

Page 1
Programmierbarer SyncPos Motion Controller
Kapitel 1
Kapitel 2
Kapitel 3
Kapitel 4
Kapitel 5
nn
n Sicherheit ..............................................................................3
nn
nn
n Einleitung...............................................................................5
nn
nn
n Ein- und Ausgangsklemmen ..........................................9
nn
nn
n Grundlagen des SyncPos Programmes .................21
nn
Schritt für Schritt den SyncPos
Motion Controller in Betrieb nehmen ................................. 29
PID-Regelung optimieren...........................................................35
Kurvenscheibensteuerung.........................................................42
Nockenschaltwerk ..........................................................................52
nn
n PC Software Benutzeroberfläche .............................. 53
nn
nn
n PC SW Benutzeroberfläche im MTC10 Modus ......87
nn
Inhalt
Kapitel 6
Kapitel 7
Kapitel 8
Kapitel 9
nn
n Programmieren mit SyncPos ..................................... 93
nn
Grundsätzliches zum Programmaufbau, zur
Befehlssprache, zum Compiler usw. ..................................95
n n
n Software-Referenz ........................................................ 102
n n
Alle Befehle in der Übersicht ................................................ 102
Alle Befehle von ACC bis #INCLUDE ............................ 105
n Parameter-Referenz ..................................................... 172
VLT- und SyncPos-Parameter ................................................172
VLT-Parameter-Liste ...................................................................... 176
SyncPos-Parameter......................................................................177
nn
n Meldungen und Fehler-Referenz ............................. 213
nn
nn
n Programmbeispiele ..................................................... 223
nn
nn
n Anhang .............................................................................. 227
nn
Glossar ................................................................................................228
Neues in der Software Version … ....................................229
Technische Referenz .................................................................235
Stichwortverzeichnis ..................................................................239
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 1
Page 2
Programmierbarer SyncPos Motion Controller
Software-Version
Programmierbarer SyncPos
Motion Controller
für
®
VLT
VLT
Die Gebrauchsanweisung beschreibt zwei Versionen des programmbierbaren SyncPos Motion Controllers:
Bestellnummer Beschreibung Typ Co
175Z0833 SyncPos für VLT5000 A10 C0
175Z3029 SyncPos für VLT5000 mit Beschichtung A10 C1
175Z3683 SyncPos für VLT5000Flux A10 C0
175Z3684 SyncPos für VLT5000Flux mit Beschichtung A10 C1
5000 und
®
5000Flux
dede
de
dede
Die Grundfunktionen der beiden Versionen sind gleich, die einzigen Unterschiede sind:
• Die Flux-Version hat zwei zusätzliche Ausgänge auf der VLT5000Flux Steuerungskarte.
• Die Flux-Version unterstützt keine absoluten Drehgeber.
Dieses Handbuch gilt für folgende Software-Versionen:
SyncPos PC Software Version 6.5X
VLT5000/SyncPos Software Version 3.7X/5.0X
VLT5000Flux/SyncPos Software Version 5.XX/5.0X
© Danfoss A/S 2004
VLT ist eingetragenes Warenzeichen von Danfoss A/S.
IBM ist eingetragenes Warenzeichen von International Business Machines, Inc.
Microsoft, MS, MS-DOS, Windows, Windows NT und Wingdings sind entweder eingetragene
Warenzeichen oder Warenzeichen der Microsoft Corporation in den USA und/oder anderen
Ländern.
2
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 3
Programmierbarer SyncPos Motion Controller
Kapitel 1
nn
n Sicherheit .................................................................. Seite 4
nn
Sicherheit
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 3
Page 4
Programmierbarer SyncPos Motion Controller
Der Frequenzumrichter steht bei Netzanschluss unter lebensgefährlicher
Spannung. Durch unsachgemäße
Installation des Motors oder des VLT-Frequenzum-
Sicherheit
richters können ein Ausfall des Gerätes, schwere
Personenschäden oder sogar tödliche Verletzungen
verursacht werden.
Befolgen Sie daher stets die Anweisungen in
diesem Handbuch sowie die jeweils gültigen
nationalen bzw. internationalen Vorschriften und
Sicherheitsbestimmungen.
nn
n Diese Bestimmungen dienen Ihrer Sicherheit
nn
1. Bei Reparaturen muss die Stromversorgung des
VLT-Frequenzumrichters abgeschaltet werden.
Vergewissern Sie sich, dass die Netzversorgung
unterbrochen und die erforderliche Zeit verstrichen
ist, bevor Sie die Motor- und Netzstecker entfernen.
2. Die Taste [STOP/RESET] auf dem Bedienfeld des
VLT-Frequenzumrichters unterbricht
sorgungsnetz und darf deshalb
ter bzw. Reparaturschalter verwendet werden.
3. Es ist dafür Sorge zu tragen, dass gemäß den örtlichen und nationalen Vorschriften eine ordnungsgemäße Erdung des Gerätes erfolgt, der Benutzer
gegen Leitungsspannung geschützt und der Motor
gegen Überlastung abgesichert ist.
4. Der Ableitstrom gegen Erde ist höher als 3,5 mA.
5. Ein Überlastungsschutz des Motors ist in der Werkseinstellung
gewünscht wird, Parameter 128 auf den Datenwert
ETR Abschaltung oder Datenwert ETR Warnung
einstellen.
Achtung: Diese Funktion wird bei 1,16 x Motornennstrom und Motornennfrequenz initialisiert
nicht enthalten. Wenn diese Funktion
nicht als Notschal-
nicht das Ver-
Für den nordamerikanischen Markt: Die ETRFunktionen beinhalten Motorüberlastungsschutz der
Klasse 20 gemäß NEC.
6. Die Stecker für die Motor- und Netzversorgung
dürfen
nicht entfernt werden, wenn der VLT-Frequenzumrichter an die Netzversorgung angeschlossen ist. Vergewissern Sie sich, dass die Netzversorgung unterbrochen und die erforderliche Zeit
verstrichen ist, bevor Sie die Motor- und
Netzstecker entfernen.
7. Beachten Sie bitte, dass der VLT-Frequenzumrichter
mehr Spannungseingänge als L1, L2 und L3 hat,
wenn Zwischenkreiskopplung (Zusammenschalten
des DC-Zwischenkreises) und extern 24 V-DC
installiert sind. Kontrollieren Sie, dass vor Beginn
der Reparaturarbeiten
geschaltet sind und die erforderliche Zeit verstrichen ist.
nn
n Warnung vor unbeabsichtigtem Anlaufen
nn
1. Der Motor kann mit einem digitalen Befehl, einem
Bus-Befehl, einem Sollwert oder "Ort-Stop" angehalten werden, obwohl der VLT-Frequenzumrichter
weiter unter Netzspannung steht.
Ist ein unbeabsichtigtes Anlaufen des Motors gemäß den Bestimmungen zur Personensicherheit
jedoch unzulässig, so
Stoppfunktionen nicht ausreichend.
2. Während der Programmierung des VLT-Frequenzumrichters kann der Motor ohne Vorwarnung anlaufen. Daher
betätigen, bevor Datenwerte geändert werden.
3. Ist der Motor abgeschaltet, kann er automatisch wieder
anlaufen, sofern die Elektronik des VLT-Frequenzumrichters defekt ist oder falls eine kurzfristige Überlastung oder ein Fehler in der Versorgungsspannung
bzw. am Motoranschluss beseitigt wurde.
immer die Stopp-Taste [STOP/RESET]
alle Spannungseingänge ab-
sind die oben genannten
Warnung:
Das Berühren spannungsführender Teile – auch nach der Trennung vom Netz – ist
lebensgefährlich.
Achten Sie außerdem darauf, dass andere Spannungseingänge, wie z.B. 24 V DC,
Zwischenkreiskoppelung (Zusammenschalten eines DC-Zwischenkreises) sowie der
Motoranschluss beim kinetischen Speicher ausgeschaltet sind.
Bei VLT 5001-5006 220 und 500 V Geräten: mindestens 4 Minuten warten
Bei VLT 5008-5500 220 und 500 V Geräten: mindestens 15 Minuten warten
Bei VLT 5001-5005 550-600 V Geräten: mindestens 4 Minuten warten
Bei VLT 5006-5022 550-600 V Geräten: mindestens 15 Minuten warten
Bei VLT 5027-5250 550-600 V Geräten: mindestens 30 Minuten warten
4
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 5

Programmierbarer SyncPos Motion Controller
Kapitel 2
nn
n Einleitung...............................................................................6
nn
n Über dieses Handbuch: Was steht wo? .................... 6
n Konventionen .......................................................................7
Einleitung
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 5
Page 6
Programmierbarer SyncPos Motion Controller
nn
n Über dieses Handbuch: Was steht wo?
nn
Nehmen Sie diese Gebrauchsanweisung bitte
vollständig zur Kenntnis und, um mit dem System
sicher und fachgerecht arbeiten zu können,
Einleitung
beachten Sie bitte besonders auch die Hinweise
und Achtungsvermerke.
Bezeichnet eine allgemeine Warnung
Bezeichnet einen wichtigen Hinweis
Bezeichnet eine Warnung vor
Hochspannung
nn
n Kapitel Ein- und Ausgangsklemmen
nn
Informieren Sie sich im Kapitel Ein- und Ausgangsklemmen und im VLT5000 Handbuch über die technischen Daten der Optionskarte, über die Anschlussbelegung der Klemmen und über die
allgemeinen Anschlussbedingungen.
nn
n Kapitel Grundlagen des SyncPos Programmes
nn
Lassen Sie sich das Prinzip von SyncPos, der MakroProgrammiersprache zunächst kurz erklären und
informieren Sie sich dann – sofern Sie weder
SyncPos noch das Arbeiten mit Windows kennen –
über die Grundlagen der SyncPos-Programmes.
Schritt für Schritt die Steuerung in Betrieb nehmen
Dann nehmen Sie den VLT mit dem SyncPos Motion
Controller Schritt für Schritt in Betrieb. Dieser Abschnitt
bietet Ihnen einen schnellen, generellen Einstieg: vom
Einschalten und Kennenlernen über die Inbetriebnahme der Steuerung mit den vorbereiteten Testprogrammen sowie den wichtigsten Grundeinstellungen.
PID-Regelung optimieren
In diesem Kapitel erfahren Sie alles über die Bedeutung und den Einfluss der Regelparameter und wie Sie
mit einer oder mehreren Testfahrten die Steuerung
optimieren können, zum Beispiel um bessere Positionierergebnisse oder kürzere Zykluszeiten zu erreichen.
Wie Sie im einzelnen vorgehen steht im Abschnitt
„Zehn Schritte zur optimalen Regelung“.
Kurvenscheibensteuerung und Nockenschaltwerk
Dieser Abschnitt erläutert die Grundlagen einer
Kurvenscheibensteuerung und eines Nockenschaltwerkes. Mit den Beispielen können Sie das Editieren
der Kurven und Programmieren der Steuerung im
Detail nachvollziehen.
nn
n Kapitel PC-Software Benutzeroberfläche
nn
Alle Menüs und Funktionen sind detailliert beschrieben. Zum Beispiel das Menü Entwicklung zum
Austesten der neuen Programme, das Menü
Steuerung für das Verwalten der Programme und
das Einstellen der Parameter oder der CAM-Editor
mit allen Funktionen zum Kurven editieren.
nn
n Kapitel PC-Software Benutzeroberfläche im
nn
MCT10-Modus
SyncPos verhält sich anders, wenn es nicht direkt
durch Klicken auf die SyncPos-Programm-Schaltfläche, sondern indirekt durch Öffnen einer Programm- oder Konfigurationsdatei über das Motion
Control Tool MCT10 gestartet wird. Der Hauptunterschied besteht darin, dass das gesamte DateienHandling ausschließlich durch das MCT10 stattfindet. Informieren Sie sich in diesem Kapitel über die
Unterschiede in der SyncPos Benutzeroberfläche im
MCT10-Modus, zum Beispiel wie man Dateien öffnet
und sichert oder wie man eine CNF-Kurve editiert
bzw. Parameter ändert.
nn
n Kapitel Programmieren mit SyncPos mit
nn
Software-Referenz und Parameter-Referenz
In diesem Kapitel finden Sie alles über die Programmierung und zu den Befehlen: Vom grundsätzlichen
Aufbau der Befehle bis zur detaillierten Beschreibung aller Befehle von ACC bis #INCLUDE und
schließlich der Parameter.
Sie können sich zuerst in der Übersicht informieren
– die Befehle sind hier nach Gruppen sortiert, zum
Beispiel Kontrollbefehle oder Befehle für die Synchronisation – um dann die einzelnen Befehle in der
alphabetischen Beschreibung genau kennenzulernen.
Im nächsten Abschnitt sind alle Parameter – zunächst alphabetisch in der Übersicht – und danach
im Einzelnen mit den Werkseinstellungen und Wertebereichen beschrieben.
nn
n Kapitel Meldungen und Fehler-Referenz
nn
Das Kapitel beschreibt die Meldungen von der
Steuerung und von der SyncPos-Benutzeroberfläche:
zuerst in einer Tabelle nach Fehlernummern aufsteigend geordnet und danach im Detail mit
möglichen Ursachen und deren Behebung.
6
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 7
Programmierbarer SyncPos Motion Controller
nn
n Kapitel Programmbeispiele
nn
Das Handbuch zeigt einige Programmbeispiele (viel
mehr finden Sie in der Online-Hilfe), die Sie zum
Kennenlernen ausprobieren oder direkt in Ihr
Programm kopieren können. Sie können als Arbeitserleichterung die Beispiele oder Teile davon
markieren und über den Zwischenspeicher in Ihr
Programm kopieren.
nn
n Anhang
nn
Ein kurzes Glossar erläutert die im Handbuch
verwendeten Begriffe und Abkürzungen.
Verschaffen Sie sich einen schnellen Überblick über
Neues in der PC-Version 6.5x und in den entsprechenden Versionen des SyncPos Motion Controllers
im Anhang. Dies sind vor allem die erforderlichen
Erweiterungen für den Einsatz des SyncPos-Programmes im MCT10-Modus.
In der Technischen Referenz finden erfahrene Anwender Detailinformationen in englischer Sprache
zum Beispiel die „Array Structure of CAM Profiles“.
Und mit einem ausführlichen Stichwortverzeichnis
endet dieses Handbuch.
nn
n Konventionen
nn
Die Informationen in diesem Handbuch sind weitestgehend systematisiert und typografisch folgendermaßen beschrieben:
Menüs und Funktionen
Menüs und Funktionen sind in Großbuchstaben
geschrieben, zum Beispiel "STEUERUNG"
"PARAMETER"
Befehle und Parameter
Befehle und Parameterkennungen sind ebenfalls in
Großbuchstaben geschrieben, zum Beispiel AXEND
und KPROP; Parameter sind fettkursiv hervorgehoben, zum Beispiel
Variablen
Variablen sind klein geschrieben und wenn sie zitiert
werden kursiv hervorgehoben, zum Beispiel timeout
bzw. timeout.
Tasten
Die Namen von Tasten und Funktionstasten sind in
eckigen Klammern gesetzt, zum Beispiel die Steuerungstaste [STRG]-Taste (oder nur [STRG]), die
[ESC]-Taste oder [F1]-Taste.
..
.
..
ProportionalfaktorProportionalfaktor
Proportionalfaktor.
ProportionalfaktorProportionalfaktor
→→
→
→→
Konventionen
Verweise
Verweise auf andere Textstellen sind im Handbuch
unterstrichen und in der Online-Hilfe zusätzlich
farbig markiert, zum Beispiel
Befehlshilfe.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 7
Page 8

Programmierbarer SyncPos Motion Controller
8
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 9

