

Page 1
Pag.1
Instruction Manual
Edition A
INSTRUCTION MANUAL
Band Saw Machine
type
C-530 NC
March 2003
Page 2

Pag.2
Instruction Manual
Edition A
INDEX..................................................................................ERRORE. IL SEGNALIBRO NON È DEFINITO.
CE DECLARATION.........................................................................................................................5
GENERAL WARNINGS ..................................................................................................................6
1. GENERAL INFORMATION.................................................................................................................7
1.1. Goal of this manual...................................................................................................................7
1.2. Regulations to refer...................................................................................................................7
1.3. Manual description....................................................................................................................7
2. MACHINE IDENTIFICATION DATA....................................................................................................8
2.1 Main costructive characteristics.................................................................................................9
2.2. Blade speed...............................................................................................................................9
2.3. Working surface........................................................................................................................9
2.4. Indexing ....................................................................................................................................9
2.5. Vises........................................................................................................................................10
OW TO USE THE INSTRUCTION MANUAL.....................................................................................11
3. H
3.1. Who should read the instruction manual ?..............................................................................11
3.2. Where to keep this manual......................................................................................................11
3.3. Strength of this manual...........................................................................................................11
3.4. Manual update.........................................................................................................................11
3.5. How to obtain more copies .....................................................................................................12
3.6. If the machine change owner .................................................................................................12
3.7. Suggestions.............................................................................................................................12
4. L
IABILITY LIMITS..........................................................................................................................13
4.1 Inappropriate use of the machine.............................................................................................13
5. TYPE OF USE ALLOWED.................................................................................................................14
5.1. Machine addressee.................................................................................................................14
5.2. Operator ..................................................................................................................................14
5.3. Regulation...............................................................................................................................14
5.4 Typical use...............................................................................................................................14
5.5. Limits using the saw ...............................................................................................................15
5.6. Workable materials.................................................................................................................15
5.7. Work area...............................................................................................................................15
5.8. Work place..............................................................................................................................15
5.9. Command modes, stop, emergency stop and out of service..................................................16
5.9.1 Command modes ..............................................................................................................16
5.9.1.1. Stop...............................................................................................................................16
5.9.1.2. Emergency stop.............................................................................................................16
5.9.1.3. Out of service................................................................................................................16
5.9.1.4. Safety precautions.........................................................................................................16
6. TECHNICAL DESCRIPTION.............................................................................................................17
6.1. Machine structure....................................................................................................................17
6.1.1. Base frame........................................................................................................................17
6.1.2. Chip conveyor.................................................................................................................17
6.1.3. Indexing ...........................................................................................................................17
6.1.4. Vises.................................................................................................................................18
6.2. Cutting bridge .........................................................................................................................18
6.2.1 Cutting bridge frame.........................................................................................................18
6.2.2 Guiding columns...............................................................................................................18
Page 3

Pag.3
Instruction Manual
6.2.3 Columns connection..........................................................................................................18
6.2.4 Lifting cylinder..................................................................................................................19
6.2.5 Blade tension assembly.....................................................................................................19
6.2.6 Band drive assembly.........................................................................................................19
6.2.7 Band brush assembly.........................................................................................................19
6.2.8 Left and right band guides.................................................................................................19
6.2.9 Cutting servo-control ........................................................................................................19
6.2.10 Wheels............................................................................................................................20
6.2.11 Band drive motor (Exhibit A07).....................................................................................20
6.3. Hydraulic power unit...............................................................................................................20
6.3.1 Motor-pump assembly ......................................................................................................20
6.3.2 Oil reservoir ......................................................................................................................20
6.3.3 Solenoid valves.................................................................................................................20
6.4. Electrical system....................................................................................................................21
6.4.1 Control console.................................................................................................................21
6.4.2 Control enclosure..............................................................................................................21
7. MACHINE PROTECTIONS ...............................................................................................................22
8. HOW TO MOVE THE MACHINE.......................................................................................................23
9. HOW TO INSTALL THE MACHINE...................................................................................................24
10. WHAT TO DO TO PREPARE THE MACHINE TO OPERATE .............................................................25
11. SAFETY DEVICES..........................................................................................................................26
11.1 Limit switches and segnalation devices.................................................................................26
11.1.1. Limit switches................................................................................................................26
11.1.2. speed reducer..................................................................................................................26
11.1.3. Mechanical extra stroke .................................................................................................26
11.1.4. Signals............................................................................................................................26
11.1.5. Led, indicators and signals to avoid danger situations...................................................26
11.1.6. Protection devices..........................................................................................................26
11.2. Fix protections ......................................................................................................................26
11.3. Moveable protections............................................................................................................27
11.4. Safety features set-up............................................................................................................27
12. USE OF THE MACHINE..................................................................................................................28
12.1. How to use the machine – The Saw 3 control.......................................................................28
12.1.1 What the Saw 3 is ...........................................................................................................28
12.1.2 Switching the Saw 3 ON.................................................................................................28
12.1.3 Machine status icons.......................................................................................................29
12.1.4 Status icons .....................................................................................................................29
Edition A
12.1.5 Manual cycle .......................................................................................................29
12.1.5.1 Manual operation with the material handling (option) ...............................31
12.1.6 Semi automatic cycle
12.1.7 Automatic cycle
12.1.7.1 Programs directory ..........................................................................................31
12.1.7.2 Create a new cutting program ......................................................................32
12.1.7.2.1 How proceed to create your working list (only for material handling).................32
...........................................................................................31
....................................................................................................31
Page 4
Pag.4
Instruction Manual
12.1.7.3 Running a program.......................................................................................................33
12.1.7.4 How to modify the current cutting program (PGM function)......................................33
12.1.8. How to select the type of coolant (for machine which applies mist lubricator units)....33
12.1.9 General information concerning parameters setup .................................................33
12.1.10 Select your country language .............................................................................36
12.1.11 Inputs & outputs testing screen ..........................................................................36
12.1.12 Software update.............................................................................................................36
12.1.13 Help function.................................................................................................................37
12.2. Head feed control..................................................................................................................37
12.2.1 How to select the feed system (option)...........................................................................37
12.3. Automatic workstop (option)................................................................................................37
12.3.1 How to reset the automatic workstop sensor ..................................................................38
12.4. Band deviation monitor (option)...........................................................................................38
13. HOW TO DISMANTLE THE MACHINE............................................................................................39
14. ORDINARY PROBLEMS..................................................................................................................40
14.1. Base.......................................................................................................................................40
14.1.1. Base (Exhibit A02).........................................................................................................40
14.1.2 Chip conveyor.................................................................................................................40
14.1.3. Index...............................................................................................................................40
14.2. Cutting bridge .......................................................................................................................40
14.2.1 Columns..........................................................................................................................40
14.2.2 Connection bar................................................................................................................41
14.2.3 Lifting cylinder................................................................................................................41
14.2.4 Blade tension assembly...................................................................................................41
14.2.5 Band drive assembly.......................................................................................................41
14.2.6 Guide arms......................................................................................................................41
14.2.7 Band brush assembly.......................................................................................................41
14.2.8 Wheels.............................................................................................................................41
14.2.9 Servo-cutting device .......................................................................................................42
14.2.10 Rapid approach .............................................................................................................42
14.3 Coolant system.......................................................................................................................42
14.4 Hydraulic power unit..............................................................................................................42
14.5 Electric control panel .............................................................................................................42
MAINTENANCE .............................................................................................................................43
15.
15.1 Lubrication.............................................................................................................................43
15.2. Problems ...............................................................................................................................44
15.3. Blade replacement.................................................................................................................44
16.
REMAINING DANGERS ..................................................................................................................46
17. PERSONEL TRAINING...................................................................................................................47
18. MACHINE DISMANTLE .................................................................................................................48
PROOF OF TEST............................................................................................................................49
SPARE PARTS LIST......................................................................................................................50
ELECTRICAL AND HYDRAULIC SCHEMATICS..................................................................72
Edition A
Page 5
Pag.5
Instruction Manual
Edition A
CE DECLARATION
We declare that the product “Band saw machine type C-530NC”:
Serial number 23151 Year of production 2003
referred to in this declaration is in compliance with :
• CEI EN 60204-1
• UNI EN 292/1
• UNI EN 292/2
and :
1. EEC Machine Directive 89/332 dated June 14, 1989 and amendments ;
2. EEC Low Voltage Directive 73/23 and amendments ;
3. EEC Directive 89/336 and amendments.
This product uses only tested and certified components, which meet the CE requirements, unless
otherwise specified.
Vanzago, March 2003 SEGATRICI S.R.L.
Via Ferrario 13
20010 Vanzago – MI
Alessandro Rescaldani
(Amministratore)
Page 6
Pag.6
Instruction Manual
Edition A
GENERAL WARNINGS
This machine was design and built using the state of the art techniques, and with respect of the machine tools European
Laws.
Notwithstanding what above, it is implicit that working underestimating or forgiving the dangers which this kind of machine can generate, the operator could cause a serious injury to him/herself.
Therefore, the operator should carefully read the entire instruction manual, and respect strictly what in it prescribed.
In particular, please pay attention to the following suggestions :
1. Keep always your working area clean.
2. Avoid to keep in your working area pieces of material, chips, cans, or other things which could reduce the possibility of movement for t he operator or even generate risks of inj ury.
3. Be always cautious using the machine, because, even if it is protected in every dangerous spot, it can be a dangerous equipment, and thus it has to be use being particularly careful and aware .
4. Give immediately notice to your supervisor if the machine needs to be maintained or serviced, even if the problem is caused by inexperience. An incorrect use of the machine can be dangerous and can cause injuries.
5. Do not try to repair the problem if you are not sure of what caused it.
6. Never service or m aintain the machine when it is running. Always turn it off.
7. Never leave the machine working without respecting the safety rules or removing the safety devices.
8. Remove electrical power when the machine is not working.
9. Always wear protective cloths, especially when replacing the blade.
10. Never do anything imprudent.
11. Never touch the unprotected part of the blade .
12. Never cut any piece shorter than the shortest possible length.
13. Never start cutting if the material is not firmly clamped by the vises.
14. Move the material only if the cutting bridge is completely up.
Page 7

