

Page 1
SOLDER PRACTICE KIT
MODEL SP-1A
Assembly and Instruction Manual
Copyright © 2012, 1994 by Elenco®Electronics, Inc. All rights reserved. Revised 2012 REV-T 752601
No part of this book shall be reproduced by any means; electronic, photocopying, or otherwise without written permission from the publisher.
ELENCO
®
Page 2
PARTS LIST
If you are a student, and any parts are missing or damaged, please see instructor or bookstore.
If you purchased this kit from a distributor, catalog, etc., please contact ELENCO®(address/phone/e-mail is at
the back of this manual) for additional assistance, if needed. DO NOT contact your place of purchase as they
will not be able to help you.
RESISTORS
Note: Please refer to page 3 for the resistor reading exercise. This will familiarize you with the resistor color
band coding.
Qty. Symbol Value Color Code Part #
r 1R3 68Ω 5% 1/4W blue-gray-black-gold 126800
r 2 R1, R7 470Ω 5% 1/4W yellow-violet-brown-gold 134700
r 1R2 1kΩ 5% 1/2W brown-black-red-gold 141001
r 2 R8,R9 10kΩ 5% 1/4W brown-black-orange-gold 151000
r 2 R4, R6 22kΩ 5% 1/4W red-red-orange-gold 152200
r 1 R5 47kΩ 5% 1/4W yellow-violet-orange-gold 154700
r 2 R4A, R6A 56kΩ 5% 1/4W green-blue-orange-gold 155600
r 1 VR1 200Ω Trim Pot 191321
« See Desoldering Practice, page 13
CAPACITORS
Qty. Symbol Value Description Part #
r 2 C4, C5 .02μF (203) or .022μF (223) Discap 242010
r 3 C1, C2, C3 10μF Electrolytic (Lytic) 271045
r 1 C6 100μF Electrolytic (Lytic) 281044
SEMICONDUCTORS
Qty. Symbol Value Description Part #
r 2 Q1, Q2 2N3904 Transistor NPN 323904
r 1 IC1 555 or 1455 Integrated Circuit (Timer) 330555
r 2 LED1, LED2 Red LED (Light Emitting Diode) 350002
MISCELLANEOUS
Qty. Symbol Description Part #
r 1 PC Board 511500
r 1 Solder Wick 556000
r 1 Battery Snap 590098
r 1 Speaker 590102
r 3 Wire 22AWG Topcoat Blue 12” (save one piece for the speaker assembly) 814600
r 1 Solder Tube Lead-free 9LF99
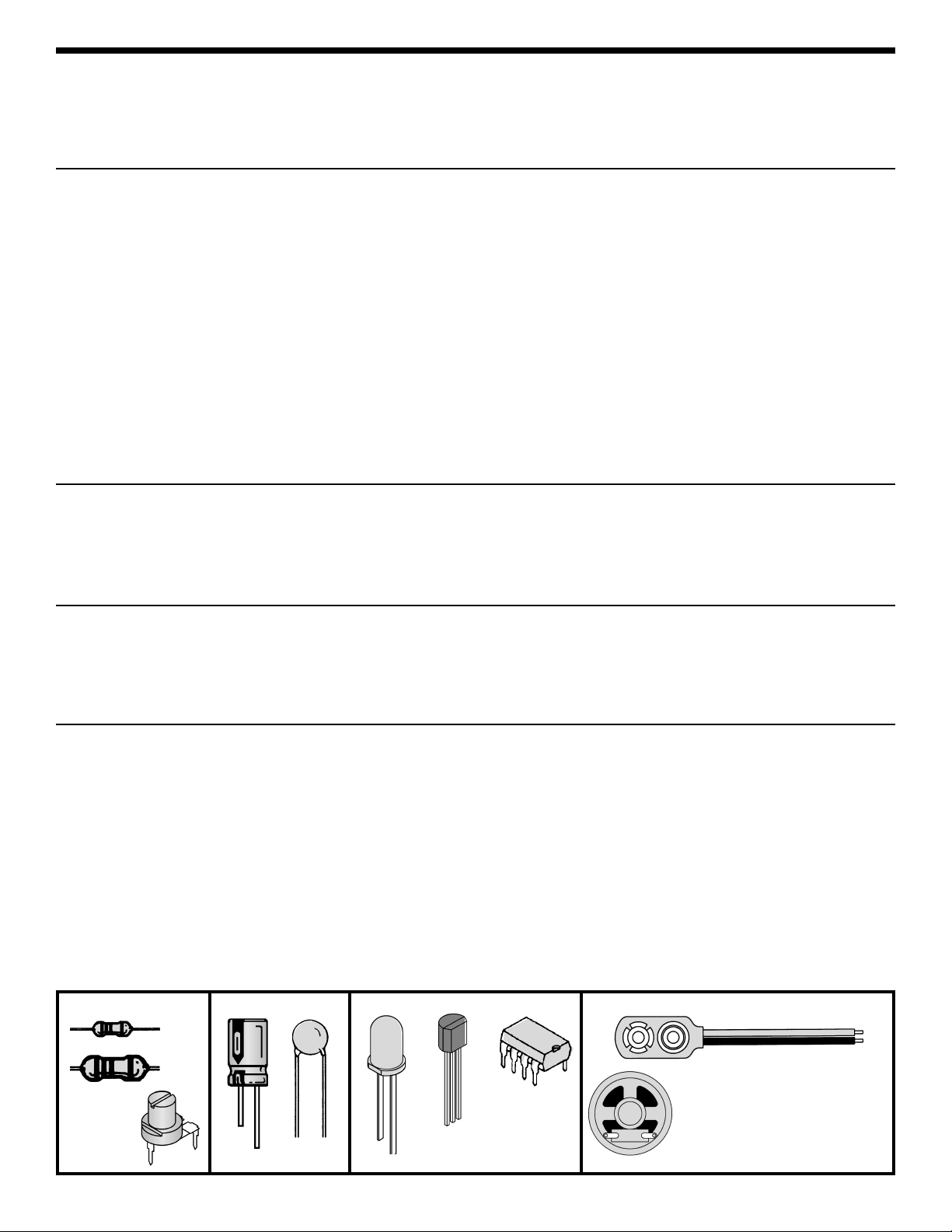
Resistors
Capacitors
PARTS IDENTIFICATION
Electrolytic
Miscellaneous
-1-
Battery Snap
LED
Transistor
Speaker
1/2W
1/4W
Integrated
Circuit (IC)
8-pin
Discap
Tr i m Po t
Semiconductors
«
Page 3
-2-
Warning:
If the capacitor is
connected with
incorrect polarity, it
may heat up and
either leak, or
cause the capacitor
to explode.
