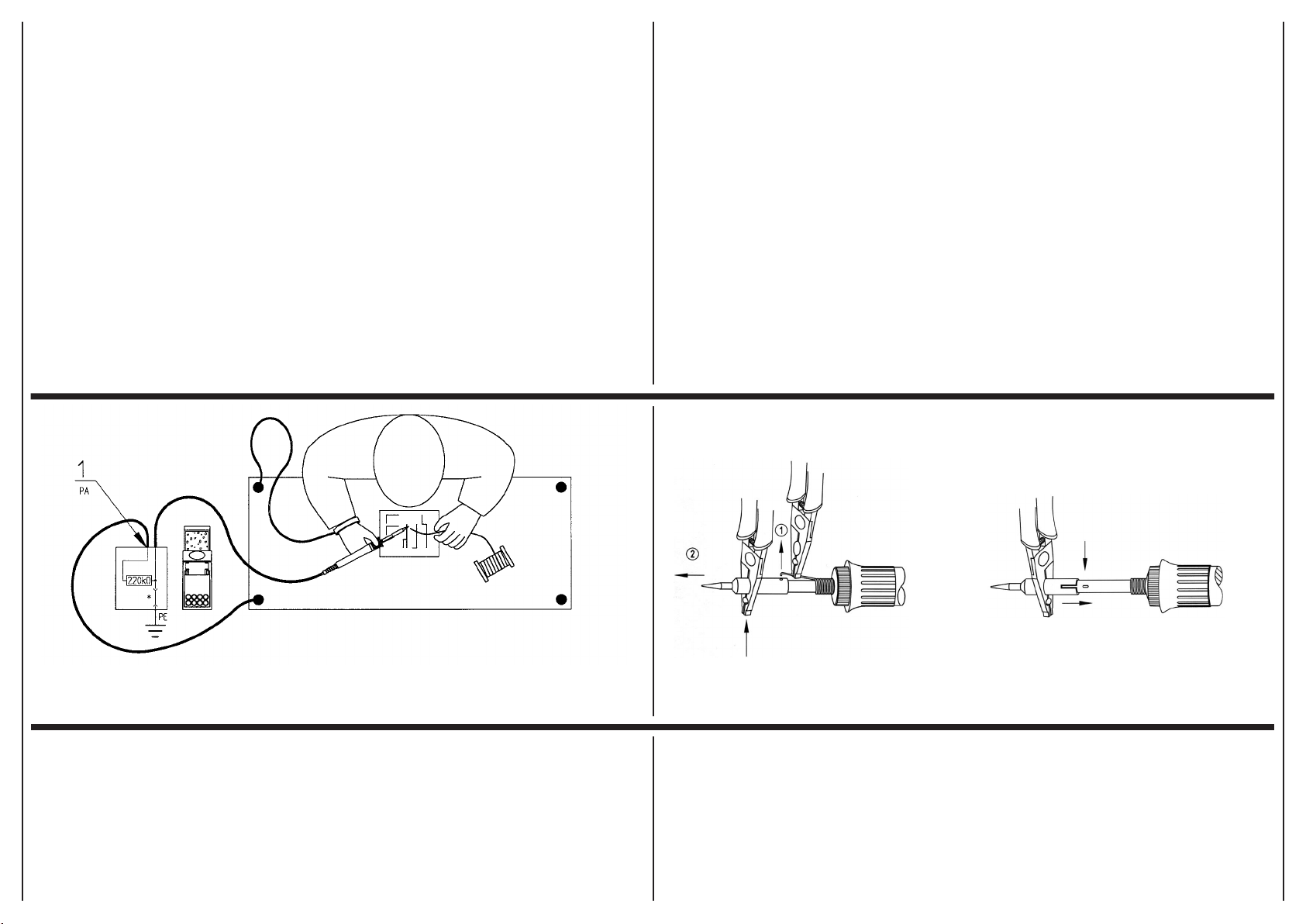
The soldering tip can be connected at high resistance (220 kΩ) to
the conductive workbase via the potential equalization jack (No. 1/
g. 2). The soldering tips are default hard grounded.
Soldering stations with an „A“ at the end of the type designation have
complete antistatic protection and also meet the requirements of the
American military standard.
5. Lötspitzenwechsel
Die Lötspitze muß bei Verschleiß oder wenn eine andere Lötspitzenform
gewünscht wird (siehe Technische Daten) gewechselt werden.
Ein Austauschen der Lötspitze ist auch im heißen Zustand möglich.
Die Versorgungseinheit sollte jedoch ausgeschaltet werden, da die
Heizkörper ohne Lötspitze überheizt werden können.
5. Replacement of soldering tips
The soldering tip must be changed in the event of wear or if another
shape of soldering tip is desired (see Technical data).
The soldering tips can also be changed when hot.
The main unit has to be switched off because the heating elements can
overheat without soldering tips.
4. Arbeiten mit emp ndlichen Bauelementen
Manche Bauelemente können durch elektrostatische Entladung
beschädigt werden (beachten Sie bitte die Warnhinweise auf den
Verpackungen oder fragen Sie Hersteller oder Lieferant).
Zum Schutz dieser Bauelemente eignet sich ein ESD-sicherer Arbeitsplatz
(ESD = Elektrostatische Entladung).
Die Lötstation kann problemlos in ein solches Umfeld integriert werden.
Über die Potentialausgleichsbuchse (Pos. 1/ Abb. 2) kann die Lötspitze
hochohmig (220 kΩ
) mit der leitfähigen Arbeitsunterlage verbunden werden.
Die Lötspitzen sind bei der Auslieferung direkt mit dem Netzschutzleiter
verbunden.
Lötstationen mit einem "A" am Ende der Typenbezeichnung sind komplett
antistatisch ausgerüstet und erfüllen außerdem die Anforderungen des
amerikanischen Militärstandards.
Abb. 2 / g. 2 Abb. 3a / g. 3a
Abziehen / remove
Spitze mit der Zange nur hier greifen und abziehen
Take the tip with at pliers only here and remove it
Abb. 3b / g. 3b
Aufstecken / attach
* "harte" Erde gemäß Military und ESA Standards/
hard grounded in accordance with military and ESA standard
Page 7