Pag.7
Instruction Manual
Edition A
1. GENERAL INFORMATION
1.1. GOAL OF THIS MANUAL.
This manual wants to explain instructions about how to operate safely, using texts, drawings, pictures and diagrams used by
themselves or combined to instruct the operator to use the machine.
1.2. REGULATIONS TO REFER.
This manual was written to comply to the European Machine Directive UNI-EN 89/392 and following modifications, and
based on UNI-EN 292/1 e 292/2 concerning a safe use of the machine.
1.3. MANUAL DESCRIPTION
This document contains information needed to :
• install and make the machine work
• normal use of the saw
• how to maintain the machine
• how to service the machine
• how to dismantle the machine
Page 8
Pag.8
Name
Instruction Manual
Edition A
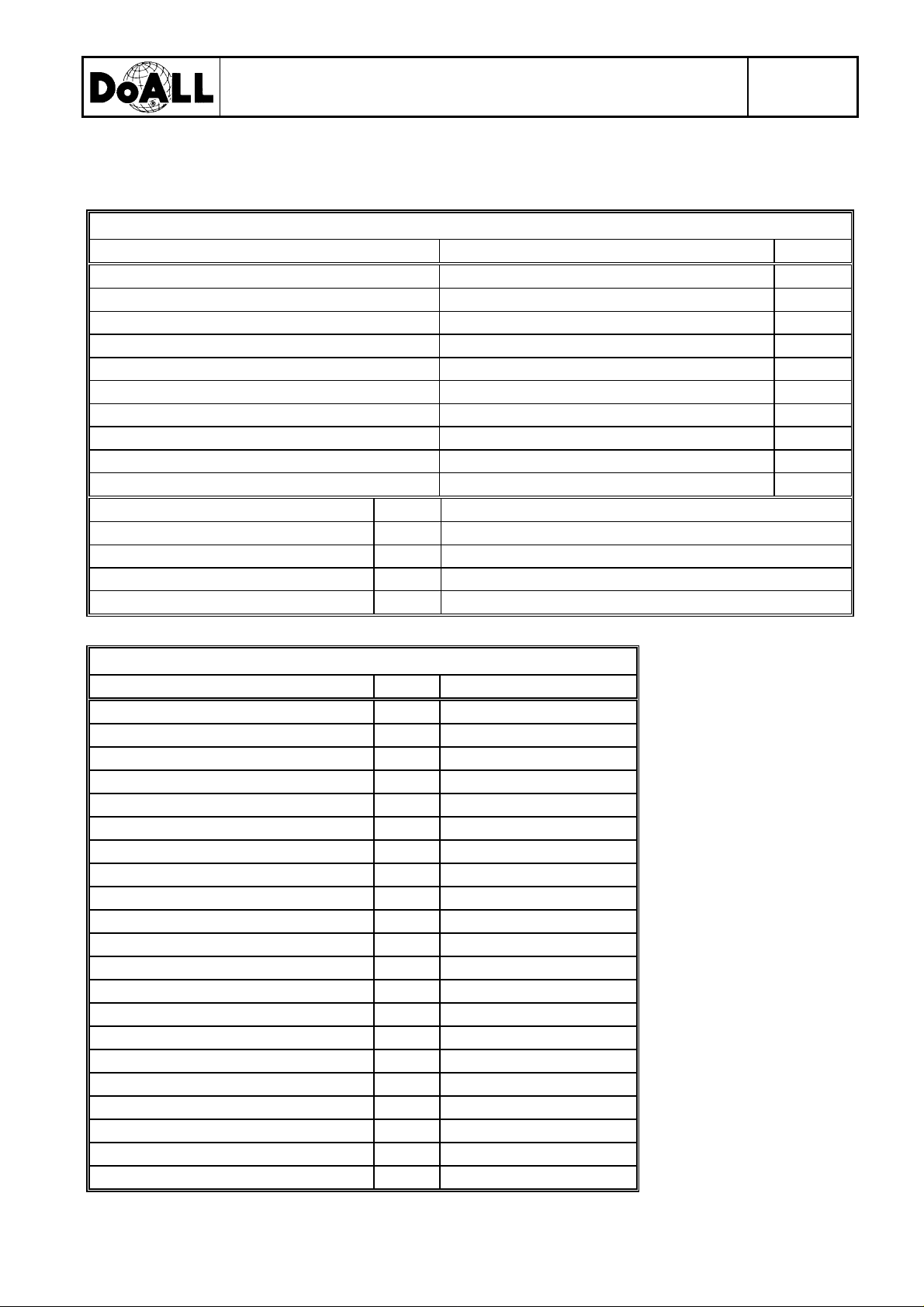
2. MACHINE IDENTIFICATION DATA
TAB 2.1
Identification data
Description
Type C-530 NC Yes
Serial number 23151 Yes
Year 2003 Yes
Voltage and frequency 400 V 3ph+N+GND ±10% 50 Hz ±1% Yes
Hydraulic power unit Yes
Control circuit 24Vdc 50 Hz
Dangerous area Area around the machine (1.5meters)
Working place Machine control panel
Type of tool Band saw blade
Machine
Description Band saw machine, type C-530 NC
Total amperage A 28
Maximum power kW 12.5
Approximate weight Kg 4.000
Band Saw machine
Denomination or value
Plate
TAB 2.2
Technical Characteristics
Description C-530 NC
Round cutting capacity mm 530
Square cutting capacity mm 530x530
Index stroke mm 500
Band drive motor kW 7.5
Blade dimension mm 6400x54x1.6
Blade speed m/1’ 20-100
Hydraulic pump motor kW 4
Coolant pump motor kW 0.25
Hydraulic pump capacity l/1’ 27
Voltage of motors V 400 c.a.
Control circuit voltage V 24 dc
Cutting kerf mm 1.8
Hydraulic reservoir l 50
Coolant reservoir l 70
Working height mm 770
Machine overall dimension mm
Shipping dimension mm
Color RAL DoALL Roy al blue
Moving components color RAL Beige 1001
Maximum noise level dB 80
Weight (Approximate) Kg 4.000
2800x2500x2800 H
same
Page 9

Pag.9
Instruction Manual
Edition A
AIN COSTRUCTIVE CHARACTERISTICS .
2.1 M
The machine uses :
• Cutting programmer SAWIII
• Trouble shutting control panel “Check Panel”
• Automatic feeding control device
• Blade speed controlled by an AC motor and a variable frequency drive.
• Working surface with non-wearable materials.
• Ball precision screws to control index movements.
• Vises with tempered inserts.
• Pressure reducer valves on vises.
• Self-positioning band guides.
• Carbide inserts mounted inside the band guides.
• Band brush powered by hy draulic motor.
• Chip conveyor powered by hydraulic motor.
• Cutting bridge mounted on chromate columns.
• Welded frame.
• Castings in gray iron C26
• Hydraulic band tension.
The saw is built to work in automatic also without an operator. A special design in the rear vise and working surface area allows the machine to cut slightly irregular bars.
2.2. BLADE SPEED
The blade speed is controlled by an AC motor and a variable frequency drive, which allow to regula te the blade speed within
a range of 0- 100 m/1’. In this way the machine can cut both hard steels and aluminum. A digital reader constantly shows the
blade speed .
The blade speed can be adjusted :
• in automatic cyc le during the editing ;
• in manual using a rotary potentiometer mounted on the control panel.
2.3. WORKING SURFACE
The material that has to be cut lays on a roller way that covers the entire stroke of the machine. The distance between the rollers is studied to avoid that short pieces can fall.
2.4. INDEXING
The material is fed by an index with hydraulic vises, which clamp the piece and move it under the blade. The index moves
on round chrome guides located underneath the roller table, and it is controlled by a tempered steel precision ball screw . The
index has two speeds : fast to move and slow to precisely position the piece. A rotary encoder (with a precision of a tenth of
a millimeter) controls the position of the index.
Page 10

Pag.10
Instruction Manual
Edition A
2.5. VISES
The saw vises are hydraulic. The clamping part of them have a tempered insert bolted. Besides, the hy draulic circuit that controls the vises has a pressure reducer valve with a gauge to avoid to clamp with too much strength the material and deform it.
Page 11
Pag.11
Instruction Manual
Edition A
3. HOW TO USE THE INSTRUCTION MANUAL
3.1. WHO SHOULD READ THE INSTRUCTIO N MANUAL ?
TAB 3.1 Who should read the manual
Description Operator Internal service
Mechanical Electrical
Instruction Manual Yes Yes No
Electrical Schematic No No Yes
The electrical schematic is included in this manual and cannot be supplied separately.
HERE TO KEEP THIS MANUAL
3.2. W
This manual, that is provided along the machine in one copy, should be kept where the machine is located, in a safe and protected place, to be consulted if necessary.
TRENGTH OF THIS MANUAL
3.3. S
1. This manual reflects the state of the art at the time the machine was built, and cannot be considered replaceable by a
newer version.
2. This manual has full force for all the life of the machine it goes along.
3. The customer is not allowed to copy totally or partially this manua l to reach goals different tha n the one of the orig inal manual, and to avoid that a partial documentation replaces the original one.
ANUAL UPDATE
3.4. M
The manufacturer does not have to update this manual if improvements are adopted on newer machines of the same kind of
the one this manual make reference to.
This manual will be updated by the manufacturer only if :
• this manual contains mistakes, errors, or something is missing;
• the original machine is modified by the manufacturer.
Marginal errors or missing e lements, if considered important for the correct work of the machine and its safe use will be immediately notified through an “Errata Corrige”.
To modify this manual the manufacturer will bring all the copy of the sa me edition back and then new copies will be sent to
the customer.
The latest version is marked with higher letter (A, B....). The first edition is called “Edition A”.
Page 12

Pag.12
Instruction Manual
Edition A
3.5. HOW TO OBTAIN MORE COPIES
If necessary , the customer ca n obtain new copie s of this manual simply making a written request a nd mentioning on it the
machine serial number.
If copies are requested, the manufacturer has the right to be paid to issue them.
F THE MACHINE CHANGE OWNER
3.6. I
If the original customer sales the machine, he/she should notify the manufacturer that the machine changed ownership, so to
allow the manufacturer to inform the new use r on the dangers and limits of liability.
3.7. SUGGESTIONS
The customer should notify the manufacturer if improvements are necessary and where they are to increase an easy understanding of this manual/
Page 13