Programmierbarer SyncPos Motion Controller
Kapitel 3
nn
n Ein- und Ausgangsklemmen ........................................10
nn
VLT-Steuerkartenklemmen......................................................... 10
Optionskartenklemmen................................................................ 11
Versorgungsspannungen ........................................................... 13
Drehgeberüberwachung............................................................. 13
Layout der Optionskarte, DIP-Schalter ............................... 13
Technische Daten ........................................................................... 15
Anschlussbeispiele ........................................................................ 16
Ein- und Ausgangsklemmen
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 9
Page 10
Programmierbarer SyncPos Motion Controller
Es gibt zwei Schnittstellen zum SyncPos-MotionController:
• 36 Klemmen auf der Optionskarte
• 24 Klemmen auf der VLT-Steuerkarte
n VLT Steuerkartenklemmen
Die Steuerkartenklemmen können für Synchronisierungs- und Positionierungsfunktionen vorgesehen
werden, sofern folgende Parametereinstellungen
vorgenommen wurden:
Digitaleingänge 16, 17, 18, 19, 27, 29, 32 und 33
Mit dem Befehl IN des SyncPos-Anwendungspro-
Ein- und Ausgangsklemmen
grammes können Sie jederzeit den Status der
digitalen Eingänge auslesen.
Wenn die Parameter 300–303 und 305–307 auf
"ohne Funktion" (Werkseinstellung) eingestellt sind,
werden die Eingänge von der VLT-Steuerkarte
ignoriert und können als Eingänge für die Optionskarte benutzt werden.
Parameter 304 kann nicht auf "Ohne Funktion"
gesetzt werden. Daher hat der Eingang 27 immer
eine Stopfunktion. Sie können dies verhindern, wenn
Sie den Parameter 304 als "Motor Freilauf invers"
gesetzt lassen und in Parameter 502 den "seriellen
Eingang" wählen.
Analogeingänge 53, 54 und 60
Mit dem Befehl INAD des Sync-Pos-Anwendungsprogrammes können Sie jederzeit den Status der
analogen Eingänge auslesen.
Wenn Sie die Parameter 308, 311 und 314 auf "Ohne
Funktion" einstellen, werden die Eingänge von der
VLT-Steuerkarte ignoriert und sie können weiterhin
als Eingänge der Optionskarte genutzt werden.
VLT5000Flux: Digitale/puls Ausgänge 26 and 46
Die Ausgänge 26 und 46 auf der VLT5000Flux
Steuerungskarte können vom SyncPos-Anwendungsprogramm mit dem Befehl OUTDA gesteuert
werden, wenn die Parameter 341 and 355 auf eine
der folgenden Einstellungen gesetzt werden:
OPTION DIGITAL [90] Digitalausgang
OPTION 0…50000P [91] Pulsausgang
VLT5000Flux: Analoge Ausgänge 42 und 45
Die Ausgänge 42 und 45 auf der VLT5000Flux
Steuerungskarte können vom SyncPos-Anwendungsprogramm mit dem Befehl OUTDA gesteuert
werden, wenn die Parameter 319 und 321 auf eine
der folgenden Einstellungen gesetzt werden:
OPTION 0 … 20 mA [90] Analogausgang
0…20mA
OPTION 4 … 20 mA [91] Analogausgang
4…20mA
Relaisausgänge 01 und 04:
Die Relaisausgänge können vom SyncPos-Anwendungsprogramm mit dem OUT Befehl gesteuert
werden, wenn die Parameter 323 und 326 auf folgende Werkseinstellung gesetzt sind:
Steuerwort bit 11/12
Technische Daten
Die technischen Daten bzgl. der Steuerkartenklemmen finden Sie im VLT5000-Produkthandbuch.
VLT5000: Digital-/Analogausgänge 42 und 45
Die Ausgänge 42 und 45 können vom SyncPosAnwendungsprogramm mit dem Befehl OUTDA
gesteuert werden, wenn die Parameter 319 und 321
auf eine der folgenden Einstellungen gesetzt
werden:
OPTION DIGITAL [90] Digitalausgang
OPTION 0 – 20 mA [91] Analogausgang
(Werkseinstellung)
OPTION 4 – 20 mA [92] Analogausgang
OPTION 0 – 32000P [93] Pulsausgang
10
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 11
Programmierbarer SyncPos Motion Controller
Digitale Eingänge Master / virtueller Master
Digitale Ausgänge Istwert
nn
n Optionskartenklemmen
nn
Es gibt zwei Drehgeberschnittstellen, die folgende
Funktionen abdecken:
• Istwert Drehgeber-Eingang
• Master Drehgeber-Eingang / Virtueller MasterAusgang
Es gibt 8 Digitaleingänge, 8 Digitalausgänge und
Klemmen für 5-V- und 24-V-Versorgung. Die Funktionen und technischen Daten der Klemmen sind im
Folgenden beschrieben.
Beschreibung der Klemmen
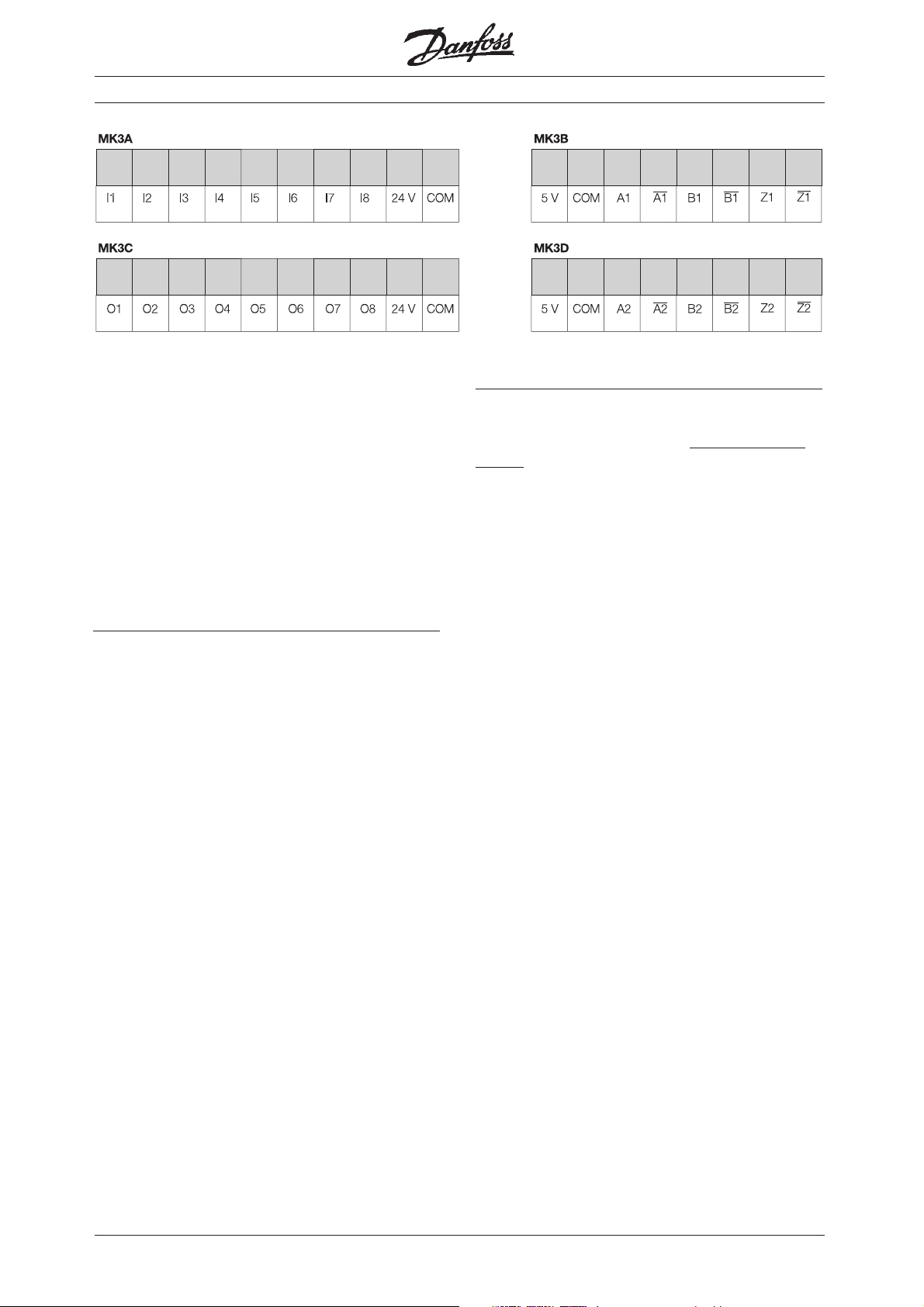
Es gibt 4 Klemmenblöcke, 2 zehnpolige und 2 achtpolige.
(Siehe Abb. oben)
Digitaleingänge
MK3A ist ein zehnpoliger Klemmenblock mit
8 Digitaleingängen (I1 – I8) und 2 Klemmen für
24V-Versorgung (siehe Seite 13
nungen).
Die Digitaleingänge werden im SyncPos-Anwendungsprogramm benutzt und können deshalb frei
programmiert werden. Außerdem können allen Eingängen Funktionen zugeordnet werden, und zwar
über folgende Parameter:
I_BREAK (105) Unterbrechen eines laufen-
den Programmes
I_CONTINUE (106) erneutes Starten eines
unterbrochenen Pro-
grammes
I_ERRCLR (107) Reset-Fehler
I_NEGLIMITSW (47) Schalter für negativen
Grenzwert
I_POSLIMITSW (46) Schalter für positiven
Grenzwert
I_PRGCHOICE (104) Wahl eines SyncPos-Pro-
grammes
I_PRGSTART (103) Start eines SyncPos-Pro-
grammes
I_REFSWITCH (45) Festlegung des Referenz-
schalters (HOME)
Versorgungsspan-
Ein- und Ausgangsklemmen
Nur zweien der Eingänge sind spezifische Parameterfunktionen zugeordnet:
I5I5
•
I5 dient als Eingang für den externen Marker
I5I5
des Masters, wenn im Parameter SYNCMTYPM
“Externer Marker” gewählt wird.
I6I6
•
I6 dient als Eingang für den externen Marker
I6I6
des Slaves, wenn im Parameter SYNCMTYPS
“Externer Marker” gewählt wird.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 11
Page 12
Programmierbarer SyncPos Motion Controller
Digitalausgänge
MK3C ist ein zehnpoliger Klemmenblock mit 8 Digitalausgängen und 2 Klemmen für 24V-Versorgung
(siehe folgende Seite
Die Digitalausgänge werden durch das SyncPosAnwendungsprogramm gesteuert und können deshalb frei programmiert werden. Außerdem können
allen Ausgängen über folgende Parameter Funktionen zugeordnet werden:
O_AXMOVE (64) Welle läuft
O_BRAKE (48) Aktivieren der mechanischen
Ein- und Ausgangsklemmen
O_ERROR (108) Fehleranzeige
Drehgeberschnittstelle 1
MK3B ist ein achtpoliger Klemmenblock mit 6 Klemmen für die Drehgebersignale und 2 Klemmen mit
5V-Versorgung (siehe folgende Seite
spannungen).
Die Drehgeberschnittstelle 1 kann für eine der folgenden zwei Funktionen benutzt werden:
Versorgungsspannungen).
Bremse
Versorgungs-
Drehgeberschnittstelle 2
MK3D ist ein achtpoliger Klemmenblock mit 6 Klemmen für die Drehgebersignale und 2 Klemmen mit
5V-Versorgung (siehe folgende Seite
gungsspannungen).
Die Drehgeberschnittstelle 2 kann für eine der
folgenden zwei Funktionen benutzt werden:
• Slave-Drehgebereingabe (inkremental oder absolut) zur Synchronisierung
• Istwert-Drehgebereingabe (inkremental oder
absolut) zur Positionierung
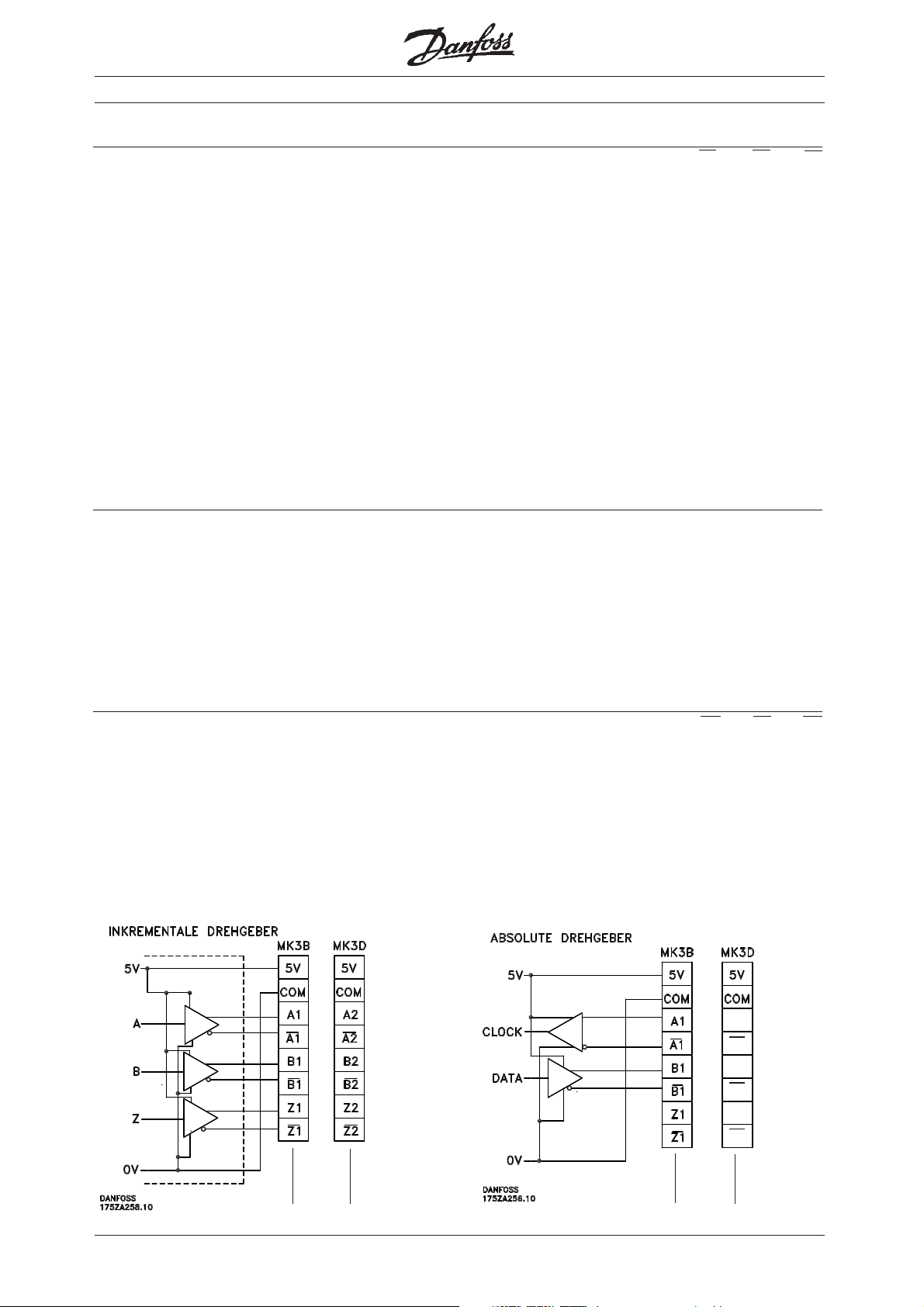
Die folgende Übersicht zeigt die Funktion jeder
Klemme in den zwei möglichen Betriebsarten.
(Siehe Abb. 2)
Versor-
• Master-Drehgebereingabe (inkremental oder
absolut) zur Synchronisierung
• Virtuelle Master-Drehgeberausgabe (inkremental)
Die Abbildung 1 zeigt die Funktion jeder Klemme in
den drei möglichen Betriebsarten.
ACHTUNG!
Bei Einsatz der Funktion Virtueller Master
muss in allen Optionen – ausgenommen die
erste und letzte an das Netzwerk angeschlossene Station – die Abspannung ausgeschaltet sein
(Schalter 1.3). Siehe auch
Seiten 16 bis 19.
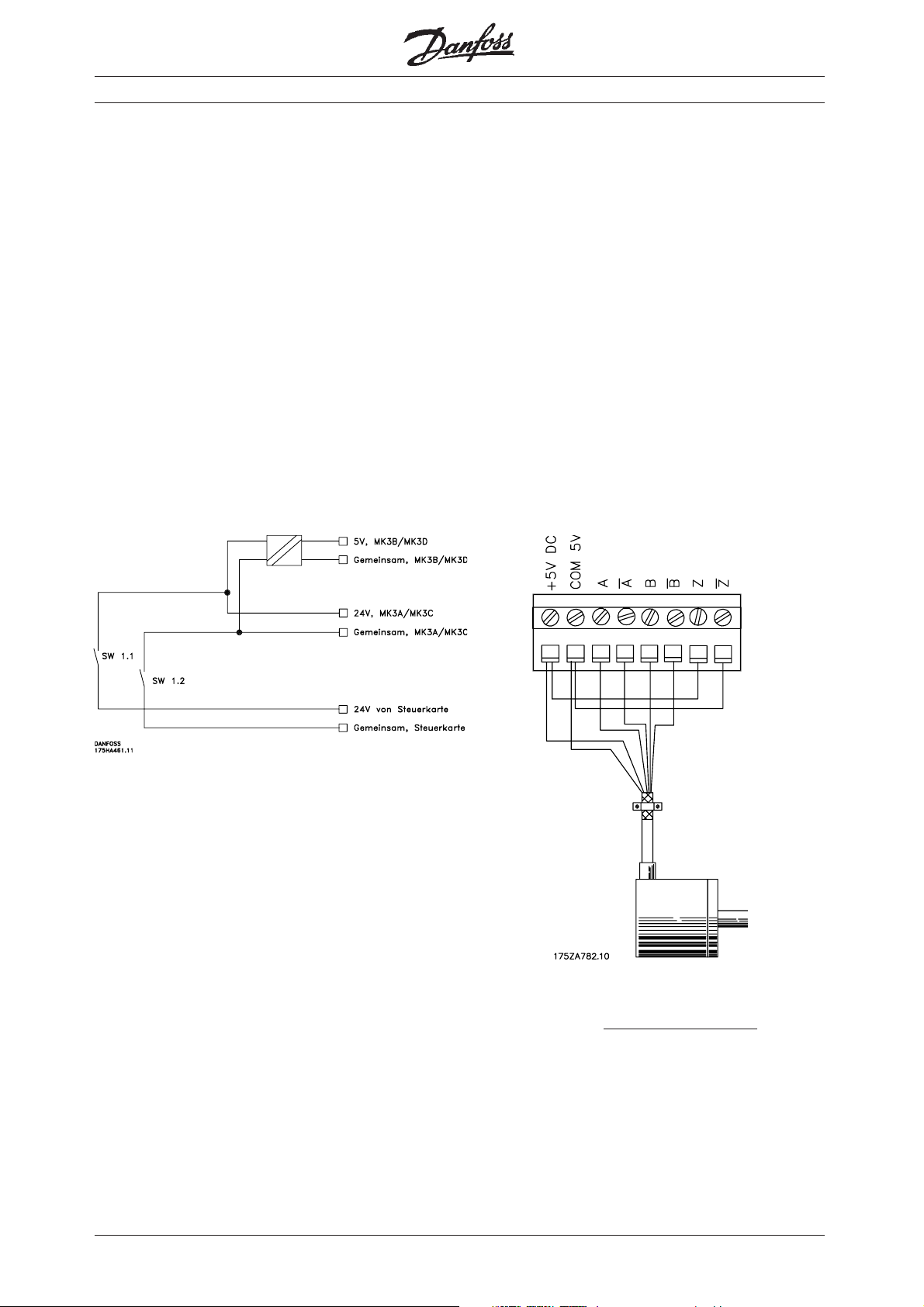
Klemme A1 A1 B1 B1 Z1 Z1
Inkrementale Eingänge A ein A ein B ein B ein Z ein Z ein
Absolute Eingänge Clk aus Clk aus Daten ein Daten ein Nicht belegt Nicht belegt
Virtueller Master A aus A aus B aus B aus Z aus Z aus
Abb. 1
Anschlussbeispiele auf
Klemme A2 A2 B2 B2 Z2 Z2
Inkrementale Eingänge A ein A ein B ein B ein Z ein Z ein
Absolute Eingänge Clk aus Clk aus Daten ein Daten ein Nicht belegt Nicht belegt
Abb. 2
12
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 13
Programmierbarer SyncPos Motion Controller
nn
n Versorgungsspannungen
nn
Die Versorgung der Optionskarte erfolgt über die
interne 24V-DC-Versorgung des VLT5000. Da jedoch
die verfügbare Leistung begrenzt ist, kann es
erforderlich sein, eine externe 24V-DC-Versorgung
zu benutzen.
Die 24V-DC-Versorgung des VLT 5000 kann insgesamt 420 mA liefern, einschließlich der Last auf der
Steuerkarte (Klemme 12, 13 und Ausgang 42 und 45).
Die 5V-Ausgangsleistung der Optionskarte wird von
der 24V-Versorgung erzeugt. Die höchste Leistung
auf der 5V-Seite ist 5 V x 280 mA = 1,4 W, dies
entspricht etwa 60 mA auf der 24V-Seite.
Bei Einsatz einer externen 24V-DC-Quelle muss die
interne 24V-Versorgung von der Steuerkarte abgeschaltet werden, und zwar durch Öffnen des
Schalters SW 1.1 und 1.2.
n n
n Drehgeberüberwachung
n n
Beide Drehgeber-Schnittstellen sind mit einem
Überwachungsstromkreis versehen, der einen
offenen Stromkreis wie auch einen Kurzschluss
jedes Drehgeberkanals erkennen kann. Für jeden
Drehgeberkanal zeigt ein LED den Status: Grün für
OK und keine Anzeige für Fehler.
Die Überwachung des Null-Kanals kann mit Schalter
1.4 ausgeschaltet werden; das ist notwendig, wenn
entweder inkrementale Drehgeber ohne Null-Kanal
oder absolute Drehgeber benutzt werden. Der
Schalter 1.4 schaltet die Überwachung der NullKanäle von Master- und Slave-Drehgeber aus. Wenn
die Überwachung von nur einem der beiden NullKanäle ausgeschaltet werden soll (z.B. wenn ein
inkrementaler Master-Drehgeber und ein absoluter
Slave-Drehgeber benutzt werden), dann muss der
nicht benutzte Null-Kanal-Eingang an 5V/common
angeschlossen werden:
Ein- und Ausgangsklemmen
Jeder Digitaleingang auf der Optionskarte nimmt
8 mA auf. Jeder Digitalausgang auf der Optionskarte
kann je nach Last bis zu 0,7 A (bei externer 24VVersorgung) liefern.
Die Belastung der 24V-Versorgung (intern oder
extern) kann folgendermaßen berechnet werden:
8 mA x Anzahl der Digitaleingänge
+
Belastung der Digitalausgänge
(mk3 C, O1 – O8)
+
Belastung der 5V-Versorgung
(mk3 B/D, 5 V/com)
+
Belastung der Steuerkarte
(24 V Versorgungsspannung, Klemmen12/13
und Ausgänge, Klemmen 42/45)
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 13
Die Anordnung der LED’s und Schalter sehen Sie im
nächsten Abschnitt
Nur wenn die Drehgeberüberwachung im Parameter
MENCODER (Master) und/oder ENCODER (Slave)
aktiviert ist, wird ein Drehgeber-Fehler ausgegeben,
der dann als Option-Error die sog. ON ERROR
Fehlerbehandlung auslöst.
Bitte beachten Sie: Die Überwachung des MasterDrehgebers ist ausgeschaltet, wenn der Schalter 1.3
auf ”AUS” steht.
Layout der Optionskarte.
Page 14
Programmierbarer SyncPos Motion Controller
nn
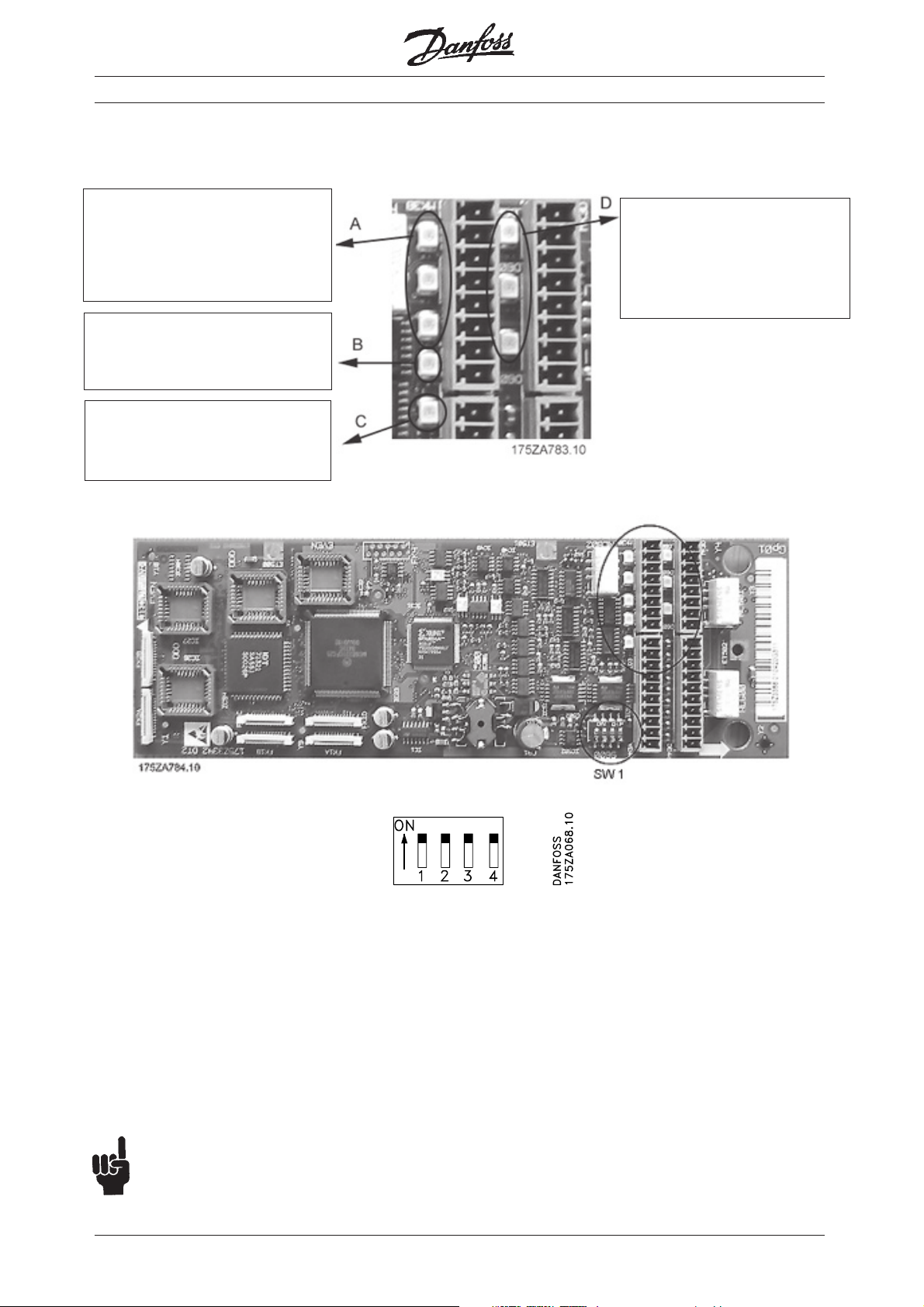
n Layout der Optionskarte
nn
Die Abbildung zeigt die Position der Anschlüsse und des Dip-Schalters.
Master Drehgeber-Überwachung,
Kanal A, B und Z:
LED aus = Kurzschluss oder
offene Leitung
LED grün = Ok
5 V Überwachung:
LED aus = no 5V
Ein- und Ausgangsklemmen
LED grün = 5V ok.
CPU Überwachung:
LED muss mit 1 Hz blitzen, um ein
laufendes CPU System anzuzeigen
Drehgeber-Überwachung Slave,
Kanal A, B und Z:
LED aus = Kurzschluss oder
offene Leitung
LED grün = Ok
SW 1.1: Verbunden(ON)/nicht verbunden(OFF), 24 V von der Steuerkarte (siehe Beschreibung der
Versorgungsspannung).
SW 1.2: Verbunden(ON)/nicht verbunden(OFF), 24 V von der Steuerkarte.
SW 1.3: Verbunden(ON)/nicht verbunden(OFF), Abschlusswiderstand für Master-Drehgeber (siehe
Beschreibung der Funktion Virtueller Master).
ACHTUNG: Bei OFF ist die Master-Drehgeberüberwachung ausgeschaltet.
SW 1.4: Schaltet für Master und Slave den Z-Kanal für die Drehgeber-Überwachung ON/OFF.
Die Werkseinstellung der Schalter 1.1. - 1.4 ist ON.
ACHTUNG!
Bei Einsatz der Funktion Virtueller Master muss in allen Optionen – ausgenommen die erste und letzte
an das Netzwerk angeschlossene Station – die Abspannung ausgeschaltet sein (Schlt. 1.3). Siehe auch
Anschlussbeispiele auf Seite 16 und 17.
14
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 15
Programmierbarer SyncPos Motion Controller
nn
n Technische Daten
nn
Klemmen:
Typ....................................................................................................................................................................Stecker mit Schraubverbindungen
Max. Kabelmaß.............................................................................................................................................................................1,3 mm
Digitaleingänge, MK3A:
Anzahl vom SyncPos-Programm benutzter Eingänge.............................................................................................................................. 8
Klemmenbezeichnungen .................................................................................................................................................................................. I1 – I8
Spannungsniveau.................................................................................................................................. 0 – 24 V DC (PNP positiv logisch)
Spannungsschwelle logisch “0” .........................................................................................................................................................................5 V
Spannungsschwelle logisch “1” ...................................................................................................................................................................... 10 V
Max. Spannung............................................................................................................................................................................................................. 28 V
Eingangsimpedanz ................................................................................................................................................................................................... 4 kΩ
Min. Signallänge (für ON INT)........................................................................................................................................................................... 1 ms
Galvanische Trennung: Alle Digitaleingänge sind mit Hilfe von Optoverbindern galvanisch
isoliert, haben jedoch dieselbe gemeinsame Leitung wie die Digitalausgänge.
Digitalausgänge, MK3C:
Anzahl vom SyncPos-Programm benutzter Eingänge.............................................................................................................................. 8
Klemmenbezeichnungen ............................................................................................................................................................................. O1 – O8
Spannungsniveau.................................................................................................................................................................................... 0 – 24 V DC
Max. Last................................................................................................................................................ 0,7 A (mit externer Stromversorgung)
Aktualisierungsintervall .......................................................................................................................................................................................... 1 ms
Galvanische Trennung: Alle Digitalausgänge sind mit Hilfe von Optoverbindern galvanisch
isoliert, haben jedoch dieselbe gemeinsame Leitung wie die Digitaleingänge.
2
(AWG 16)
Ein- und Ausgangsklemmen
Externe 24 V DC Stromversorgung
(siehe VLT 5000 Handbuch, Seite 10)
Drehgebereingang 1, MK3B (Master):
Klemmenbezeichnungen ............................................................................................................................................... A1, A1, B1, B1, Z1, Z1
InkrementalInkremental
Inkremental
InkrementalInkremental
Signalniveau ........................................................................................................................................................................................... 5 V differential
Signalart ................................................................................................................................................................................. Leitungstreiber, RS 422
Eingangsimpedanz ...................................................................................................................120 Ω (Dip-Schalter SW 1.3 = EIN/ON)
..................................................................................................................................................... > 24 kΩ (Dip-Schalter SW 1.3 = AUS/OFF)
Max. Frequenz............................................................................................................................................ 220 kHz (bei 50 % Arbeitszyklus)
Phasenverschiebung zwischen A und B ........................................................................................................................................ 90° ±30°
AbsolutAbsolut
Absolut
AbsolutAbsolut
Signalniveau ........................................................................................................................................................................................... 5 V differential
Signalart ............................................................................................................................................................................................................................... SSI
Protokoll............................................................................................................................................................................................................... Gray code
Datenlänge....................................................................................................................................................................................................................25 bit
Parität................................................................................................................................................................................................................................. keine
Taktfrequenz ....................................................................................................................................................................................105 oder 260 kHz
Max. Positionen je Umdrehung.......................................................................................................................................................................... 8192
Max. Anzahl Umdrehungen ................................................................................................................................................................................ 4096
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 15
Page 16
Drehgebereingang 2, MK3D (Slave):
Klemmenbezeichnungen ............................................................................................................................................... A2, A2, B2, B2, Z2, Z2
Inkremental:Inkremental:
Inkremental:
Inkremental:Inkremental:
Signalniveau ........................................................................................................................................................................................... 5 V differential
Signalart ................................................................................................................................................................................... Leitungstreiber, RS422
Eingangsimpedanz .................................................................................................................................................................................................120 Ω
Max. Frequenz..............................................................................................................................................220 kHz (bei 50% Arbeitszyklus)
Phasenverschiebung zwischen A und B ........................................................................................................................................ 90° ±30°
Absolut:Absolut:
Absolut:
Absolut:Absolut:
Signalniveau ........................................................................................................................................................................................... 5 V differential
Signalart ............................................................................................................................................................................................................................... SSI
Ein- und Ausgangsklemmen
Protokoll............................................................................................................................................................................................................... Gray code
Datenlänge....................................................................................................................................................................................................................25 bit
Parität................................................................................................................................................................................................................................. keine
Taktfrequenz ....................................................................................................................................................................................105 oder 260 kHz
Max. Positionen je Umdrehung.......................................................................................................................................................................... 8192
Max. Anzahl Umdrehungen ................................................................................................................................................................................ 4096
Drehgeberkabel:
Kabeltyp .............. Twisted pair und geschirmt. Bitte beachten Sie die Anweisungen des Drehgeber-Lieferanten.
Kabellänge ......................................................................... Beachten Sie die Anweisungen des Lieferanten des Drehgebers.
Der absolute Drehgeber wurde bis zu einer Kabellänge von 150 m mit 105 kHz Taktfrequenz und bis
100 m mit 262 kHz getestet. (Der Test wurde mit TR electronic Drehgeber Typ CE -65 M 8192*4096 und
einem passenden Kabel nach TR electronic Vorschrift durchgeführt.)
Maximal erlaubte Zeit zwischen Taktfrequenz und Datensignal, gemessen an den Steuerungsklemmen
beträgt .................................................................................................................................................................. 105 kHz Taktfrequenz = 9 µsec
.............................................................................................................................................................................. 262 kHz Taktfrequenz = 3,5 µsec
Programmierbarer SyncPos Motion Controller
Drehgeberausgang, MK3B:
Klemmenbezeichnungen ................................................................................................................................................. A1, A1, B1, B1, Z1, Z1
Signalart ................................................................................................................................................................................... Leitungstreiber, RS485
Max. Frequenz....................................................................................................................................................................................................... 150 kHz
Min. Frequenz.......................................................................................................................................................................................................... 150 Hz
Max. Anzahl Slaves ........................................................................................................................31 (mehr bei Einsatz von Repeatern)
Max. Kabellänge ...................................................................................................................................................................................................... 400 m
nn
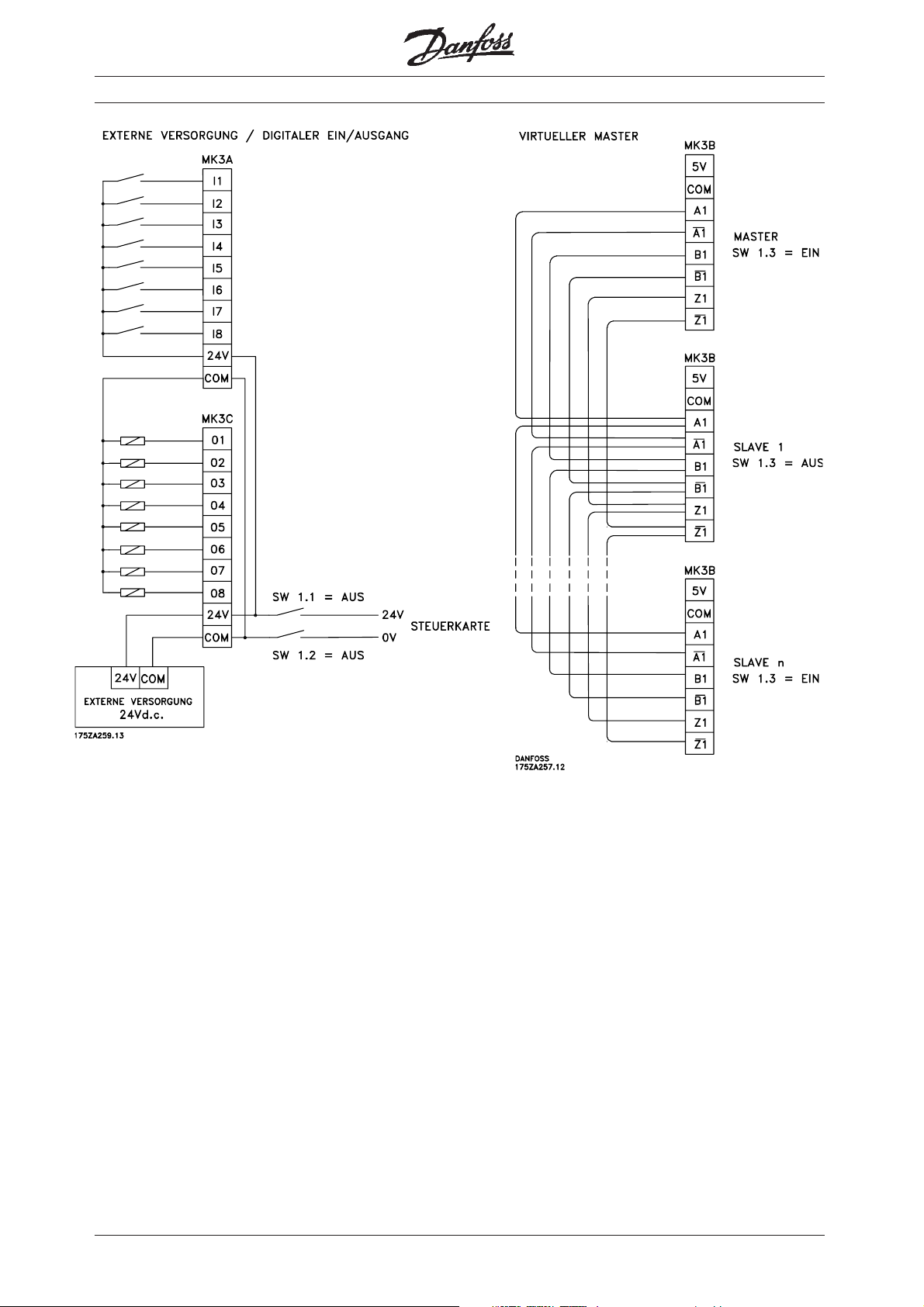
n Anschlussbeispiele
nn
A2
A2
B2
B2
Z2
Z2
16
Master Slave Master Slave
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 17
Programmierbarer SyncPos Motion Controller
Ein- und Ausgangsklemmen
Die Abschlusswiderstände an den beiden Enden
des Busses sind mit den Dip-Schaltern SW 1.2–4
zuzuschalten.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 17
Page 18
Ein- und Ausgangsklemmen
Programmierbarer SyncPos Motion Controller
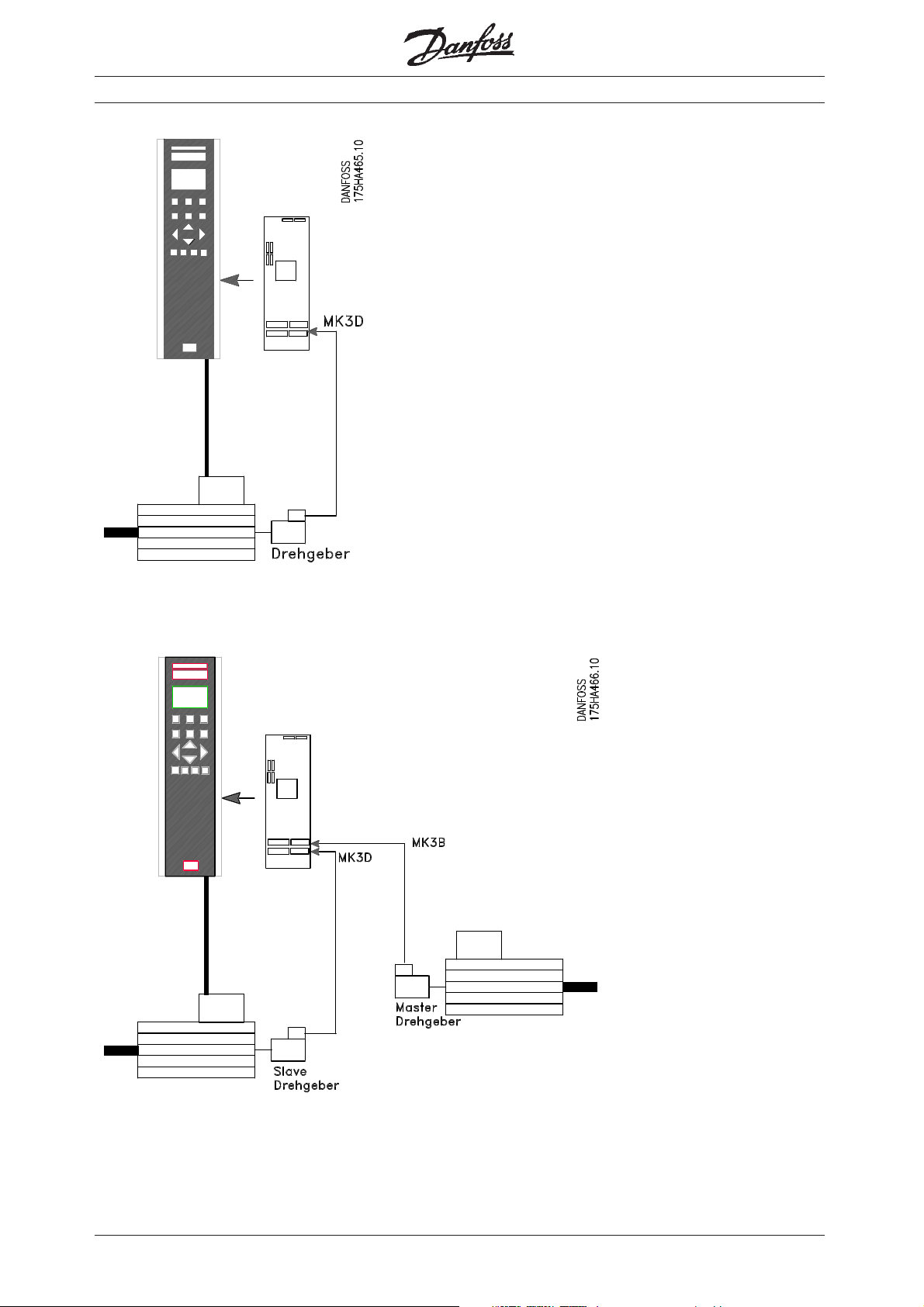
links: Drehgeberanschluss für Anwendungen für
Positionierung
unten: Drehgeberanschluss für Master-/SlaveSynchronisation
18
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 19
Programmierbarer SyncPos Motion Controller
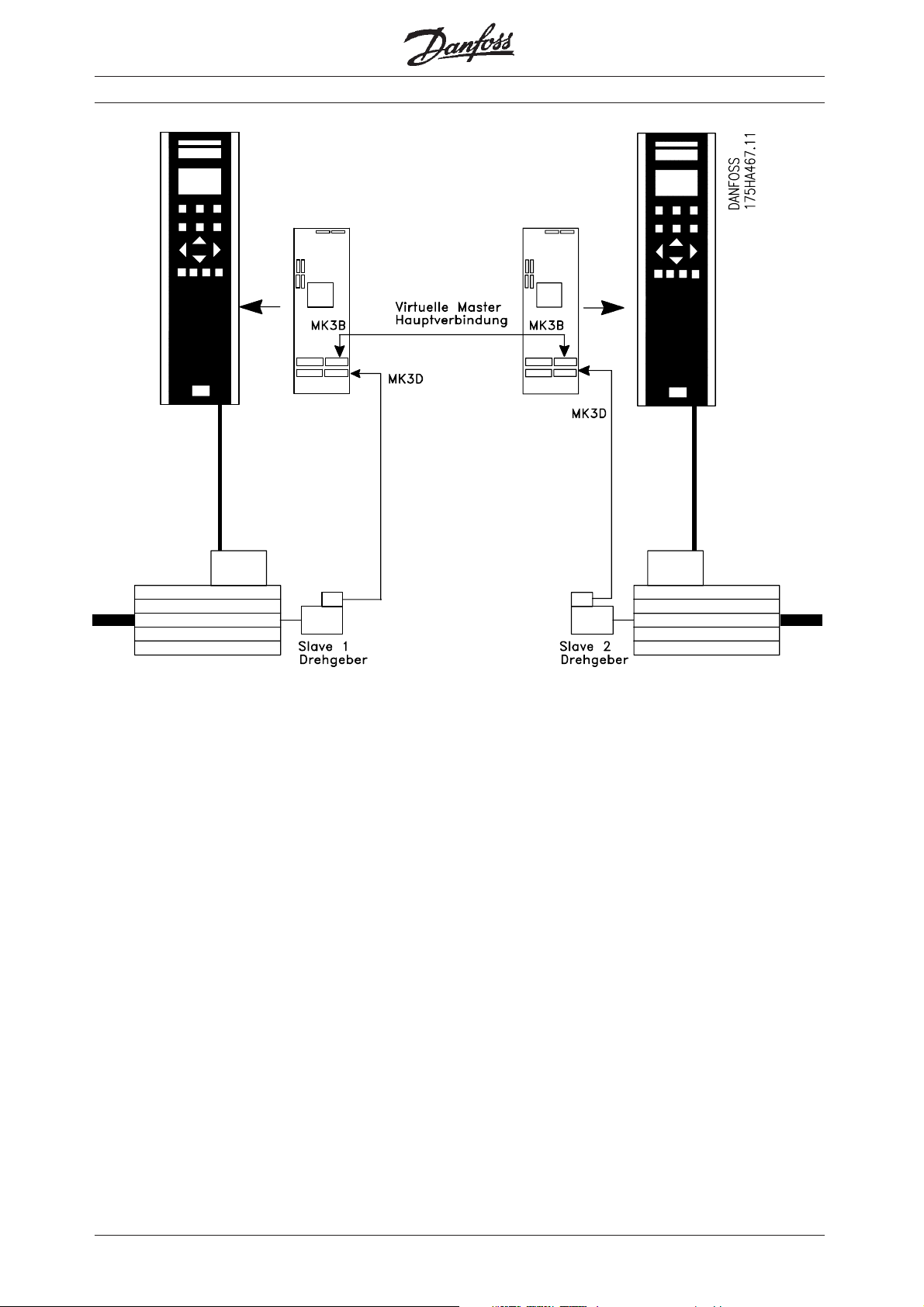
Ein- und Ausgangsklemmen
Drehgeberanschlüsse für die Synchronisation mit
virtuellem Master.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 19
Page 20