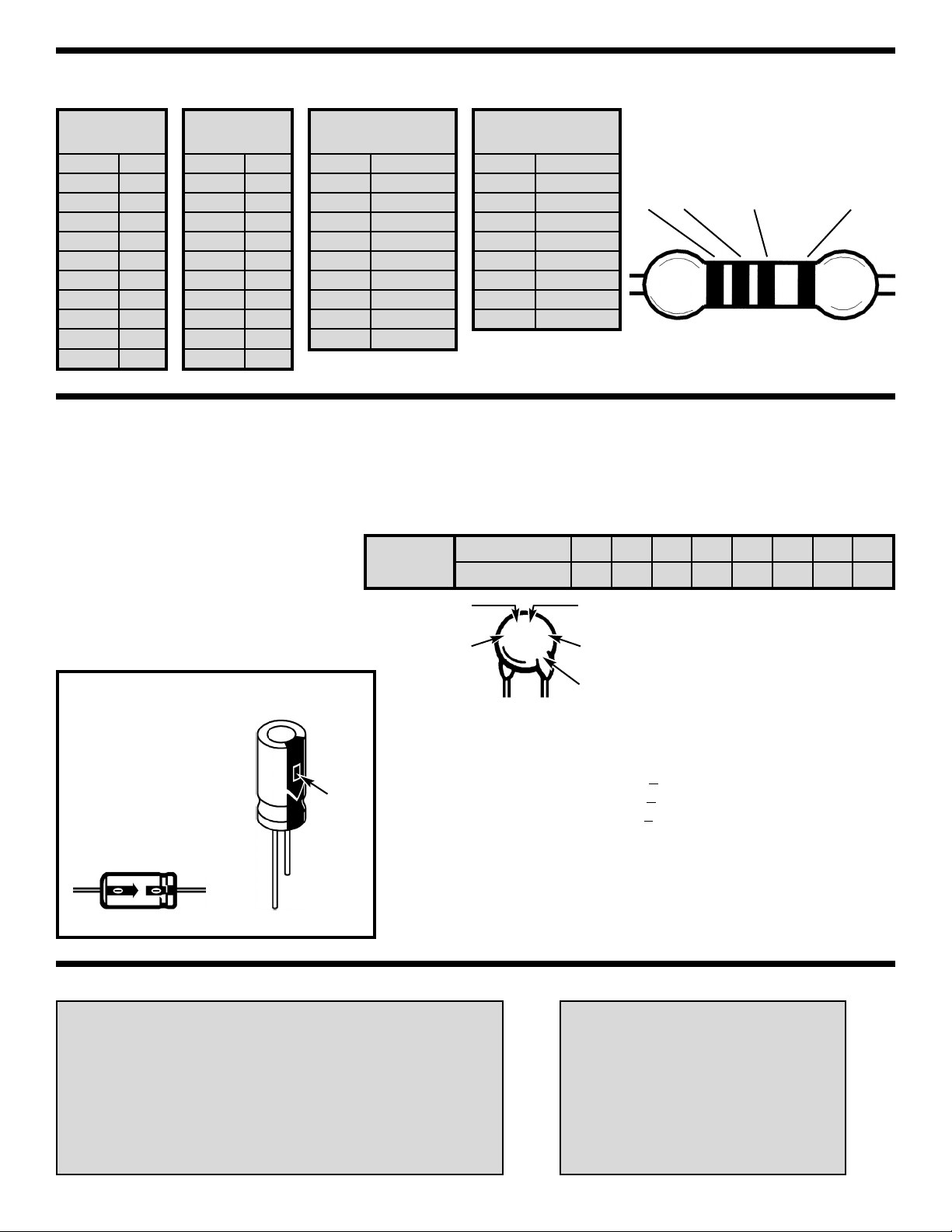
IDENTIFYING RESISTOR VALUES
Use the following information as a guide in properly identifying the value of resistors.
BANDS
METRIC UNITS AND CONVERSIONS
Abbreviation Means Multiply Unit By Or
p Pico .000000000001 10
-12
n nano .000000001 10
-9
μ micro .000001 10
-6
m milli .001 10
-3
– unit 1 10
0
k kilo 1,000 10
3
M mega 1,000,000 10
6
1. 1,000 pico units = 1 nano unit
2. 1,000 nano units = 1 micro unit
3. 1,000 micro units = 1 milli unit
4. 1,000 milli units = 1 unit
5. 1,000 units = 1 kilo unit
6. 1,000 kilo units = 1 mega unit
IDENTIFYING CAPACITOR VALUES
Capacitors will be identified by their capacitance value in pF (picofarads), nF (nanofarads), or μF (microfarads).
Most capacitors will have their actual value printed on them. Some capacitors may have their value printed in
the following manner. The maximum operating voltage may also be printed on the capacitor.
Second Digit
First Digit
Multiplier
Tolerance*
Note: The letter “R”
may be used at times
to signify a decimal
point; as in 3R3 = 3.3
103K
100V
The letter M indicates a tolerance of +20%
The letter K indicates a tolerance of +10%
The letter J indicates a tolerance of +5%
Maximum Working Voltage
The value is 10 x 1,000 =
10,000pF or .01μF, 10%, 100V
*
Electrolytic capacitors have a positive
and a negative electrode. The
negative lead is indicated on the
packaging by a stripe with minus
signs and possibly arrowheads. Also,
the negative lead of a radial
electrolytic is shorter than the positive
one.