Pag.13
Instruction Manual
Edition A
4. LIABILITY LIMITS
The manufacturer cannot be responsible if the machine if used in one following ways , which are classified as inappropriate :
4.1 INAPPROPRIATE USE OF THE MACHINE
It has to be considered inappropriate the use of the machine if :
• the safety ru les are partially are completely unattended ;
• what the manufacturer prescribed is not done ;
• the a danger or injury is due to an incorrect installation or assembly of the machine, and it was not done by the customer
or under his surveillance ;
• wrong installation of protective equipment after maintenance or service ;
• hydraulic or electrical problems due to the producer of the component and not to the producer of the machine ;
• big deficiency in maintenance ;
• modifications or maintenance on the machine without authorization of the manufacturer ;
• use of atypical tools, other than the ones suggested by the manufacturer ;
• use of non-original spare parts, other than the one suggested by the manufacturer ;
• Partial or complete non-observance of the instructions ;
• machine used by uninstructed operators without control of an expert operator ;
• movement or machining of non-typical materials, or oversize and overweight materials compared to the ones indicated ;
• natural calamities, including earthquakes, floods or others which could provoke danger or faults to the machine or its
structures easy to be identified ;
• if electrical , pneumatic or mechanical safety features were partially or completely removed ;
• maintenance while the machine is working ;
• when parts of the machine are tensioned using temporary connections, without protection or using faulty materials ;
• a person without experience is within the danger area while the machine is running ;
• a person with experience is within the danger area while the machine is running with the automatic cycle.
It has to be considered inappropriate also when the machine runs without enough surveillance to assure the operator
safety or to assure that the machine can run properly .
Page 14

Pag.14
Instruction Manual
Edition A
5. TYPE OF USE ALLOWED
5.1. MACHINE ADDRESSEE
This machine was design and built to comply a professional use, meaning that, besides the technical knowledge required, it is
necessary to have a specific knowledge to operate the saw to obtain the required goals.
5.2. OPERATOR
The saw operator should have experience on similar type of machine. People with low or none experience must be educated,
followed and watched by a supervisor with enough experience and ability .
Therefore, the operator must be aware about dangers related to the use of this machine, and dangers due to normal handling
of metallic materials, similar, or he avy .
This machine cannot be used by people with handicaps or disables.
5.3. REGULATION
Designing and building this machine we respected the following laws and rules :
• UNI rules
• CEI rules
and more in detail, concerning the safety features (ty pe A and B rules):
• European Community Machine directive 89/392;
• CEI-EN 60204-1 and related rules concerning electric’s, with respect of EC directive 73/23 ;
• EN 292/1
• EN 292/2
If not clearly specified, every component used on this machine was UNI and CEI approved at the time it was bought or
made.
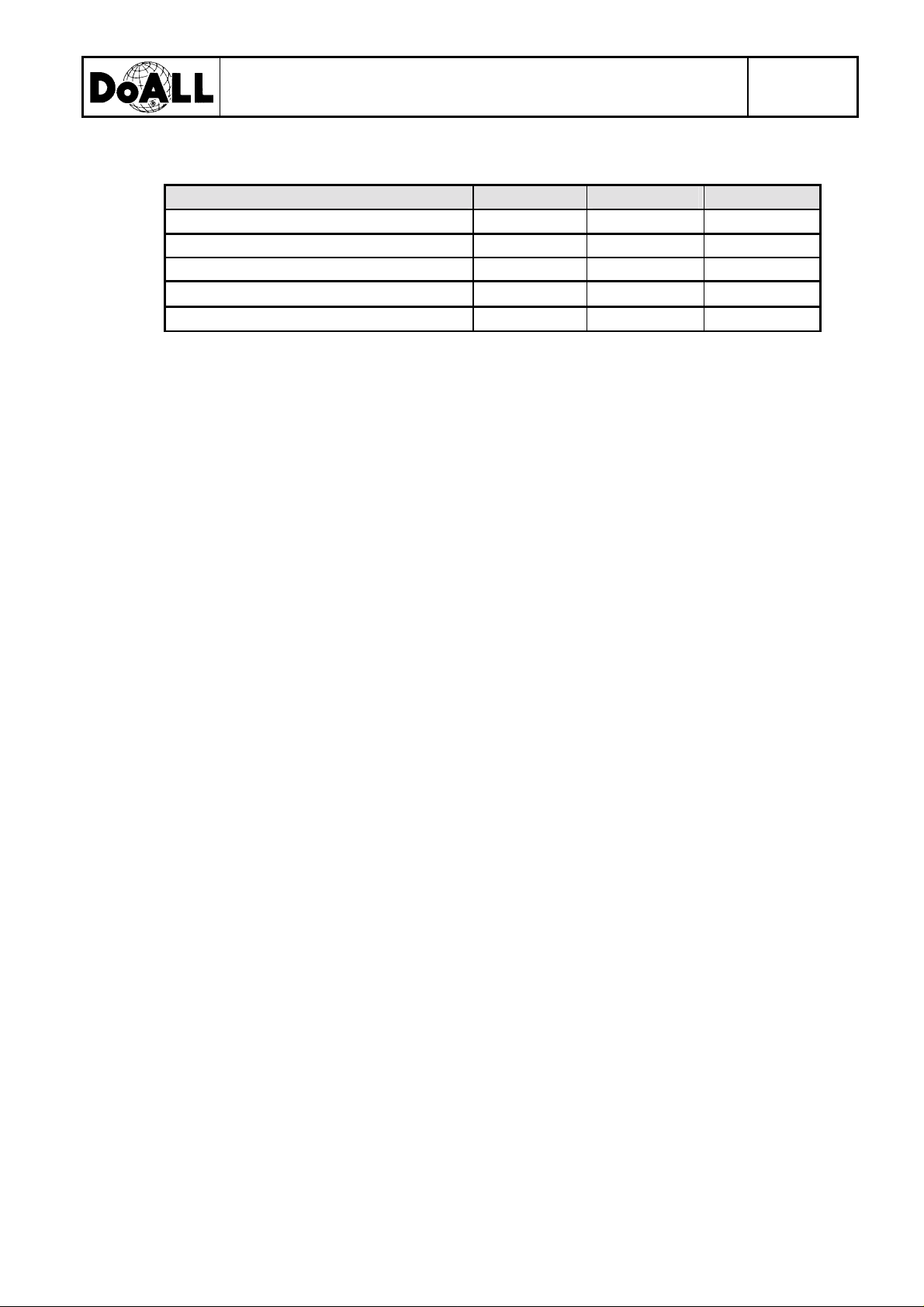
YPICAL USE
5.4 T
This machine was designed and built to cut metallic materials fed by automatic sy stems and with overall size non larger than
the ones listed in the chart below (5.4). The saw can move :
1. movement of the material before and after each cut ;
2. vertical movement of the cutting bridg e ;
3. blade rotation.
All these movements could take place at the same time.
The saw has the following performance :
Page 15
Instruction Manual
Tab. 5.4
Characteristic MIN MAX
Cutting speed cmq/m 5 140
Material feeding speed Mt./m 30 300
Cutting bridge falling r ate (w/o material) Mt./m 3 30
Bars size mm
Bar weight kg. 1.336 3.528
5.5. LIMITS USING THE SAW
The machine has two limits of use due to :
• operator’s inexperience
• material size and weight
1. The operator’s experience is particularly necessary when the saw runs in manual cy cle ;
2. material size and weight must be within the ones above shown.
∅ 10 (manual) ∅ 520
Pag.15
Edition A
5.6. WORKABLE MATERIALS
This machine can cut only me tallic bars, pipe s and tubing . Eve ry other use will is considered inappr opria te use of the ma chine.
5.7. WORK AREA
This machine has to work in industrial environment. It is design to make mechanical machining under human control, but
the operator presence is not required continuously.
It is recommended to keep clean and free of interference the area close to the machine.
This machine use a mixture of oil and water as coolant liquid. Thus, the working area could be slippery and dirty .
THIS AREA MUST BE MARKED BY AN APPROPRIATE SIGNAL.
5.8. WORK PLACE
The machine has one work place in front of the control panel.
A second temporary work place is aside the vises, the register them, and to change the blade.
Each work place must be easy to reach when necessary, without interference, even temporary. The machine can work
automatically without operator, who must be present during the manual operations of loading and unloading, and control the
control panel operations.
Page 16

Pag.16
Instruction Manual
No specific illumination is required, but the work place must be well illuminated to respect the requirements set by present
safety rules.
Only authorized people and maintenance personnel should be allowed to reach the saw work place.
The operator must be equipped with personal protection instruments, like gloves and safety glasses.
Edition A
5.9. COMMAND MODES, STOP, EMERGENCY STO P AND OUT OF SERVICE.
5.9.1 Command modes
The saw can be controlled in two different ways:
1. Automatic mode, all automatic commands are enable.
2. Manual mode, all the commands are switched to the control panel push-button and switches.
5.9.1.1. Stop
The saw stops when the cutting cy cle is over.
5.9.1.2. Emergency stop
The emergency stop stops the machine removing tension from the control circuit.
5.9.1.3. Out of service
The saw can be turned out of service removing tension from the control circuit, switching off the main disconnect switch located on the front face of the enclosure. A signal saying “Out of service” must be placed on the machine, and it is operator’s
duty to verify that the machine cannot generate danger situations.
5.9.1.4. Safety precautions
The machine cannot generate danger situation when it is completely without electric or hy draulic power.
Concerning the electrical power, the machine must be completely disconnected from electrical sources, turning of the electrical socket on the building electrical panel. The machine cannot be considered completely safe if the only main disconnect
switch of the machine is turned off.
Page 17
Instruction Manual
6. TECHNICAL DESCRIPTION
6.1. MACHINE STRUCTURE
This saw is manly made by :
1. Base frame
2. Cutting bridge
3. Hydraulic power unit
4. Control Panel
5. Coolant system
Pos. Tab 6.1. Base frame
6.1.1. Base frame
6.1.2. Chip conveyor
6.1.3. Indexing (Only for automatic machines)
6.1.4. Vises (Only for automatic machines)
Pag.17
Edition A
6.1.1. Base frame
The machine frame is welded and machined. The material used is Fe 37. In the weldment there are two reservoirs, one for
the coolant liquid, and the second for the hydraulic oil.
The frame is machined to avoid corners or abrasive points that could be dangerous. It is painted with two layers of paint, the
first of which prevent corrosion.
It is machined to be assembled with other machine components.
6.1.2. Chip conveyor
It is standard on automatic ma chines and optional on semi-automatic machines, and it is made by :
• Bended and welded frame with Fe37 steel.
• Hydraulically powered chip screw.
• Protective brackets.
• Chip tank
• Coolant reservoir
The chip conveyor removes chips coming from the band brush and from the cut, taking them outside the machine.
6.1.3. Indexing
Used only for automa tic machines, it includes :
• Index frame welded and machined , and made using Fe37 steel.
• Precision ball bearing screw, to move backward and forward the index frame.
• Steel vises to clamp the material, controlled by hy draulic cylinders.
Page 18
Pag.18
Instruction Manual
Two limit switches are mounted on the index, the first to set the zero, and the second to control when the index is out of material.
6.1.4. Vises
It includes :
• clamping vises made with a gray iron casting G26, machined. Vises are controlled by hydraulic cy linders.
Edition A
UTTING BRIDGE
6.2. C
Pos. Tab 6.2 Cutting bridge
6.2.1 Cutting bridge frame
6.2.2 Guiding columns
6.2.3 Columns connection
6.2.4 Lifting cylinder
6.2.5 Blade tension assembly
6.2.6 Blade drive assembly
6.2.7 Band brush assembly
6.2.8 Left and right band guide
6.2.9 Cutting servo-control
6.2.10 Wheels
6.2.11 Bland drive motor
6.2.1 Cutting bridge frame
The cutting bridge frame is a steel Fe37 weldment ; it is machined to be assembled with other machine components.
The bridge was design and built to endure the cutting strength, keeping enoug h sturdiness.
The frame is mechanically machined and painted with anti-corrosion a gents and with nitro paint.
The blade is completely protected where it does not work. Covering the wheels, there are two doors that can be opened to
change the blade. Two safety switches are mounted on these doors, so to stop the machine if the covers are not in position.
The blade rotates on the wheels, one of which is driven, and the other one is idler.
6.2.2 Guiding columns
The columns guide vertically the cutting bridge movement. They are made with chrome bars, hardene d and grinded.
6.2.3 Columns connection
Made using a Fe52 steel square tube, the columns connection connects and makes the guiding columns sturdy. I t is fastened
to the columns through two locknuts. The lifting cylinder is fastened to the center of the connection tube.
Page 19