Ein- und Ausgangsklemmen
Programmierbarer SyncPos Motion Controller
20
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 21

Programmierbarer SyncPos Motion Controller
Kapitel 4
Controller Betrieb nehmen
nn
n Grundlagen des SyncPos Programmes
nn
So funktioniert SyncPos ..............................................................23
Voraussetzungen .............................................................................24
Das SyncPos-Fenster ...................................................................24
Mit der Maus arbeiten...................................................................26
Tastatur ...................................................................................................26
Liste der Shortcuts .......................................................................... 27
Liste der Funktionstasten ............................................................ 27
nn
n Schritt für Schritt den SyncPos Motion
nn
Sicherheitshinweise.......................................................................28
SyncPos installieren ......................................................................28
SyncPos starten ................................................................................28
VLT Parameter einstellen ............................................................29
Kommunikation einrichten ........................................................29
SyncPos Parameter einstellen................................................29
Drehgeberanschluss und Motordrehrichtung
prüfen ......................................................................................................32
Fahrtest durchführen .....................................................................33
nn
n PID-Regelung optimieren
nn
So funktioniert der Regelprozess ..........................................35
Bedeutung und Einfluss der Regelparamter .................35
Schritt für Schritt die Reglerparameter
optimieren ............................................................................................38
Was tun wenn … .............................................................................40
Beispiele zur Regleroptimierung ........................................... 40
Grundlagen des SyncPos Programmes
n n
n Kurvenscheibensteuerung (CAM-Mode)
n n
So funktioniert eine Kurvenscheibensteuerung
mit SyncPos ........................................................................................42
Schnellkurs für Ungeduldige....................................................43
Beispiel:
Kartons mit Haltbarkeitsdatum stempeln ........................43
Beispiel:
Kartons bedrucken mit Markerkorrektur ...........................46
Wenn der Abstand des Sensors größer als
eine Masterzykluslänge ist ........................................................48
Problemfälle bei der Festlegung des
Markerabstandes .............................................................................48
Beispiel: Slave-Synchronisation mit Marker .................49
n n
n Nockenschaltwerk
n n
So funktioniert ein Nockenschaltwerk
mit SyncPos ........................................................................................52
Beispiel eines Nockenschaltwerks......................................52
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 21
Page 22

SyncPos ist ein auf Windows basierendes Entwicklungssystem mit einer speziell für
Synchronisier- und Positioniersteuerungen konzipierten Programmiersprache, die
leicht zu erlernen ist und sich bei den Befehlen an den bekannten Steuerungsbegriffen orientiert.
Diese Makrosprache ermöglicht es – selbst ohne genaue Kenntnis der Hardwareabläufe – komplexe Funktionen mit einfachen Befehlen zu realisieren und
Fahrprogramme sowie allgemeine Steuerungsprogramme innerhalb kürzester Zeit
zu erstellen.
Die Software SyncPos enthält alle für die Konfiguration, Programmierung,
Optimierung und schließlich zur Befehlsübertragung an den SyncPos Motion
Controller notwendigen Befehle und Menüs.
Grundlagen des SyncPos Programmes
Programmierbarer SyncPos Motion Controller
22
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 23
Programmierbarer SyncPos Motion Controller
nn
n So funktioniert SyncPos
nn
Lassen Sie sich das Prinzip von SyncPos kurz
erklären:
Parameter bestimmen
Für alle Parameter sind im Programm Werkseinstellungen gespeichert, die nach der Auslieferung aktiv
sind und durch ein Reset jederzeit wieder aktiviert
werden können (siehe Seite 41).
Alle Parameter können Sie für Ihre Steuerung anpassen. Diese Benutzerparameter werden im
EEPROM dauerhaft gespeichert und gelten für alle
Programme.
Bevor Sie mit dem Programmieren beginnen, bestimmen Sie die grundlegenden Parameter des angeschlossenen VLT, wie
VELMAX (1) und
stellen die PID-Filterwerte ein und definieren den
BenutzerfaktorBenutzerfaktor
Benutzerfaktor mit POSFACT_Z (23) und
BenutzerfaktorBenutzerfaktor
POSFACT_N (26).
Innerhalb eines Programmes können Sie mit dem
Befehl, SET die Parameter vorübergehend ändern.
Nach der Programmausführung werden sie wieder
durch die gespeicherten Benutzerparameter ersetzt.
Programmieren mit der Makrosprache SyncPos
In dem Menü "BEARBEITEN" können Sie die
Programme wie in einem Textprogramm erstellen
und kommentieren. Alle Befehle sind im Kapitel
Software-Referenz detailliert beschrieben.
Jeder Befehl besteht aus einem BEFEHLSWORT +
ParameterParameter
ggf.
Parameter,
ParameterParameter
Variable
Der Kommentar steht zwischen /* … */
oder nach //
zum Beispiel:
Besonders einfach können Sie Ihr Programm mit
Hilfe des Menüs "BEFEHLSHILFE" schreiben: Wenn
Sie den Befehl auswählen, erhalten Sie sofort die
notwendigen Eingabefelder eingeblendet. Nach der
Eingabe der Werte wird automatisch die Syntax
gebildet und Sie können den kompletten Befehl in
Ihr Programm übernehmen.
Mit der Teach-in-Programmierung fahren Sie die
Achse an die gewünschte Stelle und
einfach die erreichte Position. So können Sie schnell
die kompliziertesten Verstell- und Bewegungsabläufe
programmieren.
, ,
, Konstante oder ein Array sein kann.
, ,
POSA 3000
/* Achse absolut auf Position 3000 fahren */
// Achse absolut auf Position 3000 fahren
Kürzeste Rampe Kürzeste Rampe
Kürzeste Rampe RAMPMIN (31),
Kürzeste Rampe Kürzeste Rampe
wobei der Parameter auch eine
MaximalgescMaximalgesc
Maximalgesc
MaximalgescMaximalgesc
hwindigkeithwindigkeit
hwindigkeit
hwindigkeithwindigkeit
speichern
Programm ausführen und testen
Im Menü "ENTWICKLUNG"
me: Erst mit der Funktion "AUSFÜHREN" wird ein Programm in den VLT geladen und gestartet. Natürlich
können Sie das Programm für den Test in
"EINZELSCHRITTEN" ausführen oder erst ab einer bestimmten Stelle schrittweise ausführen lassen.
Ein neues Programm wird vor jeder Ausführung
automatisch auf korrekte Befehle geprüft. Oder Sie
starten die "SYNTAXPRÜFUNG" zunächst ohne
Programmablauf.
Programme im VLT speichern
Immer wenn Sie ein Programm ausführen oder die
Syntaxprüfung starten, wird dieses Programm temporär
im RAM in einem Bereich gespeichert, der mit jedem
weiteren Test immer wieder überschrieben wird.
Wenn Sie ein Programm für die SyncPos-Option
fertiggestellt haben, können Sie das temporäre
Programm im EEPROM dauerhaft speichern. Es
erhält eine Nummer oder einem Namen und kann
mit "AUTOSTART" gekennzeichnet werden, so dass
es nach dem Einschalten des VLTs automatisch
startet. Auf diese Weise kann die Steuerung offline
betrieben werden.
Über die Programmnummern kann ein beliebiges
Programm auch über die Eingänge, zum Beispiel
von einer SPS aus, gestartet werden. Dazu sind die
Eingänge mit "STEUERUNG"
"GLOBAL"
Steuerung mit den Reglerparametern optimieren
Die in der SyncPos-Option integrierte Lagereglereinheit berechnet bei jedem Bewegungsvorgang automatisch einen theoretischen Sollverlauf und
versucht den VLT bzw. den Motor so zu steuern, dass
eine möglichst gute Annäherung an den Sollverlauf
erreicht wird. Mit den Reglerparametern können Sie
direkt Einfluss darauf nehmen, wie stark und wie
schnell einer Abweichung vom theoretischen Sollverlauf entgegengewirkt wird.
Diese PID-Filterparameter kann man auch theoretisch ermitteln, wenn man umfangreiche Kenntnisse
über den gesamten Antrieb einschließlich der angeschlossenen Last hat. Wesentlich schneller und einfacher ist jedoch die experimentelle Methode mit
den Funktionen im Menü "TESTFAHRT".
Nach jeder "TESTFAHRT" können Sie die Regelparameter auch anhand von vier Grafiken beurteilen: Sie
zeigen die Ist- und Sollkurven für die Geschwindigkeit, die Beschleunigung, die Position und den
Stromverlauf. So können Sie sukzessive die PIDFilterparameter einstellen und die Steuerung
optimieren.
entsprechend zu setzen.
testen Sie neue Program-
→→
→
"PARAMETER"
→→
→→
→
→→
Grundlagen des SyncPos Programmes
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 23
Page 24
Programmierbarer SyncPos Motion Controller
Viel Erfolg bei der Arbeit mit SyncPos! Bei Fragen
zur Programmierung wie zur Inbetriebnahme des VLT
mit der SyncPos-Option wenden Sie sich bitte an
Ihren Lieferanten.
nn
n Voraussetzungen
nn
SyncPos ist auf handelsüblichen PCs mit Betriebssystemen ab Windows 95 bzw. NT 3.5 oder Windows
2000 einsetzbar.
Sie sollten die Grundlagen und Begriffe der Microsoft Windows-Oberfläche kennen, zum Beispiel die
TT
askleisteaskleiste
T
askleiste und den
TT
askleisteaskleiste
ExplorerExplorer
Explorer, wenn Sie mit Windows
ExplorerExplorer
9x arbeiten, bzw. Entsprechendes, wenn Sie
WindowsNT einsetzen. Informieren Sie sich ggf. in
den entsprechenden Windows-Handbüchern.
Grundlagen des SyncPos Programmes
Titelleiste zeigt den Namen der SyncPos-Datei und Nr. und Name des VLT
und ggf. die Fehlernummer
Klicken Sie auf die Schaltflächen in der Symbolleiste, um schnell Funktionen auszuwählen.
nn
n Das SyncPos-Fenster
nn
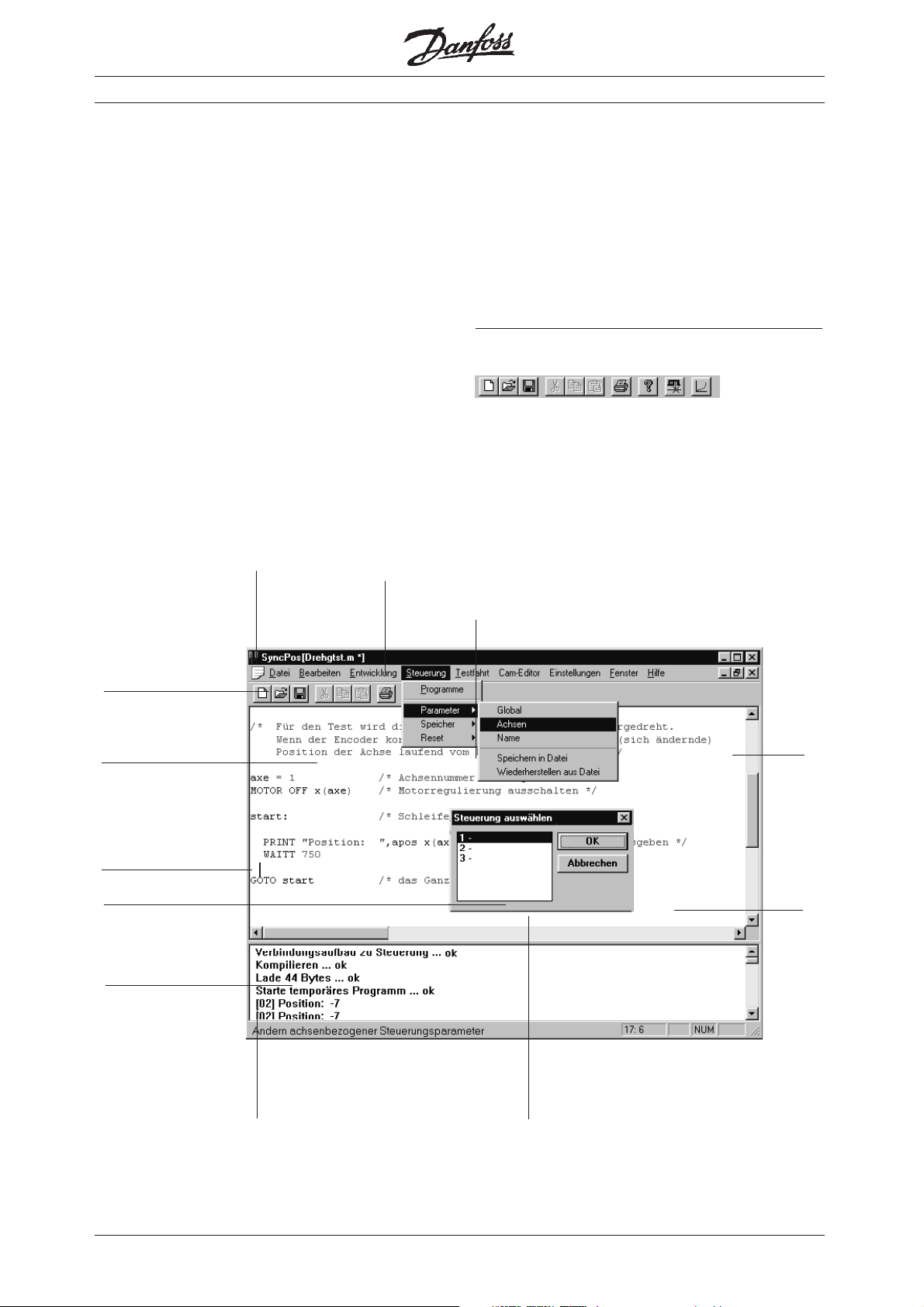
Die folgende Abbildung erläutert die wichtigsten
Elemente des SyncPos-Fensters.
Jedes Fenster stellt ein SyncPos-Programm dar, das
mit einem VLT verbunden werden kann. Sie können
also mindestens so viele Editierfenster öffnen, wie
Sie Steuerungen bzw. VLTs auswählen.
Symbolleiste
Klicken Sie auf die Schaltflächen in der Symbolleiste, um schnell Funktionen auszuwählen.
Von links nach rechts: Datei neu, Datei öffnen, Datei
sichern, Ausschneiden, Kopieren, Einfügen, Drucken,
Info, Schnittstelle schließen und CAM-Editor.
Öffnen Sie die Menüs in der Menüleiste, um die SyncPosFunktionen auszuwählen.
Menüs mit den Funktionen, die Sie mit der Maus markieren
und auswählen.
Editierfenster
Die blinkende Einfügemarke zeigt, wo der einzugebende Text erscheinen
wird.
Dialogfeld
Kommunikationsfenster für
Meldungen von Steuerung
und Compiler
Die Statusleiste zeigt die Zeilennummer
und Position, in der der Cursor steht,
Informationen zu den Funktionstasten und
ob die [NUM-Feststelltaste] oder die
[Umschalt-Feststelltaste] gedrückt und
damit aktiv ist.
Verwenden
Sie die Bildlaufleisten
(Scrollbars),
um die Datei
nach oben
oder unten
zu scrollen,
bzw. nach
links oder
rechts zu
scrollen.
Wenn Sie die Größe des Editierfensters bzw. des
Kommunikationsfensters ändern wollen, stellen Sie
den Cursor an den unteren Rand der Bildlaufleiste
und klicken – sobald der Cursor seine Form ändert
– und ziehen ihn in die gewünschte Richtung.
24
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 25
Programmierbarer SyncPos Motion Controller
Menüs
Ein Häkchen bedeutet dass die Funktion aktiv ist,
zum Beispiel im Menü "FENSTER" welche Dateien
geöffnet sind.
Abgeblendete Funktionen sind nicht verfügbar bis
Sie eine vorhergehende Aktion ausgelöst haben,
zum Beispiel etwas in die Zwischenablage kopiert
haben um es dann an anderer Stelle einzufügen,
oder "VORBEREITEN EINZELSCHRITT" zum Auslösen jedes "EINZELSCHRITTS".
Sie können die meisten Menübefehle auch mit der
Tastatur auswählen. Drücken Sie [ALT] und den im
Menünamen unterstrichenen Buchstaben und anschließend den im Befehlsnamen unterstrichenen,
z.B. [ALT] + [S] + [P] für "STEUERUNG"
"
PROGRAMME".
Editierfenster
Im Editierfenster schreiben Sie Ihre Programme mit
Hilfe der Funktionen des Menüs "BEARBEITEN" wie
mit einem Texteditor. Verschiedene Farben
erleichtern Ihnen die Unterscheidung zwischen
Kommentaren, Programmteilen, Operatoren, Ziffern
usw. Sie können die Farbzuordnung mit "EINSTELLUNGEN" → "FARBEN EDITOR" ändern.
→→
→
→→
Wenn eine Registerkarte – zum Beispiel
"SYNCHRONISATION"
wird, klicken Sie in ein beliebiges Eingabefeld und
Sie sehen die komplette Registerkarte:
nicht vollständig dargestellt
→→
→
→→
Grundlagen des SyncPos Programmes
Dialogfelder
Nachdem Sie eine Funktion gewählt haben, erscheint
häufig ein Dialogfeld, in dem Sie bestimmte Optionen
festlegen können. Ist eine Option abgeblendet, ist sie
für das aktuelle Verfahren nicht verfügbar.
Registerkarten
Mit den Registerkarten werden in der Windows-Benutzeroberfläche Dialogfelder in mehreren Ebenen
für die Auswahl von Funktionen oder Eingabe von
Werten bereitgestellt. Zum Beispiel im CAM-Editor
die beiden Registerkarten "FIXPUNKTE" und "STARTSTOP-PUNKTE".
Klicken Sie auf den Namen der Registerkarte und
diese Ebene wird nach vorne gestellt.
Bei den Registerkarten Kurven-Daten, Kurven-Info
und Parameter klicken Sie auf die Bildlaufleisten
(Scrollbars), um nach rechts zu scrollen und weitere
Registerkarten darzustellen:
Dabei ändert sich automatisch die Einteilung des
CAM-Editors. Wenn Sie auf "FENSTER" →
"STANDARD", auf → Berechnen oder in ein anderes
Feld im CAM-Editor klicken, wird sofort wieder das
Standardfenster dargestellt.
Popup-Menü
An manchen Programmstellen werden Popup-Menüs
angeboten, wenn Sie auf die rechte Maustaste klicken. Zum Beispiel das Kontext-Menü im SyncPosEditierfenster oder ein Auswahlmenü im CAM-Editor
zum Bearbeiten von Fixpunkten. Die Popup-Menüs
werden automatisch wieder verlassen, wenn die
ausgewählte Funktion ausgeführt wird oder wenn
Sie mit der linken Maustaste an eine beliebige
andere Stelle im Bildschirm klicken.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 25
Page 26
Programmierbarer SyncPos Motion Controller
Fenstergröße ändern und Fenster-Schaltsymbole
Wenn Sie die Größe des SyncPos-Fensters ändern
wollen, stellen Sie den Cursor an einen der äußeren
Ränder des Fensters und ziehen – sobald der Cursor
seine Form ändert – das Fenster mit gedrückter Maustaste in die gewünschte Größe. Die
rechts oben in jedem Fenster bewirken
Fenster schließen und als Symbol in der Taskleiste
vorhalten.
Fenster in voller Bildschrimgröße darstellen
SyncPos-Programm schließen
Datei schließen, Dialogfenster schließen
Fenster kaskadieren und umgekehrt (Vollfläche)
Fenster schließen und als Symbol unten im
Grundlagen des SyncPos Programmes
SyncPos-Fenster vorhalten.
SchaltsymboleSchaltsymbole
Schaltsymbole
SchaltsymboleSchaltsymbole
......
...
......
nn
n Mit der Maus arbeiten
nn
Falls Sie mit einer Maus mit mehreren Tasten arbeiten, ist
die linke Maustaste grundsätzlich die „primäre“ Taste
(sofern Sie die Konfiguration nicht geändert haben).
„Klicken“ bedeutet, dass Sie die Maustaste kurz drücken
und danach sofort wieder loslassen, ohne dabei die Maus
zu bewegen. Wenn nicht anders angegeben, wird mit der
linken oder primären Taste geklickt.
„Ziehen“ bedeutet, dass Sie auf das Element zeigen und
die Maustaste gedrückt halten, während Sie die Maus
verschieben.
nn
n Tastatur
nn
[ESC]-Taste
Neben den üblichen Funktionen einer [ESC]-Taste
können Sie damit im Programm SyncPos jederzeit
ein laufendes Programm abbrechen.
ACHTUNG!
Ein drehender Antrieb wird mit der maximal
zulässigen Verzögerung abgebremst.
Pfeiltasten
Mit Hilfe der Pfeiltasten [↓], [↑], [←] und [→]-Taste
bewegen Sie die
Einfügemarke in einer Datei.
Richtungstasten
Mit den Richtungstasten [POS1]
und [ENDE]
stellen
Sie den Cursor an den Anfang bzw. das Ende der
Zeile und mit [Bild↑] und [Bild↓] an den Anfang bzw.
Ende einer Bildschirmseite. Einige Richtungstasten
können auch kombiniert werden, so stellen Sie zum
Beispiel mit [STRG] + [POS1] den Cursor an den
Dateianfang.
Zehnertastatur
Falls Sie über eine erweiterte Tastatur verfügen, können Sie Zahlen auch über die Zehnertastatur eingeben, wenn Sie vor der Zahleneingabe die [NUMFESTSTELLTASTE] drücken.
Shortcuts
Tasten werden häufig als sog. Shortcuts mit anderen
Tasten entweder als Tastenkombination oder als
Tastenfolgen verwendet. Bei einer Tastenkombination
müssen Sie die erste Taste gedrückt halten, während
Sie die zweite drücken, z.B. [UMSCHALT]
+ [EINFG],
um den Inhalt der Zwischenablage einzufügen. Bei
Tastenfolgen drücken Sie die Tasten nacheinander, z.B.
[ALT] + [D] um das Menü "
DATEI" zu öffnen.
26
Funktionstasten
Häufig benötigte Funktionen sind auf die Funktionstasten gelegt, z.B. steuern Sie mit [F9] sehr effektiv
das schrittweise Ausführen eines Programmes:
Jedesmal, wenn Sie [F9] tasten, wird eine Zeile des
Programmes abgearbeitet.
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 27
Programmierbarer SyncPos Motion Controller
nn
n Liste der Shortcuts
nn
Kopieren, Ausschneiden, Einfügen …
Kopiert den markierten Text in die Zwischenablage [STRG]
Ausschneiden und Ablegen des markierten Textes in [STRG]
der Zwischenablage oder [UMSCHALT]
Fügt den Inhalt der Zwischenablage ein [UMSCHALT]
Zeile oberhalb Cursorposition einfügen [STRG]
Löschen des (restlichen) Wortes rechts von der Einfügemarke [STRG]
Löschen des (restlichen) Wortes links von der Einfügemarke [STRG]
Ganze Zeile löschen [STRG]
Cursor positionieren
Zum Dateiende springen [STRG]
Zurück zum Dateianfang [STRG]
Gehe zu Zeile n [STRG]
Bildlaufleisten zeilenweise nach oben oder unten schieben [STRG] + [↑TASTE]
Bildlaufleisten nach links bzw. nach rechts schieben [STRG] + [BILD↑]
Erweitern einer Markierung ...
...
um ein Zeichen nach rechts bzw. nach links [UMSCHALT]
… bis zum Wortende [STRG]
… bis zum Wortanfang [STRG]
… bis zum Zeilenende, bzw. zum Zeilenanfang [UMSCHALT]
… um eine Zeile nach unten bzw. nach oben [UMSCHALT]
… bis zum Dateianfang [STRG] + [UMSCHALT]
[UMSCHALT]
… bis zum Dateiende [STRG] + [UMSCHALT]
[UMSCHALT]
Markiert den nächsten bzw. den vorherigen Befehl im
Menü (bei angezeigtem Menü) [↑TASTE] bzw. [↓TASTE]
Markiert das Menü auf der linken bzw. rechten Seite
oder wechselt zwischen Haupt- und Untermenü, wenn ein
Untermenü angezeigt wird [←TASTE] bzw. [→TASTE]
+
[EINFG] oder [STRG]
+
[ENTF] oder [STRG]
+
+
[EINFG] oder [STRG]
+
[UMSCHALT] + [N]
+
[ENTF]
+
[RÜCKTASTE]
+
[Y]
+
[ENDE]
+
[POS1]
+
[G]
bzw. [STRG] + [BILD↓]
→→
+
[
→TASTE]
→→
+
[UMSCHALT]
+
[UMSCHALT]
+
[ENDE] bzw. +
+
[↓TASTE]
+
[BILD↑]
+ [BILD↓]
+
[C]
+
[X]
[ENTF]
+
[V]
bzw. [STRG] + [↓TASTE]
bzw.
→→
+
[
→TASTE]
→→
←←
+
[
←TASTE]
←←
bzw. +
+
[POS1] oder
+
[ENDE] oder
←←
+
[
←TASTE]
←←
[POS1]
[↑TASTE]
Grundlagen des SyncPos Programmes
Weitere Eingabehilfen
Rückgängigmachen der letzten Aktion [ALT] + [RÜCKTASTE]
(Datei speichern löscht den Undo-Speicher) [STRG] + [Z]
Im CAM-Editor: Rückgängigmachen der Eingaben jeweils [ALT] + [RÜCKTASTE]
bis zum vorhergehenden "BERECHNEN".
Im CAM-Editor: "WIEDERHERSTELLEN"
Befehls Rückgängig wird wieder zurückgenommen.
nn
n Liste der Funktionstasten
nn
Programm abbrechen [ESC]
Online-Hilfe aufrufen [F1]
Im "SUCHEN"-Modus: Zwischen den markierten Fundstellen
hin- und herspringen [F2]
Im "SUCHEN"-Modus: Gleichen Begriff weitersuchen [F3]
Startet
"ENTWICKLUNG"
Ganze Zeile markieren [STRG] + [ALT]
Startet im Modus "EINZELSCHRITT" jeweils eine Programmzeile
bzw. im CAM-Editor das → "BERECHNEN" der Kurve [F9]
"BEFEHLSHILFE"
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 27
→→
→ "AUSFÜHREN" [F5]
→→
aufrufen [F12]
::
: Die Aktion des [ALT] + [UMSCHALT]
::
oder
+ [RÜCKTASTE]
+
[F8]
Page 28
Programmierbarer SyncPos Motion Controller
nn
n Schritt für Schritt den SyncPos Motion Controller
nn
in Betrieb nehmen
Dieser Abschnitt bietet Ihnen einen schnellen, generellen Einstieg: vom Einschalten und Kennenlernen
über die Inbetriebnahme des VLT5000 mit der
SyncPos-Option mit den vorbereiteten Testprogrammen sowie den wichtigsten Grundeinstellungen.
ACHTUNG!
O.ERR 13 wird gleich nach dem Einschalten
gemeldet, falls der VLT nicht bereit ist. Der VLT
ist im Status „NICHT BEREIT“, wenn:
• der Motor abgeschaltet war und durch ein
Reset wieder gestartet werden muss (Trip),
• der VLT nicht im lokalen Mode ist (Parameter
002 = Ort),
• der lokale LCP Stop aktiviert ist (die Anzeige
leuchtet),
• kein Signal vom Eingang 27 kommt (Freilauf).
Ein Reset des Option Errors 13 ist nur mit dem
ERRCLR Befehl oder durch "ABBRECHEN" [ESC]
der PC Software möglich und nur, wenn der VLT im
Status „BEREIT“ ist, das bedeutet, dass keines der
oben genannten Ereignisse vorliegt.
Die VLT-Überwachung kann mit Parameter 700 [2]
Schritt für Schritt den SyncPos Motion Controller in Betrieb nehmen
ausgeschaltet werden.
n n
n Sicherheitshinweise
n n
Sie müssen außerdem die Sicherheitshinweise im
Hardware-Handbuch kennen und beachten.
nn
n SyncPos installieren
nn
Folgen Sie der Anweisung des Installationsprogrammes. SyncPos wird mit den Programmbeispielen im
Verzeichnis „Program Files\Danfoss Drives\VLT
Motion Control Tool“ installiert.
nn
n SyncPos starten
nn
Klicken Sie in der Taskleiste auf "START"
in
GRAMME"
Dialogsprache ändern
Das SyncPos-Fenster ist nun – standardgemäß mit
deutscher Dialogsprache – geöffnet.
Die Steuerung, bzw. der Motor müssen
mit einem NOT-AUS jederzeit
ausgeschaltet werden können.
Der Motor muss völlig frei drehen können,
so dass auch ein plötzliches Rucken
keinen Schaden anrichten kann.
Schalten Sie die den VLT ein, jedoch auf
jeden Fall ohne angeschlossenen Motor,
bzw. muss der Motor spannungsfrei sein.
→→
→ SyncPos.
→→
→→
→ "PRO-
→→
Bitten halten Sie sich an die folgende Schritt-fürSchritt-Anleitung:
1. SyncPos installieren und starten
2. VLT Parameter einstellen
3. Kommunikation einrichten
4. SyncPos Parameter einstellen
5. Drehgeberanschluss und Motordrehrichtung im
Lokalmodus prüfen
6. Fahrtest durchführen
7. PID-Regelung optimieren
Wenn Sie eine andere Sprache wünschen, klicken
Sie – bevor Sie eine Datei öffnen – auf
"EINSTELLUNGEN"
darauf folgenden Dialogfeld zum Beispiel Englisch
aus. Danach müssen Sie SyncPos schließen und
neu starten.
→→
→ "
SPRACHE" und wählen im
→→
28
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 29
Programmierbarer SyncPos Motion Controller
Master Reset
Wenn Sie während des Einschaltens (Power-up) die
Taste [CANCEL] am VLT drücken, wird die SyncPosOptionskarte kein Programm starten, auch dann
nicht, wenn entsprechende Startbedingungen vorliegen (Autokennung / Start-Eingang).
Die SyncPos-Optionskarte bleibt statt dessen im
Idle-Modus und wartet auf neue Kommandos.
Gleichzeitig wird der Fehler 19 Benutzer Abbruch
ausgelöst.
SyncPos abbrechen
Ein Programm können Sie nur mit [ESC] abbrechen
oder beenden. Dazu muss auch die Datei, die mit
der Steuerung bzw. dem VLT verbunden ist, geöffnet
sein bzw. wieder geöffnet werden.
nn
n VLT Parameter einstellen
nn
Beim Booten werden die VLT-Parameter auf die
Werkseinstellung eingerichtet. Es sind nur noch die
Motorparameter einzustellen: Nutzen Sie dazu die
Automatische Motor Anpassung AMA (siehe
VLT5000/VLT5000 Flux Handbuch) oder passen Sie
den VLT an den angeschlossenen Motor manuell an:
Passen Sie die maximale Ausgangsfrequenz in
Parameter 202 (Flux: maximale Ausgangsgeschwindigkeit) und den Maximalsollwert in Parameter 205
an die maximale Geschwindigkeit des Drehgebers
an. Beachten Sie dabei, dass die maximale Ausgangsfrequenz höher sein muss, als die Frequenz
der maximal zulässigen Geschwindigkeit der Achse,
um Schlupf zu vermeiden.
nn
n Kommunikation einrichten
nn
Bevor Sie beginnen ...
prüfen Sie, ob die Baudrate im VLT (Par. 501) eingestellt ist; bei einem seriellen Anschluss ist die Baudrate ab Werk fest eingestellt. Dann richten Sie die
Kommunikation in Ihrem PC wie folgt ein:
Öffnen Sie eine vorhandene oder neue Datei.
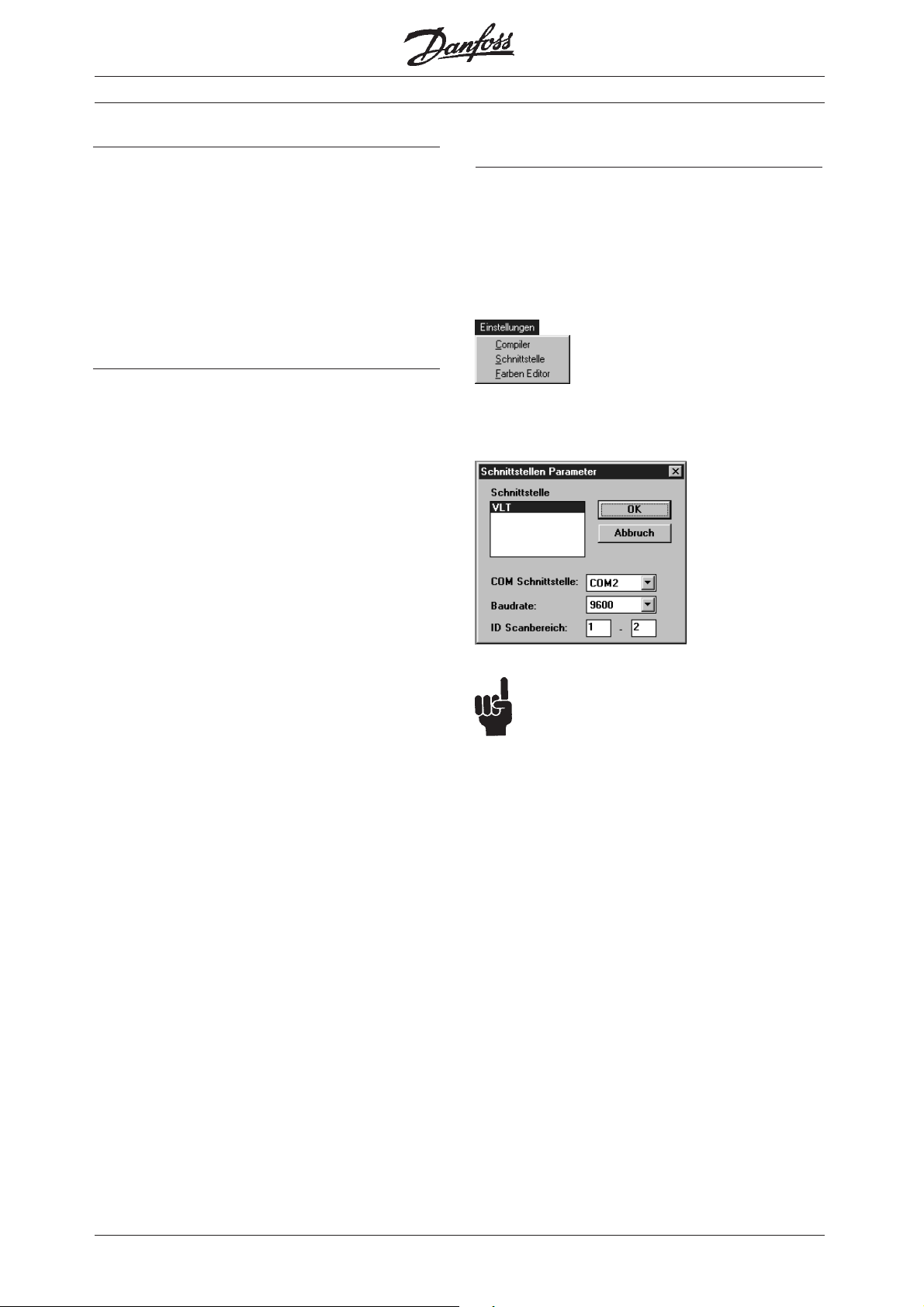
Klicken Sie auf "EINSTELLUNGEN"
"SCHNITTSTELLE".
Der VLT und die Baudrate sind voreingestellt. Klicken
Sie auf OK.
ACHTUNG!
Die Baudrate im VLT (Par. 501) und im Programm muss auf jeden Fall übereinstimmen.
→→
→
→→
Schritt für Schritt den SyncPos Motion Controller in Betrieb nehmen
Die Klemme 27 muss an 24 V angeschlossen oder
der Parameter 502 auf "serieller Ausgang" eingestellt werden.
Wählen Sie die Funktionen der Ein- und Ausgänge
in der Parametergruppe 3xx entsprechend den Anforderungen Ihrer Anlage aus. Beachten Sie, dass
sich die Werkseinstellungen von einem Antrieb ohne
Optionskarte unterscheiden.
Bitte beachten Sie auch, dass der Totzeitausgleich
in Parameter 780 (Aktivierter Totzeitausgleich) auf
AUS gesetzt ist (nicht bei Flux). Dieser Parameter
verhindert Schwingungen im Stillstand.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 29
Page 30
Programmierbarer SyncPos Motion Controller
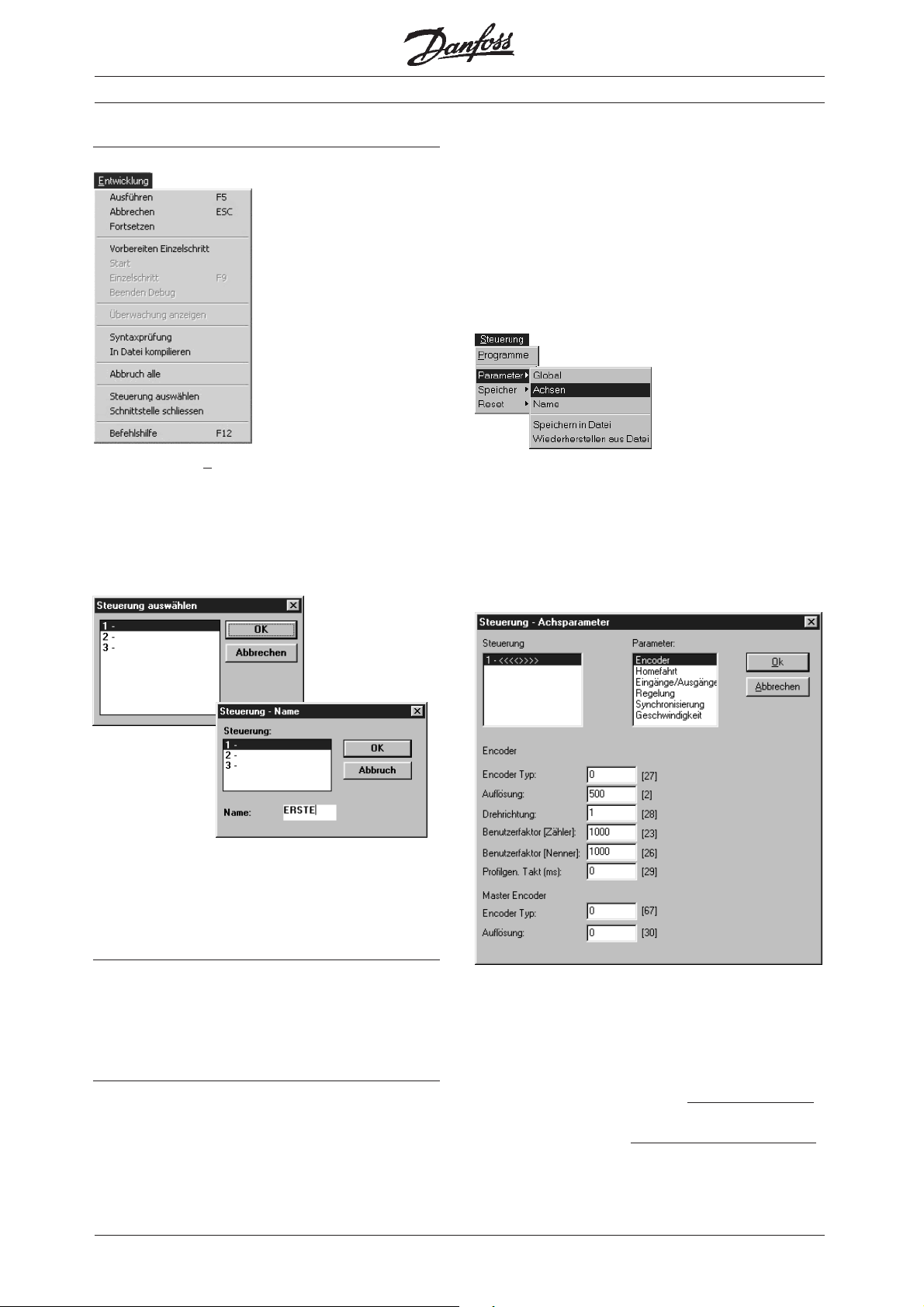
"STEUERUNG AUSWÄHLEN"
Klicken Sie auf "ENTWICKLUNG"
AUSWÄHLEN", markieren Sie im folgenden Dialogfeld den VLT, den Sie in Betrieb nehmen wollen und
klicken Sie auf "OK".
schlossen haben, erscheint automatisch die im
Parameter 500 eingestellte Adresse im Dialogfeld.
Für jeden VLT, den Sie ange-
→→
→ "STEUERUNG
→→
nn
n SyncPos Parameter einstellen
nn
Die folgenden Parameter müssen immer geprüft und
falls notwendig angepasst werden. Abhängig von
den Anforderungen Ihrer Anwendung kann es notwendig sein, darüber hinaus noch weitere Parameter
anzupassen.
Bei allen anderen Parametern können Sie zunächst
die Werkseinstellungen benutzen und den VLT bei
Bedarf später mit einer "TESTFAHRT" optimieren.
Klicken Sie auf "STEUERUNG"
"ACHSEN" und wählen Sie die
deren Einstellungen Sie gerade vornehmen.
Dann markieren Sie im Feld
tergruppe, die Sie einstellen wollen, zum Beispiel
Encoder Encoder
Encoder und tragen die Werte in die entsprechen-
Encoder Encoder
den Felder ein.
→→
→ "PARAMETER"
→→
"STEUERUNG"
Parameter Parameter
Parameter die Parame-
Parameter Parameter
aus,
→→
→
→→
Schritt für Schritt den SyncPos Motion Controller in Betrieb nehmen
Sie können zusätzlich zur Adresse im Menü
"STEUERUNG"
jeden VLT einen Namen eingeben.
RS485 Anschluss
Für einen RS485 Anschluss benötigen Sie die
RS232-Standardschnittstelle im PC oder eine zusätzliche RS232-Schnittstellen-Karte und einen
externen Wandler.
Kommunikation einrichten beenden
Im Kommunikationsfenster wird die erfolgreiche
Verbindung gemeldet; in der Titelleiste der aktuellen
Datei steht nun neben dem Dateinamen auch die
Adresse und der Name des VLT.
→→
→ "PARAMETER"
→→
→→
→ "NAME" für
→→
Klicken Sie auf "OK" um die neuen Parameterwerte
in den VLT zu laden und gleichzeitig zu sichern.
Die detaillierte Beschreibung aller Globalen Parameter und Achsparameter lesen Sie im Kapitel
Software-Referenz im Abschnitt
nach und über den Umgang mit den Dialogfeldern
informieren Sie sich in
im Abschnitt Menü "STEUERUNG"
→→
→ "ACHSEN".
→→
Parameter-Referenz
Programmieren mit SyncPos
→→
→ "PARAMETER"
→→
30
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 31