Polarity
marking
BAND 1
1st Digit
Color Digit
Black 0
Brown
1
Red 2
Orange 3
Yellow 4
Green 5
Blue 6
Violet 7
Gray 8
White 9
BAND 2
2nd Digit
Color Digit
Black 0
Brown 1
Red 2
Orange 3
Yellow 4
Green 5
Blue 6
Violet 7
Gray 8
White 9
Multiplier
Color Multiplier
Black 1
Brown 10
Red 100
Orange 1,000
Yellow 10,000
Green 100,000
Blue 1,000,000
Silver 0.01
Gold 0.1
Resistance
Tolerance
Color Tolerance
Silver ±10%
Gold ±5%
Brown ±1%
Red ±2%
Orange ±3%
Green ±0.5%
Blue ±0.25%
Violet ±0.1%
1
2 Multiplier Tolerance
Multiplier
For the No. 0 1 2 3 4 5 8 9
Multiply By 1 10 100 1k 10k 100k .01 0.1
(+)
(–)
(+)
(–)
Axial
Radial
Page 4
-3-
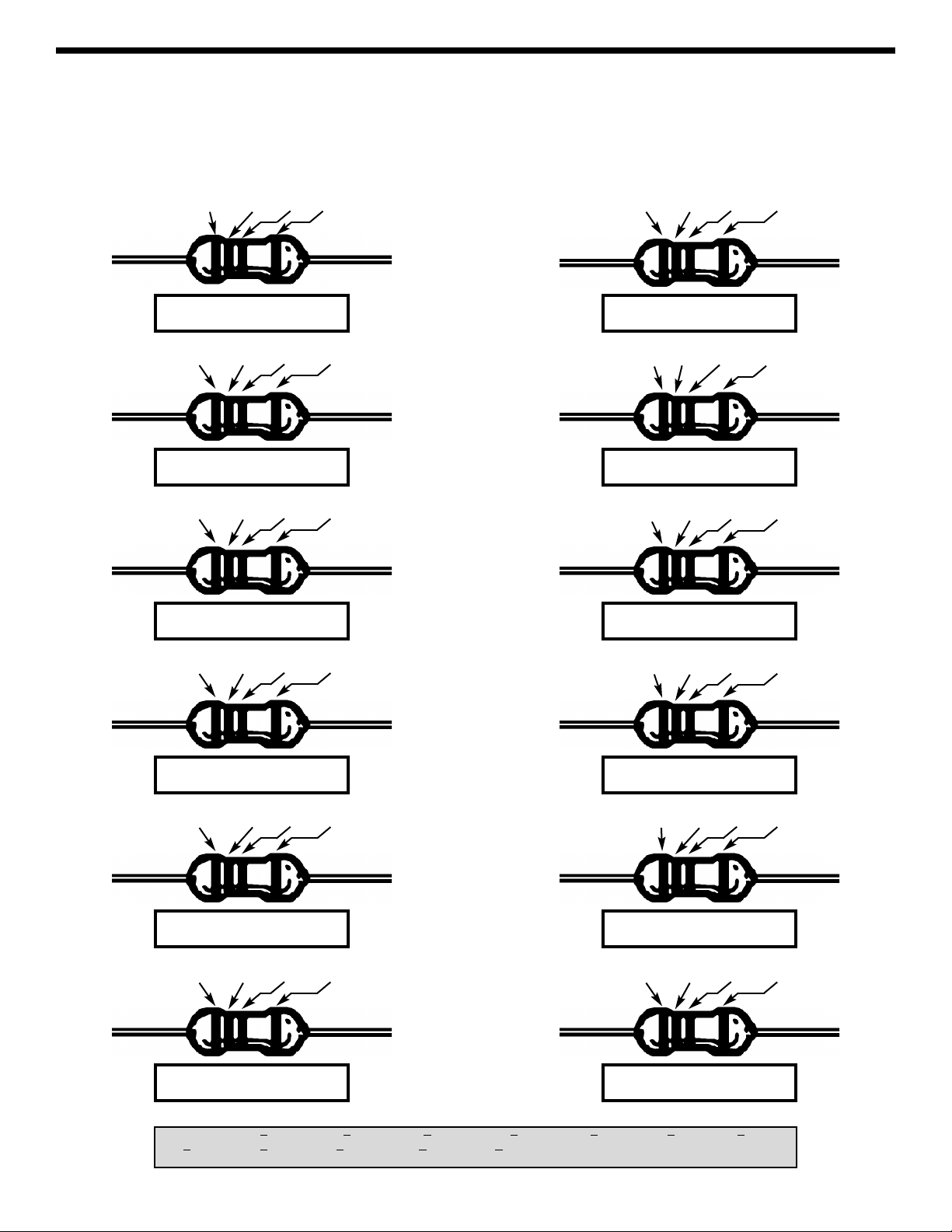
RESISTOR READING EXERCISE
Before starting assembly of your solder practice project, you should be thoroughly familiar with the 4-band color
code system. Many of the resistor values will be identified by color bands and it is easy to mistake their value
if you read the colors incorrectly or read the value from the wrong end. Do the following exercise in resistor
values. Place your answer in the box beneath the resistor. Answers are on the bottom of this page.
(1) brown-green-red-gold
(3) brown-black-yellow-gold
(5) yellow-violet-brown-gold
(7) yellow-violet-black-gold
(9) orange-orange-red-gold
(11) brown-black-green-gold
(2) brown-black-orange-gold
(4) red-red-orange-gold
(6) blue-gray-orange-gold
(8) brown-blue-brown-gold
(10) green-brown-red-gold
(12) brown-gray-orange-gold
Answers to Resistor Reading Exercise: 1) 1.5kΩ+5%; 2) 10kΩ+5%; 3) 100kΩ+5%; 4) 22kΩ+5%; 5) 470Ω+5%;
6) 68kΩ+
5%; 7) 47Ω+5%; 8) 160Ω+5%; 9) 3.3kΩ+5%; 10) 5.1kΩ+5%; 11) 1MΩ+5%; 12) 18kΩ+5%
Page 5
Almost every electronic device today has a printed
circuit board. Whether you are assembling a PC board
or repairing it, you must understand the basics of
working with these boards.
Good soldering requires practice and an understanding
of soldering principles. This solder practice project will
help you achieve good soldering techniques, help you
to become familiar with a variety of electronic
components, and provide you with dynamic results. If
the circuit has been assembled and soldered properly,
two LED’s will alternately flash, and the speaker will
produce a wailing sound.
Safety Precautions
Like all electrical devices, the solder station must be
handled with care. The soldering iron and tip can reach
high temperatures and these simple safety rules should
be followed.
• Keep children out of reach of the soldering station.
• To protect your eyes, use safety goggles during all
phases of construction.
• Keep flammable material away from the soldering
iron.
• DO NOT cool iron
by dipping it into any liquid or
water.
• Always assume that the tip is hot to avoid burns.
• Work in an area that is well ventilated.
• Be careful that the hot soldering iron tip or the barrel
of the iron does not come in contact with any electrical
cord.
• Do not hold solder in your mouth. Wash your
hands thoroughly after handling solder.
• Locate soldering iron in an area where you do not
have to go around it or reach over it.
Solder
Solder is a fusible metal, ideal for forming a metallic
joint between two metals. Lead solder is composed of
tin and lead, identified by the ratio of tin-to-lead. The
most common ratios are 63/37, 60/40, the first number
indicates the amount of tin, and the second is lead. It
has a melting temperature around 360
O
to 370O.
For health reasons, lead-free solder is widely used and
included in this kit. Lead-free solders contain high
percentages of tin, almost always over 94%. The leadfree solder in this kit contains 99.3% tin, 0.5% copper,
and has a rosin-flux core. The melting point of lead-free
solder is about 40
O
F higher than leaded solder.
Tin is a corrosive and active metal and when it mixes
with iron (the protective layer on the tip), an intermetallic compound is formed that wears away more
quickly than the iron would either by itself or when used
with leaded solder.
When using lead-free solders it is very important that
tips are properly maintained, otherwise tip life will be
reduced significantly. Tips should be cleaned frequently
to remove oxidation before it becomes impossible to
remove. The tips should always be tinned when not
being used, otherwise oxidation will quickly form on the
tip. The iron should be turned off if not used for
extended periods of time.