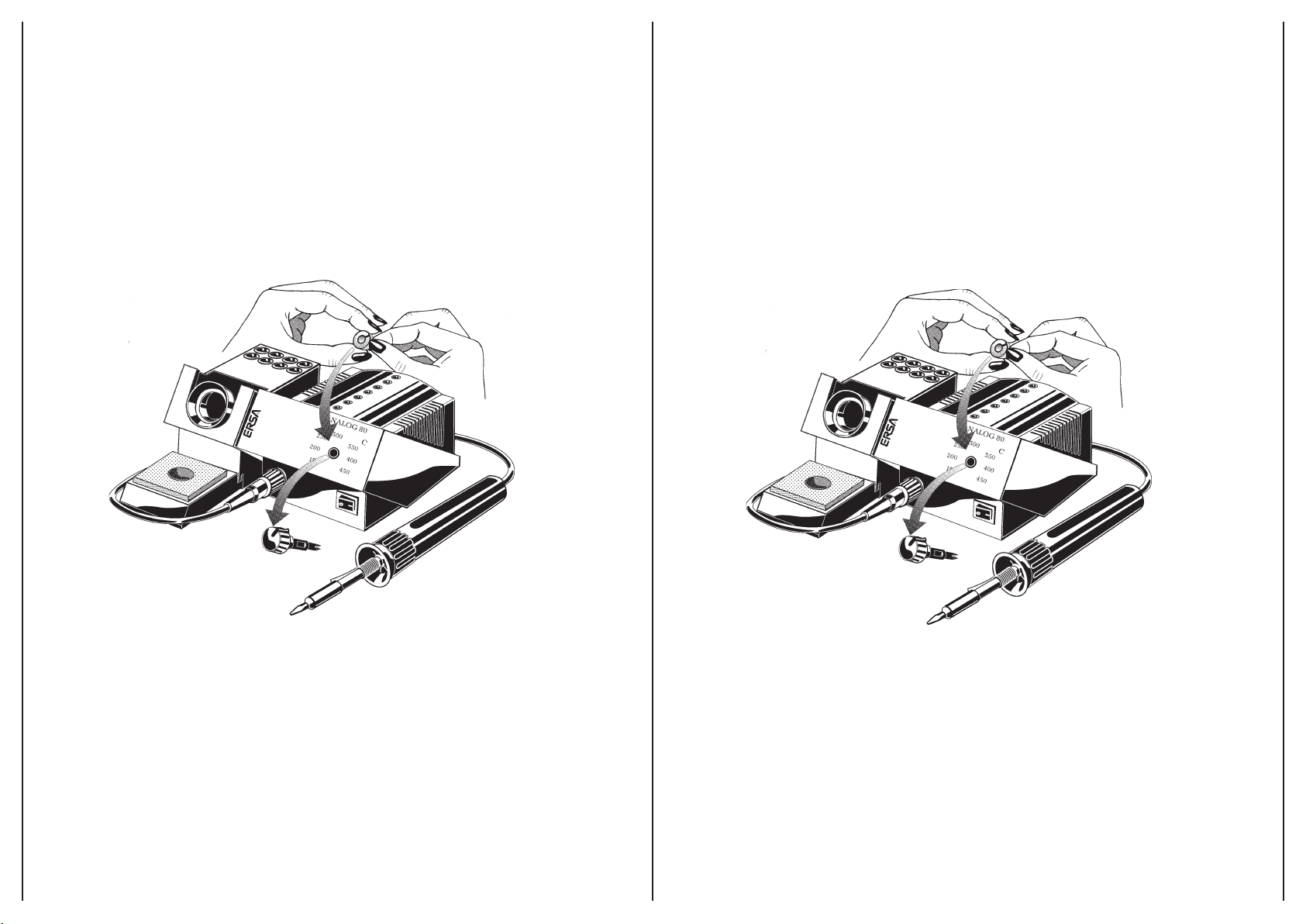
5.1 Den Federhaken aus der Spitzenbohrung heben (Pos. 1/Abb. 3a) und
die Spitze mit einer Flachzange abziehen (Pos. 2/Abb. 3a).
5.2 Die heiße Lötspitze auf einer brandfesten Unterlage oder im
Ablageständer ablegen.
5.3 Andere Spitze aufstecken (Abb. 3b).
Beim Aufschieben bis zum Anschlag beachten, dass der Noppen des
Metallrohres im Heizkörperbereich im Schlitz des Lötspitzenschaftes
liegt. Dadurch wird die Lötspitze positioniert und eine Verdrehsicherung
gewährleistet.
5.4 Den Federhaken wieder mit der Flachzange in der Spitzenbohrung
verankern.
Um die gute elektrische und Wärmeleitfähigkeit zu erhalten, sollte die
Lötspitze gelegentlich
Messingbürstchen gereinigt werden.
abgenommen und der Heizkörperschaft mit einem
5.1 To do this, unhook the spring hook from the hole (No. 1/ g. 3a) and
pull the tip off with at pliers (No. 2/ g. 3a).
5.2 Deposit hot tip on suitable support.
5.3 Attach other tip ( g. 3b).
Please note, when sliding the tip over the heating element, that
the slit on the tip shaft slides directly over the nose on the heating
element's metal tube. This positions the soldering tip and ensures
that no twisting is possible.
5.4 Fix spring hook again with at pliers into the hole of the tip.
In order to obtain good electrical and heat conductivity, the soldering
tip should be taken off on occasion and the heating element cleaned
with a brass brush.
6. Kalibrieren (nur ANALOG 60 / ANALOG 60 A)
Normalerweise ist es nicht erforderlich, die Station
zu kalibrieren. Wird jedoch mit einer Sonderspitze
gearbeitet oder muss die Löttemperatur in einem
Bereich besonders genau einstellt werden, kann die
tatsächliche Spitzentemperatur folgendermaßen mit der
Skala in Übereinstimmung gebracht werden:
6.1 Kolben mit der gewünschten Spitze ausrüsten und
die erforderliche Arbeitstemperatur einstellen.
6.2 Mit einem Messgerät (z. B. Temperaturmessgerät
ERSA DTM 100) die Temperatur an der Lötspitze
ermitteln. Ist die eingestellte Temperatur stabil,
diesen Wert mit dem eingestellten Temperaturwert
vergleichen.
6.3 Ist die gemessene Temperatur zu niedrig, das
Kalibrierpoti (Pos. 5/Abb. 1; Pos. 1/Abb. 4) nach rechts drehen, im
umgekehrten Falle nach links.
Zur Vermeidung von Messfehlern auf eine saubere Lötspitze und ruhige
Luftverhältnisse achten. Offene Fenster, umhergehende Personen o. ä.
können die Messungen verfälschen.
Abb. 4 / g. 4
6. Calibration (ANALOG 60 / ANALOG 60A only)
Generally, it is not necessary to calibrate the station.
However, if work is being carried out using a special
bit, or if the soldering temperature has to be set
with particular accuracy in a certain range, the actual
bit temperature can be made to match the scale by
following this procedure:
6.1 Fit the iron with the desired bit, and set the
required working temperature.
6.2 Use a measuring device (e.g. the ERSA DTM 100
temperature measuring device) to determine the
temperature at the soldering bit. If the adjusted tem perature is stable, compare this value with the value
which was actually set for the temperature.
6.3 If the measured temperature is too low, turn the calibration poten tiometer (No. 5/ g. 1; No. 1/ g. 4) to the right; in the opposite case,
turn it to the left.
In order to avoid measurement errors, make sure that the soldering bit is
clean and that the air conditions are steady. The measurements can be
falsi ed by open windows, people moving about or similar factors.
Page 8
7. Fehlerdiagnose
7. Fault diagnosis
Sollte die Lötstation nicht den Erwartungen entsprechend funktionieren,
prüfen Sie bitte folgendes:
• Ist Netzspannung vorhanden (Netzanschlussleitung mit Steckdose
und Gerät richtig verbunden)?
• Ist die Sicherung defekt?
Beachten Sie, dass eine defekte Sicherung auch ein Hinweis auf
eine tieferliegende Fehlerursache sein kann. Einfaches Wechseln
der Sicherung ist daher im allgemeinen nicht ausreichend.
• Ist der Lötkolben richtig mit der Versorgungseinheit verbunden?
Wird nach Überprüfung der o.g. Punkte die Lötspitze nicht heiß,
kann der Heizwiderstand und der Temperaturfühler mit einem
Widerstandsmessgerät auf Durchgang überprüft werden (siehe Punkt
8.1. bzw. 9.1/2, 10.1/2, 11.1/2).
Ist kein Durchgang vorhanden, ist der Heizkörper defekt und muss
ausgetauscht werden (siehe Punkt 8.2. bzw. 9.2, 10.3, 11.3).
Ist Durchgang vorhanden und der Fehler läßt sich nicht lokalisieren,
geben Sie bitte sowohl Kolben als auch Versorgungseinheit zur Reparatur.
Wenden Sie sich dabei an Ihren Händler oder senden Sie das komplette
Gerät mit ausführlicher Fehlerbeschreibung direkt ans Werk (Adresse
siehe letzte Seite).
If the soldering station does not function as expected, please check
the following:
• Is there any power (has the power cable been correctly connected to
the socket outlet and device)?
• Is the fuse faulty?
Note that a faulty fuse may also be an indication of a deeper lying
defect. Simply changing the fuse is usually not enough.
• Has the soldering iron been correctly connected to the power unit?
When the above points have been checked and the soldering tip does
not become hot, the heating resistance and the temperature sensor
may be checked for continuity using a resistance meter (see Point
8.1 or 9.1/2, 10.1/2, 11.1/2).
If there is no throughput, the heating element is defective and has to be
exchanged (see Point 8.2 or 9.2, 10.3, 11.3).
If there is continuity and the fault cannot be localised, take both the iron
and the power unit for repair.
Use your dealer or return the complete station to ERSA together with a
detailed error description (see last page for address).
Achtung:
Reparaturen an der Versorgungseinheit dürfen nur von autorisiertem
Elektro-Fachpersonal durchgeführt werden.
Im Gerät be nden sich spannungsführende Teile.
Bei unsachgemäßen Eingriffen besteht Lebensgefahr!
Attention:
Repairs may only be carried out by experienced and authorized
electronic experts.
The device contains live parts.
Inexpert handling may cause a fatal electric shock.
Page 9
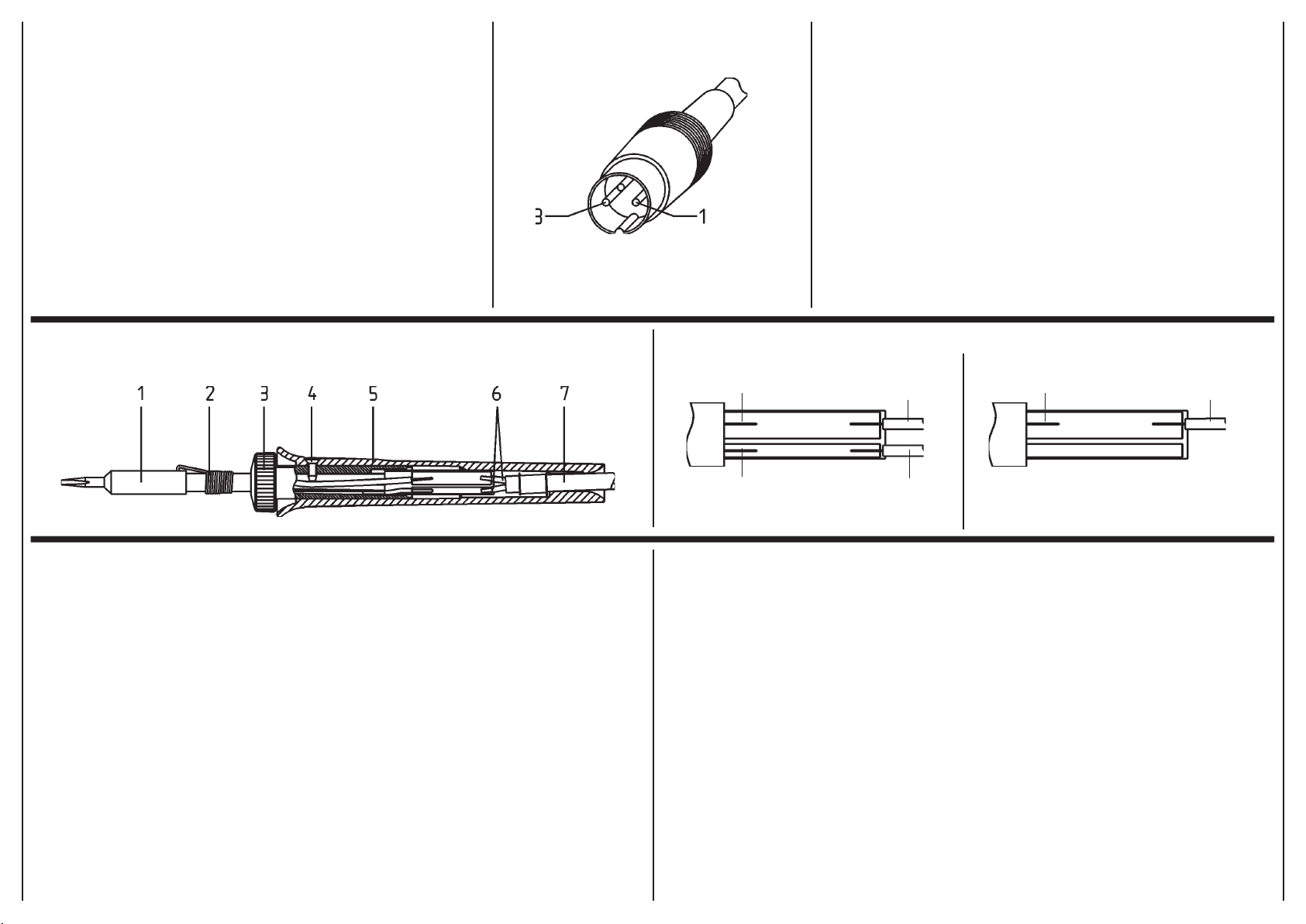
8. Heizkörperwechsel
Basic tool 60
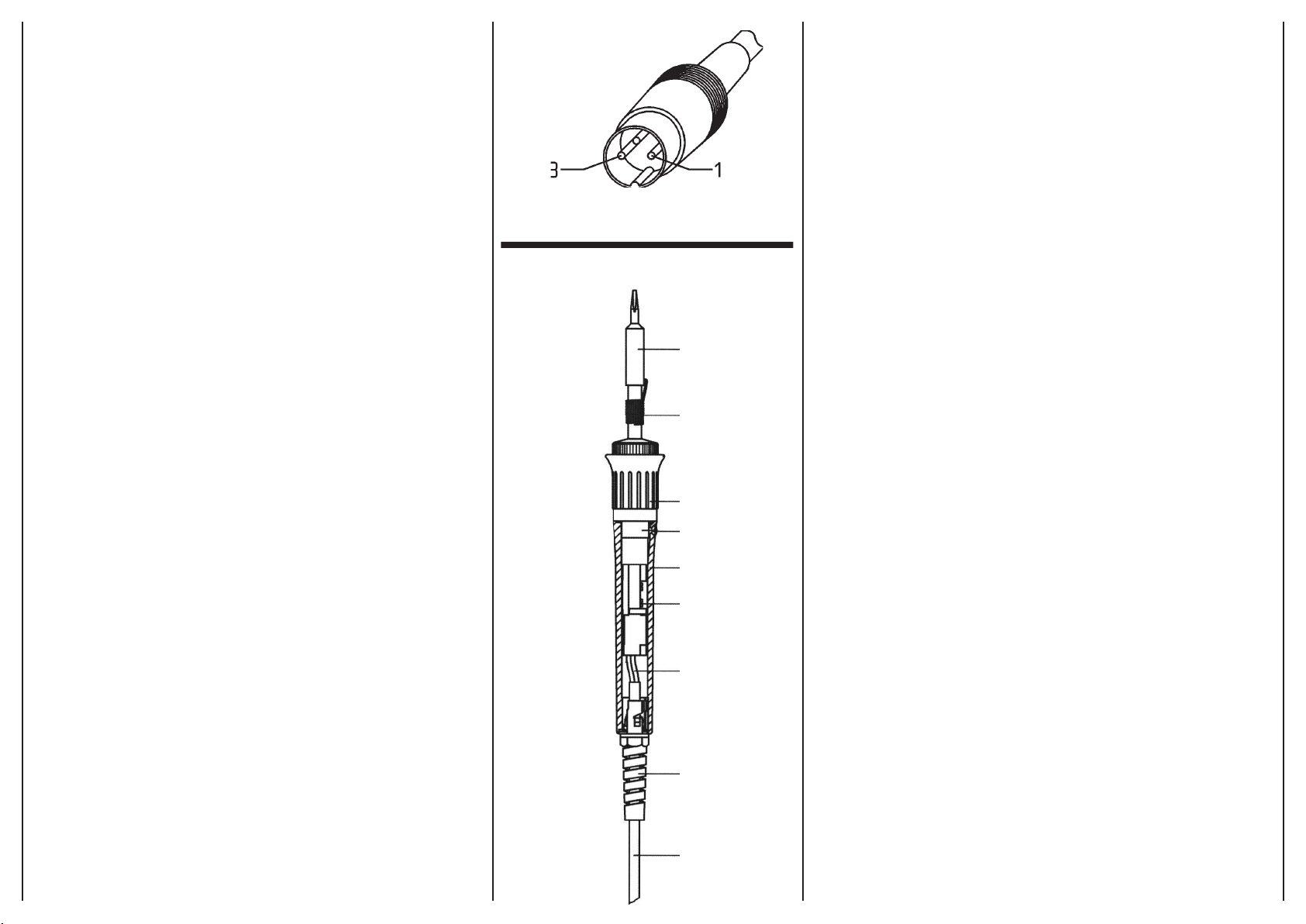
8.1 Durchgangsprüfung Heizkörper
(Abb. 5)
Zwischen Messpunkt 1 und 3 sollten 6 Ohm
(bei kaltem Lötkolben) bis 7 Ohm (bei höherer
Temperatur) Durchgangswiderstand messbar
sein.
Bei Unterbrechung ist der Heizkörper zu
erneuern (siehe unten).
8.2 Heizkörperwechsel / Austausch der
Anschlussleitung (Abb. 6)
8.2.1 Lötkolben von der Station trennen.
8.2.2 Abgekühlte Lötspitze (Pos. 1) und Spitzenbefestigung (Pos. 2) vom Heizkörper (Pos. 3)
abziehen.
8.2.3 Zugentlastung (Pos. 8) mit Schraubenschlüssel
SW12 gegen den Uhrzeigersinn öffnen (ca.
drei Rastungen).
8.2.4 Griffbefestigungsschraube (Pos. 4) herausdrehen.
8.2.5 Griff (Pos. 5) abziehen.
8.2.6 Klemmverbindung (Pos. 6) zwischen Heizkörper
(Pos. 3) und Anschlussdrähten (Pos. 7) lösen.
8.2.7 Heizkörper (Pos. 3) bzw. Anschlussleitung
(Pos. 9) wechseln.
8.2.8 Zusammenbau in umgekehrter Reihenfolge.
Abb. 6 / g. 6
Basic tool 60
8. Heating element replacement
Basic tool 60
8.1 Continuity check for heating element
( g. 5)
The continuity resistance between measuring
points 1 and 3 should be between 6 Ohm
(at cool soldering iron) and 7 Ohm (at high
temperature).
In the event of interruption, the heating element
needs to be replaced (see below).
8.2 Heating element replacement /replacement of lead ( g. 6)
8.2.1 Separate soldering iron from station.
8.2.2 Extract cooled tip (No.1) and tip fastener (No.2)
from heating element (No.3).
8.2.3 Open cord grip (No.8) with spanner SW12
anti-clockwise (approx. 3 notches).
8.2.4 Unscrew grip-securing screw (No.4).
8.2.5 Remove grip (No.5).
8.2.6 Loosen the screws on the connector (No. 6)
between heating element (No. 3) and connection
wires (No. 7).
8.2.7 Replace heating element (No.3) or lead
(No.9).
8.2.8 Reassemble in reverse order.
Abb. 5 / g. 5
Basic tool 60
1
2
4
3
5
6
8
7
9
1
Page 10
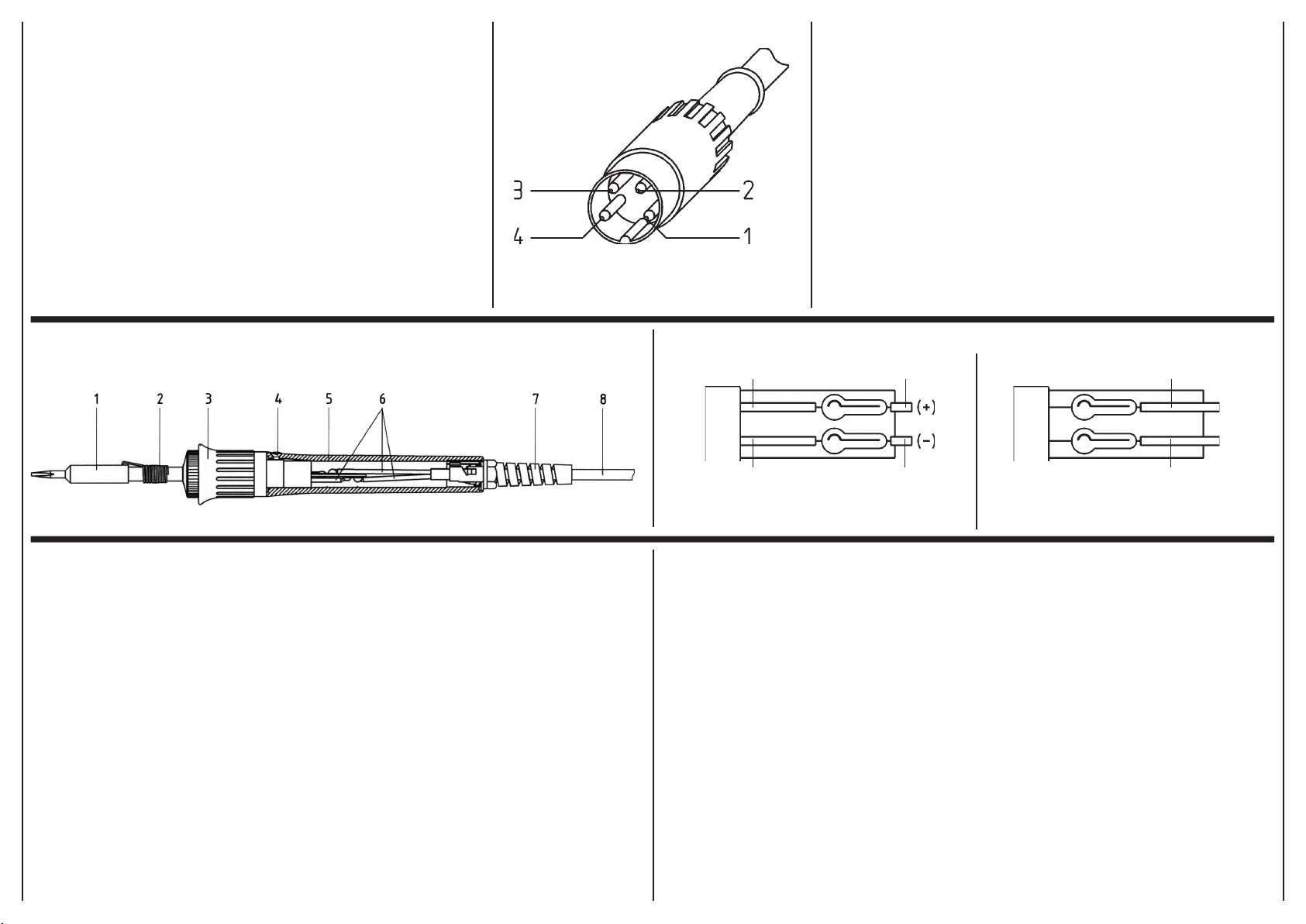
9. Heizkörperwechsel
Ergo tool
9.1 Durchgangsprüfung Heizkörper
(Abb. 7)
Zwischen Messpunkt 1 und 3 sollten 6 Ohm
(bei kaltem Lötkolben) Durchgangswiderstand
messbar sein.
Bei Unterbrechung ist der Heizkörper zu
erneuern (siehe unten).
Anschlußbelegung / Pin assignmentAbb. 9 / g. 9
9. Heating element replacement
Ergo tool
9.1 Continuity check for heating element
( g. 7)
The continuity resistance between measuring
points 1 and 3 should be 6 Ohm (at cool
soldering iron).
In the event of interruption, the heating element
is to be replaced (see below).
9.2 Heizkörperwechsel / Austausch der Anschlußleitung
(Abb. 8)
9.2.1 Lötkolben von der Station trennen.
9.2.2 Abgekühlte Lötspitze (Pos. 1) und Spitzenbefestigung (Pos. 2)
vom Heizkörper (Pos. 3) abziehen.
9.2.3 Griffbefestigungsschraube (Pos. 4) herausdrehen.
9.2.4 Griff (Pos. 5) abziehen.
9.2.5 Lötverbindung (Pos. 6) zwischen Heizkörper (Pos. 3) und
Anschlussdrähten (Pos. 7) lösen. (siehe auch Abb. 9)
9.2.6 Heizkörper (Pos. 3) bzw. Anschlussleitung (Pos. 7) wechseln.
9.2.7 Zusammenbau in umgekehrter Reihenfolge.
9.2 Heating element replacement / replacement of lead
( g. 8)
9.2.1 Separate soldering iron from station.
9.2.2 Extract cooled tip (No.1) and tip fastener (No.2) from heating
element (No.3).
