

Page 1
1®3
Page 2
Table of Contents
The Darex Story ......................................................................... Page 3
Safety Instructions ..................................................................... Page 4
Cautions .................................................................................... Page 6
XPS-16 Specification Sheet .......................................................... Page 9
Capabilities & Performance .......................................................... Page 10
Touch Screen Icon Reference ...................................................... Page 13
Sharpening Your First Drill ........................................................... Page 17
Touch Screen Details .................................................................. Page 19
Custom Drill Geometry Section .................................................... Page 35
Download Details ........................................................................ Page 41
Chuck Information Standard & Collet Style ..................................... Page 47
Vacuum System Information ......................................................... Page 55
Wheel Information ....................................................................... Page
Trouble Shooting Section .............................................................. Page 63
Drill Nomenclature ....................................................................... Page 73
Drill Style Recommender ............................................................. Page 77
Machine & Vacuum Parts List w/Exploded Views ............................. Page 83
Electronics, Wiring diagrams, Service Parts Replacement Instruction
& Exploded Views ........................................................................ Page 91
57
Machine Axis Definition ................................................................ Page 11
Cutting Edge Advance Screen ....................................................... Page 39
Honing Information ..................................................................... Page 53
Sharpening Tips .......................................................................... Page 61
Sample Drill File Form .................................................................. Page 75
General Maintenance ................................................................... Page 79
*For Technical Service visit our web site at www.darex.com
Or call Darex 800-547-0222
PP12850KF - User Manual
Page 3