Flux
Most solder contains flux in the hollow core of the
solder allowing it to be applied automatically when you
heat the solder. The flux will remove any oxide film on
the metals soldered creating a good metal-to-metal
contact. This is called “wetting the metal”. There are
three types of solder fluxes: chloride, organic and rosin.
In the electronics industry, only the rosin type is used.
Rosin flux comes in two types, pure and active. The
most reliable is the pure type, since it doesn’t cause
dendrites between tracks on the PC board as the active
type does. Due to the highly corrosive and moisture
attracting characteristics of the chloride and organic
type fluxes, they should not be used in electronics.
Surface Preparation
In order for the solder to adhere to the connection, the
metals must be clean and free of nonmetallic materials.
Flux in the solder can remove oxides from metal but not
other materials like dirt or grease. To remove these, use
a small steel brush or fine emery cloth.
Mechanical Connection
When all the surfaces are clean, the metals should
have a solid mechanical connection. Wires should be
tightly wrapped around each other or to the terminal.
This will eliminate large gaps that create weak solder
joints. Solder should not be used as a mechanical
connection.
INTRODUCTION
-4-
Solder
Figure 1
Rosin Core
Solder
Wire
Terminal
Figure 2
Page 6

-5-
Types of Soldering Devices
A number of different types of soldering devices:
irons, guns and stations are available today. Irons
are used for light to medium work and guns are for
medium to heavy-duty work. The station type can
range from light to heavy-duty For working on PC
boards, irons ranging from 15 to 40 watts are
suitable, or a station with a range of 15 to 40 watts.
If you use an iron with a higher wattage rating than
40 watt, you may damage the copper tracks on the
PC board. The higher wattage irons are best suited
for heavy-duty electrical jobs.
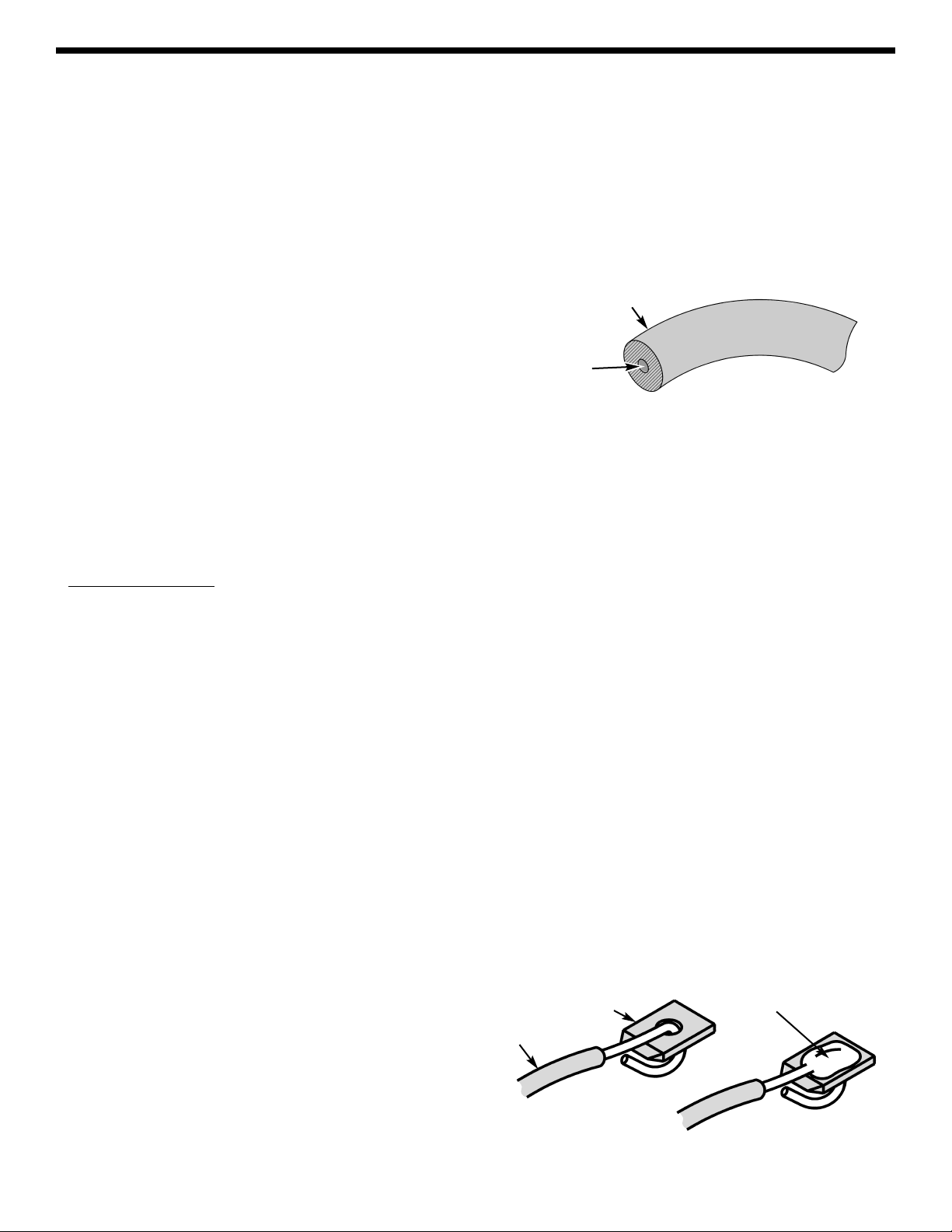
Solder Tips
The tip is the very important part of the iron. The
material that the tip is made from is an essential
factor. The soldering iron tip contains four different
metals as shown in Figure 3. The core consists of
copper because of its high thermal conductivity.
Since the copper is a soft material, it is plated with
iron to maintain the shape. Chrome plating is used
on the area where no soldering takes place to
prevent oxidation. Then the tip is plated with tin,
because it can be easily cleaned.
Today, tips are manufactured in a variety of different
shapes (see figure below). The chisel shape is one
of the most common. Having a choice of tip styles
allows you to choose the one best suited for your
soldering needs. Due to the high heat, removable
tips can bond themselves to the heating element if
left in place for extended periods of time. Periodic
removal of the tip is therefore advisable.
Tip Cleaning
A good clean solder tip makes soldering much
easier. The tip should be tinned by lightly coating it
with solder to prevent it from oxidizing. The tip can
become pitted (black spots) from normal use. It is
important to clean the tip by wiping it with a wet
sponge or rag. For tips that need a good cleaning,
the tip tinner and cleaner (#TTC1) should be used.
Never use a file or abrasive material to clean the
tip. Using such methods will damage the plating and
ruin the tip. Do not remove the excess solder from
the tip before storing. The excess solder will prevent
oxidation.
Clean Connections
Proper solder adhesion requires that the metal
surface to be free of dirt and grease. The flux only
removes the oxides so a brush or rag can be used to
clean metal. There are contact cleaners in aerosol
cans and other solvents available.