Programmierbarer SyncPos Motion Controller
nn
n SyncPos Parameter einstellen: Encoder
nn
ENCODERTYPE (27)
Stellen Sie den Typ des verwendeten Drehgebers
ein:
0 = inkremental
1 = absoluter Encoder, Standard ca. 262 kHz
2 = absoluter Encoder, ca. 105 kHz
3 = absoluter Encoder ohne Überlauf (linear),
jedoch mit Fehlerkorrektur, ca. 262 kHz
4 = absoluter Encoder ohne Überlauf (linear),
jedoch mit Fehlerkorrektur ca. 105 kHz
100 … 104 = wie 0 … 4, jedoch mit Überwachung
des Encoders.
ENCODER (2)
Die Auflösung des Drehgebers (Geberstrichzahl)
geben Sie in Pulsen pro Umdrehung ein.
Die folgenden zwei Parameter sind nur für Anwendungen mit Synchronisation relevant:
MENCODERTYPE (67)
Stellen Sie den Drehgebertyp des Masters ein:
0 = inkremental
1 = absoluter Encoder, Standard ca. 262 kHz
2 = absoluter Encoder, ca. 105 kHz
6 = Software-Simulation des Masters
100 … 102 = wie 0 … 2, jedoch mit Überwachung
des Encoders
RAMPMIN (31)
kürzeste Rampekürzeste Rampe
Die
kürzeste Rampe gibt die Zeit von 0 bis zur
kürzeste Rampekürzeste Rampe
Maximalgeschwindigkeit und umgekehrt an.
Alle Beschleunigungs- und Bremsbefehle (ACC,
DEC) beziehen sich auf diesen Wert.
nn
n SyncPos Parameter einstellen: Homefahrt
nn
Bei Standard-Synchronisationen und Anwendungen
mit Absolut-Drehgebern ist keine Homefahrt notwendig.
Bei Inkrementalgebern benötigt der Regler aber
beim Einschalten eine Homefahrt. Dabei wird über
einen Referenzschalter definiert, an welcher Stelle
die Position 0 liegen soll und wie sich der VLT bei
einer Homefahrt verhalten soll: Die Einträge sind von
der Anwendung abhängig.
HOME_VEL (7)
HomeHome
--
GescGesc
Die
Home
HomeHome
Maximale GeschwindigkeitMaximale Geschwindigkeit
die
Maximale Geschwindigkeit des Antriebes ein-
Maximale GeschwindigkeitMaximale Geschwindigkeit
gegeben. Die Werte finden Sie in der Beschreibung
des Motors.
nn
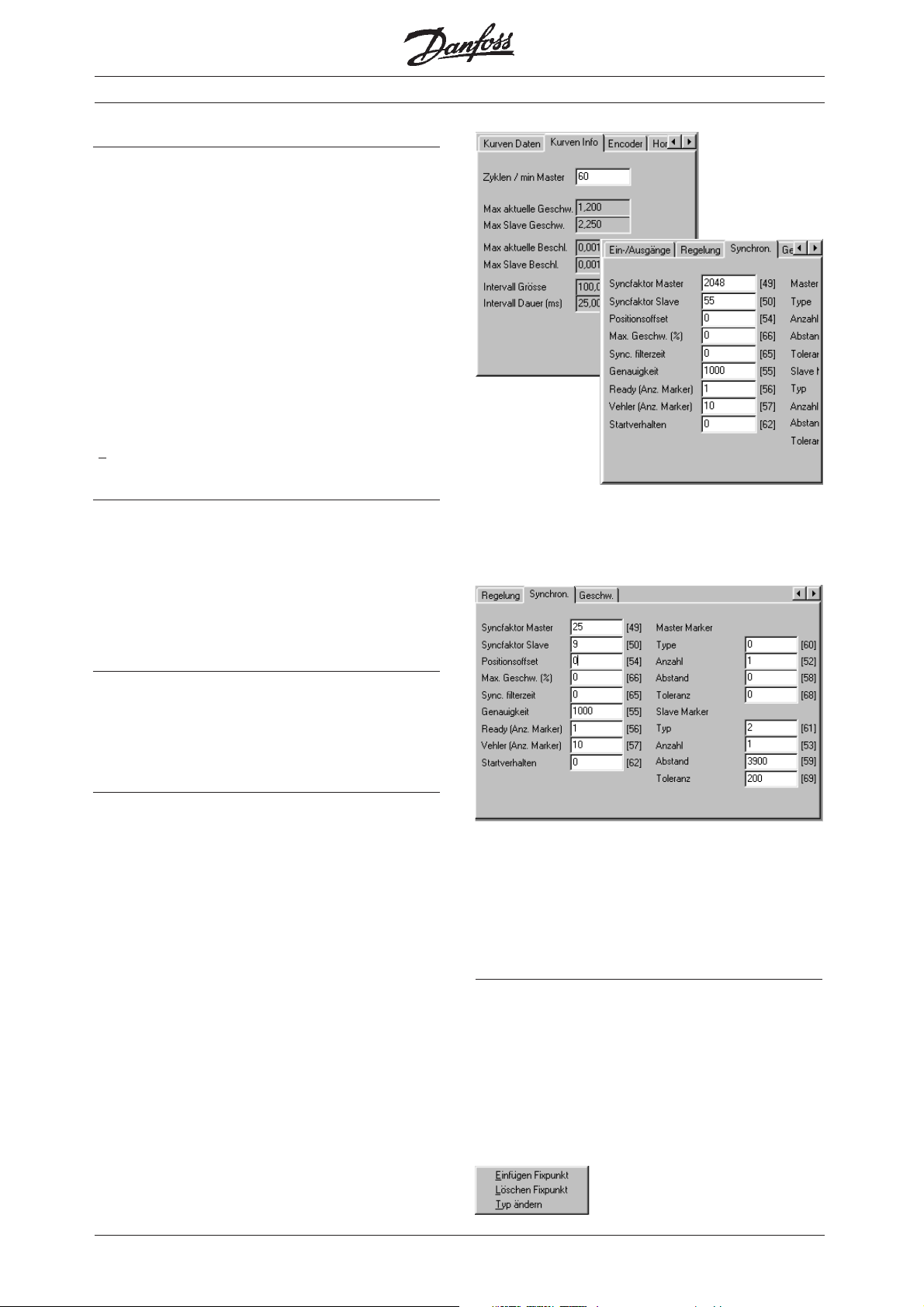
n SyncPos Parameter einstellen: Synchronisierung
nn
hwindigkeithwindigkeit
-
Gesc
hwindigkeit wird in % bezogen auf
--
GescGesc
hwindigkeithwindigkeit
Schritt für Schritt den SyncPos Motion Controller in Betrieb nehmen
MENCODER (30)
Die Auflösung des Drehgebers des Masters geben
Sie in Pulsen per Umdrehung ein.
nn
n SyncPos Parameter einstellen: Geschwindigkeit
nn
Die beiden nächsten Parameter finden Sie in der
Parametergruppe
"STEUERUNG"
VELMAX (1)
MaximalgescMaximalgesc
Maximalgesc
MaximalgescMaximalgesc
der der Drehgeber angeschlossen ist.
ACHTUNG!
Zum Synchronisieren muss mindestens die
Maximalgeschwindigkeit des Masters eingestellt werden.
Für eine Positionssynchronisation muss sie sogar
höher sein als die Maximalgeschwindigkeit des
Masters, damit der Slave die Position des Masters
wieder aufholen kann.
Alle Geschwindigkeitsbefehle (VEL, CVEL) beziehen
sich auf diesen Wert
Geschwindigkeit Geschwindigkeit
Geschwindigkeit im Menü
Geschwindigkeit Geschwindigkeit
→→
→ "PARAMETER"
→→
hwindigkeithwindigkeit
hwindigkeit in U/min der Achse, an
hwindigkeithwindigkeit
→→
→ "ACHSEN":
→→
Folgende zwei Parameter müssen nur für Anwendungen mit Synchronisation eingestellt werden:
Öffnen Sie im Menü "STEUERUNG" →
"PARAMETER" → "ACHSEN" die Parametergruppe
Synchronisierung.
Wenn externe Markersignale benutzt werden, können
Sie den Markerabstand mit dem Programm "Marker
count" (siehe Programmbeispiel im Kapitel 7)
messen, falls er nicht bekannt ist.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 31
Page 32

Programmierbarer SyncPos Motion Controller
SYNCFACTM (49) und SYNCFACTS (50)
SyncSync
hronishronis
Die
Sync
SyncSync
gleichen unterschiedliche Getriebefaktoren aus bzw.
passen die Slavegeschwindigkeit im Verhältnis zur
gegebenen Mastergeschwindigkeit an.
Beispiel: Die Geberstrichzahl von beiden Drehgebern ist 1024 (Pulse pro Umdrehung),
der Masterantrieb läuft mit 305 U/min und
der Slave mit 1220 U/min.
Dann beträgt SYNCFACTM = 305 und
Alternativ: SYNCFACTM = 1
Alle nun folgenden Parameter müssen nur für Anwendungen mit Synchronisation mit Markerkorrektur
(SYNCM Befehl) eingestellt werden:
SYNCMARKM (52) und SYNCMARKS (53)
Anzahl der Markerpulse des Masters und des
Slaves.
SYNCMARKM und SYNCMARKS werden als Verhältnis zwischen der Anzahl der Markersignale des
Masters und des Slaves eingegeben. Ein Verhältnis
von 1:1 bedeutet, dass jeder Slavemarker mit jedem
Mastermarker abgeglichen wird. Ein Verhältnis von
2:1 bedeutet, dass jeder Slavemarker auf jeden
zweiten Mastermarker abgestimmt wird.
Schritt für Schritt den SyncPos Motion Controller in Betrieb nehmen
ationsfaktoren ationsfaktoren
hronis
ationsfaktoren für Master und Slave
hronishronis
ationsfaktoren ationsfaktoren
SYNCFACTS = 1220
SYNCFACTS = 4
nn
n Drehgeberanschluss und Motordrehrichtung
nn
prüfen
Schließen Sie nun – falls noch nicht geschehen –
den Drehgeber an und testen Sie den Drehgeber.
ACHTUNG!
Schalten Sie aber die Versorgungsspannung aus, bevor Sie den Drehgeber
anschließen.
Klicken Sie in der Menüleiste auf "DATEI" und
"ÖFFNEN" Sie
für die Inbetriebnahme
Drehg-Drehg-
Drehg-
Drehg-Drehg-
S.mS.m
S.m, das erste Testprogramm
S.mS.m
..
.
..
SYNCMPULSM (58) und SYNCMPULSS (59)
Wenn man den Encoder Indeximpuls als Markersignal benutzt, beträgt der Abstand zwischen
zwei Markern die Auflösung (qc) des Drehgebers.
SYNCMTYPM (60) und SYNCMTYPS (61)
Markertyp für Master und Slave
Master Markersignal: Input 5
Slave Markersignal: Input 6
Wählen Sie den Signaltyp für Master und Slave:
0 = Indexpuls (positive Flanke)
1 = Indexpuls (negative Flanke)
2 = Externer Marker (positive Flanke)
3 = Externer Marker (negative Flanke
Klicken Sie im Menü "ENTWICKLUNG" auf
"AUSFÜHREN"
gramm. Wenn der Motor zum Beispiel im Local
Mode (Parameter 002) vorwärts läuft, dann müssen
die Positionen positiv gezählt werden. Falls die
Positionen negativ gezählt werden, müssen Sie die
A- und B-Kanäle des Drehgebers oder zwei Motorphasen tauschen.
Im Kommunikationsfenster wird die Position 0
gemeldet.
Wenn Sie jetzt mit der Hand den Motor drehen (der
Motor darf nicht angeschlossen sein!) können Sie
prüfen, ob der Drehgeber funktioniert: Im Kommunikationsfenster werden laufend die Positionen gemeldet. Bei einer vollen Umdrehung sollten Sie den
4-fachen Wert der Drehgeberauflösung erhalten, also
2000 wenn die Geberstrichzahl 500 ist.
und starten Sie so das Testpro-
32
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 33

Programmierbarer SyncPos Motion Controller
Drehgeber prüfen bei einer Mastersynchronisation
Bei einer Anwendung mit Mastersynchronisation
ändern Sie das Testprogramm wie folgt:
Ersetzen Sie den Befehl APOS durch MAPOS. Wenn
nun der Master vorwärts läuft, müssen die Masterpositionen ebenfalls positiv gezählt werden.
Falls die Positionen negativ gezählt werden, müssen
Sie die A- und B-Kanäle des Masters tauschen.
Drehrichtung prüfen
Auch hierfür ist der VLT-Parameter 002 einzustellen
und der Motor mit lokalem Sollwert (Par. 003) zu
fahren.
Durch Drehen an der Welle kann festgestellt werden,
ob die Drehrichtung korrekt ist. Bei einer Rechtsdrehung von vorne auf das Wellenende gesehen, muss
der Drehgeber hoch zählen.
Andernfalls müssen die Geberspuren A und B sowie
und getauscht werden. Oft ist es auch einfacher, die zwei Motorphasen zu tauschen.
Oder Sie invertieren ganz einfach mit dem Parame-
Positive Drehrichtung Positive Drehrichtung
ter
Positive Drehrichtung POSDRCT(28) die Bewer-
Positive Drehrichtung Positive Drehrichtung
tung der Drehgeberinformation.
nn
n Fahrtest durchführen
nn
Schließen Sie nun den Motor an den VLT an und
stellen Sie sicher, dass der Motor völlig frei drehen
kann.
ACHTUNG!
Der Motor muss mit einem NOT-AUS versehen sein.
Klicken Sie auf "DATEI" und "ÖFFNEN"
F F
ahrtst-ahrtst-
ahrtst-
ahrtst-ahrtst-
S.mS.m
S.m.
S.mS.m
Datei
F
F F
Sie die
Schritt für Schritt den SyncPos Motion Controller in Betrieb nehmen
Drehgebertest beenden
Beenden Sie den Drehgebertest mit der
und schließen Sie das Testprogramm mit "DATEI"
→→
→ "SCHLIESSEN". Der erfolgreiche Drehgebertest
→→
ist Voraussetzung für die weitere Inbetriebnahme.
Wenn der Drehgeber nicht funktioniert …
... könnte dies an einem falschen Kabelanschluss
liegen. Messen Sie die Signale, die vom Drehgeber
kommen und vergleichen Sie diese mit den in der
Spezifikation geforderten Werten. Prüfen Sie, ob der
Anschluss genau gemäß der Applikation erfolgte.)
[ESC]-Taste
Klicken Sie auf "ENTWICKLUNG" und starten Sie mit
"AUSFÜHREN"
Der Fahrtest ist erfolgreich, wenn der Motor langsam
hin- und herfährt und die Position 500 gemeldet
wird.
Beenden Sie den Fahrtest mit [ESC] und
"SCHLIESSEN" Sie die "DATEI".
Motor fährt unkontrolliert los oder schwingt stark
unkontrolliert losfährt.
Wenn der Motor unkontrolliert losfährt, der Drehgebertest mit Prüfung der Drehrichtung des Motors
vorher aber erfolgreich war, müssen Sie den
Proportionalfaktor Proportionalfaktor
Proportionalfaktor (Parameter 702) verringern.
Proportionalfaktor Proportionalfaktor
(Siehe PID-Regelung optimieren.)
Motor bewegt sich nicht
Wenn sich der Motor überhaupt nicht bewegt, ist
wahrscheinlich der Proportionalwert des PID-Filters
zu gering oder der VLT nicht freigegeben.
Wenn sicher ist, dass der VLT freigegeben ist
(Klemme 27 = 24 V) und der VLT nicht am LCP gestoppt wurde, erhöhen Sie den
(Parameter 702). (Siehe PID-Regelung optimieren.)
oder
ACHTUNG!
Schalten Sie den Motor sofort mit NOT-AUS
aus, wenn er stark schwingt oder plötzlich
[F5]
das Testprogramm.
ProportionalfaktorProportionalfaktor
Proportionalfaktor
ProportionalfaktorProportionalfaktor
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 33
Page 34

Wenn der Motor stark schwingt …
... müssen Sie die
anderen Parameter des Reglers anpassen:
Reduzieren Sie den
oder erhöhen Sie den
Wenn Schleppfehler gemeldet wird
Wenn der Antrieb mit einer "Schleppfehler"-Meldung
stehen bleibt, können Sie durch den Vergleich der
Soll- und Istwertkurven ermitteln, ob der Antrieb in
die falsche Richtung gedreht hat.
Prüfen Sie die Motor- und Drehgeberanschlüsse.
Wenn die Anschlüsse richtig sind, müssen Sie den
TT
olerierten Positionsfehler olerierten Positionsfehler
T
olerierten Positionsfehler POSERR (15) erhöhen.
TT
olerierten Positionsfehler olerierten Positionsfehler
(Siehe PID-Regelung optimieren.)
PID-Regelung optimieren und die
Proportionalfaktor Proportionalfaktor
Proportionalfaktor KPROP (11)
Proportionalfaktor Proportionalfaktor
DifferentialfaktorDifferentialfaktor
Differentialfaktor KDER (12).
DifferentialfaktorDifferentialfaktor
Programmierbarer SyncPos Motion Controller
Schritt für Schritt den SyncPos Motion Controller in Betrieb nehmen
34
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 35

Programmierbarer SyncPos Motion Controller
nn
n PID-Regelung optimieren
nn
nn
n So funktioniert der Regelprozess
nn
Die im Kapitel
PC Software Benutzeroberfläche
erläuterte "TESTFAHRT" können Sie als Werkzeug
benutzen, um die SyncPos-Steuerungsparameter zu
optimieren und damit eine bestmögliche Leistung
des System zu erreichen. Dazu müssen Sie nur
einige Dinge über den Regelprozess von SyncPos
wissen.
Die SyncPos Positioniersteuerung besteht aus zwei
Teilen:
1. Der Sollwert-Generator wertet in SyncPos die
verschiedenen Positionierbefehle aus und erzeugt eine Reihe von Sollpositionen, die schon
in der gewünschten Position enden könnten.
Alle Positioniervorgänge weisen normalerweise
einen trapezförmigen Geschwindigkeitsverlauf
auf. Das bedeutet, dass nach einer Phase mit
konstanter Beschleunigung eine Phase mit konstanter Geschwindigkeit und zuletzt wiederum
eine Phase mit konstanter negativer Beschleunigung folgt, die in der gewünschten Zielposition
endet.
2. Die PID-Regelung erhält die Sollpositionen
vom Sollwert-Generator und berechnet in
Zyklen den Drehzahlsollwert, der für den Motor
benötigt wird, damit er die aktuelle Sollposition
erreicht.
Mit den Reglerparametern können Sie direkt
beeinflussen, wie stark und wie schnell einer
Abweichung von dem theoretischen Sollverlauf
entgegengewirkt werden soll.
Folgende Anzeichen deuten darauf hin, dass die
Reglerparameter nicht optimal eingestellt sind:
• Antrieb schwingt
• Antrieb ist sehr laut
• häufiges Auftreten von Schleppfehlern
• schlechte Regelgenauigkeit
ACHTUNG!
Die Reglerparameter sind lastabhängig.
Daher sollte der Antrieb unter den tatsächli-
chen Einsatzbedingungen optimiert werden.
In Ausnahmefällen kann es bei stark schwankenden
Lastverhältnissen notwendig sein, verschiedene
Sätze von Reglerparametern zu ermitteln und im
späteren Anwendungsprogramm in Abhängigkeit
vom Fahrvorgang umzuprogrammieren.
nn
n Bedeutung und Einfluss der Reglerparameter
nn
Die Lagereglereinheit der SyncPos-Option gibt die
notwendigen Ausgangsfrequenzen über einen internen Drehzahlsollwert an den VLT weiter. Dieser gesetzte Wert wird periodisch jede Millisekunde neu
berechnet (das Intervall kann mit dem Parameter
TIMER programmiert werden).
Die SyncPos-Option ist mit für die meisten Anwendungen passenden Regelparametern vorbereitet.
Die PID-Regelung arbeitet nach folgender Formel:
¬ = FFVEL * (Sollgeschwindigkeit)
= FFACC * (Sollbeschleunigung)
® = KPROP * (Positionsabweichung)
¯ = KINT * (Summe aller vorhergehenden Positions-
abweichungen) (begrenzt durch KILIM)
° = KDER * (Geschwindigkeit der Positionsab-
weichung)
± = ® + ¯ + ° (begrenzt durch BANDWIDTH)
CV
CA
AV ist die aktuelle Geschwindigkeit
AP ist die aktuelle Position (berechnet durch den
Drehgeber-Istwert) in qc (Quadcounts).
CP ist die aktuelle Sollposition in qc.
CV ist die Sollgeschwindigkeit in qc/ms.
Die Positionsabweichung wird durch CP–AP berechnet.
ACHTUNG!
Im Modus SYNCV arbeitet die PID-Regelung
mit einer Drehzahl- statt einer Positionsänderung. Die Drehzahländerung wird durch CV–AV
berechnet.
PID-Regelung optimieren
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 35
Page 36