9.2.3 Unscrew grip-securing screw (No.4).
9.2.4 Remove grip (No.5).
9.2.5 Loosen the screws on the connector (No. 6) between heating element
(No. 3) and connection wires (No. 7). (see also g. 9)
9.2.6 Replace heating element (No.3) or lead (No.7).
9.2.7 Reassemble in reverse order.
Abb. 7 / g. 7
Abb. 8 / g. 8
Ergo tool
Heizkörper/Heating element
weiß/white
Erdleiter/earth
blau/blue
Ergo tool
Heizkörper/Heating element
schwarz/
black
Page 11
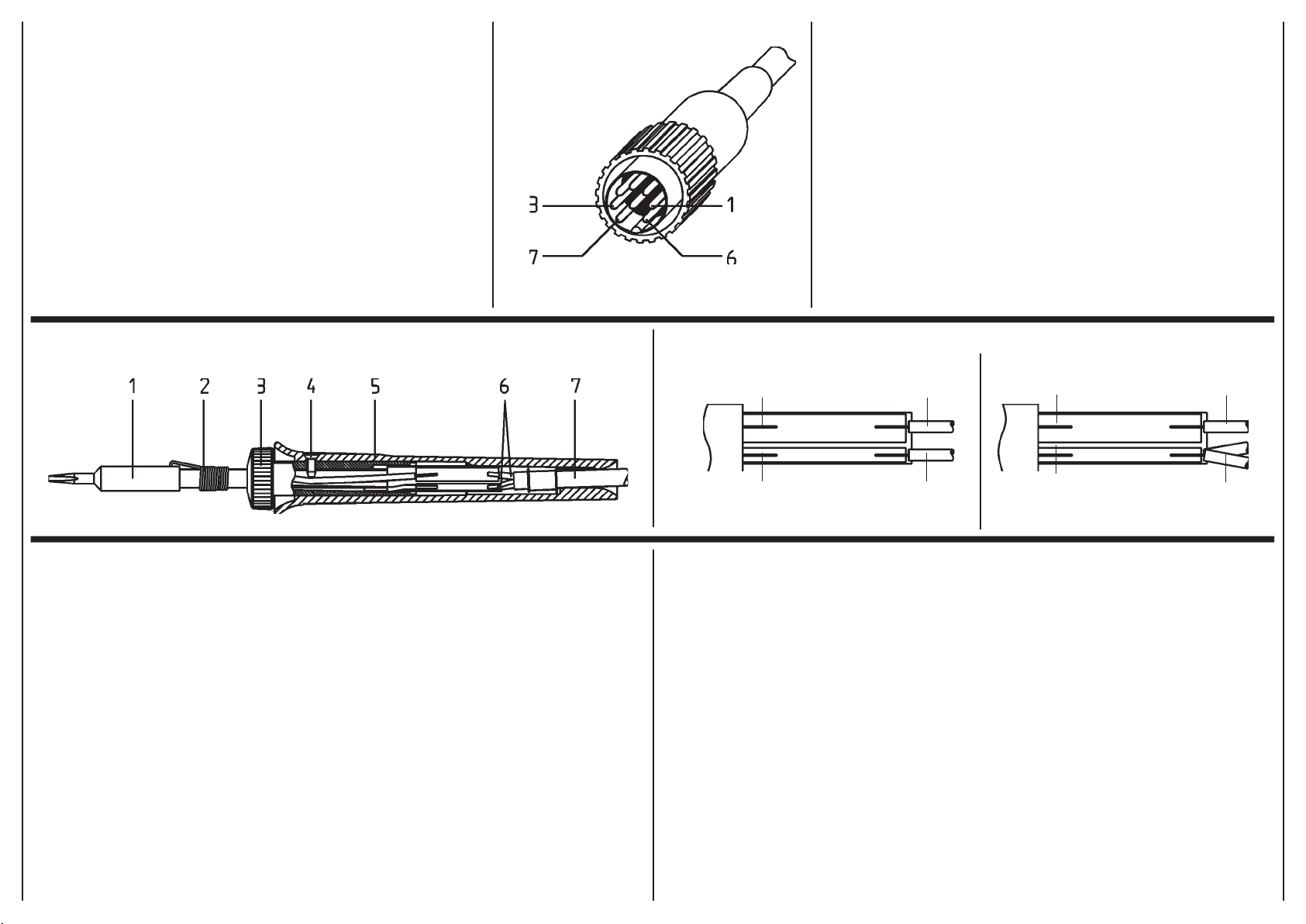
10. Heizkörperwechsel
Basic tool 80
10.1 Durchgangsprüf. Heizkörper (Abb. 10)
Zwischen Messpunkt 1 und 4 sollten weniger als 6
Ohm (bei kaltem Lötkolben) Durchgangswiderstand
messbar sein. Bei Unterbrechung ist der Heizkörper zu
erneuern (s.u.).
10.2 Durchgangsprüfung Thermofühler
Zwischen Messpunkt 2 und 3 sollten weniger als
10 Ohm Durchgangswiderstand messbar sein. Bei
Unterbrechung ist der Heizkörper zu erneuern (s.u.).
Anschlussbelegung / Pin assignment
Abb. 10/ g. 10
Abb. 12/ g.12
Abb. 11/ g. 11
Basic tool 80
10. Heating element replacement
Basic tool 80
10.1 Continuity check heating elem. ( g. 10)
The continuity resistance between measuring points 1
and 4 should be smaller than 6 Ohm (at cool soldering
iron). In the event of interruption, the heating element
is to be replaced (see below).
10.2 Continuity check for thermocouple
There should be less than 10 Ohm continuity resistance
between measuring points 2 and 3. In the event of
interruption, the heating element is to be replaced (see
below).
Basic tool 80
10.3 Heizkörperwechsel / Austausch der Anschluss leitung (Abb. 11)
10.3.1 Lötkolben von der Station trennen.
10.3.2 Abgekühlte Spitze (Pos. 1) und Spitzenbefestigung (Pos. 2)
vom Heizkörper (Pos. 3) abziehen.
10.3.3 Zugentlastung (Pos. 7) mit Schraubenschlüssel SW 12 gegen
den Uhrzeigersinn öffnen (ca. drei Rastungen).
10.3.4 Griffbefestigungsschraube (Pos. 4) herausdrehen.
10.3.5 Griff (Pos. 5) abziehen.
10.3.6 Lötverbindung zwischen Heizkörper (Pos. 3) und Anschluss drähten (Pos. 6) lösen.
10.3.7 Heizkörper (Pos. 3) bzw. Anschlussleitung (Pos. 8) wechseln.
10.3.8 Lötverbindung zwischen Heizkörper und Anschlussdrähten
wieder herstellen (Abb. 12).
Achtung: Adern "weiß" und "rot" dürfen nicht vertauscht werden!
10.3.9 Zusammenbau in umgekehrter Reihenfolge.
10.3 Heating element replacement / replacement
of lead ( g. 11)
10.3.1 Separate soldering iron from station.
10.3.2 Extract cooled tip (No. 1) and tip fastener (No. 2) from heating
element (No.3).
10.3.3 Open cord grip (No. 7) with spanner SW12 anticlockwise (approx.
3 notches).
10.3.4 Unscrew grip-securing screw (No. 4).
10.3.5 Remove grip (No. 5).
10.3.6 Loosen solder connection between heating element (No.3) and
connection wires (No. 6).
10.3.7 Replace heating element (No. 3) or lead (No. 8).
10.3.8 Reconnect heating element and leads ( g. 12).
Attention: „White“ and „red“ wires must not be confused!
10.3.9 Reassemble in reverse order.
Thermofühler / temperature sensor Heizelement / heater
rot/red
weiß/whiteweiß/white
rot/red
blau/blue
schwarz/black
Page 12
11. Heizkörperwechsel
Power tool (Abb. 13)
11.1 Durchgangsprüfung Heizkörper
Zwischen Messpunkt 1 und 6 sollten weniger als 6
Ohm (bei kaltem Lötkolben) Durchgangswiderstand
messbar sein. Bei Unterbrechung ist der Heizkörper
zu erneuern (siehe unten).
11.2 Durchgangsprüfung Thermofühler
Zwischen Messpunkt 7 und 3 sollten weniger als
10 Ohm Durchgangswiderstand messbar sein. Bei
Unterbrechung ist der Heizkörper zu erneuern (siehe
unten).
Anschlussbelegung / Pin assignment
Abb. 13 / g. 13
Abb. 15 / g.15
Abb. 14 / g. 14
Power tool
11. Heating element replacement
Power tool ( g. 13)
11.1 Continuity check for heating element
The continuity resistance between measuring points 1
and 6 should be smaller than 6 Ohm (at cool soldering
iron). In the event of interruption, the heating element
is to be replaced (see below).
11.2 Continuity check for thermocouple
There should be less than 10 Ohm continuity
resistance between measuring points 7 and 3. In the
event of interruption, the heating element is to be
replaced (see below).
Steckerbelegung
Power tool
11.3 Heizkörperwechsel / Austausch der
Anschlussleitung (Abb. 14)
11.3.1 Lötkolben von der Station trennen.
11.3.2 Abgekühlte Spitze (Pos. 1) und Spitzenbefestigung (Pos. 2) vom
Heizkörper (Pos. 3) abziehen.
11.3.3 Griffbefestigungsschraube (Pos. 4) herausdrehen.
11.3.4 Griff (Pos. 5) abziehen.
11.3.5 Lötverbindung zwischen Heizkörper (Pos. 3) und Anschlußdrähten
(Pos. 6) lösen.
11.3.6 Heizkörper (Pos. 3) bzw. Anschlußleitung (Pos. 7) wechseln.
11.3.7 Lötverbindung zwischen Heizkörper und Anschlußdrähten wieder
herstellen (Abb. 15).
Achtung: Adern "weiß" und "rot" dürfen nicht vertauscht werden!
11.3.8 Zusammenbau in umgekehrter Reihenfolge.
11.3 Heating element replacement / replacement of lead
( g. 14)
11.3.1 Separate soldering iron from station.
11.3.2 Extract cooled tip (No. 1) and tip fastener (No. 2) from heating
element (No.3).
11.3.3 Unscrew grip-securing screw (No. 4).
11.3.4 Remove grip (No. 5).
11.3.5 Loosen solder connection between heating element (No.3) and
connection wires (No. 6).
11.3.6 Replace heating element (No. 3) or lead (No. 7).
11.3.7 Reconnect heating element and leads ( g. 15).
Attention: „White“ and „red“ wires must not be confused!
11.3.8 Reassemble in reverse order.
Heizkörper weiß/
heating element white
Erdleiter rot (+), Thermofühler/
earth red (+), temperature
sensor
weiß/rot/
white/red
blau/blue
Heizkörper weiß/
heating element white
grün/green
Thermofühler grün(-)/
temperature sensor green (-)
schwarz/black
Page 13
12. Technische Daten / Bestelldaten 12. Technical data / Order number
Lötstation komplett
ANALOG 60 / 60 W
ANALOG 60 A / 60 W antistatisch
ANALOG 80
ANALOG 80 A
Versorgungseinheit
Leistung: 60 W / 80 W
Primär: 230 V, 50/60 Hz
Sekundärspannung: 24 V
Ausführung: schutzisoliert
Zuleitung: 2 m PVC
Sicherung: 315 mAT / 400 mAT
Lötkolben mit Lötpitze 832 CD / 842 CD
Leistung: 60 W / 80 W (350 °C)
Spannung: 24 V
Anheizzeit: Basic tool 60 / Ergo tool: ca. 60 s
Basic tool 80 / Power tool: ca. 50 s (350 °C)
Gewicht ohne Zuleitung:
Basic tool 60 / Ergo tool: ca. 60 g
Basic tool 80 / Power tool: ca. 52 g
Zuleitung: 1,5 m Silikon
/ 80 W
/ 80 W antistatisch
0ANA 60
0ANA 60 A
0ANA 80
0ANA 80 A
0ANA 603
0ANA 603 A
0ANA 803
0ANA 803 A
Soldering station
ANALOG 60 / 60 W
ANALOG 60 A / 60 W antistatic
ANALOG 80
ANALOG 80 A
Power supply unit
Power rating: 60 W
Primary voltage: 230 V, 50/60 Hz
or special voltages
Secondary voltage: 24 V
Fully isolated from mains
Lead: 2 m PVC
Fuse: 315 mAT / 400 mAT
Soldering iron with soldering tip 832 CD / 842 CD
Rating: 60 W / 80 W (350 °C)
Voltage: 24 V
Heating-up time: Basic tool 60 / Ergo tool: approx. 60 s (350 °C)
Basic tool 80 / Power tool: approx. 50 s (350 °C)
Weight without lead:
Basic tool 80 / Power tool: approx. 52 g
Lead: 1,5 m silicon cable
/ 80 W
/ 80 W antistatic
Basic tool 60 / Ergo tool: approx. 60 g
0ANA 60
0ANA 60 A
0ANA 80
0ANA 80 A
0ANA 603
0ANA 603 A
0ANA 803
0ANA 803 A
Lötkolben Basic tool 60 (60 W)
Heizkörper
Lötkolben Ergo tool (60 W)
Heizkörper für Ergo tool
Lötkolben Basic tool 80 (80 W)
Heizkörper
Lötkolben Power tool (80 W)
Heizkörper für Power tool
Ablageständer für ANALOG 60 / ANALOG 80
Ablageständer antistat. für ANALOG 60 A / ANALOG 80 A
Viskoseschwamm für A 28 / A 29
für Basic tool 60
antistatisch
für Basic tool 80
antistatisch
0670 CDJ
067100J
0680 CDJ
068100J
0810 CDJ
081100J
0840 CDJ
084100J
0A 28
0A 29
0003B
Soldering iron Basic tool 60 (60 W)
Heating element for Basic tool 60
Soldering iron Ergo tool (60 W)
Heating element for Ergo tool
Soldering iron Basic tool 80 (80 W)
Heating element for Basic tool 80
Soldering iron Power tool (80 W)
Heating element for Power tool
Holder for ANALOG 60 / ANALOG 80
Holder antistatic for ANALOG 60 A / ANALOG 80 A
Viscose sponge for A 28 / A 29
antistatic
antistatic
0670 CDJ
067100J
0680 CDJ
068100J
0810 CDJ
081100J
0840 CDJ
084100J
0A 28
0A 29
0003B
Page 14
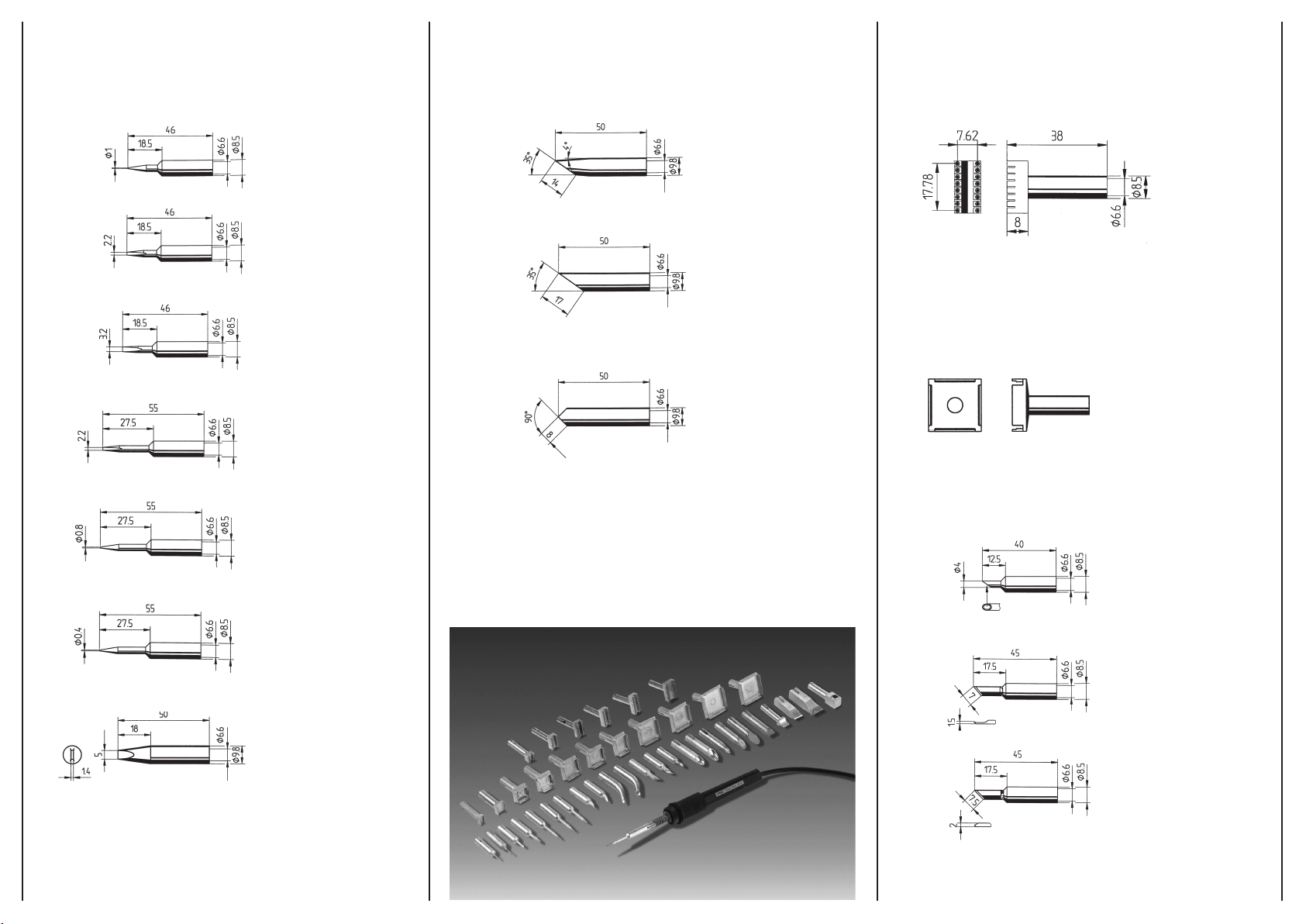
13.
ERSADUR-Dauerlötspitzen
ERSADUR soldering tips
Verstärkte ERSADUR-Dauerlötspitzen
ERSADUR reinforced soldering tips
ERSA IC-Auslöteinsätze
ERSA IC desoldering inserts
0832 BD
0832 CD
0832 ED
0832 KD
0832 SD*
0832 GD
0832 LD
0832 MD
ERSA Spitzenauswahl - Bitte anfragen !
ERSA Tip range - Please ask for more types !
0832 C16
ERSA SMD Entlöteinsätze
ERSA SMD desoldering inserts
auf Anfrage
on request
ERSA SolderWell Spitzen
ERSA SolderWell tips
0832 PW
0832 UD*
0832 VD
* Achtung! Vor dem Aufheizen Schutztülle
entfernen!
* Attention! Remove sheath before heating!
0832 AD
0832 OD
Page 15
14. Festtemperaturen 14. Fixed Temperatures
Falls Festtemperaturen erwünscht sind:
• nach Einstellen der gewünschten Temperatur Drehknopf abziehen.
• Schutzfolie von mitgelieferten Abdeckplättchen entfernen.
• Abdeckplättchen mit Strichmarke nach eingestellter Temperatur
ausrichten und aufkleben.
In case xed temperature is required:
• after setting the required temperature remove the knob
• remove protection foil from enclosed cover
• adjust cover with mark to the set temperature and x it
Die Temperaturen sind somit von Unbefugten nicht mehr verstellbar.
Thus the temperature cannot be changed by unauthorized persons.
Page 16