Desoldering
Great care should be taken when repairing or
correcting a mistake on a PC board. The metal foil
can be easily pulled up or broken from excessive
heat. Use the least amount of heat as possible. You
can use a desoldering tool, bulb, wick or a station.
These tools will remove the solder enabling you to
correct the problem.
Soldering Iron
Soldering Gun
Soldering Station
Desoldering Pump Bulb
Solder Wick
CopperChrome Plating Iron Plating
Tin Plating
Figure 3
Desoldering Station
1/32”
1/64”
1/16”
1/8”
3/64”
Page 7

-6-
Double Pads
Before we begin to assemble and solder
the components to the solder practice
PC board, we will start first by practice
soldering to the double pads on the
edge of the PC board (see Figure 3).
1. Apply a small amount of solder to the iron tip. This
allows the heat to leave the iron and onto the foil.
2. Place the iron on the top half of pad and then
apply the solder (see Figure 4). Allow the solder
to flow around the pad. Then, remove the solder
and the iron and let the solder cool. The solder
should be neat and smooth.
3.
Repeat step 2 on the top row of the pads (see Fig. 4).
Single Pads
Now practice using the single pads. Use the same
soldering procedures as the large double pads. Be
sure there are no solder bridges between the pads.
(Refer to the Solder Bridge Section below).
Solder Bridge
Solder bridges occur when solder runs between
circuit paths and creates a short circuit. This is
usually caused by using too much solder. Using the
top row of single pads, try intentionally to make a
solder bridge on each section (see Figure 5). Then,
remove it by simply dragging your soldering iron
across the solder bridge as shown. It is best to wipe
the iron tip with a wet sponge to remove the solder.
You can also use solder wick as described on page 7.
Solder Resist
The PC board is covered with solder resist over
areas that are not to be soldered. This is done to
reduce soldering shorts to adjacent metal runs. On
the large pad, note that half of the pad is covered
with solder resist. Try soldering to the covered pad.
You will find that it is impossible to solder.
Note: There are three pieces of wire included.
Save one piece for the speaker assembly.
Tack Soldering
You will make 14 tack solder connections by
soldering seven wires to the top row of pads.
1. Cut seven 1 1/2” wires and strip 1/8" insulation off
both ends (see figure below).
2. Place the iron and the wire on top right pad as
shown in Figure 7. Allow the solder to flow around
the wire. Then, remove the iron and let the solder
cool. You may need to add some more solder.
The solder should be neat and smooth.
3. Pull the wire to make sure you have a good solder
joint.
4. Bend the wire and solder it to the next pad, as
shown in Figure 7.
5. Now solder the remaining wires to the pads as
shown in Figure 7.
Figure 3
SOLDER PRACTICE
Figure 4
Solder
Soldering Iron
Figure 5
Soldering Iron
Drag Iron
Solder Bridges
PC Board
Figure 6 Practice Solder Area
Tack Solder
Pad
Small
Pads
Large
Pads
Figure 7
Soldering Iron
Solder
1 1/2”
(Actual Size)
1/8”
1/8”
Page 8

-7-
Hairline Cracks
The hairline cracks can develop in the copper foil if
the PC board is flexed. This can be easily repaired
by making a solder bridge across the two foils. The
solder should smoothly flow across the foil as shown
in Figure 8. If the solder does not adhere to the foil,
it will sit on the foil as a blob as shown in Figure 9.
1.
Make five solder bridges using the second row of
single pads, starting from the left side (see Figure 10).
Reinforcing a Repair
A solder bridge repair can be reinforced using a solid
wire. Now add a wire to the five solder bridges you
just made.
1. Strip a 1/2" of insulation off one end of the wire
and then tin it.
2. Hold the tinned wire on top of the solder bridge.
3. Place the iron on the wire until the solder melts.
4. Remove the iron while holding the wire in place
against the foil. Make sure the wire does not
move until the solder hardens.
5. Check for a good solder connection.
6. Cut the wire off as close to the solder joint as
possible.
7. Practice this procedure four more times.
Wide Gaps
For wider gaps in a copper foil, a solder bridge can
not be used. A small wire would be used to bridge
the copper as shown in Figure 11. Six bridges will be
made across the two rows of small pads.
1. Place the iron on the top half of pad and then
apply the solder. Allow the solder to flow around
the pad. Then, remove the solder and the iron
and let the solder cool. The solder should be neat
and smooth.
2. Repeat Step 1 on the lower pad.
3. Strip 1/2" of insulation off one end of the wire and
then tin it.
4. Hold the wire on the top pad and then place the
iron on the wire. The solder will melt and the wire
will press down against the pad (see Figure 11).
Remove the iron while holding the wire in place
against the foil. Make sure the wire does not
move until the solder hardens.
5. Check for a good solder connection.
6. Solder the wire to the lower pad.
7. Cut the wire off as close to the solder joint as
possible (see Figure 11).
8. You can hold the wire down with a screwdriver
and resolder the wire.
9. Practice this procedure four more times on
remaining pads.
Figure 8 Figure 9
Solder
Foil
Figure 11
Solder
Foil
Bare Wire
Board
Figure 10
Solder
Bridges
PC BOARD REPAIR
Page 9

-8-
Desoldering wick is a braided wire coated with noncorrosive rosin flux. It is the simplest and safest tool
for removing solder from a solder connection. When
the braided wire is heated, the flux cleans and
breaks up the surface tension so the melted solder
from the connection flows into the braid by capillary
action.
Included in this kit is a six inch length of solder wick
(desoldering braid).
r Place the solder wick on one of the pads and the
iron on top of it (see Figure 12).
r As the solder melts, it will be drawn into the wick.
r When the iron and wick are removed, the solder
should be removed. You need to repeat the
process if some solder remains.
If necessary, repeat the procedure until all of the
unwanted solder is removed.
After the excess solder has been wicked away by the
desoldering braid, clip off and discard the soldersaturated portion of the braid. For best results,
always use a fresh area of the braid for each
procedure.
Figure 12
Figure 13
Using solder wick to remove excess solder.
A close-up view of the accumulation of solder onto
the solder wick (desoldering braid).
Excess Solder
Solder Wick
Soldering Iron Tip
Foil Side of PC board
CAUTION: Wick gets
HOT - use long nose
pliers to hold wick.
REMOVING EXCESS SOLDER USING SOLDER WICK
Using the Solder Wick
Page 10

-9-
The solder practice kit consists of a circuit oscillating
at one hertz (one cycle per second). The oscillator
consists of two transistors Q1 and Q2, and resistors,
R1 - R11 and capacitors C1 and C2. This
configuration is known as a multivibrator circuit.
