

Page 1

Art.-Nr.: 44.199.00 I.-Nr.: 01016
Art.-Nr.: 44.199.20 I.-Nr.: 01016
Bedienungsanleitung
Dicken-Abrichthobelmaschine
Operating Instructions
Surfacing and Thicknessing Plane
Mode d’emploi de la
machine à dresser et à tirer d’épaisseur
Istruzioni per l’uso
Piallatrice a filo e a spessore
Betjeningsvejledning
tykkelses-afretterhøvl
Használati utasítás
Vastagsági - egyengető gyalugép
Upute za uporabu
blanjalice-ravnalice
Руководство по эксплуатации
пропускного фуговально-строгального
станка
NHM 260/230
NHM 260/400
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:22 Uhr Seite 1
Page 2

2
Vor Inbetriebnahme Bedienungsanleitung und
Sicherheitshinweise lesen und beachten
Read and follow the operating instructions and safety information
before using for the first time.
Avant la mise en service, lisez le mode d’emploi et les consignes
de sécurité et respectez-les.
Prima della messa in esercizio leggete e osservate le istruzioni
per l’uso e le avvertenze di sicurezza.
Betjeningsvejledningen og sikkerhedsanvisningerne skal læses,
inden maskinen tages i brug. Alle anvisninger skal følges.
Üzembehelyezés előtt elolvasni és figyelembe venni a használati
utasítást és a biztonsági utasításokat.
Prije puštanja u rad pročitajte i pridržavajte se ovih uputa za uporabu
i sigurnosnih napomena.
Перед первым использованием прочтите руководство по
эксплуатации и следуйте содержащимся в нем указаниям.
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:22 Uhr Seite 2
Page 3

3
1
5
2
6
1
9
4
12
7
8
18
10
3
11
2
13
16
19
20
14
17
3
2
F
25
E
A
B
G
a
C
a
D
1
4
a b c d
28
5
5
a
a
44
24
24
6
15
6
b
27
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:22 Uhr Seite 3
Page 4

4
7 8
b29 4a
9 10
11
14 13
12
17
14
b
a
27
b
4
a
4
26
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:22 Uhr Seite 4
Page 5

5
13
14
17
17
14
9 a b
15
c
31
13
16
13
c
31
26
17
9
30
b
18
ade 92613
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:22 Uhr Seite 5
Page 6

6
19
6
16
32
20
ba 11c
21
a
11
27
22
2036
a
35 34 38
b
d
c
e
37
23
27
35
34
24
27
37
a
35
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 6
Page 7
7
25
27
d
35
38
26
20
35
27
a b 19 c
28
35
c
27
19
29
18
a
b
c
30
27
a
36
18
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 7
Page 8

8
31
a b c
32
35/36
c
33
6
39
15
16
34
7
12
10
35
40
36
21
22
23
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 8
Page 9

9
37
6
43
7
12
13
38
39
17
14
40
5
41
5
42
33
41
42
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 9
Page 10

10
43 44
13
27
21
23
22
b
a
45
14
26
13
46
47
a
45
27
48
46
14
26
13
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 10
Page 11

11
49
18
11
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 11
Page 12

D
12
1. Gerätebeschreibung
1 Ein-/Ausschalter
2 Umschalter Hobeln/Dickenhobeln
3 Schiebestock
4 Handkurbel
5 Spanabsaugung
6 Parallelanschlag
7 Klemmhebel
8 Halterung Hobelmesserabdeckung
9 Einstellknopf für Spantiefe
10 Stellhebel
11 Transportgriffe
12 Hobelmesserabdeckung
13 Vorschubtisch
14 Abnehmtisch
15 Klinkenhebel
16 Klinkenhebel
17 Feststellhebel Tisch
18 Transport-Räder
19 Füße
20 Tür
21 Messer
22 Riegel
23 Messerblock
24 Anti-Rückschlagklauen
25 Schalter-Steckereinheit
26 Inbusschlüssel
27 Schraubenschlüssel
28 Spanabzugshaube
29 Bolzen
30 Abstandswalze
31 Tischführung
32 Führung Parallelanschlag
33 Skala
34 Basis-Paneele
35 Seiten-Paneele
36 Seiten-Paneele
37 Rück-Paneele
38 Querstrebe
39 Anschlaglineal
40 Skala
41 Zeiger
42 Dickenhobeltisch
43 Plastikfeder
44 Vorschubrolle
45 Riemenabdeckung
46 Riemen
2. Lieferumfang
Hobelmaschine
Untergestell
Montagewerkzeug
Schiebestock
3. Sicherheitshinweise
Die entsprechenden Sicherheitshinweise finden Sie
im beiliegenden Heftchen.
4. Wichtige Hinweise
Schalten Sie vor der Wartung und dem
Kundendienst den Ein-/Ausschalter (1) aus und
ziehen Sie den Stecker aus der Steckdose.
(Bild 1)
Überprüfen Sie regelmäßig, ob Messer (21) und
Riegel (22) fest im Messerblock (23) befestigt
sind. (Bild 36)
Die Messer (21) dürfen am Messerblock (23)
maximal 1,1 mm überstehen.(Bild 45)
Entfernen Sie niemals die
Sicherheitsabdeckungen der Maschine, es sei
denn für den Kundendienst oder für
Reparaturarbeiten.
Die Sicherheitsabdeckungen müssen immer
intakt sein. Befestigen und sichern Sie die
Sicherheitsabdeckungen an vorgesehener Stelle
vor jedem Gebrauch der Maschine.
Wenn Sie die Maschine in geschlossenen
Räumen einsetzen, schließen Sie einen
Staubabzug an der Spanabsaugung (5) an.
(Bild 1)
Achtung: Das Gerät muss sicher geerdet sein.
Der gelb-grüne Anschlussdraht ist der
Schutzleiter.
Prüfen Sie die Anti-Rückschlagklauen (24) auf
einwandfreien Betrieb. (Bild 5)
Tragen Sie immer einen Augenschutz.
Schneiden Sie niemals Einbuchtungen, Zapfen
oder Formen.
Bei ordnungsgemäßem Aufbau, Handhabung,
Wartung und Reparatur erbringt das Gerät die
Leistung, die in dieser Anleitung beschrieben ist.
Die Maschine muss in regelmäßigen Abständen
überprüft werden. Defekte Bauteile, inklusive
Stromkabel, dürfen nicht verwendet werden.
Gebrochene, fehlende, abgenutzte, deformierte
Bauteile müssen sofort ersetzt bzw. ausgetauscht
werden. Reparaturarbeiten oder das Auswechseln
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 12
Page 13

D
13
von Bauteilen dürfen nur von qualifizierten
Fachkräften durchgeführt werden. Am Gerät oder an
den Gerätebauteilen dürfen keine Veränderungen
durchgeführt werden, nach denen das Gerät nicht
mehr den Standard-Spezifikationen entspricht.
5. Bestimmungsgemäße Verwendung
Die Dicken-Abrichthobelmaschine dient zum Abrichten- und Dickenhobeln von gesämtem Schnittholz
aller Art, mit quadratischer, rechteckiger oder
abgeschrägter Form.
Die Maschine darf nur nach ihrer Bestimmung
verwendet werden.
Trotz bestimmungsgemäßer Verwendung können
bestimmte Restrisikofaktoren nicht vollständig
ausgeräumt werden. Bedingt durch den
erforderlichen Arbeitsverlauf können folgende
Verletzungen auftreten:
Berührung der Messerwelle mit Fingern oder
Händen im nicht sicherbaren Bereich.
Bei unsachgemäßer Handhabung Rückschlag
von Werkstücken.
Gehörschäden und Augenverletzungen sowie
Verletzungen von Fingern und Händen bei
Nichtverwendung der geforderten
Schutzausrüstung.
Gesundheitsschädliche Emmisionen bei
Verwendung in geschlossenen Räumen ohne
geeignete Absauganlage.
6. Geräuschemissionswerte
NHM 260/400 - 260/230 Betrieb Leerlauf
Schalldruckpegel L
pA
94,8 dB(A) 80,7 dB(A)
Schalleistungspegel LWA104,8 dB(A) 91,1 dB(A)
Die angegebenen Werte sind Emissionswerte und
müssen damit nicht zugleich auch sichere Arbeitsplatzwerte darstellen. Obwohl es eine Korrelation
zwischen Emissions- und Immissionspegeln gibt,
kann daraus nicht zuverlässig abgeleitet werden, ob
zusätzliche Vorsichtsmaßnahmen notwendig sind
oder nicht. Faktoren, welche den derzeitigen am
Arbeitsplatz vorhandenen Immissionspegel beeinflussen können, beinhalten die Dauer der Einwirkungen, die Eigenart des Arbeitsraumes, andere
Geräuschquellen usw., z.B. die Anzahl der
Maschinen und anderen benachbarten Vorgängen.
Die zuverlässigen Arbeitsplatzwerte können ebenso
von Land zu Land variieren. Diese Information soll
jedoch den Anwender befähigen, eine bessere
Abschätzung von Gefährdung und Risiko
vorzunehmen.
7. Technische Daten NHM 260/400
Wechselstrommotor: 400V 3~ 50 Hz
Leistung P: 1900 W S1
Leistung P: 2800 W S6 40%
Schutzart: IP40
Vibration aw: 12 m/s
2
Max. Werkstückbreite: 260 mm
Max. Werkstückhöhe Dickendurchlass: 160 mm
Vorschubtisch: 500 x 282 mm
Abnehmtisch: 500 x 282 mm
Dickenhobeltisch: 400 x 260 mm
Dickenhobel-Vorschubgeschwindigkeit: 5 m/min
Leerlaufdrehzahl Motor n0: 2800 min
-1
Leerlaufdrehzahl Hobelmesser: 6500 min
-1
Max. Hobeleinschnitttiefe: 3 mm
Max. Dickenhobeleinschnitttiefe: 3 mm
Max. Neigung Parallelanschlag: 45°
Spanabsaugung: Ø 100 mm
Gewicht: 92 kg
Betriebsart S6 40%: Durchlaufbetrieb mit Aussetzbelastung (Spieldauer 10 min). Um den Motor nicht
unzulässig zu erwärmen darf der Motor 40% der
Spieldauer mit der angegebenen Nennleistung betrieben werden und muss anschließend 60% der
Spieldauer ohne Last weiterlaufen.
7.1 Technische Daten NHM 260/230
Wechselstrommotor: 230V ~ 50 Hz
Leistung P: 2000 W S1
Schutzart: IP40
Vibration aw: 12 m/s
2
Max. Werkstückbreite: 260 mm
Max. Werkstückhöhe Dickendurchlass: 160 mm
Vorschubtisch: 500 x 282 mm
Abnehmtisch: 500 x 282 mm
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 13
Page 14

D
14
Dickenhobeltisch: 400 x 260 mm
Dickenhobel-Vorschubgeschwindigkeit: 5 m/min
Leerlaufdrehzahl Motor n0: 2800 min
-1
Leerlaufdrehzahl Hobelmesser: 6500 min
-1
Max. Hobeleinschnitttiefe: 3 mm
Max. Dickenhobeleinschnitttiefe: 3 mm
Max. Neigung Parallelanschlag: 45°
Spanabsaugung: Ø 100 mm
Gewicht: 92 kg
8. Vor Inbetriebnahme
Dicken-Abrichthobelmaschine auspacken und
auf eventuelle Transportbeschädigungen
überprüfen.
Die Maschine muss standsicher aufgestellt und
ausgerichtet werden.
Vor Inbetriebnahme müssen alle Abdeckungen
und Sicherheitsvorrichtungen ordnungsgemäß
montiert sein.
Das Hobelmesser muß frei laufen können.
Bei bereits bearbeitetem Holz auf Fremdkörper
wie z.B. Nägel oder Schrauben usw. achten.
Bevor Sie den Ein- / Ausschalter (1) betätigen,
vergewissern Sie sich, ob das Hobelmesser
richtig montiert ist und bewegliche Teile
leichtgängig sind.
Überzeugen Sie sich vor dem Anschließen der
Maschine, dass die Daten auf dem Typenschild
mit den Netzdaten übereinstimmen.
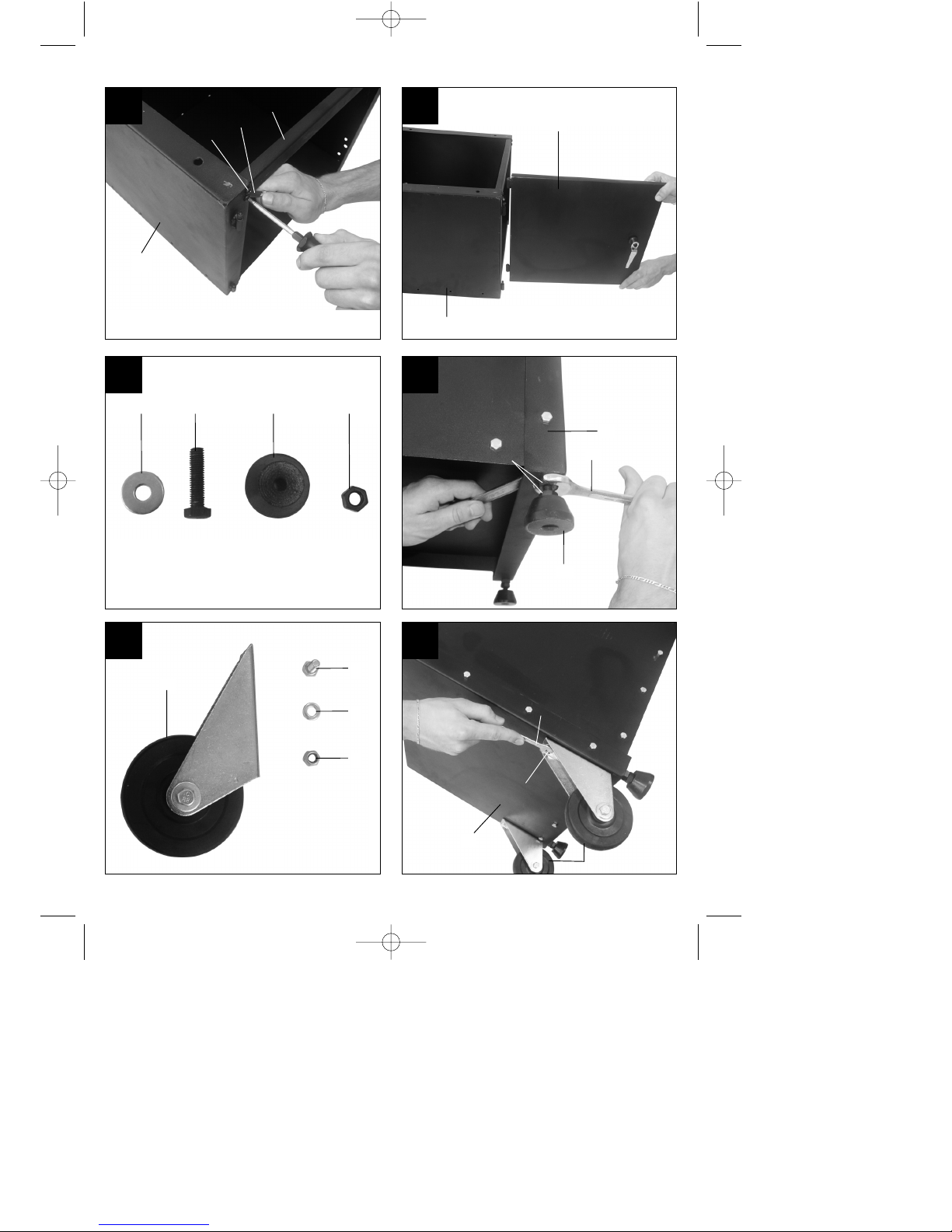
9. Montage
9.1 Montage Schalter-Steckereinheit (Bild 3)
Befestigen Sie die Schalter-Steckereinheit (25) mit
den beiden Hutmuttern (a) an der Vorderseite des
Gerätes. Hierzu können sowohl die oberen oder
unteren beiden Hutmuttern (a) verwendet werden.
9.2 Montage Spanabsaugung (Bild 4-7)
Montieren Sie die Spanabsaugung (5) und die
Spanabzugshaube (28), wie in Bild 4-7 gezeigt.
Verwenden Sie hierzu:
5x Inbusschraube M5 x 12 (a)
2x Sechskantschraube M5 x 12 (b)
4x Unterlegscheibe (c)
1x Selbstsichernde Mutter M5 (d) für Befestigung
Spanabsaugung (5)
9.3 Montage Handkurbel (Bild 8-10)
Befestigen Sie die Handkurbel (4) mit der
Madenschraube (b) am Bolzen (29). Gehen Sie
anschließend, wie in Bild 10 gezeigt, vor. Verwenden
Sie hierzu:
1 x Kreuzschlitz-Schraube M5 x 75 (a)
9.4 Montage Abnehmtisch (Bild 11-13)
Montieren Sie den Abnehmtisch(14), wie in Bild 12
und 13 gezeigt.
9.5 Montage Vorschubtisch (Bild 11/14-18)
Lockern Sie die Inbusschrauben (c) der beiden
Tischführungen (31) (Bild 15). Die Inbusschraube, die
in Bild 15 durch einen Pfeil angedeutet ist, muss
dabei entfernt werden. Schieben Sie den
beweglichen Tisch (13) in die beiden Tischführungen
(31) und fixieren Sie dann die Tischführungen (31)
wieder mit den 4 Inbusschrauben (c).
Führen Sie anschließend die Gewindestange des
Einstellknopfes für Spantiefe (9) in den Vorschubtisch
(13) ein. Die Gewindestange des Einstellknopfes für
Spantiefe (9) wird dabei in das Innengewinde der
Abstandswalze gedreht und mit 4 Muttern M10 fixiert.
Je weiter die beiden gekonterten Mutterpaare
voneinander entfernt sind, desto größer ist die
einstellbare Spantiefe. Fixieren Sie zum Schluss den
Stellring (a), wie in Bild 19 gezeigt. Hierzu befindet
sich in der Gewindestange des Einstellknopfes für
Spantiefe (9) eine entsprechende Kerbe (e) für die
Madenschraube (d).
9.6 Montage Parallelanschlag (Bild 19)
Schieben Sie den Parallelanschlag (6) in die
Parallelanschlag-Führung (32) und fixieren sie ihn mit
dem Klinkenhebel (16).
9.7 Montage Transportgriffe (Bild 20-21)
Montieren Sie die Transportgriffe (11), wie in Bild 21
gezeigt. Verwenden Sie hierzu:
2x Sechskantschraube M8 x 30 (a)
4x Unterlegscheibe (b)
2x Selbstsichernde Mutter M8 (c)
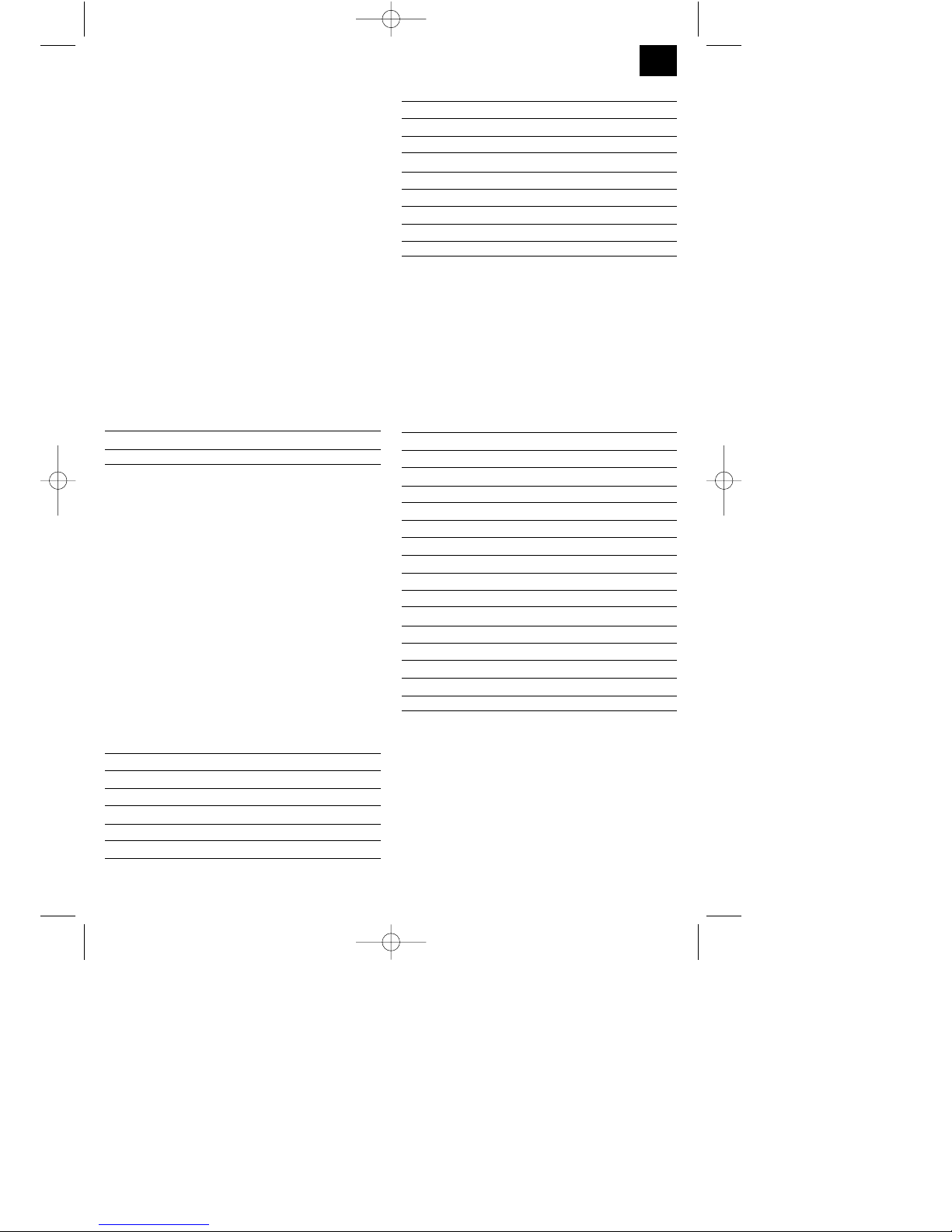
9.8 Montage Untergestell (Bild 22-32)
Bauen Sie das Untergestell analog zu den Bildern 2327 zusammen. Beginnen Sie mit der Basis-Paneele
(34) und der Seiten-Paneelen (35/36). Montieren Sie
im Anschluss die Rück-Paneele (37). Komplettieren
Sie nun die andere Seiten-Paneele (35/36).
Verwenden Sie hierzu:
20x Sechskantschraube M6 x 10 (a)
20x Unterlegscheibe (b)
20x Mutter M6 (c)
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 14
Page 15

D
15
Befestigen Sie die Querstrebe (38), wie in Bild 25
gezeigt, und hängen Sie dann die Tür (20) ein.
Verwenden Sie hierzu:
4x Kreuzschlitz-Schraube M5 x 10 (d)
4x Selbstsichernde Mutter M5 (e)
Befestigen Sie die Füße (19) an den Seiten-Paneelen
35 und 36, wie in Bild 27 und 29 gezeigt. Die Füße
sind höhenverstellbar, so dass Sie die
Hobelmaschine auch auf einem unebenen
Untergrund optimal ausrichten können.
Verwenden Sie hierzu:
4x Unterlegscheibe (a)
4x Sechskantschraube M10 x 40 (b)
8x Mutter M10 (c)
Montieren Sie die Transport-Räder (18) an der
Seiten-Paneele (36), wie in Bild 29 und 30 gezeigt.
Verwenden Sie hierzu:
4x Sechskantschraube M6 x 15 (a)
4x Unterlegscheibe (b)
4x Selbstsichernde Mutter M6 (c)
Verschrauben Sie die Seiten-Paneele (35/36) des
Untergestells mit der Hobelmaschine, wie in Bild 31
und 32 gezeigt. Verwenden Sie hierzu:
4x Mutter M8 (a)
4x Unterlegscheibe (b)
4x Sechskantschraube M8 x 15 (c)
10. Bedienung
10.1 Schalterbedienung (Bild 3)
Pos. A Abricht-Modus
Pos. B Dickenhobel-Modus
Pos. C Einschaltknopf
Pos. D Ausschaltknopf
Pos. E Notausbetätigung
Pos. F Abschließbare Schalterklappe
Pos. G Anschlussdose
10.2 Drehrichtung (für NHM 260/400)
Wichtig: Es muss auf die Drehrichtung des
Hobelmessers geachtet werden. Dazu Maschine kurz
ein- und wieder ausschalten. Das Hobelmessers
muss sich von der Vorderseite der Maschine aus
betrachtet im Uhrzeigersinn drehen. (siehe Drehrichtungspfeil auf der Vorderseite der Maschine) Ist
dies nicht der Fall, muss die Drehrichtung korrigiert
werden. Wenden Sie sich dazu an einen Elektrofachwerkstatt.
10.3 Einstellung Parallelanschlag (Bild 33)
Durch Lösen des Klinkenhebels (16) lässt sich der
Parallelanschlag (6) auf die gewünschte Werkstückbreite einstellen. Durch Öffnen des Klinkenhebels
(15) wird das Anschlaglineal (39) auf den benötigten
Winkel geschwenkt.
Achtung: Das Anschlaglineal (39) muss immer auf
dem Tisch (13) aufliegen!
10.4 Einstellung Hobelmesserabdeckung
(Bild 34)
Die Hobelmesserabdeckung (12) lässt sich stufenlos
auf die Werkstückbreite einstellen, indem man den
Klemmhebel (7) löst. Durch Betätigung des
Stellhebels (10) wird die Höhe der
Hobelmesserabdeckung (12) auf die Werkstückhöhe
eingestellt.
10.5 Einstellung der Spanabnahme beim
Abrichten (Bild 1/35)
Mit dem Einstellknopf für Spantiefe (9) lässt sich die
Spandicke stufenlos einstellen, die auf der Skala (40)
ablesbar ist.
10.6 Einstellung Dickenhobeltisch (Bild 42)
Der Dickenhobeltisch (42) lässt sich mittels der
Kurbel (4) auf das gewünschte Maß einstellen. Das
einzustellende Maß ist an der Skala (33) mittels des
Zeigers (41) ablesbar.
11. Umrüsten auf Dickenhobel
11.1 Demontage Parallelanschlag (Bild 19)
Gehen Sie bei der Demontage des
Parallelanschlages (6) in umgekehrter Reihenfolge
vor, wie unter 9.6 beschrieben.
11.2 Demontage des Abnahmetisches (Bild
39/40)
Gehen Sie bei der Demontage des Abnehmtisches
(14) in umgekehrter Reihenfolge vor, wie unter 9.4
beschrieben.
11.3 Umlegen des Spänegehäuses (Bild 40-42)
Den Dickenhobeltisch (42) mit der Handkurbel (4)
ganz nach unten drehen und die Spanabsaugung (5)
nach oben schwenken.
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 15
Page 16