Pag.19
Instruction Manual
6.2.4 Lifting cylinder
This is an hydraulic cylinder, with chrome rod and lapped cy linder. The lifting cylinder is a double effect cy linder. The head is
fastened to the columns connection, and the final end of the rod is fastened to the cutting bridge using a locknut.
6.2.5 Blade tension assembly
This assembly has to keep the blade at the right tension when the machine is running. There is a steel slide which support the
idler wheel shaft. An hydraulic cy linder, that works on the slide, keeps the band in tension. A limit switch protects the machine turning immediately off the machine if the blade brakes.
6.2.6 Band drive assembly
The band is powered by a n AC motor which automatically reg ulates the rotation speed. Using two pulley s and three V-be lts,
the motor makes the speed reducer turning. On the other end of the reducer there is the drive wheel, that is fastened to the reducer using a collet locking .
Edition A
6.2.7 Band brush assembly
A band brush is powered by an hy draulic motor, and it cleans the teeth removing the chips.
6.2.8 Left and right band guides.
The band guides have to :
• straighten the blade coming out the wheel, and keep it vertical helping the blade insertion between the inserts.
• protect the part of the blade that is not cutting .
Left guide arm : Moves horizontally on guides machined on the bridge, and it is moved by the movement of the vise.
Right guide arm : Fixed on the cutting bridge. It supports the cutting servo control.
Both the guide arms have carbide inserts.
6.2.9 Cutting servo-control
The Cutting servo-control automatically controls the saw feed rate. A servovalve has an extension which touches the blade
back, and registers the efforts to cut the piece. The servovalve modifies the feed rate for :
• shape of piece
• material hardness
• blade wear condition
The operator, reading on the knob, is allowed to change the preferred feed rate.
Page 20
Pag.20
Instruction Manual
6.2.10 Wheels
Made using cast iron G26, and lathe machined. They are fastened as follow :
• the idler wheel is fastened on the band tension a ssembly, and it turns on ball bearings ;
• the band drive wheel is fastened using a collect locking on the reducer shaft.
The wheels diameter is larger the n the maximum material height that can be cut by the saw..
6.2.11 Band drive motor (Exhibit A07)
The machine mounts a self-cooling AC electric motor. On the shaft there is a three throats pulley, on which there are 3 Vbelts to connect motor and reducer
Edition A
6.3. HYDRAULIC POWER UNIT
The power unit has a double location inside the machine frame. Underneath the infeed roller table there is the oil reservoir,
and under the outfeed roller table there are all the solenoid valves. The power unit is made by :
Pos. Tab 6.3. Hydraulic power unit
6.3.1 Motor-pump assembly
6.3.2 Oil reservoir
6.3.3 Solenoid valves
6.3.1 Motor-pump assembly
Electrical motor and pump are connected by an elastic coupling.
6.3.2 Oil reservoir
It is in the machine fra me, and it has a maximum and a minimum level indic ators, and a suc tion filter. On the left side of the
infeed roller table there is a plug which allows to refill the reservoir. The hy draulic system has 2 filter s :
• a 250 micron 45 litres suction filter
• a 60 micron 45 liters outflow filter
These two filters have to be removed when changing the oil for the first time (after 500 working hours), washed using trichloroethylene and dried blowing air.
6.3.3 Solenoid valves
The solenoid valves are mounted on blocks, and the control the hydraulic movements.
Page 21

Pag.21
Instruction Manual
Edition A
6.4. ELECTRICAL SYSTEM
6.4.1 Control console
The control console is on the upper part of the control enclosure, and all the push-buttons and switches are mounted on it.
There is a 5” monitor, which displays the control commands.
6.4.2 Control enclosure
It is made bending metal sheets and it complies the IP55 standards. I nside there is the electrical panel which supports all the
electrical devices (relays, circuit breakers,...) comply ing the CEI 60204.1 standards.
Page 22

Pag.22
Instruction Manual
Edition A
7. MACHINE PROTECTIONS
This machine is entirely protected where it can be dangerous. Despite of this, there are some parts that cannot be protected,
and where the operator must never work. The biggest of these parts is where the blade touches material.
There is a sticker close to every part which is not completely safe, to show to the operator that he should be extremely conscious.
Page 23

Pag.23
Instruction Manual
Edition A
8. HOW TO MOVE THE MACHINE
This machine, when installed and fastened to the ground must be considered a fix equipment.
If it is necessary to move the machine or parts of it (because of maintenance or service), the operator must use a crank or a
fork lift, or a lighter lifter with regards of the weight of the part that have to be lifted.
Page 24

Pag.24
Instruction Manual
Edition A
9. HOW TO INSTALL THE MACHINE
The machine can be installed by :
• the manufacturer/distributor ;
• the customer ;
The machine is shipped completely mounted.
Moving the machine is one of the moment the risk of injuries is higher, thus it is important to make sure that :
• Every operator wears the necessary safety equipment.
• The lifting equipment must be enough big to lift the machine. Always use only one lifting equipment to lift the machine,
never combine more then one.
• Do not use a lift fork if the length and width of the forks are inadequate to lift the machine.
• If using a crank, use metallic ropes and be sure they can support the weig ht of the machine. Put strong cartoon or wood
between the ropes and the machine. Never leave the ropes slide freely on the machine body .
• Do not use metallic ropes if they show wear areas.
• Lift the machine slowly so to have enoug h time to adjust the lifting if necessary or to avoid obstacles.
• In the lifting area there should be enough people to move safely the machine, and do not allow anyone else to stay in the
lifting area during such operation.
• Be sure that every moveable part is well fastened to the machine. Remove or secure ever y part which falling can be dan-
gerous for the people in the work area.
• Move the machine paying attention to the surrounding environment. Be extremely cautious so to avoid hitting anyone or
anything.
• Moving the machine, stay as close as y ou can to the ground to avoid that a rope brake could generate dang ers or serious
machine breaks.
• If necessary, put pieces of wood under the machine base before putting it down.
Page 25

Pag.25
Instruction Manual
Edition A
10. WHAT TO DO TO PREPARE THE MACHINE TO OPERATE
This machine can be installed by :
• the manufacturer;
• a manufacturer representative ;
• the customer.
It is customer duty to get the place ready to install the machine, arranging also the anchor bolts to secure the machine on the
ground.
To installed the machine it is necessary :
• to be sure the place where the machine as to be placed is leveled ;
• prepare the anchor bolts to secure the machine ;
• lift the machine and insert the anchor bolts ;
• Level the machine on the ground working on the leveling screws ;
The machine needs only to be electrically connected.
Before to connect the power :
• check if the operator uses the necessary safety devices ;
• check if the disconnect switch is insulated ;
• check if the control panel is insulate d ;
• check if the fuses and circuit breakers are operative ;
• check the 3 phase electric source ;
• if the machine does not work properly, do not try to fix it, but immediately disconnect the power and ask for a mainte-
nance expert ;
• check the correct electrical connection ;
• check if the necessary protection devices work properly ;
• check if push buttons and select switch work properly ;
• check the mechanical connections ;
The manufacturer cannot be responsible for injuries and/or damages due to the customer electric source, especially if it does not meet the present safety requirements. (In Italy DL SG 94/626)
Check if the following motors rotate c lockwise :
• hydraulic power unit motor
• coolant pump
• band drive motor
Fill completely the oil and the coolant reservoir.
If not ye t mounted, install the blade (make reference to par. 15.4.)
Feed the material and input a cutting program.
Page 26

Instruction Manual
11. SAFETY DEVICES
11.1 LIMIT SWITCHES AND SEGNALATIO N DEVICES
11.1.1. Limit switches
On the machine there are the following limit switches
• Control enclosure open
• Safety interloc k switches (4 )
• Head down
• Head up
• End of material
• Head rapid approach
• Blade break
Pag.26
Edition A
11.1.2. speed reducer
Not necessary
11.1.3. Mechanical extra stroke
• Head down
• Index back
11.1.4. Signals
See 12.1.2
11.1.5. Led, indicators and signals to avoid danger situations
Not necessary
11.1.6. Protection devices
The blade is protected, where uncovered, by two guides that reduce the risk, but that cannot completely cover it.
11.2. FIX PROTECTIONS
The moveable parts of the machine are protected by fix covers, which can be removed using tools.
Page 27

Pag.27
Instruction Manual
Edition A
11.3. MOVEABLE PROTECTIONS
The wheels are covered by two removable doors which can be opened to inspect or replace the blade. Two safety interlock
switches automatically stop the machine if the cover is opened while the machine is wor king.
11.4. SAFETY FEATURES SET-UP
The limit switches are set up at the factor y.
Page 28