The solder practice kit produces the sound of the
European siren. It consists of two oscillators, a one
hertz (one cycle per second) and a 1500Hz. The one
hertz oscillator consists of two transistors Q1 and
Q2, and resistors R1, R2, R6 and R7 capacitors C1
and C2. This configuration is known as a
multivibrator circuit.
When voltage is first applied to this multivibrator
circuit, one transistor (possibly Q1) will conduct
faster, causing transistor Q2 to stay off. Q1 will
continue to conduct until it saturates. At this point,
Q2 will start to conduct, causing Q1 to rapidly cutoff.
This process continues alternately causing Q1 or Q2
to conduct. The output will be a square wave. The
frequency is determined by the time constants of
resistor R6 and capacitor C1, also R4 and C2. Two
LED diodes are placed in the collectors of the
transistors. The LED's will light when current is
passing through them. Resistors R2, R1 and R7
determine the current passing through the LED’s.
Integrated circuit IC1 is the heart of the second
oscillator. A 555 timer IC is used in the circuit. This
IC contains many transistors and resistors on a
silicon chip and thus eliminates many external parts.
The frequency of this oscillator is determined by
resistors R5, R9 and capacitor C4. Capacitor C3
couples the output of operations of IC1 via resistor
R8. This changes the operations of IC1 during one
half cycle of the multivibrator causing the frequency
to change from 1500Hz to 2200Hz. This results in a
speaker output that varies constantly in pitch. The
multivibrator circuit not only causes the LED to flash,
but also varies the pitch at the speaker output.
THEORY OF OPERATION
SCHEMATIC DIAGRAM
Page 11

-10-
CONSTRUCTION
Solder
Soldering Iron
Foil
Solder
Soldering Iron
Foil
Component Lead
Soldering Iron
Circuit Board
Foil
Rosin
Soldering iron positioned
incorrectly.
Solder
Gap
Component Lead
Solder
Soldering Iron
Drag
Foil
1. Solder all components from the
copper foil side only. Push the
soldering iron tip against both the
lead and the circuit board foil.
2. Apply a small amount of solder to
the iron tip. This allows the heat to
leave the iron and onto the foil.
Immediately apply solder to the
opposite side of the connection,
away from the iron. Allow the
heated component and the circuit
foil to melt the solder.
1. Insufficient heat - the solder will
not flow onto the lead as shown.
3. Allow the solder to flow around
the connection. Then, remove
the solder and the iron and let the
connection cool. The solder
should have flowed smoothly and
not lump around the wire lead.
4.
Here is what a good solder
connection looks like.
2. Insufficient solder - let the
solder flow over the connection
until it is covered.
Use just enough solder to cover
the connection.
3. Excessive solder - could make
connections that you did not
intend to between adjacent foil
areas or terminals.
4. Solder bridges - occur when
solder runs between circuit paths
and creates a short circuit. This is
usually caused by using too much
solder.
To correct this, simply drag your
soldering iron across the solder
bridge as shown.
What Good Soldering Looks Like
A good solder connection should be bright, shiny, smooth, and uniformly
flowed over all surfaces.
Types of Poor Soldering Connections
Introduction
The most important factor in assembling your SP-1A / AK-100 Solder
Practice Kit is good soldering techniques. Using the proper soldering
iron is of prime importance. A small pencil type soldering iron of 25 - 40
watts is recommended. The tip of the iron must be kept clean at all
times and well tinned.
Solder
For many years leaded solder was the most common type of solder
used by the electronics industry, but it is now being replaced by leadfree solder for health reasons. This kit contains lead-free solder, which
contains 99.3% tin, 0.7% copper, and has a rosin-flux core.
Lead-free solder is different from lead solder: It has a higher melting
point than lead solder, so you need higher temperature for the solder to
flow properly. Recommended tip temperature is approximately 700
O
F;
higher temperatures improve solder flow but accelerate tip decay. An
increase in soldering time may be required to achieve good results.
Soldering iron tips wear out faster since lead-free solders are more
corrosive and the higher soldering temperatures accelerate corrosion,
so proper tip care is important. The solder joint finish will look slightly
duller with lead-free solders.
Use these procedures to increase the life of your soldering iron tip when
using lead-free solder:
• Keep the iron tinned at all times.
• Use the correct tip size for best heat transfer. The conical tip is the
most commonly used.
• Turn off iron when not in use or reduce temperature setting when
using a soldering station.
•
Tips should be cleaned frequently to remove oxidation before it becomes
impossible to remove. Use Dry Tip Cleaner (Elenco
®
#SH-1025) or Tip
Cleaner (Elenco®#TTC1). If you use a sponge to clean your tip, then use
distilled water (tap water has impurities that accelerate corrosion).
Safety Procedures
• Always wear safety glasses or safety goggles to
protect your eyes when working with tools or
soldering iron, and during all phases of testing.
• Be sure there is adequate ventilation when soldering.
•
Locate soldering iron in an area where you do not have to go around
it or reach over it. Keep it in a safe area away from the reach of
children.
• Do not hold solder in your mouth. Solder is a toxic substance.
Wash hands thoroughly after handling solder.
Assemble Components
In all of the following assembly steps, the components must be installed
on the top side of the PC board unless otherwise indicated. The top
legend shows where each component goes. The leads pass through the
corresponding holes in the board and are soldered on the foil side.
Use only rosin core solder.
DO NOT USE ACID CORE SOLDER!
'
Page 12
-11-
Figure B
Electrolytic capacitors have polarity.
Be sure to mount them with the
negative (–) lead (marked on side) in
the correct hole.
Warning: If the
capacitor is
connected with
incorrect polarity,
it may heat up
and either leak
or cause the
capacitor to
explode.