The Darex Story
The Darex Story
Darex Corporation began in 1973 in Beecher, Illinois. The D, A and R of Darex are the initials of three
generations of the Bernard family; David, Arthur and Richard Bernard. David and his father Richard
founded Darex. Grandfather Arthur Bernard, who earlier founded the Bernard Welding Company, contributed his energy and guidance to Darex. Art’s inventions revolutionized the welding industry.
In 1978, Darex relocated to Ashland, Oregon. Grandson Dave and son Dick carry on Arthur’s legacy of
inventiveness. Darex grew to become the most recognized name in the cutting tool sharpening industry.
Today, Darex is a world-leading manufacturer of precision cutting tool sharpeners.
Darex is proud to offer a complete line of quality precision cutting tool sharpeners at affordable prices.
Before our first days, we at Darex had looked at our competitor’s sharpeners and asked ourselves:
“Must cutting tool sharpeners be complicated? Why must the choice be limited to cost prohibitive accuracy or low price inaccuracy?” Our sharpeners prove you can have it all: Simplicity, Accuracy, and Affordability.
We have always emphasized innovative product design and tested tech n olog y. The experien ced personnel at our modern manufacturing facility use the latest production methods. The Darex marketing team
knows first-hand the machines we sell and will guide you to the best machine for your needs. Our skilled
technical service department is happy to answer your questions about our products or cutting tools.
The XPS-16 CNC Sharpener
The Darex XPS-16 CNC Drill Sharpener can be programmed to sharpen an infinite variety of conical, four-facet,
split-point and/or radius split point drills. The XPS-16 can sharpen HSS and c arbide twist drills from 1/8” to 5/8” (316 mm) diameter, 2” to 8 ¾” long, and angles of 90 to 150 degrees. Memory stores user-defined drill point geometries. In a single set-up the Darex XPS-16 automatically sizes, aligns, then sharpens the drill and splits the point
and can hone the drill’s cutting edges to minimize chipping. Benefits include: Convenient internal chuck holds drill;
LCD screen display panel for one-touch programming; Long-lasting super-abrasive plated grinding wheels; “Grind
Motion Control” monitors load on the grinding wheel; adjusts feed and speeds keeping drills cool, di agnostic software alerts operators of potential problems.
To keep your Darex XPS-16 in top condition, please refer to the maintenance section of this manual. Replacement
wheels and parts are listed in the parts list on page 83 & 84. A schematic breakdown of the machine is on page 85
of the manual.
3
Page 4
Safety Instructions
Safety Instructions
GROUNDING INSTRUCTIONS
• For all grounded, cord connected tools:
• In the event of a malfunction or breakdown, grounding provides a
path of least resistance for electric current to reduce the risk of
electric shock. This tool is equipped with an electric cord having
an equipment-grounding conductor and a grounding plug. The
plug must be plugged into a matching outlet that is properly installed and grounded in accordance with all local codes and ordinances. Do not modify the plug provided-if it will not fit the outlet,
have the proper outlet installed by a qualified electrician . I m proper connection of the equipment-grounding conductor can
result in a risk of electric shock. The conductor with insulation,
having an outer surface that is green with or without yellow
stripes, is the equipment-grounding conductor. If repair or replacement of the electric cord or plug is necessary, do not connect
the equipment-grounding conductor to a live terminal. Check with
a qualified electrician or serviceman if the grounding instructions
are not completely understood, or if in doubt as to whether the
tool is properly grounded. Use only 3-wire extension cords that
have 3-prong grounding plugs and 3-pole receptacles that accept
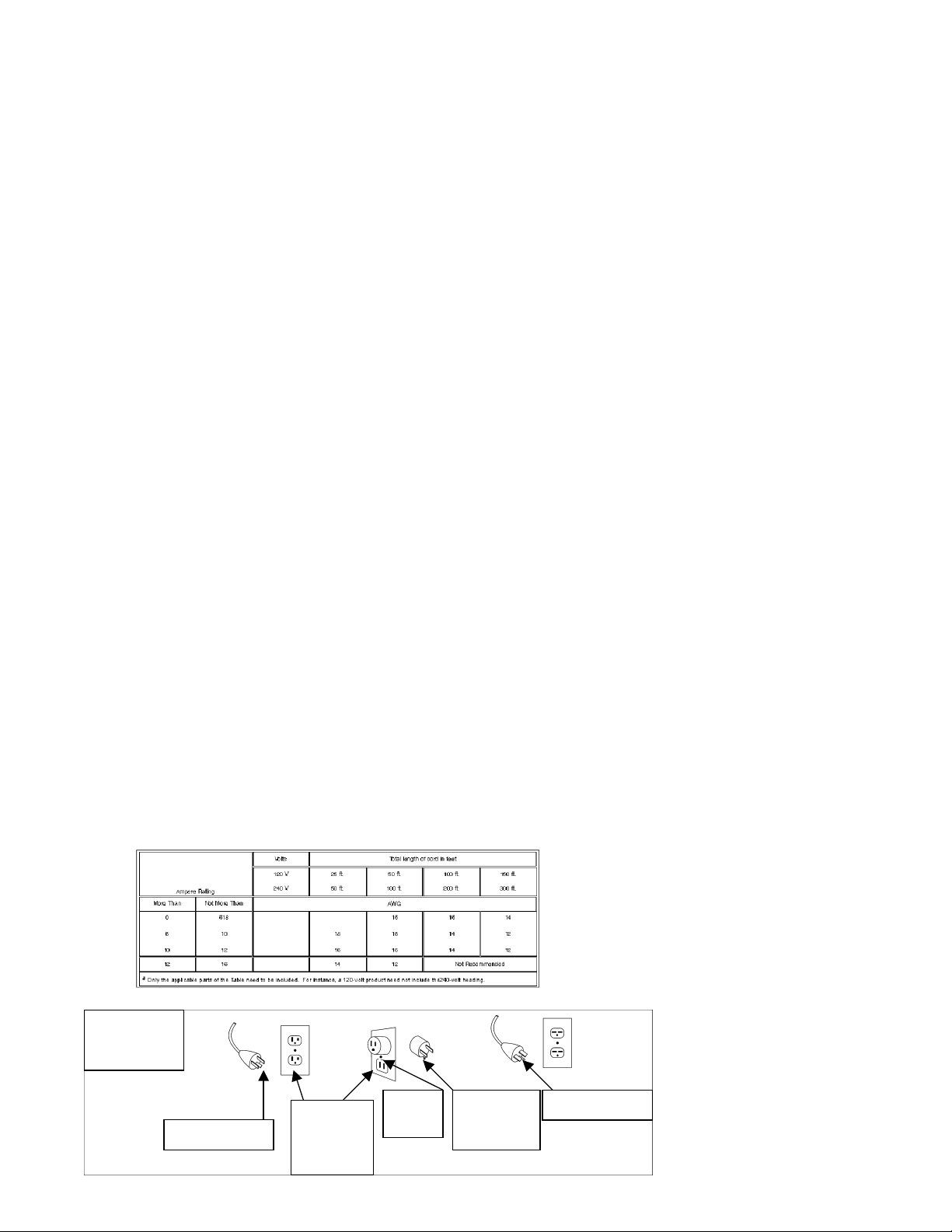
the tool’s plug. Repair or replace damaged or worn cord immediately. See Table 1. Minimum Gauge Cords below.
• Grounded, cord-connected tools intended for use on a
supply circuit having a nominal rating less than 150 volts:
This tool is intended for use on a circuit that has an outlet that
looks like the one illustrated in Figure A. The tool has a grounding
plug that looks like the plug illustrated in F ig ure A . A tem p orary
adapter which looks like the adapter illustrated in Fig ures B and C,
may be used (except in Canada) to connect this plug to a 2-pole
receptacle as shown in Figure B if a properly grounded outlet is
not available. The temporary adapter should be used only until a
qualified electrician can install a properly grounded outlet. The
green colored rigid ear lug, etc. extending from the adapter must
be connected to a permanent ground such as a properly grounded
outlet box. See Fig. 1. Grounding methods below.
• Grounded cord-connected tools intended for use on a sup-
ply circuit having a nominal rating between 150-250 volts
inclusive: See Table 1. Minimum Gauge Cords below.
4
Table 1 Minimum Gauge Cords
Fig .1
Grounding
methods
Grounding Pin
(A) (B)
Cover of
grounded
(C)
Metal
Screw
outlet box
Grounded
Means
(D)
Grounding Pin
Page 5
Safety Instructions
Safety Instructions
FOR YOUR OWN SAFETY, READ INSTRUCTION MANUAL BEFORE OPERATING MACHINE!
Caution:
DO NOT OPERATE MACHINE WITHOUT VACUUM SYSTEM
RUNNING
Airflow from vacuum cools grinding motor
Grinding dust inhaled/ingested can be harmful to your health
Grinding particles will cause damage to th e internal components
Caution:
WHEN USING ELECTRIC TOOLS, BASIC SAFETY PRECAUTIONS
SHOULD ALWAYS BE FOLLOWED TO PREVENT THE RISK OF
FIRE, ELECTRIC SHOCK AND PERSONAL INJURY, INCLUDING
THE FOLLOWING:
WHEN MAINTENANCE IS PERFORMED ON SHARPENER
ALWAYS: Push the emergency stop button, unplug unit from
power supply and use a “LOCK OUT” “TAG OUT” procedure.
Follow instructions entitled “DAREX XPS-16
Maintenance" in this Instruction Manual.
Never touch internal parts of the sharpener when the
sharpener is on. The rotating grinding wheel can cause injury.
Use caution when replacing the grinding wheel. Follow
instructions entitled “Replacing The Grinding Wheel”, in this
truction Manual.
Ins
KEEP GUARDS IN PLACE and in working ord
REMOVE WRENCHES and Adjusting Keys Always check to see that
any tools have been removed from the sharpener before turning it on.
KEEP WORK AREA CLEAN Cluttered areas and benches invite
accidents.
DON'T USE IN DANGEROUS ENVIRONMENT Do not use
power tools
STORE EQUIPMENT in a safe place when not in use.
DON'T FORCE TOOL It will do the job better and safer at the
rate for which it was designed.
USE THE RIGHT TOOL Don’t force tool or attachment to do a
job it was not designed for.
ALWAYS USE SAFETY GLASSES TO MINIMIZE THE RISK OF
MAINTAIN TOOL WITH CARE Keep tools sharp and clean for
best and safest performance.
DISCONNECT TOOLS from the power supply before service or when changing accessories .
AVOID ACCIDENTAL STARTING Make sure switch is in the
“OFF" position before plugging cord in to outlet or machine.
USE RECOMMENDED ACCESSORIES Consult the owner's
manual for recommended accessories. The use of improper
accessories may cause hazards.
CHECK FOR DAMAGED PARTS Before further use of the tool, a
guard or other part that is dama ged should be carefully checked
to assure that it will operate properly and perform its intended
function.
parts, breakage of parts, moun
may affect its operation. A guard or other part that is damaged
should be properly repaired or replaced.
NEVER LEAVE TOOL RUNNING UNATTENDED Turn power
off.
USE PROPER EXTENSION CORD Make sure extension cord is
in good condition. When using an extension cord be sure to use
one heavy enough to carry the current the Drill Sharpener will
draw. An undersize cord will cause a drop in line voltage, resulting
in a loss of power and/or overheating.
DO NOT USE DAMAGED OR UNSHAPED WHEELS Use
in damp or wet locations, or expose them to rain.
INJURY, ALWAYS USE PROPER EYE AND RESPIRATORY
PROTECTION: Everyday eyeglasses only have impact
resistance lenses and they are NOT safety glasses. (See
Decal at left.) Use appropriate respiratory face or dust mask.
Check for alignment of moving parts, binding of moving
ting and any other conditions that
er.
grinding wheels suitab
NEVER STAND ON TOOL
USE ONLY FLANGES (OR WASHERS) FURNISHED
WITH TOOL
THE CONTINUOUS A-WEIGHTED sound pressure level at
the operator’s ear is not over 60dB (A)
RISK OF INJURY DUE TO ACCIDENTAL STARTING.
Do not use in an area where children may be present.
THE WEIGHTED ROOT MEAN SQUARE ACCELERATION
VALUE to which the arms are subjected to does not exceed
2.5 m/s
KEEP CHILDREN AWAY. All visitors should be kept a
safe distance from work area.
MAKE WORKSHOP KID PROOF with padlocks, master
switches, or by removing starter keys.
WEAR PROPER APPAREL. Do not wear loose clothings,
neckties, rings, bracelets, or other jewlery which may get
caught in moving parts. Nonslip footware is recommended.
Wear protective hair covering to contain long hair.
DON'T OVERREACH. Keep proper footing and balance at
all times.
le for speed of grinder
WARNING: This product contains a chemical
known to the State of California to cause cancer. Some
dust created by power sanding and grinding as well as
contents from the machine may contain chemicals
known to the State of California to cause cancer, birth
defects or other reproductive harm.
5
Page 6
Cautions
CAUTION
Do not operate machine without using vacuum system
• Grinding dust inhaled/ingested can be harmful to your health
• Grinding particles can cause damage or erratic operation of the sharpener
• Airflow from vacuum cools the grinding wheel & motor during sharpening
Do not alter length of vacuum hose
Remove wheel before cleaning
Do not operate machine in adverse environmental conditions
• Minimum 7°C (45°F) Maximum 32°C (90°F)
Do not remove jaws from springs OR springs from
spindle insert
• Jaws are positioned and then match ground. By disassembling you will compromise the concentric-
ity. Refer to information on page 47
Do not interrupt or shut down sharpening machine while in the
lube cycle
• Remove drill from chuck before pressing the Check icon to continue lube process
Do not interrupt or shut down sharpening machine while
downloading software
Use a Diamond wheel to grind carbide drills
• Grinding carbide on a CBN wheel will cause damage to the wheel
Use grounding straps and static dissipating
materials when handling electronics
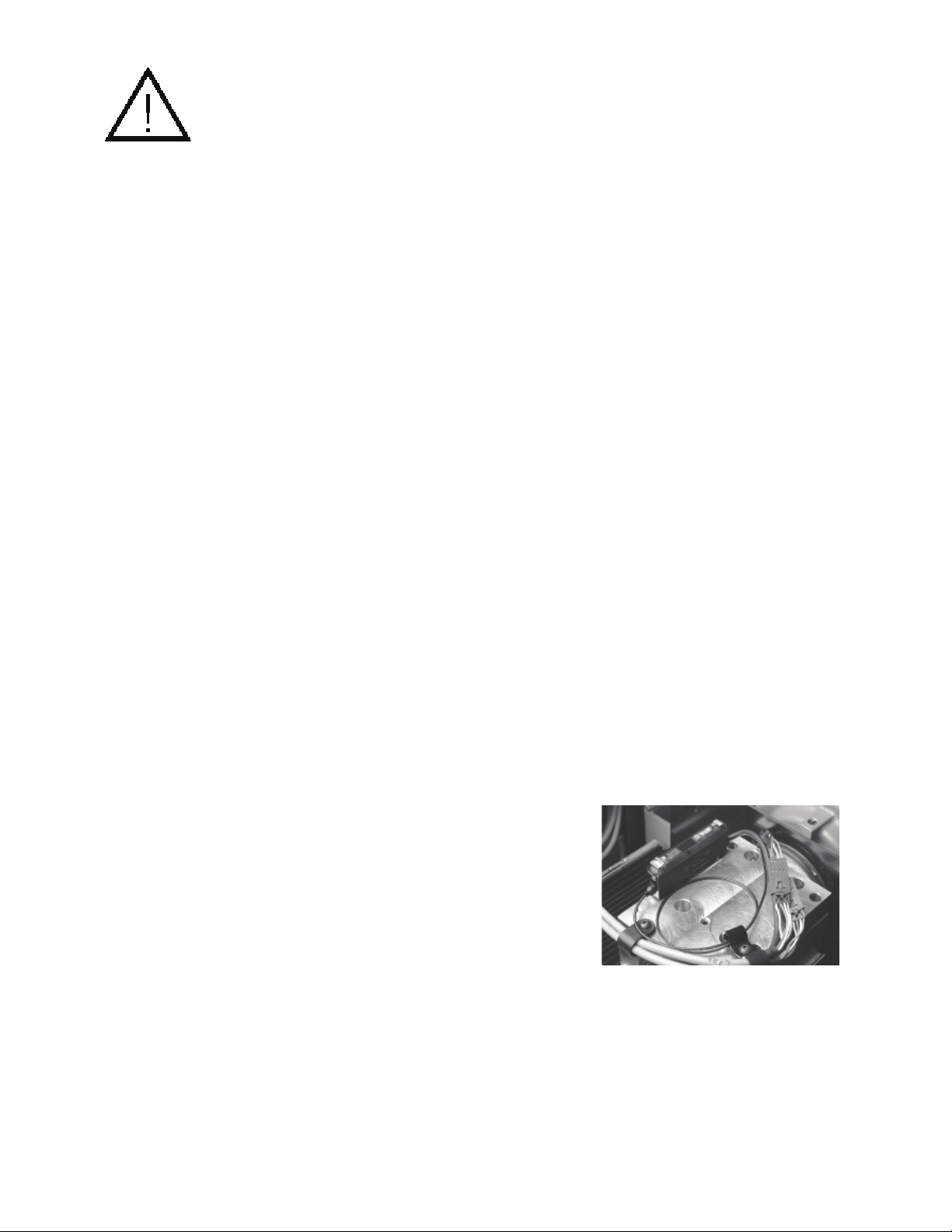
Do not pinch, bend or crimp the Fiber optic
ble
ca
• The thin black cable, can be found underneath the left side of the top
cover, fastened to the top of the spindle cartridge block
Do not over tighten chuck when securing drill
• May cause chuck to lock up
Do not replace interior lamp with substitute bulb
• Damage or erratic operation could result.
6
Page 7
Material Safety Data Sheet
US DEPARTMENT OF LABOR Form Approved Occupational Safety and Health
Administration 0MB No 44-Ri 367
Required under USDL Safety & Health Regulations for Ship Repairing, Shipbuilding and Chip breaking
MANUFACTURERS NAME: Professional Tool Mfg LLC
EMERGENCY PHONE NO: (541) 488-2224
ADDRESS: 210 E. Hersey Street, Ashland, Oregon 97520
CHEMICAL NAME & SYNONYMS Diazon-Electroplated Diam
Man-Made Diamond. RVG. MBG. MBS Product Families. Standard Series and 300 Series Diamond Micron Powder
TRADE NAME & SYNONYMS: Electroplated CBN Wheels, Electroplated Diamond Wheels
CHEMICAL FAMILY: Abrasive Any Grade
Materials are regulated by OSHA
SOLUBILITY IN WATER NI YTILIBULOS a/n ALCOHOL n/a
APPEARANCE AND ODOR Solid, Clear, White To Yellow To Dark Crystals Silver Color.
PRIMARY ROUTE(S) OF ENTRY: Inhalation, Ingestion, Skin, Eye(s)
INGESTION: If a dust, sympto .elbairav era sm
INHALATION: Move to fresh air. Give oxygen if necessary
EYE(S): Flush thoroughly with water. Obtain medical assistance
Nickel (Ni) is
INCOMPATIBILITY: (Materials to avoid) n/a
HAZARDOUS COMPOSITIONS PRODUCTS: n/a
CONDITIONS TO BE AVOIDED: Contact with strong acids/caustics, enclosed areas.
This page was intentionally left blank.
FORMULA: n/a
29 CFR 1910.1200, Hazard Communication Standard
SECTION IV - FIRE AND EXPLOSION HAZARD DATA
SECTION V - HEALTH, FIRST AID AND MEDICAL DATA
es fi yllaicepse( noitatirrI :NIKS
morf( noitatirrI :)S(EYE
listed as a carcinogen Avoid long exposure. Consult medical personnel for first aid and medical information
SECTION VI - CORROSIVELY AND REACTIVITY DATA
SECTION VII - SPILL, LEAK AND DISPOSAL PROCEDURES
EPS TO BE TAKEN IN CASE MATERIAL IS RELEASED OR SPILLED: Normal clean up procedure
ST
WASTE DISPOSAL METHOD:
Waste will contain nickel. Dispose in accordance with all applicable Federal, state, and local regulations.
SECTION VIII – PERSONAL PROTECTION INFORMATION
RESPIRATORY PROTECTION:
Respiratory protection as needed see OSHA-29 CFR 1910.134
VENTILATION: LOCAL EXHAUST: strongly preferred
MECHANICAL (GENERAL): Use only if adequate to maintain below TLV’s.
PROTECTIV
EYE PROTECTION: Recommended see OSHA29 CFR 11910.215
OTHER PROTECTIVE EQUIPMENT: Use standard precautions for grinding operations.
NORMAL STORAGE AND HANDLING:
Store in clean, dry area, away from chemicals.
NORMAL USE: Use adequate ventilation (See Section VIII )
E GLOVES: As desired by user.
SECTION IX - STORAGE AND HANDLING PROCEDURES
MATERIAL SAFETY DATA SHEET
129 CFR 1915, 1916.19171
SECTION I
ond/CBN Products, Diamond (uncoated)
SECTION II COMPOSITION
SECTION III - PHYSICAL AND CHEMICAL DATA
/n TNIOP HSALF
dnomaiD lairtsudnI lekciN EMAN LACIMEHC
oN seY DETALUGER
3-04-2887 0-20-0447 :#SAC
)CONP( 3m gm 0.01 3mgm 0 1 VLT HIGA
oN seY NEGONICRAC
a/n TNIOP GNITLEM a/n )F( TNIOP GNILIOB
a/n ERUSSERP ROPAV a/n YTIVARG CIFICEPS
a/n ETAR NOITAROPAVE a/n YTISNED ROPAV
a/n TNEVLOS REHTO NI YTILIBULOS
a/n )%( EMULOV YB ELITALOV TNECREP
a
LEU LEL STIMIL ELBAMMALF )DESU DOHTEM(
a/n AIDEM GNIHSIUGNITXE
a/n :SERUDECORP GNITHGIF ERIF LAICEPS
a/n :SDRAZAH NOISOLPXE DNA ERIF LAUSUNU
ERUSOPXEREVO FO STCEFFE
.)esu leehw morf tsuD( gnihtaerb ni ytluciffiD :NOITALAHNI
.) iN ot evitisn
.)elcitrap dnomaid ro iN
:NOITAMROFNI LACIDEM DNA DIA TSRIF
.noitnetta lacidem niatbO :NOITSEGNI
yrassecen fi pleh lacidem niatbO retaw htiw ylhguoroht hsaW :NIKS
SKSIR HTLAEH LAITNETOP REHTO
)x( elbatS ) ( elbatsnU :YTILIBATS
)x( rucco ton lliW ) ( rucco yaM :NOITAZIREMYLOP
7
Page 8
This page was intentionally left blank.
8
Page 9
XPS-16 Specification Sheet
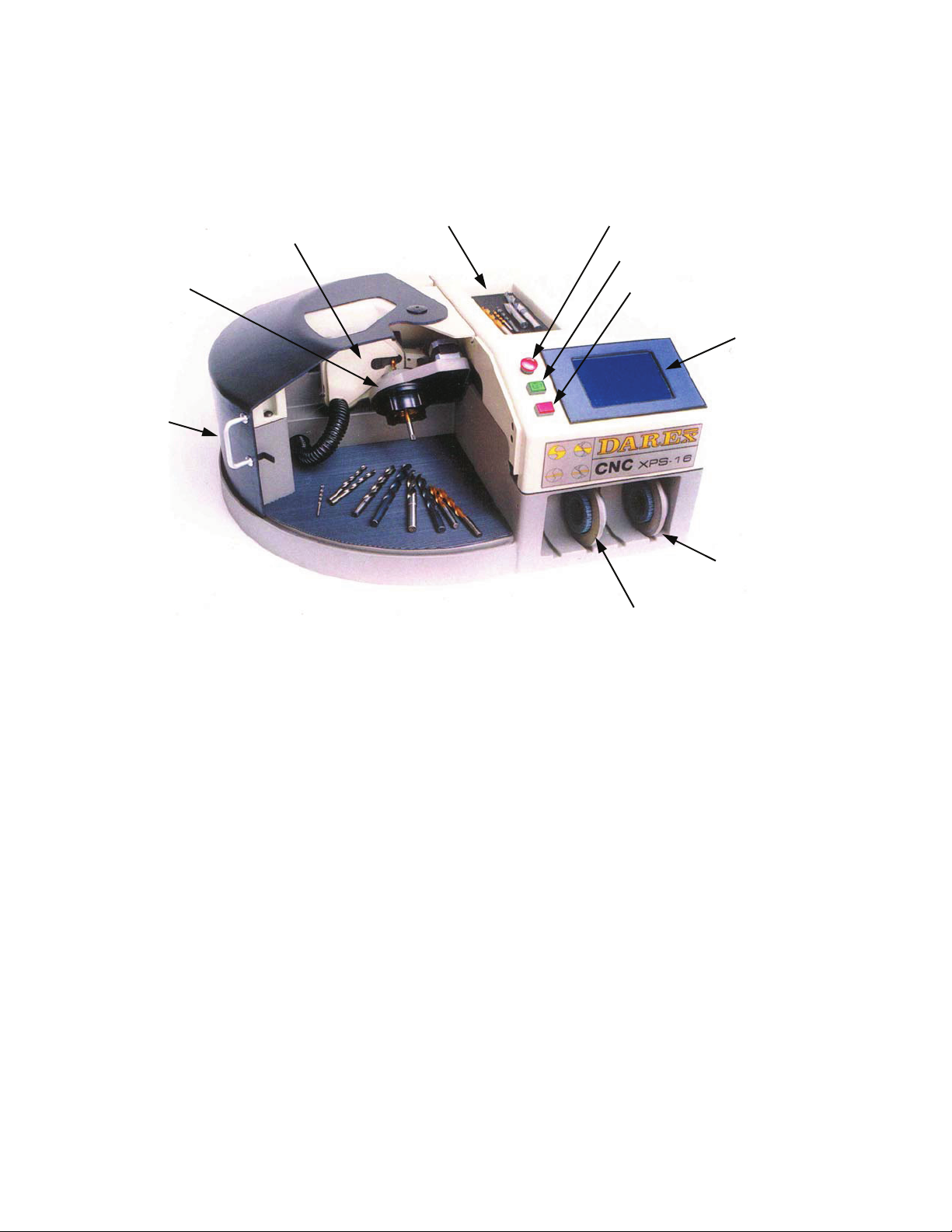
CNC XPS-16
DRILL SHARPENER
DRILL HOLDER
WHEEL GUARD COVER
CHUCK
DOOR
EMERGENCY STOP
CYCLE START
CYCLE STOP
LCD TOUCH SCREEN
GRIND WHEEL STORAGE
GRIND WHEEL
XPS-16 Auto Measurement Features
Your XPS-16 has many features so carefully designed and engineered that you may not even be
aware of their uniqueness. Once the cycle start button has been pushed, your Darex XPS-16 begins taking measurements of the drill, on the way to the grinding wheel. Your XPS-16 locates the
end of the drill, calculates diameter, locates and positions the cutting edge, determines web thickness, identifies initial contact point of drill to the wheel and then sharpens. After sharpening and
before splitting the drill, your XPS-16 sharpener again measures and re-locates the end of the
drill, ensuring an accurate split.
Specifications
• Standard Grinding Wheels: 180 Grit CBN - HSS, Cobalt & 220 Grit DIA - Carbide
• Operating temperature: Not less than 7°C (45°F) or more than 32°C (90° F)
• Motor Specs: BLDC motor 115/230 V RPM 3800-3900 50/60 hz
• Power requirements: 8 amp @ 115 V; 4 amp @ 230 V
• Machine Dimensions: 66cm W x 56cm D x 30.5cm H (26” W x 22” D x 12” H)
• Machine Weight: 52 kg (115lbs)
• Shipping Dimension: 78cm W x 89cm D x 45cm H (31” W x 35” D x 18” H)
• Vacuum Dimensions: 36cm D x 49cm H (14” D x 18” H)
• Vacuum Weight: 14 kg (30lbs)
• Total Ship Weight: 66 kg (145lbs)
• Warranty: 1 year defective parts and labor
9
Page 10
Capabilities & Performance
Capabilities & Performance
• Drill Types: Two fluted HSS, Cobalt or Carbide SAE & Metric twist drills
• Point Styles: Four Facet & Standard Conic points
• Split Point Styles: Standard X split and Radius split
• Point Angles: 90° - 150°
• Drill Diameter: 3mm - 16mm (.118 to .629)
• Drill Length 50.8mm - 222.3mm (2” to 8.750)
• Lip Height Accuracy: ANSI B94.11, NAS 907 and ISO 10899 Standards
• Point Angle: 90° - 150° with a tolerance of +/- 2°
• Relief: 5° - 18° margin relief with a tolerance of +/- 2°
• Split Angle: 120° - 170° with a tolerance of +/- 5°
• Fan Angle: Tolerance of +/- 15°
Tolerances
Approximate Grinding Performance Times using
drills with a standard web thickness
Material Point
Angle
(Degree)
HSS 118° .125 .005 11° 0 : 36
HSS 118° .375 .005 9° 0 : 45
HSS 118° .625 .005 7° 0 : 49 1:25
CARBIDE 135° .125 .006 11° 1 : 44
CARBIDE 135° .375 .006 9° 3 : 58
CARBIDE 135° .625 .005 7° 5 1:16
Diameter
(inch)
MTO
(inch)
Relief
(Degree)
Hone
Time
(sec)
*Grind
Times:
No Split
*Grind
Times:
X-Split
: 56
1:13
1:08
1:30
1:59
*Approximate
grind times
based on using
a new grinding
wheel
10
Page 11
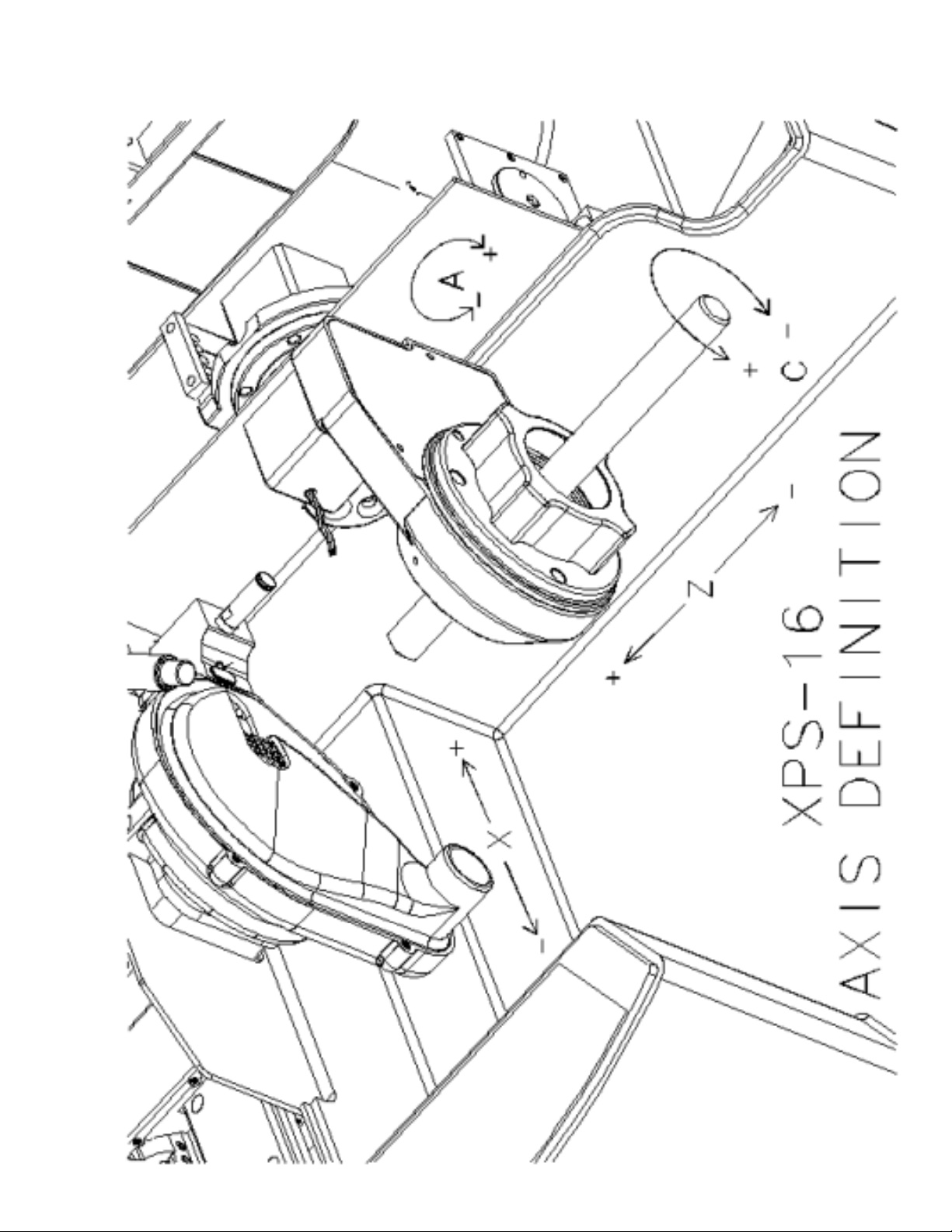
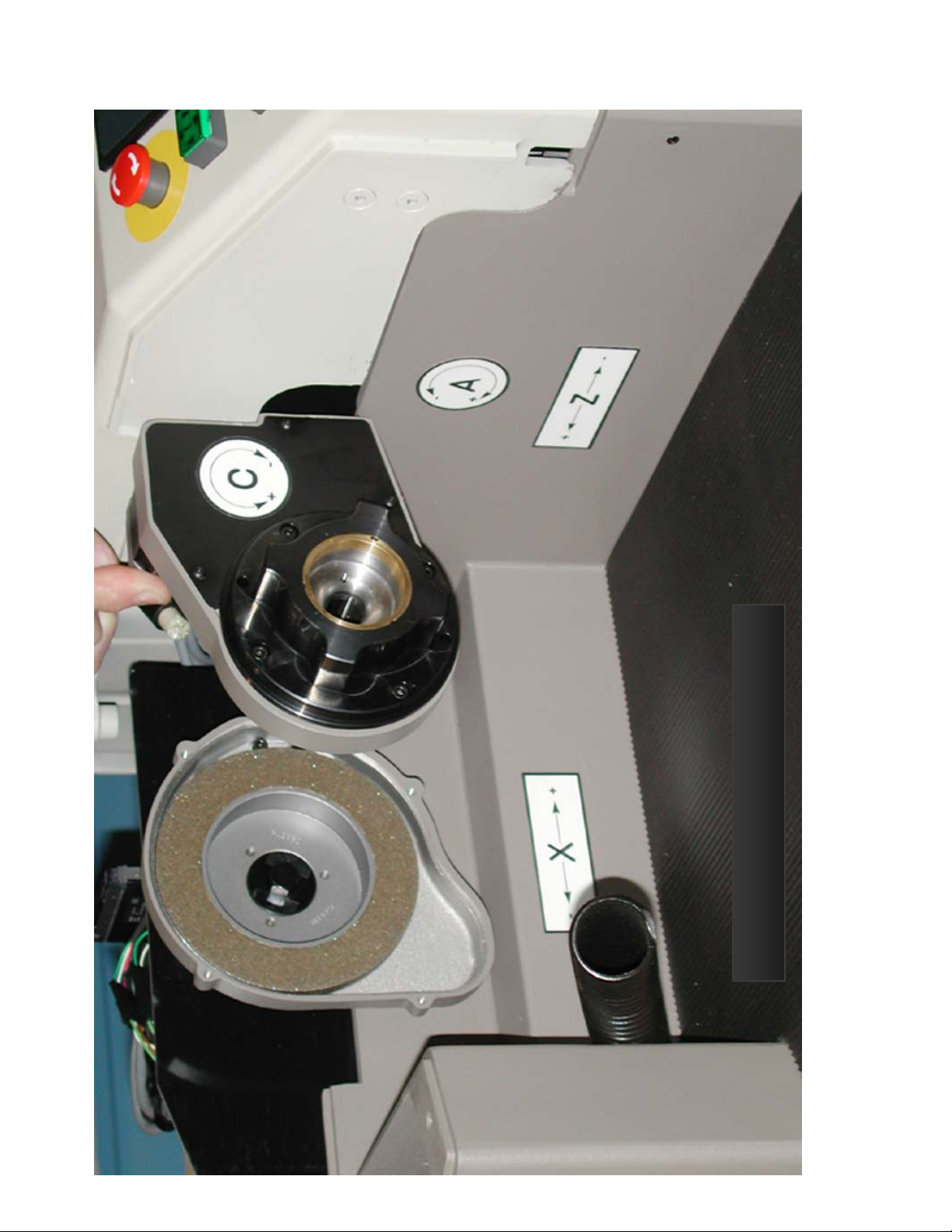
Machine Axis Definition
Machine Axis Definition
11
Page 12
Machine Axis Definition
Machine Axis definition
12
Page 13
Touch Screen Icon Reference
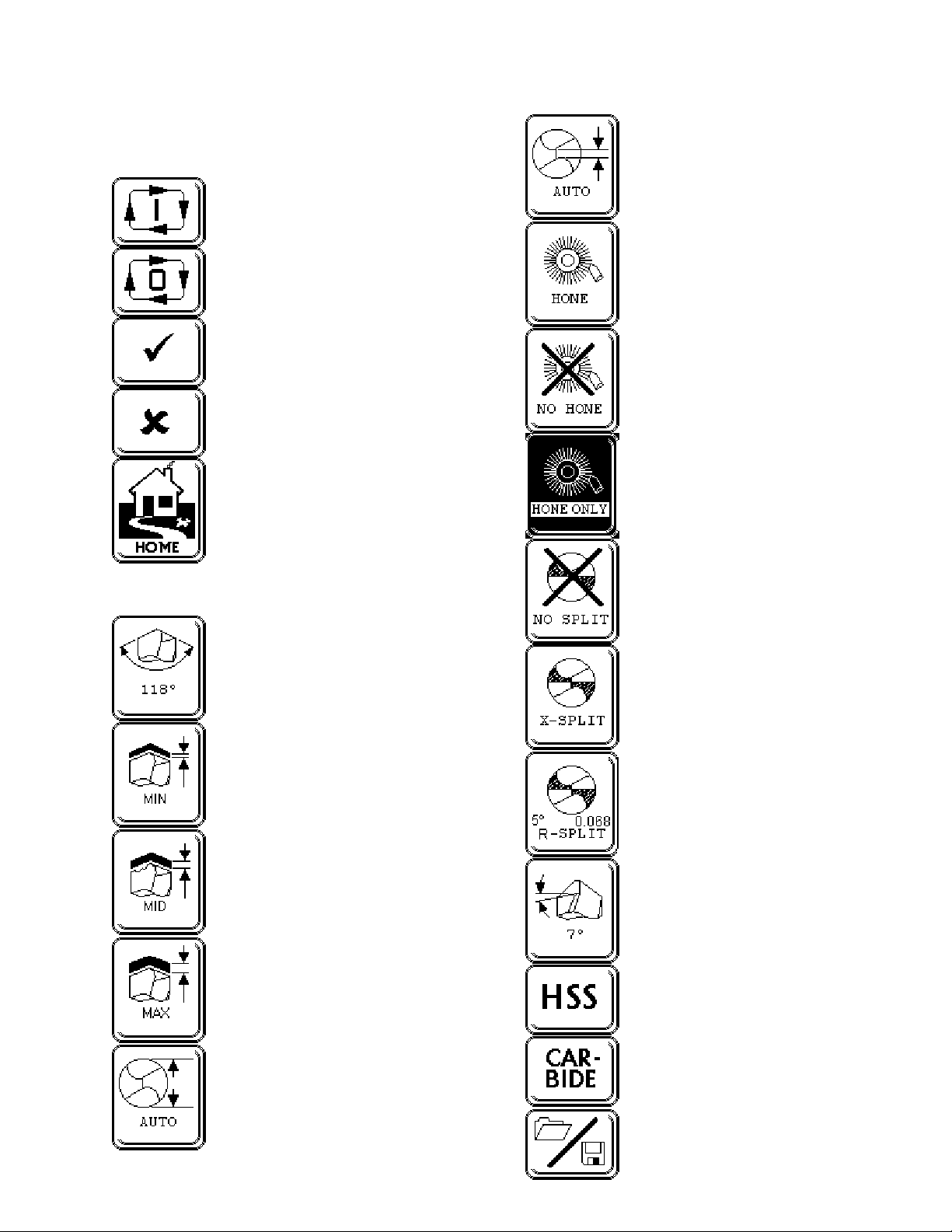
TOUCH SCREEN ICON REFERENCE
For more information on Icons refer to the Touch
Screen Details section pages 19 to 34
CYCLE START (GREEN) Refer to infor-
mation on page 32
CYCLE STOP (AMBER) Refer to infor-
mation on page 32
CONTINUE
STOP or EXIT
HOME - SHUT DOWN/RETURN TO
Refer to information on page 32
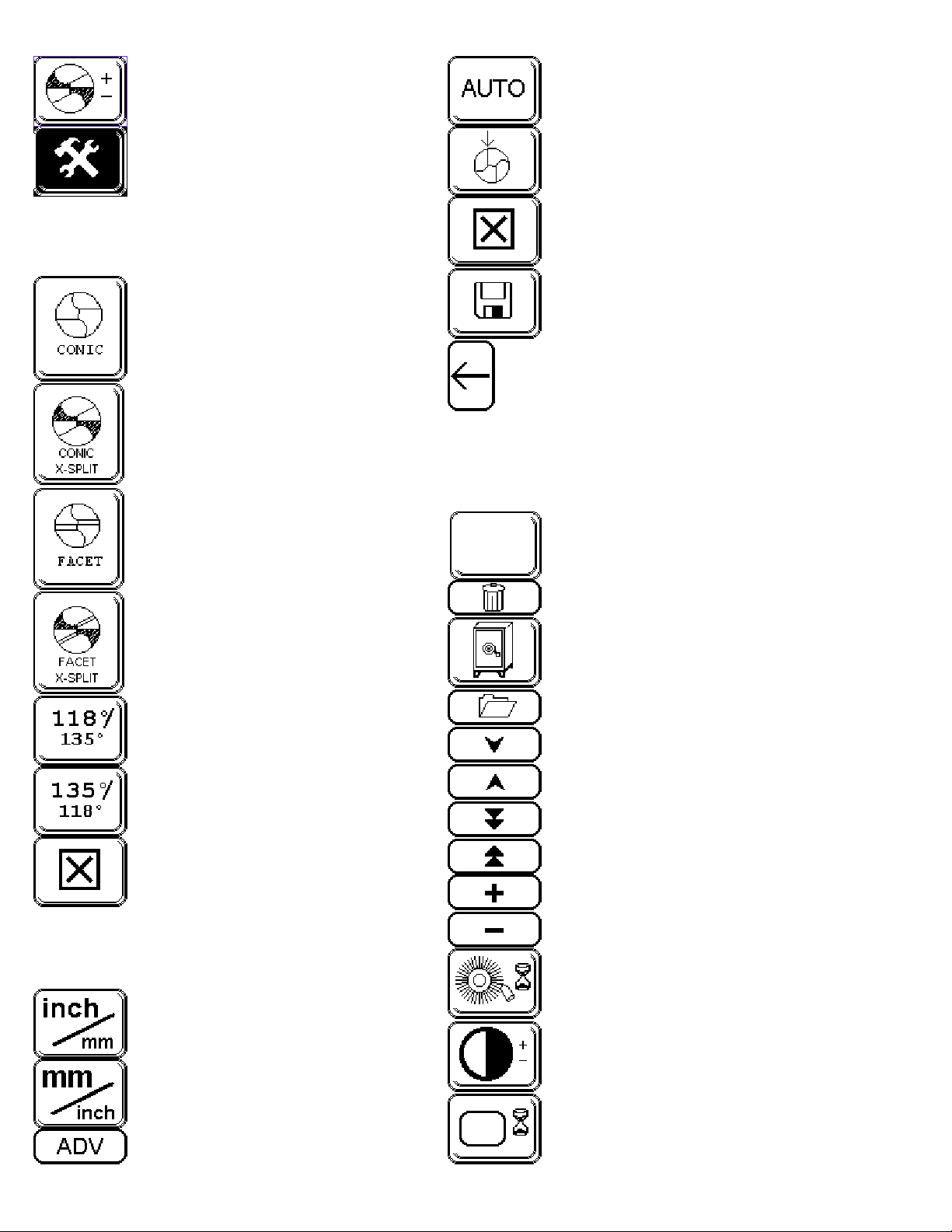
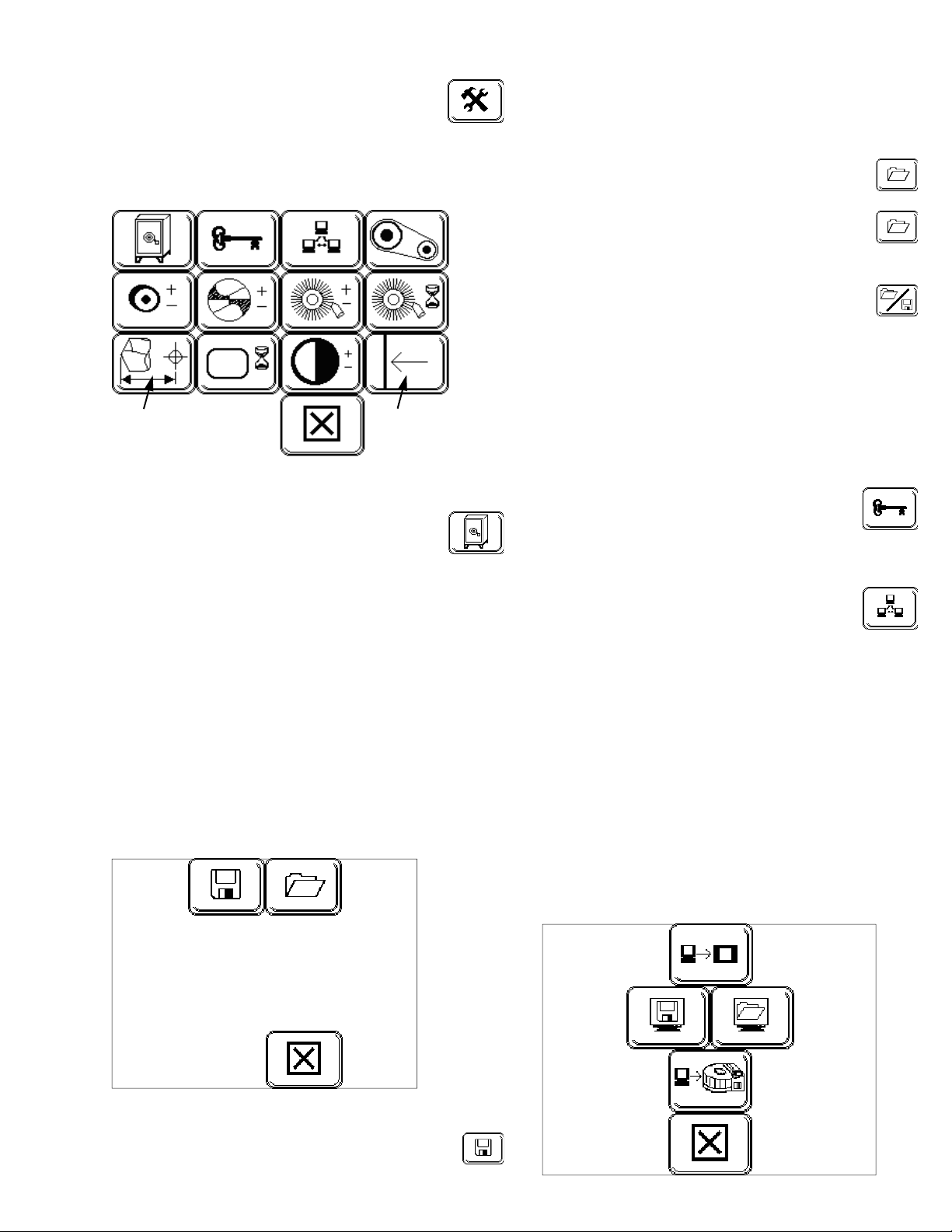
MAIN SET UP SCREEN ICONS
POINT ANGLE SELECTION SCREEN
Refer to information on page 19
MINIMUM MATERIAL REMOVAL Re-
fer to information on page 20
MID RANGE MATERIAL REMOVAL Re-
fer to information on page 20
MAXIMUM MATERIAL REMOVAL Refer
to information on page 20
DIAMETER DETECTION SCREEN Refer
to information on page 20
WEB THICKNESS DETECTION
SCREEN Refer to information on page
20
HONE OPTION SELECTED Refer to
information on page 21
NO HONE SELECTED Refer to infor-
mation on page 21
HONE ONLY Refer to information on
page 21
NO SPLIT SELECTED Refer to infor-
mation on page 22
STANDARD SPLIT POINT Refer to
information on page 22
RADIUS SPLIT POINT Refer to infor-
mation on page 22
MARGIN RELIEF SELECTION SCREEN
Refer to information on page 22
HIGH SPEED STEEL or COBALT MATERIAL Refer to information on page
23
CARBIDE MATERIAL Refer to infor-
mation on page 23
FILE MANAGEMENT - TEMPORARYMEMORY Refer to information on
page 23
13
Page 14
Touch Screen Icon Reference
SPLIT POINT OFFSET Refer to information on page 29
TOOLS, OFFSET & MAINTENANCE
PAGE Refer to information on page
27
QUICK START SET UP SCREEN
*
Found only in software with date code of
70129 or earlier
CONIC GRIND - MAIN SET UP
SCREEN AND QUICK START Refer to
information on page 25
CONIC STANDARD SPLIT GRIND QUICK START Refer to information on
page 25
FACET GRIND - MAIN SET UP SCREEN
AND QUICK START Refer to informa-
tion on page 25
FACET STANDARD SPLIT GRIND QUICK START Refer to information on
page 25
118-DEGREE POINT ANGLE - QUICK
START Refer to information on page
25
135-DEGREE POINT ANGLE - QUICK
START Refer to information on page
25
CANCEL AND RETURN TO MAIN SET
UP SCREEN
MAIN SET UP 2ND
LEVEL SCREEN ICONS
“INCHES” - METHOD OF MEASUREMENT Refer to information on page
20
“METRIC” - METHOD OF MEASUREMENT Refer to information on page
20
ADVANCE Refer to information on
page 21
AUTO MODE SELECTOR Refer to in-
formation on page 20
MANUAL ALIGN KEY Refer to infor-
mation on page 21
CANCEL KEY
SAVE CHANGES
BACKSPACE WILL ERASE TEXT
TOOLS, OFFSET & MAINTE-
NANCE SCREEN 2
ND
LEVEL
ICONS
SPACE Refer to information on page
24
DELETE FILE KEY Refer to informa-
tion on page 24
SAVE SCREEN - TO FLASH MEMORY
Refer to information on page 27
FILE OPEN Refer to information on
page 27
CURSOR DOWN ARROW
CURSOR UP ARROW
PAGE DOWN ARROW
PAGE UP ARROW
TO MOVE A MACHINE AXIS IN THE
POSITIVE DIRECTION
TO MOVE A MACHINE AXIS IN THE
NEGATIVE DIRECTION
HONE TIMING ADJUSTMENT Refer to
information on page 31
SCREEN CONTRAST ADJUSTMENT
Refer to information on page 31
TOUCH SCREEN SENSITIVITY ADJUSTMENT Refer to information on
page 32
14
Page 15
Touch Screen Icon Reference
HONING WHEEL POSITION OFFSET
Refer to information on page 31
HONE BRUSH EDGE OFFSET
HONE BRUSH FACE OFFSET
WHEEL POSITION OFFSET Refer to
information on page 28
WHEEL EDGE OFFSET
WHEEL FACE OFFSET
SPLIT POINT OFFSET Refer to infor-
mation on page 29
DOWN LOAD Refer to information on
page 27
UI Update Button (USER INTERFACE)
– From PC to XPS-16 Refer to infor-
mation on page 41
Controller Update Button – From PC
to XPS-16 Refer to information on
page 45
INACCESSIBLE TO CUSTOMER - FOR
FACTORY USE ONLY Refer to infor-
mation on page 27
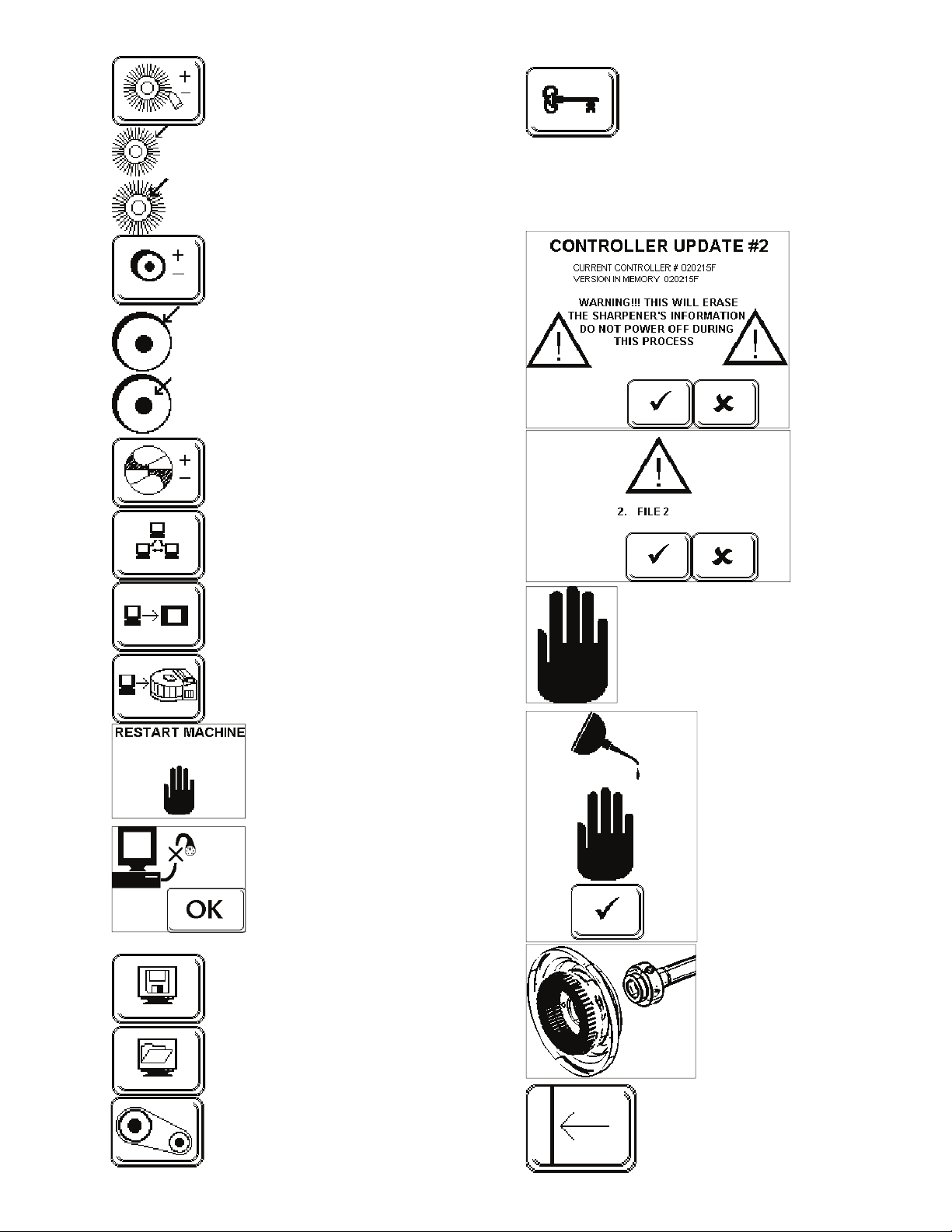
ALARMS AND MAINTENANCE
CONTROLLER
DOWNLOADING WARNING
Refer to information on page
45
CUSTOM FILE
SAVE OVER
WARNING Re-
fer to information on page
24
PAUSE OR CANNOT CONTINUE AT
THIS TIME Refer to information on
page 41
Restart machine Refer to infor-
mation on page 46
BROKEN CONNECTION - DOWN
LOAD NOT SUCCESSFUL Refer
to information on page 64
SAVE FILES/SETTINGS - TO PC FROM
XPS-16 Refer to information on page
43
OPEN/RESTORE FILES AND SETTING
- FROM PC TO XPS-16 Refer to infor-
mation on page 44
BELT CHANGE Refer to informat
page 28
ion on
IN LUBE CYCLE SCREEN
Refer to information on
page 79
GRINDING WHEEL CHANGE
NECESSARY Refer to infor-
mation on page 23
Z AXIS STAGE BEHIND THE LIMITS
Refer to information on page 69
15
Page 16
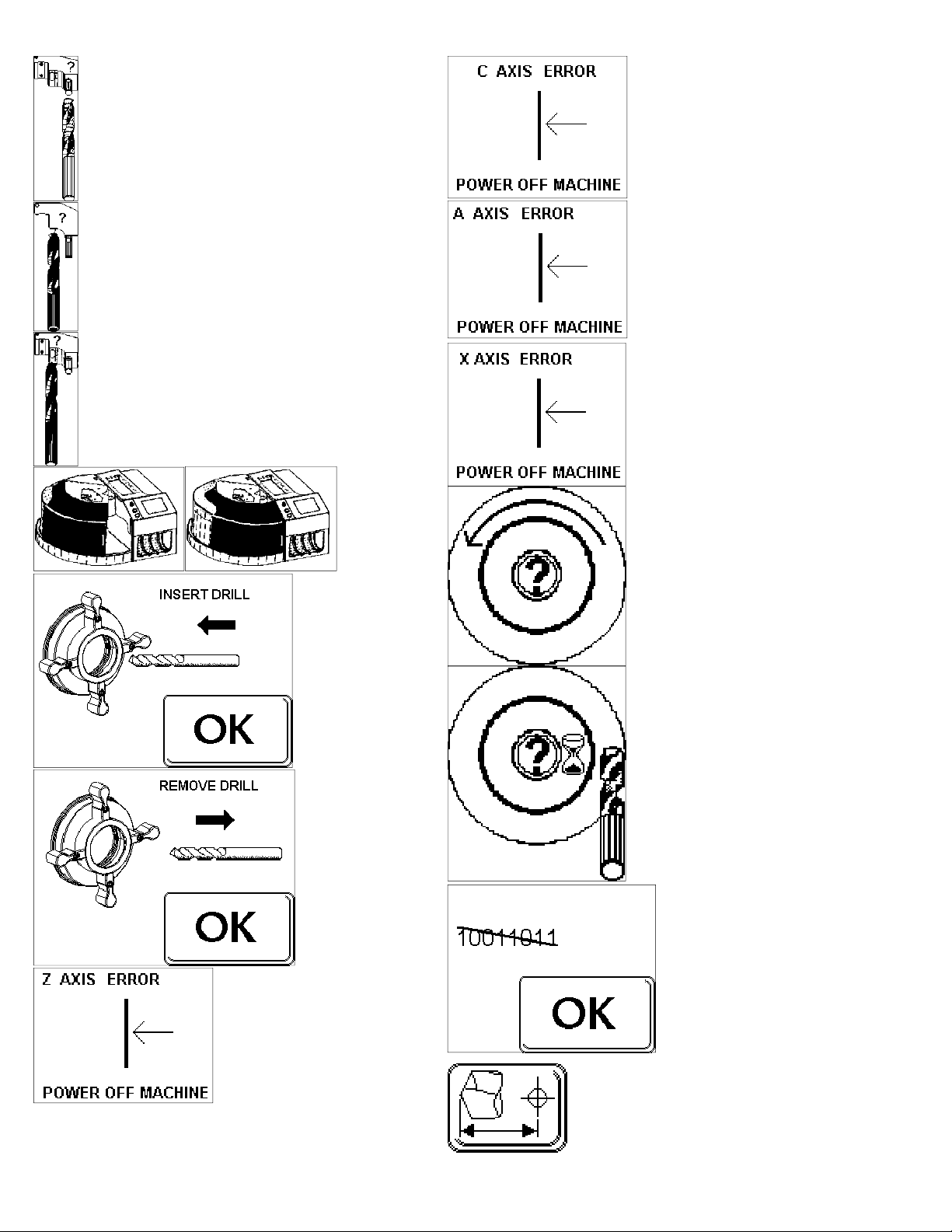
Touch Screen Icon Reference
MATERIAL TAKE OFF #1 ALARM
UNABLE TO DETECT END OF DRILL Refer to
information on page 63
CUTTING EDGE DETECTION ALARM - UNABLE TO LOCATE CUTTING EDGE Refer to
information on page 63
MATERIAL TAKEOFF #2 ALARM Refer to
information on page 63
CLOSE
DOOR
ALARM
Refer to
page 64
INSERT DRILL
ALARM - NO
DRILL DETECTED IN
CHUCK Refer to
information on
page 63
REMOVE DRILL
ALARM - DRILL
LEFT IN CHUCK
Refer to information on page
63
Z - AXIS ALARM Refer to
information on page 69
C-AXIS ALARM Refer to
information on page 64
A-AXIS ALARM Refer to
information on page 64
X-AXIS ALARM Refer to
information on page 64
GRIND MOTOR ERROR -
Refer to information on
page 63
WHEEL TIME OUT ERROR
Refer to information on
page 63
BAD CODE ERROR Re-
fer to information on
page 64
Stick-Out/Facet Overlap Adjustment Refer to information
on page 38
16
Page 17
Sharpening Your First Drill
Steps to sharpening your
first drill on your CNC XPS-
Sharpening Your First Drill
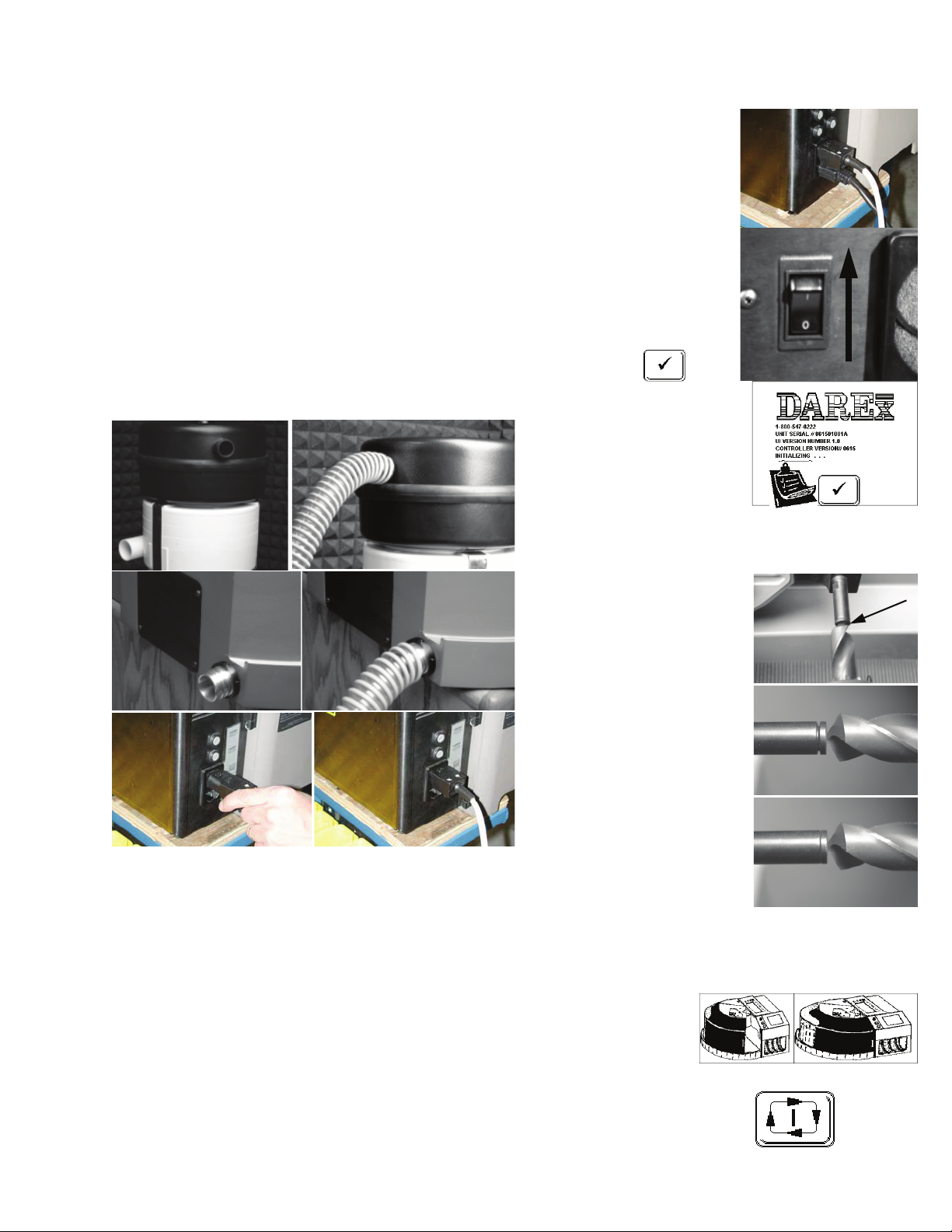
1. Plug in machine and
release emergency stop
button.
16 Drill Sharpener.
Connect vacuum hoses and vacuum power cord to
sharpener. Refer to information on page 55
2. Located on the right
side of the machine is the
ON/OFF rocker switch. To
power up machine, push
rocker switch up.
3. Touch the on
the LCD Screen; the Self
Test Initialization program
will run. After initialization is
complete the Main Set Up
Screen will come up. Refer
to information on page 19
4. Insert a drill in chuck.
With the cutting edge rotated in approximately the
12:30 to 1:00 position,
push in and hold the tip of
drill up against plunger,
while tightening chuck to
secure drill position. Do not
over tighten the chuck.
WARNING: DO NOT USE XPS-16 WITHOUT
VACUUM CONNECTED. IN ADDITION TO REMOVING GRINDING PARTICLES, THE AIR
FLOW COOLS THE GRINDING MOTOR.
NOTE: The plunger or
stop is spring-loaded,
must push plunger
drill
in all the way
5. Using the pictorial icon selections located on
the Main Set Up Screen choose your desired drill
point geometry. Refer to information on page 19
6. Close machine
door.
7. Press cycle start
17
Page 18
This page was intentionally left blank.
18
Page 19