D
16
12. Betrieb Abrichten (Bild 37/38)
Legen Sie das Material flach auf den Vorschubtisch
(13), stellen Sie mit der linken Hand die gewünschte
Höhe der Hobelmesserabdeckung (12) ein. Das
Material sollte dabei die Hobelmesserabdeckung (12)
nicht berühren. Starten Sie die Maschine im AbrichtModus (siehe 10.1) und schieben Sie das Material
langsam und beständig gegen den Messerblock (23).
Wichtig: Die Hände bewegen sich über die
Messerabdeckung hinweg! Beim Abrichten
Daumen immer an der Hand anlegen!
Um die schmalen Seiten eines Werkstückes zu
richten, lösen Sie den Klemmhebel (7) der
Hobelmesserabdeckung (12) und stellen die
Hobelmesserabdeckung (12) auf die benötigte Breite
ein. Die Plastikfeder (43) am Ende der
Hobelmesserabdeckung (12) sollte einen leichten
Druck auf das Werkstück ausüben. Verriegeln Sie die
Hobelmesserabdeckung (12) in korrekter Position
und starten Sie die Maschine. Schieben Sie das
Werkstück langsam und beständig gegen den
Messerblock (23).
Stellen Sie sicher, dass der Parallelanschlag (6) auf
einen Winkel von genau 90° (oder einen anderen
gewünschten Winkelabstand) eingestellt ist. Das
Werkstück muss flach am Parallelanschlag aufliegen.
Achtung! Abrichtarbeiten von kurzen Werkstücken
müssen unbedingt unter Zuhilfenahme eines
Schiebestockes (3) durchgeführt werden!
13. Betrieb Dickenhobeln (Bild 42/43)
Bereiten Sie die Maschine auf das Dickenhobeln vor,
wie unter Punkt 11 beschrieben. Stellen Sie den
Dickenhobeltisch (42) auf die gewünschte Dicke des
Materials ein. Die Einstellung darf maximal 5 mm über
der eigentlichen Materialdicke liegen. (Siehe dazu
Punkt 10.5)
Starten Sie die Maschine im Dickenhobel-Modus
(siehe 10.1) und legen Sie das Werkstück mit der
gehobelten Seite nach unten auf den
Dickenhobeltisch (42). Schieben Sie das Werkstück
langsam nach vorne, bis die Vorschubrolle (44) greift.
Führen Sie bei keilförmigen Werkstücken das dickere
Ende zuerst ein.
14. Veränderung des Aufstellortes
(Bild 49)
Heben Sie die Maschine mit Hilfe der Transportgriffe
(11) an, bis die Transport-Räder (18) auf den Boden
aufsetzen und rollbar sind.
15. Wartung und Service
15.1 Austausch Hobelmesser (Bild 36/44-46)
Schalten Sie die Maschine vor der Wartung
immer aus. Um ein Zurückschlagen von
Werkstücken auf Grund von stumpfen Messern
zu vermeiden, überprüfen Sie regelmäßig die
Messerschärfe. Stumpfe Messer tauschen Sie
wie folgt aus:
Entfernen Sie den Parallelanschlag, wie unter 11.1
beschrieben. Lockern Sie die Schrauben (a) des
Riegels (22). Drehen Sie die Schrauben (a) im
Uhrzeigersinn in den Riegel hinein. Entfernen Sie den
Riegel (22) zusammen mit dem Messer (21) vom
Messerblock (23). Reinigen Sie die Teile. Befestigen
Sie ein neues Messer (21) am Riegel (22) und
montieren Sie diesen wieder im Messerblock. Ziehen
Sie die Schrauben (a) leicht an. Überprüfen Sie nun,
wie weit das Messer (21) am Abnehmtisch (14)
übersteht. Verwenden Sie hierzu eine Messuhr oder
ein Lineal.
Der maximal erlaubte Überstand des Messers
(21) am Abnehmtisch (14) beträgt 0,1 mm.
Drehen Sie zur Korrektur des Messerüberstandes die
drei Inbusschrauben (b) am Riegel (22) weiter hinein
und hinaus. Überprüfen Sie zudem, ob der Messerüberstand zum Messerblock (23) überall gleich ist
(Bild 46). Wenn der Messerüberstand korrekt eingestellt ist, ziehen Sie die Schrauben (a) wieder fest.
Ziehen Sie zunächst die Schrauben (a) in der Mitte,
dann die äußeren fest.
Achtung!
Verwenden Sie ausschließlich die für dieses Gerät
hergestellten Messer. Bei der Verwendung anderer
Messer besteht Verletzungsgefahr auf Grund von
Kontrollverlust.
Vermeiden Sie ein Überdrehen und mögliches
Ablösen der Gewinde. Riegel (22) oder Schrauben
mit abgenutztem Gewinde müssen sofort ersetzt
werden.
15.2 Riemenspannung (Bild 47/48)
Überprüfen Sie die Riemenspannung nach den ersten
fünf Stunden, in denen die Maschine in Gebrauch ist.
Nehmen Sie die Hutmutter (a) ab, die die
Riemenabdeckung (45) fixiert. Überprüfen Sie die
Spannung, indem Sie gegen den Riemen (46)
drücken. Der Spielraum sollte 15-20 mm betragen.
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 16
Page 17

D
17
15.3 Reinigung und Wartung
Reinigen Sie das Dickenhobelantriebsgetriebe
regelmäßig mit einer Bürste oder mit Druckluft von
Staub. Schmieren Sie alle Einspannstellen und
Ketten regelmäßig mit einigen Tropfen Motoröl.
Halten Sie aber den Riemen (46) frei von Öl und
Fett.
Reinigen Sie die Spindeln des Dickenhobeltisches
regelmäßig von Spänen und Staub und ölen Sie sie
leicht.
Halten Sie den Vorschubtisch (13), den Abnehmtisch
(14) und den Dickenhobeltisch (42) frei von Spänen.
Verbessern Sie die Gleitfähigkeit der Tische, indem
Sie sie periodisch mit Gleitmittel behandeln.
15.4 Ersatzteilbestellung
Bei der Ersatzteilbestellung sollten folgende Angaben
gemacht werden:
Typ des Gerätes
Artikelnummer des Gerätes
Ident- Nummer des Gerätes
Ersatzteil- Nummer des erforderlichen Ersatzteils
Aktuelle Preise und Infos finden Sie unter
www.isc-gmbh.info
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 17
Page 18

D
18
Schaltplan NHM 260/400
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 18
Page 19

D
19
Schaltplan NHM 260/230
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 19
Page 20

1. Layout
1 On/Off switch
2 Selector switch for planing/thicknessing
3 Push stick
4 Hand crank
5 Sawdust extractor
6 Parallel stop
7 Clamping lever
8 Mounting for planing knife cover
9 Setting knob for the chip depth
10 Lever selector
11 Transport handles
12 Planing knife cover
13 Infeed table
14 Planing table
15 Ratchet lever
16 Ratchet lever
17 Locking lever for table
18 Transportation wheels
19 Feet
20 Door
21 Knife
22 Latch
23 Knife block
24 Anti-kick claws
25 Switch/plug unit
26 Allen key
27 Wrench
28 Sawdust extractor hood
29 Pin
30 Spacer roller
31 Table guide
32 Parallel stop guide
33 Scale
34 Base panels
35 Side panels
36 Side panels
37 Back panels
38 Cross strut
39 Stop rule
40 Scale
41 Pointer
42 Thicknessing table
43 Plastic spring
44 Feeding roller
45 Belt cover
46 Belt
2. Items supplied
Plane
Base frame
Assembly tool
Push stick
3. Safety Instructions
Please refer to the booklet included in delivery for
the safety instructions.
4. Important information
Always switch off the On/Off switch (1) and pull
the mains plug out of the socket before carrying
out any maintenance work or having the machine
serviced. (Fig. 1)
Check at regular intervals that the knife (21) and
latch (22) are firmly attached in the knife block
(23). (Fig. 36)
The knives (21) must not project more than a
maximum of 1.1 mm out of the knife block (23).
(Fig. 45)
Never remove the safety covers on the machine
except for servicing and repair work.
The safety covers must be intact at all times.
Each time you use the machine, first fasten and
secure the safety covers at the points provided.
Connect a dust extractor to the sawdust extractor
(5) if you use the machine in an enclosed area.
(Fig. 1)
Please note: The machine must be safely
earthed. The yellow/green connector wire is the
protective conductor.
Make sure that the anti-kick claws (24) work
correctly. (Fig. 5)
Always wear eye protection.
Never cut concavities, tenons or shapes.
This machine will provide the performance
described in these operating instructions if it is
correctly assembled, used, maintained and
repaired. The machine must be inspected at
regular intervals. Never use any defective parts,
including power cables. Damaged, missing, worn
and deformed parts must be replaced immediately.
Only qualified personnel are permitted to carry out
repairs or replace parts. No modifications may be
made to the machine or any machine parts if these
would result in the machine differing from the
standard specifications.
5. Intended use
The surfacing and thicknessing plane is designed
for the surfacing and thicknessing of all types of
GB
20
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 20
Page 21
whole pieces of square, rectangular or chamfered
converted timber.
The machine is to be used only for its
prescribed purpose.
Even when the machine is used as prescribed it is
still impossible to eliminate certain residual risk
factors. There is a risk of the following injuries in
connection with the required operation of the
machine.
Fingers or hands coming into contact with the
knife block in areas which are out of view.
Workpieces may kick back if the machine is used
incorrectly.
Damage to hearing and eye injuries plus injuries
to fingers and hands if the required protective
equipment is not used.
Harmful emissions when used in enclosed areas
without a suitable extractor system.
6. Noise emission values
NHM 260/400 - 260/230 Operation Idle speed
Sound pressure level L
pA
94.8 dB(A) 80.7 dB(A)
Sound power level L
WA
104.8 dB(A) 91.1 dB(A)
The quoted values are emission values and not
necessarily reliable workplace values. Although
there is a correlation between emission and
immission levels it is impossible to draw any certain
conclusions as to the need for additional
precautions. Factors with a potential influence on
the actual immission level at the workplace include
the duration of impact, the type of room, and other
sources of noise etc., e.g. the number of machines
and other neighboring operations. Reliable
workplace values may also vary from country to
country. With this information the user should at
least be able to make a better assessment of the
dangers and risks involved.
7. Technical data of the NHM 260/400
AC motor: 400V 3 ~ 50 Hz
Power P: 1900 W S1
Power P: 2800 W S6 40%
Protection type: IP40
Vibration aw: 12 m/s²
Max. workpiece width: 260 mm
Max. workpiece height at thickness opening: 160 mm
Infeed table: 500 x 282 mm
Planing table: 500 x 282 mm
Thicknessing table: 400 x 260 mm
Thicknessing feeding speed: 5 m/min
Idle speed of motor n0: 2800 rpm
Idle speed of planing knives n0: 6500 rpm
Max. planing cross-cutting depth: 3 mm
Max. thicknessing cross-cutting depth: 3 mm
Max. angle of the parallel stop: 45°
Sawdust extractor: Ø 100 mm
Weight: 92 kg
Operating mode S6 40%: Continuous operation with
idling (cycle time 10 minutes). To ensure that the
motor does not become excessively hot it may only
be operated for 40% of the cycle at the specified
rating and must then be allowed to idle for 60% of
the cycle.
7.1 Technical data of the NHM 260/230
AC motor: 230 V ~ 50 Hz
Power P: 2000 W S1
Protection type: IP40
Vibration aw: 12 m/s²
Max. workpiece width 260 mm
Max. workpiece height at thickness opening: 160 mm
Infeed table: 500 x 282 mm
Planing table: 500 x 282 mm
Thicknessing table: 400 x 260 mm
Thicknessing feeding speed: 5 m/min
Idle speed of motor n0: 2800 rpm
Idle speed of planing knives n0: 6500 rpm
Max. planing cross-cutting depth: 3 mm
Max. thicknessing cross-cutting depth: 3 mm
Max. angle of the parallel stop: 45°
Sawdust extractor: Ø 100 mm
Weight: 92 kg
8. Before starting the machine
Unpack the surfacing and thicknessing plane and
examine it for any transit damage.
The machine has to be set up and aligned where
it can stand securely.
All covers and safety devices have to be properly
fitted before the machine is switched on.
It must be possible for the planing knife to run
GB
21
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 21
Page 22

freely.
When working with wood that has been
processed before, watch out for foreign bodies
such as nails or screws, etc.
Before you press the ON/OFF switch (1), make
sure that the planing knife is fitted correctly and
that the machine’s moving parts run smoothly.
Check that the voltage on the rating plate is the
same as your supply voltage before you connect
the machine to the power supply.
9. Assembly
9.1 Fitting the switch/plug unit (Fig. 3)
Fasten the switch/plug unit (25) to the front of the
machine with the two wing nuts (a). You can use
both the upper or the lower two wing nuts (a) to do
so.
9.2 Assembling and fitting the sawdust extractor
(Fig. 4-7)
Assemble and fit the sawdust extractor (5) and
the sawdust extractor hood (28) as shown in
Fig. 4-7. Use the following to do so:
5 Allen screws M5 x 12 (a)
2 Hex screws M5 x 12 (b)
4 washers (c)
1 self-locking nut M5 (d) for fastening the sawdust
extractor (5)
9.3 Fitting the hand crank (Fig. 8-10)
Fasten the hand crank (4) to the pin (29) with the grub
screw (b). Then proceed as shown in Fig. 10. Use the
following to do so:
1 recessed head screw M5 x 75 (a)
9.4 Fitting the planing table (Fig. 11-13)
Fit the planing table (14) as shown in Fig. 12 and
13.
9.5 Fitting the infeed table (Fig. 11/14-18)
Undo the Allen screws (c) on the two table guides
(31) (Fig. 15). Remove the Allen screw which is
marked with an arrow in Fig. 15 when you do this.
Push the movable table (13) into the two table guides
(31) and then re-tighten the table guides (31) with the
4 Allen screws (c). Then push the threaded rod of the
setting knob for the chip depth (9) into the infeed
table (13). In so doing, turn and thread the threaded
rod of the setting knob for the chip depth (9) into the
female thread of the spacer roller and fasten with four
size M10 nuts. The greater the distance between the
two pairs of locked nuts, the greater the adjustable
chip depth range. Finally, fasten the setting ring (a) as
shown in Fig. 19. To do so, use the notch (e) provided
for the grub screw (d) which is located in the threaded
rod of the setting knob for the chip depth (9).
9.6 Fitting the parallel stop (Fig. 19)
Slide the parallel stop (6) into the parallel stop
guide (32) and fasten it with the ratchet lever (16).
9.7 Fitting the transport handles (Fig. 20-21)
Fasten the transport handles (11) as shown in Fig.
21. Use the following to do so:
2 Hex screws M8 x 30 (a)
4 washers (b)
2 self-locking nuts M8 (c)
9.8 Assembling the base frame (Fig. 22-32)
Assemble the base frame as shown in Fig. 23-27.
Start with the base panel (34) and the side panels
(35/36). Then fit the back panels (37). Finally, fit the
other side panels (35/36). Use the following to do
so:
20 Hex screws M6 x 10 (a)
20 washers (b)
20 nuts size M6 (c)
Fasten the cross strut (38) as shown in Fig. 25 and
then attach the door (20). Use the following to do
so:
4 recessed head screws M5 x 10 (d)
4 self-locking nuts M5 (e)
Fasten the feet (19) to the side panels 35 and 36 as
shown in Fig. 27 and 29. The feet are heightadjustable to enable the plane to be perfectly aligned
even on an uneven floor/ground surface. Use the
following to do so:
4 washers (a)
4 Hex screws M10 x 40 (b)
8 nuts size M10 (c)
Fit the transportation wheels (18) to the side panels
(36) as shown in Fig. 29 and 30. Use the following to
do so:
4 Hex screws M6 x 15 (a)
4 washers (b)
4 self-locking nuts M6 (c)
Screw the side panels (35/36) of the base frame to
the plane as shown in Fig. 31 and 32. Use the
following to do so:
4 nuts size M8 (a)
4 washers (b)
4 Hex screws M8 x 15 (c)
GB
22
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 22
Page 23

10. Using the plane
10.1 Using the switches (Fig. 3)
Item A: Surfacing mode
Item B: Thicknessing mode
Item C: ON button
Item D: OFF button
Item E: Emergency stop button
Item F: Closable switch cover
Item G: Connection socket
10.2 Direction of rotation (for NHM 260/400)
Important: It is essential that you check the direction
in which the planing knife turns. To do this, switch the
machine on and off briefly. The planing knife must
turn clockwise when viewed from the front of the
machine (see the directional arrow on the front of the
machine). If this is not the case the direction of
rotation must be corrected. Please contact an
electrical service center to have this done.
10.3 Fitting the parallel stop (Fig. 33)
Slacken the ratchet lever (16) to adjust the parallel
stop (6) to the desired workpiece width. Opening the
ratchet lever (15) enables the stop rule (39) to be
swivelled to the required angle. Please note: The
stop rule (39) must always lie on the table (13).
10.4 Adjusting the planing knife cover
(Fig. 34)
The planing knife cover (12) is infinitely adjustable to
the width of the workpiece. To do so, first release the
clamping lever (7). Then move the selector lever (10)
to adjust the height of the planing knife cover (12)
relative to the height of the workpiece.
10.5 Adjusting the chip depth for
surfacing (Fig. 1/35)
The chip depth is infinitely adjustable using the
setting knob for chip depth (9). The setting can be
read on the scale (40).
10.6 Adjusting the thicknessing table (Fig. 42)
The thicknessing table (42) can be adjusted to the
desired dimension using the crank (4). The
dimension required can be read from the pointer
(41) on the scale (33).
11. Resetting for thicknessing
11.1 Removing the parallel stop (Fig. 19)
To remove the parallel stop (6), follow the above
instructions in section 9.6 in reverse order.
11.2 Removing the planing table (Fig. 39/40)
To remove the planing table (14), follow the above
instructions in section 9.4 in reverse order.
11.3 Turning the chip housing over (Fig. 40-42)
Turn the thicknessing table (42) right down with the
handcrank (4) and swing the sawdust extractor (5)
up.
12. Operating in surfacing mode (Fig.
37/38)
Place the material flat on the infeed table (13) and
adjust the desired height of the planing knife cover
(12) with your left hand. The material should not come
into contact with the planing knife cover (12) when
you do this. Start the machine in surfacing mode (see
10.1) and push the material slowly and steadily
against the knife block (23). Important: Move your
hands up over and away from the knife cover.
Always keep your thumbs against your hands
while surfacing.
To align the narrow side of the workpiece, release the
clamping lever (7) for the planing knife cover (12) and
adjust the cover (12) to the required width. The plastic
spring (43) at the end of the planing knife cover (12)
should press lightly against the workpiece. Lock the
planing knife cover (12) in the correct position and
start the machine. Push the workpiece slowly and
steadily against the knife block (23). Make sure that
the parallel stop (6) is set to an angle of exactly 90°
(or an alternative desired angular distance). The
workpiece must lie flat against the parallel stop.
Important! It is imperative that a push stick is used
for all surfacing work on short workpieces (3)!
13. Operating in thicknessing mode
(Fig. 42/43)
Prepare the machine for thicknessing as described in
section 11. Adjust the thicknessing table (42) to the
desired material thickness. The setting must not
exceed a maximum of 5 mm from the actual thickness
of the material (see section 10.5). Start the machine
in thicknessing mode (see 10.1) and place the
workpiece on the thicknessing table with the planed
side facing down (42). Push the workpiece slowly
forwards until it is picked up by the feeding roller (44).
Wedge-shaped workpieces should always be fed in
with the thicker end first.
GB
23
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 23
Page 24

14. Changing the place of
installation (Fig. 49)
Lift the machine with the aid of the transportation
handles (11) until the transportation wheels (18) are
on the floor and can turn.
15. Maintenance and servicing
15.1 Replacing the planing knives (Fig. 36/44-46)
Always switch the machine off before starting
any maintenance work. To prevent workpieces
from being kicked back as a consequence of
blunt knives, check the sharpness of the knives
at regular intervals. Exchange blunt knives as
follows:
Remove the parallel stop as described in 11.1. Undo
the screws (a) on the latch (22). Screw the screws (a)
into the latch in a clockwise direction. Remove the
latch (22) from the knife block (23) together with the
knife (21). Clean the parts. Fasten a new knife (21) to
the latch (22) and fit back in the knife block. Tighten
the screws (a) lightly. Then check the amount by
which the knife (21) projects out of the planing table
(14). Use a dial gauge or ruler to do so.
The maximum amount by which the knife (21) is
permitted to project from the planing table (14) is
0.1 mm.
To correct the knife projection, screw the three Allen
screws (b) on the latch (22) further in and out. You
should also make sure that the knife projects by the
same amount across the length of the knife block (23)
(Fig. 46). Once the knife projection has been set
correctly, re-tighten the screws (a). Tighten the
screws (a) in the middle first, then the ones on the
outside.
Important!
Only use knives which have been produced
specifically for this machine. If you use other knives
there is a risk of injuries as a consequence of a lack of
control. Avoid over-tightening and the possibility of
the thread becoming detached. If the latch (22) or the
screws have worn out threads they must be
immediately replaced.
15.2 Belt tension (Fig. 47/48)
Check the belt tension after the first five hours of
operation of the machine. To do so, undo the wing
nuts (a) with which the belt cover (45) is fastened.
Check the tension by pressing the belt (46). The
amount of play should be 15-20 mm.
15.3 Cleaning and maintenance
Clean dust off the drive gear unit of the
thicknessing plane with a brush or compressed air.
Lubricate all clamping points and chains at regular
intervals with a few drops of engine oil.
Keep the belt (46) free of oil and grease at the
same time, however.
Clean chips and dust off the spindles on the
thicknessing table at regular intervals and lubricate
them with a little oil. Keep the infeed table (13), the
planing table
(14) and the thicknessing table (42) free of chips.
Improve the smooth running of the tables by
applying lubricant at regular intervals.
15.4 Ordering replacement parts
Please provide the following information on
all orders for spare parts:
Model/type of machine
Article number of the machine
ID number of the machine
Number of the required spare part
For our latest prices and information please go to
www.isc-gmbh.info
GB
24
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 24
Page 25

Circuit diagram NHM 260/400
GB
25
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 25
Page 26

Circuit diagram NHM 260/230
GB
26
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 26
Page 27

1. Description de l’appareil
1 Interrupteur Marche/Arrêt
2 Commutateur rabotage/tirage d’épaisseur
3 Poussoir
4 Manivelle
5 Dispositif d’aspiration des copeaux
6 Butée parallèle
7 Levier de serrage
8 Support du recouvrement du rabot
9 Bouton de réglage pour la section de coupure
10 Levier de commande
11 Poignée de transport
12 Recouvrement du rabot
13 Table d’avance
14 Table d’enlèvement
15 Levier de cliquet
16 Levier de cliquet
17 Levier de blocage de la table
18 Roues de transport
19 Pieds
20 Porte
21 Fer
22 Barre
23 Bloc de lames
24 Cales anti-retour
25 Unité interrupteur-fiche
26 Clé à six pans creux
27 Clé à vis
28 Capot d’aspiration des copeaux
29 Boulon
30 Rouleau d’écartement
31 Guidage de la table
32 Guidage de la butée parallèle
33 Echelle
34 Panneau de base
35 Panneau latéral
36 Panneau latéral
37 Panneau dorsal
38 Barre transversale
39 Guide de butée
40 Echelle
41 Pointeur
42 Table à tirer d’épaisseur
43 Ressort en plastique
44 Cylindre d’avance
45 Recouvrement de courroie
46 Courroie
2. Volume de livraison
Raboteuse
Support
Outil de montage
Poussoir
3. Consignes de sécurité
Vous trouverez les consignes de sécurité
correspondantes dans le petit manuel ci-joint.
4. Remarques importantes
Mettez l’interrupteur Marche / Arrêt (1) hors circuit
et tirez la fiche hors de la prise de courant avant
la maintenance et le service de réparation.
(Figure 1)
Contrôlez régulièrement si le fer (21) et la barre
(22) sont bien fixés dans le bloc de lames (23).
(Figure 36)
Les fers (21) peuvent dépasser le bloc de lames
(23) au maximum de 1,1 mm. (Figure 45)
Ne retirez jamais les recouvrements de sécurité
de la machine, sauf pour le service après vente
ou pour les travaux de réparation.
Les recouvrements de sécurité doivent toujours
être intacts. Fixez et bloquez les recouvrements
de sécurité à l’endroit prévu avant chaque emploi
de la machine.
Si vous employez la machine dans un endroit
clos, raccordez un collecteur de poussière au
niveau du dispositif d’aspiration des copeaux (5).
(Figure 1)
Attention : il faut relier l’appareil de façon sûre à
la terre. Le câble de raccordement jaune-vert est
le conducteur de protection.
Vérifiez si les cales anti-retour (24) fonctionnent
bien sans problème. (Figure 5)
Portez toujours une protection des yeux.
Ne découpez jamais d’échancrures, de tourillon
ou de formes.
Lorsque l’appareil est correctement monté, manié,
entretenu et réparé, il apporte la prestation décrite
dans ce mode d’emploi. La machine doit être
contrôlée à intervalles réguliers. Les composants
défectueux, y compris le câble électrique, ne
doivent pas être utilisés. Les composants cassés,
détériorés par l’usage ou déformés doivent
immédiatement être remplacés ou échangés. Les
travaux de réparation ou le changement de
composants doivent uniquement être réalisés par
un personnel qualifié. Sur l’appareil ou sur les
composants de l’appareil, il est interdit de réaliser
des modifications après lesquelles l’appareil ne
pourrait plus satisfaire aux spécifications
standards.
F
27
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 27
Page 28

5. Utilisation conforme à l’affectation
La machine à dresser et à tirer d’épaisseur sert à
dresser et à tirer d’épaisseur du bois de coupe
entier de tous types, de forme carrée, rectangulaire
ou chanfreinée.
La machine doit exclusivement être employée
conformément à son affectation.
Malgré l’emploi conforme à l’affectation, certains
facteurs de risque résiduels ne peuvent être
complètement supprimés. Les blessures suivantes
peuvent se produire en fonction du déroulement du
travail nécessaire :
Contacts des doigts ou des mains avec l’arbre à
lame dans la zone non protégée.
Recul de pièces en cas de manutention
incorrecte.
Perte d’audition et blessures des yeux, des doigts
ou des mains si la protection nécessaire n’est pas
utilisée.
Emissions nuisibles à la santé en cas d’utilisation
dans un endroit clos sans installation d’aspiration
adéquate.
6. Valeurs d’émission de bruit
NHM 260/400 - 260/230 Fonctionnement Marche à
vide
Niveau de pression
acoustique L
pA
94,8 dB(A) 80,7dB(A)
Niveau de puissance
acoustique L
WA
104,8 dB(A) 91,1dB(A)
Les valeurs indiquées sont des valeurs d’émission
et ne doivent donc pas représenter simultanément
aussi des valeurs de poste de travail sûres. Bien
qu’il y ait une corrélation entre le niveau d’émission
et celui d’immission, on ne peut déduire avec
certitude si des mesures de précaution
supplémentaires sont nécessaires ou non. Les
facteurs pouvant influencer le niveau d’immission
présent sur le moment au poste de travail
comprennent la durée des effets, la sorte de salle de
travail, les autres sources de bruit, etc. par ex. le
nombre de machines et autres processus voisins.
Les valeurs de poste de travail fiables peuvent aussi
varier d’un pays à l’autre. Cette information est
cependant destinée à rendre les personnes utilisant
l’outil capables de mieux estimer les risques et
dangers.
7. Caractéristiques techniques NHM
260/400
Moteur à courant alternatif : 400V 3~ 50 Hz
Puissance P : 1900 W S1
Puissance P : 2800 W S6 40%
Type de protection : IP40
Vibration aw: 12 m/s
2
Largeur maxi. de la pièce à usiner: 260 mm
Hauteur maxi. de la pièce à usiner, épaisseur
admissible : 160 mm
Table d’avance : 500 x 282 mm
Table d’enlèvement : 500 x 282 mm
Table à tirer d’épaisseur : 400 x 260 mm
Vitesse d’avance de la table à tirer d’épaisseur :
5 m/min
Vitesse de rotation à vide du moteur n0: 2800 tr/min
Vitesse de rotation à vide du fer du rabot : 6500 tr/min
Profondeur de coupe de rabotage maxi. : 3 mm
Profondeur de coupe de tirage maxi : 3 mm
Pente maxi. de la butée parallèle : 45°
Dispositif d’aspiration des copeaux: Ø 100 mm
Poids : 92 kg
Mode S6 40% : marche continue avec service
discontinu (temps de marche 10 mn). Afin de ne pas
faire chauffer le moteur de façon inadmissible, il faut
le faire fonctionner pendant 40% du temps de
marche à la puissance nominale et ensuite 60% du
temps de marche sans charge.
7.1 Caractéristiques techniques NHM
260/230
Moteur à courant alternatif : 230V ~ 50 Hz
Puissance P : 2000 W S1
Degré de protection : IP40
Vibration aw: 12 m/s
2
Largeur de pièce maxi : 260 mm
Hauteur maxi. de la pièce à usiner, épaisseur
admissible : 160 mm
Table d’avance : 500 x 282 mm
Table d’enlèvement : 500 x 282 mm
Table à tirer d’épaisseur : 400 x 260 mm
Vitesse d’avance de la table à tirer d’épaisseur :
5 m/min
F
28
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 28
Page 29

