

Page 1
P.N. 200560
Electric Heater Lead
Welding Instructions
Gas Weld
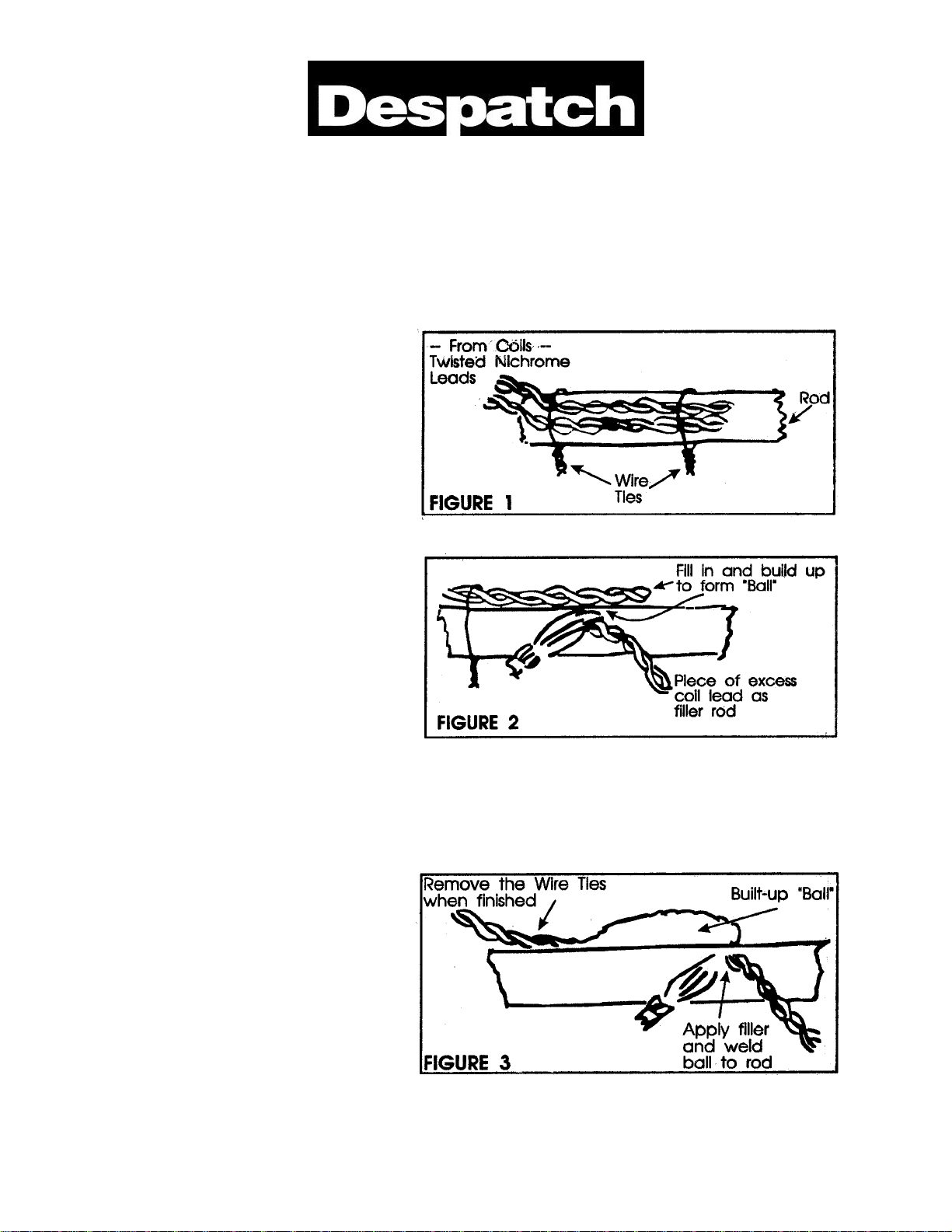
1. Place coil end parallel to
the rod and tie the coil
lead to the rod with
nichrome wire to hold the
lead in place while
welding. (See Figure 1).
2. To weld the coil to the rod,
use an oxyacetylene
flame. For filler rod, use
excess heater coil wire.
Use a soft flame to melt
filler rod and fill in around
coil leads to form a “ball”.
Do not try to weld the coil
leads directly to the rod.
No flux is required. (See
Figure 2).
CAUTION: Too hot a flame or applying too much heat to the coil leads can
burn them off or cause crystallizing. Keep flame moving.
3. When the coil leads have
been built up by the
appolication of filler rod,
increase flame heat.
Apply the flame to the rod
and add filler between the
rod and built-up leads,
gradually fusing them
together. (See Figure 3).