Pag.28
Instruction Manual
Edition A
12. USE OF THE MACHINE
The manufacturer cannot be liable for any injury caused by errors or mistake using the
machine, as described in the following paragraphs.
The operator must wear all the personal protections equipments, as gloves and ear plugs.
12.1. HOW TO USE THE MACHINE – THE SAW 3 CONTRO L
12.1.1 What the Saw 3 is
The Saw 3 is a PLC & a NC control, specifically designed for cutting machines. All the machine
operations are controlled by the Saw 3: in manual by pressing the pushbuttons correspondent to the
desired operation, and in automatic by the programmed logic.
LCD display Numeric keyboard PGM & RUN pushbuttons
Contrast adjustment
Manual mode pushbuttons
START pushbutton STOP pushbutton
12.1.2 Switching the Saw 3 ON
The Saw 3 automatically switches on when the machine is operated. Therefore, to switch the Saw 3
on is necessary to switch the entire machine ON, by rotating the main switch located on the
electrical enclosure, below the control. After few second in which the welcome logo of DoAll will
appear, the machine will ask if it’s necessary to set the zero on the index axis: press the start
pushbutton ( ) to run the setting process, or press the pushbutton corresponding to NO if you
don’t want to run it.
After this operation the machine is ready for manual operations. On the display appear all the status
icons, such as the coolant, band speed,…
While in manual mode (the symbol appears at the top left corner of the screen) it is possible to:
1. Have access to all machine configuration parameters;
2. Enable working cycles.
In manual mode the operator can also control each singol machine part by pressing the
correspondant pushbuttong (Please go to paragraph “machine controls”), with the only exception for
the band ON control.
Page 29

Pag.29
Instruction Manual
The allows to get into the machine parameters area (most of them protected by passwords),
and the allows to make all programming & cutting operations.
In this manual will not be trained the operator to use the menu, because this area must be operated only by the manufacturer or its representatives. The customer cannot modify any of the machine parameters, because this might cause severe injuries to the operator and people around the
machine.
12.1.3 Machine status icons
On the left upper corner of the display, it appears the machine status icon, which specify in which
mode or in which status the machine currently is. These icons are:
Icon Description Icon Description
Manual
Normal machine status, and allows to
use machine manually.
Semiautomatic
The saw is making a single cut.
Automatic
The machine is running an automatic
cutting program
Editing
One program is edited at the time
Program directory
The control is in the program directory
area
Zero setting
The machine is setting the index zero
Index positioning
Index is moving to a position.
Edition A
12.1.4 Status icons
The following icons show the status of each machine component during
ICONS DESCRIPTION
0m/m Blade speed control
12.1.5 Manual cycle
The SAW3 NC control has 28 customizable pushbuttons (or function keys) to control the entire machine. The standard version looks like the following:
Band motor ON / OFF
Index movement
Inboard vise open / close / undefined / opening / closing
Index vise open / close / undefined / opening / closing
Hydraulics’ ON / OFF
Head up / down fast / down slow / undefined
Coolant ON / OFF / ON in cycle
Band broken / Band OK
Page 30

Pag.30
Instruction Manual
Above each function key the operator can easily understand what the function of the button is. Following the operator can find the entire list of the function keys available:
F01 !
F02 !
F03 !
F04 !
F05 !
Hydraulics’ ON / OFF
To control the coolant mode
Front vise opening
Front vise closing
Blade speed increase
Edition A
F06 !
F07 !
F08 !
F09 !
F11 !
F12 !
F15 !
F17 !
F18 !
F21 ! Discharge unit to the left (option)
F22 ! Discharge unit to the right (option)
F23 ! Increase head feed (option)
F24 ! Decrease head feed (option)
F27 ! Power conveyor ON (option)
F28 ! ON – OFF – AUTO material handling (option)
All the other function keys are disable in the standard configuration.
Blade speed decrease
Index backward
Index forward
Index positioning control: type the index position you have to reach, then
press START
Head up
Head down. Pressed with SHIFT, the head moves down slowly
SHIFT.
Index vise opening
Index vise closing
Page 31

Pag.31
Instruction Manual
Edition A
12.1.5.1 Manual operation with the material handling (Option)
To access the material handling controls, press the button located on the middle lower part of
the LCD monitor. The following icons will appear:
Second hydraulic power supply – CONTROL DISABLED
Power conveyor backward
Power conveyor forward
Transferring unit forward
Transferring unit rearward – CONTROL DISABLED
High – Low speed for roller conveyor
12.1.6 Semi automatic cycle
The operator can run a semiautomatic cycle when he needs to make only one cut. In fact, after finishing the cut, the machine will stop in this cycle.
To run a semiautomatic cycle is therefore necessary to position the material between the vises, make
sure it is firmly clamped and then press together:
SHIFT +
To stop the cycle, press
12.1.7 Automatic cycle
12.1.7.1 Programs directory
By pushing the (program directory) the operator has full access to all the operations on program editing. It appears a screen like the one below, in which it is possible to:
Nome
ALFA
BETA
= MAKE A NEW PROGRAM
= DELETE THE HIGHLIGHTED PROGRAM
= DELETE ALL THE PROGRAMS
GAMMA
= GO TO THE TO P OF THE PR OGRAM LIST
= GO TO THE BOTTOM OF THE PROGRAM
LIST
Page 32

Pag.32
Instruction Manual
12.1.7.2 Create a new cutting program
The allows to make a new program. To edit a new cutting program it is required to enter the
following programs:
Program name
Crop cut
Material type
Dimension
To move on the editing screen, use the arrows on the top right corner of the SAW 3 control. All the
figures typed must be confirmed by pressing the ENTER button.
The control, when editing the program, gives a numeric name by default to the program. This number follows the last one written in the control memory. By moving with the pointer on the name
field, the operator can modify the program name as he prefers.
The automatic screen gives also other important information’s to the operator, like:
" NECESSARY BAR LENGTH to run the program. The SAW3 adds the cutting lengths, times the
number of cuts, to the blade kerfs and the minimum butt end. I.e.: (30 mm x 50 Pc) + (1,6 mm x
50 pc) = 1580.0
" TOTAL NUMBER OF CUTS TO DO (50 in the example);
" ALREADY DONE CUTS (0 in the example).
Also, the bottom part of the screen shows the following icons which allow to:
Delete the cutting line underlined
Insert a new cutting line where the cursor is at the moment
To delete all the lines of a program
To go to the first page of the program
To go to the last page of the program
To save
12.1.7.2.1 How proceed to create your working list (Only for material handling)
To create the list of programs to execute, it is necessary that the material handling icon would be
on ON or in AUTO mode (on the screen will appear the icon or ). To enable this
icon, press button “F28”.
Select the programs directory( ) and it will appear the entire list of programs stored in the
control. Go to the line showing the first program to execute and press INS button (lower right
corner of the screen), then do the same for the following programs.
Press RUN and it will appear the current job list.
I :10
Len: 1580.0 50 0
Alfa 316L 70m/m
50-100
1 30.0 50
2
27%
Band speed
Feed force
Number of cuts
Cut length
Edition A
Page 33

Pag.33
Instruction Manual
Edition A
12.1.7.3 Running a program
Press the RUN key to prepare the machine for the automatic cycle. On the display will appear the
screen of the current program (in case the program is not the one you wan to run, select from the
program directory the one you need to run).
The automatic cycle will start by pressing simultaneously SHIFT and
To stop the cycle press
Make sure that the cuts counter is set to z ero. If necessary to reset only on program line, move with
the cursor to the desired line and press the button. If the operator wants to reset all the program lines, then it’s necessary to press to button. The cutting lines already executed will be
marked with the symbol “*” at the left side of the line number.
While in automatic the buttons allows to switch the displayed information between the automatic data’s and the machine status icons. Besides, the icon showing the “CLOCK”, gives the cutting times.
12.1.7.4 How to modify the current cutting program (PGM function)
By using the “PGM” pushbutton the operator can modify the active program. It is possible to
change all the program variables, such as name, band speed, cutting lengths and number of cuts. To
make such changes, please proceed as described in paragraph 12.1.7.2
To save the changes, press OK. To exit without saving, press EXIT.
12.1.8. How to select the type of coolant (only for machine which applies mist lubricator units)
In case your band saw machine would be equipped with a second coolant system, it is possible to
switch from standard coolant to mist coolant. To do so, press at the same time SHIFT + COOLANT
buttons (F02+F15). On the display it will appear on the side of the coolant status icon H
O (for stan-
2
dard coolant) or OIL (for mist unit).
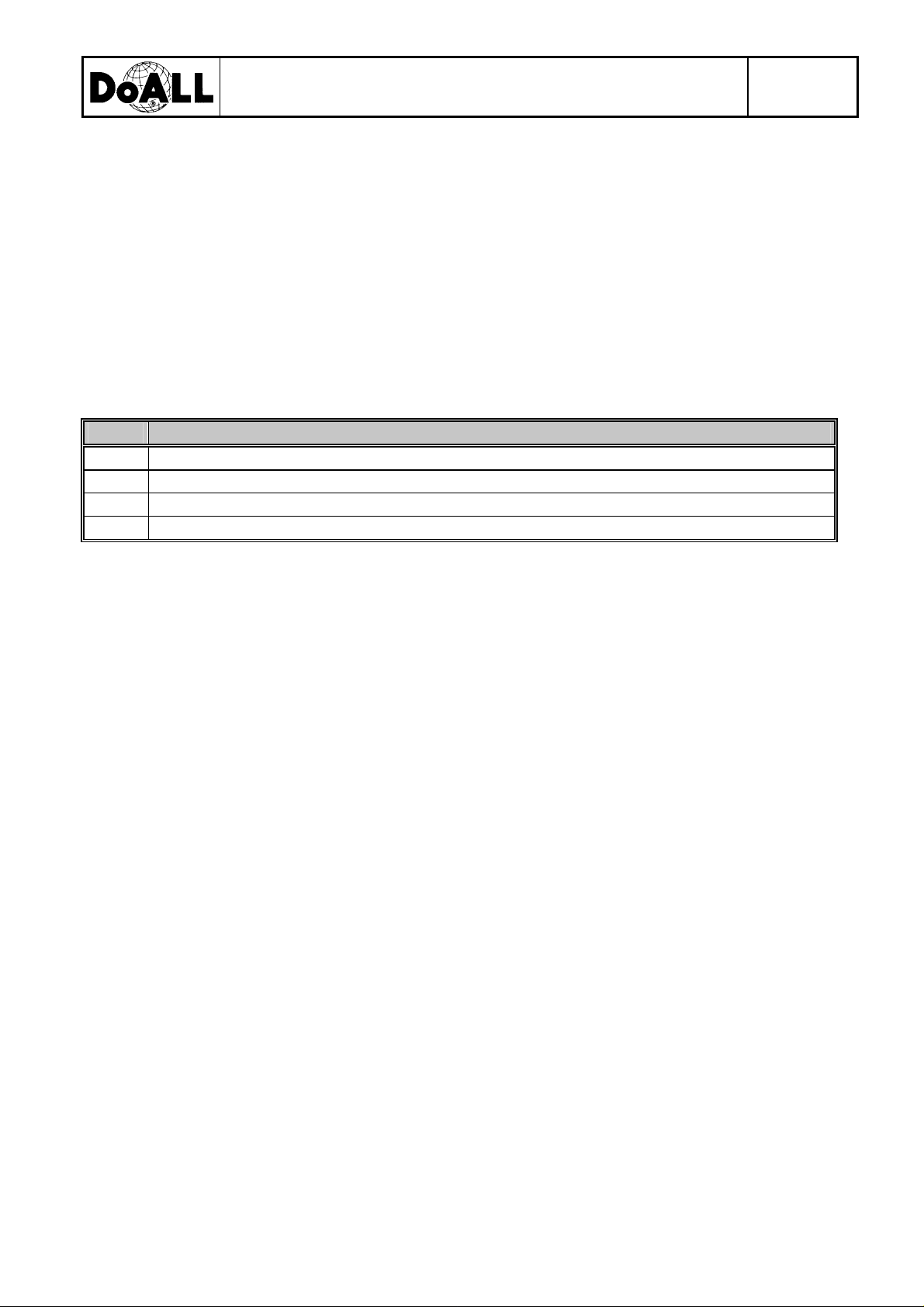
12.1.9 General information concerning parameters setup
To avoid that non authorized personnel could change machine setting parameters, the Saw 3 is protected by passwords.
Liv. 1 Liv. 2 Liv. 3 Liv. 4 Liv. 5 Descrittore
To access the machine configuration menus
Zero setting of machine axes
Advanced zero setting s
Static zero setting, axis 2
Static zero setting axis 1
Dinamic zero setting axis 1
Advanced zero setting
Page 34