Vitesse de rotation à vide du moteur n0: 2800 tr/min
Vitesse de rotation à vide du fer du rabot : 6500 tr/min
Profondeur de coupe de rabotage maxi. : 3 mm
Profondeur de coupe de tirage maxi. : 3 mm
Pente maxi. de la butée parallèle : 45°
Dispositif d’aspiration des copeaux : Ø 100 mm
Poids : 92 kg
8. Avant la mise en service
Déballez la machine à dresser et à tirer
d’épaisseur et vérifiez si elle a été éventuellement
endommagée.
La machine doit être mise en place et alignée de
façon à bien tenir correctement.
Avant la mise en service, les recouvrements et
dispositifs de sécurité doivent être montés dans
les règles de l’art.
Le fer du rabot doit pouvoir tourner sans obstacle.
Dans le cas de bois ayant déjà été traité, veillez
aux corps étrangers, comme par ex. les clous ou
vis, etc.
Avant d’actionner l’interrupteur Marche/Arrêt (1),
assurez-vous que le fer du rabot est correctement
monté et que les parties mobiles fonctionnent
sans obstacle.
Assurez-vous avant de connecter la machine que
les données se trouvant sur la plaque de
signalisation correspondent bien aux données du
réseau.
9. Montage
9.1 Montage de l’unité interrupteur-fiche (figure
3)
Fixez l’unité interrupteur-fiche (25) avec les deux
écrous borgnes (a) au niveau du front de l’appareil.
Pour ce faire, vous pouvez utiliser les deux écrous
borgnes supérieurs ou inférieurs (a).
9.2 Montage du dispositif d’aspiration des
copeaux (figures 4 à 7)
Montez le dispositif d’aspiration des copeaux
(5) et le capot d’aspiration des copeaux (28)
comme montré en figure 4-7. Utilisez pour ce
faire :
5x boulons à tête hexagonale M5 x 12 (a)
2x vis à tête hexagonale à rondelle M5 x 12 (b)
4x rondelles (c)
1x écrou autobloquant M5 (d) pour fixer le
dispositif d’aspiration des copeaux (5)
9.3 Montage de la manivelle (figures 8-10)
Fixez la manivelle (4) avec la vis sans tête (b) sur le
boulon (29). Procédez ensuite comme indiqué en
figure 10. Utilisez pour ce faire :
1 x vis à empreinte cruciforme M5 x 75 (a)
9.4 Montage de la table d’enlèvement (figures
11-13)
Montez la table d’enlèvement (14), comme indiqué
dans les figures 12 et 13.
9.5 Montage de la table d’avance (figures 11/14-
18)
Desserrez les boulons à tête hexagonale (c) des
deux guidages de table (31) (figure 15). Le boulon à
tête hexagonale, indiqué en figure 15 par une flèche,
doit alors être retiré. Poussez la table amovible (13)
dans les deux guidages de table
(31) et fixez ensuite les guidages de table (31) à
nouveau avec les 4 boulons à tête hexagonale (c).
Introduisez ensuite la douille filetée du bouton de
réglage pour la section de coupure (9) dans la table
d’avance (13). La douille filetée du bouton de réglage
pour la section de coupure (9) doit être alors tournée
dans le filet intérieur du rouleau d’écartement et fixée
avec 4 écrous M10. Plus les deux paires d’écrous
bloqués par contre écrous sont distants l’un de
l’autre, plus la section de coupure réglable est
grande. Fixez finalement la bague de réglage (a)
comme indiqué en figure 19. Pour ce faire, vous
trouverez l’encoche (e) pour la vis sans tête (d) dans
la douille filetée du bouton de réglage de la section
de coupure (9).
9.6 Montage de la butée parallèle (figure 19)
Poussez la butée parallèle (6) dans le guidage de
la butée parallèle (32) et fixez-la avec le levier de
cliquet (16).
9.7 Montage des poignées de transport (figures
20-21)
Montez les poignées de transport (11) comme
indiqué en figure 21. Utilisez pour ce faire :
2x vis à tête hexagonale à rondelle M8 x 30 (a)
4x rondelles (b)
2x écrous autobloquant M8 (c)
9.8 Montage du support (figures 22-32)
Assemblez le support de façon analogue aux figures
23-27. Commencez par le panneau de base (34) et
le panneau latéral (35/36). Montez finalement le
panneau dorsal (37). Complétez à présent avec les
autres panneaux latéraux (35/36). Utilisez pour ce
faire :
20x vis à tête hexagonale M6 x 10 (a)
20x rondelles (b)
F
29
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 29
Page 30

20x écrous M6 (c)
Fixez la barre transversale (38) comme indiqué en
figure 25 et suspendez les dents de la porte (20).
Utilisez pour ce faire :
4x vis à empreinte cruciforme M5 x 10 (d)
4x écrous autobloquants M5 (e)
Fixez les pieds (19) aux panneaux latéraux 35 et 36,
comme indiqué en figure 27 et 29. Les pieds sont
réglables en hauteur. Il est ainsi possible d’aligner la
raboteuse de façon optimale, même sur un sol
irrégulier. Utilisez pour ce faire :
4x rondelles (a)
4x vis à tête hexagonale M10 x 40 (b)
8x écrous M10 (c)
Montez les roues de transport (18) sur le panneau
latéral (36) comme indiqué dans les figures 29 et 30.
Utilisez pour ce faire :
4x vis à tête hexagonale M6 x 15 (a)
4x rondelles (b)
4x écrous autobloquant M6 (c)
Vissez les panneaux latéraux (35/36) du support avec
la raboteuse comme indiqué dans les figures 31 et
32. Utilisez pour ce faire :
4x écrous M8 (a)
4x rondelles (b)
4x vis à tête hexagonale M8 x 15 (c)
10. Commande
10.1 Commande de l’interrupteur (figure 3)
Pos. A Mode de dressage
Pos. B Mode à tirer d’épaisseur
Pos. C Bouton de mise en circuit
Pos. D Bouton de mise hors circuit
Pos. E Actionnement d’arrêt d’urgence
Pos. F Clapet d’interrupteur pouvant être fermé à
clé
Pos. G Boîte de connexion
10.2 Sens de rotation (pour NHM 260/400)
Important : Respectez le sens de rotation du fer du
rabot. Pour ce faire, mettez brièvement la machine en
et hors circuit. Le fer du rabot doit tourner dans le
sens des aiguilles d’une montre lorsqu’on le regarde
à partir de la face avant de la machine. (voir la flèche
de sens de rotation sur le front de la machine) Si tel
n’est pas le cas, il faut alors corriger le sens de
rotation. Pour ce faire, veuillez demander à un atelier
spécialisé en électricité.
10.3 Réglage de la butée parallèle (figure 33)
En desserrant le levier de cliquet (16), la butée
parallèle (6) peut être réglée sur la largeur de pièce
désirée. En ouvrant le levier de cliquet (15), le guide
de butée (39) est basculé dans l’angle nécessaire.
Attention : le guide de butée (39) doit toujours se
trouver sur la table (13) !
10.4 Réglage du recouvrement du rabot
(figure 34)
Le recouvrement du rabot (12) peut être réglé en
continu sur la largeur de pièce en desserrant le levier
de serrage (7). En actionnant le levier de commande
(10), on règle la hauteur du recouvrement du rabot
(12) sur la hauteur de la pièce à usiner.
10.5 Réglage de l’enlèvement des
copeaux pendant le dressage (figure
1/35)
Le bouton de réglage pour la section de coupure (9)
permet de régler l’épaisseur de copeaux en continu.
Celle-ci peut être lue sur l’échelle (40).
10.6 Réglage de la table à tirer d’épaisseur
(figure 42)
La table à tirer d’épaisseur (42) peut être réglée à
l’aide de manivelle (4) à la cote désirée. On peut lire
la cote devant être réglée sur l’échelle (33) à l’aide
du pointeur (41).
11. Rééquipement en table à tirer
d’épaisseur
11.1 Démontage de la butée parallèle (figure 19)
Pour le démontage de la butée parallèle (6),
procédez dans l’ordre inverse de celui indiqué au
repère 9.6.
11.2 Démontage de la table d’enlèvement (figure
39/40)
Pour le démontage de la table d’enlèvement (14),
procédez dans l’ordre inverse de celui indiqué au
repère 9.4.
11.3 Déplacement du boîtier à copeaux (figure
40-42)
Tournez la table à tirer d’épaisseur (42)
complètement vers le bas avec la manivelle (4) et
pivotez l’aspiration de copeaux (5) vers le haut.
F
30
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 30
Page 31

12. Mode de dressage (figure 37/38)
Placez le matériau à plat sur la table d’avance (13),
réglez de la main gauche la hauteur désirée du
recouvrement du rabot (12). Le matériau ne doit pas
toucher le recouvrement du rabot (12) ce faisant.
Faites démarrer la machine en mode de dressage
(voir 10.1) et faites glisser le matériau lentement et
constamment contre le bloc de lames (23).
Important : les mouvements de mains doivent se
faire bien au-dessus du recouvrement des lames
! Lors du dressage, collez toujours le pouce à la
main !
Pour dresser les côtés minces d’une pièce, desserrez
le levier de serrage (7) du recouvrement du rabot (12)
et réglez le recouvrement du rabot (12) à la largeur
voulue. Le ressort en plastique (43) à l’extrémité du
recouvrement du rabot (12) est chargé d’exercer une
légère pression sur la pièce à usiner. Verrouillez le
recouvrement du rabot (12) dans sa position correcte
et faites démarrer la machine. Poussez la pièce à
usiner lentement et constamment contre le bloc de
lames (23).
Assurez-vous que la butée parallèle (6) soit réglée
sur un angle exact de 90° (ou un autre angle désiré).
La pièce à usiner doit être placée à plat sur la butée
parallèle. Attention ! Les travaux de dressage de
courtes pièces à usiner doivent absolument être
réalisés à l’aide d’un poussoir (3) !
13. Mode de tirage d’épaisseur (figure
42/43)
Préparez la machine au tirage d’épaisseur comme
indiqué au repère 11. Réglez la table à tirer
d’épaisseur (42) sur l’épaisseur désirée du matériau.
Le réglage ne doit pas dépasser de plus de 5 mm
d’épaisseur du matériau lui-même. (voir à ce propos
le repère 10.5) Faites démarrer la machine en mode
à tirer d’épaisseur (voir 10.1) et mettez une pièce à
usiner, le côté raboté vers le bas sur la table à tirer
d’épaisseur (42). Poussez lentement la pièce à usiner
vers l’avant jusqu’à ce que le cylindre d’avance (44)
réagisse. Pour les pièces en forme de coin,
introduisez tout d’abord l’extrémité la plus épaisse.
14. Changement de lieu
d’implantation (figure 49)
Soulevez la machine en la prenant par les poignées
de transport (11), jusqu’à ce que les roues de
transport (18) soient posées sur le sol et puissent
rouler.
15. Maintenance et service
15.1 Remplacement du fer du rabot (figure 36/44-
46)
Déconnectez toujours la machine avant la
maintenance. Pour éviter que des pièces à
usiner soit projetées en retour à cause de lames
émoussées, contrôlez régulièrement si les lames
sont bien aiguisées. Remplacez les lames
émoussées comme suit :
Retirez la butée parallèle comme indiqué au repère
11.1. Desserrez les vis (a) de la barre (22). Tournez
les vis (a) dans le sens des aiguilles d’une montre
dans la barre. Retirez la barre (22) avec le fer (21) du
bloc de lames (23). Nettoyez les pièces. Fixez un
nouveau fer (21) sur la barre (22) et montez-le à
nouveau dans le bloc de lames. Resserrez
légèrement les vis (a). Contrôlez à présent, de
combien le fer (21) dépasse de la table d’enlèvement
(14). Pour ce faire, utilisez un comparateur à cadran
ou une règle.
Le dépassement maximal du fer (21) sur la table
d’enlèvement (14) s’élève à 0,1 mm.
Pour corriger le dépassement des lames, tournez les
trois boulons à tête hexagonale (b) sur la barre (22)
vers l’extérieur et l’intérieur. Contrôlez de plus si le
dépassement des larmes est identique partout par
rapport au bloc de lames (23) (figure 46). Lorsque le
dépassement des lames est correctement réglé,
resserrez les vis (a) à fond. Serrez tout d’abord les vis
(a) du milieu, ensuite celles extérieures.
Attention !
Utilisez exclusivement les lames fabriquées pour cet
appareil. Si vous utilisez d’autres lames, il y a risque
de blessures en raison d’une perte de contrôle. Evitez
de trop tourner et de détacher probablement le
filetage. Les barres (22) ou vis dont le filet est
détérioré par l’usage doivent immédiatement être
remplacées.
15.2 Tension de courroie (figure 47/48)
Contrôlez la tension de courroie après les cinq
premières heures d’utilisation de la machine. Retirez
l’écrou borgne (a) qui fixe le recouvrement de
courroie (45). Contrôlez la tension en appuyant
contre la courroie (46). Le jeu doit s’élever à 15-20
mm.
15.3 Nettoyage et maintenance
Nettoyez régulièrement de toute poussière
l’engrenage de la commande du rabot à tirer à
l’aide d’une brosse ou avec de l’air comprimé.
Lubrifiez régulièrement tous les points de serrage
et les chaînes avec quelques gouttes d’huile pour
F
31
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 31
Page 32

moteur.
Maintenez toutefois la courroie (46) exempte
d’huile et de matière grasse.
Nettoyez régulièrement les broches de la table à tirer
pour enlever les copeaux et la poussière et huilez-les
légèrement. Maintenez table d’avance (13), la table
d’enlèvement
(14) et la table à tirer d’épaisseur (42) exemptes de
copeaux. Améliorez le glissement des tables en les
traitant périodiquement avec du lubrifiant.
15.4 Commande de pièces de rechange
Indiquer ce qui suit pour toute commande
de pièces de rechange :
Type de l’appareil
Numéro d’article de l’appareil
Numéro d’identification de l’appareil
Numéro de pièce de rechange de la pièce de
rechange nécessaire
Vous trouverez les prix et informations actuelles à
l’adresse www.isc-gmbh.info
F
32
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 32
Page 33

Plan des connexions NHM 260/400
F
33
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 33
Page 34

Plan des connexions NHM 260/230
F
34
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 34
Page 35

1. Descrizione dell’apparecchio
1 Interruttore ON/OFF
2 Commutatore piallatura/piallatura a spessore
3 Spintore
4 Manovella
5 Aspirazione dei trucioli
6 Battuta parallela
7 Leva di serraggio
8 Supporto della copertura lame
9 Pulsante di regolazione della profondità di
passata
10 Leva di regolazione
11 Maniglie di trasporto
12 Copertura delle lame
13 Tavolo di alimentazione
14 Tavolo di uscita
15 Leva di arresto
16 Leva di arresto
17 Leva di fissaggio del tavolo
18 Ruote di trasporto
19 Piedi
20 Anta
21 Lame
22 Scorrevole
23 Blocco lame
24 Denti anticontraccolpo
25 Unità interruttore/spina
26 Brugola
27 Chiave per dadi
28 Calotta di aspirazione trucioli
29 Perno
30 Rullo distanziatore
31 Guida del piano
32 Guida battuta parallela
33 Scala
34 Pannello di base
35 Pannello laterale
36 Pannello laterale
37 Pannello posteriore
38 Rinforzo trasversale
39 Righello di battuta
40 Scala
41 Indicatore
42 Tavolo per lavorazione a spessore
43 Molla in plastica
44 Rullo di alimentazione
45 Copertura della cinghia
46 Cinghia
2. Elementi forniti
Piallatrice
Basamento
Utensili di montaggio
Spintore
3. Avvertenze di sicurezza
Le relative avvertenze di sicurezza si trovano
nell’opuscolo allegato.
4. Avvertenze importanti
Prima della manutenzione e della revisione
spegnete l’interruttore di ON/OFF (1) e staccate
la spina dalla presa di corrente. (Fig. 1)
Controllate regolarmente che le lame (21) e lo
scorrevole (22) siano ben fissati nel blocco lama
(23). (Fig. 36)
Le lame (21) devono sporgere al massimo di 1,1
mm sul blocco lame (23) (Fig. 45).
Non togliete mai le coperture di protezione
dell’apparecchio, tranne per la revisione o per
lavori di riparazione.
Le coperture di protezione sempre devono
essere integre. Prima di usare l’apparecchio
fissate e assicurate le coperture di protezione al
punto previsto.
Quando usate l’apparecchio in locali chiusi,
collegate un aspiratore per polvere all’aspirazione
dei trucioli (5). (Fig. 1)
Attenzione: l‘apparecchio deve essere collegato
a terra in modo sicuro. Il connettore giallo-verde
è il conduttore di protezione.
Verificate il perfetto funzionamento dei denti
anticontraccolpo (24). (Fig. 5)
Indossate sempre degli occhiali protettivi.
Non tagliate mai insenature, tenoni o stampi.
In caso di montaggio, utilizzo, manutenzione e
riparazione corretti l’apparecchio fornisce le
prestazioni descritte in queste istruzioni.
L’apparecchio deve essere controllato ad intervalli
di tempo regolari. Non devono venire usati
componenti difettosi, cavo della corrente
compreso. Componenti rotti, mancanti, consumati,
deformati devono essere sostituiti subito. I lavori di
riparazione o la sostituzione di componenti devono
essere eseguiti esclusivamente da persone
qualificate. All’apparecchio o ai componenti
dell’apparecchio non devono essere effettuate
delle modifiche tecniche, dopo le quali
I
35
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 35
Page 36

l’apparecchio non corrisponde più alle specifiche
standard.
5. Utilizzo proprio
La piallatrice a filo e a spessore serve per la
piallatura a filo e a spessore di tutto il legname
tagliato di ogni tipo, di forma quadrata, rettangolare
o obliqua.
L’apparecchio deve venire usato solamente
per lo scopo a cui è destinato.
Anche se l’apparecchio viene usato in modo
corretto non si possono escludere completamente
determinati fattori di rischio residuo. In
considerazione delle operazioni di lavoro richieste
si potrebbero verificare le seguenti lesioni:
Contatto dell’albero portalame con dita o mani
nella parte non visibile.
In caso d’uso improprio contraccolpo dei pezzi da
lavorare.
Danni all’udito, lesioni agli occhi e lesioni di dita e
mani se non vengono usati i dispositivi di
protezione richiesti.
Emissioni nocive alla salute in caso di utilizzo in
locali chiusi senza apparecchio di aspirazione
adeguato.
6. Valori di emissione dei rumori
NHM 260/400 - 260/230 Esercizio In folle
Livello di pressione
acustica L
pA
94,8 dB(A) 80,7 dB (A)
Livello di potenza
acustica L
WA
104,8 dB(A) 91,1 dB (A)
I valori indicati sono valori di emissione e non
devono rappresentare allo stesso tempo anche
valori sicuri del posto di lavoro. Nonostante esista
una correlazione tra livelli di emissione e di
immissione, da essi non si può stabilire esattamente
se siano necessarie ulteriori precauzioni. Tra i fattori
che possono influenzare il livello di immissioni
presente sul posto di lavoro ci sono la durata
dell’esposizione, il tipo di ambiente di lavoro, altre
fonti di rumori, ecc., per es. il numero dei macchinari
e delle lavorazioni vicine. I valori sicuri del posto di
lavoro possono inoltre variare da paese a paese.
Questa informazione ha tuttavia lo scopo di
consentire all’utilizzatore di valutare meglio i pericoli
e i rischi.
7. Caratteristiche tecniche NHM
260/400
Motore a corrente alternata: 400V 3~ 50 Hz
Potenza P: 1900 W S1
Potenza P: 2800 W S6 40%
Tipo di protezione: IP40
Vibrazioni aw: 12 m/s2
Larghezza max. pezzo da lavorare: 260 mm
Apertura altezza max. pezzo da lavorare: 160 mm
Tavolo di alimentazione: 500 x 282 mm
Tavolo di uscita: 500 x 282 mm
Tavolo per lavorazione a spessore: 400 x 260 mm
Velocità avanzamento lavorazione a spessore:
5 m/min
Numero di giri in folle motore n
0
2800 min
-1
Numero di giri in folle lame: 6500 min
-1
Profondità max. di piallatura : 3 mm
Profondità max. di piallatura a spessore : 3 mm
Inclinazione max. battuta parallela: 45°
Aspirazione trucioli: Ø 100 mm
Peso: 92 kg
Modalità operativa S6 40%: funzionamento
continuato con sollecitazione intermittente (durata di
ciclo 10 min). Per non surriscaldare il motore
eccessivamente esso può essere fatto funzionare
con la potenza nominale indicata per il 40% della
durata del ciclo e poi deve continuare a funzionare
senza carico per il 60% della durata del ciclo.
7.1 Caratteristiche tecniche NHM
260/230
Motore a corrente alternata: 230V ~ 50 Hz
Potenza P: 2000 W S1
Tipo di protezione: IP40
Vibrazioni aw: 12 m/s
2
Larghezza max. pezzo da lavorare: 260 mm
Apertura altezza max. pezzo da lavorare: 160 mm
Tavolo di alimentazione: 500 x 282 mm
Tavolo di uscita: 500 x 282 mm
Tavolo per lavorazione a spessore: 400 x 260 mm
Velocità avanzamento lavorazione a spessore:
5 m/min
Numero di giri in folle motore n
0
2800 min
-1
I
36
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 36
Page 37

Numero di giri in folle lame: 6500 min
-1
Profondità max. di piallatura : 3 mm
Profondità max. di piallatura a spessore : 3 mm
Inclinazione max. battuta parallela: 45°
Aspirazione trucioli: Ø 100 mm
Peso: 92 kg
8. Prima della messa in esercizio
Togliere la piallatrice a filo e a spessore
dall’imballo e verificare che non presenti danni
dovuti al trasporto.
L’apparecchio deve esser installato e orientato in
posizione stabile.
Prima della messa in esercizio devono essere
regolarmente montate tutte le coperture ed i
dispositivi di sicurezza.
La lama deve potersi muovere liberamente.
In caso di legno già lavorato, controllate che non
presenti corpi estranei come per es. chiodi o viti,
ecc.
Prima di azionare l’interruttore di ON/OFF (1)
accertatevi che la lama sia montata
correttamente e che le parti mobili possano
muoversi liberamente.
Prima di inserire la spina nella presa di corrente
assicuratevi che i dati sulla targhetta di
identificazione corrispondano a quelli di rete.
9. Montaggio
9.1 Montaggio unità interruttore/spina (Fig. 3)
Fissate l’unità interruttore/spina (25) con i due dadi
ciechi (a) al lato anteriore dell’apparecchio. A
questo scopo possono essere usati sia i due dadi
ciechi superiori che inferiori (a).
9.2 Montaggio aspirazione trucioli (Fig. 4-7)
Montate l’aspirazione trucioli (5) e la calotta di
aspirazione trucioli (28), come mostrato nella
Fig. 4-7. A questo scopo usate:
5x vite a esagono cavo M5 x 12 (a)
2x vite a testa esagonale M5 x 12 (b)
4x rosetta (c)
1x dado autofilettante M5 (d) per fissaggio
aspirazione trucioli (5)
9.3 Montaggio manovella (Fig. 8-10)
Fissate la manovella (4) al bullone (29) con il grano
filettato (b). Poi procedete come mostrato nella Fig.
10. A questo scopo usate:
1x vite con intaglio a croce M5 x 75 (a)
9.4 Montaggio tavolo di uscita (Fig. 11-13)
Montate il tavolo di uscita (14) come indicato nelle
Fig. 12 e 13.
9.5 Montaggio tavolo di alimentazione (Fig.
11/14-18)
Allentate le viti ad esagono cavo (c) delle due guide
del piano (31) (Fig. 15). Per questo la vite ad esagono
cavo, che è indicata in Fig. 15 con una freccia, deve
essere tolta. Spingete il tavolo mobile (13) nelle due
guide del piano (31) e poi fissate di nuovo le due
guide (31) con le 4 viti ad esagono cavo (c). Poi
inserite la barra filettata del pulsante di regolazione
della profondità di passata (9) nel tavolo di
alimentazione (13). La barra filettata del pulsante di
regolazione della profondità di passata (9) viene
avvitata nel filetto interno del rullo distanziatore e
viene fissata con 4 dadi M10. Quanto più distanti
sono le due coppie di dadi a bloccaggio automatico,
tanto maggiore è la profondità di passata regolabile.
Fissate infine l’anello di regolazione (a), come
mostrato nella Fig. 19. A tale scopo nella barra
filettata del pulsante di regolazione della profondità di
passata (9) si trova una tacca adeguata (e) per il
grano filettato (d).
9.6 Montaggio battuta parallela (Fig. 19)
Spingete la battuta parallela (6) nella guida battuta
parallela (32) e fissatela con la leva di arresto (16).
9.7 Montaggio delle maniglie di trasporto (Fig.
20-21)
Montate le maniglie di trasporto (11) come mostrato
nella Fig. 21. A questo scopo usate:
2x vite a testa esagonale M8 x 30 (a)
4x rosetta (b)
2x dado autofilettante M8 (c)
9.8 Montaggio basamento (Fig. 22-32)
Montate il basamento in modo analogo alle figure
23-27. Iniziate con il pannello di base (34) ed i
pannelli laterali (35/36). Poi montate il panello
posteriore (37). Completate adesso gli altri pannelli
laterali (35/36). A questo scopo usate:
20x vite a testa esagonale M6 x 10 (a)
20x rosetta (b)
20x dado M6 (c)
Fissate il rinforzo trasversale (38), come mostrato
nella Fig. 25, e poi agganciate l’anta (20). A questo
scopo usate:
4x vite con intaglio a croce M5 x 10 (d)
4x dado autofilettante M5 (e)
Fissate i piedi (19) ai pannelli laterali 35 e 36, come
mostrato nelle Fig. 27 e 29. I piedi sono regolabili in
I
37
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 37
Page 38