Warranty
Vollständigkeit und Qualität der Angaben in dieser Anleitung
veröffentlichten Daten sowie Angaben über Produkte und
Verfahren, wurden von uns unter Einsatz modernster
technischer Hilfsmittel, nach besten Wissen ermittelt. Diese
Angaben sind unverbindlich und entheben den Anwender nicht
von einer eigenverantwortlichen Prüfung vor dem Einsatz des
Alle Rechte vorbehalten. Das vorliegende Handbuch darf,
fertigungsbedingte Mängel müssen unter Mitteilung der Mängel
werden muss, angezeigt werden und der Warenrücksendung
for the content, completeness or quality of the information con-
tained in this manual. The content is being continually updated
the responsibility of conducting an inspection before using the
that we have not previously expressly approved in writing. We
All rights reserved. This manual may not be reproduced, trans-
without the written permission of ERSA GmbH.
Page 17

Table des matières
1. Avant la mise en service
2. Mise en service
3. Remarques concernant le brasage
4. Travaux avec des éléments de construction sensibles
5. Changement de la panne du fer à souder
6. Calibrage (uniquement ANALOG 60 / ANALOG 60 A)
7. Diagnostic d’erreurs
8. Changement de l’élément thermique Basic tool 60
9. Changement de l’élément thermique Ergo tool
10. Changement de l’élément thermique Basic tool 80
11.
Changement de l’élément thermique Power tool
12. Caractéristiques techniques générales /
Données de commande
13. Pannes de fer à souder
14. Températures xées
Содержание
Диагностика неисправностей
Page 18

ill. 1 / Рис. 1
ERSA ANALOG 60
1. Unité d’alimentation
2. Conduite de raccordement
3. Fiche de raccordement du fer à souder
4. Douille de compensation de potentiel
5. Potentiomètre de réglage (uniquement ANALOG 60 / ANALOG 60 A)
6. Commutateur principal
7. Eponge viscose
8. Récipient pour éponge
9. Panne de fer à souder
10. Fer à souder
11. Support de réception
12. Trémie
13. Indicateur d’opération
14. Echelle de température
15. Bouton tournant
16. Fusible / Porte-fusible
17. Câble de branchement au réseau
18. Fiche de raccordement au réseau
18
16 17
Управляющий блок
4.
Жало паяльника
1
2
4
3
5
6
8
7
9
10
11
14 121315
Сетевой шнур
Разъем сетевого питания
Page 19

1. Avant la mise en service
Veuillez contrôler si le contenu de l’emballage est complet.
Il comprend : - unité d’alimentation
- câble de branchement au réseau
- fer à souder avec panne de fer à souder
- support de réception avec éponge viscose
- instructions de securité
- ce mode d’emploi.
Si les composants énumérés ne sont pas complets ou s’ils sont endommagés, veuillez contacter votre fournisseur.
2. Mise en service
Veuillez lire entièrement ce manuel d'utilisation et l'instructions de securité!
2.1 Veuillez véri er si la tension de service correspond à la valeur
indiquée sur la plaque signalétique.
2.2 Mettre le commutateur principal (pos. 6/ill. 1) sur 0.
2.3 Relier la conduite de branchement au réseau (pos. 17/ill. 1)
avec la che de raccordement au réseau (pos. 18/ill. 1) au dos de
l’appareil. Mettre la che de contact dans la prise de courant.
2.4 Brancher le fer à souder (pos. 10/ill. 1) à l’unité d’alimentation et le
placer dans le support de réception.
Remarque :
Ne pas taper le fer à souder contre des objets durs car l’élément
thermique en céramique est fragile.
2.5 Bien humecter l’éponge (pos. 7/ill. 1) et la placer dans le récipient
prévu à cet effet (pos. 8/ill. 1).
2.6 Mettre l’appareil en marche.
2.7 Régler la température désirée avec le bouton tournant (pos. 15/ill. 1).
Si vous désirez des températures xées, voir: chapître 14.
1. Комплектность поставки
Проверьте целостность содержимого упаковки. В комплект
поставки входят:
- управляющий блок
- шнур питания
- данное руководство
Если один или несколько из перечисленных компонентов
отсутствуют или повреждены, обратитесь к поставщику.
2. Подготовка станции к работе
Внимательно и полностью прочтите инструкцию по безопасности!
2.1 Проверьте соответствие рабочего напряжения указанному на
управляющем блоке.
2.2 Проверьте соответствие рабочего напряжения указанному на
управляющем блоке.
2.3 Подсоедините шнур сетевого питания (рис. 1 / поз. 17) к
разъему питания (рис. 1 / поз. 18) на задней панели корпуса.
Включите шнур питания в розетку сети переменного тока.
2.4 Подключите кабель паяльника (рис. 1 / поз. 10) к управляющему
блоку, и поместите паяльник в подставку-держатель.
Примечание:
Предохраняйте паяльник от ударов, ибо керамический
нагреватель хрупок.
Увлажнике вискозную губку (рис. 1 / поз. 7) водой и поместите
Page 20