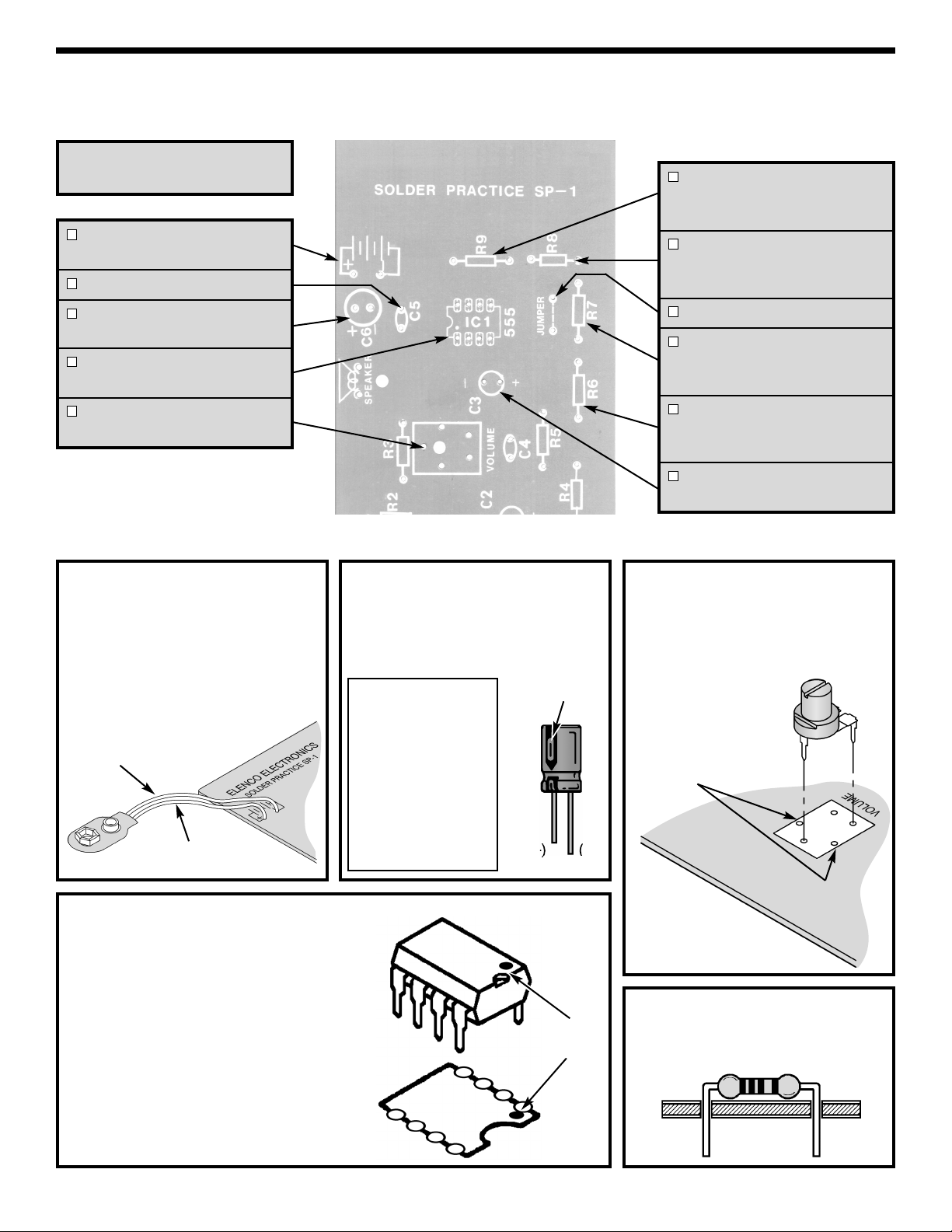
PC BOARD ASSEMBLY
NOTE: Before beginning assembly, please refer to page 13 for the resistor reading exercise. This will familiarize
you with the resistor color band coding.
Battery Snap
(see Figure A)
C5 - .02μF or .022μF Discap
C6 - 100μF Electrolytic (Lytic)
(see Figure B)
IC1 - 555 or 1455 Timer
(see Figure C)
VR1 - 200Ω Potentiometer
(see Figure D)
R9 - 10kΩ 5% ¼W Resistor
(brown-black-orange-gold)
(see Figure E)
R8 - 10kΩ 5% ¼W Resistor
(brown-black-orange-gold)
(see Figure E)
Jumper Wire (see Figure F)
R7 - 470Ω 5% ¼W Resistor
(yellow-violet-brown-gold)
(see Figure E)
R6 - 22kΩ 5% ¼W Resistor
(red-red-orange-gold)
(see Figure E)
C3 - 10μF Electrolytic (Lytic)
(see Figure B)
Figure E
Mount the resistor flat against the PC
board as shown.
Figure A
Solder the Red Positive (+) lead of
the battery snap to the hole marked
(+) on the PC board. Solder the
Black Negative (–) lead to the hole
marked (–) on the PC board. Cut off
the excess leads.
Figure C
Mount IC1 in the location shown below onto
the PC board. Be sure that the notch or dot
on the IC is in the same direction as the
marking on the PC board (see drawing
below). Solder and cut off the excess leads.
NOTE: Do not keep the soldering iron on the
IC leads for extended periods of time. You
run the risk of overheating the IC, thus
damaging it.
Figure D
Mount VR1 into the three holes in the
PC board as shown below. Note that
the other two holes are not used.
Solder and cut off the excess leads.
Solder the following parts to
the PC board.
Notch
or Dot
Red Wire
Black Wire
Holes Not Used
Polarity
marking
(–) (+)
Page 13

-12-
Figure H
Mount the LED onto the PC board
with the flat side of the LED in the
same direction as marked on the PC
board. Be sure to mount the LED
flush with the PC board as shown
below.
Solder and cut off the excess leads.
Figure G
Mount the transistor with the flat side
in the same direction as marked on
the PC board. Leave about 1/8” of
space between the transistor and the
PC board as shown below. Solder
and cut off the excess leads.
PC BOARD ASSEMBLY (continued)
Figure F
Cut a 1” wire and strip 1/8” of
insulation off of both ends.
R3 - 68Ω 5% ¼W Resistor
(blue-gray-black-gold)
(see Figure E)
R2 - 1kΩ 5% ½W Resistor
(brown-black-red-gold)
(see Figure E)
C2 - 10μF Electrolytic (Lytic)
(see Figure B)
Q1 - 2N3904 Transistor
Q2 - 2N3904 Transistor
(see Figure G)
LED1 - Light Emitting Diode
(see Figure H)
R5 - 47kΩ 5% ¼W Resistor
(yellow-violet-orange-gold)
(see Figure E)
R4 - 22kΩ 5% ¼W Resistor
(red-red-orange-gold)
(see Figure E)
C4 - .02μF or .022μF Discap
C1 - 10μF Electrolytic (Lytic)
(see Figure B)
R1 - 470Ω 5% ¼W Resistor
(yellow-violet-brown-gold)
(see Figure E)
Jumper Wire (see Figure F)
LED2 - Light Emitting Diode
(see Figure H)
Flat
1/8”
Flat
Mount Flush
to PC Board
Cut the 12” wire in half and the strip
1/8” of insulation off of both ends.
Insert the speaker wire through the
PC board as shown. Then, insert
the wires into the speaker holes
and solder. Solder the other end of
the wires to the speaker.
Solder the following parts to
the PC board.
Page 14
-13-
If any parts are missing or damaged, see instructor
or bookstore. DO NOT contact your place of
purchase as they will not be able to help you.
Contact ELENCO
®
(address/phone/e-mail is at the
back of this manual).
If you are experiencing a problem, first read the
theory of operation to familiarize yourself with the
operation.
Component Check
1. Be sure that all components have been mounted
in their correct places.
2. Make sure that C1 and C2, the electrolytic
capacitor is mounted correctly. The negative lead
should be in the hole as shown on the top legend.