altezza, in modo tale che sia possibile orientare la
piallatrice anche su una superficie non piana. A
questo scopo usate:
4x rosetta (a)
4x vite a testa esagonale M10 x 40 (b)
8x dado M10 (c)
Montate le ruote di trasporto (18) al pannello laterale
(36), come mostrato nelle Fig. 29 e 30. A questo
scopo usate:
4x vite a testa esagonale M6 x 15 (a)
4x rosetta (b)
4x dado autofilettante M6 (c)
Avvitate i pannelli laterali (35/36) del basamento con
la piallatrice, come mostrato nelle Fig. 31 e 32. A
questo scopo usate:
4x dado M8 (a)
4x rosetta (b)
4x vite a testa esagonale M8 x 15 (c)
10. Uso
10.1 Uso dell’interruttore (Fig. 3)
Pos. A Modalità piallatura a filo
Pos. B Modalità piallatura a spessore
Pos. C Pulsante di accensione
Pos. D Pulsante di spegnimento
Pos. E Azionamento arresto di emergenza
Pos. F Coperchio interruttori chiudibile
Pos. G Scatola di connessione
10.2 Senso di rotazione (per NHM 260/400)
Importante: deve essere fatta attenzione al senso di
rotazione della lama. A questo scopo accendere
brevemente l’apparecchio e poi spegnerlo. Se
guardata dalla parte anteriore dell’apparecchio la
lama deve girarsi in senso orario. (si veda la freccia
del senso rotazione sul lato anteriore
dell’apparecchio). In caso contrario il senso di
rotazione deve essere corretto. A tal scopo rivolgetevi
ad un’officina elettrica specializzata.
10.3 Regolazione battuta parallela (Fig. 33)
Allentando la leva di arresto (16) è possibile regolare
la battuta parallela (6) alla larghezza desiderata del
pezzo da lavorare. Aprendo la leva di arresto (15) il
righello di battuta (39) viene spostato sull’angolo
richiesto. Attenzione: il righello di battuta (39) deve
essere sempre poggiare sul tavolo (13)!
10.4 Regolazione copertura lame (Fig.
34)
La copertura lame (12) può essere regolata in
continuo sulla larghezza del pezzo da lavorare,
allentando la leva di arresto (7). Azionando la leva di
arresto (10), l’altezza della copertura lame (12) viene
regolata sull’altezza del pezzo da lavorare.
10.5 Regolazione dell’asportazione
durante piallatura a filo (Fig. 1/35)
Tramite il pulsante di regolazione della profondità di
passata (9) può essere regolato in continuo lo
spessore di asportazione, che è leggibile sulla scala
(40).
10.6 Regolazione tavolo per lavorazione a
spessore (Fig. 42)
Tramite la manovella (4) il tavolo per lavorazione a
spessore (42) può essere regolato sulla misura
desiderata. La misura da regolare è leggibile dalla
scala (33) tramite l’indicatore (41).
11. Riattrezzamento per piallatura a
spessore
11.1 Smontaggio battuta parallela (Fig. 19)
In caso di smontaggio della battuta parallela (6)
procedete in ordine inverso di come descritto in 9.6.
11.2 Smontaggio tavolo di uscita (Fig. 39/40)
In caso di smontaggio del tavolo di uscita (14)
procedete in ordine inverso di come descritto in 9.4.
11.3 Ribaltare il carter dei trucioli (Fig. 40-42)
Tramite la manovella (4) girate completamento verso
il basso il tavolo per la lavorazione a spessore (42) e
ribaltate l’aspirazione trucioli (5) verso l’alto.
12. Esercizio piallatura a filo (Fig.
37/38)
Mettete il materiale in piano sul tavolo di
alimentazione (13), con la mano sinistra regolate
l’altezza desiderata della copertura delle lame (12). In
questo il materiale non deve toccare la copertura
delle lame (12). Avviate l’apparecchio in modalità di
taglio a filo (vedi 10.1) e spingete il materiale
lentamente e con moto uniforme verso il blocco lame
(23). Importante: le mani si muovono al di sopra
della copertura delle lame! Nel piallare a filo
tenete sempre il pollice vicino alle altre dita!
Per piallare i lati corti di un pezzo allentate la leva di
arresto (7) della copertura delle lame (12) e regolate
tale copertura (12) sull’altezza necessaria. La molla in
plastica (43) alla fine della copertura delle lame (12)
dovrebbe esercitare una leggera pressione sul pezzo
da lavorare. Bloccate la copertura delle lame (12) in
I
38
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 38
Page 39

posizione corretta e avviate l’apparecchio. Spingete il
pezzo da lavorare lentamente e con moto uniforme
contro il blocco delle lame (23). Accertatevi che la
battuta parallela (6) sia impostata in un angolo di 90°
esatti (o un altro angolo desiderato). Il pezzo da
lavorare deve poggiare su tutta la superficie sulla
battuta parallela. Attenzione! Le operazioni di
piallatura a filo di pezzi corti devono essere
assolutamente eseguite con l’aiuto di uno spintore
(3)!
13. Esercizio piallatura a spessore
(Fig. 42/43)
Preparate l’apparecchio per la piallatura a spessore
come descritto al punto 11. Impostate il tavolo di
piallatura a spessore (42) sullo spessore desiderato
del materiale. La regolazione non deve essere
superiore a 5 mm dello spessore effettivo del
materiale. (vedi al riguardo il punto 10.5). Avviate
l’apparecchio nella modalità di piallatura a spessore
(vedi 10.1) e mettete il pezzo da lavorare con il lato
piallato verso il basso sul tavolo di piallatura a
spessore (42). Spingete il pezzo da lavorare
lentamente in avanti fino a quando interviene il rullo di
avanzamento (44). In caso di pezzi cuneiformi
inserite prima l’estremità più grossa.
14. Modifica del luogo di
installazione (Fig. 49)
Sollevate l’apparecchio con l’aiuto delle maniglie di
trasporto (11) fino a quando le ruote di trasporto (18)
toccano il pavimento e possono girare.
15. Manutenzione e revisione
15.1 Sostituzione delle lame (Fig. 36/44-46)
Spegnete sempre l’apparecchio prima della
manutenzione. Controllate regolarmente
l’affilatura delle lame per evitare il contraccolpo
dei pezzi da lavorare causato da lame non
affilate. Sostituite le lame non affilate nel modo
seguente
Togliete la battuta parallela come descritto al punto
11.1. Allentate le viti (a) dello scorrevole (22).
Avvitate le viti (a) nello scorrevole ruotandole in senso
orario. Togliete lo scorrevole (22) insieme con la lama
(21) dal blocco lame (23). Pulite i pezzi. Fissate una
nuova lama (21) sullo scorrevole (22) e rimontatelo
nel blocco lame. Serrate leggermente le viti (a).
Controllate ora di quanto sporga la lama (21) sul
tavolo di uscita (14). A tale scopo usate un minimetro
o un righello.
La lama (21) deve sporgere al massimo di 0,1
mm sul tavolo di uscita (14).
Per correggere la sporgenza della lama avvitate e
svitate le tre viti ad esagono cavo (b) sullo scorrevole
(22). Controllate inoltre se la sporgenza delle lame
rispetto al blocco lame (23) sia uguale dovunque (Fig.
46). Se la sporgenza delle lame è impostata in modo
corretto, serrate di nuovo bene le viti (a). Serrate
prima le viti al centro (a) e poi quelle esterne.
Attenzione!
Usate solamente lame realizzate per questo
apparecchio. Se vengono usate altre lame sussiste il
pericolo di lesioni a causa della perdita di controllo.
Evitate di serrare troppo le viti e di rovinare così i
filetti. Gli scorrevoli (22) o le viti con il filetto rovinato
devono essere sostituiti subito.
15.2 Tensione della cinghia (Fig. 47/48)
Controllate la tensione della cinghia dopo le prime
cinque ore di utilizzo dell’apparecchio. Togliete il
dado cieco (a) che fissa la copertura della cinghia
(45). Controllate la tensione premendo contro la
cinghia (46). Il gioco dovrebbe essere di ca. 15-20
mm.
15. 3 Pulizia e manutenzione
Pulite regolarmente il meccanismo di azionamento
della piallatrice a spessore con una spazzola o con
aria compressa per togliere la polvere. Lubrificate
regolarmente tutti i punti di tensione e le catene
con alcune gocce di olio per motori.
Tenete però la cinghia (46) libera da olio e
grasso.
Pulite regolarmente i mandrini della tavola della
piallatrice togliendo trucioli e polvere ed oliateli
leggermente. Tenete il tavolo di alimentazione (13), il
tavolo di uscita (14) ed il tavolo di piallatura a
spessore (42) libero da trucioli. Migliorate lo
scorrimento dei tavoli applicando di quando in
quando del lubrificante.
15.4 Ordinazione di pezzi di ricambio
In caso di ordinazione di pezzi di ricambio è
necessario indicare quanto segue:
tipo di apparecchio
numero di articolo dell’apparecchio
numero di identificazione dell’apparecchio
numero del pezzo di ricambio richiesto
Per i prezzi e le informazioni attuali si veda www.iscgmbh.info
I
39
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 39
Page 40

Schema elettrico NHM 260/400
40
I
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 40
Page 41

Schema elettrico NHM 260/230
I
41
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 41
Page 42

1. Oversigt over maskinen
1 Tænd/Sluk-knap
2 Omskifter afhøvling/tykkelseshøvling
3 Skydestok
4 Håndsving
5 Spånudsugning
6 Parallelanslag
7 Klemmegreb
8 Holder til høvlejernsdæksel
9 Indstillingsknap for spåndybde
10 Reguleringshåndtag
11 Transportgreb
12 Høvlejernsdæksel
13 Fremføringsbord
14 Aftagsbord
15 Klinkegreb
16 Klinkegreb
17 Fikseringsgreb bord
18 Transporthjul
19 Fødder
20 Låge
21 Kniv
22 Tværstang
23 Skæreblok
24 Anti-tilbageslagskløer
25 Kontakt-stikenhed
26 Unbrakonøgle
27 Skruenøgle
28 Spånudsugningskappe
29 Bolt
30 Afstandsvalse
31 Bord-ledeskinner
32 Ledeskinne parallelanslag
33 Skala
34 Basispaneler
35 Sidepaneler
36 Sidepaneler
37 Bagpaneler
38 Tværstiver
39 Anslagslineal
40 Skala
41 Markør
42 Tykkelseshøvlebord
43 Plastikfjeder
44 Fremføringsrulle
45 Remafdækning
46 Rem
2. Med i leveringen
Høvlemaskine
Understel
Montageværktøj
Skydestok
3. Sikkerhedsanvisninger
Relevante sikkerhedsanvisninger finder du i det
medfølgende hæfte.
4. Vigtige anvisninger
Før vedligeholdelses- eller servicearbejde skal
maskinen slukkes på tænd/sluk-knappen (1), og
stikket tages ud af stikkontakten. (Fig. 1)
Kontroller med jævne mellemrum, om kniv (21)
og tværstang (22) er ordentligt fastgjort til
skæreblokken (23). (Fig. 36)
Knivene (21) må højst rage 1,1 mm ud over
skæreblokken (23).(Fig. 45)
Sikkerhedsafdækningerne må ikke aftages;
eneste undtagelse er i forbindelse med serviceeller reparationsarbejde.
Sikkerhedsafdækningerne skal altid være intakte.
Fastgør, og fikser sikkerhedsafdækningerne de
rigtige steder, inden maskinen tages i brug.
Når maskinen anvendes i lukkede rum, skal der
sluttes en støvudsugning til spånudsugningen (5).
(Fig. 1)
Vigtigt: Maskinen skal være korrekt
jordforbundet. Den gul-grønne tilledning er
beskyttelseslederen.
Kontroller, at anti-tilbageslagskløerne (24) virker,
som de skal. (Fig. 5)
Brug altid øjenværn.
Ingen skæring af indbugtninger, tapsamlinger
eller former.
Hvis maskinen samles, håndteres, vedligeholdes
og repareres korrekt, tilvejebringer den den
optimale ydelse, således som beskrevet i
vejledningen. Maskinen skal afprøves med jævne
mellemrum. Defekte komponenter, strømkabler
inklusive, må ikke anvendes. Brækkede,
manglende, slidte, deforme komponenter skal
omgående udskiftes/erstattes. Reparation og
udskiftning af komponenter er forbeholdt
faguddannet tekniker. Der må ikke foretages
ændringer i maskinen eller dens dele, som
bevirker, at maskinen ikke længere overholder
standard-specifikationerne.
5. Formålsbestemt anvendelse
Tykkelses-afretterhøvlen er beregnet til afretningsog tykkelseshøvling af alle typer opskåret tømmer
med kvadratisk, rektangulær eller affaset form.
DK/N
42
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 42
Page 43

Maskinen må kun anvendes i
overensstemmelse med dens tiltænkte formål.
Trods korrekt anvendelse er der stadig nogle
risikofaktorer, man skal være opmærksom på. Alt
efter hvor i arbejdsprocessen du befinder dig, er
der fare for følgende kvæstelser:
Berøring af knivakslen med fingre eller hænder i
usikret område.
Tilbageslag fra arbejdsemner ved forkert
håndtering.
Høre- og øjenskader samt kvæstelser af fingre og
hænder ved manglende brug af det nødvendige
beskyttelsesudstyr.
Sundhedsskadelig emission ved arbejde i
lukkede rum uden udsugningsanlæg.
6. Støjemissionsværdier
NHM 260/400 - 260/230 Drift Tomgang
Lydtryksniveau L
pA
94,8 dB(A) 80,7 dB(A)
Lydeffektniveau L
WA
104,8 dB(A) 91,1 dB(A)
De angivne værdier er rene emissionsværdier og
udgør ikke nogen garanti for sikre værdier på
arbejdspladsen. Selv om der ikke er nogen
forbindelse mellem emissions- og
immissionsniveauer, kan det ikke med sikkerhed
afgøres, hvorvidt supplerende
sikkerhedsforanstaltninger er nødvendige. Faktorer,
som kan have indflydelse på det aktuelle
immissionsniveau på arbejdspladsen, er:
Påvirkningens varighed, arbejdsrummets
egenskaber, andre støjkilder osv., f.eks. antallet af
maskiner og øvrige arbejdsprocesser i nærheden.
Endvidere kan de tilladte værdier på arbejdspladsen
variere fra land til land. Ovenstående oplysninger
kan dog være en hjælp til brugeren til bedre at
kunne foretage et skøn om eksisterende risici.
7. Tekniske data NHM 260/400
Vekselstrømsmotor: 400V 3~ 50 Hz
Effekt P: 1900 W S1
Effekt P: 2800 W S6 40%
Kapslingsklasse: IP40
Vibration aw: 12 m/s
2
Maks. emnebredde: 260 mm
Maks. emnehøjde tykkelsesgennemløb: 160 mm
Fremføringsbord: 500 x 282 mm
Aftagsbord: 500 x 282 mm
Tykkelseshøvlebord: 400 x 260 mm
Fremføringshastighed tykkelseshøvl: 5 m/min
Omdrejningstal motor, ubelastet n0: 2800 min
-1
Omdrejningstal høvlejern, ubelastet: 6500 min
-1
Maks. indsnitsdybde høvl: 3 mm
Maks. indsnitsdybde tykkelseshøvl: 3 mm
Maks. hældning parallelanslag: 45°
Spånudsugning: Ø 100 mm
Vægt: 92 kg
Driftsart S6 40%: Kontinuerlig drift med
intermitterende belastning (cyklusvarighed 10 min).
For at undgå overophedning af motoren må den
køre med den angivne mærkeeffekt i 40% af
cyklussens varighed og skal herefter køre videre
uden belastning i 60% af cyklussens varighed.
7.1 Tekniske data NHM 260/230
Vekselstrømsmotor: 230V ~ 50 Hz
Effekt P: 2000 W S1
Kapslingsklasse: IP40
Vibration aw: 12 m/s
2
Maks. emnebredde: 260 mm
Maks. emnehøjde tykkelsesgennemløb: 160 mm
Fremføringsbord: 500 x 282 mm
Aftagsbord: 500 x 282 mm
Tykkelseshøvlebord: 400 x 260 mm
Fremføringshastighed tykkelseshøvl: 5 m/min
Omdrejningstal motor, ubelastet n0: 2800 min
-1
Omdrejningstal høvlejern, ubelastet: 6500 min
-1
Maks. indsnitsdybde høvl: 3 mm
Maks. indsnitsdybde tykkelseshøvl: 3 mm
Maks. hældning parallelanslag: 45°
Spånudsugning: Ø 100 mm
Vægt: 92 kg
8. Inden ibrugtagning
Pak tykkelses-afretterhøvlen ud, og kontroller den
for eventuelle transportskader.
Maskinen skal opstilles, så den står stabilt.
Alle afskærmninger og sikkerhedsanordninger
skal være korrekt påmonterede, inden maskinen
tages i brug.
Høvlejernet skal kunne køre frit.
Hvis du arbejder med træ, som tidligere har været
DK/N
43
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 43
Page 44

bearbejdet, skal du passe på fremmedlegemer,
som f.eks. søm eller skruer.
Inden du trykker på tænd/sluk-kontakten (1), skal
du sikre dig, at høvlejernet er monteret rigtigt og
bevægelige dele går let og friktionsfrit.
Inden du slutter maskinen til
strømforsyningsnettet, skal du kontrollere, at
dataene på mærkepladen stemmer overens med
netdataene.
9. Samling
9.1 Montage kontakt-stikenhed (fig. 3)
Fastgør kontakt-stikenheden (25) til maskinens
forside med de to hættemøtrikker (a). Til det kan
benyttes de øverste eller nederste to
hættemøtrikker (a).
9.2 Montage spånudsugning (fig. 4-7)
Monter spånudsugningen (5) og
spånudsugningskappen (28), som vist på fig. 4-7.
Hertil skal du bruge:
5x unbrakoskrue M5 x 12 (a)
2x sekskantskrue M5 x 12 (b)
4x underlægsskive (c)
1x selvspændende møtrik M5 (d) til fastgørelse af
spånudsugning (5)
9.3 Montage håndsving (fig. 8-10)
Fastgør håndsvinget (4) til bolten (29) med
skaftskruen (b). Herefter gør du som vist på fig. 10.
Hertil skal du bruge:
1 x stjerneskrue M5 x 75 (a)
9.4 Montage aftagsbord (fig. 11-13)
Monter aftagsbordet (14) som vist på fig. 12 og 13.
9.5 Montering fremføringsbord (fig. 14-18)
Skru unbrakoskruerne (c) til de to bord-ledeskinner
(31) (fig. 15) løse. Unbrakoskruen, som på fig. 15 er
markeret med en pil, skal fjernes. Skub det
bevægelige bord (13) ind i de to bord-ledeskinner
(31), og fastgør bord-ledeskinnerne (31) igen med de
4 unbrakoskruer (c). Herefter fører du gevindstangen
til indstillingsknap for spåndybde (9) ind i
fremføringsbordet (13). Gevindstangen til
indstillingsknap for spåndybde (9) drejes her ind i
afstandsvalsens indvendige gevind og fikseres med 4
møtrikker M10. Jo længere de to kontrafikserede
møtrikpar er fra hinanden, desto større er den
indstillelige spåndybde. Til slut fikserer du
justerringen (a) som vist på fig. 19. Til det formål
befinder der sig i gevindstangen til indstillingsknap for
spåndybde (9) en kærv (e) til skaftskruen (d).
9.6 Montage parallelanslag (fig. 19)
Skub parallelanslaget (6) ind i anslagsskinnen
(32), og fastgør den med klinkegrebet (16).
9.7 Montage transportgreb (fig. 20-21)
Monter transportgrebene (11) som vist på fig. 21.
Hertil skal du bruge:
2x sekskantskrue M8 x 30 (a)
4x underlægsskive (b)
2x selvspændende møtrik M8 (c)
9.8 Montage understel (fig. 22-32)
Understellet samles som vist på figurerne 23-27.
Begynd med basispanelerne (34) og sidepanelerne
(35/36). Til sidst monteres bagpanelerne (37). Gør
nu det andet sidepanel færdigt (35/36). Hertil skal
du bruge:
20x sekskantskrue M6 x 10 (a)
20x underlægsskive (b)
20x møtrik M6 (c)
Fastgør tværstiveren (38) som vist på fig. 25, og
sæt lågen (20) på. Hertil skal du bruge:
4x stjerneskrue M5 x 10 (d)
4x selvspændende møtrik M5 (e)
Sæt fødderne (19) fast på sidepanelerne 35 og 36
som vist på fig. 27 og 29. Fødderne kan justeres i
højden, så det også er muligt at positionere
høvlemaskinen optimalt på ujævnt underlag. Hertil
skal du bruge:
4x underlægsskive (a)
4x sekskantskrue M10 x 40 (b)
8x møtrik M10 (c)
Sæt transporthjulene (18) fast på sidepanelet (36)
som vist på fig. 29 og 30. Hertil skal du bruge:
4x sekskantskrue M6 x 15 (a)
4x underlægsskive (b)
4x selvspændende møtrik M6 (c)
Skru sidepanelerne (35/36) på understellet fast til
høvlemaskinen som vist på fig. 31 og 32. Hertil skal
du bruge:
4x møtrik M8 (a)
4x underlægsskive (b)
4x sekskantskrue M8 x 15 (c)
10. Betjening
10.1 Betjening af kontakt (fig. 3)
Pos. A Modus afretning
Pos. B Modus tykkelseshøvl
Pos. C Tænd-knap
Pos. D Sluk-knap
DK/N
44
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 44
Page 45

Pos. E Nødstop
Pos. F Aflukkelig kontaktklap
Pos. G Forbindelsesdåse
10.2 Omdrejningsretning (for NHM 260/400)
Vigtigt: Vær opmærksom på høvlejernets
omdrejningsretning. Tænd maskinen, og sluk den
herefter hurtigt igen. Høvlejernet skal dreje i urets
retning set fra maskinens forside. (se retningspil på
maskinens forside) I modsat fald skal
omdrejningsretningen ændres. Kontakt en elfagmand.
10.3 Indstilling parallelanslag (fig. 33)
Parallelanslaget (6) kan indstilles til den ønskede
emnebredde ved at løsne klinkegrebet (16). Ved at
åbne klinkegrebet (15) svinges anslagslinealen (39) i
den krævede vinkel. Vigtigt: Anslagslinealen (39)
skal altid ligge ind på bordet (13)!
10.4 Indstilling høvlejernsdæksel (fig.
34)
Høvlejernsdækslet (12) kan indstilles trinløst efter
emnebredden, idet du løsner klemmegrebet (7).
Aktiver reguleringshåndtaget (10) for at indstille
højden på høvlejernsdækslet (12) efter emnehøjden.
10.5 Indstilling af spånaftag ved
afretning (fig. 1/35)
Med indstillingsknap for spåndybde (9) kan
spåntykkelsen, som kan aflæses på skalaen (40),
indstilles trinløst.
10.6 Indstilling tykkelseshøvlebord (fig. 42)
Tykkelseshøvlebordet (42) kan indstilles til det
ønskede mål med håndsvinget (4). Indstillingsmålet
kan aflæses på markøren (41) på skalaen (33).
11. Omstilling til tykkelseshøvl
11.1 Demontage parallelanslag (fig. 19)
Parallelanslaget (6) demonteres som beskrevet
under 9.6, blot i omvendt rækkefølge.
11.2 Demontage aftagsbord (fig. 39/40)
Aftagsbordet (14) demonteres som beskrevet under
9.4, blot i omvendt rækkefølge.
11.3 Flytning af spånhus (fig. 40-42)
Drej tykkelseshøvlebordet (42) helt ned med
håndsvinget (4), og sving spånudsugningen (5) op.
12. Modus afretning (fig. 37/38)
Læg materialet fladt på fremføringsbordet (13), indstil
med venstre hånd den ønskede højde på
høvlejernsdækslet (12). Materialet må ikke berøre
høvlejernsdækslet (12). Start maskinen i
afretningsmodus (se 10.1), og skub langsomt
materialet ind mod skæreblokken (23) i en konstant
bevægelse. Vigtigt: Hænderne bevæger sig væk
hen over høvlejernsdækslet! Læg altid
tommelfingeren ind på hånden under afretning!
For at rette smalle sider på et arbejdsemne skal du
løsne klemmegrebet (7) til høvlejernsdækslet (12), og
indstille høvlejernsdækslet (12) til den nødvendige
bredde. Plastikfjedren (43) i enden af
høvlejernsdækslet (12) skal udøve et let tryk ind på
arbejdsemnet. Fikser høvlejernsdækslet (12) i den
rigtige position, og start maskinen. Skub langsomt
arbejdsemnet ind mod skæreblokken (23) i en
konstant bevægelse. Forvis dig om, at
parallelanslaget (6) er indstillet til en vinkel på
nøjagtig 90° (eller en anden ønsket vinkelafstand).
Arbejdsemnet skal ligge fladt ind mod
parallelanslaget. Vigtigt! Afretningsarbejde på korte
arbejdsemner skal udføres med brug af skydestok
(3)!
13. Modus tykkelseshøvling (fig. 42/43)
Forbered maskinen til tykkelseshøvling, som
beskrevet under punkt 11. Indstil
tykkelseshøvlebordet (42) til den ønskede
materialetykkelse. Indstillingen må højst ligge 5 mm
over den egentlige materialetykkelse. (Se punkt 10.5)
Start maskinen i modus tykkelseshøvling (se 10.1),
og læg arbejdsemnet på tykkelseshøvlebordet (42)
med den høvlede side nedad. Skub langsomt
arbejdsemnet frem, indtil fremføringsrullen (44) griber
fat. Ved kegleformede arbejdsemner skal den
tykkeste ende føres ind først.
14. Skift af opstillingssted (fig.
49)
Løft op i maskinen ved hjælp af transportgrebene
(11), så transporthjulene (18) kan rulle hen ad gulvet.
DK/N
45
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 45
Page 46

15. Vedligeholdelse og service
15.1 Udskiftning af høvlejern (fig. 36/44-46)
Sluk altid maskinen som det første. Kontroller
jævnligt knivenes skarphed for at imødegå
risikoen for, at arbejdsemner slår tilbage på
grund af stumpe knive. Stumpe knive udskiftes
på følgende måde:
Tag parallelanslaget ud som beskrevet under 11.1.
Løsn skruerne (a) på tværstangen (22). Drej skruerne
(a) ind i tværstangen i urets retning. Tag tværstangen
(22) af skæreblokken (23) sammen med kniven (21).
Rengør delene. Sæt en ny kniv (21) på tværstangen
(22), og fastgør tværstangen til skæreblokken.
Spænd skruerne (a) let. Kontroller, hvor langt kniven
(21) rager ud ved aftagsbordet (14). Tag et måleur
eller en lineal til hjælp.
Kniven (21) må højst rage 0,1 mm ud på
aftagsbordet (14).
For at korrigere drejes de tre unbrakoskruer (b) på
tværstangen (22) længere ind eller ud. Kontroller
desuden, at knivfremspringet er ens over alt i forhold
til skæreblokken (23) (fig. 46). Når knivfremspringet
er korrekt indstillet, spændes skruerne (a) fast.
Spænd først skruerne (a) i midten, dernæst de
yderste.
Vigtigt!
Brug udelukkende knive, som er fremstillet specielt til
denne maskine. Brug af andre knive vil medføre fare
for kvæstelse som følge af tab af kontrol. Undgå at
overvride gevind; fare for, at de løsner sig. Tværstang
(22) eller skruer med nedslidt gevind skal omgående
skiftes ud.
15.2 Remspænding (fig. 47/48)
Kontroller remspændingen efter de første fem
driftstimer. Tag hættemøtrikken (a) af, som holder
remdækslet (45) fast. Kontroller spændingen, idet du
trykker ind mod remmen (46). Frigangen skal udgøre
15-20 mm.
15.3 Rengøring og vedligeholdelse
Rengør jævnligt drevet til tykkelseshøvling med en
børste eller med trykluft for at fjerne støv. Smør
jævnligt alle indspændingspunkter og kæder med
nogle dråber motorolie.
Ingen olie og fedt på remmen (46).
Fjern med jævne mellemrum spån og støv fra
spindlerne til tykkelseshøvlebordet, og giv dem lidt
olie. Hold fremføringsbordet (13), aftagsbordet (14)
og tykkelseshøvlebordet (42) fri for spån. Øg
bordenes glideevne, idet du med jævne mellemrum
behandler dem smøremiddel.
15.4 Reservedelsbestilling
Følgende bedes oplyst ved bestilling af
reservedele:
Maskinens typebetegnelse
Maskinens varenummer
Maskinens identifikationsnummer
Nummeret på den ønskede reservedel
Aktuelle priser og øvrig information findes på
www.isc-gmbh.info
DK/N
46
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 46
Page 47