Touch Screen Details
Touch Screen Details
Power up the XPS-16 sharpener refer to informa-
tion on page 17 and connect vacuum system, for
details refer to information on page 55
Self Test Initialization Screen
The initialization
screen displays
important information. On the
first line you will
find the Darex
toll free phone
number, the 2
line displays the
machine serial
#. The 3rd line
has the current User Interface software version
followed by the Controller software version. This
information is necessary when updating your software or for technical inquiries.
• Remove the drill and touch the “check”
on the screen; the Self Test Initialization
program will begin. The machine will begin
initialization tests, checking sensors, verifying
limit positions, moving and parking the machine at home. After initialization is successful,
a screen will
flash listing
each test as
passed, then
immediately
transferring to
the Main Setup Screen.
• If initialization is unsuccessful, the word
FAILED will appear, making continuation impossible. Power down machine, restart and retry initialization. If initialization fails again, Call
Darex for assistance.
XPS-16 SHARPENER TOUCH
SCREEN DETAILS
NOTE: If the touch screen remains idle for
longer than 6 minutes, the LCD backlight
and grinding wheel will shut down, however, the machine will remain powered up.
Lightly, touch anyplace on the face of the
LCD screen to activate the backlight.
Main Set-up Screen
nd
Point Angle Screen Selector
• Sharpen point angles of *118° to 150°.
Touch the “POINT ANGLE SCREEN”
Selector, the Point Angle Screen will
appear.
NOTE: Factory default is “118°”.
*For 90° capabilities call Darex.
Point Angle Screen
• Type in desired point angle degree.
NOTE: If you enter a point angle outside the
capability range of the sharpener, the setting will default to the closest MIN/MAX
point angle degree.
• Use the “BACKSPACE” button to erase in-
formation incorrectly entered.
• Touch the “SAVE” button to store and
transfer the “New” information to the
Main Set-up Screen.
• Selecting “CANCEL” will delete any
unsaved data, retrieving the most recently saved information, transferring
you back to the Main Set-up Screen.
19
Page 20
Touch Screen Details
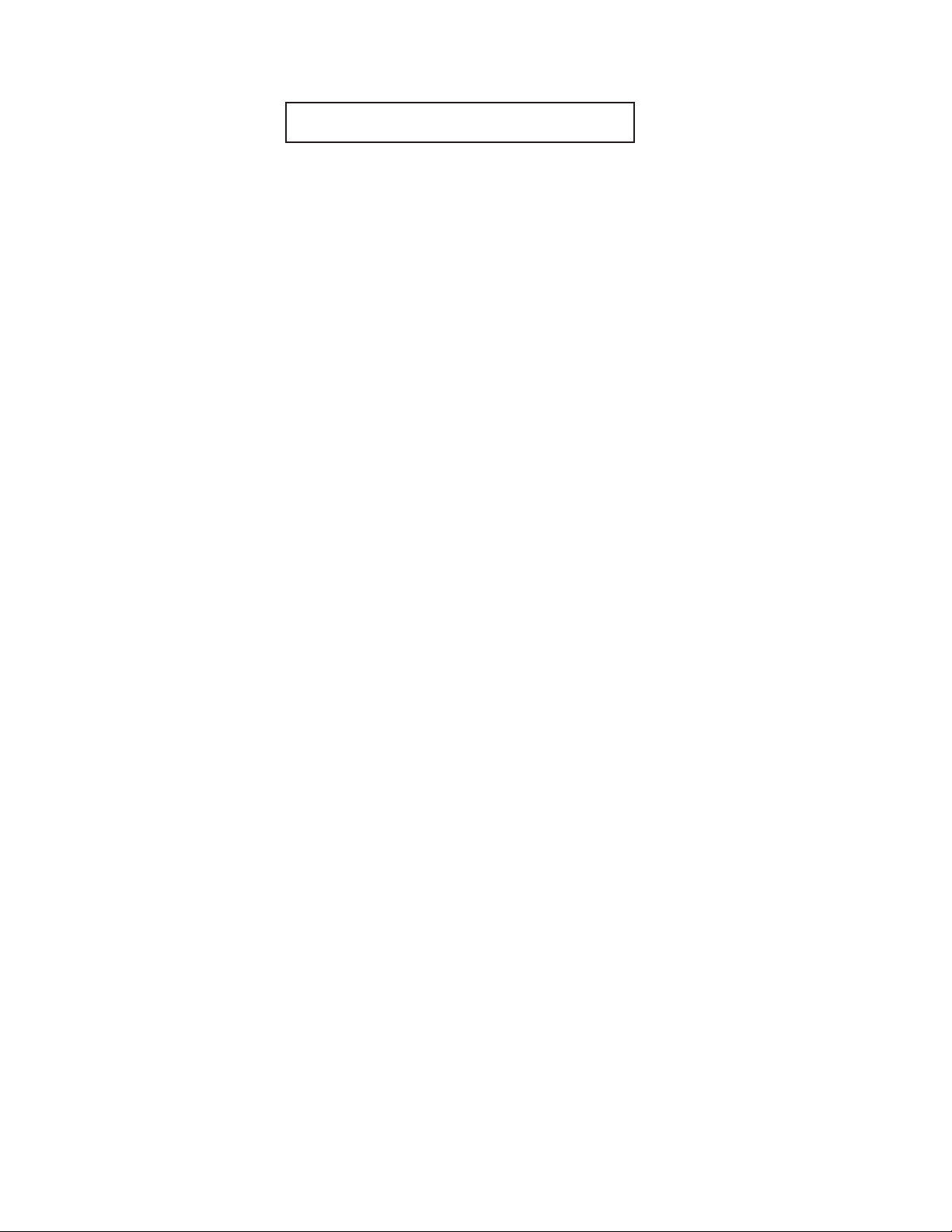
Material Removal Selector
• Each touch of the icon
will bring up the next
material removal option
.
You have three
choices: MIN, MID or
MAX
Use MIN when touching up your facet and conic
ground drills
Use MID when sharpening chipped facet and conic
drills
Use MAX when changing point angles or repairing
heavily damaged points on conic drills only
MAX grind is not an option when a Facet
point style is selected
NOTE: Factory default is “MIN”
SETTING
MIN .000 - .010 (.254mm)
MID .005 - .015 (.127mm - .381mm)
MAX .015 -.020 (.381mm - .508mm)
NOTE: The “MIN/MID/MAX” material removal grind amount is approximate. Point
angle, lip relief and point style will cause
the material removal amount to vary.
APPROXIMATE AMOUNT OF
MATERIAL REMOVAL
Diameter Screen Selector
• Sharpen drills with a diameter range
of .118 -.629 (3mm-16mm). Touch the
icon to bring up the Diameter Screen,
you have 2 options: Manual or Auto.
NOTE: Factory default is “AUTO”
mode.
• When “AUTO” mode is selected, the drill
diameter will be detected automatically
as it begins the sharpening cycle. The
calculated diameter will be displayed in
the diameter selector icon.
• Entering the drill diameter manually is an op-
tion and necessary when the drill being held in
the chuck jaws is of a different diameter than
that of the drill diameter actually being sharpened. (Example: Step Drill Pilot)
Diameter Selector Screen
• Use the number pad to type in the correct drill
diameter, including decimal point. The
diameter entered will appear on the
Main Screen Diameter Selector button
and will disable the auto mode.
NOTE: If you enter a drill diameter size outside the capability range of the sharpener,
the setting will default to the closest MIN/
MAX diameter size.
• Choose method of measurement, either
“inch” or “mm” (metric) . Each touch of
this button will toggle between the two
choices. The method of measurement selected
is at the top and in slightly larger font is the
selected type of measurement and all other
numbers will be displayed in that choice of
measurement.
• Use the “BACKSPACE” button to erase in-
formation incorrectly entered.
• Touch the “SAVE” button to store and
transfer the “New” information to the
Main Set-up Screen.
• Selecting “CANCEL” will delete any
unsaved data, retrieving the most recently saved information, transferring
you back to the Main Set-up Screen.
• To exit manual mode, touch the “AUTO”
button on the number pad.
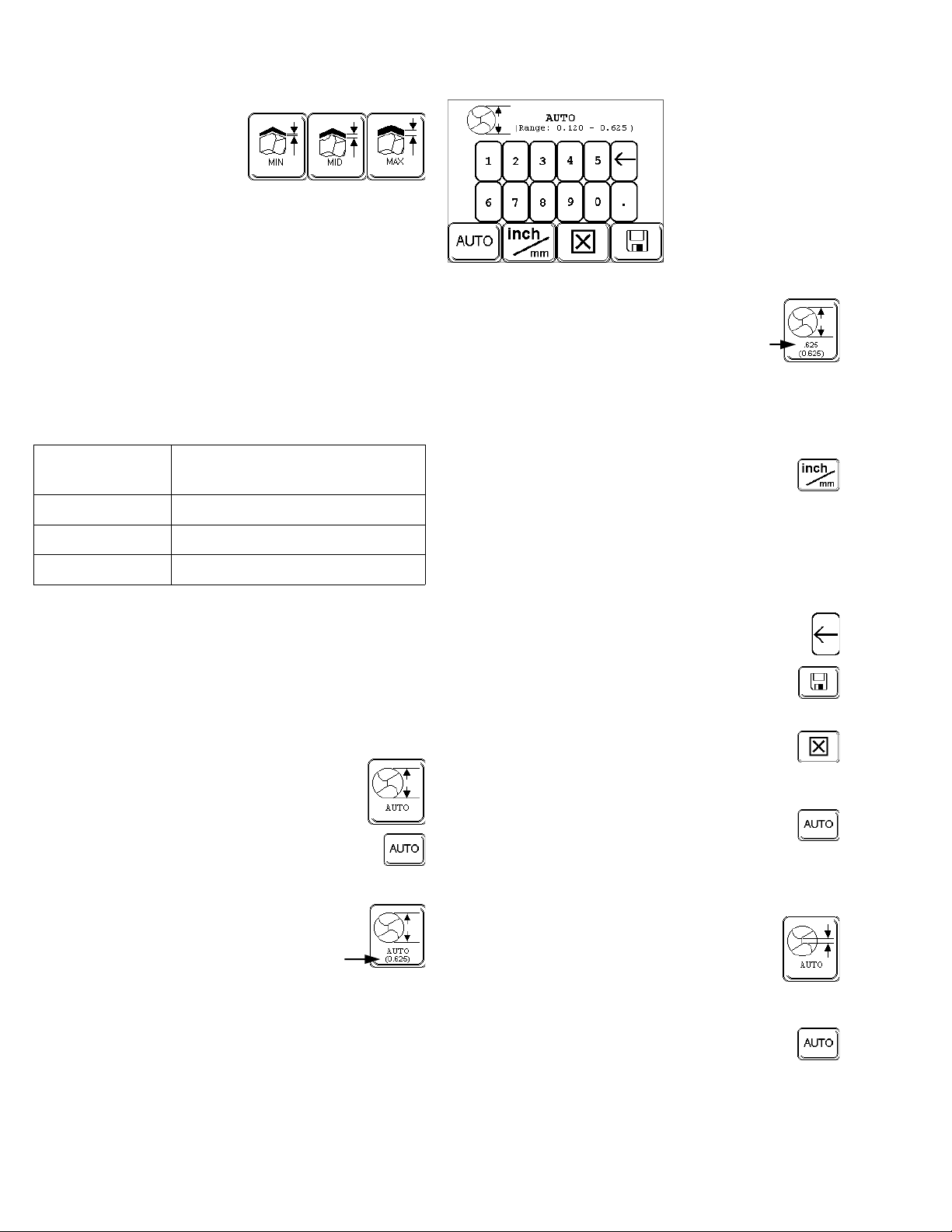
Web Thickness
Screen Selector
• Detect Web thickness range from 15%
to 45% of the drills diameter or .018 .281 (.457mm-7.131mm). Touch the
icon to bring up the Web Thickness
Screen, you have 2 options: Manual or Auto.
NOTE: Factory default is “AUTO” mode.
• Sharpen in the “AUTO” mode when cre-
ating or regrinding drills with NO split or
X split. A fiber optic sensor will calculate the
web thickness as it locates the cutting edge.
• Entering the web thickness manually is neces-
sary when creating or regrinding an R split
Refer to page 35 or advancing the cutting
20
Page 21
Touch Screen Details
edge. Refer to page 39
Web Detection Screen
• To manually input the web thick-
ness, measure thickness of the web
of the drill. Measure web thickness
across two points of the chisel line
with calipers
• Type in web thickness, including
decimal point. The web thickness,
manually entered, will appear on the
Main Screen “WEB THICKNESS” Selector button and will disable the auto
mode.
NOTE: If you enter a number outside the capability range of the sharpener, the setting
will default to the nearest MIN/MAX web
thickness for that specific diameter of drill.
Hone Selector
• With each touch of the icon
you will bring up the next
honing option. You have 3
options: Hone, No Hone or Hone Only
NOTE: Factory default is “NO HONE”.
• Select “HONE” when sharpening carbide
drills. Honing the carbide cutting edge
greatly influences tool life and the accuracy of the fi
of hone time is adjustable. The longer the
drills cutting edge remains in the honing cycle,
the larger the radius produced on the cutting
edge. Refer to page 53. Go to the Hone
Timing Adjustment Screen in the Tools,
Maintenance and Offset screen to make
honing time adjustments. Refer to page 31
• Select “NO HONE” when sharpening
High Speed Steel or Cobalt drills.
• Select “HONE ONLY” when only honing
drills. Grinding and Splitting will be disabled.
nished surface. The length
Cutting Edge Advance Button
• Located within the Web Detection Screen is
the “ADVANCE” button. Using this feature may
be necessary when the drills cutting edge
aligns incorrectly. To compensate for incorrect
cutting edge alignment, you can
manually advance the cutting
edge using the “ADVANCE” button . This may be necessary when
sharpening drills with a hooked
cutting edge
. Refer to page 39
Manual Align Button
• This feature allows you to bypass the
fiber optic sensor alignment process. Measure
and enter the web thickness of the drill, if you
do not enter the web thickness, the value will
default to the minimum web thickness value
within that range. If the diameter detection is in Auto, the web thickness value
will default to the minimum once the
diameter has been detected. Touch the
Auto button in web detection, the Manual Align button will come up. Touch
Save. Align and the web thickness will
appear in the icon on the main page.
Insert the drill with the cutting edge at 12
o’clock. Tighten chuck & press cycle start.
Grind Selector
• With each touch of the button
you will bring up the next point
style option. The
style options: Conic or Facet
NOTE: Factory default is “CONIC”.
• “CONIC” – This radial/cone style grind is
known as a conventional point
through out the machine tool industry. A lip
clearance of 12° to 15° at the periphery of the
drill, increasing constantly toward the center,
is considered standard for the average
class of work.
• “FACET” – Multi faceted drill points
consist of a separate cutting lip (primary)
and secondary heel clearance (relief) facet.
The multi-faceted drill requires 150% less
thrust and produces 70% less heat than a
conventional drill.
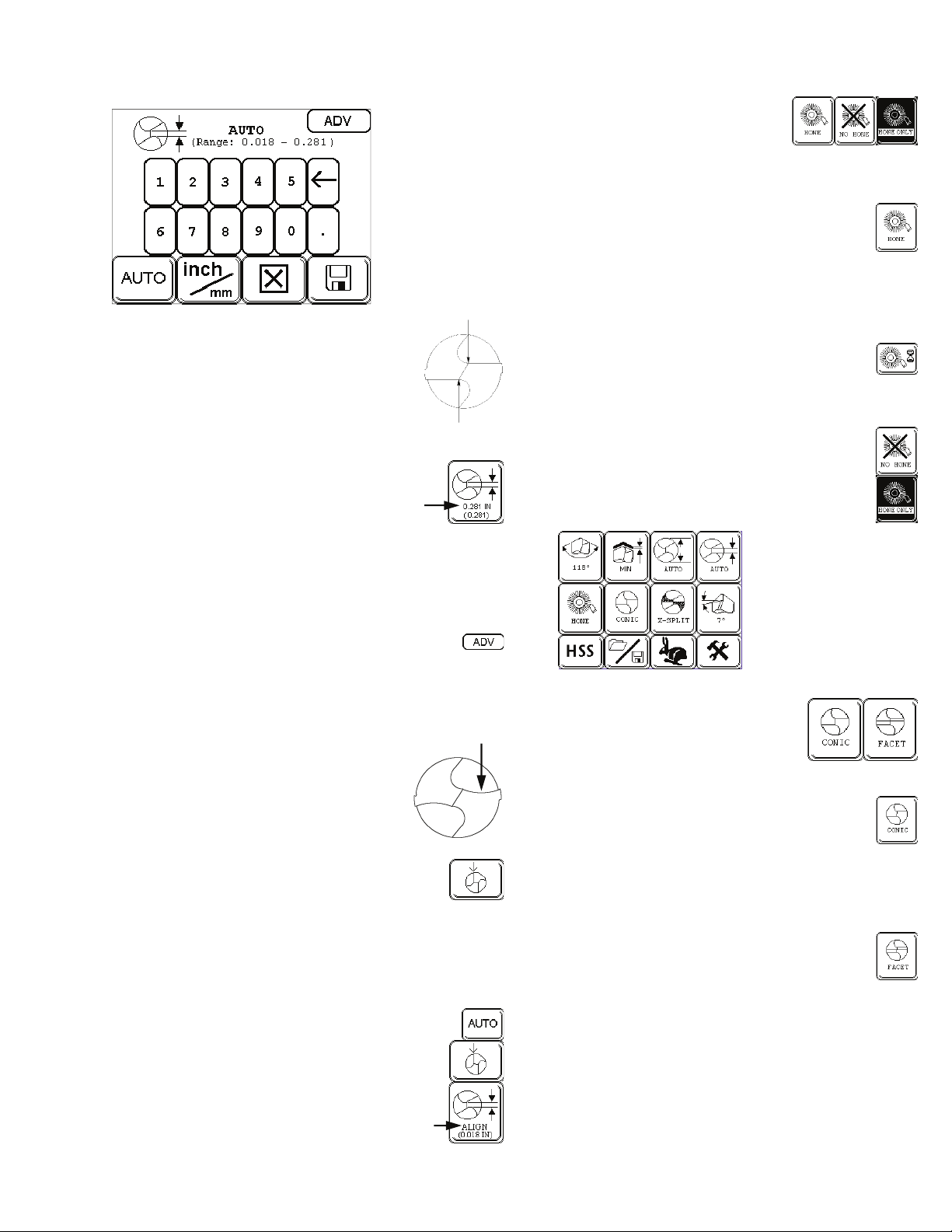
• The width of the primary facet is determined
by the thickness of the drills web and cannot
be changed. If your drill has a thin web, we do
not recommend a facet point style. The width
re are 2 point
and used
21
Page 22
Touch Screen Details
of the primary
facet produced
may be very
thin. The
thicker the
web of your
drill, the wider
the primary facet will appear.
Facet with thin web Facet with thick web
Split Point Selector
• With each touch of the icon
you will bring up the next
split style option. There are
3 split point options: No Split, X- split
(Standard) and R- Split. (Radius) The XPS-16
will produce a chisel angle ground to
approximately 130°.
NOTE: Factory default is “SPLIT”.
• “NO SPLIT” – Select when reproducing a
non-split drill point style.
• “X-SPLIT” – 4° split point rake angle is
created, producing a drill with a selfcentering point. Its advantages are the
ability to reduce thrust and eliminate walking
at the drill point. This is a distinct advantage
where drilling bushings/fixtures are not used.
• “R-SPLIT” – The R-split selection is not
an option until the web thickness value
has been manually entered. Changing
the amount of radius and rotation is
adjustable. This is done in the Split Point
Offset screen . Refer to information on
page 35 for details.
• An R-split will produce a drill with a self-
centering point as well as act as a chip
breaker producing smaller chips, which can
readily be ejected. The radius will assist the
flow of chips and reduce chip impaction at the
tip of the drill.
Relief Screen Selector
• Select lip relief clearance from 5° to
18° +/-2°. The diameter and the point
angle will determine the degrees of
possible relief. See tables below.
NOTE: The degree of relief entered, will appear on the relief selector button on the
main screen menu.
POINT ANGLE 118 – 124
DIAMETER DEGREES OF RELIEF
.118 – .245 8 – 18
.245 – .370 6 – 16
.370 – .495 5 – 14
.495 – .625 5 – 12
POINT ANGLE 125-134
DIAMETER DEGREES OF RELIEF
.118 – .245 8 – 16
.245 – .370 6 – 14
.370 – .495 5 – 12
.495 – .625 5 – 10
POINT ANGLE 135-144
DIAMETER DEGREES OF RELIEF
.118 – .245 8 –15
.245 – .370 6 – 13
.370 – .495 5 – 11
.495 – .625 5 – 9
POINT ANGLE 145-150
DIAMETER DEGREES OF RELIEF
.118 – .245 8 – 14
.245 – .370 6 – 12
.370 – .495 5 – 10
.495 – .625 5 – 8
Relief Screen
• Type in desired margin relief.
NOTE: If you enter a degree of
relief outside the capability range
of the sharpener or the drill diameter/point angle, the setting
will default to the nearest MIN/
MAX relief amount for that specific diameter/point angle of drill.
22
Page 23
Touch Screen Details
• Use the “BACKSPACE” button to erase in-
formation incorrectly entered.
• Touch the “SAVE” button to store and
transfer the “New” information to the
Main Set-up Screen.
• Selecting “CANCEL” will delete any
unsaved data, retrieving the most recently saved information, transferring you
back to the Main Set-up Screen.
Drill Material Selector
• With each touch of the icon you
will bring up the next drill material option. You have two material options: HSS (High Speed Steel) or Carbide.
NOTE: Factory default is “HSS”.
• “HSS” button is selected when sharpen-
ing drills made of High Speed Steel or
Cobalt. A screen prompting you to
change the wheel will appear, after changing
to a CBN wheel, touch “OK”, you are ready to
sharpen HSS & Cobalt drills.
• “CARBIDE” button is selected when
sharpening drills made of Carbide. The
grinding speeds will be automatically reduced. A scree
wheel will appear, after changing to a diamond wheel, touch “OK”, you are ready to
sharpen carbide drills.
n prompting you to change the
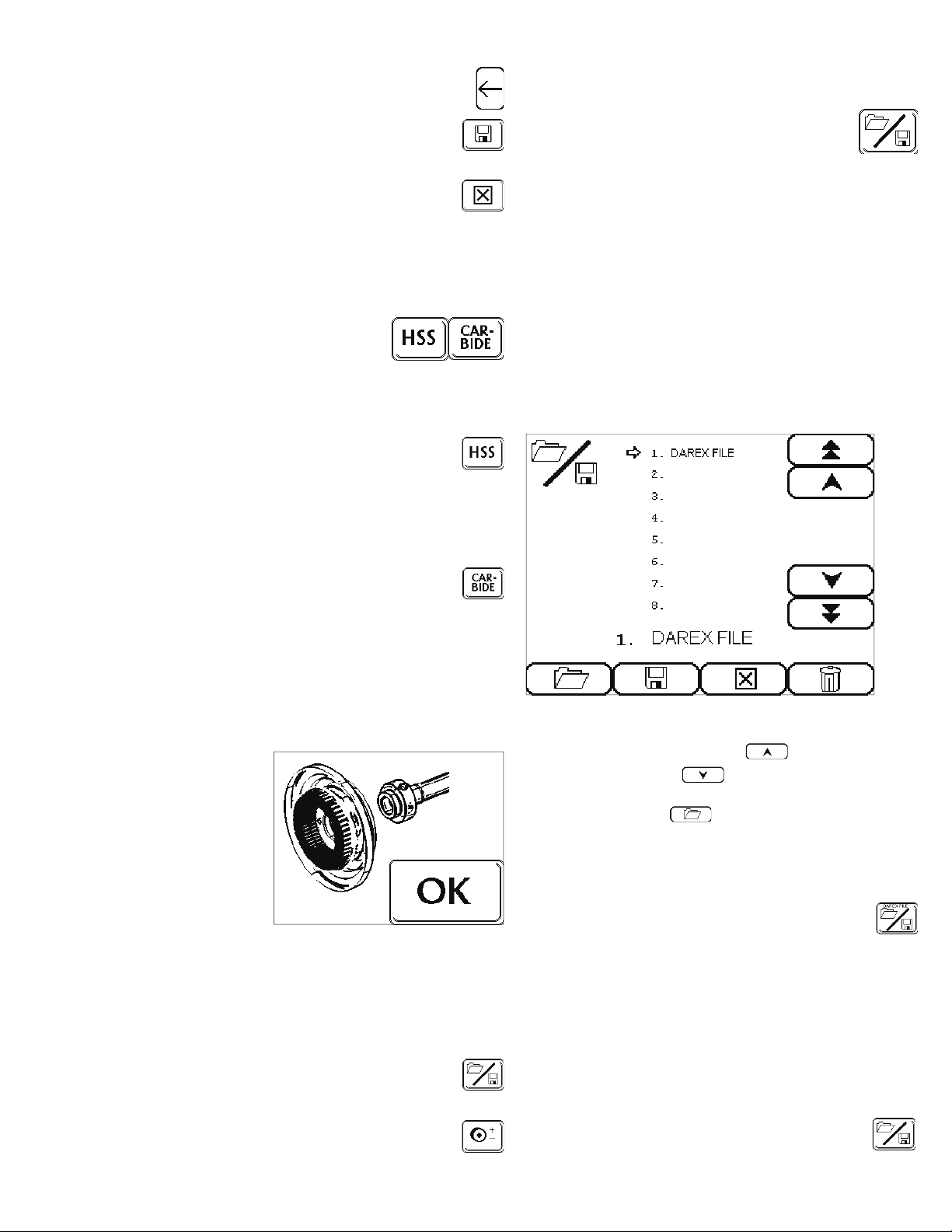
File Management
Save/Open Screen
Selector
• You can create a file to save specific drill point
style settings or open an existing file. This will
provide custom one touch setup and storage
for your most frequently sharpened drills.
Memory stores up to 25 user-defined drill
point files.
• File 1. is the Darex Factory Standard default
file. Use this file to restore offsets to factory
parameters. This file cannot be altered or deleted, and will reload its parameters and offset
values each time the sharpener is powered up.
File “Open” Screen
Wheel Change prompt
• After changing
to the appropriate wheel,
touch “OK” to
continue. Main
Set-up Screen
will be brought
back up. Refer
to page 58 for
wheel change
information.
• This screen is just a prompt. The XPS-16 does
not know what wheel is mounted. Therefore, if
you do not change the wheel as prompted,
you risk damage to your wheel.
NOTE: After a wheel change, go to the
File Management screen and open the
#1. Darex File. Sharpen a drill and if
necessary, adjust material removal and
the split point center, using the Grinding Wheel Adjustment screen .
Saved files are re-opened in this screen.
• Using the “CURSOR UP” or “CURSOR
DOWN” button, move the cursor beside
the file you wish to open, touch the “OPEN
FILE” button .
• The information previously stored in that file
will be loaded and the Main Setup Screen will
be brought up.
• The file name will appear at the top of
the “FILE SAVE/OPEN” button , identifying the file name that has been called
up. All drills will be sharpened to the parameters of this file as long as the file name remains at the top of the icon.
NOTE: Any changes made while in
ously saved file, will immediately exit you
from that file. The file name displayed will
disappear, indicating you are no longer
sharpening from a saved file. To implement the
changes made, go back into the file save/
open screen and save over the existing file.
Refer to information on page 28
a previ-
23
Page 24
Touch Screen Details
• To delete a previously saved file, place cursor
beside file and touch the “DELETE”
button .
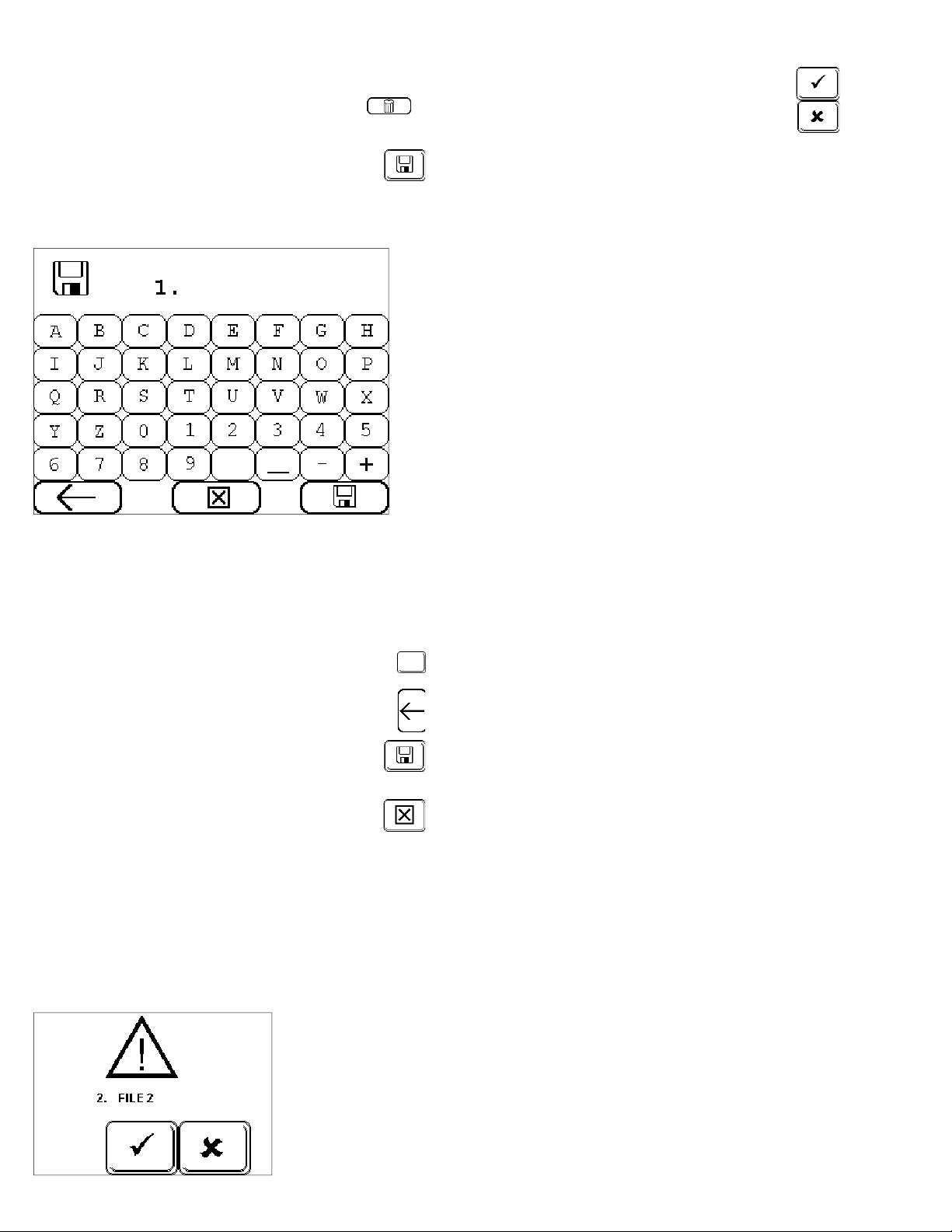
• To save a new file, touch the “SAVE”
button , the “FILE SAVE” screen will be
brought up.
“File Save” Screen
In this screen, you are able to name or rename
and save multiple files for future use.
Note: It is a good idea to make a hard copy
using the Drill File Form. Refer to page 75
• Type in your new file name.
• Use the “SPACE” button to space between
text.
• Use the “BACKSPACE” button to erase in-
formation incorrectly entered.
• Type file name and touch the “SAVE” but-
ton . Your custom drill point style settings will be saved in Ram Memory.
• Selecting “CANCEL” will delete any
unsaved data, retrieving the most recently saved information, transferring
you back to the Main Set-up Screen.
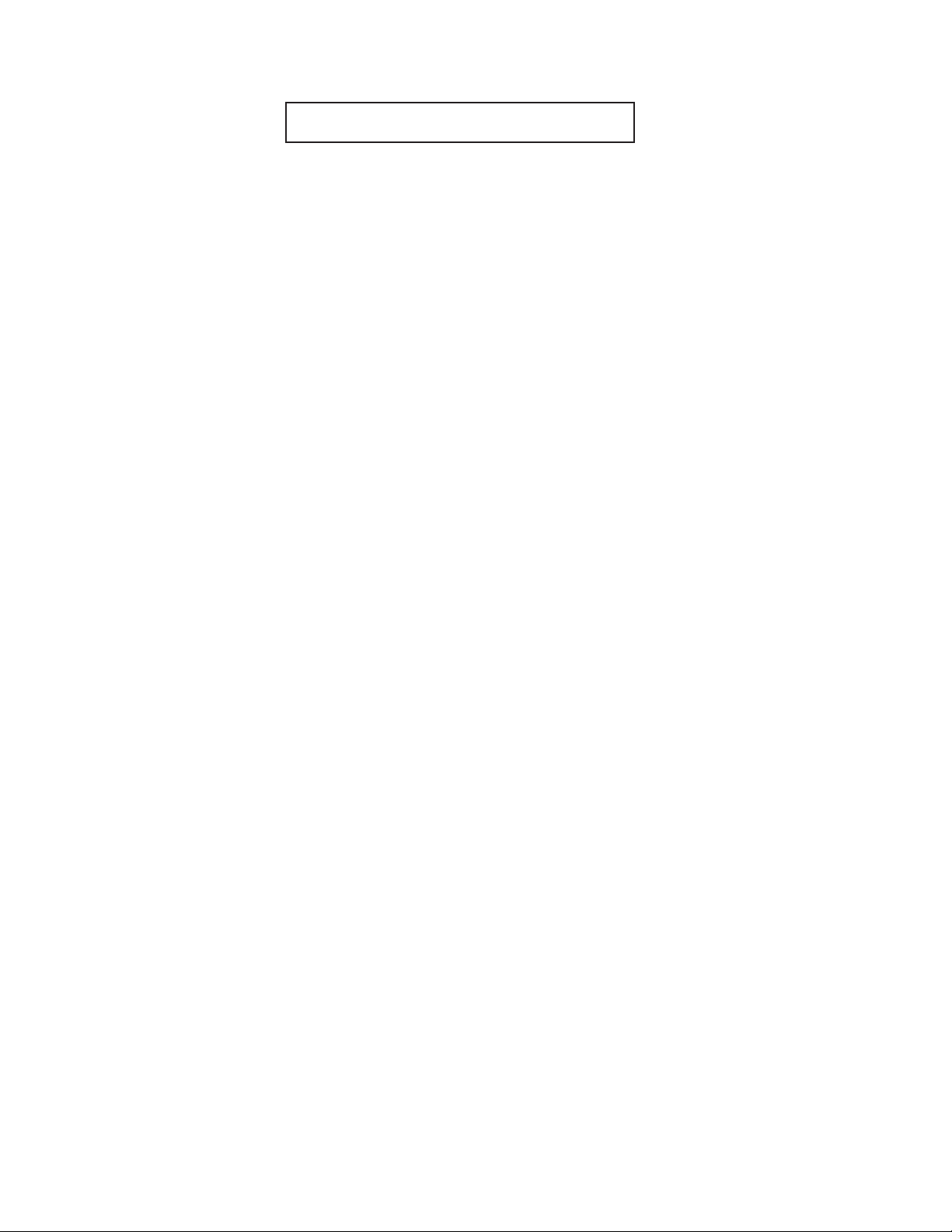
NOTE: To save over a custom file, move
cursor beside the file you wish to overwrite.
Touch the save button. The keypad to
rename the file will come up, if it is not
necessary to rename the file, touch the save
button. The SAVE OVER warning will come
up,
Save Over File
Warning
Screen
Touch the “CHECK” to complete the
save over or the “X” to cancel, taking
you back to the main setup screen.
Lockable Drill Files
The XPS-16 Drill Files can be locked so that they
are secure from change or accidental deletion.
The method to lock the Drill File is to precede the
filename with a “+” sign.
Example: +135FACET
The filename can have up to nine characters including the “+” sign.
The steps to save the locked file are the same.
Refer to “File Save” Screen section located on this
page.
To delete or modify (re-save) the locked Drill File,
users will be asked to enter the a User Password.
Without the correct password, the file will remain
unchanged.
To receive your User Password contact Darex at
800-547-0222.
24
Page 25
Quick Start Screen Selector
Found only in software with date code of
*
70129 or earlier
• Brings up the Quick Start Main Screen
“Quick Start” Main
• This screen provides
quick, one touch
point style set up.
In this screen the
specifications are
factory set and are
not adjustable, the
Split Point Offset
screen is disabled
when using the
Quick Start Screen
• Choose 4 standard
point styles, by
touching the icon
that resembles your desired point style.
This page was intentionally left blank.
Touch Screen Details
• As you touch the “POINT ANGLE” Selec-
tor icon in this screen, 118 or 135 will
toggle alternately. The point angle
brought up to the top and in slightly
larger font will be the angle produced
in the sharpening cycle .
• To sharpen, press “CYCLE START”.
Quick Start Point Style Selections
Conic/No Split
Conic/X Split Point
Facet/No Split
Facet/X Split Point
Quick Start Point Angle Choices
• 2 point angle options: 118° or 135°
NOTE: Factory default is “118°
Exit Quick Start Screen
• Takes you back to the Main Start-up
Screen
25
Page 26
This page was intentionally left blank.
26
Page 27
Touch Screen Details
Tools, Offset & Mainte-
nance Screen Selector
Main “TOOLS, OFFSETS &
MAINTENANCE” Screen
Facet Overlap Adjustment See Addendum for details
Out of Limit Recovery
See Addendum
for details
Permanent File Save
Screen Selector
• Stores up to 25 drill files and settings at one
time. Back up your custom drill files in this
screen. If files have not been saved to the
permanent memory and LCD failure does occur, all custom settings and files will be lost.
WARNING: Permanent memory will hold up
to 25 files at one time; to save more than
25, you must off load saved files to your PC.
If you save 25 new files into permanent
memory and have not saved or off loaded
the previous 25 to your PC, the old files will
be overwritten.
Permanent Memory Save Screen
Permanent Memory File Save Button
• To back up all files and settings saved
under Temporary Memory, touch the
“SAVE” button . Any custom files or settings
changed in temporary memory will be overwritten and permanently stored.
Permanent Memory File Restoration
Button
• Restore and retrieve the last 25 files and
settings saved in Permanent Memory. To
restore files touch the “PERMANENT
MEMORY FILE RESTORATION” button .
The files will be loaded into your File
SAVE/OPEN screen located on the Main
set-up screen.
Setting Method of Measurement Increments, Inches or Metric.
• Use the Save Button to set the method of
measurement default for your XPS-16 sharpener. Whichever mode the machine is in at the
time of saving will become the start up default.
Privacy Code Key
• Inaccessible to customer, for factory use only.
Down Load Screen
Selector
• Select this screen for in system programming
and down load capabilities. As upgrades and
optional custom point styles become available,
your machine is equipped to receive these files
from our factory to yours. To utilize each of
the following screens you will need:
1. Serial port converter with USB cable connected from PC to XPS-16
2. PC located close to XPS-16
3. Darex Sloader program must be used to transfer software upgrades and download files. For
detailed instructions refer to information on
page 41 & 42
27
Page 28
Touch Screen Details
Download Screen
UI Update Button – From PC to XPS16
Upgrade your USER INTERFACE software by
touching the “UI update” button.
File Down Load Button
File Down Load button - To PC From XPS-16
Send and store your custom files to your PC
File Restoration Button
File Restoration button - From PC To XPS-16
Restore saved custom files from your PC.
Controller Update Button
Controller Update button - From PC to XPS16
Update Controller software
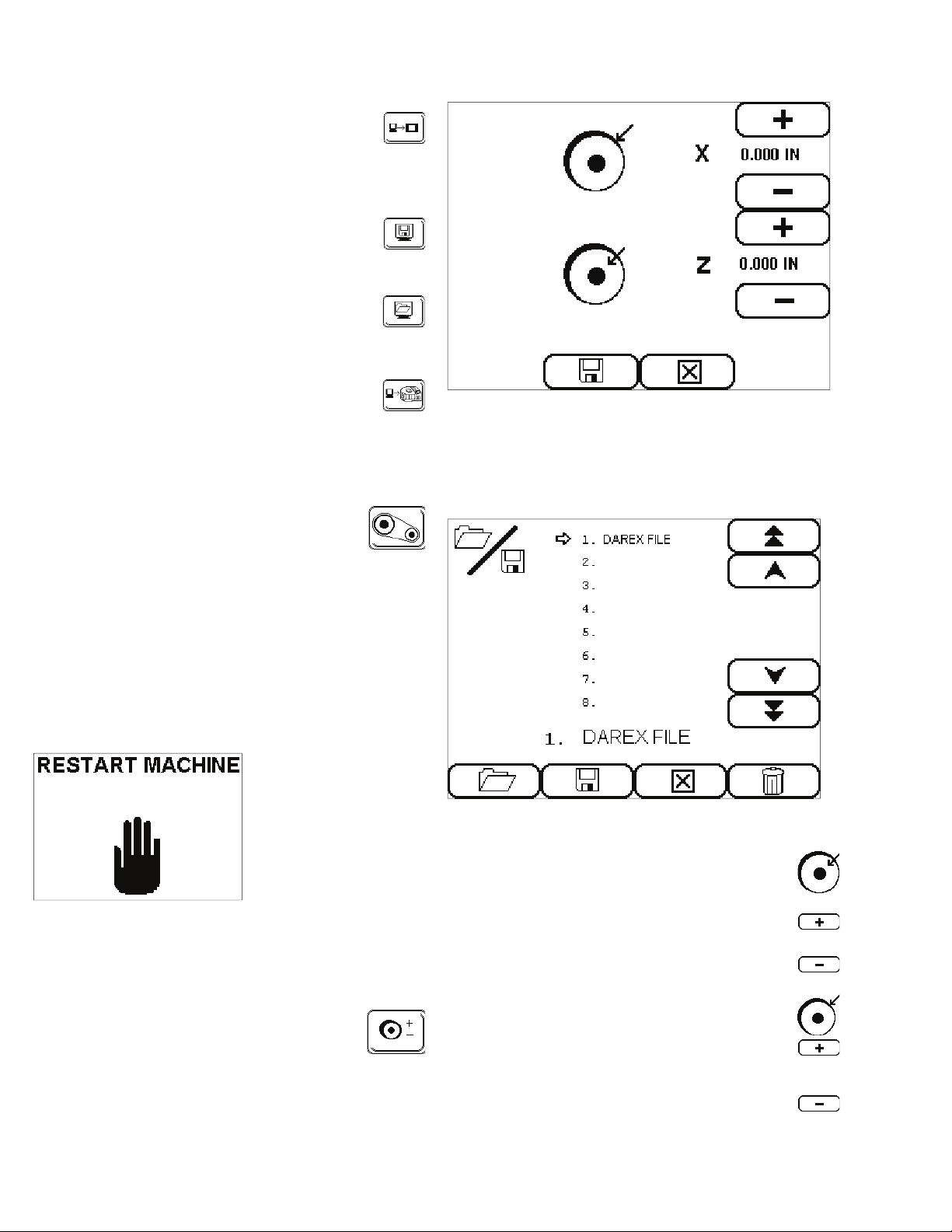
Belt Change Screen
Wheel Position Offset Screen
• After changing wheels, it may be necessary to
offset the edge and/or the face of the wheel.
See Sharpening Tips on page 61
• After a wheel change, call up the Darex Fac-
tory default file,
Selector
• When selected, the machine will move the
grinding wheel assembly correctly into position
for easy access to adjust or change the grind
motor belt. Touch the “BELT CHANGE” button.
The grinding wheel will move in to position to
easily access the grind motor belt and pulley.
• The machine will go into an
the motor will shut down.
Restart Machine screen
structions on changing the grind motor belt.
Refer to Section 24
on hold
• Once the “Restart”
icon has come up on
the screen, it is safe to
replace the belt.
• You will have to
power off the machine
and restart to continue. For more in-
mode and
Wheel Position Offset Screen
Selector
• Adjust wheel offsets in this screen.
Make slight wheel offset adjustment
after changing to a new or different
wheel. For more information see MTO Calibration Refer to information on page 59
sharpen a drill and adjust wheel according to
results produced in this program.
• Verify the amount of material removal
from the end of a drill, if it is incorrect;
offset the wheel “FACE” accordingly,
touch the +Z button , to increase the
amount of material removed from the tip
of the drill or the -Z button , to decrease
the amount.
• Check the centering of the split point, if
off center, offset the wheel “EDGE” using the +X button , to move the center
split line towards the chisel line on the
drill point, sometimes referred to as under split or t
away, some times call
he -X button to move it
ed over split.
28
Page 29
Touch Screen Details
• After offsets are entered, touch the
“SAVE” button to store the “New” information and transfer you back to the previous screen. Changes to the wheel offset
will return to previous setting unless the
“PERMANENT FILE SAVE” is used. See
Page 27.
• Selecting “CANCEL” will delete any
unsaved data, retrieving the most recently saved information, transferring you
back to the previous screen.
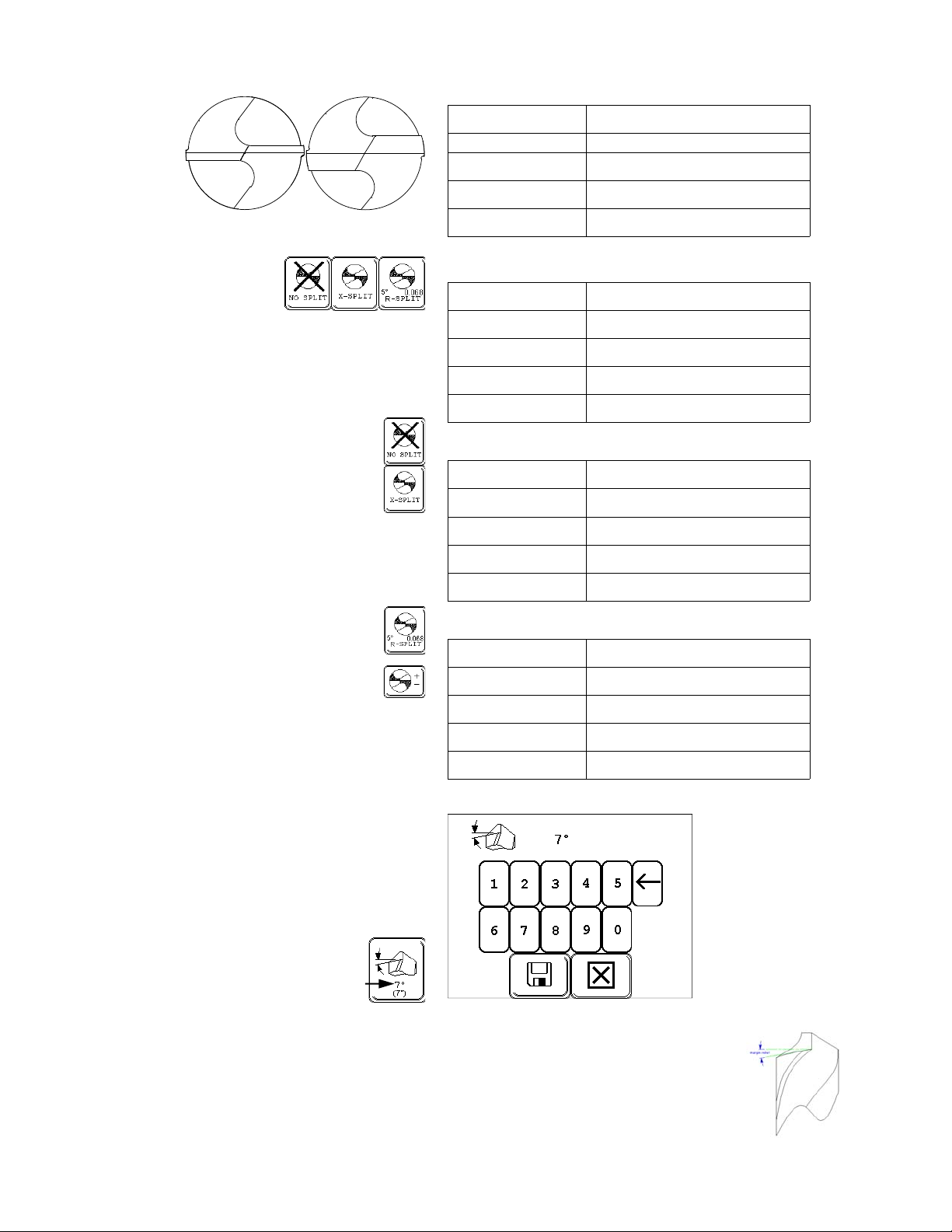
Split Point Offset Screen
Selector
• In this screen you can offset 5 different areas
of the split point. A. Depth of split, B. Center
of split, C. Fan Angle D. Split Angle and E.
Radius Split.
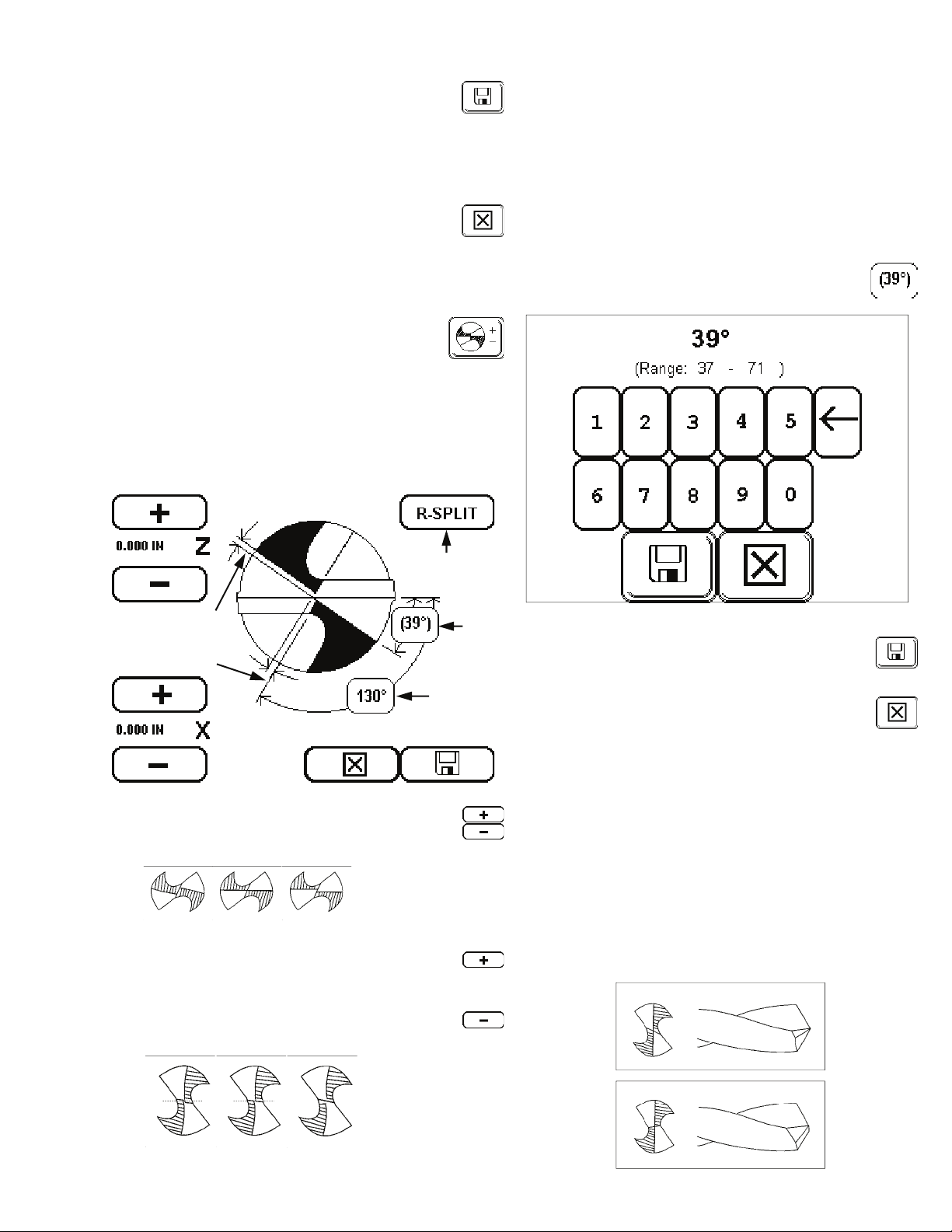
Split Point Offset Screen
Α. Fan Angle: Thi
s option is more for drill aesthetics than functionality. Utilizing this option
may be necessary to remove more or less of
the heel to mimic a certain style. The selected
split angle, amount of relief and degree of the
point angle will determine the actual fan angle
produced. Regard the degree entered as a
reference number only, the fan angle produced has a tolerance of +/- 15°.
• Touch the “FAN ANGLE” button, the
Number Key Pad will come up.
A
B
Fan Angle
D
Split Angle
Depth of split: Increase depth of split
Α.
using the +Z button , or decrease depth
of split using the -Z button
Past Center
To Center
Not To Center
Β. Center of split: Use the +X button , to
move the center split line towards the
chisel line (removes more material) on
the drill point, or the -X button , to
move
it away. (removes less material)
E
C
• Type in the desired fan angle degree.
• Touch the “SAVE” button to store the
“New” information and transfer you back
to the previous screen.
• Selecting “CANCEL” will delete any
unsaved data, retrieving the most recently saved information, transferring
you back to the previous screen.
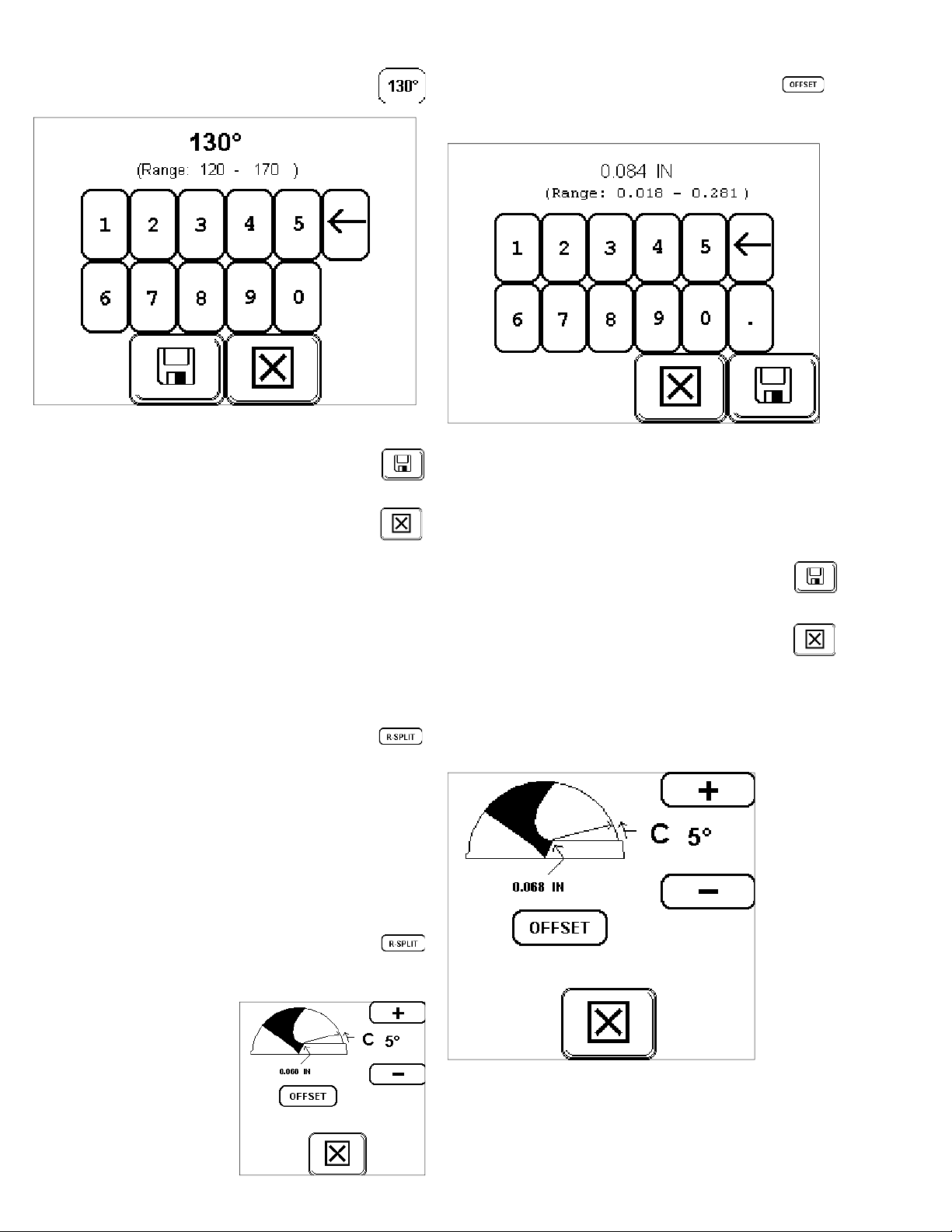
D. Split Angle: Type in the desired split
angle,
typically 120° to 130°. By increasing the rotation of the split angle
, the split portion of the
drill meets the cutting lip at a greater angle,
which will give that area more strength and
durability. This added split angle creates a
pointed profile at the very center of the drill,
which will produce a self-centering effect and
reduces drill point walking at the start of a
hole.
Past Center
To Center
Not To Center
29
Page 30
Touch Screen Details
Touch the Split Angle button, the Number Key Pad will come up.
• Type in the desired split angle degree, a toler-
ance of +/-5° can be expected.
• Touch the “SAVE” button to store the
“New” information and transfer you back
to the previous screen.
• Selecting “CANCEL” will delete any
unsaved data, retrieving the most recently saved information, transferring you
back to the previous screen.
*Do not use the “Split Point Offset Screen”
to compensate for changes in the split point
due to wheel wear or a wheel change. Make
all adjustments for centering split or material removal amount in “Grinding Wheel Adjustment Screen”. Refer to page 28
E. Radius Split Offset: The R-Split button
will appear and will be functional only
when a web thickness value is manually input
into the “Web Thickness” Screen. The “Web
Thickness” Screen is located on the “Main Set
up” page. The XPS-16 calculates 30% of the
entered web thickness and uses that as the
offset default. If this does not produce the
amount of radius desired, follow the steps below. For detailed information Refer to page 35
• Touch the “R-Split” button on the Split
Point Offset Screen; the Radius Offset
Adjustment Screen will come up.
Radius Offset Adjustment Screen
• Touch the “OFFSET” button, the offset
keypad will come up.
Radius Offset Key Pad
• Adjust the radius offset by entering an offset
larger or smaller than the factory default.
• Type in the offset amount. An offset amount
of .001 will produce the largest possible radius
on that drill. As your offset gets larger, the
radius will become smaller.
• Touch the “SAVE” button to store the
“New” information and transfer you back
to the previous screen.
• Selecting “CANCEL” will delete any
unsaved data, retrieving the most recently saved information, transferring you
back to the previous screen.
Adjusting The Rotation of the ARC/C
axis
• Adjust the stopping point of the C axis or ARC/
Rotation of the radius. The factory default is
5°. This will stop the cutting edge of the drill
5° from the grinding wheel. In most cases ad-
30
Page 31