Pag.34
Instruction Manual
Edition A
Static zero setting axis 1 with band kerf co mpensation
Operator customizable parameters
Axis 1 test
SAW 3 programm ing section
Machine components definition
Machine components parameters
Control type and configuration version
Inputs & outputs list
Hydraulic pum p parameters
Front vise parameters
Index vise parame ters
Axis 1, type A parameters
Axis 1, type B param eters
Parameters for swiveling machines
Axis 2, type A parameters
Axis 2, type B param eters
Saw head parameters
Saw head input parameters
Saw head output parameters
Measurement indexer parameters
Swiveling indexer parameters
Coolant parameters
Chip conveyor parameters
Band drive motor parameters
Band tension parameters
Blade speed proximity
Blade motor amperometer parameters
Page 35

Pag.35
Instruction Manual
Edition A
Band deviation monitor parameters
NC control test section
Language selection. Pay attentio n !!!! Once changed the la nguage the machine must be restarted
Automatic material handling parameters
Automatic discharger parameters
Automatic roller conveyor parameters
Emergencies definition
Warnings definition
Automatic cycle parameters
Manual mode parameters
Saw head parameters for automatic head controlled machines
Nesting parameters
General parameters
PC connection for configuration parameters download and upload
Material library configuration
Cutting parameters
Manual controls for material handling, roller conveyor, transferring units
Second hydraulic power unit
Roller conveyor
Roller conveyor
Transferr i ng unit up
Transferr i ng unit down
Roller conveyor speed
VERY IMPORTANT
Never modify the machine parameters without a DoAll technician present. This could cause
severe injuries to the operator and machine failure. Changing parameters without our written express authorization will immediately inte rrupt machine warranty and will ke ep DoAll armless for any possible injury .
Material definition
Material enable
Page 36

Pag.36
Instruction Manual
Edition A
12.1.10 Select your country language
To change the display language, press the buttons , and then . Type 123456 and confirm it by
pressing ENTER. Then select:
For ITALIAN
1
For ENGLISH
2
For SPANISH
5
For FRENCH
6
12.1.11 Inputs & outputs testing screen
This menu allows to test inputs, outputs and other machine functionalities.
* C H E C K *
1 1 1 1 1 1 1 1 1 1 2
1 2 3 4 5 6 7 8 9 0 1 2 3 4 5 6 7 8 9 0
I : O O O O O O O OOOOOOOOOOO O O
O : O O O O O O O OOOOOOOOOOO O O
K E Y : D I P : OOOO L C D : 1 8
D : 0 D : 0 D : - - - -
A : 0 A : 0 A : 0
E : z 0 0 0 0 E : z 0 0 0 0 H z : 0
12.1.12 Software update
Plug a serial cable, type RS-232, from the serial port of your PC to the
serial connector in the electrical cabinet of the machine
To update the machine software, you should start the machine having
pressed the soft key below the display 1 & 3. It will appear this screen
and the machine will be ready for connection to a remote PC Press the
button
application that allows to updated the software. The command that has
to be input is:
C
:\>SAWFLASH -X -Ffilename.X02
When the operation is complete, restart the machine. If any mistake happens during the operation, start the upload
newly.
. The communication software SAWFLASH is a DOS
Parameters update
SAWUTIL is the DOS application that upload or download the machine configuration. To run the application, press
the button
When the connection will be reached, it will appear
and . On the screen it will appear:
Page 37

Pag.37
Instruction Manual
Edition A
UPLOAD COMMANDS:
SAWUTIL
LINK
GET filename
UNLINK
QUIT
Type this command to run the application
This command allows to link the PC to the NC control
It Uploads the parameter file on the PC
The command unlinks Pc and NC control
To quit the application
DOWNLOAD COMMANDS:
SAWUTIL
LINK
PUT nomefile
SAVE
QUIT
Type this command to run the application
This command allows to link the PC to the NC control
It downloads the parameter file on the PC
To save the new parameters
To quit the application
12.1.13 Help function
The Saw3 controls has an Help on line function, that gives to the operator all the necessary information to run the machine.
To use this function, move the cursor on the field you want to request help on, then press the HELP
button. Will appear a window in which the operator will read all the necessary instructions.
12.2. HEAD FEED CONTROL
The Cutting servo-control automatically controls the saw feed rate. A servovalve has an extension
which touches the blade back, and registers the efforts to cut the piece. The servovalve automatically modifies the feed rate for :
• shape of piece
• material hardness
• blade wear condition
12.2.1 How to select the feed system (option)
Same machines are equipped with two separated feed systems: the standard servo control and the
metered feed. It is suggestible to use the servo when cutting structural or soft & medium hardness
materials, and the use the metered feed when cutting hard materials.
T
YPE OF FEED CONTROL
SERVO
METERED
HOW TO SET THE CONTROL MACHINE REACTION
Position the feed handle on this
symbol and adjust the cutting
pressure to the desired value
Position the feed handle on this
symbol and adjust the servo
pressure to the max allowed
pressure.
Adjust cutting speed on the metered control.
Machine will cut faster with
small section and slower
with higher section
Machine will always at the
same speed, regardless of the
cross section.
12.3. AUTOMATIC WORKSTOP (OPTION)
Position the bar to cut on the machine, paying attention that its front edge doesn’t cover the photo
electric workstop sensor, positioned near the zero position of the index stroke.
Page 38

Pag.38
Instruction Manual
Prepare the program to execute and operate like explained in “Running a program” paragraph. The
control will ask if you want to make the crop cut or no. When it will displayed the message, press
YES to make a crop cut or NO to start directly with the first cutting length.
12.3.1 How to reset the automatic workstop sensor
If the first cut is too short or too long, then it is required to reset the automatic workstop sensor. To
do so:
123456 Enter the password and press OK
Parameter 13 gives the distance between the sensor and the blade. If the cut is too short,
Press the SET button
Press the button
reduce the set value of the difference in length (i.e. if 298 instead of 300, reduce the set
value by 2 mm). If the cut is to long, increase the set value of the difference in length.
Exit the parameter area by pressing OK, then EXIT
Edition A
12.4. BAND DEVIATION MONITOR (OPTION)
To set the band deviation monitor:
123456 Enter the password and press OK
Set the parameter #14 “Max deviation” to the desired value
Press the SET button
Press the button
Exit the parameter area by pressing OK, then EXIT
LOADING THE MATERIAL ONTO THE MACHINE
Moving bars, especially if they are in bundles, it is necessary to pay attention to the security rules for the movement of heavy loads.
Keep the bundle with steel strips until it is in the vises, then remove the strap before starting the cutting cycle.
Page 39

Instruction Manual
13. HOW TO DISMANTLE THE MACHINE
Only experts can dismantle the machine.
Pag.39
Edition A
Page 40

Pag.40
Instruction Manual
Edition A
14. ORDINARY PROBLEMS
warning
It is defined as ordinary service the maintenance due to breaks or wear of parts. Even in these circumstances, only expert operators should service the saw. They have to be able to work safely knowing which are the machine dangers, and avoiding
unnecessary risks.
WHEN SERVICING THE SAW, ALWAYS DISCONNECT THE ELECTRIC SOURCE. THE OPERATOR
MUST USE THE ENTIRE SAFETY EQUIPMENT (GLOVES, GLASSES AND BOOTS).
The manufacturer can not be judged liable for injuries or damages due to unattended safety rules by the
user.
14.1. B
14.1.1. Base (Exhibit A02)
Vise wear status 06-012
Replace vise inserts 06-012
Vise guide 06-008
14.1.2 Chip conveyor
Chip conveyor 11-004 none
Clean chip conveyor 11-004 any
14.1.3. Index
No special service is needed 09-003
ASE
Base dwg. 01-001-0
Chip conveyor dwg. 11-001-0
Vertical vise dwg. 09-001-0
Pos.
Pos.
Pos.
Tool
Tool
Tool
14.2. CUTTING BRIDGE
14.2.1 Columns
Column dwg. 01-024-0 Pos. Tool
Check locknuts 01-025 Spanner
Page 41

Instruction Manual
14.2.2 Connection bar
Connection bar. /01-032-0
Check hydraulic hoses none
14.2.3 Lifting cylinder
Lifting cylinder dwg. 12
Check locknuts 12-017 Spanner
Check gaskets None
14.2.4 Blade tension assembly
Blade tension assembly Dwg. 16 Pos. Tool
Adjust the guide track Spanner
Check locknut 03-052
Do not regulate the central screw of the blade tension guide
Pos.
Pos.
Tool
Pag.41
Edition A
Tool
14.2.5 Band drive assembly
Band drive assembly dwg. 03 Pos. Tool
Check the electrical motor 03-001
Check the collect locking that connect the wheel to the reducer shaft 03-043
Check belts 03-019
14.2.6 Guide arms
Check guide arms dwg. 05 Pos. Tool
Check carbide inserts 05-045
When changing the blade, clean the inserts with gasoline
Check, and if necessary replace, the guiding ball bearing s and the guide-arm inserts 05-023
05-026-029
Check and rotate the carbide backer 17-003
14.2.7 Band brush assembly
Band brush assembly dwg. 20 P os. Tool
Check and if necessary replace the band brush 20-014 Spanner
Register the brush so to keep the blade teeth always clean
14.2.8 Wheels
Wheel. /03-042-0 Pos. Tool
Check the wheel adjustment
Check the blade position on the wheel. If the blade back touches the wheel, call the manufacturer.
Check and keep clean the wheel grooves 03-042
03-042 Manufacturer
Page 42