Forbindelsesdiagram NHM 260/400
DK/N
47
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 47
Page 48

Forbindelsesdiagram NHM 260/230
DK/N
48
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 48
Page 49

1. A készülék leírása
1 Be-/kikapcsoló
2 Átkapcsoló gaylulni/vastagsági gyalulás
3 Tolóbot
4 Kézi hajtókar
5 Forgácselszívás
6 Párhuzamos ütköző
7 Szoritókar
8 Tartó a gyalukésburkolathoz
9 Beállítógomb a forgácsmélységhez
10 Állítókar
11 Szállítófogantyúk
12 Gyalukésburkolat
13 Adagoló asztal
14 Leszedő asztal
15 Kilincskar
16 Kilincskar
17 Rögzítőkar asztal
18 Szállító-kerekek
19 Lábak
20 Ajtó
21 Kés
22 Retesz
23 Késblokk
24 Anti-visszacsapóköröm
25 Kapcsoló-dugaszegység
26 Inbuszkulcs
27 Csavarkulcs
28 Forgácselszívó kupak
29 Ék
30 Távolsági henger
31 Asztalvezetés
32 Vezetés párhuzamosütköző
33 Skála
34 Bázis-faburkolat
35 Oldali- faburkolat
36 Oldali - faburkolat
37 Hátoldali- faburkolat
38 Kereszttámaszok
39 Fejesvonalzó
40 Skála
41 Mutató
42 Vastagsági gyaluasztal
43 Plasztikrugó
44 Adagoló henger
45 Hajtószíjburkolat
46 Hajtószíj
2. A szállítás terjedelme
Gyalugép
Állvány
Összeszerelési szerszám
Tolóbot
3. Biztonsági utasítások
A megfelelő biztonsági utasítások a mellékelt
füzetecskében találhatók.
4. Fontos utasítások
Kapcsolja a karbantartás és a vevőszolgálat előtt
a be-/kikapcsolót (1) ki és húzza ki a dugót a
dugaszoló aljzatból. (1-es kép)
Ellenőrizze rendszeresen le, hogy a kések (21) és
a retesz (22) feszesen rögzítve vannak a
késblokkban (23). (36-os kép)
A késeknek (21) maximálisan 1,1 mm-re szabad
a késblokkon (23) kiállniuk. (45-ös kép)
Ne távolítsa soha sem el a gép biztonsági
burkolatát, kivéve a vevőszolgáltatáshoz vagy
javítási munkálatokhoz.
A biztonsági burkolatoknak mindig
működőképeseknek kell lenniük. A gép
mindenfajta használat előtt erősítse és biztosítsa
a biztonsági burkolatokat az előrelátott helyen.
Ha a gépet zárt termekben használja, akkor
csatlakoztason egy porelszívást a
forgácselszívásra (5). (1-es kép)
Figyelem: A készüléknek biztosan kell földelve
lennie. A sárga-zöld-csatlakozási drót a
védővezeték.
Ellenőrizze le kifogástalan működésére az anti-
visszacsapókörmöt (24). (5-ös kép)
Hordjon mindig egy szemvédőt.
Ne vágjon sohasem mélyedéseket, csapokat
vagy formákat.
Helyes felszerelésnél, kezelésnél, karbantartásnál
és javításnál a készülék azt a teljesítményt fejti ki,
amely bebben az utasításben le van írva. A gépet
rendszeres időközökben le kell ellenőrizni. A
defekt alkatrészeket, beleértve az áramvezetéket
is, nem szabad használni. Eltörött, hiányzó,
elhasznált, deformálódott alkatrészekeket azonnal
pótolni illetve ki kell cserélni. Javítási munkálatokat
vagy az alaktrészek kicserélését csakis kvalifikált
szakembereknek szabad elvégezniük. Nem
szabad a készüléken vagy a készülék alkatrészein
olyan változtatásokat elvégezni, amelyek után a
készülék nem felel továbbá a standardspecifikációknak meg.
H
49
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 49
Page 50

5. Rendeltetésszerű használat
A vastagsági-egyengető gyalugép minden fajta,
négyzetes, derékszögű vagy lerézselt alakú teljes
fűrészárú egyengető és vastagsági gyalulásra
szolgál.
A gépet csak a rendeltetése szerint szabad
használni.
Bizonyos fennmaradt rizikótényezőket
rendeltetésszerű használat esetén sem lehet teljes
mértékben kizárni. A szükséges munkalefolyás által a
következő sérülések következhetnek be:
a késhenger megérintése ujjakkal vagy kezekkel
a nem látható részen.
Nem szakszerű kezelés esetén a munkadarab
visszacsapódása.
a szükséges védőfelszerelés mellőzésekor
hallási károk és szemek sérülése valamint az
ujjak és a kezek sérülése.
megfelelő elszívószerelvény nélküli zárt
termekben levő használatkor az egészségre
káros kibocsátások.
6. Zajkibocsátási értékek
NHM 260/400 - 260/230 Üzemeltetés Üresmenet
Hangnyomásmérték L
pA
94,8 dB(A) 80,7 dB(A)
Hangteljesítménymérték L
WA
104,8 dB(A) 91,1 dB(A)
A megadott értékek, emissziós értékek, és ezért nem
jelentenek okvetlenül egyben biztos munkahelyi
értékeket is. Habár az emissziós- és imisszió szint
között egy korreláció áll fenn, mégsem lehet ebből
biztonssággal levezetni, hogy kiegészítő
óvóintézkedések szükségessek-e vagy nem. A
tényezők, amelyek a munkahelyen jelenleg uralkodó
imissziószintet befolyásolhatják, a behatás
időtartamát, a munkaterem sajátosságát, más
zajforrásokat stb., mint például a gépek számát és
más szomszédos lefolyásokat tartalmazzák.
Ugyanúgy variálhatnak országról országra a
megbízható munkahelyi értékek. De ez az információ
a használónak a veszélyeztetés és a rizikó jobb
felbecsülését kell hogy lehetővé tegye.
7. Technikai adatok NHM 260/400
Váltakozóáramú motor: 400V 3 ~ 50 Hz
Teljesítmény P: 1900 W S1
Teljesítmény P: 2800 W S6 40%
Védelmi rendszer: IP40
Vibrálás aw: 12 m/s
2
Max. munkadarabszélesség: 260 mm
Max. munkadarabmagasság vastagságáteresztés:
160 mm
Adagolóasztal: 500 x 282 mm
Leszedőasztal: 500 x 282 mm
Vastagsági gyaluasztal: 400 x 260 mm
Vastagsági gyalulási-adagoló sebesség: 5 m/perc
Üresjárati fordulatszám motor n0: 2800 perc
-1
Üresjárati fordulatszám gyalukés: 6500 perc
-1
Max. gyalubevágási mélység: 3 mm
Max. vastagsági gyalubevágási mélység: 3 mm
Max. döntés párhuzamosütköző: 45°
Forgácselszívás: Ø 100 mm
Tömeg: 92 kg
Üzemmód S6 40%: folytonos üzem szakaszos
megterheléssel (játéktartalom 10 perc). Azért, hogy
ne melegedjen fel tiltottan a motor, a játéktartalom
40%-án keresztül szabad a motort a megadott
névleges teljesítménnyel üzemeltetni és azután a
játéktartalom 60%-át teher nélkül tovább kell futtatni.
7.1 Technikai adatok NHM 260/230
Váltakozóáramú motor: 230V ~ 50 Hz
Teljesítmény P: 2000 W S1
Védelmi rendszer: IP40
Vibrálás aw: 12 m/s
2
Max. munkadarabszélesség: 260 mm
Max. munkadarabmagasság vastagságáteresztés:
160 mm
Adagolóasztal: 500 x 282 mm
Leszedőasztal: 500 x 282 mm
Vastagsági gyaluasztal: 400 x 260 mm
Vastagsági gyalulási-adagoló sebesség: 5 m/ perc
Üresjárati fordulatszám motor n0: 2800 perc
-1
Üresjárati fordulatszám gyalukés: 6500 perc
-1
Max. gyalubevágási mélység: 3 mm
Max. vastagsági gyalubevágási mélység: 3 mm
H
50
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 50
Page 51

Max. döntés párhuzamosütköző: 45°
Forgácselszívás: Ø 100 mm
Tömeg: 92 kg
8. Üzembehelyezés előtt
Kicsomagolni a vastagsági-egyengető
gyalugépet és leellnőrizni esetlegtes szállítási
sérülésekre.
A gépet stabilan kell felállítani és kiigazítani.
A üzembe helyezés előtt minden fedőnek és
biztonsági berendezésnek szabályszerűen kell
felszerelve lennie.
A gyalukésnek szabadon kell futnia.
A már megmunkált fán ügyeljen az idegen
alkatrészekre, mint például a szögekre vagy
csavarokra stb.
Mielőtt a ki- / bekapcsolót (1) üzemeltetné,
bizonyosodjon meg arról, hogy a gyalukések
rendesen fel van szerelve és a mozgatható
részek könnyű járatúak.
A gép hozzákapcsolása előtt ellenőrizze le, hogy
a gép típustábláján levő adatok a hálózati
adatokkal megegyeznek-e.
9. Összeszerelés
9.1 Kapcsoló-dugaszegység összeszerelése (3as kép)
Rögzítse fel a két kupakos anyával (a) a készülék
elülső oldalára a kapcsoló-dugaszegységet (25).
Ehhez mint a két felső úgymint a két alusó kupakos
anyát (a) fel lehet használni.
9.2 A forgácselszívás felszerelése (képek 4-7)
A 4-7-es képeken mutatottak szerint felszerelni
a forgácselszívást (5) és a forgácselszívó
kupakot (28). Használja ehhez a:
5x inbuszcsavart M5 x 12 (a)
2x hatlapfejű csavart M5 x 12 (b)
4x alátétkorongot (c)
1x önbiztosító anyát M5 (d) a forgácselszívás (5)
felerősítéséhez
9.3 A kézi hajtókar felszerelése (képek 8-10)
Erősítse fel a kézi hajtókart (4) a hernyócsavar (b)
segítségével az ékre (29). Járjon azután a 10-es
képen mutatottak szerint el. Használja ehhez a:
1 x csillag-csavart M5 x 75 (a)
9.4 A leszedő asztal felszerelése (képek 11-13)
A 12-es és 13-as képeken mutatottak szerint
felszerelni a leszedő asztalt (14).
9.5 Az adagoló asztal felszerelése (képek 11/14-
18)
Lazítsa meg a két asztalvezeték (31) inbuszcsavarját
(c) (15-ös kép). Ennél, a 15-ös képpen egy nyíllal
megjelölt inbuszcsavart el kell távolítani. Tolja a
mozgatható asztalt (13) a két asztalvezetékbe (31) és
fixálja azután ismét az asztalveztetékeket (31) a 4
inbuszcsavarral (c). Vezesse azután a
forgácsmélység beállítógombjának (9) a menetrúdját
az adagolóasztalba (13). Ennél be lesz csavarva a
forgácsmélység beállítógombjának (9) a menetrúdja
a távolságtartóhenger belülső menetébe és a 4 M10es anyával fixálva. Minnél távolabra vannak a
visszafogásos anyapárok, annál nagyobb a
beállítható forgácsmélység. Fixálja, a 19-es képen
mutatottak szerint bezárásul a beállítógyűrűt (a).
Ehhez a gyalumélység beállítógombjának (9) a
menetrúdjában egy a hernyócsavarnak (d) megfelelő
rovátka (e) található.
9.6 A párhuzamosütköző felszerelése (kép 19)
Tolja be a párhuzamos ütközőt (6) a párhuzamos
ütköző-vezetékbe (32) és fixálja a kilincskarral
(16).
9.7 A szállítófogantyúk felszerelése (képek 20-
21)
A 21-es képen mutatottak szerint felszerelni a
szállítófogantyúkat (11). Használja ehhez a:
2x hatlapfejű csavart M8 x 30 (a)
4x alátétkorongot (b)
2x önbiztosító anyát M8 (c)
9.8 Az állvány felszerelése (képek 22-32)
Az állványt a 23-tól – 27-ig képekhez analóg
összeszerelni. Kezdjen a bázis-faburkolattal (34) és
az oldali-faburkolattokkal (35/36) hozzá. Szerelje
azután a hátoldali-faburkolatot (37) fel. Komplettálja
most a másik oldali-faburkolatot (35/36). Használja
ehhez a:
20x hatlapfejű csavart M6 x 10 (a)
20x alátétkorongot (b)
20x anyát M6 (c)
Rögzítse fel a kereszttámaszokat (38), a 25-ös
képen mutatottak szerint, és akassza utánna be az
ajtót (20). Használja ehhez a:
4x csillag-csavart M5 x 10 (d)
4x önbiztosító anyát M5 (e)
Rögzítse a lábakat (19), a 27-es és a 29-es képen
mutatottak szerint a 35-ös és a 36-os oldalifaburkolatra. A lábak magasságban elállíthatóak, úgy
hogy a gyalugépet egy egyenetlen talajon is
optimálisan ki tudja igazítani. Használja ehhez az:
4x alátétkorongot (a)
H
51
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 51
Page 52

4x hatlapfejű csavart M10 x 40 (b)
8x anyát M10 (c)
Szerelje fel, a 29-es és a 30-as képen mutatottak
szerint a szállító-kerekeket (18) az oldali-faburkolatra
(36). Használja ehhez a:
4x hatlapfejű csavart M6 x 15 (a)
4x alátétkorongot (b)
4x önbiztosító anyát M6 (c)
Csavarozza össze a 31-es és a 32-es képen
mutatottak szerint az állvány oldali-faburkolatait
(35/36) a gyalu-géppel. Használja ehhez a:
4x anyát M8 (a)
4x alátétkorongot (b)
4x hatlapfejű csavart M8 x 15 (c)
10. Kezelés
10.1 A kapcsoló kezelése (kép 3)
Poz. A Egyengető-mód
Poz. B Vastagsági gyalu- mód
Poz. C Bekapcsoló gomb
Poz. D Kikapcsoló gomb
Poz. E Vészki üzemeltetés
Poz. F Lezárható kapcsolócsappantyú
Poz. G Csatlakozódoboz
10.2 Forgási irány (az NHM 260/400-hoz)
Fontos: Ügyelni kell a gyalukés forgási irányára.
Ehhez a gépet röviden be és újra kikapcsolni. A
gyalukésnek, a gép elülső oldaláról nézve az
óramutató forgási irányába kell forognia. (lásd a
forgási iránynyilat a gép elülső oldalán) Ha nem ez
lenne az eset, akkor korrigálni kell a forgási irányt.
Forduljon ahhoz egy villanyszerelőszakműhelyhez.
10.3 Beállítás párhuzamos ütköző (kép 33)
A kilincskar meglazítása (16) által lehet a párhuzamos
ütközőt (6) a kívánt munkadarabszélességre
beállítani. A kilincskar (15) kinyitása által lesz a
fejesvonalzó (39) a szükséges szögre elfordítva.
Figyelem: A fejesvonalzónak (39) mindig fel kell
feküdnie az asztalra (13)!
10.4 Beállítás gyalukésburkolat (kép 34)
A szorítókar (7) megeresztése által fokozatmentesen
be lehet állítani a gyalukésburkolatot (12) a
munkadarabszélleségre. Az állítókar (10)
üzemeltetése által lehet a gyalukésburkolat (12)
magasságát a munkadarabmagasságára beállítani.
10.5 Beállítás a forgácsleszedésre az
egyengetésnél (kép 1/35)
A forgácsmélységre (9) való beállítási gombbal lehet
a forgácsvastagságot fokozatmentesen beállítani,
amelyet a skálán (40) le lehet olvasni.
10.6 Beállítás vastagsági gyalluasztal (kép 42)
A vastagsági gyaluasztalt (42) a kézi hajtókar (4)
segítségével lehet a kívánt méretre beállítani. A
beállítandó mértéket a skálán (33) lehet a mutató
által (41) leolvasni.
11. Átszerelés a vastagsági gyalulásra
11.1 A párhuzamosütköző leszerelése (kép 19)
A párhuzamos ütköző (6) leszereléséhez járjon az
ellenkező sorrendben el mint a 9.6. alatt leírottan.
11.2 A leszedőasztal leszerelése (képek 39/40)
A leszedőasztal (14) leszereléséhez járjon az
ellenkező sorrendben el mint a 9.4. alatt leírottan.
11.3 A forgácsgépház átfordítása (képek 40-42)
A vastagsági gyaluasztalt (42) a kézi hajtókarral (4)
teljesen lehajtani és a forgácselszívást (5) felhajtani.
12. Üzem egyengetni (képek 37/38)
Fektese az anyagot laposan az adagoló asztalra (13),
állítsa be a bal kezével a gyalukésburkolat (12) kívánt
magasságát. Ennél az anyagnak nem kellen
megérintenie a gyalukésburkolatot (12). Indítsa a
gépet az egyengető módban (lásd a 10.1-et) és tolja
lassan és folyamatosan az anyagot a késblokk (23)
ellen. Fontos: a kezek a késburkolat felett
haladnak át! Az egyengetésnél a hüvelyikujat
mindig a kézhez fekteteni!
Egy munkadarab keskeny oldalának a
felegyenesítéséhez, eressze meg a gyalukésburkolat
(12) szorítókarját (7) és állítsa be a
gyalukésburkolatot (12) a szükséges szélességre. A
plasztikrugónak (43) a gyalukésburkolat (12) végén
egy enyhe nyomást kellene gyakorolnia a
munkadarabra. Reteszelje be a gyalukésburkolatot
(12) a helyes pozícióban és indítsa el a gépet. Tolja
lassan és állandóan a munkadarabot a késblokk (23)
ellen.
Biztosítsa, hogy a párhuzamos ütköző (6) pontosan
90°-ú szögre (vagy egy másik kívánt szögtávolságra)
legyen beállítva. A munkadarabnak simán kell a
párhuzamosütközőre felfeküdnie. Figyelem! Rövid
munkadarabokon történő egyengető munkákat
okvetlenül egy tolóbot (3) segítségével kell elvégezni!
H
52
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 52
Page 53

13. Üzem vastagsági gyalulás (képek
42/43)
Készítse a 11-es pont alatt leírottak szerint elő a
gépet a vastagsági gyalulásra. Állítsa be a vastagsági
gyaluasztalt (42) az anyag kívánt vastagságára. A
beállításnak maximálisan 5 mm-re szabad a
voltaképpeni anyagvastagság felett lennie. (lásd
ehhez a 10.5-ös pontot). Indítsa meg a gépet
vastagsági gyalú módban (lásd a 10.1-et) és fektese
a munkadarabot a gyalult felülettel lefelé a vastagsági
gyaluasztalra (42). Tolja lassan a munkadarabot
előre, amig az adagoló henger (44) fog. Ékalakú
munkadaraboknál vezesse a széles végét elősször
be.
14. A felállítási hely
megváltoztatása (kép 49)
Emelje addig meg a szállítási fogantyúk (11)
segítségével a gépet, amig a szállítási kerekek (18) a
talajon fel nem fekszenek és nem gördíthetők.
15. Karbantartás és szervíz
15.1 A gyalukés kicserélése (képek 36/44-46)
A karbantartás előtt mindig kikapcsolni a gépet.
Azért hogy megakadályozza a munkadarabok
tompa kések általi visszacsapódását, ellenőrizze
rendszeresen le a késélességet. A tompa
késeket a következő képpen cseréli ki:
Távolítsa el a 11.1 alatt leírottak szerint a párhuzamos
ütközőt. Lazítsa meg a retesz (22) csavarjait (a).
Csavarja az óra járási irányába a csavarokat (a) a
reteszbe be. Távolítsa a reteszt (22) a késsel (21)
együtt el a késblokkról (23). Tisztítsa meg a részeket.
Erősítsen rá egy új kést (21) a reteszere (22) és
szerelje ismét be a késblokkba. Húzza enyhén meg a
csavarokat (a). Ellenőrizze most le, hogy mennyire áll
a kés (21) a leszedőasztalon (14) túl. Használjon
ehhez egy mérőórát vagy egy vonalzót.
A kés (21) maximálisan engedélyezett kiállása a
leszedőasztalon (14) 0,1 mm-t tesz ki.
Csavarja a késkiállás javításához a három
inbuszcsavart (b) a reteszen (22) tovább befelé és
kifelé. Ellenőrizze ahhoz még le, hogy a késkiállás a
késblokkhoz (23) mindenhol egyforma e (46-os kép).
Ha helyesen be van állítva a késkiállás, akkor húzza a
csavarokat (a) ismét feszesre. Húzza elősször a
csavarokat (a) középen, azután a külsőket feszesre.
Figyelem!
Csak kizárólagosan erre e készülékre gyártott
késeket használni. Más kések használatánál sérülés
veszélye áll fenn a kontrolla elvesztése miatt. Kerülje
el a túlcsavarást és a menet esetleges lefejtését. Az
elkopott menetes reteszt (22) vagy csavarokat
azonnal ki kell cserélni.
15.2 Hajtószíjfeszülés (képek 47/48)
Az első öt óra után, amelyekben a gép használatban
van, ellenőrizze le a hajtószíjfeszességet. Vegye le az
anyakupakot (a), amely fixálja a hajtószíjburkolatot
(45). Ellenőrizze le a feszességet, azáltal hogy a
hajtószíj (46) ellen nyom. A játéknak 15-20 mm-nek
kell lennie.
15.3 Tisztítás és karbantartás
Tisztítsa meg rendszeresen a vastagsági
gyalumeghajtási hajtóművet egy kefével vagy
présléggel a portól. Kenjen be rendszeresen
minden beszorítórészt és láncot egy pár csöpp
motorolajjal.
Tartsa a hajtószíjt (46) mindig olaj és
zsírmentesen.
Tisztítsa meg rendszeresen a vastagsági
gyaluasztal orsójátt a forgácstól és a portól és
olajozza be enyhén. Tartsa az adagoló asztalt (13),
a leszedő asztalt (14) és a vastagsági gyaluasztalt
(42) forgácsmentesen. Javítsa meg az asztalok
csúszóképességét azáltal, hogy periodikusan
síkosító anyaggal megdolgozza öket.
15.4 Pótalkatrészek megrendelése
A pótalkatrészek megrendelésénél a következő
adatokat kell megadni:
A készülék típusát
A kászülékk cikkszámát
A készülék ident-számát
A szükséges pótalkatrész pótalkatrész-számát
Aktuális árakat és információkat a www.isc-gmbh.info
alat talál.
H
53
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 53
Page 54

Kapcsolási rajz NHM 260/400
H
54
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 54
Page 55

Kapcsolási rajz NHM 260/230
H
55
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 55
Page 56

1. Opis uredjaja
1 Sklopka za uključivanje/isključivanje
2 Preklopnik blanjanje/poravnavanje
3 Komad za guranje
4 Ručica
5 Odsisavanje piljevine
6 Paralelni graničnik
7 Stezna poluga
8 Držač pokrova noža za blanjanje
9 Gumb za podešavanje dubine blanjanja
10 Postavna poluga
11 Transportne ručke
12 Pokrov noža za blanjanje
13 Posmični stol
14 Stol za blanjanje
15 Zapinjača
16 Zapinjača
17 Poluga za fiksiranje stola
18 Transportni kotači
19 Nogari
20 Vrata
21 Nož
22 Zasun
23 Blok noževa
24 Protuudarne kandže
25 Jedinica prekidač-utikač
26 Imbus ključ
27 Ključ za vijke
28 Poklopac za odvod strugotine
29 Svornjak
30 Razmačni valjak
31 Stolna vodilica
32 Paralelni graničnik
33 Skala
34 Bazni paneli
35 Bočni paneli
36 Bočni paneli
37 Stražnji paneli
38 Poprečna potpora
39 Granično ravnalo
40 Skala
41 Kazaljka
42 Stol debljače
43 Plastična opruga
44 Posmični valjak
45 Pokrov remena
46 Remen
2. Opseg isporuke
Blanjalica
Postolje
Montažni alat
Komad za guranje
3. Sigurnosne upute
Odgovarajuce sigurnosne upute pronaci cete u
priloženoj knjižici.
4. Važne napomene
Prije održavanja i servisiranja iskljucite sklopku
za ukljucivanje/iskljucivanje (1) i izvucite utikac iz
mrežne uticnice (slika 1).
Redovito provjeravajte jesu li nož (21) i zasun
(22) dobro pricvršceni u bloku noževa (23) (slika
36).
Noževi (21) smiju iz bloka (23) stršiti maksimalno
1,1 mm (slika 45).
Nikad ne uklanjajte sigurnosne pokrove sa
stroja, čak ni kod servisiranja niti popravaka.
Sigurnosni pokrovi moraju uvijek funkcionirati.
Prije svakog korištenja stroja pričvrstite i
osigurajte sigurnosne pokrove na predvidjenom
mjestu.
Ako stroj koristite u zatvorenim prostorijama,
priključite odsisavanje prašine na otvor za odvod
piljevine (5) (slika 1).
Pažnja: Uredjaj se mora pravilno uzemljiti.
Îutozelena priključna žica je zaštitni vodič.
Provjerite funkciju protuudarnih kandži (24) (slika
5).
Uvijek koristite zaštitu za oči.
Nikad ne režite ulegnuça, rukavce niti neke
oblike.
Kod pravilnog ustrojstva, rukovanja, održavanja i
popravaka uredjaj daje učin opisan u ovim
uputama. Stroj se mora redovito provjeravati.
Neispravni sklopovi, uključujuçi strujni kabel, ne
smiju se koristiti. Slomljeni, nedostajuçi, istrošeni,
deformirani sklopovi moraju se odmah
nadomjestiti odnosno zamijeniti. Popravke ili
zamjenu rezervnih dijelova smiju obavljati samo
stručne osobe. Na uredjaju ili njegovim dijelovima
ne smije se ništa mijenjati, jer nakon toga uredjaj
više neçe odgovarati standardnim
specifikacijama.
5. Namjenska uporaba
Blanjalica-ravnalica služi za poravnavanje i
blanjanje raznovrsne rezane gradje, pravokutnog,
kvadratnog ili kosog oblika.
HR/
BIH
56
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 56
Page 57