Touch Screen Details
justment of the C axis will not be necessary.
Adjustment may be needed if the factory default allows too much rotation and the grinding wheel nicks the cutting edge.
• The +C button will stop the rotation of
the cutting edge further away from the
grinding wheel.
• The -C button will stop the rotation of
the cutting edge closer to the grinding
wheel. Refer to page 35 for details on R-Split
offsets.
• Touch the “SAVE” button to store the
“New” information and transfer you back
to the previous screen.
• Selecting “CANCEL” will delete any
unsaved data, retrieving the most recently saved information, transferring
you back to the previous screen.
Honing Wheel Offset Ad-
justment Screen Selector
• You will have up to .125 range of adjustment
to change the position of drill to the face and
edge of the honing brush.
Honing Wheel Adjustment Screen
• After adjustments are entered, touch the
“SAVE” button to store the “New” information and transfer you back to the previous screen.
• Selecting “CANCEL” will delete any
unsaved data, retrieving the most recently saved information, transferring you
back to the previous screen.
•
Hone Timing Adjustment
Screen Selector
• Adjust the length of time the cutting edge is in
the honing cycle. Select from .010 up to 60.0
seconds. To produce a larger radius, increase
the length of time the cutting edge is in the
hone cycle.
Use this screen to adjust the drills position relative
to the honing brush.
• To move the drill position across the face
of the brush, adjust the wheel “EDGE”.
Use the +X button, to move to the hone
brush to the right or the -X button, to
move it to the left.
• To adjust the depth the drill travels into
the brush, adjust the wheel “FACE” ac-
cordingly; use the +Z button, to move
drill deeper into the hone brush or the -Z
button, to back out of the hone brush.
Hone Timing Adjustment Screen
• Type in desired seconds of hone time. For
more information on “Honing” see page 53
• After hone time is entered, touch the
“SAVE” button to store the “New” information and transfer you back to the previous screen.
• Selecting “CANCEL” will delete any
unsaved data, retrieving the most recently saved information, transferring you
back to the previous screen.
Contrast Adjustment
Screen Selector
• Adjust the contrast of the LCD screen. Select
10 as darkest thru 65 as lightest.
NOTE: the factory default is 42
31
Page 32