Programmierbarer SyncPos Motion Controller
Zusammenfassung
Die Regelung in der SyncPos Optionskarte nutzt
zwei Strategien gleichzeitig:
1. Eine Feed-forward-Regelung mit offener Regelschleife. Da ein asynchroner Motor von vornherein schon ein gutes Open-loop bewirkt, ist
für die meisten Anwendungen die Feedforward-Regelung ein wichtiger Teil der Steuerung.
Die Benutzung der Feed-forward-Regelung för-
PID-Regelung optimieren
dert eine sehr schnelle und exakte Reaktion
auf die Änderungen der Sollposition.
2. Eine PID-Regelung mit geschlossener Regelschleife. Die PID-Regelung überwacht die Differenz zwischen der aktuellen Position und der
Sollposition. Basierend auf dieser Information
berechnet die PID-Regelung einen Sollwert um
die Positionsabweichung zu minimieren. Daher
ist die SyncPos-Option in der Lage, Änderungen der Last oder Reibung auszugleichen.
Die PID-Regelung ist auch notwendig, um
mögliche Positionsabweichungen auszugleichen, die durch eine ungenaue Open-loop
Feed-forward-Regelung verursacht werden.
Die Feed-forward-Regelung wird eingesetzt, um
Änderungen der Sollpositionen (besonders wichtig
für Synchronisations-Anwendungen) zu handhaben,
während die PID-Regelung benutzt wird, um Änderungen der Lastbedingungen oder Ungenauigkeiten
der Feed-forward-Regelung auszugleichen.
Proportionalfaktor KPROP (11)
ProportionalfaktorProportionalfaktor
Der
Proportionalfaktor wird mit der Positionsabwei-
ProportionalfaktorProportionalfaktor
chung multipliziert und das Ergebnis zum Sollwert
(dem internen Drehzahlsollwert für den VLT) addiert.
Da der berechnete Sollwertanteil proportional zur
Positionsabweichung (oder zum Positionsfehler) ist,
wird diese Art der Regelung proportionale Regelung
genannt.
ProportionalfaktorProportionalfaktor
Der
Proportionalfaktor ähnelt in seinem Verhalten
ProportionalfaktorProportionalfaktor
dem einer Feder, die um so weiter sie ausgedehnt
wird, eine um so stärkere Gegenkraft erzeugt.
Einfluss des Proportionalfaktors:
KPROP zu klein große Positionsabweichung
durch nicht kompensierbare Lastund Reibungsmomente;
KPROP größer schnellere Reaktion, kleinere
statische Positionsabweichung,
stärkeres Überschwingen, geringere Dämpfung;
KPROP zu groß starke Schwingungen, Instabilität;
Differentialfaktor KDER (12)
DifferentialfaktorDifferentialfaktor
Der
Differentialfaktor wird mit dem Differential der
DifferentialfaktorDifferentialfaktor
Positionsabweichung (der "Geschwindigkeit" der
Positionsabweichung) multipliziert und das Ergebnis
zum Sollwert addiert.
Differentialfaktor Differentialfaktor
Der
Differentialfaktor ähnelt in seinem Verhalten
Differentialfaktor Differentialfaktor
dem eines Dämpfers, der um so schneller er verstärkt wird, eine um so stärkere Gegenkraft erzeugt.
Daher erhöht der
Ihrem System.
Einfluss des Differentialfaktors:
KDER klein keine Wirkung;
KDER größer bessere Dämpfung, geringeres
KDER zu groß starke Schwingungen, Instabilität;
Integralfaktor KINT (13)
Die Summe aller Fehler wird jedes Mal berechnet,
wenn der Sollwert erneuert wird. Der
wird dann mit der Summe aller Positionsfehler multipliziert und zum gesamten Sollwert addiert. Stellen
Sie daher sicher, dass Sie den Integralanteil nutzen,
wenn in Ihrer Anwendung statische Positionsabweichungen
Statische Positionsabweichungen werden dadurch
ausgeglichen, dass der aufaddierte Regelfehler so
lange anwächst bis der Sollwert eventuell mit der
Last übereinstimmt.
Durch das
addierte Regelfehler begrenzt werden (anti-wind-up).
Einfluss des Integralfaktors:
KINT sehr klein statische Positionsabweichung
KINT größer schnellere Regelung der stati-
KINT zu groß starkes Schwingen, Instabilität;
Differentialfaktor Differentialfaktor
Differentialfaktor die Dämpfung in
Differentialfaktor Differentialfaktor
Überschwingen;
falls gleichzeitig KPROP erhöht
wird: schnellere Reaktion auf
Regelabweichung bei gleich
starken Schwingungen;
InteInte
gralfaktorgralfaktor
Inte
gralfaktor
InteInte
gralfaktorgralfaktor
auftreten.
InteInte
grationslimit grationslimit
Inte
grationslimit kann der maximale auf-
InteInte
grationslimit grationslimit
wird sehr langsam zu Null ausgeregelt;
schen Positionsabweichung zu
Null, stärkeres Überschwingen;
36
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 37

Programmierbarer SyncPos Motion Controller
Integrationslimit KILIM (21)
InteInte
Das
durch den Integralfaktor erzeugt wird. Dadurch läßt
sich das sogenannte "wind-up"-Problem verhindern,
das typischerweise bei Anwendungen auftritt, bei
denen der gesamte Sollwert (der interne Drehzahlsollwert) so groß wird, dass es lange dauert, bis er
wieder heruntergeregelt werden kann.
Das
die Motorspannung abgeschaltet ist und die Optionskarte den VLT steuert. Wenn man die Motorspannung
während einer kleinen Positionsabweichung abschaltet (durch das Setzen der Klemme 27 auf low),
kann ein enorm großer Sollwert entstehen, sobald
die Motorspannung wieder anliegt.
Geschwindigkeits-Feed-forward FFVEL (36)
Der
Skalierungsfaktor, der mit dem Differential der Sollpostion (der Geschwindigkeit der Sollposition) multipliziert wird. Das Ergebnis wird zum gesamten Sollwert addiert.
Dieser Faktor ist besonders bei solchen Anwendungen nützlich, bei denen es eine gute Wechselbeziehung zwischen dem Sollwert (dem VLT Drehzahlsollwert) und der Drehzahl des Motors gibt. Und das
ist in den meisten Anwendungen mit einem asynchronen Motor der Fall.
grationslimitgrationslimit
Inte
grationslimit begrenzt den Sollwert der
InteInte
grationslimitgrationslimit
InteInte
grationslimitgrationslimit
Inte
grationslimit ist auch sehr hilfreich, wenn
InteInte
grationslimitgrationslimit
GescGesc
hwindigkeitshwindigkeits
Gesc
hwindigkeits
GescGesc
hwindigkeitshwindigkeits
--
FeedFeed
--
forwardforward
-
Feed
-
forward Faktor ist ein
--
FeedFeed
--
forwardforward
Abtastzeit des gesamten Regelalgorithmus
TIMER (14)
Für besonders träge Systeme können Sie das gesamte Regelsystem verlangsamen, indem Sie für die
Abtastzeit Vielfache von 1 ms eingeben. Allerdings
gilt zu beachten, dass eine solche Änderung Einfluss
auf sämtliche Regelparameter hat!
Daher sollte normalerweise von dem Wert 1 ms
nicht abgewichen werden.
BANDWIDTH (35)
Bandbreite Bandbreite
Eine
Bandbreite von 1000 bedeutet, dass die Soll-
Bandbreite Bandbreite
werte zu 100 % ausgeführt werden, also
ProportionalProportional
Proportional- und
ProportionalProportional
wirken.
Wenn Sie aber ein schwingungsgefährdetes System
betreiben, zum Beispiel einen Kran mit schweren
Lasten, können Sie die Bandbreite, in der der PIDRegler wirken soll, begrenzen. Ein BANDWIDTH von
300 bewirkt zum Beispiel eine Begrenzung auf 30
%: Das Aufschaukeln einer Schwingung wird dadurch verhindert, dass die Regelung nur mit 30 %
des berechneten Sollwertes ausgeführt wird.
Allerdings müssen Sie dann die Feed-forward-Anteile
benutzen, um eine entsprechende Regelung zu erreichen.
InteInte
gralfaktor gralfaktor
Inte
gralfaktor wie definiert
InteInte
gralfaktor gralfaktor
DifferentialDifferential
Differential-,
DifferentialDifferential
PID-Regelung optimieren
ACHTUNG!
Die Skalierung des Parameters FFVEL ist von
dem korrekten Setzen des maximalen Sollwertes (VLT Parameter #205) und der SyncPos Parameter VELMAX (1) und ENCODER (2) abhängig.
Beschleunigungs-Feed-forward FFACC (37)
BescBesc
Der
dem zweiten Differential der Sollposition (die Beschleunigung der Sollposition) multipliziert und das
Ergebnis zum Sollwert addiert. Dieser Faktor sollte
benutzt werden, um den Drehmoment auszugleichen, der zum Beschleunigen und Bremsen des
Trägheitsmomentes benutzt wird.
Sie sollten deshalb den FFACC Faktor entsprechend
vergrößern, wenn Sie den SyncPos Parameter
Kürzeste RampeKürzeste Rampe
Kürzeste Rampe (31) verringern und umgekehrt.
Kürzeste RampeKürzeste Rampe
hleunigungshleunigungs
Besc
hleunigungs
BescBesc
hleunigungshleunigungs
ACHTUNG!
Die Skalierung des FFACC Faktors hängt von
der eingestellten
--
FeedFeed
--
forwardforward
-
Feed
-
forward Faktor wird mit
--
FeedFeed
--
forwardforward
Kürzesten RampeKürzesten Rampe
Kürzesten Rampe (31) ab.
Kürzesten RampeKürzesten Rampe
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 37
Page 38

Programmierbarer SyncPos Motion Controller
nn
n Schritt für Schritt die Reglerparameter optimieren
nn
Am besten nutzen Sie dazu auch die Funktionen im
Menü "TESTFAHRT";
Darstellung der
zu beurteilen und zu optimieren.
Sie sollten jedoch immer nur einen Wert ändern und
die Besserung mit einer Testfahrt ermitteln.
es hilft durch die grafische
Soll- und Istkurven die PID-Regelung
PID-Regelung optimieren
Klicken Sie auf "STEUERUNG"
"ACHSEN" und wählen Sie den VLT aus, den Sie
gerade einstellen.
Regelverhalten festlegen
Bevor Sie die Reglerparameter anpassen, legen Sie
fest, welches Regelverhalten erzielt werden soll.
ACHTUNG!
Die Antriebselemente dürfen auf keinen Fall
außerhalb der technischen Spezifikation betrieben werden; damit wird die Maximalbeschleunigung vom „schwächsten“ Antriebselement bestimmt.
• „Steife“ Achse: Eine möglichst schnelle Reaktion wird hauptsächlich durch den
faktor faktor
faktor beeinflusst. Das Ergebnis beurteilen Sie
faktor faktor
anhand der Geschwindigkeitsgrafik.
• Die Dämpfung der Schwingungen wird hauptsächlich durch den
flusst. Das Ergebnis ist am besten in der Geschwindigkeitsgrafik zu beurteilen.
• Keine bleibende (statische) Positionsabweichung wird hauptsächlich durch den
faktorfaktor
faktor erreicht und am besten anhand der
faktorfaktor
Positionsgrafik beurteilt.
Zehn Schritte zur optimalen Regelung
Folgende Vorgehensweise optimiert Ihre Steuerung
für meisten Anwendungen:
1. Stellen Sie sicher, dass Sie die korrekten Werte
für den VLT Parameter #205 festgelegt haben
und ebenso für die SyncPos Parameter
VELMAX (1), ENCODER (2) und RAMPMIN (31).
Falls Sie diese Einstellungen später einmal ändern, kann es sein, dass Sie die Steuerung erneut optimieren müssen.
→→
→ "PARAMETER"
→→
ProportionalProportional
Proportional
ProportionalProportional
DifferentialfaktorDifferentialfaktor
Differentialfaktor beein-
DifferentialfaktorDifferentialfaktor
InteInte
Inte
InteInte
gralgral
gral
gralgral
→→
→
→→
2. Setzen Sie POSERR (15) sehr hoch, zum Beispiel auf 1000000, um zu verhindern, dass
während der folgenden Testfahrten der Fehler
O_ERR 8 auftritt.
ACHTUNG!
Sie dürfen POSERR aber nur so hoch
setzen, wie es Ihre Anlage erlaubt (z.B.
frei drehender Antrieb), denn bei diesen Werten
ist die Schleppfehlerüberwachung außer Kraft
gesetzt.
3. Optimieren Sie die Regelung des Geschwindigkeits-Feed-forwards:
Schritt 1)
Führen Sie eine "TESTFAHRT" mit den Parametern KPROP=0, KDER=0, KINT=0, FACC=0
und FFVEL=100 durch.
Schritt 2)
Beurteilen Sie das Geschwindigkeitsprofil.
Wenn die aktuelle Geschwindigkeitskurve niedriger ist, als der Sollkurve, klicken Sie auf "WIE-
TT
DERHOLEN" und erhöhen im Dialogfeld
fahrt-fahrt-
PP
arameterarameter
fahrt-
P
arameter den Parameter FFVEL.
fahrt-fahrt-
PP
arameterarameter
Wenn die aktuelle Geschwindigkeitskurve aber
höher als die geforderte Sollkurve ist, verringern Sie natürlich FFVEL.
Schritt 3)
Führen Sie sukzessive Testfahrten durch, bis
--
-
--
--
-
--
die zwei Geschwindigkeitskurven in der Grafik
den gleichen Maximalwert aufweisen.
Schritt 4)
FFVEL ist nun optimiert; sichern Sie diesen aktuellen Wert.
4. In Systemen mit einem großen Trägheitsmoment und/oder schnellen Änderungen der
Sollgeschwindigkeit ist es sinnvoll, den Beschleunigungs-Feed-forward zu nutzen (stellen
Sie sicher, dass die Last angeschlossen ist,
wenn Sie diesen Parameter optimieren):
Schritt 1)
Führen Sie eine "TESTFAHRT" mit KPROP=0,
KDER=0, KINT=0, FFACC=0 und FFVEL mit
dem bereits optimierten Wert durch. Verwenden
Sie die höchstmögliche Beschleunigung.
Falls RAMPMIN (31) korrekt eingestellt ist, sollte
für die Beschleunigung und das Bremsen
jeweils ein Wert von 100 ausreichend sein.
Beginnen Sie mit einem niedrigen Wert für
FFACC, etwa 10.
T
est-
TT
est-est-
est-est-
38
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 39

Programmierbarer SyncPos Motion Controller
Schritt 2)
Beurteilen Sie die Geschwindigkeitsgrafik.
Wenn während der Beschleunigung die
aktuelle Geschwindigkeit konstant geringer als
die Sollgeschwindigkeit ist, klicken Sie auf
"WIEDERHOLEN" und geben Sie einen
höheren Wert für FFACC ein. Wiederholen Sie
dann die "TESTFAHRT".
Schritt 3)
Führen Sie sukzessive Testfahrten durch, bis
die zwei Geschwindigkeitskurven in der Grafik
die gleichen Beschleunigungs- und Bremsrampen aufweisen.
Schritt 4)
FFACC ist nun optimiert, sichern Sie den aktuellen Wert.
5. Als Nächstes muss der maximal mögliche stabile Wert für den
Reglers gefunden werden.
Schritt 1)
Führen Sie eine "TESTFAHRT" mit den Parametern KPROP=30, KDER=0 und KINT=0
durch. Benutzen Sie für FFACC und FFVEL die
bereits gefundenen optimieren Werte.
Schritt 2)
Betrachten Sie die Geschwindigkeitskurve.
Wenn sie nicht schwingt, klicken Sie auf "WIEDERHOLEN" und erhöhen Sie KPROP.
Schritt 3)
Führen Sie sukzessive Testfahrten durch, bis
die aktuelle Geschwindigkeitskurve leicht
schwingt.
Schritt 4)
Verringern Sie diesen 'leicht unstabilen' Wert
von KPROP auf etwa 70 %. Sichern Sie diesen
neuen Wert.
ProportionalfaktoProportionalfakto
Proportionalfaktor des PID-
ProportionalfaktoProportionalfakto
7. In jedem System, in dem eine Statische Positionsabweichung zu Null ausgeregelt werden
InteInte
soll, muss der
Um diesen Parameter zu setzen, müssen Sie
zwischen dem schnellen Erreichen der geforderten Regelung zu Null der Statischen
Positionsabweichung (was gut ist) und dem
Anwachsen des Überschwingens und der
Schwingungen im System (was schlecht ist)
abwägen.
8. Wenn Sie den
benutzen, vergessen Sie nicht KILIM so stark
wie möglich zu reduzieren (natürlich ohne den
KINT-Effekt zu verlieren), um die Schwingungen und das Überschwingen so gut wie möglich zu verringern.
9. Verringern Sie BANDWIDTH so stark möglich.
Mit einer korrekten optimierten offenen Regelschleife kann BANDWIDTH auf mindestens
6 oder 12 % verringert werden.
10. Setzen Sie POSERR (15) wieder auf einen normalen Wert von zum Beispiel 20000.
Testfahrtparameter → "SICHERN"
Wenn Sie die "TESTFAHRT" abgeschlossen haben
→→
→ "SICHERN"
→→
zerparameter
und künftig für alle Programme genutzt.
Sie die
. .
. Damit werden sie im VLT gespeichert
. .
gralfaktor gralfaktor
Inte
gralfaktor benutzt werden.
InteInte
gralfaktor gralfaktor
InteInte
gralfaktor gralfaktor
Inte
gralfaktor der PID-Regelung
InteInte
gralfaktor gralfaktor
neuen Parameter als Benut-
PID-Regelung optimieren
6. Um die Schwingungen, die durch den KPROP
erzeugt werden, zu dämpfen, sollten Sie nun
Differentialfaktor Differentialfaktor
den
Differentialfaktor optimieren.
Differentialfaktor Differentialfaktor
Schritt 1)
Führen Sie eine "TESTFAHRT" mit KINT=0,
KDER=200 durch. Setzen Sie FFVEL, FFACC
und KPROP auf die bereits gefundenen optimierten Werte.
Schritt 2)
Führen Sie sukzessive Testfahrten mit ansteigenden Werten für den KDER Faktor durch. Zuerst werden die Schwingungen schrittweise geringer. Hören Sie auf KDER zu erhöhen, sobald
die Schwingungen beginnen, stärker zu werden.
Schritt 3)
Sichern Sie den letzten Wert von KDER.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 39
Page 40

n Was tun wenn ...
... Neigung zur Instabilität besteht
Bei einer verstärkten Neigung zur Instabilität reduzieren Sie wieder den
tialfaktortialfaktor
tialfaktor, bzw. setzen den
tialfaktortialfaktor
... stationäre Genauigkeit gefordert wird
Wenn eine stationäre Genauigkeit gefordert wird,
müssen Sie den Integralanteil erhöhen.
PID-Regelung optimieren
... Schleppabstand überschritten wird
Wenn die Testfahrt ständig durch die Meldung
„Schleppabstand überschritten“ unterbrochen wird,
setzen Sie den Parameter für den
PositionsfehlerPositionsfehler
Positionsfehler POSERR (15) – innerhalb der tole-
PositionsfehlerPositionsfehler
rierbaren Grenze – so groß wie möglich.
Wenn die Schleppfehler während der Beschleunigungsphase auftreten, deutet das darauf hin, dass
bei den vorhandenen Lastverhältnissen die eingestellte Beschleunigung nicht erreicht werden kann.
Erhöhen Sie den
POSERR (15) oder ermitteln Sie eine dem Gesamtsystem angepasste Maximalbeschleunigung.
Treten Schleppfehler erst nach der Beschleunigungsphase auf und lassen sich auch durch das
TT
Erhöhen des
zögern aber nicht eliminieren, deutet das darauf hin,
dass eine zu hohe Maximaldrehzahl gewählt wurde.
Ermitteln Sie eine dem Gesamtsystem angepasste
Maximalgeschwindigkeit.
olerierter Positionsfehlersolerierter Positionsfehlers
T
olerierter Positionsfehlers nur ver-
TT
olerierter Positionsfehlersolerierter Positionsfehlers
ProportionalProportional
Proportional- und
ProportionalProportional
InteInte
gralfaktor gralfaktor
Inte
gralfaktor zurück.
InteInte
gralfaktor gralfaktor
TT
oleriertenolerierten
T
olerierten
TT
oleriertenolerierten
TT
olerierten Positionsfehlerolerierten Positionsfehler
T
olerierten Positionsfehler
TT
olerierten Positionsfehlerolerierten Positionsfehler
DifferenDifferen
Differen
DifferenDifferen
Programmierbarer SyncPos Motion Controller
nn
n Beispiele zur Regleroptimierung
nn
Dämpfung der Schwingungen
--
-
--
Der Antrieb schwingt:
... die maximale Beschleunigung nicht erreicht wird
Die technischen Daten des Antriebes sind im allgemeinen nur für ein freidrehendes Wellenende gültig.
Bei einem belasteten Antrieb verringert sich die
maximale Beschleunigung.
Die theoretische Maximalbeschleunigung wird auch
dann nicht erreicht, wenn zum Beispiel die PIDRegelung zu gering ist oder der VLT/Motor nicht
passt und daher nicht genügend Spitzenstrom während der Beschleunigung liefert.
Durch Erhöhen des
Reduzieren des
das Schwingen während der Fahrt und beim
Abbremsen verringert
Differentialfaktors Differentialfaktors
Differentialfaktors auf 5000 und
Differentialfaktors Differentialfaktors
Proportionalfaktors Proportionalfaktors
Proportionalfaktors auf 3000 wird
Proportionalfaktors Proportionalfaktors
..
.
..
40
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 41

Programmierbarer SyncPos Motion Controller
Allerdings reagiert der Antrieb jetzt etwas träge auf
die Geschwindigkeitsänderung, wodurch am Anfang
der Beschleunigungsphase eine Abweichung von
der Sollkurve auftritt:
PID-Regelung optimieren
Durch Reduzieren der Geschwindigkeit auf 90 % der
Maximalgeschwindigkeit und Erhöhen der Beschleunigung und Verzögerung auf 900 % erreicht der
Antrieb die geforderten 2,47 Be/ms.
Bestimmung der Maximalgeschwindigkeit bzw.
Maximaldrehzahl
Mit diesen Testparametern erreicht der Antrieb die
Maximalgeschwindigkeit nicht und beginnt daher
auch zu spät zu Bremsen, da er versucht die Sollposition zu erreichen:
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 41
Page 42

Programmierbarer SyncPos Motion Controller
nn
n Kurvenscheibensteuerung (CAM-Mode) und
nn
Nockenschaltwerk
nn
n So funktioniert eine Kurvenscheibensteuerung mit
nn
SyncPos
Um Kurvenscheibensteuerungen zu realisieren, benötigen Sie je nach Anwendung mindestens eine
Kurve, die die Slave-Position in Abhängigkeit von der
Master-Position sowie das Ein- und Auskuppelverhalten beschreibt. Natürlich sind für eine Kurvenscheibensteuerungen weit mehr Parameter erforder-
Kurvenscheibensteuerung
lich, die zusammen mit den Fixpunkten der Kurve
ein Kurvenprofil ergeben.
Die Synchronisation im CAM-Mode (SYNCC) können Sie auch mit Markerkorrektur durchführen
(SYNCCMM und SYNCCMS). Dies wäre zum Beispiel erforderlich, wenn die Produkte unregelmäßig
auf einem Band transportiert werden oder wenn
addierende Fehler ausgeglichen werden müssen.
Prinzipskizze
Links die mechanische Kurvenscheibe und die
mechanische Nockenwelle, rechts die Kurven für
die elektronische Kurvenscheibensteuerung und das
elektronische Nockenschaltwerk:
Interpolation
Der CAM-Editor berechnet aus den Fixpunkten die
Kurve mit Hilfe einer Spline-Interpolation. Diese ist
auf minimalen Drehmoment optimiert. Um Drehzahlsprünge bei mehrmaligem Kurvendurchlauf zu verhindern, wird die Geschwindigkeit am Anfang und
Ende gleichgesetzt. Für diese Berechnung können
Sie zwischen zwei Kurventypen wählen. In beiden
Typen berücksichtigt die Interpolation die Steigung
der Kurve am Anfang und Ende: Bei Kurventyp 0
wird die Steigung am Anfang und Ende gemittelt, bei
Kurventyp 1 wird die Steigung am Anfang der Kurve
auch für das Ende der Kurve benutzt.
Tangentenpunkte für Geradestücke
Für Bereiche, in denen die Geschwindigkeit konstant
und die Beschleunigung 0 sein muss, benutzen Sie
Tangentenpunkte. Zwischen diesen Punkten wird
statt eines Splines eine Gerade gelegt.
Genauigkeit
Die Fixpunkte werden direkt als Interpolationspunkte
übernommen, sofern dies der Intervallabstand zulässt. Der CAM-Editor führt zwischen den Interpolationspunkten eine lineare Interpolation durch. Wird
durch den gewählten Intervallabstand ein Fixpunkt
nicht getroffen, ist der entsprechende Slave-Sollwert
in der Interpolationstabelle nicht vorhanden. Wenn
→→
Sie
können Sie solche Abweichungen vermeiden.
→
"AUSRICHTEN AN GITTER" aktivieren,
→→
Für die Erstellung des Kurvenprofils nutzen Sie den
→→
→ "CAM-EDITOR", in den Sie zuerst die bereits ein-
→→
gestellten VLT-Parameter laden. Dann setzen Sie die
Fixpunkte der Kurve und definieren die für Ihre Anwendung erforderlichen Parameter. Alle Werte können Sie in physikalischen oder benutzerdefinierten
Einheiten unter einer Windows-Oberfläche eingeben.
Das Kurvenprofil können Sie ständig grafisch kontrollieren und so Geschwindigkeit und Beschleunigung der Slave-Achse prüfen.
Interne Realisierung als Array
Intern werden die Kurvenprofile als Arrays realisiert,
die Sie mit einer DIM-Anweisung und dem Befehl
SETCURVE aufrufen.
42
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 43

Programmierbarer SyncPos Motion Controller
nn
n Schnellkurs für Ungeduldige
nn
1. → "CAM-EDITOR" starten und VLT-Parameter als
cnf-Datei in CAM-Editor laden: "DATEI" →
"LADEN CNF".
2. Getriebefaktoren eingeben bzw. Benutzereinheiten MU und BE festlegen.
3. Mindestens drei → "FIXPUNKTE" für Master und
Slave in der gleichnamigen Registerkarte
eingeben.
4. → "START-STOP-PUNKTE" für das Ein- und
Auskuppeln eingeben.
5. In der Registerkarte "KURVEN-DATEN" die
"ANZAHL INTERVALLE" für eine Masterzykluslänge definieren. Die → "INTERVALLZEIT" in der
Registerkarte "KURVEN-INFO" sollte nicht
kleiner als 20 ms sein.
→→
→
→→
nn
n Beispiel: Kartons mit Haltbarkeitsdatum stempeln
nn
Das folgende Beispiel zeigt Ihnen, wie Sie Schritt für
Schritt die Kurve für diese Anwendung der Kurvenscheibensteuerung editieren und anschließend in Ihr
Steuerungsprogramm einbinden.
Eine Walze soll auf Kartons eine 10 cm lange Aufschrift stempeln. Der Stempel entspricht einem
Walzenabschnitt von 120 Grad. Pro Minute werden
60 Kartons auf dem Band transportiert. Die Kartons
werden exakt in immer gleichem Abstand (z.B.
durch ein mechanisches Raster) auf dem Band
transportiert. Während des Bedruckens müssen
Stempelwalze und Karton synchron laufen:
Kurvenscheibensteuerung
6. In der Registerkarte "KURVEN-DATEN"
"SLAVE-STOP-POSITION" definieren.
7. In der Registerkarte "KURVEN-INFO" die Anzahl
der → "ZYKLEN / MIN MASTER" eingeben.
8. Mit Hilfe der grafischen Darstellung die Geschwindigkeit und Beschleunigung des Slaves
prüfen.
9. Kurve als cnf-Datei → "SPEICHERN" und in
den VLT laden.
die
→→
→
→→
Schritt für Schritt die Kurve editieren
1. VLT mit den erforderlichen Parameter einstellen
und diese Benutzerparameter mit
"PARAMETER" → "SPEICHERN IN DATEI" mit
der Extension „cnf“ sichern.
2. Starten Sie den → "CAM-EDITOR" und laden Sie
diese cnf-Datei mit "DATEI" → "LADEN CNF".
3. Ermitteln Sie den Getriebefaktor des Masters in
MU-Einheiten:
Die Eingabe soll in 1/10 mm Auflösung möglich
sein.
Der Antrieb ist mit dem Transportband mit einer
Getriebeübersetzung von 25:11 verbunden; das
heißt der Motor macht 25, das Zahnriemenrad
11 Umdrehungen.
Getriebefaktor = 25/11
Inkrementaldrehgeber direkt am Master-Antrieb;
Encoder-Auflösung = 4096
Das Zahnriemenrad hat 20 Zähne/Umdrehung, 2
Zähne entsprechen 10 mm, daher entspricht
1 Umdrehung = 100 mm
Transportbandvorschub bzw. 1000/10 mm
Skalierfaktor ist demnach 1000.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 43
Page 44