Stroj se smije koristiti samo namjenski.
Unatoč svrsishodnoj uporabi ipak mogu nastati
odredjeni faktori rizika. Zbog tehnologije postupka
mogu nastati sljedeçe ozljede:
Dodirivanje osovine noža prstima ili rukama u
slabo vidljivom području.
Kod nestručnog rukovanja povratni udarac
radnih komada.
Ako ne koristite propisanu zaštitnu opremu,
mogu nastati ošteçenja sluha, vida kao i ozljede
prstiju i ruku.
Emisije opasne po zdravlje u slučaju korištenja u
zatvorenim prostorima bez prikladnog uredjaja
za odsisavanje.
6. Vrijednosti emisije buke
NHM 260/400 - 260/230 Pogon Prazni hod
Razina zvučnog tlaka LpA94,8 dB (A) 80,7 dB (A)
Snaga zvuka L
WA
104,8 dB (A) 91,1 dB (A)
Navedene vrijednosti su vrijednosti emisije i ne
moraju istovremeno predstavljati sigurne vrijednosti
na dotičnom radnom mjestu. Iako postoji korelacija
izmedju razine emisije i imisije, ne može se
pouzdano utvrditi jesu li potrebne dodatne mjere
opreza ili ne. Faktori koji mogu utjecati na sadašnju
razinu imisije na radnom mjestu sastoje se u
trajanju utjecaja, svojstvima radnog prostora,
ostalih izvora buke itd, npr. broj strojeva i drugih
susjednih radnih procesa. Pouzdane vrijednosti na
radnom mjestu mogu isto tako varirati od države
do države. Ove informacije mogu korisniku pomoçi
da bolje procijeni opasnosti i rizike.
7. Tehniãki podaci NHM 260/400
Izmjenični motor: 400 V 3~ 50 Hz
Snaga P: 1900 W S1
Snaga P: 2800 W S6 40 %
Vrsta zaštite: IP 40
Vibracije aw: 12 m/s
2
Maks. širina radnog komada: 260 mm
Maks. visina radnog komada; propust debljače:
160 mm
Posmični stol: 500 x 282 mm
Stol za blanjanje: 500 x 282 mm
Stol debljače: 400 x 260 mm
Brzina pomaka debljače: 5 m/min
Broj okretaja motora u praznom hodu n0: 2800 min
-1
Broj okretaja noža za blanjanje u praznom hodu:
6500 min
-1
Maks. Dubina blanjanja: 3 mm
Maks. dubina skidanja debljače: 3 mm
Maks. nagib paralelnog graničnika: 45°
Odsisavanje piljevine: Ø 100 mm
Težina: 92 kg
Vrsta pogona S6 40 %: Kontinuirani režim rada s
povremenim prekidima (intervali od 10 min). Da se
motor ne bi previše zagrijao, smije se pogoniti
nazivnom snagom do 40 % trajanja intervala i na
kraju mora nastaviti raditi preostalih 60 % intervala
bez optereçenja.
7.1 Tehniãki podaci NHM 260/230
Izmjenični motor: 230 V~ 50 Hz
Snaga P: 2000 W S1
Vrsta zaštite: IP 40
Vibracije aw: 12 m/s
2
Maks. širina radnog komada: 260 mm
Maks. visina radnog komada; propust debljače:
160 mm
Posmični stol: 500 x 282 mm
Stol za blanjanje: 500 x 282 mm
Stol debljace: 400 x 260 mm
Brzina pomaka debljače: 5 m/min
Broj okretaja motora u praznom hodu n0: 2800 min
-1
Broj okretaja noža za blanjanje u praznom hodu:
6500 min
-1
Maks. dubina blanjanja: 3 mm
Maks. dubina skidanja debljače: 3 mm
Maks. nagib paralelnog graničnika: 45°
Odsisavanje piljevine: Ø 100 mm
Težina: 92 kg
8. Prije puštanja u rad
Raspakirajte blanjalicu i provjerite ima li kakvih
transportnih ošteçenja.
Stroj se mora postaviti tako da bude stabilan i
centriran.
Prije puštanja u rad moraju se propisno montirati
svi pokrovi i sigurnosne naprave.
Nož za blanjanje mora se slobodno kretati.
HR/
BIH
57
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 57
Page 58

Drvo koje çete obradjivati provjerite na
eventualno zaostala strana tijela, kao npr. čavle
ili vijke i sl.
Prije nego ukključite sklopku za
uključivanje/isključivanje (1), provjerite je li nož
za blanjanje pravilno montiran i kreçu li se
pokretni dijelovi lako.
Prije priključivanja stroja provjerite odgovaraju li
podaci na tipskoj pločici podacima o mreži.
9. Montaža
9.1 Montaža jedinice prekidaã-utikaã (slika 3)
Pričvrstite jedinicu prekidač-utikač (25) s obje
zaobljene slijepe matice (a) na prednju stranu
uredjaja. Tu možete po želji upotrijebiti gornje ili
donje matice (a).
9.2 Montaža odsisavanja piljevine (slika 4-7)
Montirajte odsisavanje piljevine (5) i poklopac
za odvod piljevine (28), kao što je prikazano na
slici 4-7. U tu svrhu upotrijebite:
5x imbus vijaka M5 x 12 (a)
2x šesterokutnih vijaka M5 x 12 (b)
4x podloške (c)
1x samoosiguravajuçu maticu M5 (d) za
pričvršçenje odsisavanja piljevine (5)
9.3 Montaža ruãice (slika 8-10)
Pričvrstite ručicu (4) zatikom (b) na svornjak (29).
Postupite kao što je prikazano na slici 10. U tu svrhu
upotrijebite:
1 x vijak s križnom glavom M5 x 75 (a)
9.4 Montaža stola za blanjanje (slika 11-13)
Montirajte stol za blanjanje (14) kao što je
prikazano na slici 12 i 13.
9.5 Montaža posmiãnog stola (slika 11/14-18)
Otpustite imbus vijke (c) na obje vodilice stola (31)
(slika 15). Imbus vijak, koji je na slici 15 označen
strelicom, morate pritom odstraniti. Gurnite pokretni
dio stola (13) u obje vodilice (31) i opet ih fiksirajte
(31) s 4 imbus vijka (c).
Na kraju uvedite šipku s navojem na gumbu za
podešavanje dubine blanjanja (9) u posmični stol
(13). ·ipka s navojem na gumbu za podešavanje
dubine blanjanja (9) pritom se uvrçe u unutrašnji
navoj razmačnog valjka i fiksira s 4 matice M10. ·to
se medjusobno par kontramatica više udaljava, to je
veça podešena dubina blanjanja. Na kraju fiksirajte
prsten (a), kao što je prikazano na slici 19. U tu
svrhu se u šipci s navojem na gumbu za
podešavanje dubine blanjanja (9) nalazi odgovarajuçi
urez (e) za zatik (d).
9.6 Montaža paralelnog graniãnika (slika 19)
Gurnite paralelni graničnik (6) u vodilicu (32) i
fiksirajte ga kvačicom (16).
9.7 Montaža transportnih ruãki (slika 20-21)
Montirajte transportne rucke (11) kao što je
prikazano na slici 21. U tu svrhu upotrijebite:
2 šesterokutna vijka M8 x 30 (a)
4 podloške (b)
2 samoosiguravajuce matice M8 (c)
9.8 Montaža postolja (slika 22-32)
Postolje sastavite analogno slikama 23-27.
Zapocnite s baznim (34) i bocnim panelima
(35/36). Na kraju montirajte stražnje panele (37).
Zatim kompletirajte ostale bocne panele (35/36). U
tu svrhu upotrijebite:
20 šesterokutnih vijaka M6 x 10 (a)
20 podloški (b)
20 matica M6 (c)
Pričvrstite poprečnu potporu (38) kao što je
prikazano na slici 25 i montirajte vrata (20). U tu
svrhu upotrijebite:
4 vijka s križnom glavom M5 x 10 (d)
4 samoosiguravajuçe matice M5 (e)
Pričvrstite nogare (19) na bočne panele 35 i 36 kao
što je prikazano na slikama 27 i 29. Nogari se mogu
podešavati po visini, tako da blanjalicu možete
optimalno centrirati i na neravnoj podlozi. U tu svrhu
upotrijebite:
4 podloške (a)
4 šesterokutnih vijaka M10 x 40 (b)
8 matica M10 (c)
Montirajte transportne kotače (18) na bočne panele
(36) kao što je prikazano na slikama 29 i 30. U tu
svrhu upotrijebite:
4 šesterokutna vijka M6 x 15 (a)
4 podloške (b)
4 samoosiguravajuçe matice M6 (c)
Pričvrstite vijcima bočne panele (35/36) postolja s
blanjalicom kao što je prikazano na slikama 31 i 32.
U tu svrhu upotrijebite:
4 matice M8 (a)
4 podloške (b)
4 šesterokutna vijka M8 x 15 (c)
HR/
BIH
58
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 58
Page 59

10. Rukovanje
10.1 Rukovanje prekidaãima (slika 3)
Poz. A Modus poravnavanja
Poz. B Modus debljače
Poz. C Gumb za uključivanje
Poz. D Gumb za isključivanje
Poz. E Aktiviranje slučaja nužde
Poz. F Zaklopka prekidača s bravom
Poz. G Priključna utičnica
10.2 Smjer vrtnje (za NHM 260/400)
Važno: Moarte obratiti pažnju na smjer vrtnje
blanjalice. Stroj nakratko uključite i isključite. Nož za
blanjanje mora se okretati u smjeru kazaljke na satu
promatrajuçi s prednje strane stroja. (vidi strelicu za
smjer vrtnje na prednjoj strani stroja). Ako to nije
slučaj, smjer vrtnje mora se promijeniti. Za to
pozovite električara.
10.3 Podešavanje paralelnog graniãnika (slika 33)
Otpuštanjem zapinjače (16) paralelni graničnik (6)
može se podesiti na željenu širinu radnog komada.
Otvaranjem zapinjače (15) granično ravnalo (39)
zakreçe se na potreban kut. Pažnja: Granično
ravnalo (39) mora uvijek ležati na stolu (13)!
10.4 Podešavanje pokrova noža za blanjanje
(slika 34)
Pokrov noža za blanjanje (12) može se kontinuirano
podešavati prema širini radnog komada tako da
otpuštate steznu polugu (7). Pomicanjem poluge (10)
podešava se visina pokrova noža za blanjanje (12)
prema visini radnog komada.
10.5 Podešavanje skidanja strugotine kod
poravnavanja (slika 1/35)
Pomoçu gumba za podešavanje dubine blanjanja
(9) može se kontinuirano podešavati količina
skidanja strugotine koja se može očitati na skali
(40).
10.6 Podešavanje stola debljaãe (slika 42)
Stol debljače (42) može se pomoçu ručice (4)
podesiti na željenu mjeru. Podešena mjera može se
očitati na skali (33) pomoçu kazaljke (41).
11. Preinaka na debljaãu
11.1 Demontaža paralelnog graniãnika (slika 19)
Kod demontaže paralelnog graničnika (6) postupite
obrnutim redoslijedom, kao što je opisano pod 9.6.
11.2 Demontaža stola za blanjanje (slika 39/40)
Kod demontaže stola za blanjanje (14) postupite
obrnutim redoslijedom, kao što je opisano pod 9.4.
11.3 Preklapanje kuçišta za piljevinu (slika 40-42)
Stol debljače (42) okrenite pomoçu ručice (4) sasvim
prema dolje, a odsisavanje piljevine (5) zakrenite
prma gore.
12. Režim poravnavanja (slika 37/38)
Materijal položite s plosnatom stranom na posmični
stol (13), lijevom rukom podesite željenu visinu
pokrova noža za blanjanje (12). Materijal pritom ne bi
smio dodirivati pokrov noža za blanjanje (12).
Pokrenite stroj u režimu poravnavanja (vidi 10.1) i
lagano kontinuirano gurajte materijal prema bloku
noževa (23). Važno: Ruke se kreçu podalje od
pokrova noža! Kod poravnavanja palce stisnite k
šaci!
Da bi se poravnale uske strane materijala, otpustite
staznu polugu (7) pokrova noža (12) i podesite
pokrov noža (12) na željenu širinu. Plastične opruge
(43) na kraju pokrova noža (12) trebale bi lagano
pritiskati radni komad. Fiksirajte pokrov noža (12) u
pravilnom položaju i pokrenite stroj. Lagano i
kontinuirano gurajte radni komad prema bloku
noževa (23). Provjerite je li paralelni graničnik (6)
podešen na točnu vrijednost kuta od 90° (ili neki
drugi željeni kut). Radni komad mora plosnato
nalijegati na paralelni graničnik Pažnja!
Poravnavanje kratkih radnih komada mora se
obavezno obavljati uz pomoç komada za guranje (3)!
13. Režim debljaãe (slika 42/43)
Pripremite stroj za pogon debljače kao što je
opisano pod točkom 11. Stol debljače (42) podesite
na željenu debljinu materijala. Podešena vrijednost
smije biti maksimalno 5 mm manja od stvarne
debljine materijala. (vidi točku 10.5). Pokrenite stroj u
režimu debljače (vidi 10.1) i položite radni komad sa
stranom koju blanjamo prema dolje na stol blanjalice
(42). Lagano gurajte radni komad prema naprijed sve
dok ga ne zahvati posmični valjak (44). Kod klinastih
radnih komada deblji kraj okrenite prema naprijed.
14. Promjena mjesta postavljanja
(slika 49)
Pomoçu ručki za transport (11) podignite stroj tako
da transportni kotači (18) nalegnu na tlo i mogu se
okretati.
HR/
BIH
59
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 59
Page 60

15. Servis i održavanje
15.1 Zamjena noža za blanjanje (slike 36/44-46)
Prije radova održavanja uvijek iskljuãite stroj. Da
bi se zbog tupih noževa sprijeãili povratni udarci
radnih komada, uvijek provjeravajte njihovu
naošternost. Tupe noževe mijenjajte na sljedeçi
naãin:
Uklonite paralelni graničnik kao što je opisano pod
11.1. Otpustite vijke (a) zasuna (22). Uvrçite vijke (a)
u smjeru kazaljke na satu u zasun. Uklonite zasun
(22) zajedno snožem (21) s bloka noževa (23).
Očistite dijelove. Pričvrstite novi nož (21) na zasun
(22) kojeg montirate opet u blok noževa. Malo
pritegnite vijke (a). Sad provjerite koliko strši nož (21)
na stolu za blanjanje (14). U tu svrhu upotrijebite
mjerni sat ili ravnalo.
Maksimalno dopušteno stršanje noža (21) na
stolu za blanjanje(14) iznosi 0,1 mm.
Za korekciju stršanja noža okreçite tri imbus vijka (b)
na zasunu (22) lijevo ili desno. Istovremeno provjerite
je li stršanje noža obzirom na blok noževa (23)
svugdje jednako (slika 46). Ako je stršanje noža
pravilno podešeno, ponovno pritegnite vijke (a).
Najprije pritegnite vijke (a) u sredini, a zatim ostale.
Pažnja!
Koristite isključivo noževe koji su namijenjeni za ovaj
stroj. U slučaju uporabe drugačijih noževa postoji
opasnost od ozljeda zbog gubitka kontrole. Nemojte
vijke previše stezati niti premalo. Zasun (22) ili vijke s
istrošenim navojima morate odmah zamijeniti.
15.2 Napetost remena (slika 47/48)
Nakon prvih pet sati rada stroja provjerite napetost
remena. Odvrnite zaobljenu slijepu maticu (a) koja
fiksira poklopac remena (45). Provjerite napetost
tako što pritisnete remen (46). Zazor smije iznositi
15-20 mm.
15.3 Njega i održavanje
Redovito čistite četkom ili komprimiranim zrakom
prijenosnik blanjalice od prašine. Redovito
podmazujte optereçena mjesta i lance s nekoliko
kapljica motornog ulja.
Na remen (46) ne smije dospjeti ulje ili mast.
Redovito čistite vretena stola blanjalice od piljevine i
prašine i malo ih nauljite. Posmični stol (13), stol za
blanjanje (14) i stol debljače (42) ne smiju biti
zaprljani piljevinom.
Površina stolova mora biti glatka s time da je
periodično podmazujete dotičnim sredstvom.
15.4 Naruãivanje rezervnih dijelova
Kod narucivanja rezervnih dijelova trebali
biste navesti sljedece podatke:
tip uredaja
kataloški broj uredjaja
identifikacijski broj uredjaja
broj potrebnog rezervnog dijela
Aktualne cijene nalaze se na web stranici www.iscgmbh.info
HR/
BIH
60
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 60
Page 61

Shema NHM 260/400
HR/
BIH
61
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 61
Page 62

Shema NHM 260/230
HR/
BIH
62
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 62
Page 63

1. Состав устройства
1 Переключатель включено-выключено
2 Переключатель строгание/фугование
3 Толкатель
4 Приводная рукоятка
5 Отсос стружки
6 Параллельный упор
7 Рукоятка зажима
8 Крепление ножа строгального станка
9 Кнопка регулировки глубины резания
10 Переводной рычаг
11 Транспортировочные рукоятки
12 Нож строгального станка
13 Стол подачи
14 Приемный стол
15 Рычаг с собачкой
16 Рычаг с собачкой
17 Рычаг фиксатора стола
18 Транспортировочные колеса
19 Ножки
20 Дверка
21 Нож
22 Задвижка
23 Блок ножей
24 Зубья защиты отдачи
25 Узел переключатель-штекер
26 Ключ с внутренним шестигранником
27 Гаечный ключ
28 Колпак вытяжки
29 Болт
30 Дистанционный валок
31 Направляющая стола
32 Параллельный упор направляющей
33 Шкала
34 Главная панель
35 Боковая панель
36 Боковая панель
37 Задняя панель
38 Поперечина
39 Упорная планка
40 Шкала
41 Указатель
42 Пропускной стол
43 Пластмассовая пружина
44 Подающий ролик
45 Кожух ремня
46 Ремень
2. Объем поставки
Строгальный станок
Подставка
Монтажный устройство
Толкатель
3. Указания по технике
безопасности
Соответствующие указания по технике
безопасности приведены в приложенной
брошюрке.
4. Важные указания
Выключите перед техобслуживанием и
сервисными работами переключатель
включено-выключено (1) и выньте штекер из
розетки электрической сети. (рисунок 1).
Регулярно проверяйте, прочность крепления
ножа (21) и задвижки (22) в блоке ножей (23)
(рисунок 36).
Ножи (21) не должны выступать на блоке
ножей (23) более чем на 1,1 мм (рисунок 45).
Запрещено удалять защитные крышки
устройства, исключением являются
сервисные работы или ремонтные работы.
Защитные крышки должны быть всегда в
исправном состоянии. Закрепить и
зафиксировать перед работой защитные
крышки на предназначенных для этого
местах.
Если Вы используете устройство в закрытых
помещениях, то подключите пылесос к
устройству подключения отсоса стружки (5)
(рисунок 1).
Внимание: устройство должно быть надежно
заземлено. Желто-зеленый провод
подключения является проводом защитного
заземления.
Проверьте зубья защиты от отдачи (24) на
безукоризненность работы (рисунок 5).
Используйте всегда устройства защиты глаз.
Запрещено выпиливать углубления, выступы
или формы.
При проведенном надлежащим образом
монтаже, управлении, техобслуживании и
ремонте устройство будет обладать указанной
в описании производительностью. Необходимо
контролировать устройство с регулярной
периодичностью. Запрещено использовать
дефектные компоненты, включая кабель
питания. Сломанные, отсутствующие,
изношенные, деформированные компоненты
должны быть немедленно восполнены или
заменены. Ремонтные работы или замену
RUS
63
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 63
Page 64

компонентов разрешается производить только
квалифицированным техническим
специалистам. Запрещено производить на
устройстве или на его компонентах изменения,
после которых устройство не будет больше
соответствовать стандартной спецификации.
5. Использование по назначению
Пропускной фуговально-строгальный станок
служит для строгания и фугования
пиломатериалов всех видов квадратной,
прямоугольной или скошенной формы.
Устройство разрешается использовать
только согласно его назначению.
Несмотря на соответствующее предписанию
использование невозможно избежать
определенных факторов риска полностью. В
зависимости от типа проводимых работ могут
возникнуть следующие опасности получения
травм:
Прикосновение к валу ножей пальцами или
руками в незащищенной области.
При неправильно проводимой работе
возможна отдача обрабатываемых деталей.
Повреждение органов слуха и травмы глаз, а
также травмы пальцев или рук при отказе от
использования индивидуальных защитных
приспособлений.
Вредные для здоровья эмиссии при работе в
закрытых помещениях без соответствующих
устройств отсоса.
6. Данные значения эмиссии шума
NHM 260/400 - 260/230
Рабочий режим Холостой ход
Уровень давления
шума L
pA
94,8 дБ(A) 80,7 дБ(A)
Уровень мощности
шума L
WA
104,8 дБ(A) 91,1 дБ(A)
Приведенные данные являются эмиссионными
показателями и поэтому не должны отражать
точные данные на рабочем месте. Несмотря на
то, что существует соотношение между уровнями
излучения и проникновения, невозможно из этого
однозначно вывести нужны ли дополнительные
меры предосторожности или нет. Факторами,
которые могут на современном рабочем месте
повлиять на уровень проникновения, являются:
длительность влияния, неповторимость рабочего
помещения, прочие источники шума и т.д.,
например, количество устройств и других
соседних процессов. Также достоверные данные
рабочего места могут быть для каждой страны
своими. Эта информация призвана все же помочь
пользователю лучше оценить опасности и риск.
7. Технические данные NHM 260/400
Электродвигатель переменного тока:
400в 3~ 50 Гц
Мощность P: 1900 вт S1
Мощность P: 2800 вт S6 40%
Тип защиты: IP40
Вибрация aw: 12 м/сек
2
Макс. ширина обрабатываемой детали: 260 мм
Макс. высота обрабатываемой детали, пропуск
фугования: 160 мм
Стол подачи: 500 x 282 мм
Приемный стол: 500 x 282 мм
Пропускной стол: 400 x 260 мм
Скорость подачи фугования: 5 м/мин
Число оборотов холостого хода двигателя n0:
2800 мин
-1
Число оборотов холостого хода строгальных
ножей: 6500 мин
-1
Макс. толщина резки строгания: 3 мм
Макс. толщина резки фугования: 3 мм
Макс. наклон параллельного упора: 45°
Диаметр приспособления отсоса стружки:
Ø 100 мм
Вес: 92 кг
Режим работы S6 40%: непрерывный режим
работы с прерывистой нагрузкой (длительность
процесса 10 мин). Для того, чтобы двигатель не
нагревался до недопустимой температуры он
должен работать 40% от длительности процесса
с указанной номинальной мощностью, а в
заключении 60% от длительности процесса
работать без нагрузки.
RUS
64
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 64
Page 65

7.1 Технические данные NHM
260/230
Электродвигатель переменного тока:
230в ~ 50 Гц
Мощность P: 2000 вт S1
Тип защиты: IP40
Вибрация aw: 12 м/сек
2
Макс. ширина обрабатываемой детали: 260 мм
Макс. высота обрабатываемой детали, пропуск
фугования: 160 мм
Стол подачи: 500 x 282 мм
Приемный стол: 500 x 282 мм
Пропускной стол: 400 x 260 мм
Скорость подачи фугования: 5 м/мин
Число оборотов холостого хода двигателя n0:
2800 мин
-1
Число оборотов холостого хода строгальных
ножей: 6500 мин
-1
Макс. толщина резки строгания: 3 мм
Макс. толщина резки фугования: 3 мм
Макс. наклон параллельного упора: 45°
Диаметр приспособления отсоса стружки:
Ø 100 мм
Вес: 92 кг
8. Перед первым пуском
Распаковать пропускной фуговально-
строгальный станок и проверить на наличие
повреждений при транспортировке.
Необходимо надежно установить устройство
и выровнять.
Перед первым пуском необходимо установить
все крышки и защитные приспособления
надлежащим образом.
Строгальный нож должен иметь свободный
ход.
При работе с уже обработанной древесиной
внимательно следите за посторонними
предметами, такими как например, гвозди
или винты и т.д.
Прежде чем Вы задействуете переключатель
включено-выключено (1) убедитесь, что
строгальный нож правильно установлен и
подвижные части имеют легкий ход.
Убедитесь перед включением устройства, что
данные на типовой табличке соответствуют
параметрам электросети.
9. Монтаж
9.1 Монтаж узла переключатель-штекер
(рисунок 3)
Закрепите узел переключатель-штекер (25)
двумя колпачковыми гайками (a) на передней
стороне устройства. Для этого можно
использовать как верхние, так и нижние обе
колпачковые гайки (a).
9.2 Монтаж устройства отсоса стружки
(рисунки 4-7)
Установите отсос стружки (5) и колпак
вытяжки (28) так, как показано на рисунках
4-7. Используйте для этого:
5 штук - винты с внутренним шестигранником
M5 x 12 (a)
2 штуки - шестигранные винты M5 x 12 (b)
4 штуки - подкладные шайбы (c)
1 штука - самотормозящаяся гайка M5 (d) для
крепления отсоса стружки (5)
9.3 Монтаж приводной рукоятки (рисунки 8-
10)
Закрепите приводную рукоятку (4) червячным
винтом (b) на болте (29). Затем осуществите
действия, как показано на рисунке 10.
Используйте для этого:
1 штуку – винты с крестообразным шлицом
M5 x 75 (a)
9.4 Монтаж приемного стола (рисунки 11-13)
Установите приемный стол (14) так, как
показано на рисунках 12 и 13.
9.5 Монтаж стола подачи (рисунки 11/14-18)
Ослабьте винты с внутренним шестигранником
(c) обеих направляющих стола (31) (рисунок 15).
Необходимо также удалить винт с внутренним
шестигранником, который указан на рисунке 15
стрелкой. Вставьте подвижный стол (13) в обе
направляющих стола
(31) и затем зафиксируйте направляющие стола
(31) вновь четырьмя винтами с внутренним
шестигранником (c). Вставьте затем резьбовой
штифт кнопки регулировки глубины резания (9) в
стол подачи (13). При этом резьбовой штифт
кнопки регулировки глубины резания (9) ввинтить
во внутреннюю резьбу дистанционного валка и
зафиксировать четырьмя гайками M10. Чем
дальше друг от друга находятся обе
законтренные пары гаек, тем больше
регулируемая глубина резания. Зафиксируйте в
завершении установочное кольцо (a) так, как это
показано на рисунке 19. Для этого на резьбовом
штифте кнопки регулировки глубины резания (9)
RUS
65
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 65
Page 66