Touch Screen Details
Contrast Adjustment Screen
• Adjust screen contrast, using “ARROW
UP” to increase the contrast number,
making the screen lighter or “ARROW
DOWN” button to decrease the number,
making the screen darker.
• After adjustment is entered, touch the
“SAVE” button to store the “New” information and transfer you back to the previous screen.
• Selecting “CANCEL” will delete any
unsaved data, retrieving the most recently saved information, transferring
you back to the previous screen.
Touch Key Delay Screen
Selector
• Adjust the sensitivity of the touch screen but-
tons. Select 50 as the most sensitive setting
and up to 550, as the least sensitive.
NOTE: Factory default is 200
Touch Key Delay Screen
• Adjust Touch Key sensitivity according to your
touch, using the “ARROW UP” button
will increase the number, decreasing the
sensitivity of the touch screen or the
“ARROW DOWN” button will increase
sensitivity, decreasing the number.
• After adjustment is entered, touch the
“SAVE” button to store the “New” information and transfer you back to the previous screen.
• Selecting “CANCEL” will delete any
unsaved data, retrieving the most recently saved information, transferring you
back to the previous screen.
Cycle Start
• Start the sharpening process by touching
“CYCLE START”. If machine door is open you
will get the Open Door alarm. Close door and
press “CYCLE START” to continue.
Cycle Stop
• By touching the “CYCLE STOP” button , you
will immediately interrupt the sharpening process; the machine will pause and remain idle.
You cannot resume sharpening once the
sharpening cycle
has been interrupted.
• The Home
Screen will appear.
• To abort the sharpening cycle, touch the
“HOME” Icon, the sharpening program
will be aborted, the grinding motor will
shut down and the sharpening fixture
will return to its home position.
• If the “HOME” button is not selected, the
machine will start a 59 second count
down, at the end of the countdown, the
sharpening program will then be aborted, the
grinding motor will shut down
and the sharpening fixture will
return to its home position. The
Main Set-up Screen will come
up.
• After re-chucking the drill, press “CYCLE
START”. The sharpener has retained the
previous set up information.
32
Page 33

Touch Screen Details
90° Software Update Hone Only Option
With this software upgrade you will now have all
the great features of your original XPS-16 but will
now have the ability to sharpen below the 118°
point angle range. After the software has been
successfully installed in your XPS-16, your point
angle range will increase. You can now sharpen
drills from 90° - 150°. Please read through the
accompanying operating manual. In addition to
the increase point angle range, there are some
added features you may not be aware of and /or
will need to know to successfully sharpen 90° drill
points.
• Sharpening drills at 90°-117° can only be
sharpened as a CONIC point style, the FACET
point option is disabled.
• You now have the option to bypass the fiber
optic sensor and align the drills cutting edge
manually, see page 21 of the ops
manual. When you choose a point
angle of 90° - 117° your machine will
default to manual alignment. This
requires the operator to manually
align the cutting edge vertically.
(12-o'clock)
When correctly aligned the chisel angle produced
should be between 120° 130°.
• The diameter range is limited to 5mm -16 mm.
• You can choose the Honing option just as
before. A new feature in this software
package is a HONE ONLY option, see
page 21 of the
manual. When hone
only has been chosen
the grind and split
options are disabled.
Manual Alignment
• The diameter detection can be used in Auto
or in Manual as before.
• We recommend that you measure and enter
the web thickness manually. You can
use AUTO Web detection but the
machine will then automatically
calculate 15% of the detected
diameter and register that number as the web
thickness.
• You can select the lip relief amount just as
before. The relief will vary depending on how
accurately the operator aligns the cutting
edge of the drill in the vertical position.
Advancing and retarding the cutting edge
alignment will increase and decrease the
chisel angle and relief respectively.
• We do not recommend sharpening drills 3mm
to 4mm in diameter at 90°-120°. These drills
are too small. Most of the time, the drill will
miss the MTO2 sensor, triggering an alarm
and causing the machine to stop in cycle and
go home.
33
Page 34

This page was intentionally left blank.
34
Page 35

Radius Spilt Offset Screen
Why & How to Offset the Radius Split
WHY: The Radius Split Offset feature is avail-
able and functional only after you have manually
entered the web thickness in the Web Diameter
Detection screen, located on the Main Screen Setup page.
• Some drill styles have more of a radius on the
split than others. When re-sharpening a drill,
you may want to mimic an existing radius split
or create even more of a radius. The Offset
keypad allows you to change the default-offset
value.
• The XPS-16 calculates 30% of the entered
web thickness as the radius split offset default.
• To create a smaller radius, enter a larger off-
set value, or a smaller value to create a larger
radius. A value entered of .001 will produce
the largest radius possible.
HOW: Touch the Web Thickness button
located on main screen.
• The Web Detection Screen will come up.
Web Detection Screen
• The web thickness must be en-
tered manually. Measure web of
drill. Measure web thickness
across two points of the chisel
line with calipers.
• Type in web thickness.
• Touch the “SAVE” button to store
and transfer the “New” information to
the Main Set-up Screen. The web thickness entered will appear on the “WEB
THICKNESS” Selector button.
• On the TOOLS, OFFSETS & MAINTE-
NANCE page, touch the Split Point Off-
set button.
• The Split Point Offset screen will come
up.
Split Point Offset Screen
If a web thickness diameter has not been
entered, the R-Split button is not an option
and will not appear on the Split Point Offset
screen.
• Touch the R-Split button on the Split
Point Offset page; the Radius Offset Adjustment Screen will come up.
Radius Offset Adjustment Screen
• Touch the OFFSET button; the Radius Offset
Keypad will come up.
35
Page 36

Radius Spilt Offset Screen
Radius Offset Keypad
• Type in the offset amount. An offset amount
of.001 will produce the largest possible radius.
As your offset gets larger the radius will become smaller.
Diagram of ra dius split s howing offset variable. Larger off set creates smaller radius, smaller off set
creates larger radius. Offset can be from 1% - 5 0%o f web thickness dimension. Dotted lines
indicate large and small radius.
Centerline of radius tangent to
chisle l ine and c utting edge.
e
g
d
e
g
n
i
t
t
u
C
Chislelin e
Center line of radi us centers
bisect t he chisle an gle of the
chisle line and cutt ing edge.
Small o ffset
from center
Chisle line
NOTE: It may be more difficult to achieve a
larger radius on drills with split angles
greater than 120°.
120° radius Split
120° Radius Split
A
Large offset
from ce nter
View
A
The greater split angle, the less apparent
the radius. See view B
160° Radius Split
160° radius Split
View
B
• Touch the “SAVE” button to store the
“New” information and transfer you back
to the previous screen.
• Selecting “CANCEL” will delete any
unsaved data, retrieving the most recently saved information, transferring you
back to the previous screen.
Adjusting The C axis
• Adjust the stopping point of the C axis. The
factory default is 5°. This will stop the opposite cutting edge of the drill 5° from the grinding wheel. In most cases, adjustment of the C
axis will not be necessary. Adjustment is necessary only if the C axis rotates too far into
the grinding wheel nicking the cutting edge of
the drill.
If drill rotates to far, a negative
If drill rotates too far, a negative rake
is noticeable on the outside corners of
rake is noticable on the outside
cutting lip
corners of cutting lip
B
36
Page 37

Radius Spilt Offset Screen
• The +C button will stop the rotation of
the cutting edge further away from the
grinding wheel.
Looking fromr ear ofdrillbit toward face of
wheel. Drill bit rotating i nC +direction during
radius split.
C+
Ro ta tio n
• Selecting “CANCEL” will delete any
unsaved data, retrieving the most recently saved information transferring you back
to the previous screen.
NOTE: After values have been manually entered into the Web Thickness Screen, you
cannot change the point angle, point style
or split style. If you do, the values in Web
and Advance will be removed. This is to prevent incorrectly sharpening the next drill.
• To disable the R-Split offsets, touch the
“AUTO” button, in the manual web detection screen.
Web Detection Screen
The -C button will stop the rotation of
the cutting edge closer to the grinding
wheel.
Looking f rom rear of drill bit toward face of
wheel. Drill bit rotating in C- direction during
radius split.
C-
Rotation
The Radius Split Offset feature will become disabled and you will exit manual web detection
mode.
• Touch the “SAVE” button to store the
“New” information and transfer you
back to the previous screen.
37
Page 38

Facet Overlap Adjustment
4-Facet Overlap Adjust Procedure
NOTE: The XPS-16 is designed to create the 4Facet point with little or no facet overlap. Each
machine is adjusted during factory calibration to
have a facet overlap of 0.000” to 0.0025”. However, adjustment can be made through the calibration parameters of the machine. Hence, care
must be taken to use these instructions carefully
when one wants to modify the facet overlap.
The user will be making changes that will affect
the drill geometry of all drills.
1. From the Main menu, press the “Tools” icon
in the lower right hand corner.
2. Press the icon in the third row.
The number showing is the factory value determined during calibration (Write it down).
To reduce facet overlap, the Stick-out parameter
needs to increase (start with 0.005”to 0.010”).
To increase facet overlap, the Stick-out parameter needs to decrease (start with the same increment).
Past Center
3. Type in a Stick-out value that is larger or
smaller than the one shown and press the “Disk”
icon.
4. Press the “X” icon twice to get to the Main
menu.
5. Sharpen a test drill without splitting
check the facet overlap. If it needs more adjustment go to step 1 and repeat through step 5. If
the facet overlap is satisfactory, then the Stickout parameter should be saved in a drill file.
To Center Below Center
and
Note: When the machine is powered off and
then on again, the stick out parameter is reset to
the calibration value in the Darex file.
38
Page 39