Attention !
La température de la panne du fer à souder peut monter jusqu’à 450°C :
• Avant d’utiliser le fer à souder, véri er si le ressort servant à xer la panne
du fer à souder est correctement accroché.
• Ne pas mettre la panne du fer à souder en contact avec la peau ou des
matériaux sensibles à la chaleur.
• Débarrasser la zone de travail du fer à souder de tout objet, liquide ou
gaz combustible.
• Placer toujours le fer à souder dans le support de réception lorsqu’il n’est
pas utilisé.
3. Remarques concernant le brasage
3.1 Les joints à braser doivent toujours être propres et exempts de
graisse.
3.2 Les temps de brasage doivent être aussi courts que possible, mais
le joint à braser doit être cependant chauffé de façon suf sante et
uniforme a n de garantir une bonne jonction par brasage.
3.3 Avant le brasage, passer un peu l’éponge humide sur la panne du fer
à souder, de façon à ce qu’elle brille à nouveau d’un éclat métallique.
Cela permet d’éviter ainsi le dépôt d’étain à souder oxydé ou de restes
brûlés de fondant sur le joint à braser.
Chauffer le joint à braser en mettant en contact de la même façon
la panne du fer à souder avec la pastille (pad) et le raccord de
l’élément de construction.
Introduire le métal d’apport en l (par exemple le métal d’apport en
l ERSA Sn60Pb40 conforme à DIN 1707 avec âme à résine).
Répéter l’opération de brasage.
Passer de temps en temps la panne du fer à souder sur l’éponge
humide. Les temps de brasage sont plus longs lorsque les pannes
de fer à souder sont sales.
Lorsque la dernière opération de brasage a eu lieu, ne pas laver
la panne du fer à souder. Le métal d’apport en l restant empêche
une oxydation de la panne du fer à souder.
Удалите взрывоопасные предметы, жидкости и газы из рабочей зоны.
3. Пайка
губку
Не протирайте жало после последней пайки: остатки припоя
предохранят жало от окисления в охлажденном состоянии.
Page 21

4. Защита от статического электричества
5. Changement de la panne du fer à souder
La panne du fer à souder doit être changée lorsqu’elle est usée ou
lorsqu’une forme différente est souhaitée (voir les caractéristiques techniques générales). Il est également possible de changer la panne du fer
à souder lorsque celle-ci est échauffée. L'unité de base doit être étainte
car les résistances sans pannes peuvent surchauffer.
5. Замена паяльных жал
Жало паяльника заменяют при прогорании или при необходимости
Обязательно выключайте станцию перед заменой жала, ибо без
теплоотвода в жало нагревательный элемент паяльника перегорит.
4.
Travaux avec des éléments de construction sensibles
Certains éléments de construction peuvent être endommagés par une décharge électrostatique (veuillez respecter les avis de danger sur les emballages ou renseignez-vous auprès du fabriquant ou de votre fournisseur).
Pour protéger ces éléments de construction, il convient de travailler dans un
lieu à l’abri d’une décharge électrostatique.
La station de brasage peut être intégrée sans problèmes dans un tel environnement. Grâce à la douille de compensation de potentiel (pos. 1/ill. 2),
la panne du fer à souder peut être reliée à une valeur ohmique élevée
(220 kOhm) au support de travail conducteur. Veuillez prendre note:
La panne est reliée à la terre.
Les stations de brasage comportant un „A" en n de code de désignation ont un équipement complet antistatique et sont en outre conformes
aux exigences du standard militaire américain.
ill. 2 / рис. 2 ill. 3a / рис. 3a
Enlever / как снимать
Ne saisir la panne avec une pince qu’ici et la retirer.
При снятии жала охватите его только в этом месте
Ill. 3b / рис. 3b
Insérer / как надевать
* mis à la terre de façon sure conforme aux exigences du standard militaire
américain et ESA / заземление по требованиям военного и ESA стандартов
Page 22

5.1 Soulever le mousqueton hors du trou de la panne (pos. 1/ill. 3a) et
tirer cette dernière à l’aide d’une pince plate (pos. 2/ill. 3a).
5.2 Poser la panne du fer à souder chaude sur un support ne pouvant
pas s’en ammer ou dans le support de réception.
5.3 Fixer une autre panne (Ill. 3b). En l’en lant jusqu’à la butée, veiller
à ce que le noppage de l’élément thermique se trouve dans la fente
de la tige de celui-ci. La panne du fer à souder est alors positionnée
et une protection contre la torsion garantie.
5.4 Ancrer à nouveau le mousqueton dans le trou de la panne à l’aide
de la pince plate.
A n de maintenir une bonne conductibilité électrique et thermique, on
retirera occasionnellement la panne du fer à souder et on nettoiera la
tige de l’élément thermique avec une petite brosse en laiton.
6. Calibrage (uniquement ANALOG 60 / ANALOG 60 A)
Il n’est en principe pas nécessaire de calibrer le poste.
Si l’on utilise toutefois une pointe spéciale ou si la
température de soudure doit être réglée de manière
particulièrement précise à un certain endroit, il est
possible de faire concider la température effective
de la pointe avec l’échelle des températures de la
manière suivante:
6.1 Equiper le fer à souder avec la pointe souhaitée
et régler la température de travail requise.
6.2 A l’aide d’un instrument de mesure (p.ex. instru ment de mesure de la température ERSA DTM
100), déterminer la température de la pointe à
souder. Si la température est stable, comparer
sa valeur à la valeur de température réglée.
6.3 Si la température mesurée est trop basse, tourner
le potentiommètre de calibrage vers la droite (Pos. 5/ill. 1; Pos. 1/ill.
4), dans le cas contraire, tourner le potentiomètre de calibrage vers
la gauche.
Pour éviter toute erreur de mesure, veiller à la propreté de pointe à
souder et au calme de l’atmosphère ambiante. Une fenêtre ouverte, des
personnes circulant aux alentours ou toute autre circonstance similaire
peuvent fausser les mesures.
жале (рис. 3a / поз. 1), и снимите жало движением вперед
жале.
Для сохранения безупречного теплового контакта нагревателя с
6. Калибровка (только ANALOG 60 / ANALOG 60A)
жалом.
Установите жало требуемого типа на паяльник,
Для снижения погрешностей измерения жало паяльника должно
быть чистым, а температура и влажность воздуха – неизменными.
Погрешности могут быть вызваны движением воздуха из открытых
окон, мимо проходящих людей, или иными возмущающими
факторами.
ill. 4 / рис. 4
Page 23

7. Diagnostic d’erreurs
Si la station de soudage ne fonctionne pas conformément à vos espérances, veuillez contrôler les points suivants :
• Existe-t-il une tension de réseau (le câble d'alimentation au réseau
est-il bien relié à la prise de courant et à l’appareil)?
• Le fusible est-il défectueux?
Retenez qu’un fusible défectueux peut également indiquer une cause
d’erreurs plus profonde. C’est pourquoi un simple remplacement du
fusible ne suf t pas en règle générale.
• Le fer à souder est-il bien relié à l’unité d’alimentation?
Si, après avoir contrôlé les points mentionnés ci-dessus, la panne
du fer à souder ne chauffe pas, il est possible de véri er la
continuité du conducteur chauffant et du palpeur de température
à l’aide d’un ohmmètre (voir les points 8.1. resp. 9.1/2,
10.1/2, 11.1/2). S’il n’y a pas de continuité, cela veut dire que l’élément
thermique est défectueux et qu’il doit être remplacé (voir le point 8.2
resp. 9.2, 10.3, 11.3).
S’il y a une continuité et qu’il est impossible de localiser l’erreur, veuillez
faire réparer le fer à souder ainsi que l’unité d’alimentation. Adressezvous pour cela à votre revendeur ou expédiez l'appareil complet avec
une description détaillée du défaut directement à l’usine (vous trouverez
l’adresse sur la dernière page).
Attention:
Les réparations sur l’unité d’alimentation ne peuvent être efffectuées
que par un personnel autorisé expert en électronique.
L’appareil renferme des pièces sous tension. Des interventions inadéquates peuvent avoir des conséquences extrêmement graves.
7. Диагностика неисправностей
либо внутренней неисправности станции: в этом случае его
Если нагревательный элемент в порядке, обратитесь к поставщику
или сервисный центр ERSA для ремонта вместе с паяльником
и паяльной станцией целиком. Предоставьте письмо с полным
описанием характера неисправности.
Ремонт должен выполняться только квалифицированным
персоналом авторизованных дилеров. Устройство содержит
детали, неопытное обращение с которыми может представлять
угрозу для жизни в результате удара электрическим током.
Page 24

1
2
4
3
5
6
8
7
9
1
8. Changement de l'élement
thermique Basic tool 60
8.1 Contrôle de continuité de l'élement
thermique (ill. 5)
Il faut pouvoir mesurer une résistance intérieure
de 6 Ohm (lorsque le fer est froid) à 7 Ohm (à
haute température) entre le point de repère 1
et le point de repère 3.
Lors d'une interruption, on remplacera l'élément
thermique (voir ci-dessous).
8.2 Changement de l'élement thermique/
de la conduite de raccordement (ill. 6)
8.2.1 Séparer le fer à souder de la station.
8.2.2 Retirer la panne refroidie (Pos. 1) et la xation
(Pos. 2) de l'élement thermique (Pos. 3).
8.2.3 Ouvrir la décharge de traction (Pos. 8) à l'aide
d'un tournevis SW12 dans le sens inverse des
aiguilles d'une montre (trois crantages env.).
8.2.4 Dévisser la vis de xation du manche (Pos. 4).
8.2.5 Retirer le manche (Pos. 5).
8.2.6 Détacher le raccord à pince (Pos. 6) entre les
éléments thermiques (Pos. 3) et les ls de
raccordement (Pos. 7).
8.2.7 Changer l'élément thermique (Pos. 3) ou la
conduite de raccordement (Pos. 9).
8.2.8 Monter l'appareil dans le sens inverse des
opérations.
ill. 6 / рис. 6
Basic tool 60
8. Замена нагревателя в
паяльнике Basic tool 60
8.1 Проверка целостности нагревателя
(рис. 5)
При обрыве цепи нагреватель подлежит
замене (см. ниже).
8.2 Замена нагревателя / замена шнура
(рис. 6)
8.2.1
управляющего блока.
жало (1) с нагревательного элемента (3).
8.2.8 Соберите конструкцию в обратном
порядке.
ill. 5 / рис. 5
Basic tool 60
Page 25

9. Changement de l'élément therm.
Ergo tool
9.1 Contrôle de continuité de l'élément
thermique (ill. 7)
Il faut pouvoir mesurer une résistance intérieure
de 6 Ohm (lorsque le fer est froid) entre le point
de repère 1 et le point de repère 3.
Lors d’une interruption, on remplacera l’élément
thermique (voir ci-dessous).
Affectation du branchement
Порядок соединения
ill. 9 / рис. 9
9.
Ergo tool
9.1 Проверка целостности нагревателя
(рис. 7)
При обрыве цепи нагреватель подлежит
замене (см. ниже).
9.2 Changement de l’élément thermique / Rem placement de la conduite de raccordement (ill. 8)
9.2.1 Séparer le fer à souder de la station.
9.2.2 Retirer la panne refroidie (pos. 1) et la fixation (pos. 2) de
l’élément thermique (pos. 3).
9.2.3 Dévisser la vis de xation du manche (pos. 4).
9.2.4 Retirer le manche (pos. 5).
9.2.5 Désouder la connexion soudée entre l’élément thermique (pos. 3)
et les ls de raccordement (pos. 7). (voir aussi ill. 9)
9.2.6 Changer l’élément thermique (pos. 3) ou la conduite de
raccordement (pos. 7).
9.2.7 Monter l’appareil dans le sens inverse des opérations.
9.2 Замена нагревателя /
замена шнура (рис. 8)
9.2.1
нагревательного элемента (3).
9.2.7 Соберите конструкцию в обратном порядке.
ill. 7 / рис. 7
ill. 8 / рис. 8
Ergo tool
Résistance/
Нагревательный элемент
blanc / белый
Terre / земля
bleu
/
Ergo tool
noir/
черный
Résistance/
Нагревательный элемент
Page 26

Affectation du branchement
Порядок соединения
10. Changement de l'élément therm.
Basic tool 80 (ill. 10)
10.1 Contrôle de continuité de l'élém. therm.
Il faut pouvoir mesurer une résistance intérieure de 6 Ohm
(lorsque le fer est froid) entre le point de repère 1 et le
point de repère 4. Lors d'une interruption, on remlacera
l'élément thermique (voir ci-dessous).
10.2 Contrôle de continuité du palp. therm.
Il faut pouvoir mesurer une résistance inférieure à 10 Ohm
entre le point de repère 2 et le point de repère 3, en fonction
de la temperature. Lors d'une interruption, on remplacera
l'élément thermique (voir ci-dessous).
ill. 10 / рис. 10
ill. 12/рис. 12
ill. 11/ рис. 11
Basic tool 80
10. Замена нагревателя в паяльнике
Basic tool 80 (рис. 10)
10.1 Проверка целостности нагревателя
Сопротивление нагревательного элемента
измеряется омметром на контактах 1 и 4 штеккера.
Оно должно быть около 6 Ом при комнатной
температуре. При обрыве цепи нагреватель
подлежит замене (см. ниже).
10.2 Проверка целостности термопары
должно быть менее 10 Ом. При обрыве цепи
Basic tool 80
10.3 Changement de l’élément thermique / Rem placement de la conduite de raccordement (ill. 11)
10.3.1 Séparer le fer à souder de la station.
10.3.2 Retirer la panne refroidie (pos. 1) et la xation (pos. 2) de l’élément
thermique (pos. 3).
10.3.3 Ouvrir la décharge de traction (pos. 7) à l'aide d'un tournevis SW12
dans le sens inverse des aiguilles d'une montre (trois crantages env.)
10.3.4 Dévisser la vis de xation du manche (pos. 4).
10.3.5 Retirer le manche (pos. 5).
10.3.6 Désouder la connexion soudée entre l’élément thermique (pos. 3)
et les ls de raccordement (pos. 6).
10.3.7 Changer l’élément thermique (pos. 3) ou la conduite de
raccordement (pos. 8).
10.3.8 Rétablir la jonction par brasage entre l’élément thermique et les ls
de raccordement (ill. 12).
Attention : Ne pas permuter les conducteurs „blanc" et „rouge" !
10.3.9 Monter l’appareil dans le sens inverse des opérations.
10.3 Замена нагревателя / замена шнура (рис. 11)
10.3.1 Отключите кабель паяльника от управляющего блока.
Соберите конструкцию в обратном порядке
Thermocouple/красный
rouge/красный
blanc / белый
bleu
/
noir / черный
blanc / белый
rouge/красный
Page 27