нанесена соответствующая насечка (e) для
червячного винта (d).
9.6 Монтаж параллельного упора (рисунок 19)
Вставьте параллельный упор (6) в
направляющую параллельного упора (32) и
зафиксируйте его при помощи рычага с
собачкой (16).
9.7 Монтаж транспортировочных рукояток
(рисунки 20-21)
Установите транспортировочные рукоятки (11)
так, как показано на рисунке 21. Используйте
для этого:
2 штуки - шестигранные винты M8 x 30 (a)
4 штуки - подкладные шайбы (b)
2 штуки - самотормозящиеся гайки M8 (c)
9.8 Монтаж подставки (рисунки 22-32)
Соберите подставку так, как показано на
рисунках 23-27. Начните с главной панели (34) и
боковой панели (35/36). Установите затем
заднюю панель (37). Завершите теперь сборку
другой боковой панелью (35/36). Используйте
для этого:
20 штук - шестигранные винты M6 x 10 (a)
20 штук - подкладные шайбы (b)
20 штук - гайки M6 (c)
Закрепите поперечину (38)так, как показано на
рисунке 25, и навесьте затем дверку (20).
Используйте для этого:
4 штуки – винты с крестообразным шлицом
M5 x 10 (d)
4 штуки - самотормозящиеся гайки M5 (e)
Закрепите ножки (19) на боковых панелях 35 и 36
так, как показано на рисунках 27 и 29. Ножки
можно регулировать по высоте, для того чтобы
Вы могли оптимально выровнять строгальный
станок также на неровной поверхности.
Используйте для этого:
4 штуки - подкладные шайбы (a)
4 штуки - шестигранные винты M10 x 40 (b)
8 штук - гайки M10 (c)
Установите транспортировочные колеса (18) на
боковых панелях (36) так, как показано на
рисунках 29 и 30. Используйте для этого:
4 штуки - шестигранные винты M6 x 15 (a)
4 штуки - подкладные шайбы (b)
4 штуки самотормозящиеся гайки M6 (c)
Соедините винтами боковые панели (35/36)
подставки с строгальным станком так, как
показано на рисунках 31 и 32. Используйте для
этого:
4 штуки - гайки M8 (a)
4 штуки - подкладные шайбы (b)
4 штуки - шестигранные винты M8 x 15 (c)
10. Работа с устройством
10.1 Назначение переключателей
управляющего устройства (рисунок 3)
Поз. A Режим фугования
Поз. B Режим строгания
Поз. C Кнопка включения
Поз. D Кнопка выключения
Поз. E Привод аварийного отключения
Поз. F Запирающая крышка управления
Поз. G Гнездо подключения
10.2 Направление вращения (для NHM
260/400)
Важно: необходимо учесть направление
вращения строгального ножа. Для определения
включить устройство на короткое время и вновь
выключить. Строгальный нож должен вращаться
по направлению часовой стрелки, если смотреть
с передней стороны устройства. (Смотрите на
стрелку направления вращения на передней
стороне устройства) Если направление вращения
не совпадает, то необходимо изменить
направление вращения. Для этого обратитесь в
электротехническую мастерскую.
10.3 Регулировка параллельного упора
(рисунок 33)
При помощи ослабления рычага с собачкой (16)
можно установить параллельный упор (6) на
желаемую ширину обрабатываемого предмета.
При помощи открытия рычага с собачкой (15)
можно передвинуть упорную планку (39) на
необходимый угол. Внимание: упорная планка
(39) должна всегда прилегать к столу (13)!
10.4 Регулировка ножа строгального
станка (рисунок 34)
Нож строгального станка (12) можно
бесступенчато настроить на ширину
обрабатываемого предмета, при помощи
ослабления рукоятки с клеммовым закреплением
(7). Приведением в действие переводного рычага
(10) можно подстроить высоту ножа строгального
станка (12) на высоту обрабатываемого
предмета.
RUS
66
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 66
Page 67

10.5 Регулировка толщины стружки
при фуговании (рисунок 1/35)
При помощи кнопки регулировки глубины
резания (9) можно бесступенчато регулировать
толщину стружки, которую можно считать на
шкале
(40).
10.6 Регулировка пропускного стола (рисунок
42)
Пропускной стол (42) можно отрегулировать на
желаемую величину при помощи рукоятки (4).
Установленную величину можно определить по
шкале (33) при помощи указателя (41).
11. Переоборудование в
рейсмусовый станок
11.1 Демонтаж параллельного упора (рисунок
19)
При демонтаже параллельного упора (6)
действуйте в обратной последовательности
тому, как описано в разделе 9.6.
11.2 Демонтаж приемного стола (рисунки
39/40)
При демонтаже приемного стола
(14) действуйте в обратной
последовательности тому, как описано в
разделе 9.4.
11.3 Перевертывание корпуса обрезки
(рисунки 40-42)
Повернуть пропускной стол (42) при помощи
приводной рукоятки (4) полностью вниз и
повернуть отсос стружки (5) вверх.
12. Режим фугования (рисунки
37/38)
Уложите обрабатываемый предмет плоскостью
на стол подачи (13), установите левой рукой
желаемую высоту ножа строгального станка (12).
Обрабатываемый предмет при этом не должен
касаться ножа строгального станка (12).
Запустите устройство в режиме фугования
(смотрите 10.1) и подавайте обрабатываемый
предмет медленно, но непрерывно на блок ножей
(23). Важно: вести руки над крышкой ножей и
не касаясь ее! При фуговании всегда
прижимайте большой палец к кисти руки!
Для обработки узкой части обрабатываемого
предмета, ослабьте рукоятку с клеммовым
закреплением (7) ножа строгального станка (12) и
установите нож строгального станка (12) на
желаемую ширину. Пластмассовая пружина (43)
на конце ножа строгального станка (12) должна
оказывать легкое давление на обрабатываемую
деталь. Зафиксируйте нож строгального станка
(12) в нужной позиции и запустите устройство.
Толкайте обрабатываемую деталь медленно и
непрерывно на блок ножей (23). Убедитесь, что
параллельный упор (6) установлен на угол точно
90° (или другой желаемый угол).
Обрабатываемая деталь должна плоско
прилегать к параллельному упору. Внимание!
Работы по фугованию на коротких
обрабатываемых деталях должны
осуществляться непременно с помощью
толкателя (3)!
13. Режим рейсмусового станка
(рисунок 42/43)
Перестройте устройство на рейсмусовый станок
так, как описано в разделе 11. Установите
пропускной стол (42) на желаемую толщину
обрабатываемого предмета. Установка не
должна превышать максимум 5 мм собственную
толщину обрабатываемого предмета. (смотрите
для этого раздел 10.5). Запустите устройство в
режиме рейсмусового станка (смотрите 10.1) и
уложите обрабатываемую деталь строганной
стороной вниз на пропускной стол (42). Толкайте
обрабатываемую деталь медленно вперед до тех
пор пока произойдет захват подающего ролика
(44). При клинообразной форме обрабатываемых
деталей направляйте вперед сначала более
толстый конец.
14. Перемещение к другому
рабочему месту (рисунок 49)
Приподнимите устройство с помощью
транспортировочных рукояток
(11) до тех пор, пока транспортировочные
колеса (18) не коснуться пола и смогут
вращаться.
15. Техобслуживание и сервис
15.1 Замена строгального ножа (рисунки
36/44-46)
Всегда выключайте устройство перед
техобслуживанием. Для того, чтобы
RUS
67
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 67
Page 68

предотвратить отдачу обрабатываемых
деталей из-за того, что ножи не наточены,
проверяйте регулярно остроту ножей.
Затупившиеся ножи замените следующим
образом:
Удалить параллельный упор так, как описано в
разделе 11.1. Ослабьте винты (a) задвижки (22).
Вверните винты (a) в направлении вращения
часовой стрелки в задвижку. Удалить задвижку
(22) вместе с ножом (21) из блока ножей (23).
Очистите компоненты. Закрепите новый нож (21)
на задвижке (22) и установите ее вновь в блок
ножей. Слегка затяните винты (a). Теперь
проверьте насколько выступают ножи (21) на
приемном столе (14). Используйте для этого
измерительный прибор с циферблатом или
линейку.
Максимально допустимая величина
выступания ножей (21) на приемном столе
(14) составляет 0,1 мм.
Для регулировки выступания ножей вращайте
три винта с внутренним шестигранникомn (b) на
задвижке (22) дальше наружу или вовнутрь.
Проверьте кроме того, выступают ли ножи везде
равномерно по отношению к блоку ножей (23)
(рисунок 46). Если ножи выступают правильно, то
затяните крепко винты (a). Затяните сначала
винты (a) в середине, затем снаружи.
Внимание!
Используйте только изготовленные для этого
устройства ножи. При использовании других
ножей возникает опасность получения травмы по
причине потери контроля. Избегайте срыва и
отрыва резьбы. Необходимо сразу заменить
задвижку (22) или винты с изношенной резьбой.
15.2 Натяжение ремня (рисунки 47/48)
Проверьте натяжение ремня после первых пяти
часов работы устройства. Удалите колпачковую
гайку (a), которой закреплен кожух ремня (45).
Проверьте натяжение, надавив на ремень (46).
Прогиб должен составлять 15-20 мм.
15.3 Очистка и техническое обслуживание
Регулярно очищайте привод рейсмусового
станка при помощи щетки или сжатого воздуха
от пыли. Смазывайте регулярно все участки
зажимов и цепь каплями моторного масла.
Но предохраняйте ремень (46) от
попадания на него масла и жира.
Очищайте регулярно шпиндели пропускного
стола от стружки и пыли и слегка смазывайте их.
Содержите стол подачи (13), приемный стол
(14) и пропускной стол (42) свободными от
стружки. Улучшайте скольжение на столe,
периодически смазывая его смазкой.
15.4 Заказ запасных деталей
При осуществлении заказа запасных
деталей необходимо привести
следующие данные:
Тип устройства
Номер артикула устройства
Идентификационный номер устройства
Номер запасной детали необходимой
запасной части
Актуальные цены и информация находятся на
www.isc-gmbh.info
RUS
68
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 68
Page 69

Электрическая схема NHM 260/400
RUS
69
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 69
Page 70

Электрическая схема NHM 260/230
RUS
70
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 70
Page 71

71
Landau/Isar, den 19.07.2006
Pfister
Tech. Supervisor
Dicken-Abrichthobelmaschine NHM 260/400
Weichselgartner
General-Manager
Art.-Nr.: 44.199.20 I.-Nr.: 01016 Archivierung: 4419900-20-4155050
Subject to change without notice
EN 61029-1; prEN 61029-2-3; EN 55014-1; EN 55014-2; EN 61000-3-2;
EN 61000-3-3;
TÜV Rheinland Product Safety GmbH; BM 60015639 0001
98/37/EG
73/23/EWG_93/68/EEC
97/23/EG
89/336/EWG_93/68/EEC
90/396/EWG
89/686/EWG
87/404/EWG
R&TTED 1999/5/EG
2000/14/EG:
95/54/EG:
97/68/EG:
x
x
x
ISC GmbH
Eschenstraße 6
D-94405 Landau/Isar
Konformitätserklärung
D
erklärt folgende Konformität gemäß EU-Richtlinie
und Normen für Artikel
declares conformity with the EU Directive
and standards marked below for the article
F
déclare la conformité suivante selon la
directive CE et les normes concernant l’article
verklaart de volgende conformiteit in overeenstemming met de EU-richtlijn en normen voor
het artikel
E
declara la siguiente conformidad a tenor de la
directiva y normas de la UE para el artículo
P
declara a seguinte conformidade de acordo
com a directiva CE e normas para o artigo
S
förklarar följande överensstämmelse enl. EUdirektiv och standarder för artikeln
ilmoittaa seuraavaa Euroopan unionin direktiivien ja normien mukaista yhdenmukaisuutta
tuotteelle
erklærer herved følgende samsvar med EUdirektiv og standarder for artikkel
заявляет о соответствии товара
следующим директивам и нормам EC
izjavljuje sljedeću uskladjenost s odredbama i
normama EU za artikl.
declarå urmåtoarea conformitate cu linia directoare CE μi normele valabile pentru articolul.
ürün ile ilgili olarak AB Yönetmelikleri ve
Normlar∂ gere©ince aμa©∂daki uygunluk aç∂kla
mas∂n∂ sunar.
‰ЛПТУВИ ЩЛУ ·ОfiПФ˘ıЛ Ы˘МКˆУ›· Ы‡МКˆУ· МВ
ЩЛУ √‰ЛБ›· ∂∂ О·И Щ· ЪfiЩ˘Ф БИ· ЩФ ЪФ˚fiУ
I dichiara la seguente conformità secondo la
direttiva UE e le norme per l’articolo
attesterer følgende overensstemmelse i
henhold til EU-direktiv og standarder for
produkt
prohlašuje následující shodu podle směrnice
EU a norem pro výrobek.
H
a következő konformitást jelenti ki a termékekre vonatkozó EU-irányvonalak és normák
szerint
pojasnjuje sledečo skladnost po smernici EU
in normah za artikel.
ཚ
deklaruje zgodność wymienionego poniżej
artykułu z następującymi normami na
podstawie dyrektywy WE.
vydáva nasledujúce prehlásenie o zhode podľa
smernice EÚ a noriem pre výrobok.
деклаpиpа следното съответствие съгласно
диpективите и ноpмите на ЕС за пpодукта.
заявляє про відповідність згідно з Директивою
ЄС та стандартами, чинними для даного товару
.
deklareerib vastavuse järgnevatele EL direktiivi
dele ja normidele
deklaruoja atitikti pagal ES direktyvas ir normas
straipsniui
,
izjavljuje sledeçi konformitet u skladu s odred
bom EZ i normama za artikl
Atbilstības sertifikāts apliecina zemāk minēto preču
atbilstību ES direktīvām un standartiem
Samræmisyfirl‡sing sta›festir eftirfarandi samræmi
samkvæmt reglum Evfrópubandalagsins og stö›lum
fyrir vörur
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 17.10.2006 10:50 Uhr Seite 71
Page 72

72
Landau/Isar, den 19.07.2006
Pfister
Tech. Supervisor
Dicken-Abrichthobelmaschine NHM 260/230
Weichselgartner
General-Manager
Art.-Nr.: 44.199.00 I.-Nr.: 01016 Archivierung: 4419900-20-4155050
Subject to change without notice
EN 61029-1; prEN 61029-2-3; EN 55014-1; EN 55014-2; EN 61000-3-2;
EN 61000-3-3;
TÜV Rheinland Product Safety GmbH; BM 60015639 0001
98/37/EG
73/23/EWG_93/68/EEC
97/23/EG
89/336/EWG_93/68/EEC
90/396/EWG
89/686/EWG
87/404/EWG
R&TTED 1999/5/EG
2000/14/EG:
95/54/EG:
97/68/EG:
x
x
x
ISC GmbH
Eschenstraße 6
D-94405 Landau/Isar
Konformitätserklärung
D
erklärt folgende Konformität gemäß EU-Richtlinie
und Normen für Artikel
declares conformity with the EU Directive
and standards marked below for the article
F
déclare la conformité suivante selon la
directive CE et les normes concernant l’article
verklaart de volgende conformiteit in overeenstemming met de EU-richtlijn en normen voor
het artikel
E
declara la siguiente conformidad a tenor de la
directiva y normas de la UE para el artículo
P
declara a seguinte conformidade de acordo
com a directiva CE e normas para o artigo
S
förklarar följande överensstämmelse enl. EUdirektiv och standarder för artikeln
ilmoittaa seuraavaa Euroopan unionin direktiivien ja normien mukaista yhdenmukaisuutta
tuotteelle
erklærer herved følgende samsvar med EUdirektiv og standarder for artikkel
заявляет о соответствии товара
следующим директивам и нормам EC
izjavljuje sljedeću uskladjenost s odredbama i
normama EU za artikl.
declarå urmåtoarea conformitate cu linia directoare CE μi normele valabile pentru articolul.
ürün ile ilgili olarak AB Yönetmelikleri ve
Normlar∂ gere©ince aμa©∂daki uygunluk aç∂kla
mas∂n∂ sunar.
‰ЛПТУВИ ЩЛУ ·ОfiПФ˘ıЛ Ы˘МКˆУ›· Ы‡МКˆУ· МВ
ЩЛУ √‰ЛБ›· ∂∂ О·И Щ· ЪfiЩ˘Ф БИ· ЩФ ЪФ˚fiУ
I dichiara la seguente conformità secondo la
direttiva UE e le norme per l’articolo
attesterer følgende overensstemmelse i
henhold til EU-direktiv og standarder for
produkt
prohlašuje následující shodu podle směrnice
EU a norem pro výrobek.
H
a következő konformitást jelenti ki a termékekre vonatkozó EU-irányvonalak és normák
szerint
pojasnjuje sledečo skladnost po smernici EU
in normah za artikel.
ཚ
deklaruje zgodność wymienionego poniżej
artykułu z następującymi normami na
podstawie dyrektywy WE.
vydáva nasledujúce prehlásenie o zhode podľa
smernice EÚ a noriem pre výrobok.
деклаpиpа следното съответствие съгласно
диpективите и ноpмите на ЕС за пpодукта.
заявляє про відповідність згідно з Директивою
ЄС та стандартами, чинними для даного товару
.
deklareerib vastavuse järgnevatele EL direktiivi
dele ja normidele
deklaruoja atitikti pagal ES direktyvas ir normas
straipsniui
,
izjavljuje sledeçi konformitet u skladu s odred
bom EZ i normama za artikl
Atbilstības sertifikāts apliecina zemāk minēto preču
atbilstību ES direktīvām un standartiem
Samræmisyfirl‡sing sta›festir eftirfarandi samræmi
samkvæmt reglum Evfrópubandalagsins og stö›lum
fyrir vörur
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 17.10.2006 10:50 Uhr Seite 72
Page 73

73
D Nur für EU-Länder
Werfen Sie Elektrowerkzeuge nicht in den Hausmüll!
Gemäß europäischer Richtlinie 2002/96/EG über Elektro- und Elektronik-Altgeräte und Umsetzung in
nationales Recht müssen verbrauchte Elektrowerkzeuge getrennt gesammelt werden und einer
umweltgerechten Wiederverwertung zugeführt werden.
Recycling-Alternative zur Rücksendeaufforderung:
Der Eigentümer des Elektrogerätes ist alternativ anstelle Rücksendung zur Mitwirkung bei der sachgerechten Verwertung im Falle der Eigentumsaufgabe verpflichtet. Das Altgerät kann hierfür auch einer
Rücknahmestelle überlassen werden, die eine Beseitigung im Sinne der nationalen Kreislaufwirtschaftsund Abfallgesetzes durchführt. Nicht betroffen sind den Altgeräten beigefügte Zubehörteile und Hilfsmittel
ohne Elektrobestandteile.
For EU countries only
Never place any electric tools in your household refuse.
To comply with European Directive 2002/96/EC concerning old electric and electronic equipment and its
implementation in national laws, old electric tools have to be separated from other waste and disposed of
in an environment-friendly fashion, e.g. by taking to a recycling depot.
Recycling alternative to the demand to return electrical devices:
As an alternative to returning the electrical device, the owner is obliged to cooperate in ensuring that the
device is properly recycled if ownership is relinquished. This can also be done by handing over the used
device to a returns center, which will dispose of it in accordance with national commercial and industrial
waste management legislation. This does not apply to the accessories and auxiliary equipment without
any electrical components which are included with the used device.
F Uniquement pour les pays de l'Union Européenne
Ne jetez pas les outils électriques dans les ordures ménagères.
Selon la norme européenne 2002/96/CE relative aux appareils électriques et systèmes électroniques
usés et selon son application dans le droit national, les outils électriques usés doivent être récoltés à
part et apportés à un recyclage respectueux de l'environnement.
Possibilité de recyclage en alternative à la demande de renvoi :
Le propriétaire de l’appareil électrique est obligé, en guise d’alternative à un envoi en retour, à contribuer
à un recyclage effectué dans les règles de l’art en cas de cessation de la propriété. L’ancien appareil
peut être remis à un point de collecte dans ce but. Cet organisme devra l’éliminer dans le sens de la Loi
sur le cycle des matières et les déchets. Ne sont pas concernés les accessoires et ressources fournies
sans composants électroniques.
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 73
Page 74

74
I Solo per paesi membri dell'UE
Non gettate gli utensili elettrici nei rifiuti domestici.
Secondo la Direttiva europea 2002/96/CE sui rifiuti di apparecchiature elettriche ed elettroniche e
l'applicazione nel diritto nazionale gli elettroutensili usati devono venire raccolti separatamente e smaltiti
in modo ecologico.
Alternativa di riciclaggio alla richiesta di restituzione
Il proprietario dell’apparecchio elettrico è tenuto in alternativa, invece della restituzione, a collaborare in
modo che lo smaltimento venga eseguito correttamente in caso ceda l’apparecchio. L’apparecchio
vecchio può anche venire consegnato ad un centro di raccolta che provvede poi allo smaltimento
secondo le norme nazionali sul riciclaggio e sui rifiuti. Non ne sono interessati gli accessori e i mezzi
ausiliari senza elementi elettrici forniti insieme ai vecchi apparecchi.
Gælder kun EU-lande
Smid ikke el-værktøj ud som almindeligt husholdningsaffald.
I henhold til EF-direktiv 2002/96 om elektroaffald og dets omsættelse til national lovgivning skal brugt
el-værktøj indsamles adskilt og indleveres på genbrugsstation.
Recycling-alternativ til tilbagesendelse af brugt vare:
Ejeren af det elektroniske apparat er forpligtet til – som et alternativ i stedet for tilbagesendelse – at
medvirke til, at relevante dele af apparatet genanvendes ifølge miljøforskrifterne i tilfælde af overdra
gelse af ejerskab til tredjeperson. Det brugte apparat kan også overdrages til et deponeringssted, som vil
varetage bortskaffelsen af apparatets dele i overensstemmelse med nationale bestemmelser vedrørende
skrotning og genbrug. Ikke omfattet heraf er tilbehørsdele og hjælpemidler, som ikke indeholder
elektroniske komponenter.
Samo za zemlje Europske zajednice
Elektroalate ne bacajte u kućno smeće.
U skladu s europskom odredbom 2002/96/EG o starim električnim i elektroničkim uredjajima i njezinom
primjenom u okviru državnog prava, istrošeni elektroalati moraju se odvojeno sakupiti i zbrinuti na
ekološki način u svrhu recikliranja.
Alternativa s recikliranjem u odnosu na zahtjev za povrat uredjaja:
Vlasnik elektrouredjaja alternativno je obvezan da umjesto povrata robe u slučaju odricanja vlasništva
sudjeluje u stručnom zbrinjavanju elektrouredjaja. Stari uredjaj može se u tu svrhu prepustiti i stanici za
preuzimanje rabljenih uredjaja koja će provesti uklanjanje u smislu državnog zakona o recikliranju i
otpadu. Zakonom nisu obuhvaćeni dijelovi pribora ugradjeni u stare uredjaje i pomoćni materijali bez
električnih elemenata.
A Csak EU-országok
Ne dobja az elektromos szerszámokat a házi hulladék közé.
A villamos készülékekkel és elektromos-öregkészülékekkel kapcsolatos 2002/96/EG-i europai
irányvonalaknak valamint ezeknek a nemzeti jogban történő realizálásának megfelően az elhasznált
villamos szerszámokat külön kell gyüjteni és egy környezetbaráti újraértékesítéshez juttatni.
Újrahasznosítás-alternatíva a viszzaküldési felhíváshoz:
Az elektromos készülék tulajdonosa kötelezve van, a tulajdon feladása esetében, a visszaküldés helyett
alternatív egy szakszerű értékesítésre. Ehhez az öreg készüléket egy visszavevő helynek lehet
átengedni, amely a nemzetközi iparkörfolyamat és hulladéktörvény értelmében elvégzi a
megsemmisítést. Ez nem érrinti az öreg készülékekhez mellékelt villamosalkatrészek nélküli
tartozékrészeket és segítőeszközöket.
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 74
Page 75

75
Только для стран ЕС
Запрещено выбрасывать электроинструмент в обычный домашний мусор.
Согласно европейской директиве 2002/96/EG об использованных электрических и электронных
устройствах и реализации в правовой системе соответствующей страны необходимо
использованный электрический инструмент утилизировать отдельно и направлять на вторичную
переработку для охраны окружающей среды.
Вторичная переработка - альтернатива обязятельной отсылке устройства назад изґотовителю:
Владелец электрическоґо устройства в случае избавления от собственности обязан, в качестве
альтернативы отсылки назад изґотовителю, содействовать надлежащей утилизации. Пришедшее
в неґодность устройство может быть передано в приемный пункт, который осуществит
ликвидацию в соответствии с законом страны о цикличном производстве и обращении с
мусором. Это не относится к приложенным к пришедшему в неґодность оборудованию
дополнительным устройствам и вспомоґательным средствам, не содержащим электрические
части.
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 75
Page 76

76
Der Nachdruck oder sonstige Vervielfältigung von Dokumentation und
Begleitpapieren der Produkte, auch auszugsweise ist nur mit ausdrücklicher Zustimmung der ISC GmbH zulässig.
The reprinting or reproduction by any other means, in whole or in part,
of documentation and papers accompanying products is permitted only
with the express consent of ISC GmbH.
La réimpression ou une autre reproduction de la documentation et des
documents d’accompagnement des produits, même incomplète, n’est
autorisée qu’avec l’agrément exprès de l’entreprise ISC GmbH.
La ristampa o l’ulteriore riproduzione, anche parziale, della
documentazione o dei documenti d’accompagnamento dei prodotti è
consentita solo con l’esplicita autorizzazione da parte della ISC GmbH.
Eftertryk eller anden form for mangfoldiggørelse af skriftligt materiale,
ledsagepapirer indbefattet, som omhandler produkter, er kun tilladt
efter udtrykkelig tilladelse fra ISC GmbH.
Az termékek dokumentációjának és kisérô okmányainak az
utánnyomása és sokszorosítása, kivonatosan is csak az ISC GmbH
kifejezett beleegyezésével engedélyezett.
Naknadno tiskanje ili slična umnožavanja dokumentacije i pratećih
papira ovih proizvoda, čak i djelomično kopiranje, moguće je samo uz
izričito dopuštenje tvrtke ISC GmbH.
Перепечатывание или прочие виды размножения документации и
сопроводительных листов продукции фирмы, полностью или
частично, разрешено производить только с однозначного
разрешения ISC GmbH.
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 76
Page 77

77
Technische Änderungen vorbehalten
Technical changes subject to change
Sous réserve de modifications
Con riserva di apportare modifiche tecniche
Der tages forbehold för tekniske ændringer
Technikai változások jogát fenntartva
Zadržavamo pravo na tehnične izmjene.
Сохpaняeтcя прaво на тeхничeскиe изменения
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 77
Page 78

78
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 78
Page 79

79
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 79
Page 80

80
GUARANTEE CERTIFICATE
Dear Customer,
All of our products undergo strict quality checks to ensure that they reach you in perfect condition. In the unlikely
event that your device develops a fault, please contact our service department at the address shown on this
guarantee card. Of course, if you would prefer to call us then we are also happy to offer our assistance under
the service number printed below. Please note the following terms under which guarantee claims can be made:
1. These guarantee terms cover additional guarantee rights and do not affect your statutory warranty rights.
We do not charge you for this guarantee.
2. Our guarantee only covers problems caused by material or manufacturing defects, and it is restricted to the
rectification of these defects or replacement of the device. Please note that our devices have not been
designed for use in commercial, trade or industrial applications. Consequently, the guarantee is invalidated
if the equipment is used in commercial, trade or industrial applications or for other equivalent activities. The
following are also excluded from our guarantee: compensation for transport damage, damage caused by
failure to comply with the installation/assembly instructions or damage caused by unprofessional
installation, failure to comply with the operating instructions (e.g. connection to the wrong mains voltage or
current type), misuse or inappropriate use (such as overloading of the device or use of non-approved tools
or accessories), failure to comply with the maintenance and safety regulations, ingress of foreign bodies
into the device (e.g. sand, stones or dust), effects of force or external influences (e.g. damage caused by
the device being dropped) and normal wear resulting from proper operation of the device.
The guarantee is rendered null and void if any attempt is made to tamper with the device.
3. The guarantee is valid for a period of 2 years starting from the purchase date of the device. Guarantee
claims should be submitted before the end of the guarantee period within two weeks of the defect being
noticed. No guarantee claims will be accepted after the end of the guarantee period. The original guarantee
period remains applicable to the device even if repairs are carried out or parts are replaced. In such cases,
the work performed or parts fitted will not result in an extension of the guarantee period, and no new
guarantee will become active for the work performed or parts fitted. This also applies when an on-site
service is used.
4. In order to assert your guarantee claim, please send your defective device postage-free to the address
shown below. Please enclose either the original or a copy of your sales receipt or another dated proof of
purchase. Please keep your sales receipt in a safe place, as it is your proof of purchase. It would help us if
you could describe the nature of the problem in as much detail as possible. If the defect is covered by our
guarantee then your device will either be repaired immediately and returned to you, or we will send you a
new device.
Of course, we are also happy offer a chargeable repair service for any defects which are not covered by the
scope of this guarantee or for units which are no longer covered. To take advantage of this service, please send
the device to our service address.
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 80
Page 81