Tragen Sie diese Werte in der Registerkarte →
"SYNCHRONISATION" ein (die gewählten Einheiten sollten immer ganzzahlig sein):
Syncfaktor Master [49] = 2048
Syncfaktor Slave [50] = 55
Kurvenscheibensteuerung
4. Getriebefaktor des Slaves in BE-Einheiten
eingeben:
Getriebefaktor = 5/1
Encoder-Auflösung (Inkrem.-Drehgeber) = 500
Ein Umdrehung der Walze ist 360 Grad. Wir
wollen mit einer Auflösung von 1/10 Grad arbeiten und teilen deshalb eine Umdrehung der
Walze in 3600 Arbeitseinheiten ein:
Skalierfaktor = 3600
Tragen Sie diese ganzzahligen Werte in die
Registerkarte → "ENCODER" ein:
Benutzerfaktor Zähler [23] = 25
Benutzerfaktor Nenner [26] = 9
Programmierbarer SyncPos Motion Controller
6. Definieren Sie → "FIXPUNKTE" für das Trans-
portband (Master) und die Walze (Slave) und
den Punktetyp "1" für Kurvenpunkte. Klicken Sie
auf den → "NEU RECHNEN"-Button, damit die
Kurve dargestellt wird. Die Funktion →
"AUSRICHTEN AN GITTER" sollte aktiviert sein.
7. Zwischen der Position 1500 und 2500 müssen
Master und Slave synchron mit gleicher Geschwindigkeit fahren. Dafür benötigen Sie eine
Gerade, die mit zwei Tangentenpunkten bestimmt wird.
Geben Sie für die beiden Positionen in der
Registerkarte → "FIXPUNKTE" in der Spalte
→ "TYP" = 2 für Tangentenpunkt ein.
Oder Sie bewegen den Cursor auf den Fixpunkt
2500, klicken auf die rechte Maustaste und
wählen im darauf folgenden Popup-Menü
→"TYP ÄNDERN". Da immer zwei Tangentenpunkte benötigt werden, wird der vorhergehende
(linke) Punkt gleich mit geändert.
5. Damit die Fixpunkte auf den Interpolationspunkten liegen, bestimmen Sie in der Registerkarte → "KURVEN-DATEN" einen ganzzahligen
Teiler für die Intervalle.
Eine komplette Zykluslänge des Masters ist 400
mm; dies entspricht 4000 MU.
Die → "ANZAHL INTERVALLE" = 40 ergibt eine
vernünftige Intervallzeit von 25 ms.
44
8. Die Kurve wird nicht angezeigt, weil zur Berechnung eines Splines immer drei Punkte benötigt
werden. Vor und nach der Tangente (Geradestück) benötigen Sie in diesem Fall also noch
jeweils einen Fixpunkt.
PP
unkte entweder in der Tunkte entweder in der T
P
unkte entweder in der T
PP
unkte entweder in der Tunkte entweder in der T
Sie klicken mit der rechten Maustaste in die
Reihe der zweiten Fixpunkte und wählen im
darauf folgenden Popup-Menü → "EINFÜGEN
FIXPUNKT". Der Punkt wird zwischen diesem
und dem vorhergehenden (links) eingefügt.
Oder in der Grafik einfügenOder in der Grafik einfügen
Oder in der Grafik einfügen: Sie bewegen den
Oder in der Grafik einfügenOder in der Grafik einfügen
Cursor auf den (jetzt) fünften Punkt bis das
Handsymbol erscheint. Sie klicken auf die rechte Maustaste und wählen im Popup-Menü →
"EINFÜGEN FIXPUNKT".
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
abelle einfügenabelle einfügen
abelle einfügen:
abelle einfügenabelle einfügen
Page 45
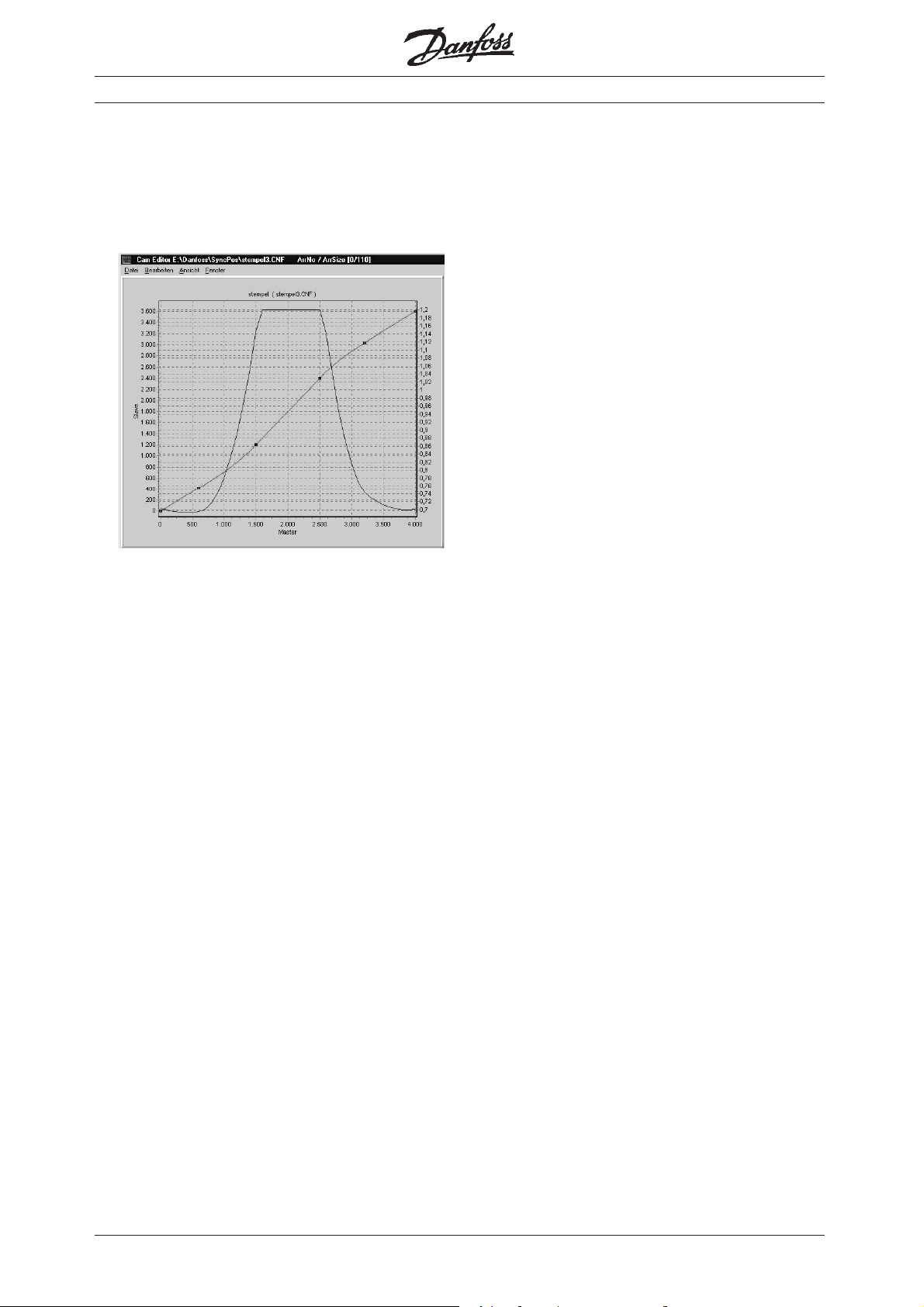
Programmierbarer SyncPos Motion Controller
Aktivieren Sie die grafische Darstellung der
→ "GESCHWINDIGKEIT" und verschieben
Sie die beiden neu eingefügten Fixpunkte so
lange mit der Maus, bis Sie einen gleichmäßigen Geschwindigkeitsverlauf erhalten:
9. Tragen Sie in der Registerkarte → "KURVENINFO" die → "ZYKLEN / MIN MASTER" = 60
ein. Das ist die Anzahl der Kartons, die (maximal) pro Minute bearbeiten werden.
10. Prüfen Sie, ob die Beschleunigung des Slaves
innerhalb des Limits liegt. Aktivieren Sie dazu
die Darstellung der → "BESCHLEUNIGUNG"
und des → "BESCHL.LIMITS".
11. Um die Kurve in Ihre Steuerung zu laden,
müssen Sie zuerst die "DATEI" →
"SPEICHERN ALS .. CNF"-Datei.
In der Titelleiste sehen Sie den Namen der
Kurve und die Anzahl der Array-Elemente.
Letzteres benötigen Sie für die DIM-Anweisung
bei der Programmierung.
nn
n Kurve in den VLT laden
nn
Mit "PARAMETER" → "WIEDERHERSTELLEN AUS
DATEI" laden Sie die cnf-Datei mit den veränderten
Parametern und den – automatisch erzeugten –
Kurvenarrays in den VLT.
nn
n Kurve in das Steuerungsprogramm einbinden
nn
Da die Kurve intern als Array gespeichert wird, muss
in Ihrem Programm als erstes die DIM-Anweisung
stehen:
DIM stempel[92] // Anzahl der Elemente aus
// Titelleiste des CAM-Editors
HOME
// Slave Achse führt eine Homefahrt durch
// (Schalter für Nullstellung oben)
// Danach befindet sich der Slave in der
// Nullposition (0 Grad)
// (entfällt bei Absolutgeber)
SETCURVE stempel
// Stempelkurve setzen
// angenommen ein Karton steht mit der
// Vorderkante am Bearbeitungspunkt
// und der Master steht still
DEFMCPOS 1000 // 1000 entspricht dieser
// Position (Vorderkante Karton)
POSA CURVEPOS
// Slave auf die, der Master-Position
// entsprechenden Kurvenposition fahren
SYNCC 0
// In den CAM-Mode wechseln und bleiben
SYNCCSTART 0
// Walze sofort mit eingestellter max.
// Geschwindigkeit einkuppeln.
// Dies verursacht keine Bewegung, da
// Master steht und auf korrekter Position ist;
// jetzt kann der Master gestartet werden.
anf:
// leere Hauptschleife, damit Programm
// nicht beendet wird
// hier könnten weitere Verarbeitungen
// gemacht werden
goto anf
Kurvenscheibensteuerung
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 45
Page 46

Programmierbarer SyncPos Motion Controller
nn
n Beispiel: Kartons bedrucken mit Markerkorrektur
nn
Wenn die Kartons nicht in exakt gleichem Abstand
transportiert werden, benötigen Sie Marker, mit
denen ein Karton erkannt und die Synchronisation
korrigiert werden kann.
Im Folgenden wird beschrieben, wie Sie die Kurve
des vorgehenden Beispiels für diese Anwendung
anpassen.
Wieder soll eine Walze auf Kartons eine 10 cm
lange Aufschrift stempeln. Pro Minute werden
maximal 60 Kartons auf dem Band transportiert.
Kurvenscheibensteuerung
Während des Bedruckens müssen Stempelwalze
und Karton synchron laufen.
nn
n Kurve für Synchronisation mit Marker editieren
nn
12. Die Lichtschranke (externer Marker) ist
237,5 mm vom Bearbeitungspunkt (= Stempel
berührt den Karton) entfernt und erkennt den
Anfang des Kartons (entspricht Master-Position
1000). Der Markerabstand beträgt demnach
2375. Tragen Sie diesen Wert in die
Registerkarte → "SYNCHRONISATION" ein und
definieren Sie die erlaubte Toleranz für das
Auftreten der Marker und den externen
Markertyp = 2 für den Master:
Markerabstand SYNCMPULSM (58) = 2375
Toleranz SYNCMWINM (68) = 200
Markertyp SYNCTYPM (60) = 2
Tragen Sie die Master-Position in der
Registerkarte → "KURVEN-DATEN" ein:
Master-Marker-Position = 1000
13. Für die Festlegung, wann die Korrektur der Synchronisation frühestens beginnen kann und wann
sie beendet sein muss, betrachten Sie das
Kurvenprofil. Die grüne senkrechte Linie zeigt, an
welcher Master-Position der Marker erkannt wird,
der hellgrüne Bereich zeigt das Toleranzfenster für
das Auftreten des Master-Markers.
(Farbige Grafik siehe PC-Software)
1. Schritte 1 bis 9 wie im vorhergehenden
Beispiel.
10. Definieren Sie in der Registerkarte ® "STARTSTOP-PUNKTE" die Punktepaare für das Einund Auskuppeln. Wir gehen davon aus, dass am
Anfang des Kartons eingekuppelt und bis zum
Ende des Kartons ausgekuppelt werden soll.
11. Bestimmen Sie in der Registerkarte →
"KURVEN-DATEN" die Position, in der die Walze
stoppen soll, wenn im Programm keine andere
Slave-Stop-Position definiert wird:
Die Walze soll immer auf Position 0 Grad
zurückfahren: → "SLAVE-STOP-POSITION" = 0
Die Korrektur darf frühestens beginnen, wenn ein
Karton fertig bedruckt ist, denn jede Änderung der
Geschwindigkeit während des Bedruckens würde
den Karton beschädigen. Und die Korrektur muss
vollständig beendet sein, wenn der nächste Karton
den Bearbeitungspunkt erreicht. In diesem
Beispiel sind die Master-Positionen Ende und
Anfang eines Kartons gut geeignet:
Korrektur Start = 3000
Korrektur Ende = 1000
46
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 47

Programmierbarer SyncPos Motion Controller
Tragen Sie die Werte in die Registerkarte →
"KURVEN-DATEN" ein; der Bereich wird im
Kurvenprofil blau schraffiert gezeigt.
14. Prüfen Sie, ob die Geschwindigkeit und Beschleunigung des Slaves innerhalb des Limits
bleiben. Aktivieren Sie dazu die Darstellung der
→ "GESCHWINDIGKEIT" und des
→ "GESCHW. LIMITS" und danach die
Darstellung der → "BESCHLEUNIGUNG"
und des → "BESCHL. LIMITS".
15. "DATEI" → "SPEICHERN ALS .. CNF"-Datei.
In der Titelleiste sehen Sie den Namen der
Kurve und die Anzahl der Array-Elemente.
Letzteres benötigen Sie für die DIM-Anweisung
bei der Programmierung.
nn
n Kurve in den VLT laden
nn
Mit "PARAMETER" → "WIEDERHERSTELLEN AUS
DATEI" laden Sie die Kurve mit den veränderten
Parametern und den – automatisch erzeugten –
Kurvenarrays in den VLT.
nn
n Kurve in das Steuerungsprogramm einbinden
nn
Da die Kurve intern als Array gespeichert wird, muss
in Ihrem Programm als erstes die DIM-Anweisung
stehen:
DIM marker[112] // Anzahl der Elemente aus
// Titelleiste des CAM-Editors
HOME
// Slave Achse führt eine Homefahrt durch
// (Schalter für Nullstellung oben)
// Danach befindet sich der Slave in der
// Nullposition (0 Grad)
// (entfällt bei Absolutgeber)
SETCURVE marker
// Stempelkurve mit Marker setzen
dist = GET SYNCMPULSM
// Abstand zum Sensor
DEFMCPOS (1000-dist)
// Das ist die Stelle, die dem Sensorsignal
// entspricht
SET SYNCMSTART 2000
// Zählen des Masterpulses beginnt erst
// wenn nächste Flanke vom Sensor kommt
Kurvenscheibensteuerung
SYNCCMM 0
// Im CAM-Mode synchronisieren bis
// Motor Stopp
SYNCCSTART 1
// Walze mit Start-Punktepaar 1 einkuppeln
// Synchronbetrieb
WAITI 4 ON
// Warten auf Eingangssignal, wenn
// Transportband abgeschaltet wird
SYNCCSTOP 2 0
// Walze mit Stopp-Punktepaar 1 auskuppeln
// und bei Position 0 Grad anhalten.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 47
Page 48

Programmierbarer SyncPos Motion Controller
nn
n Wenn der Abstand des Sensors größer als eine
nn
Masterzykluslänge ist
Bei vielen Anwendungen kann der Marker nicht
innerhalb einer Masterzykluslänge angebracht werden, z.B. bei folgender Maschine zur Produktion von
Plastiktüten:
Kurvenscheibensteuerung
Da hier zwischen den Slaves keine Marker eingebaut werden können, gibt es in dieser Anwendung
nur einen Markenleser, die Schweißstation liegt aber
viel weiter als eine Masterzykluslänge entfernt. Da
der Abstand des Sensors größer als eine
Masterzykluslänge ist, wird ein Puffer für die Markerabweichung angelegt. Bei Erscheinen des Markers
wird der Wert in den Puffer geschrieben und mit
Erscheinen des nächsten Markers ausgelesen:
n n
n Problemfälle bei der Festlegung des
n n
Markerabstandes
Wenn der Marker so nah am Bearbeitungspunkt
angebracht ist, dass nach Erkennen des Markers
keine Zeit bleibt, die Synchronisation zu korrigieren,
können Sie das Problem nur durch mechanische
Veränderung des Markers beheben.
Der gleiche Effekt könnte aber auch auftreten, wenn
der Markerabstand größer als die Masterzykluslänge
ist und nach Subtraktion dieses Wertes ebenfalls ein
zu geringer Abstand bleibt, zum Beispiel:
Bei Erscheinen des Markers wird der Wert in den
Puffer geschrieben. Erst wenn der nächste Marker
erkannt wird, wird der Puffer ausgelesen. Das bedeutet, dass der Marker erst bei der Master-Position
900 „erkannt“ wird und in unserem Beispiel nur
noch wenig Zeit bleibt, den Fehler zu korrigieren. Es
ist der gleiche Effekt, als wäre der Sensor um den
Wert (Abstand – Mastertaktlänge) bzw. (4100 – 4000),
also nur 10 mm vor dem Bearbeitungspunkt
montiert.
Um zu beurteilen, in welchem Bereich korrigiert werden darf, subtrahieren Sie so oft die Masterzykluslänge, bis der Wert < 1 Masterzykluslänge ist. Dies
ist der maximal erlaubte Abstand zum Korrigieren.
In diesem Beispiel ist dieser also
6375 – 4000 = 2375 und damit der gleiche Korrekturbereich wie im vorangegangen Beispiel.
48
Daher wäre es besser, den Sensor so zu montieren,
dass der Abstand zum Bearbeitungspunkt entweder
kleiner oder wesentlich größer als eine Masterzykluslänge ist, hier zum Beispiel im Abstand von
3900. Dann kann man von 2500 bis 1000 korrigieren.
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 49

Programmierbarer SyncPos Motion Controller
Oder man montiert den Sensor weiter weg, zum
Beispiel im Abstand von 7900, dies wirkt genau so,
als wäre der Sensor um Abstand – Masterzykluslänge (7900 – 4000), also 3900 vor dem Bearbeitungspunkt montiert. Genügend Zeit also, um die
Synchronisation zu korrigieren.
Falls dies mechanisch nicht möglich ist, muss man
die Werte etwas manipulieren, damit man die
Lösung mit dem Puffer vermeiden kann. Gehen Sie
folgendermaßen vor:
Subtrahieren Sie vom tatsächlichen Abstand einen
Wert x, damit der Abstand < Masterzykluslänge wird,
zum Beispiel 4100 – 200 = 3900. Den Wert x
subtrahieren Sie auch von der Master-Position, also
1000 – 200 = 800.
Tragen Sie beide Werte in die Registerkarten →
"SYNCHRONIZATION" and → "CURVE DATA" ein:
Master Marker Abstand
SYNCMPULSM (58) = 3900
Master Marker Position = 800
Da nun kein Puffer erzeugt wird, könnte man zum
Beispiel von 2500 bis 800 korrigieren.
.
nn
n Beispiel: Slave-Synchronisation mit Marker
nn
In folgendem Beispiel ist das Transportband der
Slave und die Stempelwalze der Master, da für einen
gleichmäßig Druck, die Farbaufnahme und
Farbabgabe kontinuierlich ablaufen müssen. Pro
Minute werden maximal 20 Kartons auf dem Band
transportiert. Der Abstand der Kartons ist nicht
größer als eine Masterzykluslänge. Während des
Bedruckens müssen Stempelwalze und Karton
synchron laufen:
Im Gegensatz zur Synchronisation mit Master-Markerkorrektur wird hier die Slave-Position korrigiert
und nicht die Kurve.
Kurvenscheibensteuerung
nn
n Kurve für Slave-Synchronisation editieren
nn
1. VLT mit den erforderlichen Parameter einstellen
und diese Benutzerparameter mit
"PARAMETER" → "SPEICHERN IN DATEI" mit
der Extension „cnf“ sichern.
2. Starten Sie den → "CAM-EDITOR" und laden
Sie diese cnf-Datei mit "DATEI" → "LADEN
CNF".
3. Ermitteln Sie den Getriebefaktor des Masters in
MU-Einheiten:
Getriebefaktor = 5/1
Drehgeber-Auflösung (Inkremental) = 500
Ein Umdrehung der Walze ist 360 Grad. Wir
wollen mit einer Auflösung von 1/10 Grad arbeiten und teilen daher eine Umdrehung der Walze
in 3600 Arbeitseinheiten ein:
Skalierfaktor = 3600
Tragen Sie die Werte in der Registerkarte →
"SYNCHRONISATION" ein:
Syncfaktor Master [49] = 25
Syncfaktor Slave [50] = 9
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 49
Page 50

Programmierbarer SyncPos Motion Controller
4. Getriebefaktor des Slaves in BE-Einheiten
eingeben:
Der Antrieb ist mit dem Transportband mit einer
Getriebeübersetzung von 25:11 verbunden; das
heißt der Motor macht 25, das Zahnriemenrad
11 Umdrehungen.
Getriebefaktor = 25/11
Inkrementaldrehgeber direkt am Master-Antrieb;
Encoder-Auflösung = 4096
Das Zahnriemenrad hat 20 Zähne/Umdrehung,
Kurvenscheibensteuerung
2 Zähne entsprechen 10 mm, daher entspricht
1 Umdrehung = 100 mm Transportbandvorschub. Die Eingabe soll in 1/10 mm Auflösung
möglich sein.
Skalierfaktor ist demnach 1000
Tragen Sie die Werte in der Registerkarte ®
"ENCODER" ein:
Benutzerfaktor Zähler [23] = 2048
Benutzerfaktor Nenner [26] = 55
Punkte Master Slave Typ
10 01
2 600 813 1
3 1200 1500 2
4 2400 2500 2
5 3000 3186 1
6 3600 4000 1
Aktivieren Sie die grafische Darstellung der
→ "GESCHWINDIGKEIT" und verschieben
Sie die beiden neu eingefügten Fixpunkte so
lange mit der Maus, bis Sie einen gleichmäßigen Geschwindigkeitsverlauf erhalten:
5. Damit die Fixpunkte auf den Interpolationspunkten liegen, bestimmen Sie in der Registerkarte → "KURVEN-DATEN" einen ganzzahligen Teiler für die Intervalle.
Eine komplette Zykluslänge des Masters ist 360
Grad; dies entspricht 3600 MU.
Die → "ANZAHL INTERVALLE" = 36 ergibt eine
vernünftige Intervallzeit von 27,7 ms.
6. Definieren Sie → "FIXPUNKTE" für die Walze
(Slave) und das Transportband (Master) und
den Punktetyp „1“ für Kurvenpunkte. Die Funktion → "AUSRICHTEN AN GITTER" sollte
aktiviert sein.
Punkte Master Slave Typ
10 01
2 1200 1500 1
3 2400 2500 1
4 3600 4000 1
7. Zwischen der Master-Position 1200 bis 2400
müssen Master und Slave synchron mit gleicher Geschwindigkeit fahren. Dafür benötigen
Sie eine Gerade, die mit zwei Tangentenpunkten bestimmt wird. Definieren Sie also für diese
beiden Fixpunkte den → "TYP 2“ für Tangentenpunkt und fügen Sie noch zwei Fixpunkte ein,
damit die Kurve berechnet werden kann.
8. Tragen Sie in der Registerkarte → "KURVENINFO" die → "ZYKLEN / MIN MASTER" = 20
ein. Das ist die Anzahl der Kartons, die (maximal) pro Minute bearbeiten werden.
9. Prüfen Sie, ob die Beschleunigung des Slaves
innerhalb des Limits liegt. Aktivieren Sie dazu
die Darstellung der → "BESCHLEUNIGUNG"
und des → "BESCHL. LIMITS".
10. Definieren Sie in der Registerkarte → "STARTSTOP-PUNKTE" um die Synchronisation am
Anfang zu starten. Zwischen 20 und 100 Grad
soll mit etwas Sicherheitsabstand eingekuppelt
werden, denn bei 120 Grad muss aufsynchronisiert sein.
Punkte Master
1a 200
1b 1000
50
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 51

Programmierbarer SyncPos Motion Controller
11. Bestimmen Sie in der Registerkarte →
"KURVEN-DATEN" die Position, bei der das
Transportband stoppen soll, wenn im Programm
keine andere Slave-Stop-Position definiert wird:
Das Transportband soll immer auf Position 0
halten: → "SLAVE-STOP-POSITION" = 0
12. Die Lichtschranke (externer Marker) ist 390 mm
vom Bearbeitungspunkt (= Stempel berührt den
Karton) entfernt und erkennt den Anfang des
Kartons (entspricht Slave-Position 1000). Der
Markerabstand beträgt demnach 3900. Tragen
Sie diesen Wert in die Registerkarte →
"SYNCHRONISATION" ein und definieren Sie
die erlaubte Toleranz für das Auftreten der
Marker und den externen Markertyp = 2 für den
Slave:
Markerabstand SYNCMPULSM (59) = 3900
Toleranz SYNCMWINM (69) = 200
Markertyp SYNCTYPM (61) = 2
Tragen Sie die Slave-Position in der Registerkarte → "KURVEN-DATEN" ein:
Master-Marker-Position = 1000
13. Für die Festlegung, wann die Korrektur der
Synchronisation frühestens beginnen kann und
wann sie beendet sein muss, betrachten Sie
das Kurvenprofil. Die grüne waagrechte Linie
zeigt, an welcher Master-Position der Marker
erkannt wird, der hellgrüne Bereich zeigt das
Toleranzfenster für das Auftreten des MasterMarkers.
Die Korrektur darf frühestens beginnen, wenn
ein Karton fertig bedruckt ist, denn jede Änderung der Geschwindigkeit während des Bedruckens würde den Druckstempel und/oder den
Karton beschädigen. Und die Korrektur muss
vollständig beendet sein, wenn der nächste
Karton den Bearbeitungspunkt erreicht. In diesem Beispiel sind die Slave-Positionen Ende
und Anfang eines Kartons gut geeignet. Tragen
Sie die Werte in die Registerkarte → "KURVENDATEN" ein:
Korrektur Start = 2800
Korrektur Ende = 750
14. Prüfen Sie, ob die Geschwindigkeit und Beschleunigung des Slaves innerhalb des Limits
bleiben. Aktivieren Sie dazu die Darstellung der
"GESCHWINDIGKEIT" und des
→ "GESCHW. LIMITS" und danach die
Darstellung der → "BESCHLEUNIGUNG"
und des → "BESCHL. LIMITS".
nn
n Kurve in den VLT laden
nn
Mit "PARAMETER" → "WIEDERHERSTELLEN AUS
DATEI" laden Sie die Kurve mit den veränderten
Parametern und den – automatisch erzeugten –
Kurvenarrays in den VLT.
nn
n Kurve in das Steuerungsprogramm einbinden
nn
Um die Master-Position zu bestimmen, wird ein
Schalter am Master vorausgesetzt, der die Nullposition signalisiert. Um den Slave in die richtige Position zu bringen, wird dieser bis zur Lichtschranke
vorwärts gefahren. Dies entspricht dem Kartonanfang = 1000. Dann fährt man den Slave um 2900
(= Markerabstand 3900–1000) weiter; damit steht
der Slave mit dem Kartonanfang 1000 genau vor
dem Bearbeitungspunkt, also an Slave-Position 0.
DIM slavesync[108] // Anzahl der Elemente
// siehe CAM-Editor
HOME
// Slave führt eine Homefahrt durch
// (Schalter für Nullstellung oben)
// Danach befindet sich der Slave in der
// Nullposition (0 Grad)
// (entfällt bei einem Absolutdrehgeber)
DEFMCPOS 0
// Kurve beginnt bei Master-Position 0
SET SYNCMSTART 2000
// Zählen des Masterpulses beginnt erst
// wenn nächste Flanke von Sensor kommt
SETCURVE slavesync
// Kurve für die Slave-Synchronisation setzen
// zum Start fahren
CSTART
CVEL 10 // langsam vorwärts fahren
// bis Lichtschranke kommt
oldi = IPOS
// oldi = letzte Markerposition des Slaves
WHILE (oldi == IPOS) DO
// Warten bis Karton erkannt
ENDWHILE
POSA (IPOS + 2900)
// Karton um 2900 nach vorne fahren
SYNCCMS 0 // Im CAM-Mode synchronisieren
SYNCCSTART 1
// Mit Start-Stop-Punktepaar 1 einkuppeln
Kurvenscheibensteuerung
15. "DATEI" → "SPEICHERN ALS .. CNF".
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 51
Page 52

nn
n Nockenschaltwerk
nn
nn
n So funktioniert ein Nockenschaltwerk mit
nn
SyncPos
Die mechanische Nockenwelle wird ebenfalls durch
eine (oder mehrere) Kurven nachgebildet. Um ein
Nockenschaltwerk zu realisieren, muss es möglich
sein, den Slave immer wieder an bestimmten
Nockenschaltwerk
Master-Positionen ein- und auszukuppeln.
Dies ist mit SyncPos mit den Interruptbefehlen
ON MAPOS .. GOSUB und ON APOS .. GOSUB
möglich. Man kann immer dann ein Unterprogramm
aufrufen, wenn eine definierte Master-Position (und
zwar in positiver oder negativer Richtung) passiert
wurde.
In Verbindung mit einem Kurvenprofil, in dem
mehrere Start-Stop-Punktepaare zum Aus- und
Einkuppeln definiert wurden, kann man viele
Anwendungen wie sie in der Verpackungsindustrie
typisch sind realisieren.
Programmierbarer SyncPos Motion Controller
nn
n Beispiel eines Nockenschaltwerks
nn
Nach dem Bedrucken eines Kartons soll der frische
Druck sofort im Luftstrom getrocknet werden:
ON MCPOS 2500 GOSUB trocknen
// Unterprogramm aufrufen, wenn die
// Master-Position 2500 in positiver Richtung
// passiert wurde
SUBMAINPROG
SUBPROG trocknen
OUT 1 1 // Trockner einschalten
DELAY 300 // 300 ms trocknen
OUT 1 0 // Trockner ausschalten
RETURN
ENDPROG
52
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 53