Instruction Manual
Be sure the blade is not cutting the machine frame 03-042 Manufacturer
Keep lubricated all the bearings 03-051
14.2.9 Servo-cutting device
Servo cutting assembly Dwg. 066/17 Pos. Tool
Check the servo-v alve adjusting the cutting pressure. Turn the knob
Open the servo-valv e cover and check the vertical movem ent of the unit. Spanner
14.2.10 Rapid approach
Check that the rapid approach limit switch is in working properly
COOLANT SYSTEM
14.3
Check the reservoir level and, if necessary, add oil ty pe OSO46.
Pag.42
Edition A
HYDRAULIC POWER UNIT
14.4
Keep the pressure to 55 bar.
ELECTRIC CONTROL PANEL
14.5
Replace, if necessary, broken components.
Page 43

15. MAINTENANCE
15.1 LUBRICATION
REDUCER
A Loading plug
B Level
C Unloading plug
INDEX
D Loading plug
E Precision ball screw
F Lubrication
COLUMNS
G Loading plug
WHEEL
H Bearings
GUIDE ARM
I Lubrication points
VISE GUIDES
L Lubrification points
Instruction Manual
AGIP BLASI A 150
ESSO SPARTAN EP 150
MOBILGEAR 632
BP ENERGOL GR-XP150
FINA GIRA 150
AGIP EXIDI A 68
BP ENERGOL HP 60-C
TOTAL CARTER EP 68
AGIP GR MU 2
BP MACH-GREASE LT2
TOTAL MULTIS MS
AGIP EXIDI A 68
BP ENERGOL HP 60-C
TOTAL CARTER EP 68
AGIP GR MU 2
BP MACH-GREASE LT2
TOTAL MULTIS MS
AGIP GR MU 2
BP MACH-GREASE LT2
TOTAL MULTIS MS
AGIP GR MU 2
BP MACH-GREASE LT2
TOTAL MULTIS MS
Pag.43
Edition A
Replace oil after 100 hours
Check the level every 2000 hours
Replace after 4000 hours
Control weekly
Control weekly
Control weekly
Control weekly
Control weekly
Page 44

Pag.44
Instruction Manual
Edition A
ROBLEMS
15.2. P
Problems Reasons How to solve the problem
Twisted cut Feed rate
Blade is not perpendicular
The blade looses the sharpnes s
quickly
The blade vibrates
Blade teeth break Feed rate
Blade breaks The guides don’t work properly
Stripes on a side of th e blade Only one guide guides th e blade Regulate the guides
Blade stalls Feed rate Reduce the feed rate
The motors are off Problems with the electric source
Cutting speed
Wrong teeth
The blade slides on the material
Feed rate
Wrong teeth
Cutting speed
The cut begins on an irregular or thin section
Material unclamped
Blade in tension even w hen work is over
Wrong weldment
Blade installed incorrectly
Wrong circuit breakers
Short circuit
Reduce the feed rate
Register the blade
Reduce the speed
Use a blade with the right teeth
Increase the feed rate
Increase the band tension
Reduce the feed rate
Use a blade with the right teeth
Reduce the speed
Turn the material on the mach ine
Clamp the material
Check the guides and th eir carbide inserts
Remove tension when not working
Return the blade to the supplier
Check the blade
Look for the problem and solve it
15.3. BLADE REPLACEMENT
1. Turn the electric power off, and unplug the source.
2. Wear the protection gloves.
3. Turn the band tension valve handle so to remove tension to the blade.
Page 45

Instruction Manual
4. Open both the band wheel doors.
5. If stalling in a bar, remove the blade slowly.
6. It is suggested to cover the blade using the plastic teeth strip was orig inally on the blade.
7. Take the old blade in a place where no one can be injured.
8. Clean using compressed air the wheel tracks and the band guides.
9. Put the new blade on the wheel paying attention to the teeth orientation.
10. Make sure the blade sits completely on the wheel track.
11. Tension the blade little by little, and check that it sits correctly on the track.
Pag.45
Edition A
Page 46

Pag.46
Instruction Manual
Edition A
16. REMAINING DANGERS
This machine is powered by electrical power. The manufacturer, building the machine, used the state of the art solutions
also meeting the regar ding regulations to assure maximum safety to the operator.
When servicing the machine with power on to check particular electrical components, always respects the basic safety
rules. Reduce as much as possible this type of operations.
The customer is required to provide a suitable power source respecting the CEI 64-8 or other countries special rules
where the machine was installed.
Page 47

Pag.47
Instruction Manual
Edition A
17. PERSONEL TRAINING
This machine was design to be easily operated. I t is not expressly required an expert to operate the saw, but an expert can
set as best as possible the machine so to obtain the ma ximum results.
Therefore, the operator needs a good experience in machine tools, especially in band saw machine.
The internal maintenance personnel should be able to read and understand an electrical and hydraulic schematic, and
work on the machine following the instructions c ontained in the schematics.
Page 48

Pag.48
Instruction Manual
Edition A
18. MACHINE DISMANTLE
This machine was built using only ecological materials. It is necessary to separately recycle only the hydraulic oils and the
coolant liquid.
Page 49

This band saw machine:
TYPE SERIES SERIAL NUMBER
Instruction Manual
EXHIBIT A – PROOF OF TEST
Pag.49
Edition A
C-530 NC NC
Has been tested in accordance with the following norms:
" UNI-EN 292-1
" UNI-EN 292-2
" CEI 60204-1 (CEI 44-5)
The test had positive result as per testing sheet #
Hours of hydraulic power unit for testing purpose
Numbers of cuts done for test purpose
Electrical test
Hydraulic test
Mechanic test
23151
Check
Signed
Vanzago, March 2003
SEGATRICI S.R.L.
Via Ferrario 13
20010 Vanzago – MI
Alessandro Rescaldani
(Amministratore)
Page 50

SPARE PARTS LIST
See following pages.
Instruction Manual
Pag.50
Edition A
Page 51

Pag.51
Instruction Manual
Edition A
Page 52

Instruction Manual
Tavola 1
1.001 Ghiera Locknut
1.002 Piastra attacco cilindro Plate
1.003 Testina Cylinder head
1.004 Raschiatore Scraper ring
1.005 Guarnizione Gasket
1.006 Anello di guida Gasket
1.007 Guarnizione Gasket
1.008 Pistone Piston
1.009 Guarnizione Gasket
1.010 Canna cilindro Cylinder
1.011 Tirante Tie rod
1.012 Fondello Cylinder end
1.013 Pistone Piston
1.014 Canna cilindro Cylinder
1.015 Tirante Tie rod
1.016 Pistone Piston
1.017 Canna cilindro Cylinder
1.018 Tirante Tie rod
1.019 Morsetto attacco stelo Rod clamp
1.020 Ghiera Locknut
1.021 Testina Cylinder head
1.022 Raschiatore Scaper ring
1.023 Guarnizione Gasket
1.024 Anello di guida Gasket
1.025 Pistone Piston
1.026 Canna cilindro Cylinder
1.027 Anello di ritegno Gasket
1.028 Anello di bloccaggio Fastening ring
1.029 Manometro Pressure gauge
1.030 Riduttrice di pressione Pressure reducer valve
1.031 Guarnizione Gasket
1.032 Rondella in rame Gasket
1.033 Fondello Cylinder end
1.034 Fondello Cylinder end
1.035 Guarnizione Gasket
Pag.52
Edition A
Page 53

Pag.53
Instruction Manual
Edition A
Page 54

Instruction Manual
Tavola 2
2.001 Testina Cylinder head
2.002 Anello di guida Gasket
2.003 Raschiatore Scraper ring
2.004 Guarnizione Gasket
2.005 Guarnizione Gasket
2.006 Stelo cavo Rod
2.007 Guarnizione Gasket
2.008 Cromato di guida Chromate guide
2.009 Pistone Piston
2.010 Guarnizione Gasket
2.011 Fondello Cylinder end
Pag.54
Edition A
2.012 Tubo di carico Loading pipe
2.013 Ghiera Locknut
2.014 Raccordo di carico anter. Fitting
2.015 Guarnizione Gasket
2.016 Raccordo di carico post. Fitting
2.017 Guarnizione Gasket
2.018 Collettore Cylinder head
2.019 Protezione cilindro Cylinder cover
2.020 Tirante Tie rod
2.021 Stelo Rod
2.022 Cromato di guida Chromate guide
2.023 Guarnizione Gasket
2.024 Ghiera Locknut
2.025 Manometro Pressure gauge
2.026 Raccordo Fitting
2.027 Piastra di distribuzione Manifold
2.028 Rondella in rame Copper gasket
2.029 Guarnizione Gasket
2.030 Riduttrice di pressione Pressure reducer valve
2.031 Tubo Pipe
2.032 Raccordo Fitting
2.033 Raccordo Fitting
Page 55

Pag.55
Instruction Manual
Edition A
Page 56

Instruction Manual
Tavola 3
3.001 Supporto vite ricircolo di sf. Precision ball screw support
3.002 Cuscinetto a rulli Roller bearing
3.003 Anello di tenuta Gasket
3.004 Ingrassatore Grease gun
3.005 Vite a ricircolo di sfere Precision ball screw
3.006 Chiocciola Leadnut
3.007 Linguetta Key
3.008 Distanziale Spacer
3.009 Ghiera Locknut
3.010 Ruota dentata Gearwheel
3.011 Giunto motore oleod. Hydraulic motor coupling
Pag.56
Edition A
3.012 Supporto ruota dentata Gearwheel support
3.013 Supporto motore oleodin. Hydraulic motor support
3.014 Motore oleodinamico Hydraulic motor
3.015 Linguetta Key
3.016 Cuscinetto a sfere Ball bearing
3.017 Distanziale Spacer
3.018 Anello di fermo Retaining ring
3.019 Albero di trasmissione Drive shaft
3.020 Rosetta Washer
3.021 Spina Pin
3.022 Distanziale piastra encoder Encoder plate spacer
3.023 Distanziale attacco encoder Encoder fastening spacer
3.024 Encoder Encoder
3.025 Dado Nut
3.026 Motore oleodinamico Hydraulic motor
3.027 Pignone conico Conical pinion
3.028 Pignone conico Conical pinion
3.029 Supporto Support
3.030 Guarnizione Gasket
3.031 Giunto Cupling
3.032 Coclea Chip conveyor screw
3.033 Rulliera Roller table
3.034 Rullo Roller
Page 57