11. Changement de l'élément therm.
Power tool (ill. 13)
11.1 Contrôle de continuité de l'élém.therm.
Il faut pouvoir mesurer une résistance intérieure de 6 Ohm
(lorsque le fer est froid) entre le point de repère 1 et le
point de repère 6. Lors d'une interruption, on remplacera
l'élément thermique (voir ci-dessous).
11.2 Contrôle de continuité du palp.therm.
Il faut pouvoir mesurer une résistance inférieure à 10 Ohm
entre le point de repère 7 et le point de repère 3, en fonction
de la temperature. Lors d'une interruption, on remplacera
l'élément thermique (voir ci-dessous).
ill. 13 / рис. 13
ill. 15 / рис. 15
ill. 14 / рис. 14
Power tool
11. Замена нагревателя в
паяльнике Power tool (рис.13)
11.1 Проверка целостности нагревателя
Сопротивление нагревательного элемента
измеряется омметром на контактах 1 и 6 штеккера.
Оно должно быть около 6 Ом при комнатной
температуре. При обрыве цепи нагреватель
подлежит замене (см. ниже)
.
11.2 Проверка целостности термопары
Сопротивление между контактами 7 и 3 штеккера
должно быть менее 10 Ом. При обрыве цепи
нагреватель подлежит замене (см. ниже).
Steckerbelegung
Power tool
11.3 Changement de l’élément thermique / Remplace ment de la conduite de raccordement (ill. 14)
11.3.1 Séparer le fer à souder de la station.
11.3.2 Retirer la panne refroidie (pos. 1) et la fixation (pos. 2) de
l’élément thermique (pos. 3).
11.3.3 Dévisser la vis de xation du manche (pos. 4).
11.3.4 Retirer le manche (pos. 5).
11.3.5 Désouder la connexion soudée entre l’élément thermique (pos. 3)
et les ls de raccordement (pos. 6).
11.3.6 Changer l’élément thermique (pos. 3) ou la conduite de
raccordement (pos. 7).
11.3.7 Rétablir la jonction par brasage entre l’élément thermique et les
ls de raccordement (ill. 15).
Attention : Ne pas permuter les conducteurs „blanc" et „rouge" !
11.3.8 Monter l’appareil dans le sens inverse des opérations.
11.3 Замена нагревателя / замена шнура (рис. 14)
11.3.1
Отключите кабель паяльника от управляющего блока.
Соберите конструкцию в обратном порядке
terre rouge (+), thermocouple/
красный: земля,
термосенсор (+)
blanc/rouge
белый/красный
résistance blanc/
белый: нагревательный
элемент
vert/зеленый
thermocouple vert (-)
зеленый: термосенсор (-)
bleu
/
noir / черный
Affectation du branchement
Порядок соединения
résistance blanc/
белый: нагревательный
элемент
Page 28

12. Caractéristiques techniques générales/
Données de commande
12. Технические данные и номенклатурные
номера
Station de brasage complète
ANALOG 60 / 60 W
ANALOG 60 A / 60 W antistatique
ANALOG 80
ANALOG 80 A
Unité d’alimentation
Puissance: 60 W / 80 W
Tension primaire: 230 V, 50/60 Hz
Tension induite: 24 V
Version: à double isolation
Conduite de raccordement: 2 m PVC
Fusible: 315 mAT / 400 mAT
Fer à souder
Puissance: 60 W / 80 W (350°C)
Tension: 24 V
Temps d’échauffement:
Basic tool 60/Ergo tool: env. 60 s (350 °C)
Basic tool 80/Power tool: env. 50 s (350 °C)
Poids sans conduite de raccordement :
Basic tool 60/Ergo tool: env. 60 g
Basic tool 80/Power tool: env. 52 g
Conduite de raccordement: 1,5 m en silicone
/ 80 W
/ 80 W antistatique
avec panne 832 CD / 842 CD
0ANA 60
0ANA 60 A
0ANA 80
0ANA 80 A
0ANA 603
0ANA 603 A
0ANA 803
0ANA 803 A
Паяльная станция
ANALOG 60 / 60 W
ANALOG 60 A / 60 W антистатическая
ANALOG 80 / 80 W
ANALOG 80 A / 80 W антистатическая
Управляющий Блок
Потребляемая мощность: 60 W / 80 W
Напряжение питания: 230 В 50/60 Гц
Вторичное напряжение: 24 В
Полная гальваническая развязка от сети
Сетевой шнур: ПВХ, 2 метра
Предохранитель: 315 мA / 400 мА
Паяльник с паяльным жалом 832 CD / 842 CD
Мощность: 60 Вт / 80 Вт (при 350 °C)
Напряжение: 24 В
Время нагрева:
Basic tool 60/Ergo tool: около 60 с ( до 350 °C)
Basic tool 80/Power tool: около 50 с (до 350 °C)
Вес без шнура:
Basic tool 60/Ergo tool: около 60 г
Basic tool 80/Power tool: около 52 г
Шнур: силиконовый 1,5 м
0ANA 60
0ANA 60 A
0ANA 80
0ANA 80 A
0ANA 603
0ANA 603 A
0ANA 803
0ANA 803 A
Fer à souder Basic tool 60 (60 W)
Elément thermique
Fer à souder Ergo tool (60 W)
Elément thermique pour Ergo tool
Fer à souder Basic tool 80 (80 W)
Elément thermique
Fer à souder Power tool (80 W)
Elément thermique pour Power tool
Support de réception pour ANALOG 60 / ANALOG 80
Support de réception antistatique
pour ANALOG 60 A / ANALOG 80 A
Eponge viscose pour A 28 / A 29
pour basic tool 60
antistatique
pour basic tool 80
antistatique
0670 CDJ
067100J
0680 CDJ
068100J
0810 CDJ
081100J
0840 CDJ
084100J
0A 28
0A 29
0003B
Паяльник Basic tool 60 (60 Вт)
Нагреватель для Basic tool 60
Паяльник Ergo tool 60 (60 Вт) антистатический
Нагреватель для Ergo tool 60
Паяльник Basic tool 80 (80 Вт)
Нагреватель для Basic tool 80
Паяльник Power tool 60 (80 Вт) антистатический
Нагреватель для Power tool
Держатель к ANALOG 60 / ANALOG 80
Держатель антистатический
к ANALOG 60A / ANALOG 80A
Вискозная губка к A 28 / A 29
0670 CDJ
067100J
0680 CDJ
068100J
0810 CDJ
081100J
0840 CDJ
084100J
0A 28
0A 29
0003B
Page 29

Pannes durables ERSADUR
13.
Паяльные жала ERSADUR
Pannes durables ERSADUR renforcées
Массивные паяльные жала ERSADUR
Inserts de dessoudage IC
Насадки ERSA для выпаивания DIP
0832 BD
0832 CD
0832 ED
0832 KD
0832 SD*
0832 GD
0832 LD
0832 MD
ERSA pannes: Autres types sur demande!
Запросите весь перечень жал ERSA!
832 C16
ERSA SMD inserts de dess.
Насадки ERSA для выпаивания SMD
sur demande
По запросу
ERSA pannes SolderWell
Жала ERSA SolderWell
0832 PW
832 UD*
0832 VD
* Attention! Détachez la gaine de protection avant le
premier chauffage!
* Внимание! Снимите защитный колпачок!
0832 AD
0832 OD
Page 30

Si l'on souhaite verouiller l'appareil sur une température xe
• Après avoir règlée la température souhaitée, enlever le bouton
• Enlever le cache de protection
• Positionner le cache avec son repère en face de la température
règlée et le xer
удалите защитную фольгу с вкладки, входящей в комплект
14. Température xe
14. Фиксация температуры
Ainsi, la température ne peut pas être changée par des personnes non
autorisées.
Page 31

tiers, résultants de l‘acquisition de ce produit, est exclue.
условий эксплуатации изделия. Возврат изделия по гарантии
должен сопровождаться письменным актом с описанием
усовершенствования.
Page 32

Indice
Contenido
1. Prima della messa in funzione
2. Messa in funzione
3. Indicazioni sulla saldatura
4. Lavori con componenti sensibili
5. Sostituzione della punta di saldatura
6. Calibrare (soltanto ANALOG 60 / ANALOG 60 A)
7. Diagnosi dei guasti
8. Sostituzione dell’elemento riscaldante Basic tool 60
9. Sostituzione dell’elemento riscaldante Ergo tool
10. Sostituzione dell’elemento riscaldante Basic tool 80
1. Antes de la puesta en marcha
2. Puesta en marcha
3. Instrucciones para la soldadura
4. Trabajos con elementos constructivos sensibles
5. Cambio de las puntas de soldadura
6. Calibrar (sólo ANALOG 60 / ANALOG 60 A)
7. Diagnóstico de averías
8. Cambio del calefactor Basic tool 60
9. Cambio del calefactor Ergo tool
10. Cambio del calefactor Basic tool 80
11. Sostituzione dell’elemento riscaldante Power tool
12. Dati tecnici / Dati per l’ordinazione
13. Punte di saldatura
14. Temperatura ssa
11. Cambio del calefactor Power tool
12. Datos técnicos / Datos de pedidos
13. Puntas de soldadura
14. Temperaturas jas
Page 33

Fig. 1
ERSA ANALOG 60
1. Alimentatore
2. Linea di allacciamento
3. Spina saldatoio
4. Jack di compensazione potenziale
5. Potenziometro di compensatione (solo ANALOG 60 / ANALOG 60 A)
6. Interruttore
7. Spugna di viscosa
8. Portaspugna
9. Punte di saldatura
10. Saldatoio
11. Supporto
12. Supporto conico
13. Indicatore di funzionamento
14. Scala di temperatura
15. Manopola di regolazione
16. Fusibile / Portafusibile
17. Cavo di rete
18. Spina
18
16 17
1. Fuente de alimentación
2. Cable de conexión
3. Conector del soldador
4. Toma de compensación del potencial
5. Potenciómetro de calibración (sólo ANALOG 60 / ANALOG 60 A)
6. Interruptor de alimentación
7. Esponja viscosa
8. Contenedor de esponja
9. Puntas de soldadura
10. Soldador
11. Columna de soporte
12. Embudo
13. Indicador de funcionamiento
14. Escala de temperatura
15. Mando giratorio
16. Fusible / Portafusibles
17. Cable de alimentación
18. Conector de red
1
2
4
3
5
6
8
7
9
10
11
14 121315
Page 34

1. Prima della messa in funzione
1. Antes de la puesta en marcha
Si prega di controllare che il contenuto della confezione sia completo.
Esso è composto da:
- alimentatore
- cavo di rete
- saldatoio con punta di saldatura
- supporto con spugna di viscosa
- l'istruzioni de sicurezza
- le presenti istruzioni per l’uso
Se i componenti elencati non sono completi oppure sono danneggiati,
mettetevi in contatto con il Vostro fornitore.
2. Messa in funzione
Leggete no alla ne questo manuale de istruzioni per l'uso et istruzioni
di sicurezza!
2.1 Controllare che la tensione di esercizio coincida con il valore indi-
cato sulla targhetta.
2.2 Posizionare l’interruttore su 0 (Pos. 6/ g. 1).
2.3 Inserire la linea di allacciamento (pos. 17/ g. 1) con la spina (pos. 18/
g. 1) sul retro dell’apparecchio. Inserire la spina nella presa.
2.4 Collegare il saldatoio (pos. 10/ g. 1) all’alimentatore e posarlo sul
supporto.
Indicazione:
Non colpire oggetti duri con il saldatoio, dato che l’elemento riscal dante di ceramica è fragile.
2.5 Inumidire bene la spugna (pos. 7/ g. 1) e posarla sul portaspugna
(pos. 8/ g. 1).
2.6 Accendere l’apparecchio.
2.7 Regolare la temperatura desiderata mediante la manopola (pos. 15/
g. 1). Se è richiesta la temperatura ssa: vedasi capitolo 14!
Por favor, compruebe el contenido del embalaje para veri car que está
completo. En su interior debe hallar:
- La fuente de alimentación
- El cable de alimentación
- El soldador con la punta de soldadura
- La columna de soporte con la esponja viscosa
- Las instrucciones de seguridad
- Estas instrucciones de funcionamiento.
Si no están todos los componentes enumerados o alguno de ellos está
dañado, póngase en contacto con su proveedor.
2. Puesta en marcha
¡Leer con atención el manual de instrucciones y las instrucciones de
seguridad!
2.1 Compruebe si la tensión de régimen coincide con la indicada en la
placa de características.
2.2 Coloque el interruptor de alimentación (pos. 6/ g. 1) en la posición 0.
2.3 Conecte el cable (pos. 17/ g. 1) con el conector de alimentación
(pos. 18/ g. 1) en la parte posterior del aparato. Enchufe el conector
de red en la toma de corriente.
2.4 Conecte el soldador (pos. 10/ g. 1) en la fuente de alimentación y
colóquelo en la columna de soporte.
Nota:
No golpear el soldador contra objetos duros, ya que el calefactor
de cerámica es frágil.
2.5 Humedezca bien la esponja (pos. 7/ g. 1) y colóquela en el conte nedor de la esponja (pos. 8/ g. 1).
2.6 Active el aparato.
2.7 Ajuste la temperatura que desee con el mando giratorio (pos. 15/
g. 1). Caso de desear temperaturas jas: ¡ver capitulo 14 !
Page 35