Programmierbarer SyncPos Motion Controller
Kapitel 5
nn
n PC-Software Benutzeroberfläche
nn
n Menü "DATEI"
"NEU", "ÖFFNEN", "SCHLIESSEN" ....................................55
"SPEICHERN" und "SPEICHERN ALS" ...........................56
"DRUCKEN" und Druckereinstellungen ...........................56
"PROGRAMMENDE" .....................................................................56
Datei löschen .....................................................................................56
n Menü "BEARBEITEN"
"RÜCKGÄNGIG" ............................................................................... 57
"AUSSCHNEIDEN" ........................................................................ 57
"KOPIEREN" und "EINFÜGEN" ............................................ 57
"SUCHEN" und "ERSETZEN" .................................................58
n Menü "ENTWICKLUNG"
"AUSFÜHREN" .................................................................................58
"ABBRECHEN" ................................................................................59
Programm "FORTSETZEN" .......................................................59
Debug Modus ....................................................................................59
"VORBEREITEN EINZELSCHRITT" ....................................59
Haltepunkte setzen .........................................................................60
Variablen online ändern oder auslesen ...........................60
"START" Debug und "EINZELSCHRITT" .........................60
"BEENDEN DEBUG" .................................................................... 60
"ÜBERWACHUNG ANZEIGEN" ............................................ 60
"SYNTAXPRÜFUNG" .....................................................................61
"IN DATEI COMPILIEREN"....................................................... 61
"ABBRUCH ALLE" .......................................................................... 61
"STEUERUNG AUSWÄHLEN" ................................................ 61
"SCHNITTSTELLE SCHLIESSEN"....................................... 61
"BEFEHLSHILFE" ............................................................................ 61
"POSITION ANFAHREN" (Teach-in) ................................... 62
PC Software Benutzeroberfläche
nn
n Menü "STEUERUNG"
nn
"PROGRAMME" ................................................................................ 62
Sichern und Rücklesen Quellcode .....................................63
"AUTOSTART" ....................................................................................63
"STEUERUNG" → "PARAMETER".......................................65
Globale Parameter..........................................................................64
Achsparameter..................................................................................65
Achsparameter online einstellen oder ändern ............65
Achsparameter einer Konfigurationsdatei ändern ....66
"PARAMETER" → "NAME" ....................................................... 67
"PARAMETER" → "SPEICHERN IN DATEI" ................. 67
"PARAMETER" → "WIEDERHERSTELLEN
AUS DATEI" ......................................................................................... 67
"SPEICHER" → "RAM SPEICHERN" .................................68
"SPEICHER" → "EEPROM LÖSCHEN" ............................ 68
"RESET" → … ...................................................................................68
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 53
Page 54

PC Software Benutzeroberfläche
Programmierbarer SyncPos Motion Controller
n Menü "TESTFAHRT"
Testfahrt-Parameter festlegen .................................................. 69
"TESTFAHRT" → "AUSFÜHREN" ........................................ 70
"FEHLER LÖSCHEN" ................................................................... 70
"AUFZEICHNUNG ANZEIGEN" ............................................ 71
Fahrdiagramme auswerten ...................................................... 71
n Menü "CAM-EDITOR"
CAM-Editor-Fenster ........................................................................ 73
Menü "DATEI" CNF........................................................................ 74
Menü Kurve "BEARBEITEN" ................................................... 75
Menü "ANSICHT" ............................................................................ 76
Menü "FENSTER" (CAM-Editor) ............................................ 76
Kurvenprofil ......................................................................................... 76
Meldungen des CAM-Editors ................................................... 77
Registerkarte "FIXPUNKTE" ...................................................... 77
Registerkarte "START STOP PUNKTE" .............................. 78
Registerkarten "KURVEN-DATEN",
"KURVEN-INFO" und Parameter .......................................... 79
Registerkarte "KURVEN-DATEN" .......................................... 79
Registerkarte "KURVEN-INFO" ..............................................80
Registerkarten Encoder, Homefahrt,
Ein-/Ausgänge und Regelung ................................................. 81
Registerkarte Synchronisation ................................................ 81
Registerkarte Geschwindigkeit ...............................................82
n Menü "EINSTELLUNGEN"
"COMPILER" .......................................................................................82
"SCHNITTSTELLE".........................................................................83
"FARBEN EDITOR" .........................................................................83
"SPRACHE" .........................................................................................83
n Menü "FENSTER"
"KASKADIEREN" .............................................................................84
"VERTIKAL" (Nebeneinander) ................................................ 84
"HORIZONTAL" (Untereinander) ............................................84
n Menü "HILFE"
"INHALT" ...............................................................................................85
"PROGRAMMINFO" ......................................................................85
54
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 55

Programmierbarer SyncPos Motion Controller
n n
n PC Software Benutzeroberfläche
n n
Das folgende Kapitel beschreibt die einzelnen
Menüs der SyncPos Benutzeroberfläche. Wenn Sie
mit der Windows-Oberfläche vertraut sind, können
Sie natürlich die bekannten Menüs überspringen
und sich sofort über die SyncPos-spezifischen
informieren.
Die grundsätzlichen Erläuterungen über Programmaufbau, Befehlsaufbau, Interrupt, Sprachelemente,
Arithmetik und Benutzereinheit finden Sie nach der
Einleitung zur Software-Referenz. Alle Befehle und
Parameter im Detail und alphabetisch geordnet
können Sie in den Kapiteln
Parameter-Referenz nachschlagen.
nn
n Menü "DATEI"
nn
Software-Referenz und
nn
n "ÖFFNEN"
nn
Klicken Sie auf "DATEI" → "ÖFFNEN" oder auf das
Schaltsymbol um eine Programmdatei zu öffnen.
Wählen Sie im folgenden Dialogfeld die gewünschte
Dastei mit Doppelklick oder mit Klicken auf "OK"
aus. Wenn sich die gewünschte Datei noch in der
Liste der zuletzt geöffneten Dateien (max. 9 Einträge)
befindet, können Sie diese anklicken und öffnen.
Dateityp
Da alle SyncPos-Programmdateien die Extension
".m" verlangen, muss dieser Dateityp auch ausgewählt sein. Falls nicht, wählen Sie im Feld
".m" oder
Alle DateienAlle Dateien
Alle Dateien (*.*) aus.
Alle DateienAlle Dateien
DateitypDateityp
Dateityp
DateitypDateityp
PC Software Benutzeroberfläche
Das Menü "DATEI" enthält alle Befehle zum Erstellen, Öffnen, Speichern und Drucken eines Programmes. Alle Befehle erreichen Sie per Mausklick oder
mit der Tastenkombination [ALT] und dem unterstrichenen Buchstaben, zum Beispiel [ALT]
→→
[S], wenn Sie die "
nn
n "NEU"
nn
Klicken Sie in der Menüleiste auf "
auf "
NEU" oder klicken Sie auf die Schaltfläche ,
um ein neues Programm zu schreiben. Das Editierfenster wird mit der Bezeichnung „Unnamed
Programm1“ geöffnet und Sie können beginnen, Ihr
Programm zu schreiben.
DATEI"
→
"SPEICHERN" wollen.
→→
DATEI" und dann
+
[D]
+
Falls Sie die Datei nicht im linken Feld finden,
klicken Sie im Feld
zeichnis oder klicken im Feld
Laufwerk, das die Datei enthält. Doppelklicken Sie so
lange auf die Unterverzeichnisse, bis Sie die
gesuchte Datei im linken Feld markieren können.
Klicken Sie auf "OK".
Datei suchen
Wenn Sie eine Datei im System „verloren“ haben,
können Sie zum Beispiel mit dem
suchen.
nn
n "SCHLIESSEN"
nn
"DATEI" → "SCHLIESSEN"
Klicken Sie auf "DATEI"
Sie die geladene oder geschriebene Programmdatei
schließen wollen, aber noch nicht das Programm
SyncPos beenden wollen.
ACHTUNG!
Falls Sie die neu geschriebene Datei oder die
Änderungen noch nicht gespeichert haben,
beantworten Sie die nun folgende Abfrage auf jeden
Fall mit "JA", andernfalls wird die neue Datei nicht
gespeichert.
OrdnerOrdner
Ordner auf ein anderes Ver-
OrdnerOrdner
LaufwerkeLaufwerke
Laufwerke auf das
LaufwerkeLaufwerke
Explorer Explorer
Explorer alle *.m
Explorer Explorer
→→
→ "SCHLIESSEN", wenn
→→
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 55
Page 56

Programmierbarer SyncPos Motion Controller
nn
n "SPEICHERN" und "SPEICHERN ALS"
nn
"DATEI" → "SPEICHERN"
→→
Klicken Sie auf "DATEI"
auf das Schaltsymbol um ein neues oder geändertes Programm zwischendurch bzw. spätestens vor
dem Schließen auf der Festplatte des PCs zu speichern. Falls Sie eine neue Programmdatei noch
nicht gespeichert haben, wird automatisch das entsprechende Fenster "DATEI"
… …
… geöffnet.
… …
Klicken Sie auf "DATEI"
ein neues Programm oder ein geändertes Pro-
PC Software Benutzeroberfläche
gramm unter einem neuen Namen zu speichern.
Alle Programmdateien werden mit der Extension
versehen.
ACHTUNG!
Sie sollten Ihre Dateien immer im PC spei-
chern. Denn obwohl das Programm bei
jedem Ausführen und bei jeder Syntaxprüfung automatisch auch in der SyncPos-Option gesichert wird,
ist es dann schon compiliert und daher im PC nicht
mehr zu verändern.
Für eine Kompatibilität zwischen Windows '95 und
früheren Windows-Versionen wurde auf die Eingabe
von mehr als 8 Zeichen für den Dateinamen
verzichtet.
Speicherplatz
Sie können so viele Programmdateien sichern, wie
der freie Speicherplatz auf der Festplatte des PCs
zulässt.
nn
n "DRUCKEN" und Druckereinstellungen
nn
→
"SPEICHERN ALS" oder
→→
→→
→
"SPEICHERN ALS"
→→
→→
→
"SPEICHERN ALS", um
→→
Drucker einstellen
Klicken Sie auf
oder im vorigen Dialog auf "EINRICHTEN...", wenn
Sie das Papierformat, die Ausgabegröße (Skalierung) oder andere Optionen einrichten wollen.
Über die Möglichkeiten des Fensters "DRUCKER
EINRICHTEN" informieren Sie sich bitte in der
Windows-Hilfe.
nn
n "PROGRAMMENDE"
nn
SyncPos beenden
Mit Klicken auf "PROGRAMMENDE"
Symbol ⌧ wird das Programm SyncPos beendet.
.m.m
.m
.m.m
Falls Sie eine neue Datei oder eine Änderung noch
nicht gespeichert haben, erhalten Sie mit einer
letzten Abfrage die Chance, dies zu tun.
ACHTUNG!
"PROGRAMMENDE" beendet aber nicht ein
laufendes Programm im VLT. Ein laufendes
Programm können Sie nur mit [ESC] abbrechen
oder beenden. Dazu muss auch die Datei, die mit
der Steuerung bzw. dem VLT verbunden ist, geöffnet
sein bzw. wieder geöffnet werden.
ACHTUNG!
Wenn die Steuerung bei "DATEI"
"PROGRAMMENDE" dennoch stehen bleibt,
kann es daran liegen, dass vom VLT PRINT-Befehle
geschickt werden, die nun nicht mehr im Kommunikationsfenster dargestellt werden können.
nn
n Datei löschen
nn
Eine oder mehrere Dateien löschen Sie – wie unter
Windows gewohnt – im
→→
→ "DRUCKEREINSTELLUNGEN"
→→
oder auf das
→→
→
→→
ExplorerExplorer
Explorer.
ExplorerExplorer
"DATEI" → "DRUCKEN"
Zum Ausdrucken der Datei klicken Sie auf "DATEI"
→→
→
"DRUCKEN", stellen den Druckbereich und die
→→
gewünschte Anzahl der Kopien ein und starten den
Drucker mit "OK".
Je nach Betriebssystem – Windows 95 oder
Windows NT – erscheint ein etwas anderes Dialogfeld. Informieren Sie sich in der Windows-Hilfe zur
Systemsteuerung.
Klicken Sie auf "EINRICHTEN…", wenn Sie noch
Ausgabedetails wie Papierformat oder Ausrichtung
(Hoch- oder Querformat) bestimmen wollen. Diese
Einstellungen erreichen Sie auch, wenn Sie auf
"DRUCKEREINSTELLUNGEN" klicken.
56
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 57

Programmierbarer SyncPos Motion Controller
nn
n Menü "BEARBEITEN"
nn
Das Menü "BEARBEITEN" bietet die zum Programmieren notwendigen Editierhilfen, von denen Sie die
meisten auch – wie in Windows gewohnt – über
Tasten und Tastenkombinationen erreichen können.
Schreiben Sie Ihr Programm und nutzen Sie den
Tabulator
das Programm optisch zu strukturieren. Die TabSchritte sind fest eingebaut.
Text markieren
Zeigen Sie auf die Stelle, an der die Markierung
beginnen soll und ziehen Sie den Mauscursor über
den Text. Soll nur ein einzelnes Wort markiert werden, doppelklicken Sie auf das betreffende Wort.
Sie können eine Markierung mit den Shortcuts in
alle Richtungen erweitern; zum Beispiel mit
[UMSCHALT] + [→]-Taste um ein Zeichen nach
rechts, mit [STRG] + [UMSCHALT] + [→-TASTE]
zum Wortende, mit [UMSCHALT] + [ENDE] bis zum
Zeilenende usw. Informieren Sie sich in der
Shortcuts über alle Möglichkeiten.
Text löschen
Löschen Sie Einzelbuchstaben entweder mit der
[ENTF]-Taste (sie löscht einzeln nach der Einfügemarke nach rechts) oder mit der [RÜCK-Taste] (sie
löscht einzeln vor der Einfügemarke nach links).
Wenn Sie markierte Wörter oder Zeilen löschen,
wirken beide Tasten gleich.
und die verschiedenen Farben, um
Liste der
bis
Kontextmenü
Klicken Sie auf die rechte Maustaste und das Menü
"BEARBEITEN" steht dann als Kontextmenü zur
Verfügung.
Kontextmenüs erscheinen im Fenster an der Stelle,
an der Sie gerade arbeiten. Sie schließen das Kontextmenü, indem Sie außerhalb des Kontextmenüs
klicken, ohne dabei einen Befehl zu wählen. Oder
Sie tasten [ESC].
n "RÜCKGÄNGIG"
Wenn Sie die letzte Eingabe rückgängig machen
wollen, klicken Sie auf "BEARBEITEN"
"RÜCKGÄNGIG". Sie können mit jedem weiteren
Klicken alle Eingaben bis zur letzten Speicherung
rückgängig machen. Mit [STRG]
das Gleiche.
nn
n "AUSSCHNEIDEN"
nn
Mit "AUSSCHNEIDEN" können Sie Text kopieren
und löschen. Markieren Sie die gewünschte Textstelle und klicken Sie auf "AUSSCHNEIDEN" oder
auf das Schaltsymbol ". Der Text wird für das
Einfügen zwischengespeichert. Mit der nächsten
Kopieraktion wird der Zwischenspeicher ohne Rückfrage überschrieben.
Die Tastenkombination [STRG] + [ENTF] bewirkt die
gleiche Funktion.
nn
n "KOPIEREN" und "EINFÜGEN"
nn
Markieren Sie die gewünschte Textstelle und klicken
Sie auf "KOPIEREN" oder auf das Schaltsymbol
die Textstelle wird in den Zwischenspeicher kopiert.
Stellen Sie den Cursor an die gewünschte Einfügestelle und klicken Sie auf "EINFÜGEN"
Schaltsymbol
Die Tastenkombination [STRG] + [EINFG] erfüllt den
gleichen Zweck.
.
+ [Z] erreichen Sie
→→
→
→→
oder auf das
PC Software Benutzeroberfläche
,
Zeilennummer
Innerhalb Ihres Programmes können Sie sich an den
Zeilennummern orientieren. Die Syntaxprüfung zum
Beispiel stellt nicht nur den Cursor in die entsprechende Zeile, sondern nennt auch die Zeilennummer mit dem falschen Befehl.
Die aktuelle Zeilennummer finden Sie in der Statuszeile, zum Beispiel 13:1. Der Cursor steht dann in
der Zeile 13 auf Schreibposition 1.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 57
Page 58

Programmierbarer SyncPos Motion Controller
nn
n "SUCHEN" und "ERSETZEN"
nn
Suchen und Ersetzen ist gemäß den WindowsKonventionen realisiert und mit einigen nützlichen
Funktionen ergänzt.
Klicken Sie auf "BEARBEITEN" → "SUCHEN"
[STRG] + [F]
den gesuchten Begriff ein. Mit [F3] können Sie dann
von einer Fundstelle zur nächsten springen.
und
geben Sie im folgenden Dialogfeld
PC Software Benutzeroberfläche
Klicken Sie auf → "ALLE MARKIEREN" statt auf →
"SUCHEN" und es werden sofort alle Fundstellen
am linken Rand mit einem blauen Dreieck markiert.
Sie können dann mit [F2] zwischen den Fundstellen
hin- und herspringen.
Reguläre Ausdrücke
Diese Funktion ist in Suchen und Ersetzen mit
folgenden Syntax-Regeln realisiert:
• Wildcards: ? (für beliebiges Zeichen), + (für ein
oder mehrere Suchbegriffe), * (für kein oder
mehrere Zeichen).
• Zeichengruppe: Zeichen in eckigen Klammern
werden als Gruppe gesucht; der Bereich wird
mit Bindestrich angegeben, z.B. alle Zeichen
von a bis c: [a-c].
• Logisches ODER: Unterausdrücke werden mit
Hilfe des Pipeline-Symbols | mit ODER verknüpft.
• Unterausdrücke in Anführungszeichen: Ein regulärer Ausdruck sollte in Anführungszeichen
gesetzt werden und wird als eine Einheit behandelt.
• Code-Umschaltzeichen: Abläufe wie \t, etc.
werden durch ein äquivalentes einzelnes Zeichen ersetzt. \\ stellt den Backslash dar.
Ersetzen
Benutzen Sie Bearbeiten → "ERSETZEN" oder
[STRG] + [R] wenn Sie die gefundene(n) Passage(n)
ersetzen wollen.
oder
nn
n Menü "ENTWICKLUNG"
nn
Mit den Funktionen des Menüs "ENTWICKLUNG"
können Sie die Programme ausführen, abbrechen,
fortsetzen oder – besonders nützlich bei der Fehlersuche – schrittweise ausführen. Ein Debug-Mode und
online Statusinformationen sowie die Möglichkeit,
während der Programmausführung die Variablen zu
ändern, erleichtern das Programmieren.
Neu geschriebene Programme sollten Sie vor dem
ersten Ausführen einer "SYNTAXPRÜFUNG" unterziehen.
Bevor Sie jedoch beginnen, müssen Sie immer eine
Steuerung bzw. einen VLT auswählen.
In der "BEFEHLSHILFE" verbergen sich mehrere
hilfreiche Funktionen: Hier sind übersichtlich alle
SyncPos-Befehle aufgelistet, die auch sofort ausgewählt und in das Editierfenster übernommen werden
können. Und Sie können hier auch mit der Teach-inProgrammierung arbeiten.
n "AUSFÜHREN"
Klicken Sie auf "ENTWICKLUNG"
oder tasten Sie [F5] und es wird das Programm gestartet, das geöffnet und im Editor dargestellt ist.
Dazu wird das Programm in den VLT geladen und
zuvor compiliert, also in die systeminterne Sprache
übersetzt. Durch die Compilierung reduziert sich die
Programmgröße erheblich und der Speicher des
Motion Controllers wird so sehr effizient genutzt.
Gleichzeitig wird das Programm in den temporären
Bereich des RAMs geladen, der mit jedem weiteren
Ausführen überschrieben wird. Beim Programmieren
haben Sie so einen schnellen unkomplizierten
Arbeitsablauf zum Testen.
→→
→ "AUSFÜHREN"
→→
58
ACHTUNG!
Allerdings ist es nicht möglich, eine compilier-
tes Programm wieder zurück in den PC zu
holen, bzw. die Quelldatei wieder im PC zu bearbeiten. Daher sollten Sie alle Programme grundsätzlich
auch auf der Festplatte des PCs speichern.
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 59

Programmierbarer SyncPos Motion Controller
Programme in mehreren VLTs ausführen
Wenn Sie das Programm in mehrere VLTs laden
wollen, verbinden Sie das Programm mit dem jeweiligen VLT und klicken auf → "AUSFÜHREN".
Wenn Sie in jeden VLT ein anderes Programm laden
wollen, öffnen Sie für jeden VLT ein eigenes Editierfenster, öffnen dort die gewünschte Programmdatei
und verbinden es mit → "STEUERUNG AUSWÄHLEN"
mit dem VLT. Dann starten Sie nacheinander jedes
Programm mit → "AUSFÜHREN".
nn
n Debug Modus
nn
nn
n "VORBEREITEN EINZELSCHRITT"
nn
Das schrittweise Abarbeiten (Tracing) eignet sich vor
allem für den Test von neu entwickelten Programmen und kann bei der Fehlersuche sehr hilfreich
sein.
Klicken Sie auf "ENTWICKLUNG"
EINZELSCHRITT" und das geöffnete Programm wird
für den Debug-Mode vorbereitet: Es wird compiliert
und ein Debug-File erzeugt, das Programm wird in
den VLT geladen und es werden alle ausführbaren
Programmzeilen durch blaue Punkte gekennzeichnet. Nun sind auch die entsprechenden Menüpunkte
aktiviert.
→→
→ "VORBEREITEN
→→
PC Software Benutzeroberfläche
Steuerung, bzw. VLT 3
VLT 2
VLT 1
nn
n "ABBRECHEN"
nn
Klicken Sie auf "ENTWICKLUNG"
oder tasten Sie
abzubrechen. Dabei werden auch eventuell aktive
Fahrprozesse vorzeitig beendet.
ACHTUNG!
Es wird mit der maximal zulässigen
Verzögerung abgebremst.
nn
n Programm "FORTSETZEN"
nn
Klicken Sie auf "ENTWICKLUNG"
um das eben abgebrochene Programm fortzusetzen.
Dabei werden auch die unterbrochenen
Fahrprozesse zu Ende ausgeführt.
Wenn ein Programm mit einer Fehlermeldung abgebrochen wurde, können Sie es – nachdem Sie den
Fehler behoben und/oder die Fehlermeldung
gelöscht haben – mit dieser Funktion wieder
→→
→ "FORTSETZEN".
→→
[ESC] um das Programm sofort
→→
→ "ABBRECHEN"
→→
→→
→ "FORTSETZEN",
→→
Haltepunkte setzen
Sie können vor jede mit einem blauen Punkt
markierte Programmzeile durch Doppelklick einen
Haltepunkt setzen. Dieser wird rot markiert.
Die Programmausführung stoppt dann, bevor diese
Programmzeile – die dann gelb markiert wird – ausgeführt wird.
Ein weiterer Doppelklick ändert die roten Haltepunkte wieder in blaue Markierungen für die Programmzeilen, die beim Tracing übersprungen werden
sollen, im Debug-Mode also nicht angehalten wird.
ACHTUNG!
In Abhängigkeit von der Geschwindigkeit der
Programmausführung und Kommunikation
sollte die Anzahl der Haltepunkte auf ein vernünftiges Maß begrenzt werden. Maximal erlaubt sind
10 Haltepunkte.
ACHTUNG!
ON PERIOD Funktionen sollten Sie beim
Debugging deaktivieren, da der interne Timer
während der Pausen bei den Einzelschritten weiterläuft. Das Programm versucht dann die ON PERIOD
Funktionen nachzuholen, was zu Problemen führen
kann.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 59
Page 60

Programmierbarer SyncPos Motion Controller
Kompatibilität
Die roten Haltepunkte ersetzen den bisherigen
#DEBUG on/off Befehl, der ab
VLT5000/SyncPos Software Version 3.xx/4.2x
VLT5000/FluxSyncPos Software Version 5.xx/4.2x
nicht mehr ausgeführt wird.
Vorhandene #DEBUG Befehle müssen nicht unbedingt aus dem Programm entfernt werden, da sie
ignoriert werden.
Wenn ein VLT mit einer früheren Version eingesetzt
wird, wird die Programmausführung mit
"ENTWICKLUNG" → "VORBEREITEN EINZELSCHRITT" gestartet und mit → "EINZELSCHRITT"
PC Software Benutzeroberfläche
bzw. [F9] schrittweise abgearbeitet. Die anderen
Debug-Funktionen wie Start oder Überwachung
anzeigen sind nicht anwählbar.
Variablen online ändern
Im Debug-Mode können Sie die Variablen während
der Programmausführung ändern. Achten Sie dabei
darauf, dass eine solche Änderung im Programm
auch sinnvoll ist.
Klicken Sie mit der rechten Maustaste auf die
Variable und setzen Sie im darauf folgenden Feld
den gewünschten neuen Wert:
Variablen auslesen
Im Debug-Mode können Sie nach der Programmausführung den aktuellen Wert der Variablen auslesen.
Klicken Sie mit der linken Maustaste auf die Variable
und der Wert wird so lange dargestellt, bis Sie den
Mauscursor wieder bewegen.
Programmausführung im Debug-Mode Abbrechen
Klicken Sie auf "ENTWICKLUNG" → "ABBRECHEN"
oder tasten Sie [ESC] um die Programmausführung
sofort abzubrechen. Dabei werden auch eventuell
aktive Fahrprozesse vorzeitig beendet.
NB!
Es wird mit der maximal zulässigen
Verzögerung abgebremst.
Danach steht der Cursor in der Programmzeile, die
als nächstes ausgeführt werden sollte. Sie können
mit "ENTWICKLUNG" → "AUSFÜHREN" [F5] oder
→ "EINZELSCHRITT" [F9] fortfahren.
nn
n Beenden Debug
nn
Mit "ENTWICKLUNG" → "BEENDEN DEBUG" wird
die Programmausführung sofort beendet und der
Debug-Modus verlassen. Die Markierung der Programmzeilen wird entfernt, die Haltepunkte weiterhin
angezeigt, damit sie beim nächsten Debugging wieder benutzt werden können. Wenn Sie also Programmzeilen einfügen, “wandern” die Haltepunkte
mit.
n n
n Überwachung anzeigen
n n
Diese Funktion ermöglicht die Online-Überwachung
der Variablen, Arrays, System- und Achsprozessdaten (gemäß der SYSVAR Indizes) und Achsenparameter.
Klicken Sie auf "ENTWICKLUNG" →
"ÜBERWACHUNG ANZEIGEN" und im folgenden
Dialogfenster auf → "HINZUFÜGEN". Das nächste
Dialogfenster bietet die Variablen, Arrays und
Parameter zur Auswahl:
nn
n Start (Debug) und Einzelschritt
nn
Die Programmausführung stoppt beim ersten Haltepunkt und wartet auf eine Eingabe: Klicken Sie auf
"ENTWICKLUNG" → "EINZELSCHRITT" oder tasten
Sie [F9] um die nächste Programmzeile auszuführen.
Oder klicken Sie auf "ENTWICKLUNG" →
"AUSFÜHREN" oder tasten Sie [F5] um das Programm bis zum nächsten Haltepunkt abzuarbeiten.
Mit F9 hält das Programm also vor der nächsten
Programmzeile, mit F5 vor jedem Haltepunkt.
60
Mit Doppelklick auf den gewünschten Typ, zum Beispiel Variable erhalten Sie alle im Programm verwendeten Variablen zur Auswahl. Markieren Sie den
Ausdruck, der überwacht werden soll und wählen
Sie aus, in welchem Format (Dezimal, Hexadezimal,
Binär) er angezeigt werden soll. Dann klicken Sie
auf OK.
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 61

Programmierbarer SyncPos Motion Controller
Weitere Ausdrucke hinzufügen
Sie können weitere Ausdrücke zur "ÜBERWACHUNG" → "HINZUFÜGEN" und natürlich auch
wieder → "Löschen". Maximal können 10 Ausdrücke
gleichzeitig überwacht werden.
ACHTUNG!
Das Überwachungsfenster wird ständig
aktualisiert. Daher sollte in Abhängigkeit von
der Geschwindigkeit der Programmausführung und
Kommunikation die Anzahl der überwachten Ausdrücke auf ein vernünftiges Maß begrenzt werden.
ACHTUNG!
Die Überwachung der Arrays ist auf die
ersten 250 Elemente begrenzt.
Überwachungsfenster ändern
Wenn Sie die Größe dieses Dialogfensters ändern
wollen, stellen Sie den Cursor an die untere rechte
Ecke des Dialogfensters und klicken – sobald der
Cursor seine Form ändert – und ziehen ihn in die
gewünschte Richtung.
ACHTUNG!
Diese Funktion steht nur Verfügung, wenn der
CREATEBIN Parameter in der Datei
APOS.DAT auf 1 gesetzt ist.
nn
n "ABBRUCH ALLE"
nn
Falls Sie Programme in mehreren VLTs ausführen,
klicken Sie auf "ENTWICKLUNG" → "ABBRUCH
ALLE", um die laufenden Programme abzubrechen.
nn
n "STEUERUNG AUSWÄHLEN"
nn
Wenn Sie mehrere VLTs konfiguriert haben, wählen
Sie mit "ENTWICKLUNG"
WÄHLEN" im folgenden Dialogfeld den bzw. die
VLTs aus, für die Sie Programme laden und starten
wollen. Markieren Sie dazu die Nummer des VLTs
und klicken Sie auf "OK".
nn
n "SCHNITTSTELLE SCHLIESSEN"
nn
→→
Mit
→ "SCHNITTSTELLE SCHLIESSEN" kann eine
→→
zurzeit offene Motorcontroller-Schnittstelle geschlossen werden. – Gibt es keine offene Schnittstelle, hat
diese Funktion keine Auswirkung.
→→
→ "STEUERUNG
→→
AUS-
PC Software Benutzeroberfläche
Überwachungsfenster schließen
Klicken Sie auf "ENTWICKLUNG" → "ÜBERWACHUNG SCHLIESSEN" oder auf das SchließenSymbol im Dialogfenster. Wenn Sie es später erneut
öffnen, werden die zuvor ausgewählten Ausdrücke
wieder online überwacht und angezeigt.
nn
n "SYNTAXPRÜFUNG"
nn
Prüfen Sie ein neu geschriebenes Programm bevor
Sie es zum ersten Mal starten: Klicken Sie auf
"ENTWICKLUNG" → "SYNTAXPRÜFUNG" und das
Programm wird abgebrochen, sobald ein fehlerhafter
Befehl gefunden wird. Im Kommunikationsfenster
wird die Zeilennummer genannt und eine Fehlerbeschreibung ausgegeben. Automatisch wird der
Cursor in die Zeile genau an die Position mit dem
Syntaxfehler gestellt und das Programm stoppt an
dieser Stelle.
Die Funktion "SYNTAXPRÜFUNG" erzeugt zusätzlich
zum Check ein Debug-File und speichert es als
„temp.ad$“.
n n
n "IN DATEI KOMPILIEREN"
n n
Mit → "IN DATEI KOMPILIEREN" wird ein aktuelles
File kompiliert und als binäres File gesichert. Ein
Dialogfenster "SPEICHERN UNTER" ermöglicht es
dem Anwender, den Datei-Namen auszuwählen,
unter dem die Datei gespeichert werden soll.
Als Standard wird der Programmname mit der
Extension „.bin“ angeboten.
nn
n "BEFEHLSHILFE"
nn
Die Befehlshilfe beinhaltet nicht nur alle Befehle alphabetisch geordnet, sondern zeigt auch zu jedem Befehl
passend die notwendigen Eingabefelder und bildet
automatisch die richtige Syntax für jeden Befehl, die
Sie ganz einfach in Ihr Programm "EINFÜGEN".
Außerdem können Sie den VLT per Teach-in programmieren.
Stellen Sie im Editierfenster die Eingabemarke an
die Stelle, wo Sie den oder die neuen Befehle einfügen wollen, klicken Sie auf "ENTWICKLUNG"
"BEFEHLSHILFE" und wählen Sie im Dialogfeld den
benötigten Befehl aus, z.B. POSA.
→→
→
→→
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 61
Page 62