Cutting Edge Advance Screen
Cutting Edge Advance Screen
WHY: Your drill is
12:00
aligned with the aid of a
fiber optic sensor. The
fiber optic sensor locates
and positions the cutting
edge at 12 o’clock.
3:00
(vertical)
This alignment process was designed
for drills with a straight cutting edge.
Drills with a hook in the cutting edge
can still be sharpened, but the cutting
edge may not align correctly. If this is
the case, it may be necessary to
manually correct the alignment position, using the Advance feature of the XPS-16.
As the drill moves towards and in front of the sensor, the sensor moves and positions itself at 55%
of the drill diameter. The drill starts to rotate,
once the cutting edge breaks the beam of light, it
records that point and the sensor then moves to
80% of the drill diameter.
12:0012:00
The cutting edge continues to
rotate, breaking the beam of
light for a second time. The
3:00
machine recognizes the two
detected points as the cutting
edge,
THEN,
C+
rotates those points in to the
12 o’clock position. (vertical)
3:00
Most times, if the drills cutting
edge is straight, the alignment will be correct, and
a two-point alignment will successfully position
the cutting edge.
BUT:
When the cutting edge of the drill is
hooked, the second alignment pick
point may be in the radius of the hook.
The true cutting edge
11 o’clock
12 o’clock
will not be positioned
correctly at 12
o’clock. (vertical)
When you see the
alignment is incorrect,
Cutting edge
touch Cycle Stop and
bring the machine
back to the home position. You must then compensate for the incorrect alignment using the cutting edge Advance Screen.
When using the
Advance screen,
the cutting edge
will be detected
3:0 0
using only a single
point detection
process. The drills
Single point alignment
on cutting lip
cutting edge will
rotate into the
beam of light as
before, but will
only pick one
point,
12: 00
C+
Single point alignment on cutting lip
rotatedt o 12:00 position
3:00
then the cutting
edge will rotate
as close to 12
o’clock (vertical) as possible.
At this point, if the cutting edge does not rotate
up to 12 o’clock (vertical), you will need to compensate manually.
HOW:
Web Detection Screen
39
Page 40

Cutting Edge Advance Screen
The web thickness must be entered manually.
• Measure web of drill, and type in web thick-
ness.
• Touch the ADVANCE button on the web
detection screen.
• The ADVANCE screen will come up.
ADVANCE SCREEN
degree of advance entered will appear
on the “WEB THICKNESS” Selector button.
NOTE: After values have been manually entered into the Web and or Advance
screen, you cannot change the point angle,
point style or split style. If you do, the values in Web and Advance will be removed.
This is to prevent incorrectly sharpening a
completely different drill.
• To exit manual mode, touch the “AUTO”
button, on the number pad. The Radius
Split and Advance feature will become disabled.
• Press the +C button to rotate cutting
edge counter clockwise,
20°
Cutting edge
or the -C button to move the cutting edge
clockwise.
20°
Cutting
edge
• A value larger than 0
must be entered to enable the advance feature.
NOTE: Remember, as you look at the pictorial icon of the cutting edge, you are looking
at the cutting edge opposite from the direction it will actually rotate.
• Touch the “SAVE” button to store and
transfer the “New” information to the
Main Set-up Screen. The web thickness and
40
Page 41

Download Details
Download Screen Selector
Select this button for in system programming and download capabilities. As up-
grades and optional custom point styles
become available, your machine is equipped to
receive these files from our factory to yours.
To utilize each of the following screens you will
need:
Serial port converter with USB cable con-
•
nected from PC to XPS-16
• PC located close to XPS-16
• Darex Sloader program must be used to trans-
fer software upgrades and download files.
Download Details
• Touch the “X” to cancel the update proc-
ess.
• To start UI Update, touch the “check” to
continue.
• The UI Update Pause screen
will flash on the screen.
• After a few seconds the screen
will go dark.
• On your PC, call up the Darex Software Loader
program by clicking on START, PROGRAMS,
DAREX and then select DAREX CNC SOFTWARE LOADER
• Click on “UI Update” tab.
Darex Software Loader Screen -
UI Update
Software Installation
• Insert the Darex XPS-16 Software Diskette in
the A: Drive
• Click on START and then click on RUN
• Type “A:\Install” and press the Enter key. The
program will automatically start
• To Run: Click START, PROGRAMS, DAREX and
then select DAREX CNC SOFTWARE LOADER
UI (User Interface) Update
UI Update Button – From PC to XPS16
• Make sure Serial Cable is connected from ma-
chine to PC.
• Upgrade your USER software by
touching the UI Update button.
UI Update Screen
Your current UI
software version
will be displayed in
this screen.
• Click on “Serial Port Settings” drop-
down and select the correct COM
Port for your computer.
• Type in file name in
Browse field or click
on Browse button and
navigate to desired
file.
• Click on “Start Transfer”
• In the first line
of the Transfer
Status Result
Box, text will
appear displaying current status. The second
line will show progress of transfer.
Warning: Do not exit Software Loader Program or power down machine until the
Transfer Status reads EXECUTING NEW
SOFTWARE.
41
Page 42

Download Details
• After transfer is com-
plete, a screen will appear prompting you to
shut down machine and
restart.
At this point downloading software was successful. Turn the machine off and then on again and
run the Initialization program.
USB Communication Port Setup
Instructions Cont.
USB Communication Port Setup Instructions
The computer interface to the XPS-16 is through an RS-232
(serial) port. Many PCs (especially notebooks) do not
contain serial ports. Provided in your tool kit is a USB
to Serial Port Adaptor which emulates a Serial port through
a USB port. The USB to Serial Port adaptor is used with
SLoader on systems running Windows XP and Vista
including desktop and notebook hardware.
The following steps should be followed for successful
implementation.
1. Go to www.Sabrent.com and install the latest Windows
driver for this item (driver is also located on the
calibration CD supplied with the XPS-16). Do not plug
the unit into the PC while installing the driver.
2. Connect the USB to Serial Adaptor to a port on your PC.
3. Check in the Windows Device Manager under Ports
to see what COM port it assigned. It should show-up as
“Prolific USB-to-Serial Bridge” (see Figure 1).
SLoader needs the assignment to be ports 1 through 4.
Figure 2 – Port Settings
5. Click on the Advanced… button and set the
COM Port Number to a lower value such as COM4
(see Figure 3).
Figure 3 – Advanced Settings
6. Close out of Device Manager and the Adaptor
should now operate like a standard Serial port.
Be sure to set the port number in SLoader to the
correct assigned port.
7. Proceed with normal upload and download
activities. When SLoader is closed and the
Adaptor removed from the PC, the port is
released but it should re-acquire the same port
number when the Adaptor is re-attached.
Figure 1 – Device Manager
4. If the assignment is higher than COM4, then you can
force it to a lower unused port using the Advanced … menu
from the Port Settings page. To access this menu, double
click on the port in Device Manager and select the Port
Settings tab (see Figure 2).
42
Page 43

Download Details
Get Drill Files (Custom File Download)
• On your PC, call up the Darex Software Loader
program.
• Click on “Get Drill Files” tab.
Darex Software Loader Screen -
Get Drill Files
• Click on “Serial Port Settings” drop
down and select the correct COM
Port for your computer.
• Type the
directory
name in
the Browse field or click on Browse button and
navigate to desired directory.
• Click Start Transfer on computer.
File Down Load Button- From XPS-16 To
PC
• Connect the serial cable from PC to sharpener.
• Send and store your custom files to your PC
by touching the “FILE DOWNLOAD”
button.
• Using the “CURSOR UP” or “CURSOR
DOWN” button, move the cursor beside
the files you wish to save, touch the
“Select File Stamp” button.
• Repeat until all de-
sired files are selected.
• Touch the “SAVE” button.
You have approximately 25 seconds
between clicking on “SAVE” and clicking the
“Start Transfer” button. If time exceeds 25
seconds an error will appear and you must
start over.
Sending Drill Files Screen
The Send Files
Screen will flash on
the XPS-16 screen.
Save File to PC Screen
The Save File screen will
come up.
43
Page 44

Download Details
Send Drill Files (File Restoration )
File Restoration Button - From PC To
XPS-16
• Connect the serial cable from PC to sharpener.
• Restore saved custom files from your PC
by touching the “File Restoration” button.
• On your PC, call up the Darex Software
Loader program.
• Click on “Send Drill Files” tab
Darex Software Loader Screen - Send
Drill Files
• Click on “Serial Port Settings” drop
down and select the correct COM
Port for your computer.
• Click on Browse Folders to navi-
gate to desired directory.
• Drill files to be sent will be dis-
played in the left column of the
“Send Drill Files” Down Load
Screen.
• The files you wish to restore
need to be transferred to the
column on the right.
• Select the
file you wish
to restore
by highlighting the file.
• Click on the
top Transfer
Icon located between the two columns.
• Once all the necessary files are trans-
ferred to the column on the right, you are
ready to start downloading to your XPS-16.
• Click the “SEND” button on the
computer.
• Touch the “RESTORATION”
button on the XPS-16.
Getting Drill Files
The “Getting Drill
Files” Screen will
flash on the XPS-16
screen.
The transfer will
begin and when completed the Transfer status will
display the number of files transferred.
You have approximately 25 seconds between
clicking on the “RESTORATION” button and clicking the “SEND” button. If time exceeds 25 seconds an error will appear and you must start over.
44
Page 45

Controller Update
Controller Update Button - From PC
to XPS-16
• Connect the serial cable from PC to sharpener.
• Update your Controller software by
touching the Controller Update button.
• On your PC, call up the Darex Software
Loader program.
• Click on “Controller Update” tab
Darex Software Loader Screen –
Controller Update
• Click on “Serial Port Settings”
dropdown and select the correct
COM Port for your computer.
• Locate file name in
Browse field or type
in file name.
• Touch the Controller
Update button on your XPS-16.
Controller Update Screen
The “Controller
Update” screen
will come up.
Your current
Controller version will be displayed on this
screen.
• Touch the “X” to cancel the Controller
Update process.
• Touch the “check” to start the Controller
Update.
Download Details
The Controller Update screen will
flash on the
screen and then
the LCD screen
will go dark.
• Click “Start Transfer” on com-
puter. You have approximately 25
seconds between clicking on the “Controller
Update” button and clicking the “Start Transfer” button. If time exceeds 25 seconds an
error will appear and you must start over.
Warning: Do not exit Software Loader Program or power down machine until the
download process is complete.
• The LCD screen will come back up and the
download progress will
be displayed on the LCD.
• Once the LCD displays
100% complete, the 2
part of the Controller Update must be completed.
• The screen to complete the Controller Update
will come up.
Controller Update Screen Part 2
Warning: Do not power down machine until
the download process is complete.
• The LCD screen will dis-
play the download progress. Once the LCD displays 100% complete
this download is complete, your controller has been updated
nd
• Touch the
“check”
to complete the
Controller Update.
45
Page 46

• After transfer is complete, the RESTART MA-
CHINE SCREEN will appear
• Turn the machine off and then on again and
run the Initialization program.
46
Page 47

CHUCK INFORMATION
Chuck Information
XPS-16 CHUCK
The XPS-16 6-jaw chuck system was designed
with accuracy and simplicity in mind. As a result,
the XPS-16 chuck allows you to quickly change
from the largest drill diameter to the smallest in
seconds. The accuracy of the chuck will produce
drill concentricity exceeding ANSI, NAS 907 & ISO
10899 standards. The chuck holds drills from .118
to .629 (3mm to 16mm).
NOTE: Be careful when chucking up carbide
drills. Center the drill in the jaws as you tighten
the chuck. It is helpful to rotate the drill as you
close the chuck. Be careful not to over tighten
the chuck on small drills
.
Caution: When sharpening a 5/8 drill
make sure the drill is secure after tightening
the chuck.
Morse Taper drills:
To secure a Morse Taper drill in the chuck, it is
necessary for the drill to have a minimum flute
length of 3.500 inches. The taper will then be free
from the grasp of the jaws, eliminating interference with the larger tapered shank. The oth
tion for holding these types of drills i
ing. Bush the body of the drill up to, or larger
than, the interfering diameter. Any drill held in a
bushing will need to be sharpened on Manual
Mode in the “Diameter Selector” screen .
You must type in the actual body diameter
of the drill to be sharpened, regardless of
the shank or bushing size.
s a split bush-
er op-
CHUCK JAW DISASSEMBLY/
ASSEMBLY & MAINTENANCE
The vacuum system that comes with your sharpener will help reduce the amount of maintenance
necessary, however, periodically the Chuck Jaw
Spindle Insert assembly should be removed and
any grinding residue brushed away.
1. Push the emergency stop button, unplug unit
from power supply and use a “LOCK OUT”
“TAG OUT” procedure.
2. Using the chuck knob, open chuck jaw assembly to its fully open capacity range.
3. Using a 3mm hex key, remove the
Allen head cap screws from the chuck knob.
4. The chuck jaw assembly can now be removed
through the back of the chuck spindle assembly.
four
4mm
Step drills:
In the case of a Step drill, you can sharpen the
pilot of that drill but it must be sharpened on
Manual Mode in the “Diameter Selector”
screen. Type in the diameter of the pilot to
be sharpened, regardless of the shank size.
End Mill shank drills:
Typically, an End Mill shank drill has a shank diameter larger than the body of the drill.
Many End Mill shank drills can be sharpened on
the XPS-16, depending on the length of the flute
verses the length of the shank. If holding these
types of drills on the shank they must be sharpened on Manual Mode in the “Diameter
Selector” screen .
5. Brush or blow away any grinding residue.
6. Unthread the brass, Jaw Spring Retainer as-
sembly from the chuck knob. Clean external
threads on brass and internal threads in chuck
knob thoro
Make sure locating dots are in alignment,
after thr
the chuck knob. If so, unthread brass re-
tainer and rotate 180°, rethread into chuck knob.
NOTE: Do not remove jaws from chuck jaw
spindle insert; the concentricity of the chuck
will be compromised.
ughly.
eading the jaw retainer back into
47
Page 48

Chuck Information
TO REINSTALL:
Reinstall in reverse order, making sure the diameter detector rod is oriented in spindle correctly.
CAUTION: If diameter detector rod is reinstalled improperly, damage to rod will occur.
• After chuck jaw assembly is properly replaced
and before the 4; 4mm bolts are in place,
open or close the chuck knob until the bolt
hole pattern on the chuck knob is in alignment
with the bolt hole pattern on each of the
chuck knob retainers. Call Darex to replace
any Chuck knob retainers with a single side
bevel.
Chuck knob retainer showing bevel
Top
Chuck Exploded View
The position of the chuck knob retainers may
need to be raised or lowered to meet the bolt hole
pattern on the chuck knob. Carefully insert bolts
and tighten.
PP12255FF
48
Page 49

Chuck Information
CNC-XPS-16CC - COLLET CHUCK PARTS DIAGRAM
1 - PP12512TF - COLLET CHUCK KNOB SECONDARY
2 - PP12518NF - ER-25 COLLET SET - METRIC
2 - PP12519NF - ER-25 COLLET SET - ENGLISH
3 - SA12511TA - PRIMARY COLLET KNOB ASSEMBLY
4 - PP12571SF - SWING CASTING COVER - COLLET CHUCK
5 - PP12500CF - CHUCK SWING CASTING
6 - SA12506TA - COLLET CHUCK SPINDLE ASSEMBLY
NOT SHOWN - SA12501CA - COLLET CHUCK ASSEMBLY COMPLETE
49
Page 50

Chuck Information
XPS-16 Collet Chuck
COLLET CHUCK USE: The XPS-16 Collet Chuck
uses ER-25 collets to hold the drill. The chuck is
designed to use one or two collets to clamp the
drill. Depending on the drill type and length, either the forward collet, the rear collet or both collets can used to secure the drill. The collet system offers the same performance and size range
as the standard chuck although use of the rear
collet by itself will degrade the run-out precision
somewhat. Collets are offered in both Metric and
English sizing.
To use the Collet Chuck, determine which collet
configuration will best suit your needs. The
sketch below shows the dimensions of the collets
in relation to the machine home position. It can
be used to visualize which collet configuration to
use.
To use the forward collet only, remove the
Primary Knob and insert the appropriate collet into
the Collet Sleeve as shown below.
Install the Primary Knob into the Collet Chuck
Spindle and tighten until contact of the collet is
felt. Then back-off the knob ¼ turn. Insert the
drill through the collet as normal and then tighten
the knob until snug.
50
You are ready to sharpen the drill.
Page 51

Chuck Information
XPS-16 Collet Chuck cont.
Use of the rear collet is similar to the forward
collet, first the Primary Knob must be installed in
to the spindle omitting the ER collet. The collet is
installed into the Secondary Knob as shown below.
Certain lengths of step-shank drills may require
use of the rear collet by itself or the use of both
collets (see drill photo).
To use both forward and rear collets together, first install the forward collet with Primary
Knob and then the rear collet with Secondary
Knob. The collets can both be the same size or the
rear one may be larger. Insert the drill and tighten
the Secondary Knob until both collets close and
secure the drill.
51
Page 52

This page was intentionally left blank.
52
Page 53

Honing Information
HONING BRUSHES AND INFORMATION
HONING ON YOUR XPS-16
Your sharpener is equipped with “honing” capabilities. Edge prepping is done a number of different
ways, in the case of your XPS-16 sharpener it is
achieved by brush honing. The hone brush is
bolted to the center of the diamond-grinding
wheel. The bristles of the nylon brush are impregnated with silicon carbide crystals.
Optional Dia-
mond Hone available.
When the hone
feature is selected
and the drill has
finished the sharpening cycle, the
drill moves over
into the honing
position.
With the cutting edge perpendicular, the drill
feeds into the honing brush, pausing as the bristles lap over the cutting edge, creating a radius.
This method creates what is known as a waterfallshaped hone, the edge prep is skewed toward the
topside of the tool. The main benefit of this type
of hone is that the honing process leaves more
tool material directly under the cutting edge, further strengthening the corner. The longer the cutting edge remains paused in the brush the larger
the radius. To change the size of the radius, adjust the length of time the drill is in the hone cycle. Your options for the time in the hone
range from .010 to 60.0, fo
justment refer to information on page 53.
r Hone Time Ad-
WHY HONE?
A carbide cutting tool’s edge must withstand tremendous stress. It’s ability to handle the applied
stress and wear in a slow predictable manner determines a tool’s life and wear rate. In certain applications, proper edge preparation known as
“honing” has improved tool life 200 percent or
more.
The primary purpose of honing is to establish an
edge between the tool and the work piece. Chip
flow, cutting speed, in-feed pressure and other
machining variables are strongly impacted by the
characteristics of this edge. The size and shape of
the hone determine the amount of tool pressure
required for a machining operation to be success-
ful. If the hone is too large for a given application, the excessive pressure required to cut will
increase the amount of heat developed during
machining. That shortens tool life. If the hone is
too small, the cutting tool edge will be weak and
unable to withstand cutting pressures. 0.001 to
0.003 is the size of most radius created by edge
honing.
BENEFITS TO HONING
CARBIDE
Longer Tool Life: improve the wear rate by re-
ducing the stress to the tools cutting edge.
Greater Consistency: you can achieve predictable tool performance, increased productivity, reducing scrap and less rework.
Better Finish: a smooth edge helps reduce the
tendency of chipping on the cutting edge. These
chips create an inconsistent edge that degrades
the finish and shortens tool life.
*NOTE: If the edge hone is incorrectly sized
or insufficiently smooth, small work piece
particles can attach to the cutting edge. As
this buildup continues, more and
terial will attach to the tool, adversely affecting the surface finish.
more ma-
HONE ONLY feature
Use this feature when regrinding is not necessary
or desired. This option allows you to use your
XPS-16 as a honing machine. When HONE ONLY
is selected the grind and split process will be disabled. The diameter of the drill will still be detected but from that point on it will move directly
into the honing position and continue to hone the
drill.
HONING BRUSH MAINTENANCE
Clean the hone brush each time you clean the diamond grinding wheel. Remove the hone brush
from the grinding wheel and clean using hot
soapy water.
53
Page 54

Honing Information
HONING BRUSH PART #’S
PP12686NF – Brush 120 Grit – Silicon Carbide
PP12680NF – Brush 180 Grit – Silicon Carbide
PP12684NF – Brush 320 Grit – Silicon Carbide
PP12688NF – Brush 240 Grit – Diamond
PP12682TF – Brush Retainer
PP12252FF – Bolts 3 each (4mm .7x18 SHCS)
SA12680NA – Brush, Retainer & Bolts
HOW TO CHANGE HONING
BRUSH
This can be done, leaving grinding wheel
mounted.
1. Push the emergency stop button, unplug unit
from power supply and use a “LOCK OUT”
“TAG OUT” procedure.
2. Using a 2.5mm hex key, remove the top two
3mm button head cap screws from wheel
guard cover.
3. Then, loosen, but do not remove the bottom
two 3mm button head cap screw s. pull wheel
guard cover away from wheel.
NOTE: Leave vacuum tube attached to
wheel guard cover
4. Using a 3mm hex key wrench, remove the three
4mm 7x18 SHCS .
5. Remove retainer ring.
6. Remove brush from wheel.
To reinstall, reverse steps.
54
Page 55

Vacuum System Information
VACUUM SYSTEM AND
INSTALLATION INSTRUCTIONS
Do not use sharpener until vacuum
system is connected to machine. The
airflow from the vacuum system
keeps the grinding wheel & motor cool
while running. Damage to the motor may
occur if vacuum is not running while sharpening on the XPS-16.
XPS-16 VACUUM SYSTEM
The XPS-16 sharpener comes equipped with an
environmentally safe dust collection system. Hook
up the vacuum to your sharpener before sharpening drills.
HOW TO HOOK UP VACUUM
SYSTEM
1. Connect plug from vacuum to the receptacle
on the electrical panel located at the back of
the XPS-16 sharpener.
VACUUM SYSTEM DISASSEMBLY &
MAINTENANCE
1. Using a ¼ hex key wrench, remove bolt and
washer.
2. Remove top ½ cover of vacuum canister.
3. Remove and dispose of filter cartridge.
4. Unthread plastic nut retaining bottom ½ of
vacuum canister.
5. Remove bottom ½ of vacuum canister.
6. Clean out residual grinding dust from bottom
of canister.
To reassemble, reverse steps.
NOTE: When reassembling, make sure the
rim of the top ½ of vacuum canister is
seated into gasket channel on bottom ½ of
vacuum canister.
2. Connect Vacuum hose to the vacuum adapter
tube on the sharpener and to the intake tube
on the vacuum.
55
Page 56

Vacuum System Information
Vacuum parts list on page 83 & 84 exploded view on page 87
VACUUM SPECS
Weight: 30lbs (13.61kg)
Diameter: 14” (35.56cm)
Height: 19” (48.26cm)
SA12070EA - 115V vac w/plug 3
SA12080EA - 230V vac w/ plug
4
56
Page 57

Wheel Information
XPS-16 WHEEL INFORMATION
The Darex XPS-16 comes equipped with electroplated, 180 Grit CBN (Cubic Boron Nitride) and
220 Grit diamond grinding wheels. The CBN
wheel, ready to sharpen HSS and Cobalt drills has
been calibrated to your sharpener. The diamond
grinding wheel, for grinding carbide drills, has a
honing brush mounted to it. You will find both the
diamond and CBN wheel packaged in the tool kit.
Sharpening with an electroplated CBN (Cubic Boron Nitride) or diamond grinding wheel reduces
grinding cost and improves quality of the finished
product. These results are obtained because the
grinding material is super abrasive. The CBN is
second only to diamond in hardness. In fact, CBN
has twice the hardness and four times the abrasion resistance of an aluminum oxide grinding
wheel. The CBN and diamond wheel last longer;
the grinding process is faster and less grinding
time is lost due to wheel breakdown & maintenance.
INSTRUCTION FOR USE OF
CREPE STICK
TO CLEAN GRINDING WHEEL
The CREPE STICK (PP0001981), included in the
tool kit can be used to clean the grinding wheel
while on the machine. This procedure provides a
convenient method that can be applied about
once per hour. A more thorough wheel cleaning
should be preformed at regular intervals as described in the user manual.
1. Be sure the machine in the home position.
2. The grinding wheel must be rotating.
3. Lightly press a corner of the crepe stick
against the surface of the grind wheel.
4. Sweep it across the face of the wheel.
5. Repeat several times.
WHEEL MAINTENANCE
These wheels are maintenance free from truing
and dressing but will need to be cleaned periodically. After removing the wheel from the
sharpener, saturate the wheel with any type of
oil-less solvent, such as Automotive Brake
Cleaner. It is helpful to use a soft bristle brush
and lightly brush the saturated wheel loosening
the impacted grinding particles. Re-saturate the
wheel to flush out any loosened debris.
NOTE: If after cleaning wheel, the drills still
discolor or burn, the wheel life may be exhausted and the wheel will need to be replaced.
WHEEL PART #’S
• PP12660GF – 180-grit CBN grinding wheel
• PP12666GF – 220-grit Diamond grinding wheel
• PP12675GF – 320-grit Diamond grinding wheel
(Not recommended for larger drills)
• PP12670TF – Wheel retainer bolt
Proprietary Wheel – Diameter is 4.500 - Width is
1.025. Contact Darex for special wheel configura-
tions.
*Darex Corporation does not re-plate or
recommend re-plating the grinding wheels.
For replacement wheels, contact your Darex
distributor or Darex Corporation.
Caution: Wear Eye protection and firmly
grip the crepe stick while performing this
procedure.
57
Page 58

Wheel Information
HOW TO CHANGE A WHEEL
1. Push the emergency stop button, unplug unit
from
power supply and use a “LOCK OUT”
“TAG OUT” procedure.
2. Remove Guard door cover.
3. Remove thumbscrews from cover.
4. Pull the wheel guard cover away from wheel,
leaving the vacuum tube attached.
5. Insert spindle lock pin through access hole
located on top of wheel guard casting.
7. Using a ½ inch socket wrench, loosen wheel
retainer bolt in the counterclockwise direction until
wheel is free of the spindle.
8. Repeat steps in reverse to install new wheel.
Tighten to 12 lbs/per foot.
When changing from a CBN to Diamond or
vise versa, it’s a good idea to write the
wheel offsets on the back of the wheel before adjusting the offsets to the new wheel.
6. Rotate spindle until spindle lock pin engages.
Recalibrate Material Take Off
• After a wheel change, verify and/or recalibrate
Material Take Off:
1. Use a 3/8 HSS standard twist drill, measure
the length of drill before sharpening.
2. Using the Darex #1 File sharpen the drill.
3. After sharpening the drill, measure the drills
new length. MTO should be approximately .005-.007.
4. If incorrect, adjust using Grinding Wheel
Offset Screen Selector Refer to information
on page 59.
58
Page 59

Wheel Position Offset Adjustment
The calibration sheet shows all of the values
stored in the machine when it left Darex. Normally, it is just reference information. If somehow the machine memory became corrupted
then the data could be used to restore these parameters (very unlikely). These values are not
changed when grind wheels are changed. The
Wheel Offsets are the values that you should record and change when replacing grind wheels.
Here is the suggested process:
When the machine comes to you from Darex the
offsets should be dialed in very close. Take a
3/8” diameter test drill, open the Darex file and
sharpen the drill. Adjust the Center and Depth
(using the Wheel Offsets) to give you a “perfect”
split.
Save these Wheel Offsets by going to the Safe
icon on the second page.
Remember that these Wheel Offsets are only permanently saved if you save using the Safe icon.
If the machine is turned off and back on, the
Wheel Offsets from the last save will be loaded.
Now subsequent drills can be sharpened and Drill
files saved knowing that the wheel is in the
proper location. Use the Split Adjustment menu
to adjust splits for these new drills.
Split
Angle
C
Fan
Angle
When the grind wheel is removed, record the
Wheel Offsets on the backside with a permanent
marker.
Install the new grind wheel, open the Darex file,
grind your test drill and adjust the Wheel Offsets
to get your “perfect” splits. Safe (save) these
offsets.
The grind wheel is now in the proper location
and your Drill files should work the same as
when they were originally saved. Note that
Wheel Offsets are not saved with the Drill file
just the Split Adjustments.
When this wheel is removed, record the Wheel
Offsets on the backside with a permanent
marker.
If the first wheel is put back on the machine,
then change the Wheel Offsets to the values recorded on the backside of the wheel and
Safe (save) these offsets.
Check the performance by opening the Darex file
and grinding the test drill.
Helpful Hint: When getting ready to adjust new
Wheel Offsets, it is best to back off the X and Z
axes a few thousandths in the negative direction
to keep from over-splitting the drill. It is not necessary to Safe these settings until after the final
adjustment has been made.
59
Page 60