Attenzione!
La punta di saldatura si riscalda no a 450°C.
• Prima di utilizzare il saldatoio controllare che la molla per il ssaggio
della punta di saldatura sia correttamente agganciata.
• Non portare la punta di saldatura a contatto con la pelle o con materiali
sensibili al calore.
• Rimuovere oggetti, liquidi e gas in ammabili dall’area di lavoro del sal
datoio.
• In caso di non uso, conservare sempre il saldatoio nel supporto.
Atención!
La punta de soldadura alcanza una temperatura de hasta 450 °C:
• Antes de utilizar el soldador, compruebe si el resorte para la jación
de la punta de soldadura está correctamente enganchado.
• La punta de soldadura no debe entrar en contacto con la piel ni con
materiales sensibles al calor.
• Los sólidos, líquidos y gases combustibles deben eliminarse de la
zona de trabajo del soldador.
• Cuando no se utilice el soldador, debe colocarse siempre en el soporte.
3. Indicazioni relative alla saldatura
3.1 I punti di saldatura devono essere sempre puliti e sgrassati.
3.2 I tempi di saldatura devono essere possibilmente brevi, tuttavia il
punto di saldatura deve essere riscaldato a suf cienza e in modo
uniforme, per garantire una buona giunzione.
3.3 Prima della saldatura, pulire leggermente la punta di saldatura sulla
spugna umida, in modo che ritorni a splendere metallicamente.
Così facendo si evita che materiale per saldature ossidato o resti di
fondente bruciato arrivino sul punto di saldatura.
Riscaldare il punto di saldatura portando a contatto la punta di sal datura in modo uniforme con l’occhio di saldatura (pad) e con il
punto di collegamento del componente.
Alimentare lo di saldatura (ad es. lo di saldatura ERSA Sn 60Pb40
secondo il DIN 1707 con anima di fondente).
Ripetere il procedimento di saldatura.
Di tanto in tanto sfregare la punta di saldatura sulla spugna umida.
Una punta di saldatura sporca allunga i tempi di lavoro.
Dopo l’ultima saldatura non pulire la punta. Il residuo di saldatura
protegge la punta dall’ossidazione.
3. Instrucciones para la soldadura
3.1 Los puntos de soldadura deben estar siempre limpios y desengra sados.
3.2 Los tiempos de soldadura deben ser lo más cortos posible, aunque
el punto de soldadura debe calentarse su cientemente y de manera
uniforme para poder garantizar una buena unión de soldadura.
3.3 Antes de proceder a soldar, debe limpiarse la punta de soldadura
ligeramente con la esponja húmeda, de forma que recobre el brillo
metálico. Con ello se evita que la soldadura oxidada o los restos de
fundente quemados lleguen al punto de soldadura.
El punto de soldadura debe calentarse poniendo en contacto la
punta de soldadura uniformemente con el ojo de soldadura (pad) y
la conexión de la pieza.
Suministrar alambre de soldadura (por ejemplo, alambre de solda dura ERSA Sn60Pb40 según DIN 1707 con alma fundente).
Repetir el proceso de soldadura.
Periódicamente debe frotarse la punta de soldadura con la esponja
húmeda. Las puntas de soldadura sucias prolongan el proceso de
soldadura.
Después del último proceso de soldadura no debe limpiarse la
punta. Los restos de soldadura protegen la punta de la oxidación.
Page 36

4. Trabajos con elementos constructivos sensibles
Algunos elementos constructivos pueden resultar dañados por las descargas electrostáticas (lea las indicaciones de advertencia de los embalajes o consulte con el fabricante o proveedor). Para proteger estos elementos constructivos, lo ideal es contar con un puesto de trabajo protegido contra ESD (ESD = descarga electrostática).
La estación de soldadura puede integrarse sin ningún problema en un
entorno de este tipo. A través de la toma de compensación de potencial
(pos. 1/ g. 2) puede conectarse la punta de soldadura con una alta resistencia óhmica (220 kΩ) con la base de trabajo conductiva. Tenga en
cuenta que: la punta de soldar debe hacer tierra en super cie sólida.
Las estaciones de soldadura con una „A“ al nal del nombre del modelo
están equipadas de forma totalmente antiestática y cumplen además
con los requisitos de las normativas militares americanas.
5. Sostituzione della punta di saldatura
La punta di saldatura deve venire sostituita quando è consumata oppure
quando si desidera una diversa forma di punta (vedi dati tecnici).
La punta di saldatura può essere sostituita anche quando è calda.
L'unità deve essere spenta perché gli elementi scaldanti senza le punte
di saldatura si possono surriscaldare.
5. Cambio de las puntas de soldadura
La punta de soldadura debe cambiarse cuando muestre desgaste o
cuando se desee utilizar otra con una forma diferente (véanse los datos
técnicos). La punta de soldadura puede cambiarse también cuando está
caliente. No obstante debería ser desconectada la unidad de suministro
ya que, sin punta para soldar, los elementos calefactores pueden sufrir
sobrecalentamientos.
4. Lavorare con componenti sensibili
Alcuni componenti possono venire danneggiati dalla scarica elettrostatica (si prega di fare attenzione alle avvertenze riportate sulla confezione
oppure di chiedere consiglio alla ditta o al fornitore).
Per proteggere questi componenti è opportuno utilizzare un luogo di
lavoro protetto da ESD (ESD = scarica elettrostatica).
La stazione di saldatura può venire integrata senza problemi in un tale
ambiente. Attraverso la presa di compensazione del potenziale (pos 1./ g.
2) la punta di saldatura può venire collegata ad alto valore ohmico (220 k Ω)
con la base di lavoro conduttiva. Attenzione: La punta é connessa a terra.
Le stazioni di saldatura con una „A“ posta alla ne dell’indicazione di
modello sono attrezzate in modo completamente antistatico e soddisfano inoltre i requisiti dello standard militare americano.
g. 2 g. 3a
Estrarla/extraerse
Afferare la punta con la pinza piatta soltanto in questo punto ed
estrarla / La punta debe sujetarse y extraerse exclusivamente
utilizando los alicates.
g. 3b
Inserire/colocar
* messa a terra sicura in conformità agli standard militari e ESA/
colocado a tierra segura en conformidad con las normativas
militares americanas y ESA.
Page 37

5.1 Sollevare il gancio elastico dal foro nella punta (pos. 1/ g. 3a) ed
estrarre la punta con una pinza piatta (pos. 2/ g. 3a).
5.2 Posare la punta calda su un supporto adatto o sul suo apposito
supporto.
5.3 Inserire un’altra punta facendola scorrere no all’arresto ( g. 3b).
Quando fate pressione all'estremità, assiouratevi che i lati dell'elemento
scaldante siano in corrispondenza delle scanalature del fusto
dell'elemento. In questo modo la punta di saldatura viene posizionata
e non può girarsi.
5.4 Agganciare nuovamente il gancio elastico nel foro della punta
usando le pinze piatte.
El gancho del muelle debe extraerse del ori cio de la punta (pos. 1/
5.1
g. 3a) y la punta debe extraerse con unos alicates de boca plana
(pos. 2/ g. 3a).
5.2
Colocar la punta caliente sobre una base incombustible o en el soporte.
5.3
Colocar la otra punta ( g. 3b). Al empujar hasta el tope debe compro barse que el pitón del tubo metálico, situado por la zona del elemento
calefactor, encaje en la ranura del eje de la punta de soldar. De este
modo queda situada la punta y se garantiza su seguridad frente a la
torsión.
5.4
Acoplar de nuevo el gancho del muelle con los alicates de boca plana
en el ori cio de la punta.
Per conservare una buona capacità elettrica e termica, la punta di saldatura dovrebbe venire tolta di tanto in tanto e l’elemento riscaldante
andrebbe venire pulito con un spazzola di ottone.
6. Calibrare (soltanto ANALOG 60 /ANALOG 60A)
Normalmente non è necessario calibrare la stazione.
Se tuttavia si lavora con una punta speciale, oppure
se la temperatura di saldatura deve venire regolata
con particolare precisione in un determinato campo,
la temperatura effettiva della punta può venire fatta
coincidere con la scala nel modo seguente:
6.1 Montare sul saldatoio la punta desiderata e regolare la temperatura di lavoro necessaria.
6.2 Con un apparecchio di misura (ad es. apparecchio
per la misurazione della temperatura ERSA DTM
100) accertare la temperatura della punta di
saldatura. Se la temperatura regolata è stabile,
comparare questo valore con il valore di temperatura regolato.
6.3 Se la temperatura misurata è troppo bassa, girare verso
destra il potenziometro di calibratura (pos. 5/ g.1; pos. 1/
g. 4) in caso contrario verso sinistra.
g. 4
Para obtener una buena conductividad eléctrica y térmica, la punta de
soldadura debería extraerse ocasionalmente y limpiarse el eje del calefactor con un cepillo de latón.
6. Calibrar (sólo ANALOG 60 / ANALOG 60A)
Normalmente no es necesario calibrar la estación.
En caso de trabajar con una pinza especial o la
temperatura de soldadura debe estar ajustada en
un campo con especial exactitud, puede hacerse
coincidir esta temperatura efectiva de la punta con la
escala, de la siguiente manera:
6.1 Equipar el soldador con la punta deseada y ajustar
la temperatura de trabajo requerida.
6.2 Con un instrumento de medición (p.ej. medidor de
temperatura ERSA DTM 100) determinar la tempe ratura en la punta del soldador. Si la temperatura
ajustada es estable, comparar este valor con el
valor de temperatura ajustado.
6.3 Si la temperatura medida es demasiado baja, girar el poten ciómetro de calibración (pos. 5/ g.1; pos. 1/ g. 4) hacia la derecha,
en caso contrario hacerlo a la izquierda.
Per evitare errori di misurazione, fare attenzione che la punta di saldatura
sia pulita e non vi siano correnti d’aria. Le misurazioni possono essere
alterate da nestre aperte, da gente che si muove intorno o da fattori
analoghi.
Para evitar errores de medición, vigilar que la punta de soldado esté
limpia y las condiciones del aire estén en quietud. Ventanas abiertas y
personas circulando pueden desvirtuar la medición.
Page 38

7. Diagnosi guasti
7. Diagnóstico de averías
Se la stazione di saldatura non dovesse funzionare in modo adeguato,
va controllata nel modo seguente:
• C'è corrente (il cavo di alimentazione è correttamente all'attacco della
presa e all'apparecchio)?
• Il fusibile è difettoso?
Va osservato che un fusibile difettoso può anche essere l’indicazione
di una causa di guasto più profonda. Di conseguenza in generale non
è suf ciente sostituire semplicemente il fusibile.
• Il saldatoio è collegato correttamente con l’alimentatore?
Se dopo avere veri cato i suddetti punti, la punta di saldatura non si
riscalda, può essere controllato il passaggio tra resistenza di riscaldamento e sensore termico utilizzando un apparecchio di misura della resistenza (vedi punti 8.1 oppure 9.1/2,10.1/2, 11.1/2).
Se non è presente un passaggio, l’elemento riscaldante è difettoso e va
sostituito (vedi punti 8.2 oppure 9.2, 10.3, 11.3).
Se è presente un passaggio e non si riesce ad individuare il guasto,
si prega di portare a riparare sia il saldatoio che l’alimentatore, rivolgendosi al negoziante o inviando direttamente l’apparecchio completo
con una descrizione dettagliata del guasto alla ditta (Indirizzo all’ultima
pagina).
Si la estación de soldadura no funciona según lo esperado, efectúe las
comprobaciones siguientes.
• ¿Hay corriente? (¿está conectado correctamente el cordón de red al
enchufe y al aparato?)
• ¿Presenta algún defecto el fusible?
Tenga en cuenta que un fusible defectuoso puede ser también un sín
toma de un fallo más importante. Por lo tanto, normalmente no es
su ciente con cambiar el fusible.
• ¿Está correctamente conectado el soldador a la fuente de alimentación?
Si después de comprobar los puntos anteriormente mencionados, la
punta de soldadura no se calienta, la resistencia de calentamiento y la
sonda térmica pueden comprobarse con un ohmiómetro (véase el punto
8.1 o 9.1/2, 10.1/2, 11.1/2).
Si no se detecta energía es que el calefactor es defectuoso y debe cambiarse (véase el punto 8.2 o 9.2, 10.3, 11.3).
Si se registra energía y no puede localizarse el fallo, lleve el soldador
y la fuente de alimentación para su reparación. Para ello, diríjase a su
distribuidor o bien remita directamente el aparato completo junto con
una descripción detaillada del error a la fábrica (en la última página se
indica la dirección).
Attenzione:
i lavori di riparazione dell’alimentatore possono essere eseguiti esclusivamente da elettronici autorizzati.
Nell’apparecchio si trovano parti sotto tensione, e quindi in caso di intervento inadeguato esiste pericolo di vita.
Atención:
Las reparaciones en la fuente de alimentación deben ser realizadas
exclusivamente por personal técnico cuali cado y autorizado.
Dentro del aparato hay piezas sometidas a tensión. El acceso a las mismas
por parte de personas no autorizadas representa peligro de muerte.
Page 39

1
2
4
3
5
6
8
7
9
1
8. Sostituzione dell'elemento
riscaldante Basic tool 60
8.1 Controllo del passaggio dell'elemento
riscaldante ( g. 5)
La resistenza di continuità tra i punti di misurazione
1 e 3 deve essere tra i 6 Ohm (a saldatore freddo) e i
7 Ohm (ad alta temperatura). In caso di interruzione,
l’elemento termico va sostituito (vedi sotto).
8.2 Sostituzione dell'elemento riscaldante/
della linea di allacciamento (Abb. 6)
8.2.1 Staccare il saldatoio dalla stazione.
8.2.2 Estrarre la punta raffreddata (pos. 1) e l’attacco
punta (pos.2) dall’elemento riscaldante (pos. 3).
8.2.3 Scaricare la trazione (pos. 8) con la chiave
SW 12 girando in senso antiorario (tre giri circa).
8.2.4 Svitare la vite di ssaggio del manico (pos. 4).
8.2.5 Estrarre il manico (pos. 5).
8.2.6 Staccare il collegamento a morsetto (pos. 6)
tra elemento riscaldante (pos. 3) e lo di colle gamento (pos. 7).
8.2.7 Sostituire l’elemento riscaldante (pos. 3) o la
linea di allacciamento (pos. 9).
8.2.8 Rimontare seguendo la sequenza inversa.
g. 6
Basic tool 60
8. Cambio del calefactor
Basic tool 60
8.1 Comprobación del paso de energía
en el calefactor ( g. 5)
Entre el punto de medición 1 y el 3 deberían
poderse medir 6 ohmios (en caso de soldador frío)
hasta 7 ohmios (en caso de temperatura más alta)
de resistencia de paso. En caso de interrupción,
hay que renovar el elemento calefactor (ver abajo).
8.2 Cambio del calefactor / del cable de
alimentación ( g. 6)
8.2.1 Desconectar el soldador de la estación.
8.2.2 Retirar la punta enfriada (pos. 1) y la jación
de la punta (pos. 2) del calefactor (pos. 3).
8.2.3 Abrir la descarga de la tensión (pos. 8) con
una llave ja SW12 en sentido antihorario
(tres muescas aproximadamente).
8.2.4 Desatornillar el tornillo de jación del mango
(pos. 4).
8.2.5 Extraer el mango (pos. 5).
8.2.6 Soltar las conexiones de bornes (pos.6) entre
calefactor (pos.3) y alambres de conexión
(pos.7).
8.2.7 Cambiar el calefactor (pos. 3) o el cable de
alimentación (pos. 9).
8.2.8 El montaje se realiza siguiendo la secuencia
de desmontaje en orden inverso.
g. 5
Basic tool 60
Page 40