Instruction Manual
3.035 Perno Pin
3.036 Rullo Roller
3.037 Cuscinetto a sfere Ball bearing
3.038 Distanziale Spacer
3.039 Anello di fermo Retaneing ring
3.040 Spalla sostegno rullo vert. Vertical roller support
3.041 Distanziale Spacer
3.042 Rullo verticale Vertical roller
3.043 Bronzina Bushing
3.044 Attacco stelo Rod attachment
3.045 Squadra Gusset
3.046 Testina Cylinder head
3.047 Anello di guida Gasket
Pag.57
Edition A
3.048 Guarnizione Gasket
3.049 Pistone Piston
3.050 Guarnizione Gasket
3.051 Canna cilindro Cylinder
3.052 Fondello Cylinder end
3.053 Gamba di supporto Support bracket
3.054 Tirante Tie rod
Page 58

Pag.58
Instruction Manual
Edition A
Page 59

Instruction Manual
Tavola 4
4.001 Motore oleodinamico Hy draulic motor
4.002 Riduzione Reduction
4.003 Spazzola puliscilama Blade brush
4.004 Dado riduzione Reduction nut
4.005 Flangia porta motore Flange motor support
4.006 Pattino guidalama mobile Mouvable insert assy
4.007 Pattino guidalama fisso Fix insert assy
4.008 Supporto Support
4.009 Cuscinetto a sfere Ball bearing
4.010 Vite Screw
4.011 Staffa Bracket
Pag.59
Edition A
4.012 Piastra Plate
4.013 Linguetta Key
4.014 Manometro Pressure gauge
4.015 Piastra Plate
4.016 Riduttrice di pressione Pressure reducer valve
4.017 Guarnizione Gasket
4.018 Regolatore di portata Flowrate regulator
4.019 Guarnizione Gasket
4.020 Guarnizione Gasket
4.021 Testina Cylinder head
4.024 Dado Nut
4.025 Vite Screw
4.028 Placchetta Plate
4.029 Spina Nut
4.030 Braccio guidalama Saw guide arm
4.031 Linguetta Key
4.032 Lardone regolabile Adjustable guide arm track
4.033 Lardone fisso Fixed guide arm track
4.034 Pistoncino di bloccaggio Piston
4.035 Disco di bloccaggio Disk
4.036 Supporto guidalama Guide arm support
4.037
4.038 Supporto placchetta Plate support
4.039 Cilindro Cylinder
4.040 Tubo portata spazzola B rush pipe
Page 60

Instruction Manual
4.041 Raccordo Fitting
4.042 Tubo sollevamento arco Pipe
4.043 Raccordo Fitting
4.044 Tubo bloccaggio guidalama Pipe
4.045 Distributore Distributor
4.046 Attacco raccordo Fitting block
4.047 Pipe
4.048 Piastra spazzola Brush plate
4.049 Raccordo Fitting
Pag.60
Edition A
Page 61

Pag.61
Instruction Manual
Edition A
Page 62

Instruction Manual
Tavola 5
5.001 Traversa Cross-bar
5.002 Colonne di guida Pilot pin
5.003 Ghiera Locknut
5.004 Ghiera Locknut
5.005 Tappo di carico L oading plug
5.006 Supporto filtro Filter support
5.007 Filtro Filter
5.008 Raccordo Fitting
5.009 Raccordo Fitting
5.010 Antivibrante Anti-vibration support
5.011 Motore elettrico Electrical motor
Pag.62
Edition A
5.012 Semigiunto motore Motor coupling
5.013 Ruota elastica Elastic wheel
5.014 Giunto pompa Pump coupling
5.015 Lanterna
5.016 Pompa Pump
5.017 Raccordo Fitting
5.018 Raccordo Fitting
5.019 Tubo di carico Loading pipe
5.020 Tubo di aspirazione Pipe
5.021 Tubo di drenaggio Draining pipe
5.022 Indicatore di livello Level gauge
5.023 Elettropompa Electric pump
5.024 Guarnizione Gasket
5.025 Filtro Filter
5.026 Raschiatore Scaper ring
5.027 Bussola Bushing
5.028 Guarnizione Gasket
5.029 Anello di guida Gasket
5.030 Raccordo Fitting
Page 63

Pag.63
Instruction Manual
Edition A
Page 64

Instruction Manual
Tavola 6
6.001 Carrello Index
6.002 Bussola Bushing
6.003 Raschiatore Scraper ring
6.004 Cromate di guida Slideway chromate
6.005 Lardone Slideway
6.006 Lardone Slideway
6.007 Bussola Bushing
6.008 Guarnizione Gasket
6.009 Raschiatore Scaper ring
6.010 Bussola Bushing vise stroke = 10
6.011 Guarnizione Gasket
Pag.64
Edition A
6.012 Fondello Cylinder end
6.013 Catena portacavi Wires chain
6.014 Tappo carico olio Oil loading plug
6.015 Tappo carico olio Oil loading plug
6.016 Maniglia Handle
6.017 Rosetta Washer
6.018 Traversino Vertical roller support
6.019 Distanziale Spacer
6.020 Distanziale Spacer
6.021 Perno rullo Roller pin
6.022 Distanziale rullo Roller spacer
6.023 Cuscinetto a sfere Ball bearing
6.024 Distanziale Spacer
6.025 Rullo Roller
6.026 Rosetta Washer
Page 65

Pag.65
Instruction Manual
Edition A
Page 66

Instruction Manual
Tavola 7
7.001 Morsa posteriore sinistra Inboard left vise
7.002 Morsa posteriore destra Inboard right vise
7.003 Morsa anteriore destra Index right vise
7.004 Morsa anteriore sinistra Index left vise
7.005 Tassello Inboard vise g uide
7.006 Lardone Slideway
7.007 Guida Guide
7.008 Guida Guide
7.009 Vite Screw
7.010 Supporto slitta Slideway support
7.011 Piastra slitta Slideway plate
Pag.66
Edition A
7.012 Tastatore Blade
7.013 Rotella Wheel
7.014 Rotella Wheel
7.015 Supporto rotella Wheel support
7.016 Freno Block
7.017 Microinterruttore Limit switch
7.018 Coperchio destro Right cover
7.019 Coperchio sinistro Left cover
7.020 Maniglia Handle
7.021 Chiusura Lock
7.022 Catena portacavi Wires chain
7.023 Carter Anti-wear cover
7.024 Supporto destro rulliera Roller table support
7.025 Supporto sinistro rulliera Roller table support
7.026 Perno rullo Roller shaft
7.027 Rullo Roller
7.028 Cuscinetto a sfere Ball bearing
7.029 Anello di fermo Retaining ring
7.030 Traversino Connection
7.031 Supporto posteriore rulliera Roller table extension
7.032 Guide in ny lon Nylon guide
Page 67

Pag.67
Instruction Manual
Edition A
Page 68

Instruction Manual
Tavola 8
8.001 Motore A.C. AC motor
8.002 Piastra motore Motor plate
8.003 Morsetto (solo per 330) Clamp (only on 320)
8.004 Riduttore Planetary reducer
8.005 Volano motore Drive Flywheel
8.006 Calettatore Collet locking
8.007 Rosetta Washer
8.008 Puleggia riduttore Reducer pulley
8.009 Distanziale Spacer
8.010 Linguetta Key
8.011 Rosetta Washer
Pag.68
Edition A
8.012 Cinghia Belt
8.013 Puleggia motore Motor pulley
8.014 Rosetta Washer
8.015 Distanziale Spacer
8.016 Linguetta Key
8.017 Volano folle Idler Flywheel
8.018 Cuscinetto a rulli Roller bearing
8.019 Ghiera Locknut
8.020 Fondello Cylinder end
8.021 Anello di tenuta Gasket
8.022 Perno volano Flywheel pin
8.023 Lardone Slideway
8.024 Guida Guide
8.025 Pistra inclinabile Adjustement plate
8.026 Vite di regolazione Regulating screw
8.027 Vite Screw
Page 69

Pag.69
Instruction Manual
Edition A
Page 70

Instruction Manual
Tavola 9
9.001 Distributore superiore Upper manifold
9.002 Distributore centrale Middle manifold
9.003 Distributore inferiore Lower manifold
9.004 Piastra Plate
9.005 Distributore arco Saw head manifold
9.006 Distributore morse anteriori Front vise manifold
9.007 Distributore tendi lama Band tension manifold
9.008 Distributore manuale Manual manifold
9.009 Riduttrice di pressione Pressure reducer valve
9.010 Regolatore di portata Flowrate control
9.011 Manometro Pressure gauge
Pag.70
Edition A
9.012 Manometro Pressure gauge
9.013 Guarnizione Gasket
9.014 Guarnizione Gasket
9.015 Guarnizione Gasket
9.016 Guarnizione Gasket
9.017 Rondella in rame Copper gasket
9.018 Ritegno
9.019 Nipplo Niples
9.020 Nipplo Niples
9.021 Nipplo Niples
9.022 Raccordo Fitting
9.023 Raccordo Fitting
9.024 Riduzione Reduction
9.025 Raccordo Fitting
9.026 Raccordo Fitting
9.027 Raccordo Fitting
9.028 Raccordo Fitting
9.029 Raccordo Fitting
9.030 Manicotto Sleeve
9.031 Tubo di portata L oading pipe
9.032 Tubo Pipe
9.033 Tubo Pipe
9.034 Tubo Pipe
Page 71

Instruction Manual
9.035 Tubo Pipe
9.036 Tubo Pipe
9.037 Tubo portata evacuatore Pipe
9.038 Tubo scarico spazzola Brush unloading pipe
9.039 Tubo morsa bancale dest. Rear right vise pipe
9.040 Tubo morsa bancale sinist. Rear left vise pipe
9.041 Tubo di drenaggio Draining pipe
9.042 Tubo portata arco Loading Saw head pipe
9.043 Tubo apertura morse Opening front vise pipe
9.044 Tubo di drenaggio Draining pipe
9.045 Tubo Pipe
9.046 Tubo avanti indietro carro Index Fwd/Rev pipe
9.047 Tubo apertura morse Vise opening pipe
Pag.71
Edition A
9.048 Tubo scarico generale General drain pipe
9.049 Tubo salita arco Head up pipe
9.050 Tubo discesa arco Head down pipe
9.051 Elettrovalvola Solenoid valve
9.052 Connettore Connector
9.053 Elettrovalvola Solenoid valve
9.054 Valvola Valve
Page 72

Instruction Manual
ELECTRICAL AND HYDRAULIC SCHEMATICS
See following pages.
Pag.72
Edition A
 Loading...
Loading...