This page was intentionally left blank.
60
Page 61

Sharpening Tips
Sharpening Tips
1. Use MIN MTO when touching up your facet
and conic ground drills.
2. Use MID MTO when sharpening chipped facet
and conic ground drills.
3. Use MAX when changing point angles on conic
ground drills only.
4. If your drill has a broken or highly misshaped
geometry, you will want to rough grind on the
XT3000 first.
5. If your drill has one cutting edge grossly
longer that the other, when you insert the drill
into the chuck, position the longest side down.
The sensor will detect the most protruding
edge and adjust its grind accordingly.
6. If you enter a drill diameter size outside the
capability range of the sharpener, the setting
will default to the closest MIN/MAX diameter
size.
7. To make wheel changes faster, using a permanent marker, write the X & Z wheel offset
values on the back of the wheel. After each
wheel change, type in the offset from the back
of that wheel.
8. To extend the life of and improve the performance of your wheel, clean each new wheel before using. For wheel cleaning instructions Re-
fer to information on page 57.
9. To adjust the paralle
the cutting edge using the Advance button.
For more information Refer to page 39.
10. Each time the XPS-16 is powered up, it defaults to the Darex File and reloads all default
offset values.
11. Make sure each time you power down the
XPS-16, you save your work, just as you
would on a PC. To save or create a file, Refer
to information on pages 23 & 24
lism of the facets, rotate
Wite-out. Because the fiber optic sensor works
from reflectivity, the color of the drill may interfere with the alignment. Drills Black and
Gold in color, are the biggest culprits. Painting
just behind the cutting edge will help the sensor locate the cutting edge.
13. For a thick webbed drill, mark inside the flute
using a black marker. Paint just under, and
right up to, but not touching the cutting edge.
14. To increase the hone on the cutting edge of
the drill, increase the length of time the drill is
in the honing cycle.
15. If your drill has a thin web, we do not recommend sharpening it as a facet point style. The
width of the primary facet produced will be
very thin.
16. Be careful when chucking up carbide drills.
Center the drill in the jaws as you tighten the
chuck. It is helpful to rotate the drill as you
tighten down the chuck. Be careful not to over
tighten the chuck on small drills.
17. You can influence the size of
ated on an R-Split drill. Measure web of drill.
Enter a web thickness value smaller than the
drills actual web diameter. Watch the C Axis
rotation, it will automatically advance the drill
in the + direction and could nick the opposite
cutting edge. Adjust the C Axis rotation in the
minus direction. For more details see page 35.
the radius cre-
12. If the XPS is having trouble picking up the
drills cutting edge, paint just behind the cutting lip, using white correction fluid such as Bic
61
Page 62

This page was intentionally left blank.
62
Page 63

Trouble Shooting Section
Trouble Shooting Icons
Insert Drill Alarm
Remove Drill Alarm
chuck
Cutting Edge Detection Alarm
• If cutting edge is not detected
within one full revolution you will see
this alarm. For more information see
page 65.
Material Take Off Alarm #1
• Drill not pushed up against the
stop.
• To trip the limit switch, reset drill,
pushing the tip into the stop while
tightening the chuck.
• MTO sensor failed, contact factory.
• Use compressed air to clean.
• No drill has
been detected
Insert drill or
check to see if
drill is loose
and has
pushed back in
the chuck
• Drill has
been left in
chuck during
Self Test Initialization program and before machine
goes into the
Lube cycle.
Remove the
drill from the
Material Take Off Alarm #2
• Use compressed air to clean lens
• MTO sensor failed, contact factory.
grinding wheel.
Grind Motor Error
• The grind motor fuse is
blown.
• No grind motor current
sensed.
Time Out Error
• In the grinding process
too long. Clean or replace
Oil Lubrication Screen
• Self-lubrication cycle necessary
Refer to information on page 79 for
details.
63
Page 64

Trouble Shooting Section
Wheel Change Reminder
• This re-
minder will
prompt you
to change
the wheel
as you select different drill material options.
The XPS-16 does not know what type
of wheel you have mounted; you
must mount a CBN wheel for HSS or
Cobalt drills and a Diamond wheel for Carbide drills. Failure to comply will damage or
shorten the life of your grinding wheel.
Door Open error
A AXIS ALARM
• A axis has moved past
the limit switch.
• A axis sensor has failed.
X AXIS ALARM
• X axis has moved past
the limit switch. Call Darex
• X axis sensor has failed.
• May be caused by stopping
or powering down during the
lube cycle. See page 69.
BAD CODE ERROR
• Bad controller code
stored in memory.
• Machine door must be closed when “Cycle
Start” button is pressed. After closing
door, push cycle start to continue grinding.
Z AXIS ALARM
• Z axis has moved past
the limit switch. Refer to
page 69 for details.
• Z axis sensor has failed.
C AXIS ALARM
• C axis sensor has failed.
• XPS-16 waited too
long before receiving a
response from the computer.
Trouble Shooting—XPS-16
Symptom
Machine won’t power up
Cause
• No power at outlet
• Make sure power cord is plugged in to ma-
chine and outlet
• Release E-stop button
• E-stop nut is loose and stuck down in the
off position
• On/Off switch need replaced
• Wiring lead disconnected
Symptom
After powering up, Initialization screen
does not come up
Cause
• RS232 cable is disconnected
64
Page 65

Trouble Shooting Section
Symptom
Failed Initialization screen test
Cause
• Axis driver card failure
• Limit sensors bad
• Solenoid bad
• Machine has moved past the limit switches
Symptom
LCD screen too light or dark to read
Cause
• Contrast needs adjusted Refer to page 32
• LCD back light failure
• LCD bad
Symptom
LCD screen displays garbage or grossly
inaccurate information.
Cause
• Machine temperature is too cold/hot – do
not operate until machine temperature
reaches above 7°C (45°F) but not more
than 32°C (90° F)
• Restore calibrations from locked area
• LCD battery is dead
• LCD is bad
• Cutting edge is broken
• Cutting edge has shinny build up, such as
aluminum
• Surface finish too rough
• Calibration of fiber optic sensor is incorrect
and will need recalibrated
• Fiber optic lens is loose
• Fiber optic sensor needs replaced
• Fiber optic lens needs cleaned or replaced
• Fiber optic cable has been damaged
• Shank is larger than body of drill and cor-
rect diameter has not been manually input.
Example: Step drill
Symptom
Auto diameter detect will not detect correct diameter
Cause
• Diameter detection rod is bent
• Diameter detection rod has been improp-
erly installed. Refer to page 47
• Incorrect diameter calibration
• Shank of drill may be larger/smaller than
actually body of drill
• Drill flutes are worn or damaged
• MTO #1 button excessively worn
Symptom
After pressing “Cycle Start” the machine
does not move into the sharpening cycle
Cause
• Make sure drill has been loaded properly
and sensor button has been depressed
• Close door
• Software has caused machine to hang up –
turn machine off and then on again
• Cycle start switch needs replacement
• Printed circuit board on
Symptom
Drill rotates in front of fiber optic sensor
failing to locate cutting edge
Cause
• Old software installed
• Drill diameter is smaller than 3mm
• Drill diameter is of a smaller dimension
with a thick web
• Color of drill is interfering with cutting
edge detection – typically gold or black
drills Refer to page 61
• False diameter was input or detected in
manual mode
• Fiberoptic Amplifier Baseline setting has
changed. Contact Darex for instructions.
back of LCD is bad
Symptom
Auto web detection does not display correct web thickness
Cause
• Fiber optic sensor lens is dirty. Refer to
page 81
• Fiber optic sensor is not calibrated correctly
• Fiber optic sensor is bad
• Old software installed
Symptom
Cutting edge is not positioned correctly
at 1:00
Cause
• Chip on cutting edge
• Burr on cutting edge
• The fiber optic sensor has detected the
split line as cutting edge
• Drill has a hook in the cutting edge – use
the Advance Screen to compensate. Refer
to page 39
• Changing from extreme point angles. Example: Converting a 180° drill into a 118°
point angle
• Material build up on cutting edge
• A value left in the Advance Screen
65
Page 66

Trouble Shooting Section
Symptom
Drill incorrectly split
Cause
• Check offsets on the split point offset.
Page. Refer to page 29
• Wheel calibration is off
• Check wheel edge offset on wheel offset
page. Refer to page 28 & 59
• Did not align correctly
Symptom
Material take off varies
Cause
• Check wheel face offset on wheel offset
page. Refer to page 28 & 59
• Wheel calibration is off
• Spindle cartridge loose
Symptom
Drill incorrectly positioned in the honing
process
Cause
• Check offsets on the Hone offset page.
Refer to page 31
• Honing brush calibration is off
Symptom
Drill stops in front of the grinding wheel
and will not continue into the sharpening
cycle
Cause
• Grinding wheel is not rotating – check
fuses
• Machine has hung up – power down machine and restart
Symptom
Length of time drill is in the grind becomes excessive
Cause
• Material take off too excessive
• Grinding wheel needs cleaned. Refer to
page 57
• Grinding wheel needs replaced. Refer to
page 58
• GMC # is too sensitive, decrease GMC #.
• Grind material selection has been changed
from HSS to CARBIDE
Symptom
Unable to secure drill in or release drill
from chuck
Cause
• Solenoid malfunction. Refer to Sect ion 24
• Chuck spindle insert needs cleaned. Refer
to page 47
• Drill is carbide and needs to be centered
while closing the chuck
• Large drill diameter
• Drill has multiple diameters that are inter-
fering with jaws
• Drill has a taper in the shank or on the
body of the drill
Symptom
During initialization chuck tries to rotate
unsuccessfully while making a ratcheting/clicking noise
Cause
• Solenoid has malfunctioned and chucklocking pin will not retract. Refer to Section
24
• Solenoid fuse blown
• Driver chip blown
• Drive pulley loose
Symptom
• Unexplained motion
Cause
• Machine temperature is too cold/hot - do
not operate until machine temperature
reaches 7°C (45°F) but not more than 32°
C (90° F)
• Software issues – restore settings from
permanent memory. Refer to page 27
• Download new software. Refer to page 41
• Loss of calibration – Call Darex Corporation
• Machine has moved outside of the limit
switches
• Bad limit sensor
66
Page 67

Trouble Shooting Section
Identifying and checking LED
and limit switches
Identification of LED sensors refer to page 87
1. MTO 2
2. MTO 1
3. Rotate
4. Swing
5. X Feed
6. In Feed
7. Align
8. -5V
9. +5V
10. X Axis board
11. Z Axis board
12. A Axis board
13. C Axis board
Trouble Shooting Vacuum
Symptom
Excessive grinding dust visible
Cause
• Vacuum not operational
• Dirty filter
• Hoses split
• Hoses not connected
• Filter top box or bottom not seated prop-
erly
Symptom
Vacuum not operational
Cause
• Blown fuse
• Not plugged into sharpener
• Bad control circuit on power supply
• Vacuum motor burned out
Solution
• Place Sloader files and folders directly off
of root drive in a directory called Darex
• Call tech support for a newer Sloader program
• Download a newer Sloader program from
the Darex web site
• Try a different computer with a different
operating system
Symptom
General System error – Error Initializing
Serial Port
Cause
• Serial port conflict
Solution
• Move cable to another available serial port
• Close program using current serial port
(Hot Sync is a typical culprit)
Symptom
Download doesn’t work
Cause
• Communication between computer and
sharpener not working
Solution
• Choose a different serial port
• Replace cable between computer and
sharpener
• Use a regular serial cable instead of null
modem cable
Trouble Shooting Software
Download
Symptom
Transfer error
Cause
• Software loader doesn’t like directory
name or location
• Software loader doesn’t support operating
system
67
Page 68

Trouble Shooting Section
Solenoid Troubleshooting
-Turn the machine power off.
- Open the Electrical Panel and disconnect the
solenoid cable (connector located in lower right
corner of Power Supply with a yellow and brown
conductor). Check the electrical resistance of the
solenoid by probing on the side of the connector.
The resistance should be about 33 +/-3 ohms. If
the resistance is not correct, then remove the
black cover on the Chuck Swing Assembly and recheck the resistance at the solenoid connector. If
the resistance is still incorrect then replace the
solenoid. If the resistance is correct then there is
a wiring/connector failure.
- If the solenoid needs replacement, the fuse and
driver IC will also need to be replaced. If the solenoid and wiring are OK, then the most common
fix is a fuse/IC replacement. Location of the fuse
and driver IC are on the lower right corner of the
Power Supply.
-Replacement of the solenoid is pretty straightforward. It is held in place by 2 bolts accessed from
the rear of the Chuck Swing Assembly. The 2 pin
connector needs to be separated on the front side
and the solenoid plunger needs to be depressed
before the assembly can be removed. Installation
is in the reverse order of the solenoid removal.
-To replace the fuse and IC follow these steps
(Use an ESD grounding device to avoid damaging
components). Remove the small yellow component from its connector. Test the electrical resistance of the fuse. The resistance should be about
1 ohm. If the fuse is open circuit, then it needs to
be replaced with a new one. Remove the IC by
inserting a small screwdriver between the device
and its socket. Carefully replace with a new IC
chip as shown in the photographs. The correct
orientation is with the printing upside down.
Make sure all of the leads are inside of the socket.
Next, insert a new or tested fuse into its connector.
- Re-connect the solenoid cable. Power-up the
unit to check operation. Press the “Check” icon
and the solenoid should retract with a “snapping”
sound.
All axes should go to their home positions and the
solenoid should then release with a “click”.
- Replace the Chuck Swing Assembly cover and
close the Electrical Panel (be sure not to pinch any
wire while securing cover or closing the panel).
Note: the solenoid may need some minor adjustment. It has a little free-play in its mounting and
can be positioned a little clockwise or counterclockwise. With the power off and the Chuck
Swing Assembly cover removed, loosen the
mounting screws a little and turn chuck knob a
little each direction to find the center of its freeplay. Carefully tighten the mounting screws while
the chuck knob is in this position. Replace cover.
68
Page 69

Trouble Shooting Section
Z Axis Stage Behind the Limits
NOTE: This condition usually occurs when the
machine goes into the lube cycle and the cycle
is interrupted before it has completed its run.
SYMPTOM: When the machine is powered-up
and the “Check” icon is pressed, the Z axis tries
to go to its home position by moving in the –Z
direction. Under normal conditions the axis
moves back until it trips the sensor and then
steps forward into the home position. When the
stage is already behind the sensor it will continue to follow the same program. It will now
move all the way back and eventually into a
hard stop and sit there with the motor stalled.
Usually there is a squealing noise and the X axis
error will usually appear. To verify this is the
problem measure the front of the chuck Jaws to
the face to MT01. With the chuck in the sharpening position, the distance between the 2
should be no more than 1” . The procedure to
recover from this is as follows:
1. Remove drill from chuck
2. Open the chuck all the way
3. On the initialization screen, touch the screen
just to the left of the D in “DAREX”
4. Press icon located at the end of
the third row on the maintenance screen.
Immediately, the Z axis stage will move in the
+ direction about 1 inch.
5. Power off the machine, wait 5 seconds then
power it back on.
6. Press the “Check” icon, another limit error
may appear. Press :“Ok” and the machine will
initialize and move into the home position.
If the above procedure does not correct the
Problem repeat steps 3-6.
IMPORTANT: The stage will not stop until it has
moved the entire 1” regardless of what is in its
path. If you see interference between the chuck
and any other part of the unit, press the E-Stop
button right away.
If the above procedure does not correct the
problem, contact Darex. 800-547-0222.
69
Page 70

Trouble Shooting Section
X-Axis Loose
(Revised 012207)
Concerning the lost motion in the "X" axis, make
sure the Motor End Plate is not loose The plate is
secured by two M5 cap screws, PP12285FF. If
this plate is OK, then the other possibilities are a
loose Lead screw Nut or a loose Anchor Bearing
Assembly (see attached photo). Both are difficult
to check. It will take about 2 hours to do this
work for the first time and much less after you
come over for training (about 30 minutes). Most
likely, the Lead screw nut cap screws
(PP12252FF) are loose. Here is the procedure to
check them.
- The "X" axis stage will need to be removed .
With the machine ON and drill removed, press
the "TOOLS" icon and then the "BELT CHANGE"
icon. Power off and unplug unit after everything
stops moving.
- The following steps require access under the
machine so it needs to be safely raised on blocks
about 15 cm above the bench. Remove the Door
and Top Cover. Remove the Motor Access Cover
in back, unplug motor leads, disconnect the
vacuum hose on the Grind Motor Shroud and
loosen the motor mounting screws. Hold the
Grind Motor, remove the screws, slip the drive
belt off and set the Grind Motor on bench.
- Disconnect the Step Motor lead and the Limit
Sensor lead at their respective connectors.
- Disconnect the Fiber optic cable from the
Amplifier by opening the cover, moving the lock
lever to down position and pulling the Fiber optic
connector out of the Amplifier. Remove the
clamp screws that hold down the amplifier
electrical cable. Remove the two
screws that
anchor the Amplifier to the Spindle Block.
Take the Amplifier and hang it over the back
of the machine.
- Remove the four M6 cap screws
(PP12277FF) that hold the Rail Supports in
the base of the machine. Lift the "X" axis
stage out of the machine and set it on some
foam pads.
- Back-out but do not totally remove the ten M2
screws that hold the Bellows to the Guide Cover
on the Step Motor end of the stage. Turn the
screws with a ball-style driver and stop when the
screw detaches from the Guide Cover. Leave the
screws in the Bellows and metal Frame to
maintain alignment.
- Push the Bellows back and look inside to
determine the cause of the looseness.
- If the lead screw nut cap screws are loose then
follow the remaining procedure. If the Lead
screw nut cap screws are not the issue, then let
us know what you have found.
- Remove one of the cap screws, apply a very
small amount of thread lock compound to the
thread and re-install but do not tighten. Repeat
for the other two cap screws.
- Turn the Lead screw by hand to move the
Linear Guide closer to the Step Motor end of the
stage. Continue the motion until there is still
enough room to access the cap screws (with a 90
degree wrench) while the Bellow is compressed.
The purpose of this is to align the lead screw nut
with the center of rotation of the Anchor Bearing
assembly. Now tighten the cap screws until they
just remove all of the clearance and then tighten
another 30 degrees. Do not over tighten as it
may distort the lead screw nut and cause jerky
motion. Turn the Lead screw and re-center the
Linear Guide.
- Replace the Bellow screws and re-install the
stage in the machine (hold the black plastic dust
shield back about 1 cm during insertion ). Install
the Rail Support screws and tighten. Re-connect
the Step Motor and Limit Sensor cables. Re-install
the Fiber optic Amplifier and cable clamp screws.
Re-insert the fiber optic cable into the Amplifier
making sure that the single fiber leg is the one on
top. Lift the locking lever and close the cover.
- Re-install the Grind Motor and Drive Belt. The
proper belt tension is the amount created by the
motor weight. With the motor mounting screws
1/4 turn loose, lift up slightly on the back of the
70
Page 71

X-Axis Loose continued
Grind Motor. The motor will rotate to tension the
belt. Holding the motor in that position, tighten
the motor mounting crews. Connect the vacuum
hose and motor leads. Re-install the Motor
Access Cover.
Trouble Shooting Section
71
Page 72

This page was intentionally left blank.
72
Page 73

DRILL NOMENCLATURE
Drill Nomenclature
FACET & CONIC DRILL STYLE
PICTURE AND
NOMENCLATURE
CONIC DRILL
CLEARANCE
POINT SPLIT & RELIEF DIAGRAMS
DEPTH OF SPLIT DIAGRAM
Past Center To Center Below Center
CENTER OF SPLIT DIAGRAM
Past Center
SPLIT ANGLE DIAGRAM
To Center Below Center
120°
130°
95°
105°
FACET
Pointed Flat
FACET DRILL
Past Center
(over facet)
RELIEF
To Center Below Center
(under facet)
73
Page 74

This page was intentionally left blank.
74
Page 75

Sample Drill File Form
Sample Drill File Form
75
Page 76

This page was intentionally left blank.
76
Page 77

Drill Style Recommender
Drill Style Recommender
HSS, Standard Helix, 135-degree split
point
• Cast Iron - Soft and Medium
• Stainless steel
HSS, Parabolic Flute design, 135-degree
split point
ing of depths 4 times the diameter of
the drill.
• Aluminum alloys
• Low to Medium Tensile Strength materials
HSS, High Helix 118-degree point
gineered with a high helix angle and
wide flute for improved chip ejection.
High helix drills are often used on materials that form chips that tend to weld
together and resist being carried up the
flutes. Specially designed for drilling
deep holes.
• Aluminum
• Aluminum alloys
• Aluminum magnesium
• Aluminum bronze
• Zinc
• Low Tensile Soft Steels
HSS, Low Helix 118-degree point
neered with a low helix angle and wide
flute to reduce grabbing on entrance
and breakthrough and to promote better
chip ejection.
• Free Machining Brass
• Plastics
• Shallow holes in Aluminum
• High Tensile Bronze
HSS, Standard Helix, 118-degree point
• Bronze Soft and Medium
• Copper
• Copper alloys
• Carbon Steel Low and Medium Alloyed
– Effective in deep hole drill-
– En-
– Engi-
Cobalt HHS, Jobber length, 135-degree
split point
tant and used for drilling tough, high
tensile strength materials.
• PH stainless steel
• Titanium
• Inconel
• High temperature alloys - Cobalt base - Iron
base - Nickel Base
• Carbon Steel - low and medium alloyed
– These drills are heat resis-
Cobalt HSS, Jobber length, wide land
Parabolic flute design, 135-degree split
point
provides superior performance in a
greater range of materials and applications. Especially effective in deep-hole
drilling of depths 4 times the diameter
of the drill. Flute form produces closer
tolerances due to improved chip flow.
135-degree split point reduces thrust.
• High Alloy Steels
• Titanium
• Inconel
• PH stainless
– The wide land parabolic design
Carbide-tipped, Standard Helix, Jobber
and Taper length 118-degree point
Features heavy-duty construction and
heat-treated body for optimum wear resistance and support of the carbide tip.
Taper length is particularly advantageous when length longer than a jobber
length is required.
• Hard Cast Iron
• Non-ferrous metals
• Composites
*Not recommended for drilling Steel
–
77
Page 78

This page was intentionally left blank.
78
Page 79

General Maintenance
GENERAL MAINTENANCE
To extend the life of your sharpener, we
recommend a routine maintenance program be put in place. Every 200machine hours is suggested, or more often if necessary.
Vacuum system:
Check filter on a regular basis.
Inspect all hoses for cuts or tears. Do not use machine if hoses are damaged.
• Unplug vacuum from power source.
• Using a ¼ hex key wrench remove bolt and
washer.
• Wearing protective gloves, remove top ½
cover of vacuum canister, remove filter cartridge. Appropriately dispose of used filter.
• Unthread plastic nut retaining bottom ½ of
vacuum canister, remove bottom ½ of vacuum canister.
• Clean out residual grinding dust from bottom
of canister.
• Replace with new filter cartridge.
NOTE: When reassembling, make sure the
rim of the top ½ of vacuum canister is
seated into gasket channel on bottom ½ of
vacuum canister.
Lube cycle:
Oil Lubrication Screen
After 250 sharpening cycles, the “OIL
LUBRICATION” screen will come up and
your machine will need to go through
the self-lubing process.
• Remove drill from chuck.
• Touch the “CHECK” Icon . This will begin
the self-lubing cycle. Keep hands free
from machine, as it goes into the lubing
process, the X, Z and A axis will begin to
move. The lube cycle will last 45 seconds.
Upon completion, the lubing screen will disappear and the original screen will return.
Do not interrupt or stop machine once
the lubing cycle has begun. If cycle is
interrupted when the machine has
moved beyond the limit switches, it will not
be able to find the home position. If this occurs, call Darex, 800-547-0222.
Grinding motor belt change:
• Touch the “BELT CHANGE” Button on
the Tools, Offset & Maintenance screen.
The X axis will move into position. The machine will go into an
motors will shut down.
• Once the “RESTART” screen has
come up on the screen, you can
proceed.
• For safety, power down machine and unplug
AC power from machine.
• To remove the
inspection plate
located at the
back of the machine, use a
2.5mm hex key
wrench to remove the 4;
3mm BHS.
• Belt and pulley
will now be exposed. Using a
3/16 hex key
wrench, loosen
the 4; ¼-20
SHCS bolts located on the
motor mount
extrusion,
enough to slide
the motor/pulley
assembly to the
right, allowing the belt to slip off.
• After replacing belt and before tightening up
the 4; ¼-20 SHCS bolts, allow the weight of
the motor to tension the belt.
• Once the motor/pulley is secure, replace in-
spection plate and screws.
• After changing or adjusting the belt, you must
power down the machine using the On/Off
switch.
• Restart and run Self Test Initialization pro-
gram. Refer to page 19
on hold
mode and the
79
Page 80

General Maintenance
Wheel cleaning:
Always clean a brand new wheel before using. Wheels are packaged in
rust preventative oil and will load up
if not cleaned before grinding.
These wheels are maintenance free from truing
and dressing but will need cleaned periodically.
• Remove the wheel from the unit.
• Saturate the wheel with any type of oil-less
solvent, such as Automotive Brake Cleaner.
• Use a soft bristle brush and lightly brush the
saturated wheel loosening the impacted grinding particles.
• Re-saturate the wheel to flush out any loos-
ened debris.
NOTE: If after cleaning the wheel, (page 57)
the drills still discolor or burn, the wheel life
may be exhausted and the wheel will need
replaced. Refer to page 57 for wheel change
instructions.
After a wheel change, verify and/or recalibrate Material Take Off (MTO):
1. Use a 3/8 HSS standard twist drill, measure
the length of drill before sharpening.
2. Call up the Darex #1 file and sharpen a drill.
3. After sharpening the drill, measure the drills
new length. MTO should be approximately .005-.007.
4. If incorrect, adjust using Grinding
Wheel Adjustment Screen Selector
Refer to page 28 & 59
Chuck cleaning:
Push the emergency stop button, unplug unit from
power supply and use a “LOCK OUT” “TAG OUT”
procedure.
• Open chuck jaw assembly to its largest capac-
ity range. Use a 3mm hex key wrench to remove the 4; 4mm Allen head cap screws from
the chuck knob.
• The chuck jaw
assembly can
now be removed through
the back of the
chuck spindle
assembly.
• Brush away any grinding residue.
DO NOT REMOVE JAWS FROM
SPRINGS OR SPRINGS FROM SPINDLE INSERT. JAWS ARE POSITIONED AND
THEN GROUND TO MATCH THE SPINDLE
CONE HOUSING. BY REMOVING, YOU MAY
COMPROMISE THE PRECISION OF THE
CHUCK!
TO REINSTALL:
• Reinstall in reverse order, making sure the di-
ameter detect rod is oriented in spindle cor-
rectly.
If diameter detector rod is reinstalled im-
properly, damage to rod will occur.
• After chuck jaw assembly is properly replaced
and before the 4mm bolts are in place, open
or close the chuck knob until the bolt hole pat-
80
Page 81