9. Sostituzione dell'elemento
riscaldante Ergo tool
9.1 Controllo del passaggio
dell'elemento riscaldante ( g. 7)
La resistenza di continuità tra i punti di misura zione 1 e 3 deve essere tra i 6 Ohm (a salda tore freddo). In caso di interruzione, l’elemento
termico va sostituito (vedi sotto).
Occupazione di allacciamento/asignación de las conexiones g. 9
9. Cambio del calefactor
Ergo tool
9.1 Comprobación del paso de energía
en el calefactor
Entre el punto de medición 1 y el 3 deberían
poderse medir 6 ohmios (en caso de soldador
frío). En caso de interrupción, hay que renovar
el elemento calefactor (ver abajo).
9.2 Sostituzione dell'elemento riscaldante/
sostituzione della linea di allacciamento (Abb. 8)
9.2.1 Staccare il saldatoio dalla stazione.
9.2.2 Estrarre la punta raffreddata (pos.1) e l’attacco punta (pos.2)
dall’elemento riscaldante (pos. 3).
9.2.3 Svitare la vite di ssaggio del manico (pos. 4).
9.2.4 Estrarre il manico (pos. 5).
9.2.5 Allentate le viti sul morsetto serra li (pos. 6) tra l'elemento
scaldante (pos. 3) e i li di collegamento (pos. 7). (vedi g. 9)
9.2.6 Sostituire l’elemento riscaldante (pos. 3) o la linea di allaccia mento (pos. 7).
9.2.7 Rimontare seguendo la sequenza inversa.
9.2 Cambio del calefactor /
cambio del cable de alimentación ( g. 8)
9.2.1 Desconectar el soldador de la estación.
9.2.2 Retirar la punta enfriada (pos. 1) y la jación de la punta (pos. 2)
del calefactor (pos. 3).
9.2.3 Desatornillar el tornillo de jación del mango (pos. 4).
9.2.4 Extraer el mango (pos. 5).
9.2.5 Soltar la soldadura de conexión (pos. 6) entre el elemento
calefactor (pos. 3) y los hilos de conexión (pos. 7). (ver g. 9)
9.2.6 Cambiar el calefactor (pos. 3) o el cable de alimentación (pos. 7).
9.2.7 El montaje se realiza siguiendo la secuencia de desmontaje en
orden inverso.
g. 7
g. 8
Ergo tool
elemento riscald./calefactor
bianco/blanco
terra/tierra
blu/azul
Ergo tool
elemento riscald./calefator
nero/
negro
Page 41

10. Sostituzione dell'elemento
riscaldante Basic tool 80
10.1 Controllo dell passaggio
dell'elemento riscaldante ( g. 10)
La resistenza di continuità tra i punti di misurazione 1 e 4
deve essere meno di 6 Ohm (a saldatore freddo). In caso di
interruzione, l'elemento termico va sostituito (vedi sotto).
10.2 Veri ca... del sensore termico
Tra i punti di misura 2 e 3 dovrebbero essere misurabili
meno di 10 Ohm di resistenza di massa, a seconda della
temperatura. In caso di interruzione, l'elemento riscal-
dante va sostituito (vedi sotto).
Occupazione di allacciamento/asignación de las conexiones
g. 10
g.12
g. 11
Basic tool 80
10. Cambio del calefactor
Basic tool 80
10.1 Comprobación del paso de energía en el
calefactor ( g. 10)
Entre el punto de medición 1 y el 4 deberían poderse medir
menos de 6 ohmios (en caso de soldador frío). En caso de
interrupción, hay que renovar el elem. calefactor (ver abajo).
10.2 Comprobación... en la sonda térmica
Entre el punto de medición 2 y el 3, debe medirse una
resistencia de paso inferior a 10 ohmio, según la temperatura. En caso de interrupción, hay que renovar el elemento calefactor (ver abajo).
Basic tool 80
10.3 Sostituzione dell'elemento riscaldante/
della linea di allacciamento ( g. 11)
10.3.1 Staccare il saldatoio dalla stazione.
10.3.2 Estrarre la punta raffreddata (pos.1) e l’attacco punta (pos.2)
dall’elemento riscaldante (pos. 3).
10.3.3 Scaricare la trazione (pos. 7) con la chiave SW12 girando in
senso antiorario (tre giri circa).
10.3.4 Svitare la vite di ssaggio del manico (pos. 4).
10.3.5 Estrarre il manico (pos. 5).
10.3.6 Staccare il collegamento di saldatura tra elemento riscaldante
(pos. 3) e li di allacciamento (pos. 6).
10.3.7 Sostituire l’elemento riscald. (pos.3) o la linea di allacciamento (p.8).
10.3.8 Ripristinare il collegamento tra elemento riscaldante e li di allaccia mento ( g. 12).
Attenzione: i li „bianco“ e „rosso“ non devono venire scambiati!
10.3.9 Rimontare seguendo la sequenza inversa.
10.3 Cambio del calefactor /del cable de alimentación ( g. 8)
10.3.1 Desconectar el soldador de la estación.
10.3.2 Retirar la punta enfriada (pos. 1) y la jación de la punta (pos. 2)
del calefactor (pos. 3).
10.3.3 Abrir la descarga de la tensión (pos. 7) con una llave ja SW12
en sentido antihorario (tres muescas aproximadamente).
10.3.4 Desatornillar el tornillo de jación del mango (pos. 4).
10.3.5 Extraer el mango (pos. 5).
10.3.6 Desprender la unión de soldadura entre el calefactor (pos. 3) y
los hilos de conexión (pos. 6).
10.3.7 Cambiar el calefactor (pos. 3) o el cable de alimentación (pos. 8).
10.3.8 Efectuar de nuevo la unión de soldadura entre el calefactor y los
hilos de conexión ( g. 12).
Atención: No deben confundirse los hilos „blanco“ y „rojo“.
10.3.9 El montaje se realiza siguiendo la secuencia de desmontaje en
orden inverso.
sensore termico/sonda térmica elemento risc./calefactor
rosso/rojo
bianco/blancobianco/blanco
rosso/rojo
blu/azul
nero/negro
Page 42

11. Sostituzione dell'elemento
riscaldante Power tool ( g. 13)
11.1 Controllo dell pass. dell'elem. riscald.
La resistenza di continuità tra i punti di misurazione 1 e 6
deve essere meno di 6 Ohm (a saldatore freddo). In caso di
interruzione, l'elemento termico va sostituito (vedi sotto).
11.2 Veri ca del passaggio del sens. term.
Tra i punti di misura 7 e 3 dovrebbero essere misurabili
meno di 10 Ohm di resistenza di massa, a seconda della
temperatura. In caso di interruzione, l'elemento riscaldante
va sostituito (vedi sotto).
Occupazione di allacciamento/asignación de las conexiones
g. 13
g.15
g. 14
Power tool
11. Cambio del calefactor
Power tool ( g. 13)
11.1 Comprobación del paso de energía en
el calefactor
Entre el punto de medición 1 y el 6 deberían poderse medir
menos de 6 ohmios (en caso de soldador frío). Si existe una
interrupción debe cambiarse el calefactor (ver abajo).
11.2 Comprobación... en la sonda térmica
Entre el punto de medición 7 y el 3, debe medirse una
resistencia de paso inferior a 10 ohmios, según la temperatura. En caso de interrupción, hay que renovar el elemento calefactor (ver abajo).
Power tool
11.3 Sostituzione dell'elemento riscaldante/
della linea di allacciamento (Abb. 14)
11.3.1 Staccare il saldatoio dalla stazione.
11.3.2 Estrarre la punta raffreddata (pos.1) e l’attacco punta (pos.2)
dall’elemento riscaldante (pos. 3).
11.3.3 Svitare la vite di ssaggio del manico (pos. 4).
11.3.4 Estrarre il manico (pos. 5).
11.3.5 Staccare il collegamento di saldatura tra elemento riscaldante
(pos. 3) e li di allacciamento (pos. 6).
11.3.6 Sostituire l’elemento riscaldante (pos. 3) o la linea di allaccia mento (pos. 7).
11.3.7 Ripristinare il collegamento tra elemento riscaldante e li di
allacciamento ( g. 15).
Attenzione: i li „bianco“ e „rosso“ non devono venire scambiati!
11.3.8 Rimontare seguendo la sequenza inversa.
11.3 Cambio del calefactor / del cable de alimentación
( g. 14)
11.3.1 Desconectar el soldador de la estación.
11.3.2 Retirar la punta enfriada (pos. 1) y la jación de la punta (pos. 2)
del calefactor (pos. 3).
11.3.3 Desatornillar el tornillo de jación del mango (pos. 4).
11.3.4 Extraer el mango (pos. 5).
11.3.5 Desprender la unión de soldadura entre el calefactor (pos. 3) y
los hilos de conexión (pos. 6).
11.3.6 Cambiar el calefactor (pos. 3) o el cable de alimentación (pos. 7).
11.3.7 Efectuar de nuevo la unión de soldadura entre el calefactor y
los hilos de conexión ( g. 15).
Atención: No deben confundirse los hilos „blanco“ y „rojo“.
11.3.8 El montaje se realiza siguiendo la secuencia de desmontaje en
orden inverso.
elemento risc. bianco/
calefactor blanco
terra rosso (+), sensore term./
tierra rojo (+), sonda térm.
bianco/rosso/
blanco/rojo
blu/azul
elemento risc. bianco/
calefactor blanco
verde
sensore termico verde(-)/
sonda térmica verde (-)
nero/negro
Page 43

12. Dati tecnici / Dati per l'ordinazione 12. Datos técnicos / Datos de pedidos
Stazione di saldatura completa
ANALOG 60
ANALOG 60 A
ANALOG 80
ANALOG 80 A / 80 W antistatica
Alimentatore
Potenza: 60 W / 80 W
Primaria: 230 V, 50/60 Hz
Tensione secondaria: 24 V
Modello: isolato
Linea di allacciamento: 2 m PVC
Fusibile: 315 mAT / 400 mAT
Saldatoio con punte 832 CD / 842 CD
Potenza: 60 W / 80 W (350°C)
Tensione: 24 V
Tempo di riscaldamento:
Basic tool 60 / Ergo tool: circa 60 s (350 °C)
Basic tool 80 / Power tool: circa 50 s (350 °C)
Peso senza linea di allacciamento:
Basic tool 60 / Ergo tool: circa 60 g
Basic tool 80 / Power tool: circa 52 g
Linea di allacciamento: 1,5 m silicone
/ 60 W
/ 60 W antistatica
/ 80 W
0ANA 60
0ANA 60 A
0ANA 80
0ANA 80 A
0ANA 603
0ANA 603 A
0ANA 803
0ANA 803 A
Estatión de soldadura completa
ANALOG 60
ANALOG 60 A
ANALOG 80
ANALOG 80 A / 80 W antistática
Fuente de alimentación
Potencia: 60 W / 80 W
Tensión primaria: 230 V, 50/60 Hz
Tensión secundaria: 24 V
Totalmente aislada
Cable de alimentación: 2 m PVC
Fusible: 315 mAT / 400 mAT
Soldador con punta 832 CD / 842 CD
Potencia: 60 W / 80 W (350 °C)
Tensión: 24 V
Tiempo de calentamiento:
Basic tool 60 / Ergo tool: aprox. 60 s (350 °C)
Basic tool 60 / Power tool: aprox. 50 s (350 °C)
Peso sin el cable de alimentación:
Basic tool 60 / Ergo tool: aprox. 60 g
Basic tool 60 / Power tool: aprox. 52 g
Cable de alimentación: 1,5 m silicona
/ 60 W
/ 60 W antistática
/ 80 W
0ANA 60
0ANA 60 A
0ANA 80
0ANA 80 A
0ANA 603
0ANA 603 A
0ANA 803
0ANA 803 A
Saldatoio Basic tool 60 (60 W)
Elemento riscaldante per basic tool 60
Saldatoio Ergo tool (60 W) antistatisch
Elemento riscaldante per Ergo tool
Saldatoio Basic tool 80 (80 W)
Elemento riscaldante per basic tool 80
Saldatoio Power tool (80 W) antistatisch
Elemento riscaldante per Power tool
Supporto per ANALOG 60 / ANALOG 80
Supporto antistatico per ANA 60 A / ANA 80 A
Spugna di viscosa per A 28 / A 29
0670 CDJ
067100J
0680 CDJ
068100J
0810 CDJ
081100J
0840 CDJ
084100J
0A 28
0A 29
003B
Soldador Basic tool 60 (60 W)
Calefactor para Basic tool 60
Soldador Ergo tool (60 W) antistatic
Calefactor para Ergo tool
Soldador Basic tool 80 (80 W)
Calefactor para Basic tool 80
Soldador Power tool (80 W) antistatic
Calefactor para Power tool
Columna de soporte para ANA 60 / ANA 80
Columna de soporte antiest. para ANA 60 A / ANA 80 A
Esponja viscosa para A 28 / A 29
0670 CDJ
067100J
0680 CDJ
068100J
0810 CDJ
081100J
0840 CDJ
084100J
0A 28
0A 29
0003B
Page 44

13.
Punte de sald. ERSADUR
Puntas de sold. ERSADUR
Punte rinforzate ERSADUR
Puntas reforzadas ERSADUR
Inserti dissaldanti IC
Suplementos para desold. IC
0832 BD
0832 CD
0832 ED
0832 KD
0832 0SD*
0832 GD
0832 LD
0832 MD
Altre punte a richiesta!
¡Gama de las puntas – pida por favor más tipos!
832 C16
Inserti dissaldanti
Suplementos para desoldar
a richiesta
a petición
ERSA Punte SolderWell
ERSA Puntas SolderWell
0832 PW
832 UD*
0832 VD
* Prima di iniziare le saldatura, rimuovere i tappi di
protezione!
* Antes de pasar a calentar, quitar el manguito de
protección!
0832 AD
0832 OD
Page 45

tavia non può assumersi la responsabilità in merito al contenuto,
ti che. Queste informazioni non sono vincolanti e non dispensano
terzi per applicazioni e processi senza una precedente conferma
ne di migliorare il prodotto. Nell‘ambito delle possibilità di legge,
terzi che risultano dall‘acquisto di questo prodotto. Tutti i diritti
tore sono elementi soggetti ad usura che non sono coperti dalla
y calidad de los datos contenidos en este documento. Su
Page 46

Page 47

Page 48

 Loading...
Loading...