3. Have LED’s LED1 and LED2 been installed
correctly? The flat side of their bodies should be
in the same direction as marked on the top
legend. If the LED’s are in backwards, they will
not light.
4. Pay close attention to the red and black wires of
the battery snap. The red wire should be installed
in the positive (+) hole and the black wire in the
negative (–) hole. Snap in a fresh 9-volt battery.
Problems
1. No LED’s Light
• Check the solder connections for the battery
wires and switch.
• Check that all parts are in the correct way.
2. LED1 Does Not Light
• Check C1, LED1 and Q1.
3. LED2 Does Not Light
• Check C2, LED2 and Q2.
4. LED1 or LED2 is Always On
• Check C1 and C2 for opens.
• Check Q1 and Q2 for shorts.
Remember that there are two oscillators. If no sound
comes out of the speaker, but the LED flashes
alternately, then the 555 timer is not working. Be
sure that the volume control is at maximum. Check
the components IC1, R5, R8, R9, C3, C4 and C5. Be
sure that the IC is in properly.
If a steady sound (not wobbling) comes out of the
speaker, then the multivibrator is not working. Check
the components associated with transistor Q1 and
Q2. Check the LED by shorting the transistor
collector to the emitter. The LED should light. If not,
then the LED is either open or backward.
TROUBLESHOOTING
OPERATION
After completing the assembly of the kit, double back to see that the soldering looks good and all of the
components are in their proper place. If everything is all right, attach the 9V battery to the battery snap. The
LED’s should alternately light and the speaker should sound a wobbling siren.
Continue to the Desoldering Practice/Component Replacement Section.
Note: Refer to the Troubleshooting Section if your circuit does not work.
In this exercise you will replace the 22kΩ resistors
R4 and R6 with two 56kΩ resistors. You unsolder the
resistors using the solder wick and then install new
resistors R4A and R6A.
1. Remove the battery from the battery snap.
2. Locate the pads that resistor R4 is soldered to.
3. Place the solder wick on one of the pads and the
iron on top of it (refer to page 8).
4. As the solder melts, it will be drawn into the wick.
5. When the iron and wick are removed, the solder
should be removed. You need to repeat the
process if some solder remains.
6. Unsolder the other lead and remove, then remove
the resistor.
7.
Follow the same procedure and remove resistor R6.
Now use the resistors R4A and R6A mounted on the
component card, and install them on the PC board.
Reconnect the battery and the kit should oscillate at
the correct frequency.
DESOLDERING PRACTICE/COMPONENT REPLACEMENT
Page 15

-14-
WORD GLOSSARY
Capacitor An electrical component that can
store electrical pressure (voltage)
for periods of time.
Cold Solder Joint Occurs because insufficient heat
was applied or the connection
was moved before the solder had
set. Connection looks crystalline,
crumbly, or dull.
Flux A substance that is used to
cleanse the surface of oxide
before it is soldered. Always
used in electronics work. Most of
the solder used in electronics has
flux built right into it.
Heat Sinking A process of keeping the
component from becoming
overheated during soldering. Any
metal object that can be clamped
to the component lead will work
as an effective heat sink. An
alligator clip or pliers work well.
Integrated Circuit (IC) A type of circuit in which
transistors, diodes, resistors, and
capacitors are all constructed on
a semiconductor base.
Jumper Wire A wire that is connected from one
place to another on a PC board,
thereby making a connection
between two pads.
LED Common abbreviation for light
emitting diode.
Light Emitting Diode A diode made from gallium
arsenide that has a turn-on
energy so high that light is
generated when current flows
through it.
Oxidation Most metals, when exposed to
air, form an oxide on their surface
which prevents solder from
adhering to the metal.
Polarity The division of two opposing
forces or properties.
Printed Circuit Board A board used for mounting
electrical components.
Components are connected
using metal traces “printed” on
the board instead of wires.
Resistor Component used to control the
flow of electricity in a circuit. It is
made of carbon.
Rosin Core Solder The most common type of solder
used in electronics generally
referred to as 63/37 rosin core
solder.
Solder A tin/copper alloy that melts at a
very low temperature, used to
join other metals together. It
produces excellent electrical
connections.
Solder Bridge An unwanted solder connection
between two points that are close
together.
Solder Melting Point The temperature at which a
tin/copper alloy (solder) melts.
The common solder used in
electronics (63% tin / 37% lead)
has a melting point of 370
O
F.
Solder Wick Braided wire coated with flux to
effectively remove solder from a
connection.
Soldering The process of joining two or
more metals by applying solder to
them.
Tack Soldering A connection where the lead or
wire does not have any
mechanical support.
Tinning the Tip A process of coating the
soldering iron tip with solder to
minimize the formation of oxide
on the tip, which would reduce
the amount of heat transfer.
Transistor An electronic device that uses a
small amount of current to control
a large amount of current.
Wire Gauge Refers to the size of the wire. The
bigger the number, the smaller
the diameter of the wire.
18 gauge to 24 gauge is
generally used for hook-up in
electronics.
Page 16

ELENCO
®
150 Carpenter Avenue • Wheeling, IL 60090
Phone: (847) 541-3800 • Fax: (847) 520-0085
Website: www.elenco.com • e-mail: elenco@elenco.com
1. The oscillator in this kit is known as a . . .
r A. one-shot circuit.
r B. multivibrator circuit.
r C. three phase circuit.
r D. tri-state circuit.
2. What type of flux should be used in electronics?
r A. Chloride
r B. Organic
r C. Rosin
r D. Corrosive
3. When working on PC boards, what wattage range
of iron is ideal?
r A. 15-40 watts
r B. 50-100 watts
r C. 1-10 watts
r D. 100-200 watts
4. Tinning the soldering tip will prevent it from . . .
r A. heating.
r B. melting.
r C. soldering.
r D. oxidizing.
5. Proper solder adhesion requires that the metal
surface to be . . .
r A. solder free.
r B. clean.
r C. greasy.
r D. cold.
6. Solder wick is used to . . .
r A. remove solder.
r B. solder in small parts.
r C. cleaning the soldering iron tip.
r D. removing flux.
7. A cold solder joint is caused by . . .
r A. a solder bridge.
r B. using 60/40 solder.
r C. insufficient heat.
r D. acid core solder.
8. When two adjacent foils accidentally touch, it is
called . . .
r A. a jumper.
r B. a blob.
r C. a solder hole.
r D. a solder bridge.
9. What ratio has the greatest amount of tin?
r A. 20/80
r B. 40/60
r C. 50/50
r D. 60/40
10. The frequency of the second oscillator ranges
from . . .
r A. 150-220Hz.
r B. 15k-22kHz.
r C. 15-22Hz.
r D. 1500-2200Hz.
QUIZ
Answers: 1. B, 2. C, 3. A, 4. D, 5. B, 6. A, 7. C, 8. D, 9. D, 10. D
 Loading...
Loading...