V-28
Rev. 3-02
1
Page 2
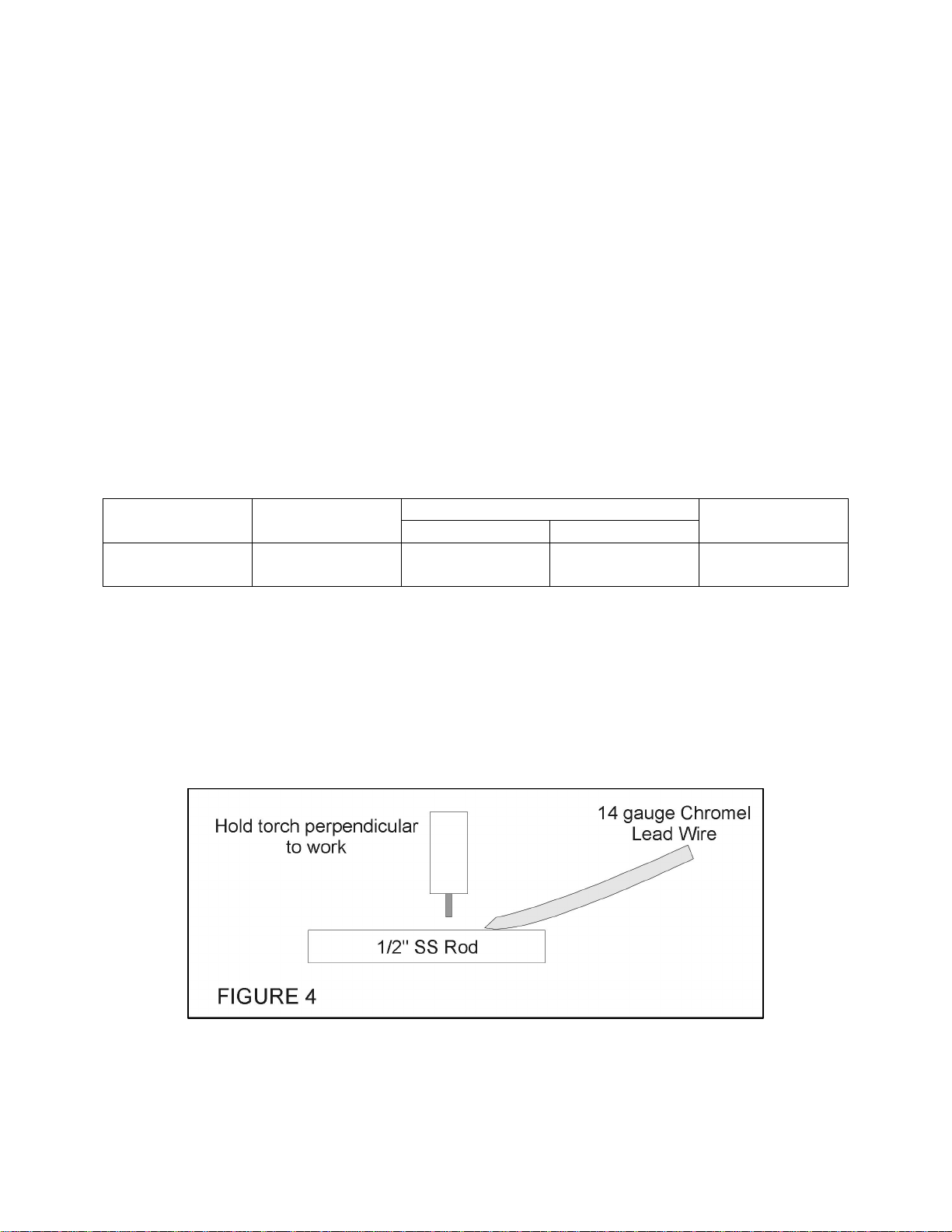
TIG Weld
Joint
Type of Welded Joint: J-Groove
Backing Material: No
Base Metal
Sheet steel to SS Rod (support
steel)
Filler Metal
Specification: If required, chromel
lead wire
Classification: Same as heater lead
Technique
Amperes Volts
1 with 3/8” nozzle
.062 diameter
1. Start puddle.
2. Before melting wire use a slight weave.
3. Once you start melting wire, lead the puddle with torch.
60-78
60 nom.
Gas
Shielding Gas: Argon
Percent Mixture: 100% Argon
Flow Rate: 10-14 CFH
Coating
Type: None
Preheat
Preheat Temperature Min: None
Welding Current Pass No. Tungsten Size
Travel Speed
17-19 N/A
2
 Loading...
Loading...