General Maintenance
tern on the chuck knob is in alignment with
the bolt hole pattern on each of the chuck
knob retainers. Contact Darex if you have a
single bevel retainer.
Chuck knob retainer showing bevel
Top
NOTE: The position of the chuck knob retainers may need to be rotated to meet the
bolt hole pattern on the chuck knob. Carefully insert bolts and tighten.
Changing the Grind Motor &
Vacuum Fuses:
Unplug AC power.
Located on the back
of the machine, on
the electrical box
panel, you will find
both sets of fuses.
Fuse holder is
spring loaded. Using
a flat head screwdriver push in and
turn counterclockwise until fuse
holder backs out
enough to hold on
to, turn and remove. It’s a good
idea to check continuity of new fuse before replacing. Replace both
Vacuum fuses or both
less of the appearance of the second fuse.
Grind motor fuses, regard-
Cleaning Fiber Optic Lens:
For good drill alignment function, keep the fiber
optic lens clean. Normal service period is about
every 14 days, depending on conditions, more
often may be necessary. To service, lightly dust
off lens with a soft bristled paint brush. Make
sure lens is not loose. To remove any oily film,
use a minimal amount of isopropyl alcohol on a
cotton swab and lightly clean lens.
Material Take Off (MTO)
Sensors 1 & 2:
Using a soft bristle paint brush, lightly brush
debris away.
Electronics Panel Fan Filter:
Turn the power off and
remove the fan guard
and filter. Clean the filter with soap and warm
water and then blow
dry. Reinstall filter and
guard.
LCD Screen:
Clean LCD screen with a soft cloth and a small
amount of mild glass cleaner.
Wheel Housing Cavity:
While grinding wheel is out of machine and before replacing wheel, vacuum out wheel housing
and wipe off and around the hub area.
Removing and Replacing
Grind Motor Brushes:
1. Refer to removing and replacing grind motor
assembly to remove and replace the motor.
Refer to Section 24
2. Once the motor is removed, note the slotted
brush retaining screws on each side of the
motor.
3. Unscrew and check brushes one at a time
noting how they were oriented in the guide.
Marking them is a good idea.
4. Check each brush for damage to the springs
or for excessive wear. They should measure
no less than .275 inches from the lowest
point of the radius to the top of the brush.
5. If either one needs replacement you must
replace both brushes with new ones. If not,
carefully replace them the same way they
came out.
F1, 2 & 3 Models only
81
Page 82

General Maintenance
6. If you are replacing with new brushes, be sure
to install them with the radius of the brush in
line with the rotation of the motor.
7. After brushes are installed Refer to Section 24
Removing and Replacing Grind Motor Assembly Instructions to replace the motor.
Removing Chuck Spindle
Drive Belt:
1. Remove Chuck Jaw Assembly Refer to Section
24
2.
Do not remove the jaws or springs
from the assembly.
position for accuracy and are not to be removed.
Now rotate the crescent shaped knob retainers
and remove.
3. To loosen and remove belt, insert a flat blade
screw driver in the slotted bearing screw.
4. On the back of the casting is a 4mm button
head screw that locks the bearing in place.
Loosen with a 2.5mm Allen wrench. Rotate the
bearing screw counterclockwise and loosen
the belt. Slip the belt off the sprockets and
remove.
5. Replace the belt. Using two fingers on a flat
blade screw driver, rotate slotted bearing
screw clockwise until belt just pulls to a flat
condition.
in resistance past this point of rotation. Continue rotating another 1/16". Hold screw driver
in this position and secure bearing lock screw.
There will be a noticeable
They are ground in
increase
TO ACCESS MODULAR
COMPONENTS INSIDE
SHARPENER:
To Remove Guard Door:
1. Remove PP12026TF - Guard Door Retaining Knob.
2. To clear base casting lip, lift door up and
then off.
To Remove Left Side Top
Cover:
1. Using a 5mm hex wrench, remove the three
1.25 x 18 Allen head bolts on the top
cover.
2. Lift top cover off.
To Open Right Side Top Cover:
1. Using a 5mm hex wrench, remove 1; 1.25
x 18 Allen head bolt on the top cover.
2. Top cover is hinged at the front and can-
not be totally removed. Lift from the back.
Gently lift cover up until it touches the
hard stop and is vertical. The top cover
will stand open in this position.
External Machine Castings:
Wipe down external machine castings with a mild
household cleaner.
Internal Machine Castings:
• Carefully vacuum and inspect the internal cavi-
ties of the machine.
• Check baffles for tears.
82
Page 83

Exploded Views/Parts List
Serial Number—through F3 (See page 84 for V4 and newer)
Not Shown PP10035NF - Cooling Fan Filter -
Not Shown - SA12638NA - Brushes
Not Shown - PP12581LF - Nema Drive Gear
3 - SA12070EA - 115v Vacuum Blower /Plug
Not Shown - PP02705PF - Vacuum Hose
/08Revised 12 /08
CNC-XPS-16 PARTS LIST
1 - PP12003PF - Tool Tray Mat 16 - PP12074FF - 115v - 7A-250v SLO Fuse (Vacuum)
2 - PP12015EF - LCD Display 16 - PP12057FF - 230v - 1.6A-250v SLO Fuse (Vacuum)
3 - SA12048EA - Cycle Start Button Assembly 17 - SA12340MA - Step Motor w/ Coupling
4 - SA12049EA - Cycle Stop Button Assembly 18 - PP12645FF - 115v-3A - 250v SLO Fuse (Grind Motor)
5 - SA12040EA - Emergency Stop Button Assembly 18 - PP12648FF - 230v-3.15A - 250v SLO Fuse (Grind Motor)
6 - SA12365EA - Limit Switch Sensor Assembly 19 - SA12150EA - 115v Electrical Panel Complete
7 - SA12345MA - Step Motor Assembly Complete 19 - SA12155EA - 230v Electrical Panel Complete
8 - SA12460EA - C Axis Sensor Assembly
9 - SA12680NA - Hone Assembly (Brush, Retainer & Bolts)
Not Shown - PP12680NF - 180 Grit Hone Brush 20 - SA12090EA - Cooling Fan
Not Shown - PP12686NF - 120 Grit Hone Brush
Not Shown - SA12252FA - Brush Retainer & Bolts 3 ea. 21 - SA12465EA - A Axis Sensor Assembly - Harmonic Dr.
10 - PP12660GF - 150 Grit CBN Wheel (Standard) 22 - SA12640MA - Grind Motor Assembly
10 - PP12666GF - 220 Grit Diamond Wheel (Standard) Not Shown - PP12655LF - Grind Motor Belt
10 - PP12663GF - 260 Grit Diamond Wheel (Optional)
10 - PP12675GF - 320 Grit Diamond Wheel (Optional) Not Shown - PP12138NF - D.C. Motor Choke
Not Shown - PP12750BF - Spindle Lock Pin Not Shown - PP12565TF - Diameter Detect Rod
Not Shown - PP12670TF - Wheel Retainer Bolt Not Shown - PP12582 LF - Drive Belt
11 - PP12005PF - Floor Mat Not Shown - SA12517TA - Belt Idler Assembly
12 - SA12025PA - Guard Door Assembly Not Shown - SA12595EA - Solenoid Assembly Complete
13 - SA12380EA - X Axis Sensor Assembly Not Shown - PP12038EF - 115v Power Switch
14 - PP12610BF - Spindle Cartridge Block Not Shown - PP12039EF - 230v Power Switch
15 - SA12615TA - Spindle Cartridge Arbor Assembly CNC VACUUM EXPLODED VIEW PAGE 87
Not Shown - PP12050EA - Guard Door Interlocking Switch 1 - SA12075EA - 115v CNC Vacuum Complete
Not Shown - PP12026TF - Guard Door Retaining Knob 2 - SA12072EA - 230v CNC Vacuum Complete
MISC 4 - SA12080EA - 230v Vacuum Blower /Plug
Not Shown - PP10144EF - 115v Cord Set 5 - PP12088NF - Air Filter Gasket
Not Shown - PP10148EF - 230v Cord Set 6 - PP12080NF - Filter Box Bottom
Not Shown - PP12027EF - 6V lamp (Clear) 7 - PP12087NF - H-Gasket
Not Shown - PP12830NF - Machine Cover 8 - PP12091TF - Filter Box Mounting Ring Nut
Not Shown - PP12850KF - Manual 9 - PP12086NF - Filter
Not Shown - PP04896VF - Video 11 - SA12082SA - Filter Box Top Assembly
Not Shown - SA12800KA - 115v Tool Kit Not Shown - PP12077LF - Intermittent Hose (wheel Guard)
Not Shown - PP12860NF - Software Diskette 10 - PP12085TF - Filter Box Top Washer
Not Shown - SA12805KA - 230v Tool Kit Not Shown - PP12097PF - Siphon Hose
83
Page 84

Parts list for Models V4 or newer
Not Shown - PP10035NF - Cooling Fan Filter
Not Shown - PP12651BF - BLDC Motor Mount
2 - SA12072EA - 230v CNC Vacuum Complete
Not Shown - PP12097PF - Siphon Hose
1 - PP12003PF - Tool Tray Mat 16 - PP12074FF - 115v - 7A-250v SLO Fuse (Vacuum)
2 - PP12015EF - LCD Display 16 - PP12057FF - 230v - 1.6A-250v SLO Fuse (Vacuum)
3 - SA12048EA - Cycle Start Button Assembly 17 - SA12340MA - Step Motor w/ Coupling
4 - SA12049EA - Cycle Stop Button Assembly 18 - PP12645FF - 115v-3A - 250v SLO Fuse (Grind Motor)
5 - SA12040EA - Emergency Stop Button Assembly 18 - PP12648FF - 230v-3.15A - 250v SLO Fuse (Grind Motor)
6 - SA12365EA - Limit Switch Sensor Assembly 19 - SA12151EA - 115v Electrical Panel Complete w/BLDC
7 - SA12345MA - Step Motor Assembly Complete 19 - SA12156EA - 230v Electrical Panel Complete w/BLDC
8 - SA12460EA - C Axis Sensor Assembly 20 - SA12090EA - Cooling Fan
9 - SA12680NA - Hone Assembly (Brush, Retainer & Bolts)
Not Shown - PP12680NF - 180 Grit Hone Brush 21 - SA12465EA - A Axis Sensor Assembly - Harmonic Dr.
Not Shown - PP12686NF - 120 Grit Hone Brush 22 - PP12641MF - BLDC 115V Grind Motor
Not Shown - SA12252FA - Brush Retainer & Bolts 3 ea. 22 - PP12639MF - BLDC 230V Grind Motor
10 - PP12660GF - 180 Grit CBN Wheel (Standard) Not Shown - PP12656LF - BLDC Grind Motor Belt
10 - PP12666GF - 220 Grit Diamond Wheel (Standard)
10 - PP12663GF - 260 Grit Diamond Wheel (Optional) Not Shown - PP12643SF - BLDC Grind Motor Shroud
10 - PP12675GF - 320 Grit Diamond Wheel (Optional) Not Shown - SA12641MA - BLDC 115V Motor Upgrade Kit
84
Not Shown - PP12750BF - Spindle Lock Pin Not Shown - SA12639MA - BLDC 230V Motor Upgrade Kit
Not Shown - PP12670TF - Wheel Retainer Bolt Not Shown - PP12565TF - Diameter Detect Rod
Not Shown - PP12582 LF - Drive Belt
12 - SA12025PA - Guard Door Assembly Not Shown - SA12517TA - Belt Idler Assembly
13 - SA12380EA - X Axis Sensor Assembly Not Shown - SA12595EA - Solenoid Assembly Complete
14 - PP12610BF - Spindle Cartridge Block Not Shown - PP12038EF - 115v Power Switch
15 - SA12615TA - Spindle Cartridge Arbor Assembly Not Shown - PP12039EF - 230v Power Switch
Not Shown - PP12050EA - Guard Door Interlocking Switch CNC VACUUM EXPLODED VIEW PAGE 87
Not Shown - PP12026TF - Guard Door Retaining Knob 1 - SA12075EA - 115v CNC Vacuum Complete
11 - Not Shown - PP12005PF - Floor Mat PP12581LF - Nema Drive Gear
MISC 3 - SA12070EA - 115v Vacuum Blower /Plug
Not Shown - PP10144EF - 115v Cord Set 4 - SA12080EA - 230v Vacuum Blower /Plug
Not Shown - PP10148EF - 230v Cord Set 5 - PP12088NF - Air Filter Gasket
Not Shown - PP12027EF - 6V lamp (Clear) 6 - PP12080NF - Filter Box Bottom
Not Shown - PP12830NF - Machine Cover 7 - PP12087NF - H-Gasket
Not Shown - PP12850KF - Manual 8 - PP12091TF - Filter Box Mounting Ring Nut
Not Shown - PP04896VF - Video 10 - PP12085TF - Filter Box Top Washer
Not Shown - SA12800KA - 115v Tool Kit 11 - SA12082SA - Filter Box Top Assembly
Not Shown - SA12805KA - 230v Tool Kit Not Shown - PP12077LF - Intermittent Hose (wheel Guard)
Not Shown - PP02705PF - Vacuum Hose
Not Shown - PP12860NF - Software Diskette 9 - PP12086NF - Filter
Revised 12/08/08
Page 85

Grind Motor
115v & 230v
Exploded Views/Parts List
XPS-16
All Models
115 V & 230 V
Electronic Panel
SA12703BA
ALIGNMENT ASSEMBLY
85
Page 86

86
Page 87

Exploded Views/Parts List
XPS-16 Vacuum Assembly
87
Page 88

88
Page 89

89
Page 90

90
Page 91

Wiring Diag
ram
ELECTRONIC PANEL ASSEMBLY
1. MTO2
2. MTO1
3. C Axis
4. A Axis
5. X Axis
6. Z Axis
7. Align
8. -5V
9. +5V
10. X Axis board
11. Z Axis board
12. A Axis board
13. C Axis board
SA12150EA & SA12155EA
AC LAMP
40V
5V
-12V
1
2
3
4
5
6
7
8
9
-5V
+5V
+12V
JP1
GMC DETECT
LOGIC
GRIND
10
X AXIS
DC Motor Controller –
PP12147EF
(Not used on V4 and Newer)
11
Z AXIS
12
A AXIS
LOGIC
VACUUM
SOLENOID FUSE
13
C AXIS
91
Page 92

92
Page 93

Wiring Diagram
(2) = Qu ick Disco nnect Termina ls
(1) = L ocking con nect or
(3) = Ring Term ina l
(2) = Qu ick Discon nect Terminals
Notes: Unless Specified
Cable DRS
(3) 1/16/03 Added Darex part # s for
(4) 11/14/06 Change Grind Motor
C lari ty. RJ
(1) 5 /1/02 Added more detail for clarity RJ
(2) 6/19/02 Added chassis ground wire. RJ
(4) Twisted Wire (1 twist per inch)
(1) = Locking connector
(3) = Ring Terminal
Notes: Unless Specified
(3) 1/16/03AddedDarex part #s for
Clarity. RJ
(2) 6/19/02 Added chassis ground wire. RJ
(1) 5/1/02 Added more detail for clarity RJ
ELECTRICAL WIRING
DIAGRAM
Revision Notes
Revision Notes
PP12151EF
F/F3-Revision 3
V4-Revision 4
SC ALE
BY:
RJ
DATE:
TITLE:
XP S-1 6 P A NEL TO BA SE WIR ING DIA GRAM
TO STEPPER
MOTORS
FROM
G RIND M OT OR
PP1 2639MF &
PP1 2641MF
"C" AXIS
"Z" AXIS
TO CHASSIS GROUND
TO L C D PW R/E-S TOP
PP12154EF
TO S OLE NOID
grn/ yel
DAREX CORPORATION
220 HERSEY- P.O.BOX277 A SH LAND,OR.97520
Telephone # 541-488-2224 Fax # 541-488-2229
SHEET 1 OF 1
"X" AXIS
"A" AXIS
PP12172EF
PP12169EF
J2
CONTROLLE R
Blk ( L)
Wht (N)
Grn ( Earth)
PP12100EF
J3
J6J1
TO S ENSO RS
"Z" AXI S S ENSOR
"C" A XIS SENSOR
"X" A XIS SEN SOR
"A" A XIS SENS OR
MTD S ENSOR
EDGE SENSOR
SA12640EF
TO GRIND
ALIG N
SENSOR
RS232
PP12730EF
TO CHA SSIS GROUND
grn/ yel
Telepho ne # 541- 488-2224 Fax # 541- 488-2229
DAREX CORPORATION
220 HERSEY -P.O.B OX 277 ASHLAND,OR. 97520
TO L CD PWR/E-S TOP
SHEET 1 OF 1
PP12154EF
SCALE
TITLE:
XPS-16 PANEL TO BASE WIRING DIAGRAM
MOTOR
TO SO LENOID
PP12164EF
BY:
TO STEPPER
MOTORS
"X" AXIS
"C" AXIS
"A" AXIS
"Z" AXIS
PP12172EF
PP12169EF
J2
CONTROLLER
PP121 00EF
blk (A-)
red (A+)
J3
J6J1
TO SENSORS
"Z" AXIS SENSOR
"C" AX IS SENSOR
"X" AXIS SENSOR
"A" AXIS SENSOR
MTD SENSOR
EDGESENSOR
ALI GN
SENSOR
RS232
PP12730EF
RJ
DATE:
4/23/02
PART #
DWG. #
PP12151EF
12151
4
PRINT CHK BY
Revision
Panel Ground
PP12180EF
PP1 2182EF
To FanAssemblyAs
per W/ I CN C1209 0
To P P12 137EF
To J 6 o nP ower Supply
FILTER
PP12143EF
4/23 /02
PART #
DWG. #
PP12151EF
12151
3
PRINT CHK BY
Panel Ground
PP12180EF
PP12182EF
To Fan Assembly As
per W/I CNC12090
PP1211 0EF
To PP12147EF
To J 6 on P ower Supply
Revi sion
PP12143EF
93
Page 94

94
Page 95

Wiring Diagram
115 VAC
10 A (MIN.)
1 KVAOR230 VAC
5 A (MIN)
1 KVA
LINE 2
P.E.
PO WER
RECEP TACLE
PP12065EF
= LOCKING CONNECTOR
= "QUICK" DISCON NECT TERMINALS
DEPICT ACTUALPART LOCATIONSON PANEL.
NOT E: LOCATIONS OF ITEMSSHOWN DO NOT
SE E REFERENCENU MBER S: 1 ,2 , 3 ...X
36 VDC
SO LENOI D
PP12595EF
PP12042EF
24VDC FAN
PP12070EF
RED & RED
RED & BLK
1, 2, 3, & X
TYP
GRN ,
WH T,
BLK,
RED
TYP
LIMIT & FO CAB LES
GRN,
WH T,
BRN,
YEL
GRN /
YEL
BLU
GRN/ WHT
EMER GEN CY
STO P SWITC H
PP12040EF &
115 V OR
SIGN AL
230 V
BRN &yEL
LINE 1
GND
L2
BRN
PP12038EF - 115V
PP12039EF - 230V
1
INPUT
FILTER
PP12135EF
2
OR 230V AC -
PP12075EF
PP12072EF
L1
UNDER VOLTAGEDROP-OUT
WITH TH ERMAL BREAKER &
POWE R SWI TCH
VACUUM
115VAC -
MOTOR
= "QUICK" DISCONNECT TERMINALS
=LOCKINGCONNECTOR
BRN
VACUUM FUSE
115V - 7A SLO,PP 12074 FF X 2
230V - 1.6A SLO, PP 12057FF X 2
DEPICT ACTUAL PART LOCATIONS ON PANEL.
NOT E: LOCA TIONS O F ITEMS SHO WN DO N OT
SEE REFERENCE NUMBERS: 1 , 2 ,3 ...X
SOLENOID
PP12595EF
24VDC FAN
PP12070EF
1, 2, 3, & X
33 MHZ
PROCESSOR
GRN,
WHT,
BLK,
RED
BLU
TYP
115 VAC
10 A (MIN.)
1 KVAOR230 VAC
5 A (MIN)
1 KVA
LINE 1
LINE 2
P.E.
POWER
RECE PTACL E
PP12065EF
GRN /
YEL
GND
L2
OR 230VAC -
PP12075EF
PP12072EF
L1
VACUUM
115VAC -
MOTOR
ELECTRICAL WIRING DIAGRAM
SA12150EF
F/F3-Revision 6
36 VDC
GRN/ WHT
EMERGENCY
STOP SWITCH
PP12040EF &
PP12042EF
RED & RED
RED & BLK
BRN &yEL
GRN
BLU
BL UBLU/
115 V OR
SIGNAL
230 V
BRN
UNDERV OLTAGE DROP-OUT
WITH THERMAL BREAKER &
PP12038EF - 115V
PP12039EF - 230V
POWER SWITCH
1
INP UT
FILTER
PP12135EF
2
BRN
VACUUM F USE
115V - 7A SLO, PP12074FF X 2
230V - 1.6 ASLO, PP12057FF X 2
BLU
V4-Revision 7
VDC
±12
36 VDC STEPPER MOTORS
36 VDCS TE PPER M OTO RS
PP12340EF
RED & BLK
5 VDC
RS232 (9.6K BAU)
GRN & W HT
TITLE XPS-16 ELECTRICALDRAWING
220 HERSEY - P.O .B OX 277 A SHLAND,OR. 97520
Telephone # 541-488-2224 Fax # 541-488-2229
SCA LE
DAREX CORPORATION
SHEET 1 O F 2
BY RJI
DATE 7/12/01
PRIN T CHK BY
PART# P P12 150E F
DWG. # 1215 0
STE P MOTORDRIVERS
CONTROLLER PCB
PP 1210 0EF
8
SE NSO R PCB
PP12105EF
33MHZ
GRN/YEL
D riv e F ilt e r
PP12639MF - 230V
PP12641MF - 115V
MOTOR
SW IT CH-N O
ORG &
ORG
RED &
BLK
PP12137NF
WH T
BLDC
BLK
Removed
7
5 VDC
BLKWH T
9
SW IT CH- NO
GRN &
GRN
5
VDC
40
VDC
GNDGR N
BLK
BLU
MOTOR FU SE
115V - 3.0A SLO
PP12645FF X 2
230V - 3.15A SLO
PP12648FF X 2
5 VDC
RED & BLK
GRN & W HT &
BLK
SW IT CHE D
DC MOTOR
FILTER
PP12140NF
BLU
BLK
4
5-6
VDC
LAMP
BLK &
WH T
IN TE RF ACE
PP12122EF
PCB
PP12015EF
6
3
PO WER S UPPLY
PCB PP12110EF
SW IT CHE D
RED & BLK
24 VDC
SCALE
TITL E X PS-16 EL ECTRICAL DR AWING
220 HERSEY -P.O.BOX277 ASHLAND,OR.97520
Te leph one # 5 41- 488- 222 4 F ax # 5 41- 488 -222 9
DAREX CORPORATION
BY RJI
TOUCH
SCR EEN /
DISPLAY
DATE 7/12/01
5
PART # PP121 50EF
DWG . # 12 150
PP12340EF
CONTROLLER PCB
PP12100EF
8
SENSOR P CB
PP12105EF
33MHZ
GRN/YEL
BLK
ORG
5VDC
RED
RED & BLK
5 VDC
GRN & WHT
PP 12640E F
90 VDC
MOTOR
RS232 (9.6K BAU)
SHEET 1 OF 2
ORG &
5 VDC
ORG
CONTROLLER
DC MOTOR
PP12147EF
BLK
7
PP 12138N F
CHOKE
5 VDC
RED & BLK
Drive F ilter
PP 12137N F
9
GRN &
5 VDC
GRN
PRINT CHK BY
VDC
±12
D
C
5
V
40
VDC
GND
BLK
BLU
WHT
BL K
MOTOR FUSE
115V- 3.0A SLO
PP 12645F F X 2
230V- 3.15A SLO
PP 12648F F X 2
5 VDC
RED & BLK
GRN & WHT &
BLK
SWITCHED
DC MOTOR
FILTER
PP12140NF
BLKBLU
4
5-6 VDC
LAMP
BLK &
WHT
INTE RFACE
PP12122EF
PCB
PP12015EF
6
3
POWER SUPPLY
PCB PP1211 0EF
SWITCHED
RED & BLK
24 VDC
TOUCH
SCREEN /
DISPLAY
5
7
Revision
PP12054EF
RS232
PO RT
(57K BA UD)
6
Revision
LAMP
PP12054EF
CYCLE HOLD
SWITCH
PP12048EF,
OPERATOR
PP12045EF &
LAMP
PP12046EF
CYCLE START
SWITCH
PP12048EF,
OPERATOR
PP12045EF &
RS232 PORT
(57K BAUD)
CYC LE STA RT
SW IT CH
PP12048EF,
OP ERAT OR
PP12045EF &
LAMP
PP12046EF
CYCLE HOLD
SW IT CH
PP12048EF,
OP ERA TOR
PP12045EF &
LAMP
95
Page 96

SERVICE P ARTS REPLACEMENT
SCHEMATICS & WORK INSTRUCTIONS
USER SECTION
CHUCK SWING CASTING ASSEMBLY EXPLODED VIEW: SA12500CA.... PAGE 1
CHUCK SPINDLE DRIVE BELT REPLACEMENT............................... PAGE 3
REMOVE/REPLACE C HUCK BELT IDLER ASSEMBLY...................... PAGE 6
REMOVE/REPLACE CHUCK LOCKING SOLENOID.......................... PAGE 7
REMOVE/REPLACE NEMA DRIVE GEAR......................................... PAGE 8
REMOVE/REPLACE ROTATE SENSOR ............................................ PAGE 9
REMOVE/REPLACE A-AXIS (SWING) SENSOR............................ PAGE 11
CHUCK ASSEMBLY EXPLODED VIEW: SA12520TA .............................. PAGE 13
REMOVE/REPLACE DIAMETER DETECT ROD .............................. PAGE 15
ELECTRICAL WIRING DIAGRAM: PP12150EF ....................................... PAGE 17
REMOVE/REPLACE COOLING FAN............................................... PAGE 19
REMOVE/REPLACE LCD DISPLAY................................................ PAGE 21
REMOVE/REPLACE SWITCHES
GRIND MOTOR ASSEMBLY EXPLODED VIEW: SA12640MA F1, 2 & 3. PAGE 25
REMOVE/REPLACE GR IND MOTOR ASSEMBLY F1, 2 & 3............ PAGE 27
REMOVE/REPLACE GRIND MOTOR BELTF .................................. PAGE 29
REMOVE/REPLACE GRIND MOTOR BRUSHES F1, 2 & 3.............. PAGE 30
SPINDLE CARTRIDGE ASSEMBLY EXPLODED VIEW: SA12615TA....... PAGE 31
REMOVE/REPLACE S PINDLE ARBOR CARTRIDGE ASSEMBLY.... PAGE 33
E-STOP,CYCLE START & FEED HOLD .. PAGE 23
Page 97

PP12581LF
NEMA DRIVE GEAR
User Manual Page 1
CHUCK SWING CASTING
ASSEMBLY
SA12500CA
Page 98

User Manual Page 3
Removing and Replacing the Chuck Spindle Drive Belt
1. Remove the three 3mm button head screws with
a 2mm Allen wrench and remove the cover
3MM button
head screws
plate.
2. Remove the four, 4mm cap screws from the
chuck knob with a 3mm Allen wrench. Lift the
chuck knob straight up. The jaw assembly and
knob will come out together. Set aside.
4MM cap screws
3. Do not remove the jaws or springs
from the assembly. They are ground in
position for accuracy and are not to be
removed.
Knob and jaw
assembly
Now rotate the crescent shaped knob retainers
and remove.
Knob retainers
cover
Page 99

User Manual Page 4
4. To loosen and remove belt, insert a flat blade
screw driver in the slotted bearing screw.
Loosen
5. On the back of the casting is a 4 mm button
head screw that locks the bearing in place.
Loosen with a 2.5mm Allen wrench. Rotate the
bearing screw counterclockwise and loosen
the belt. Slip the belt off the sprockets and
remove.
6. Replace the belt. Using two fingers on a flat
blade screw driver, rotate slotted bearing
screw clockwise until belt just pulls to a flat
condition. There will be a noticeable increase
in resistance past this point of rotation.
Continue rotating another 1/16". Hold screw
driver in this position and secure bearing lock
screw.
Tighten
4MM locking screw
Page 100

User Manual Page 5
Diameter detect rod
Not ch
Replace Chuck Spindle Drive Belt
1. Take the knob and jaw assembly and position
all jaws in slots. Holding in your hand, align
the black diameter detect rod in the
corresponding notch in the spindle cone. (See
drawing below). Make sure jaws are in spindle
slots. Slide the assembly all the way in until it
3. Slip the knob retainer under the knob and
locate threaded holes under counter bored
holes in the knob. (Note the dotted lines).
Hold in position with your finger and secure
Bevel side down
Top
with 2 cap screws. Rotate the chuck 180°
and repeat the process. Replace the cover
and secure with 3 button head screws.
stops.
2. With the solenoid engaged in the locking
hole, rotate the chuck to the illustrated
position.
 Loading...
Loading...