81
F
BULLETIN DE GARANTIE
Chère Cliente, Cher Client,
Nos produits sont soumis à un contrôle de qualité très strict. Si cet appareil devait toutefois ne pas fonctionner
impeccablement, nous en serions désolés. Dans un tel cas, nous vous prions de bien vouloir prendre contact
avec notre service après-vente à l‘adresse indiquée sur le bulletin de garantie. Nous restons également
volontiers à votre disposition au numéro de téléphone de service indiqué plus bas. Pour faire valoir une
demande de garantie, ce qui suit est valable :
1. Les conditions de garantie règlent les prestations de garantie supplémentaires. Vos droits de garantie
légaux ne sont en rien altérés par la garantie présente. Notre prestation de garantie est gratuite.
2. La prestation de garantie s’applique exclusivement aux défauts occasionnés par des vices de fabrication ou
de matériau et est limitée à l’élimination de ces défauts ou encore au remplacement de l’appareil. Veillez au
fait que nos appareils, conformément à leur affectation, n’ont pas été construits pour être utilisés dans un
environnement professionnel, industriel ou artisanal. Un contrat de garantie ne peut avoir lieu dès lors que
l’appareil est utilisé à des activités dans des entreprises professionnelles, artisanales ou industrielles ou
toute autre activité du même genre. Sont également exclus de notre garantie : les prestations de
substitution de dommages dus aux transports, les dommages occasionnés par le non-respect des
instructions de montage ou en raison d’une installation non conforme, du non-respect du mode d’emploi
(comme par exemple le raccordement à une mauvaise tension réseau ou à un mauvais type de courant),
les applications abusives ou non conformes (comme par exemple une surcharge de l’appareil ou encore
l’emploi d’accessoires non homologués), le non-respect des prescriptions de maintenance et de sécurité,
l’infiltration de corps étrangers dans l’appareil (comme par exemple du sable, des pierres ou de la
poussière), l’emploi de la force ou l’influence extérieure (comme par exemple les dommages dus à une
chute), ainsi que l’usure normale conforme à l’utilisation.
Le droit à la garantie disparaît dès lors que des interventions ont lieu sur l’appareil.
3. Le délai de garantie s’élève à 2 ans et commence à la date de l’achat de l’appareil. Les demandes de
garanties doivent être présentées avant écoulement du délai de garantie, dans les deux semaines suivant
le moment auquel le défaut a été reconnu. Toute reconnaissance de demande de garantie après
écoulement du délai de garantie est exclue. La réparation ou l’échange de l’appareil n’entraîne nullement
une prolongation de la durée de garantie. Elle ne fait pas non plus commencer un nouveau délai de
garantie, en raison de cette prestation, pour l’appareil ou pour toute autre pièce de rechange intégrée. Ceci
est également valable lorsqu’un service après-vente sur place a été consulté.
4. Pour faire reconnaître votre demande de garantie, veuillez nous envoyer l’appareil défectueux franco de
port à l’adresse indiquée ci-dessous. Ajoutez à l’envoi l’original du bon d’achat ou de tout autre preuve de
l’achat datée. Veuillez donc toujours bien conserver le bon d’achat en guise de preuve ! Décrivez la raison
de la réclamation le plus précisément possible. Si le défaut de l’appareil est compris dans notre prestation
de garantie, nous vous retournerons sans délai un appareil réparé ou encore un nouveau.
Bien entendu, nous sommes prêts également à réparer les appareils défectueux contre remboursement des
frais, dès lors que l’appareil n’est plus ou pas garanti. Pour ce faire, veuillez envoyer l’appareil à notre adresse
de service après-vente.
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 81
Page 82

82
I
CERTIFICATO DI GARANZIA
Gentili clienti,
i nostri prodotti sono soggetti ad un rigido controllo di qualità. Se l’apparecchio non dovesse tuttavia funzionare
correttamente, ci scusiamo e vi preghiamo di rivolgervi al nostro servizio di assistenza clienti all’indirizzo
indicato in questa scheda di garanzia. Siamo a vostra disposizione anche telefonicamente al numero del
servizio assistenza sotto indicato. Per la rivendicazione dei diritti di garanzia vale quanto segue:
1. Queste condizioni di garanzia regolano ulteriori prestazioni di garanzia. La presente garanzia non tocca i
vostri diritti al ricorso di garanzia previsti dalla legge. Le nostre prestazioni di garanzia sono per voi gratuite.
2. La prestazione di garanzia riguarda esclusivamente le anomalie riconducibili a difetti del materiale o di
produzione ed è limitata all’eliminazione di queste anomalie o alla sostituzione dell’apparecchio. Tenete
presente che i nostri apparecchi non sono stati costruiti per l’impiego professionale, artigianale o
industriale. Un contratto di garanzia non viene concluso quando l’apparecchio viene usato in imprese
commerciali, artigianali o industriali, o con attività equivalenti. Dalla nostra garanzia sono escluse inoltre le
prestazioni di risarcimento per danni dovuti al trasporto o danni causati dalla mancata osservanza delle
istruzioni per il montaggio o per installazione non corretta, dalla mancata osservanza delle istruzioni per
l’uso (come per es. collegamento a tensione di rete o tipo di corrente non corretto), dall’uso improprio o
illecito (come per es. sovraccarico dell’apparecchio o utilizzo di utensili o accessori non consentiti), dalla
mancata osservanza delle norme di sicurezza e di manutenzione, dalla penetrazione di corpi estranei
nell’apparecchio (come per es. sabbia, pietre o polvere), dall’impiego della forza o dall’influsso esterno
(come per es. danni dovuti a caduta) e dall’usura normale e dovuta all’impiego.
Il diritti di garanzia decadono quando sono già effettuati interventi sull’apparecchio.
3. Il periodo di garanzia è 2 anni e inizia alla data d’acquisto dell’apparecchio. I diritti di garanzia devono
essere fatti valere prima della scadenza del periodo di garanzia, entro due settimane dopo avere accertato
il difetto. È esclusa la rivendicazione di diritti di garanzia dopo la scadenza del relativo periodo. La
riparazione o la sostituzione dell’apparecchio non comporta una proroga del periodo di garanzia e con
questa prestazione per l’apparecchio o per pezzi di ricambio eventualmente installati non inizia un nuovo
periodo di garanzia. Questo vale anche nel caso si ricorra ad un servizio sul posto.
4. Per la rivendicazione dei vostri diritti di garanzia inviate l’apparecchio difettoso franco di porto all’indirizzo
sotto indicato. Allegate lo scontrino di cassa in originale o un’altra prova d’acquisto che riporti la data.
Conservate bene perciò lo scontrino di cassa come prova! Indicate il motivo di reclamo nel modo più
dettagliato possibile. Se il difetto dell’apparecchio rientra nella nostra prestazione di garanzia, ricevete
l’apparecchio riparato o un apparecchio nuovo a stretto giro di posta.
Naturalmente effettuiamo a pagamento anche riparazioni sull’apparecchio che non rientrano o non rientrano più
nella garanzia. A tale scopo inviate l’apparecchio all’indirizzo del servizio assistenza.
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 82
Page 83

83
N
GARANTIBEVIS
Kære kunde!
Vore produkter er underlagt streng kvalitetskontrol. Hvis produktet alligevel på et tidspunkt skulle udvise fejl,
beklager vi naturligvis dette og beder dig kontakte vores kundeservice på adressen, som står angivet på dette
garantibevis. Du kan naturligvis også ringe til os på det nedenfor angivne servicenummer. For indfrielse af
garantikrav gælder følgende:
1. Nærværende garanti fastsætter betingelserne for udvidede garantiydelser. Garantibestemmelser fastsat
ved lov berøres ikke af nærværende garanti. Vores garantiydelse er gratis.
2. Garantiydelsen omfatter udelukkende mangler, som kan føres tilbage til materiale- eller produktionsfejl, og
begrænser sig til afhjælpning af disse resp. levering af erstatningsprodukt. Bemærk, at vore produkter ikke
er konstrueret til erhvervsmæssig, håndværksmæssig eller industriel brug. Garantiaftale kan derfor ikke
anses for indgået, såfremt produktet anvendes i erhvervsmæssigt, håndværksmæssigt, industrielt eller
lignende øjemed. Endvidere dækker garantien ikke erstatningsydelser for transportskader, skader som
følge af tilsidesættelse af montagevejledningens anvisninger eller som følge af usagkyndig installation,
tilsidesættelse af brugsanvisningen (f.eks. tilslutning til forkert netspænding eller strømtype), misbrug eller
usagkyndig anvendelse (f.eks. overbelastning eller brug af værktøj eller tilbehør, som ikke er godkendt),
tilsidesættelse af vedligeholdelses- og sikkerhedsforskrifter, indtrængen af fremmedlegemer i apparatet
(f.eks. sand, sten eller støv), brug af vold eller eksterne påvirkninger udefra (f.eks. fordi produktet tabes)
samt skader, der hidrører fra almindelig slitage.
Garantien mister sin gyldighed, hvis der allerede er blevet foretaget indgreb i apparatet.
3. Garantiperioden udgør 2 år at regne fra købsdatoen. Garantikrav skal gøres gældende inden for to uger,
efter at defekten er blevet konstateret. Garantikrav kan ikke gøres gældende efter garantiperiodens udløb.
Reparation eller udskiftning af apparatet medfører ikke forlængelse af garantiperioden, heller ikke for
eventuelt indbyggede reservedele. Dette gælder også servicearbejder, der foretages på stedet.
4. For at kunne gøre garantikrav gældende skal du sende det defekte produkt portofrit til nedenstående
adresse. Original købskvittering eller lignende dateret dokumentation skal vedsendes. Købskvitteringen
skal gemmes som dokumentation! Beskriv venligst så nøjagtigt som muligt grunden til din reklamation. Er
defekten omfattet af garantien, vil produktet omgående blive repareret og returneret, eller du vil modtage et
helt nyt.
Mod betaling udbedrer vi naturligvis også gerne defekter på produktet, som ikke/ikke længere er omfattet af
garantien. Du skal blot indsende produktet til vores serviceadresse.
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 10:28 Uhr Seite 83
Page 84

84
GARANCIAOKMÁNY
Tisztelt Vevő,
termékeink szigorú minőségi kontroll alá vannak vetve. Ha ez a készülék mégis egyszer nem működne
kifogástalanul, akkor azt nagyon sajnáljuk és kérjük Önt forduljon a szervízszolgáltatásunkhoz amely ebben a
garanciakártyában megadott cím alatt található. Szívesen állunk a rendelkezésére telefonon is, az alul megadott
szervízszám alatt. A garanciaigények érvényesítésére a következőek érvényesek:
1. Ezek a garanciafeltételek szabályozzák a kiegészítő garanciateljesítményeket. A jogi szavatossági igények,
ez a garnacia által nincsennek érintve. A garanciateljesítményünk az Ön számára ingyenes.
2. A garancaitelyesítmény csak kizárólagosan olyan hibákra terjed ki, amelyek anyag- vagy gyártási hibákra
visszavezethetőek és ezeknek a hibáknak a kiküszöbölésére ill. a készülék kicserélésére van korlátozva.
Kérjük vegye figyelembe, hogy a készülékeink a meghatározásuk szerint nem kisipari, kézműipari vagy ipari
üzemek területén történő bevetésre lettek tervezve. Ezért a garanciaszerződés nem jön létre, ha a készülék
kisipari, kézműipari vagy ipari üzemek területén valamint egyenértékű tevékenységek területén van
használva. Továbbá a következő kárpótlási teljesítmények mint a szállítási károkért, károkért amelyek az
összeszerelési utasítás figyelmen kívül hagyása vagy amelyek a nem szakszerű felszerelés, a használati
utasítás figyelmen kívül hagyása (mint például egy rossz hálózati feszültségre vagy áramfajtára való
rákapcsolás), visszaélésszerű vagy nem szakszerű használatok (mint például a készülék túlterhelése vagy
nem engedélyezett betétszerszámok vagy tartozékok), a karbantartási és biztonsági határozatok figyelmen
kívül hatása, idegen testek behatolása a készülékbe (mint például homok, kövek vagy por)
erőszakbehatolás vagy idegen behatások (mint például leejtés általi károk) úgymint a használat általi,
szokásos kopások által keletkező károk ki vannak zárva.
A készüléken történő előzetes belenyúlás esetén elveszítődik a garanciajogosultság.
3. A garanciaidő érvényessége 2 év és a készülék vásárlási időpontjával kezdődik. A garanciaigények a
garanciaidő lejárása előtt, két héten belűl érvényesíteni kell, miután felismerte a hibát. A garanciajog
érvényesítése a garancia idő lejárása után ki van zárva. A készülék kicserélése vagy megjavítása nem
vezet a garancia időtartamának a meghosszabításához se nem vezet ez a teljesítmény a készülék vagy az
esetleg beépített pótalkatrészek egy új garanciaidőtartamhoz. Ez egy helyszíni szervíz esetében is
érvényes.
4. A garanciajog érvényesítéséhez kérjük küldje a defekt készüléket bérmentesen a lent megadott címre.
Mellélkelje a vásárlási nyugtát erdetiben vagy egyébb módon levő bizonylatot a vásárlás keltéről. Kérjük
őrizze ezért jól meg a pénztári cédulát mind bizonyítékot! Kérjük írja le lehetőleg pontosan a reklamáció
okát. Ha a defekt a garnciateljesítményünk keretén belül van, akkor kap azonnal egy megjavított vagy egy új
készüléket vissza.
Magától érthetődő, hogy a költségek megtérítése ellenében szívesen megjavítsuk azokat a készüléken levő
defekteket amelyek a garancia terjedelme nem vagy már nem érinti. Ehhez küldje kérjük a készüléket a
szervícímünkre.
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 9:55 Uhr Seite 84
Page 85

85
JAMSTVENI LIST
Poštovani kupče,
naši proizvodi podliježu strogoj kontroli kvalitete. Žao nam je ako bi ipak došlo do toga da uređaj ne funkcionira
besprijekorno i zamolili bismo Vas da se u tom slučaju obratite na adresu naše servisne službe navedenu ispod
ovog jamstva. Također smo Vam na raspolaganju na dolje navedenom telefonskom broju servisne službe. Za
traženje jamstvenog zahtjeva vrijedi sljedeće:
1. Ovi jamstveni uvjeti reguliraju dodatne jamstvene usluge. Ovo jamstvo ne zadire u Vaše zakonsko pravo
zahtjeva za ostvarenje jamstvenih usluga. Realizacija jamstvenih usluga je besplatna.
2. Jamstvena usluga obuhvaća isključivo nedostatke nastale zbog greške na materijalu ili tijekom proizvodnje i
ograničen je na uklanjanje tih nedostataka odnosno zamjenu uređaja. Molimo da obratite pažnju na to da
naši uređaji nisu konstruirani za korištenje u komercijalne svrhe niti u obrtu i industriji. Prema tome, ugovor o
jamstvu ne može se ostvariti ako se uređaj koristi u obrtničkim ili industrijskim pogonima kao i u sličnim
djelatnostima. Nadalje su iz jamstva isključene usluge zamjene proizvoda u slučaju transportnih oštećenja,
šteta zbog nepridržavanja uputa za montažu ili zbog nestručne instalacije, nepridržavanja uputa za uporabu
(kao npr. zbog priključka na pogrešni mrežni napon ili vrstu struje), zbog zloporaba ili nestručnih primjena
(kao npr. preopterećenje uređaja ili korištenje nedopuštenih alata ili pribora), u slučaju nepridržavanja uputa
za održavanje i sigurnosnih odredbi, zbog prodiranja stranih tijela u uređaj (npr. pijeska, kamenja ili
prašine), nasilne primjene ili vanjskih utjecaja (kao npr. oštećenja zbog pada) kao i zbog uobičajenog
trošenja tijekom korištenja.
Zahtjev za jamstvo prestaje biti valjan ako su na uređaju već izvršeni neki zahvati.
3. Jamstveni rok iznosi 2 godine a započinje s datumom kupnje uređaja. Jamstveni zahtjevi ostvaruju se prije
isteka jamstvenog roka unutar dvije godine nakon što ste uočili kvar. Ostvarenje jamstvenog zahtjeva nakon
isteka jamstvenog roka je isključeno. Popravkom ili zamjenom uređaja ne produljuje se jamstveni rok niti se
tom uslugom ostvarujenovi jamstveni rok za uređaj ili ostale ugrađene rezervne dijelove. To također vrijedi i
kod korištenja servisa na licu mjesta.
4. Da biste ostvarili svoj jamstveni zahtjev, molimo Vas da nam pošaljete neispravan uređaj bez plaćanja
poštarine na dolje navedenu adresu. Priložite originalni računa za kupnju uređaja ili neki drugi dokaz o
kupnji s datumom. Molimo Vas da zbog tog razloga dobro sačuvate račun kao dokaz! Što točnije opišite
razlog reklamacije. Ako naša jamstvena usluga obuhvaća kvar nastao na Vašem uređaju, odmah ćemo
Vam vratiti popravljeni ili novi uređaj.
Razumljivo je da ćemo za naknadu troškova ukloniti i kvarove koje jamstvena usluga ne obuhvaća. U tom
slučaju pošaljite uređaj na adresu našeg servisa.
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 85
Page 86

86
ГАРАНТИЙНОЕ СВИДЕТЕЛЬСТВО
Глубокоуважаемый клиент, глубокоуважаемая клиентка,
Качество наших продуктов подвергаются тщательному контролю. Если несмотря на это когда-либо
возникнут к нашему большому сожалению нарушения в работе инструмента, то мы просим Вас
обратиться в нашу службу сервиса по указанному в этой гарантийной карте адресу. Мы также охотно
ответим на Ваши вопросы по телефону, номер которого приведен ниже. Для предъявления претензий
по гарантийному обслуживанию действительно следующее:
1. Настоящие правила гарантии регулируют дополнительные условия оказания гарантийных услуг.
Эти гарантийные обязательства не затрагивают Ваши законные права на гарантийное
обслуживание. Наши гарантийные услуги для Вас бесплатны.
2. Гарантийные услуги распространяются только на неисправности, которые возникли в результате
недостатков материала или процесса изготовления и предусматривают только устранение этих
недостатков или замену устройства. Необходимо учесть, что наши устройства разработаны
согласно предписаниям для использования в промышленных, ремесленных или индустриальных
областях. Гарантийный договор считается недействительным, если устройство используется в
промышленных, ремесленных или индустриальных целях, а также для подобной деятельности.
Наши гарантийные обязательства не распространяются на повреждения при транспортировке,
повреждения в результате несоблюдения указаний руководства по монтажу или в результате
проведенной ненадлежащим образом инсталляции, несоблюдения указаний руководства по
эксплуатации (таких как например, подключение к сети с ненадлежащим параметром напряжения),
используется неправильно или ненадлежащим образом (например, перегрузка устройства или
использование не допущенных к применению насадок или принадлежностей), при несоблюдении
правил технического обслуживания и техники безопасности, при попадании посторонних
предметов в устройство (таких как например: песок, камни или пыль), при использовании силы или
посторонних воздействий (таких как например, повреждения в результате падения), а также при
обычном износе в результате использования.
Право на гарантийное обслуживание теряет силу, если были осуществлены вмешательства в
инструмент.
3. Гарантийный срок составляет 2 года и начинается со дня покупки устройства. Гарантийные права
необходимо предъявлять до истечения срока гарантии в течении двух недель после того как будет
обнаружена неисправность. Заявления на гарантийное обслуживание после истечения срока
гарантии не принимаются. Ремонт или замена устройства не ведет к удлинению срока службы и с
этими услугами не начинается новый срок гарантии для устройства или установленных запасных
деталей. Это действует также в случае оказания сервисных услуг по месту нахождения клиента.
4. Для предъявления претензий на гарантийное обслуживание вышлите, пожалуйста, неисправное
устройство без оплаты почтовых расходов по указанному ниже адресу. Приложите квитанцию
покупки в оригинале или любое другое свидетельство о совершенной покупке с указанной датой.
Необходимо поэтому сохранять кассовый чек для доказательства! Пожалуйста, опишите причину
предъявляемых претензий как можно точнее. Если неисправное устройство подлежит
гарантийному обслуживанию, то Вы получите незамедлительно отремонтированное или новое
устройство обратно.
Само собой разумеется, мы можем также устранить при оплате затрат неисправности устройства,
которые не входят в объем гарантийных услуг или при истечении срока гарантии. Для этого Вам
необходимо выслать устройство на адрес нашей службы сервиса.
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 86
Page 87

87
D
GARANTIEURKUNDE
Sehr geehrte Kundin, sehr geehrter Kunde,
unsere Produkte unterliegen einer strengen Qualitätskontrolle. Sollte dieses Gerät dennoch einmal nicht einwandfrei funktionieren, bedauern wir dies sehr und bitten Sie, sich an unseren Servicedienst unter der auf dieser Garantiekarte angegebenen Adresse zu wenden. Gern stehen wir Ihnen auch telefonisch über die unten
angegebene Servicerufnummer zur Verfügung. Für die Geltendmachung von Garantieansprüchen gilt Folgendes:
1. Diese Garantiebedingungen regeln zusätzliche Garantieleistungen. Ihre gesetzlichen
Gewährleistungsansprüche werden von dieser Garantie nicht berührt. Unsere Garantieleistung ist für Sie
kostenlos.
2. Die Garantieleistung erstreckt sich ausschließlich auf Mängel, die auf Material- oder Herstellungsfehler
zurückzuführen sind und ist auf die Behebung dieser Mängel bzw. den Austausch des Gerätes beschränkt.
Bitte beachten Sie, dass unsere Geräte bestimmungsgemäß nicht für den gewerblichen, handwerklichen
oder industriellen Einsatz konstruiert wurden. Ein Garantievertrag kommt daher nicht zustande, wenn das
Gerät in Gewerbe-, Handwerks- oder Industriebetrieben sowie bei gleichzusetzenden Tätigkeiten
eingesetzt wird.
Von unserer Garantie sind ferner Ersatzleistungen für Transportschäden, Schäden durch Nichtbeachtung
der Montageanleitung oder aufgrund nicht fachgerechter Installation, Nichtbeachtung der
Gebrauchsanleitung (wie durch z.B. Anschluss an eine falsche Netzspannung oder Stromart),
missbräuchliche oder unsachgemäße Anwendungen (wie z.B. Überlastung des Gerätes oder Verwendung
von nicht zugelassenen Einsatzwerkzeugen oder Zubehör), Nichtbeachtung der Wartungs- und
Sicherheitsbestimmungen, Eindringen von Fremdkörpern in das Gerät (wie z.B. Sand, Steine oder Staub),
Gewaltanwendung oder Fremdeinwirkungen (wie z. B. Schäden durch Herunterfallen) sowie durch
verwendungsgemäßen, üblichen Verschleiß ausgeschlossen.
Der Garantieanspruch erlischt, wenn an dem Gerät bereits Eingriffe vorgenommen wurden.
3. Die Garantiezeit beträgt 2 Jahre und beginnt mit dem Kaufdatum des Gerätes. Garantieansprüche sind vor
Ablauf der Garantiezeit innerhalb von zwei Wochen, nachdem Sie den Defekt erkannt haben, geltend zu
machen. Die Geltendmachung von Garantieansprüchen nach Ablauf der Garantiezeit ist ausgeschlossen.
Die Reparatur oder der Austausch des Gerätes führt weder zu einer Verlängerung der Garantiezeit noch
wird eine neue Garantiezeit durch diese Leistung für das Gerät oder für etwaige eingebaute Ersatzteile in
Gang gesetzt. Dies gilt auch bei Einsatz eines Vor-Ort-Services.
4. Für die Geltendmachung Ihres Garantieanspruches übersenden Sie bitte das defekte Gerät portofrei an die
unten angegebene Adresse. Fügen Sie den Verkaufsbeleg im Original oder einen sonstigen datierten
Kaufnachweis bei. Bitte bewahren Sie deshalb den Kassenbon als Nachweis gut auf! Beschreiben Sie uns
bitte den Reklamationsgrund möglichst genau. Ist der Defekt des Gerätes von unserer Garantieleistung
erfasst, erhalten Sie umgehend ein repariertes oder neues Gerät zurück.
Selbstverständlich beheben wir gegen Erstattung der Kosten auch gerne Defekte am Gerät, die vom Garantieumfang nicht oder nicht mehr erfasst sind. Dazu senden Sie das Gerät bitte an unsere Serviceadresse.
iSC Gmbh • Eschenstrasse. 6 • 94405 Landau/Isar (Deutschland)
Telefon: +49 [0] 180 5 120 509 • Telefax +49 [0] 180 5 835 830 (Anrufkosten: 0,14 € / Minute, Festnetz der T-Com)
E-Mail: info@isc-gmbh.info
• Internet: www.isc-gmbh.info
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 87
Page 88

Name:
Service Hotline: 01805 120 509 (0,14 €/min. Festnetz T-Com) - Mo-Fr. 8:00-20:00 Uhr
Straße / Nr.:
PLZ Ort
Mobil:
Telefon:
Projektnummer RT:
Kaufbeleg-Nr. / Datum:
Garantie:
JA
NEIN
Welcher Fehler ist aufgetreten (genaue Angabe):
Art.-Nr.: I.-Nr.:
Sehr geehrte Kundin, sehr geehrter Kunde,
bitte beschreiben Sie uns die von Ihnen festgestellte Fehlfunktion Ihres Gerätes als Grund Ihrer Beanstandung möglichst genau. Dadurch können wir
für Sie Ihre Reklamation schneller bearbeiten und Ihnen schneller helfen. Eine zu ungenaue Beschreibung mit Begriffen wie „Gerät funktioniert nicht“
oder „Gerät defekt“ verzögert hingegen die Bearbeitung erheblich.
Service Hotline kontaktieren - es wird Ihnen eine Projektnummer zugeteilt l Bitte Ihre Anschrift eintragen l Fehlerbeschreibung und bitte Art.-Nr.
und I.-Nr. angeben l Garantiefall JA/NEIN bitte ankreuzen sowie Kaufbeleg-Nr. und Datum bitte angeben und eine Kopie des Kaufbeleges bitte beilegen
EH 10/2006
Anleitung NHM 260-400-230_SPK1:Anleitung NMH 260-400-230_SPK1 02.10.2006 8:23 Uhr Seite 88
 Loading...
Loading...