Programmierbarer SyncPos Motion Controller
"HILFE"
Sie können sich in diesem Dialogfeld auch detailliert über jeden Befehl informieren: Klicken Sie auf
"HILFE" oder drücken Sie [F1] und Sie erhalten die
Informationen zum markierten Befehl.
Sobald Sie einen Befehl markieren zeigt die Vorschau die genaue Syntax des Befehls. Sie haben
nun drei Alternativen zur Auswahl, die Sie beim Programmieren beliebig mischen können:
"EINFÜGEN"
Entweder Sie fügen den Befehl sofort in Ihr Programm ein: Klicken Sie auf "EINFÜGEN".
PC Software Benutzeroberfläche
"JETZT AUSFÜHREN"
Oder klicken Sie auf "JETZT AUSFÜHREN" und
testen diesen Befehl, bevor Sie ihn in Ihr Programm
"EINFÜGEN".
ACHTUNG!
Freigegebene Antriebe laufen an.
nn
n Menü "STEUERUNG"
nn
Mit den Funktionen im Menü "STEUERUNG" verwalten Sie Ihre Programme: Sie speichern oder löschen
die Programme im EEPROM der Option und kennzeichnen ein Programm für einen Autostart.
Außerdem können Sie hier alle Parameter einstellen,
verschiedene Resets durchführen und für jeden angeschlossenen VLT einen Namen vergeben.
nn
n "PROGRAMME"
nn
Klicken Sie auf "STEUERUNG"
und im Dialogfeld sehen Sie im ersten Feld alle
VLTs. Es ist der VLT markiert, mit dem das Programm
im Editierfenster gerade verbunden ist. Sie können
natürlich auch einen anderen VLT markieren und
bearbeiten.
→→
→ "PROGRAMME"
→→
"POSITION ANFAHREN"
Oder Sie nutzen die Teach-in-Funktion und klicken
auf "POSITION ANFAHREN": Im Dialogfeld wird die
aktuelle Position der Achse angezeigt. Klicken Sie
auf das Vorwärts- > oder auf das Rückwärtssymbol
< und fahren Sie den Antrieb an die gewünschte
Position: schrittweise mit einzelnen Mausklicks,
Dauerfahrt durch Festhalten der Maustaste.
Wenn der Antrieb die gewünschte Position erreicht
hat, klicken Sie auf "ÜBERNEHMEN" und der Wert
wird in das Dialogfeld zur Achse eingetragen.
ACHTUNG!
Generell gilt, dass die Werte, die Sie beim
Programmieren vorgeben, nicht auf zulässige
Bereiche geprüft werden. Aufgrund der vielseitigen
Anwendungsmöglichkeiten und verschiedenen
Motorgrößen ist dies nicht möglich und auch nicht
erwünscht.
"PROGRAMM"
Immer wenn Sie ein Programm ausführen, das heißt
in den VLT laden, wird es in einen temporären
Bereich im RAM geladen, der mit jedem weiteren
Ausführen überschrieben wird. Sie können das zuletzt ausgeführte "TEMPORÄRE PROGRAMM" jetzt
dauerhaft
→→
→ "SICHERN".
→→
→
"SICHERN"
62
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 63
Programmierbarer SyncPos Motion Controller
ACHTUNG!
Vergessen Sie nicht, die Programmdatei ent-
weder auch auf der Festplatte des PCs oder
zusätzlich → "MIT QUELLCODE" zu speichern, da
Sie die compilierte Quelldatei im VLT nicht mehr
bearbeiten können.
Klicken Sie auf "SICHERN" und geben Sie im folgenden Dialogfeld einen Namen ein oder bestätigen
Sie den vorgeschlagenen Dateinamen. Die Programmnummer wird automatisch vergeben.
ACHTUNG!
Versucht man, ein Programm zu sichern
während ein Programm bereits aktiv ist, dann
kann das neue Programm nicht gesichert werden.
In einem solchen Fall wird ein Dialogfenster geöffnet, das die Möglichkeit bietet, das aktive Programm
zu → "UNTERBRECHEN". Das neue Programm wird
dann gespeichert.
Klicken Sie auf "SICHERN ALS" und Sie können
zusätzlich zum Namen auch die Programmnummer
(0 bis 127) selbst bestimmen.
Über diese Programmnummer kann ein beliebiges
Programm auch über die Eingänge, zum Beispiel
von einer SPS aus, gestartet werden. Dazu sind die
→→
Eingänge mit "STEUERUNG"
"GLOBAL"
"SICHERN" → "MIT QUELLCODE"
Wenn das Kontrollkästchen aktiviert ist, wird zusätzlich zur compilierten und direkt ausführbaren Programmdatei der Quellcode im VLT gesichert. Und
Sie können diesen bei Bedarf wieder zurücklesen
und auf dem PC in einer Datei speichern.
entsprechend zu setzen.
→
"PARAMETER"
→→
→→
→
→→
Der Quellcode wird im Flash-EPROM gespeichert.
Falls dort nicht genügend Platz für den Quellcode ist,
erhalten Sie eine Meldung und müssten dann
andere Programmdateien löschen, bevor Sie die
neue speichern.
Alle mit Quellcode gesicherten Programme werden
mit einem + gekennzeichnet.
"PROGRAMM" → "STARTEN"
Sie können in diesem Dialogfeld ein Programm auswählen und direkt starten.
"RÜCKLESEN QUELLCODE"
Alle mit '+' gekennzeichneten Programme können
Sie im Quellcode-Format wieder aus der Steuerung
auslesen und auf Ihrem PC zur weiteren Verwendung ablegen.
Wählen Sie das gewünschte Programm aus und
klicken Sie auf "RÜCKLESEN QUELLCODE". Sie können die Datei dann wie gewohnt bearbeiten oder für
andere Steuerungen duplizieren.
"AUTOSTART EIN / AUS"
Mit "AUTOSTART" kennzeichnen Sie ein Programm,
das künftig nach dem Einschalten des VLTs sofort
gestartet wird. Markieren Sie das gewünschte Programm und klicken Sie auf "AUTOSTART EIN". Das
ausgewählte Programm wird mit einem
zeichnet.
Wenn Sie einen gesetzten Autostart aufheben wollen,
klicken Sie auf "AUTOSTART AUS"
zeichnen gleich ein anderes Programm.
Um mehrere Programme mit Autostart ablaufen zu
lassen, nutzen Sie den Parameter PRGPAR (102).
Damit können Sie festlegen, welches Programm
nach Ablauf des per Autostart ausgeführten Programmes gestartet werden soll.
Wenn in PRGPAR (102) oder I_PRGSTART (103)
nichts anderes festgelegt ist, wird immer wieder das
mit "AUTOSTART" gekennzeichnete Programm gestartet.
∗∗
∗ gekenn-
∗∗
oder Sie kenn-
PC Software Benutzeroberfläche
Wenn der Programm-Quellcode in die Steuerung
geladen wird, werden auch Included Files in den
Quellcode geschrieben und mit diesem zusammen
in die Steuerung geladen. So kann ein komplettes
Programm in der Steuerung gespeichert werden.
→→
Klicken Sie auf
Sie einen Namen in das folgende Dialogfeld ein
oder bestätigen Sie den Dateinamen. Der vorgeschlagene Name enthält das Datum und die Uhrzeit,
damit beim Zurücklesen keine aktuelle Datei überschrieben werden kann.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 63
→
"SPEICHERN UNTER" und geben
→→
Ein gesetzter "AUTOSTART" wirkt sich wie folgt aus:
Wenn bei einem Kaltstart kein Fehler vorliegt (Ausnahme Schleppfehler, Endschalter-Fehler und SWEndschalter-Fehler) wird das entsprechende Autostartprogramm gestartet.
Wird das Autostartprogramm durch einen Abbruch
des Benutzers gestoppt wird es nicht wieder gestartet, es sei denn es findet ein neuer Kaltstart statt. In
diesem Fall wird auch kein Programm auf Grund
von Eingängen oder PRGPAR (102) gestartet.
Page 64

Programmierbarer SyncPos Motion Controller
Wird das Autostartprogramm durch einen Fehler abgebrochen (weil keine ON ERROR Routine definiert
wurde) oder normal beendet, wird anschließend geprüft, ob ein Start durch Eingänge vorgesehen oder
ob der Parameter PRGPAR (102) gesetzt ist. Wenn ja,
wird das entsprechende Programm ausgeführt, bzw.
auf den Start-Eingang gewartet. Wenn nicht, wird das
Autostartprogramm wieder von vorne begonnen.
Daraus folgt:
Einmalige Ausführung des Autostartprogrammes
Wenn prinzipiell ein Start von Programmen über den
Parameter PRGPAR (102) oder über Eingänge vorge-
PC Software Benutzeroberfläche
sehen ist, wird das Autostartprogramm nur einmal
ausgeführt (zum Beispiel für HOME-Aufgaben).
Wiederholende Ausführung des
Autostartprogrammes
In den anderen Fällen wird das Autostartprogramm
immer wieder gestartet.
So kann man auch ein Programm mit einem EXIT
Befehl einfach wieder von vorne starten. Dies ist
dann nützlich, wenn man in einer Fehlersituation
(ON ERROR) nicht mit RETURN fortfahren, sondern
zum Beispiel eine erneute Homefahrt erzwingen will.
Es sollte allerdings darauf geachtet werden, dass
kein Fehler (außer Schleppfehler, Endschalter-Fehler
und SW-Endschalter-Fehler) vorliegt, da sonst das
Autostartprogramm nicht wieder gestartet wird.
nn
n "STEUERUNG"
nn
Die Parameter sind in zwei Gruppen unterteilt: den
globalen Parametern und den Achsparametern.
Sowohl die Übersicht als auch die Details aller
Parameter und die Parameterkennungen mit den jeweiligen Werkseinstellungen finden Sie im Kapitel
Software-Referenz, Abschnitt
Die Dialogfelder der Parametergruppen bieten aber
auch einen direkten Zugriff auf die Online-Hilfe:
Stellen Sie den Mauscursor in eines der Eingabefelder, drücken Sie [F1]
diesem Parameter werden eingeblendet.
n Globale Parameter
Zu den globalen Parametern gehören die Funktionen
der Ein- und Ausgänge (Gruppe GLI) und die
Standard Parameter (Gruppe GLS). Die interne Parameter-Nummer führt Sie im nächsten Kapitel in
aufsteigender Reihenfolge durch die
Referenz mit den Detail-Informationen.
Markieren Sie den VLT den Sie bearbeiten wollen.
Sie können jeden voreingestellten Wert einzeln verändern. Klicken Sie auf "OK" um die Änderungen
als Benutzerparameter in den VLT zu laden.
→→
→ "PARAMETER"
→→
Parameter.
und die Informationen zu
Parameter-
Verkettung von Autostartprogrammen
Das Starten über Parameter PRGPAR (102) kann
natürlich auch zur Verkettung benutzt werden:
Nachdem ein Programm gestartet wird, kann die mit
PRGPAR (102) definierte Programmnummer umgesetzt und so bestimmt werden, welches Programm
als nächstes ausgeführt werden soll.
ACHTUNG!
Wenn kein Autostartprogramm definiert ist,
kann auch kein Programm über PRGPAR
(102) gestartet werden; dies erfordert immer ein
beendetes Autostartprogramm.
"ALLE LÖSCHEN"
Klicken Sie auf "ALLE LÖSCHEN", wenn Sie alle
Programme im VLT löschen wollen. Vergewissern
Sie sich zuvor, dass Sie die Programme noch im PC
zur Sicherheit oder für das Archiv gespeichert
haben.
Mit "RESET"
"STEUERUNG" können Sie wieder auf die Werkseinstellungen zurücksetzen, allerdings werden dabei
alle – also auch alle Achsparameter – auf die ab
Werk eingestellten Werte zurückgesetzt.
→→
→ "PARAMETER" im Menü
→→
64
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 65

Programmierbarer SyncPos Motion Controller
nn
n Achsparameter
nn
Die Achsparameter gelten immer für alle Programme einer Steuerung. Die Einheiten der Parameterwerte und alle anderen Informationen zu den Parametern finden Sie in der Parameter-Referenz nach
der internen Parameternummer aufsteigend geordnet.
Es gibt zwei Möglichkeiten, die Parameter einzustellen oder zu ändern:
Achsparameter online einstellen oder ändern
Klicken Sie auf
"ACHSEN" und markieren Sie im folgenden
Dialogfeld die Steuerung, deren Parameter Sie
sehen oder ändern wollen. Wählen Sie außerdem
im Feld "PARAMETER" den Typ aus:
Encoder AXE
Homefahrt AXH
Eingänge/Ausgänge (I/O) AXI
Regelung AXR
Synchronisierung AXS
Geschwindigkeit (Velocity) AXV
"STEUERUNG"
→→
→ "PARAMETER"
→→
→→
→
→→
PC Software Benutzeroberfläche
Sie können jeden Parameter ändern und mit Klicken
auf "OK" wieder in den VLT laden. Sie können aber
auch sofort einen anderen VLT auswählen, die Parameter ändern und dann mit "OK" alle Änderungen
gleichzeitig in den VLT laden.
Achsparameter mit den Werkseinstellungen
In dieser Parametergruppe werden den Ein- und
Ausgängen – in Abhängigkeit von der Anwendung –
feste Funktionen zugewiesen. Falls erforderlich können Sie hier auch Software-Endschalter definieren.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 65
Page 66

PC Software Benutzeroberfläche
Programmierbarer SyncPos Motion Controller
Achsparameter einer Konfigurationsdatei ändern
Neben der Möglichkeit die Achs- und globalen Parameter online zu ändern, können auch alle Parametereinstellungen einer gespeicherten Konfigurationsdatei geändert werden. Dazu öffnen Sie den
"CAM-EDITOR" und ändern die Parameter in den
entsprechenden Registerkarten.
Diese Änderungen betreffen jedoch nur die Konfigurationsdatei, nicht aber die Parameter in der Steuerung. Um die in der Konfigurationsdatei geänderten
Einstellungen in die Steuerung zu übernehmen,
muss die Konfigurationsdatei in die Steuerung
geladen werden: "STEUERUNG" → "PARAMETER"
→ "WIEDERHERSTELLEN AUS DATEI".
→→
→
→→
Achsparameter rücksetzen
Wenn Sie für alle Achsparameter wieder die Standardeinstellungen wünschen, klicken Sie auf
"STEUERUNG"
ACHTUNG!
Dabei werden aber auch die Globalen Parameter auf die Werkseinstellungen zurück-
gesetzt.
→→
→ "RESET"
→→
→→
→
"PARAMETER".
→→
66
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 67

Programmierbarer SyncPos Motion Controller
nn
n "PARAMETER"
nn
Sie können zusätzlich zur Adresse für jeden VLT
einen Namen eingeben oder den vorhandenen
ändern. Klicken Sie auf "STEUERUNG"
"PARAMETER"
Dialogfeld den VLT aus, den Sie bearbeiten wollen:
Geben Sie im Feld "NAME" einen maximal 8-stelligen Namen für den VLT ein oder überschreiben Sie
den vorhandenen und klicken Sie auf
→→
→ "NAME"
→→
→→
→
→→
→→
→ "NAME" und wählen Sie im
→→
..
"OK"
.
..
nn
n "PARAMETER"
nn
DATEI"
Klicken Sie auf "PARAMETER" → "WIEDERHERSTELLEN AUS DATEI" und wählen Sie den VLT aus,
in den die Daten geladen werden sollen.
→→
→ "WIEDERHERSTELLEN AUS
→→
PC Software Benutzeroberfläche
nn
n "PARAMETER"
nn
Mit "PARAMETER" → "SPEICHERN IN DATEI"
sichern Sie die Benutzerparameter inklusive der
Arrays in eine Datei mit der Extension „cnf". So
können Sie schnell die Parameter in andere VLTs
laden oder später jederzeit wieder in den VLT laden,
zum Beispiel nach EEPROM löschen.
Klicken Sie auf → "SPEICHERN IN DATEI" und
wählen Sie im folgenden Dialogfeld den VLT aus,
dessen Parameter Sie sichern wollen.
→→
→ "SPEICHERN IN DATEI"
→→
Dann wählen Sie die Datei aus und klicken auf
"ÖFFNEN". Sofort werden die gespeicherten Benutzerparameter inklusive der Arrays in den VLT
geladen.
Geben Sie einen Namen ein oder bestätigen Sie
den vorgeschlagenen. Dieser enthält das Datum und
die Uhrzeit, so dass ein unbeabsichtiges Überschreiben der Parameter beim Wiederherstellen ausgeschlossen wird.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 67
Page 68

Programmierbarer SyncPos Motion Controller
nn
n "SPEICHER"
nn
Die Funktion RAM speichern wird normalerweise
nicht benötigt, da Programme und Parameter automatisch gesichert werden.
Mit → "RAM SPEICHERN" können Sie zusätzlich
aktuelle Array-Werte mit in das EEPROM sichern.
RAM speichern entspricht dem Befehl SAVEPROM,
denn es werden alle Programme, Parameter und
PC Software Benutzeroberfläche
Arrays gesichert.
nn
n "SPEICHER"
nn
Das EEPROM in der SyncPos-Option werden Sie
löschen, wenn Sie wieder die Werkseinstellungen
benutzen wollen. Wenn Sie nur die Arrays zurücksetzen wollen, sollten Sie (ab Version 2.1x) "RESET"
→→
→ "ARRAYS" benutzen.
→→
ACHTUNG!
Wenn Sie das EEPROM löschen, werden alle
Parameter auf die Werkseinstellungen zurückgesetzt. Allerdings erst nach dem Ausschalten des
VLTs.
ACHTUNG!
Beachten Sie also Folgendes, wenn Sie das
EEPROM löschen:
• Prüfen Sie, ob Sie alle noch benötigten Programme im PC gesichert haben, um sie nach
dem Löschen des EEPROMs wieder in den VLT
laden zu können.
• Prüfen Sie, ob die Parameter aller angeschlossenen VLTs in einer Datei im PC gesichert sind.
• Klicken Sie dann auf "SPEICHER"
"EEPROM LÖSCHEN".
• Laden Sie die Benutzerparameter und die benötigten Programme wieder in den VLT (bzw. in
die VLTs).
→→
→ "RAM SPEICHERN"
→→
→→
→ "EEPROM LÖSCHEN"
→→
→→
→
→→
nn
n "RESET"
nn
"RESET"
Mit "RESET"
Parameter und alle Achsparameter im SyncPos
Motion Controller auf die Werkseinstellungen zurückgesetzt.
"RESET"
Mit "RESET" → "ARRAYS" können Sie alle Arrays im
RAM löschen, ohne – wie bisher – auch die Parameter etc. zu löschen. Dieser neue Befehl bewirkt das
Gleiche, wie der Befehl DELETE ARRAYS.
EEPROM überschrieben!
"RESET"
Mit "RESET"
die Parameter, sondern auch die Programme und
Arrays gelöscht und die SyncPos-Option auf die
Grundeinstellungen ab Werk zurückgesetzt
EEPROM löschen.
→→
→ …
→→
→ →
→ "PARAMETER"
→ →
→→
→ "PARAMETER" werden alle Globalen
→→
→→
→ "ARRAYS"
→→
ACHTUNG!
Wenn Sie anschließend ein SAVE ARRAYS
durchführen, werden auch die Arrays im
→→
→ "VOLLSTÄNDIG"
→→
→→
→ "VOLLSTÄNDIG" werden nicht nur
→→
......
...
......
ACHTUNG!
......
... und zwar sofort und nicht erst nach dem
......
Aus- und Wiedereinschalten des VLTs wie bei
68
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 69

Programmierbarer SyncPos Motion Controller
nn
n Menü "TESTFAHRT"
nn
Das Menü Testfahrt bietet die Funktion
"TESTFAHRT" → "AUSFÜHREN" von der Eingabe
der Testfahrtparameter bis zur grafischen Darstellung der Testfahrtergebnisse.
Wenn Sie mit TESTSETP eine Testfahrt mit anderen
Parametern definiert haben, können Sie sich diese
Ergebnisse nach der Durchführung (TESTSTART) mit
"TESTFAHRT" → "AUFZEICHNUNG ANZEIGEN"
ebenfalls grafisch darstellen lassen.
nn
n Testfahrt-Parameter festlegen
nn
Klicken Sie auf ""TESTFAHRT" → "AUSFÜHREN" und
geben Sie im Dialogfeld die Testfahrt-Parameter ein:
Geschwindigkeit, Beschleunigung und Verzögerung
Die Testfahrt-Parameter Geschwindigkeit, Beschleunigung und Verzögerung werden in Prozent der jeweiligen Maximalwerte eingegeben.
Führen Sie die Messvorgänge mit den für die Steuerung
am häufigsten benötigten Werten für Geschwindigkeit,
Beschleunigung und Verzögerung durch.
Um das Überschwingungsverhalten bei Erreichen
der Endgeschwindigkeit bewerten zu können, ist ein
trapezförmiger Geschwindigkeitsverlauf anzustreben.
Eventuell muss hierzu das Abtastintervall erhöht
oder die Endgeschwindigkeit reduziert werden.
ACHTUNG!
Prüfen Sie – bevor Sie mit der Optimierung
des Regelverhaltens beginnen – ob die Maximalgeschwindigkeit und die Maximalbeschleunigung erreicht wird.
Anzahl der Messungen
Die Anzahl der Abtastungen sowie das Abtastintervall bestimmten die gesamte Messdauer. 50 bis
100 Messpunkte sind für eine optimale Bildschirmdarstellung ausreichend.
Die Zahl der maximal möglichen Messpunkte ist
durch den internen Speicher des SyncPos Motion
Controllers sowie durch eventuell darin abgelegte
Programme begrenzt. Wenn der Speicherplatz für die
gewünschten Abtastungen nicht ausreicht, müssen
Sie zuvor die im SyncPos Motion Controller abgelegten Programme mit "STEUERUNG"
→→
"PROGRAMME"
→
"ALLE LÖSCHEN".
→→
→→
→
→→
PC Software Benutzeroberfläche
Verändern Sie nach Möglichkeit von einer Messung
zur anderen immer nur einen Parameter und prüfen
Sie die Auswirkung.
Fahrweg
Bestimmen Sie den Fahrweg in Benutzereinheiten
und nutzen Sie die gesamte Aufzeichnungsdauer
bestmöglich:
Die Zahl der Messpunkte multipliziert mit der Zeitdifferenz zwischen zwei Messungen ergibt die gesamte
Aufzeichnungsdauer und bestimmt somit die grafische Darstellung. Für eine möglichst optimale Auswertung der Diagramme sollte der Verfahrweg so
gewählt werden, dass die Endposition ungefähr in
80 % der gesamten Aufzeichnungsdauer erreicht
wird. So sind auch Überschwinger in der Zielposition
noch gut erkennbar.
Beispiel:
50 Messungen in 30 ms Intervallen = 1,5 sec Aufzeichnungsdauer
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 69
Datenabtastintervall
Wählen Sie ein dem System angepasstes Abtastintervall, für Frequenzumrichter zum Beispiel 20 bis
30 ms.
Für dynamische Anwendungen kann das Abtastintervall bis zu 1 ms verkleinert werden. Ein möglichst kurzes Abtastintervall ist für Servomotoren
einzustellen.
Für das Aufzeichnen langsamer oder sehr langer
Bewegungsvorgänge kann die Zeitdifferenz in Millisekunden natürlich erhöht werden, bis maximal
255 Millisekunden.
ACHTUNG!
Dieses Abtastintervall ist das interne Intervall
zwischen den einzelnen Messungen, nicht
das Abtastintervall der Steuerung.
Page 70

Programmierbarer SyncPos Motion Controller
nn
n "TESTFAHRT"
nn
Sicherheitshinweise
Bringen Sie den Antrieb in die Ausgangsstellung,
und zwar unbedingt bevor Sie das Testfenster öffnen.
ACHTUNG!
Bei der Regleroptimierung mit der Funktion
"TESTFAHRT" wird der Antrieb nach dem
Erreichen der Zielposition automatisch auf die Startposition zurückgefahren.
Falls Ihr Antrieb nicht reversieren darf, muss der Parameter REVERS (63) auf "keine Reversierung = 2"
PC Software Benutzeroberfläche
eingestellt werden.
Klicken Sie auf "STEUERUNG"
"ACHSEN" und ändern Sie die Einstellung in der
Parametergruppe Regelung.
ACHTUNG!
Achten Sie darauf, dass eventuell vorhandene
Bremsen gelöst sind und keine Hindernisse
innerhalb des Positionierweges sind.
digen. Eine Regleroptimierung darf deshalb nie ohne
installierten NOT-AUS-Schalter durchgeführt werden.
"TESTFAHRT" starten
Klicken Sie auf "TESTFAHRT" → "AUSFÜHREN"
und das Dialogfeld mit den Testfahrt-Parametern
wird geöffnet: Die zuletzt gesicherten Testfahrt-Parameter und die aktuellen Achsparameter sind hier
bereits eingetragen.
Beginnen Sie die Testreihe mit „stabilen“
Reglerparametern. Wenn die standardgemäß
vorgegebenen Parameter bereits in der
Ausgangsstellung zu einem stark schwingenden
Antrieb führen, wählen Sie den
DifferentialfaktorDifferentialfaktor
Differentialfaktor klein (ca. 20) und setzen den
DifferentialfaktorDifferentialfaktor
InteInte
gralfaktorgralfaktor
Inte
gralfaktor auf Null. Von diesen Werten aus-
InteInte
gralfaktorgralfaktor
gehend optimieren Sie dann die Steuerung.
Wenn die Möglichkeit besteht, sollten Sie die Steuerung zunächst mit Motor und Getriebe so optimieren,
dass Sie einigermaßen unkritische Werte erhalten.
Dann schließen Sie die Mechanik mit der Last an
und führen die Feinoptimierung durch.
→→
→ "AUSFÜHREN"
→→
→→
→ "PARAMETER"
→→
ACHTUNG!
Falsch eingestellte Reglerparameter können den Motor und die Mechanik beschä-
ProportionalProportional
Proportional- und
ProportionalProportional
→→
→
→→
Klicken Sie auf "STARTEN": Die Testfahrt wird
durchgeführt, die aktuellen Positionswerte etc. gespeichert und am Ende der Testfahrt an den PC zur
Auswertung übergeben.
ACHTUNG!
Beobachten Sie das Motorverhalten und die
Motortemperatur: Bei starkem Schwingungsverhalten oder übermäßiger Erwärmung des Motors
muss der Bewegungsvorgang mit NOT-AUS vorzeitig
abgebrochen und die Reglerparameter müssen
anders gewählt werden.
Nach einem NOT-AUS müssen Sie den Antrieb für
weitere Testfahrten erst wieder in die Ausgangsposition bringen. Reduzieren Sie den
ggf. zusätzlich den
nächste Testfahrt bzw. Messung starten.
Nach Beendigung der Messung werden die Messdaten automatisch an den PC übertragen und der
Antrieb kehrt währenddessen mit reduzierter Geschwindigkeit in die Ausgangsposition zurück. Die
Diagramme werden automatisch dargestellt.
Mit "WIEDERHOLEN"
Testfahrt-Parameter dargestellt und Sie können ohne
Umwege die Parameter ändern und eine neue Testfahrt starten.
"FEHLER LÖSCHEN"
Es kann keine Testfahrt gestartet werden, wenn die
Motorsteuerung Fehler meldet. Mit → "FEHLER
LÖSCHEN" im Dialogfeld Testfahrt
können aber alle aktuell anliegenden Fehlerbedingungen in der Motorsteuerung gelöscht werden.
Wenn Fehler anliegen, ist der "START"-Button grau
und die Testfahrt kann nicht gestartet werden.
Testfahrt-Parameter sichern und laden
Klicken Sie auf "SICHERN", um die Testfahrt-Parameter im VLT zu speichern. Wenn Sie nun bei den
weiteren Testfahrten schlechtere Regelungsergebnisse erzielen, können Sie die gespeicherten Parameter wieder
DifferentialfaktorDifferentialfaktor
Differentialfaktor, bevor Sie die
DifferentialfaktorDifferentialfaktor
wird wieder das Dialogfeld
→→
→ "LADEN".
→→
Proportionalfaktor,Proportionalfaktor,
Proportionalfaktor,
Proportionalfaktor,Proportionalfaktor,
--
-Parameter
--
70
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 71

Programmierbarer SyncPos Motion Controller
nn
n "AUFZEICHNUNG ANZEIGEN"
nn
Wenn Sie mit TESTSETP eine Testfahrt mit anderen
Parametern definiert haben, können Sie sich diese
Ergebnisse nach der Durchführung (TESTSTART) mit
"TESTFAHRT" → "AUFZEICHNUNG
ANZEIGEN"
auch grafisch darstellen lassen. Soweit dies bei den
von Ihnen gewählten Parametern sinnvoll ist, das
heißt dass sich die Ergebnisse mit den vier Grafiken
auch darstellen lassen.
Die vier Grafiken bzw. sieben Kurven werden dazu
wie folgt genutzt:
(1) Die Kurve Istposition zeigt die Werte des Index
w1 (siehe TESTSETP),
(2) die Kurve Sollposition zeigt die Werte des Index
w2,
(3) und die Stromkurve die Werte des Index w3.
(4) Die Kurve Ist-Geschwindigkeit zeigt die Diffe-
renz der Aufzeichnungswerte zu den Werten
von w1.
Im Fall der Aufzeichnung von Positionsdaten
also die Änderung der Position in ms, das ist
die Geschwindigkeit.
(5) Die Kurve Soll-Geschwindigkeit zeigt die Diffe-
renz der Aufzeichnungswerte zu w2, im Fall der
Aufzeichnung von Positionsdaten also die Ände-
rung der Position in ms = Geschwindigkeit.
(6) Die Kurve Ist-Beschleunigung zeigt die Diffe-
renz der Aufzeichnungswerte zur Ist-Geschwin-
digkeit (siehe 4), im Fall der Aufzeichnung von
Positionsdaten also die Änderung der
Geschwindigkeit in ms = Beschleunigung.
(7) Die Kurve Soll-Beschleunigung zeigt die Diffe-
renz der Aufzeichnungswerte zur Soll-
Geschwindigkeit (siehe 5), im Fall der Aufzeich-
nung von Positionsdaten also die Änderung der
Geschwindigkeit in ms = Beschleunigung.
nn
n Fahrdiagramme auswerten
nn
Prüfen Sie die maximale Position, die maximale
Geschwindigkeit, die Anzahl der „Überschwinger“,
sowie die Dauer des Einschwingvorganges.
Zu jeder Grafik werden die wichtigsten TestfahrtParameter, die eingestellten Maximalwerte und die
tatsächlich erreichten Werte angezeigt:
• Geschwindigkeit in Benutzereinheiten/ms,
• Beschleunigung in Benutzereinheiten/ms
• die maximale Soll-Ist-Abweichung (Regelabweichung in Benutzereinheiten), die während
der Fahrt herrschte,
• die tatsächliche Positionsabweichung im Ziel,
• Benutzereinheit in qc und das
• Datenabtastintervall in ms.
Klicken Sie in das jeweilige Eingabefeld um eine
der anderen Grafiken zu sehen, z. B. vor Position. Sie
können sich auch zwei oder alle vier Grafiken
gleichzeitig ansehen. Dann werden allerdings keine
Einheiten auf der x-Achse dargestellt.
Wiederholen
Wenn Sie auf "WIEDERHOLEN" klicken, wird wieder
das Dialogfeld Testfahrt-Parameter dargestellt: Sie
können die Parameter ändern und eine neue Testfahrt starten.
Testfahrt-Grafik Position
Die Grafik zeigt mit der dunkelroten (dunkleren)
Kurve die Sollpositionen und mit der roten (helleren)
Kurve die tatsächlich erreichten Positionen.
PC Software Benutzeroberfläche
2
,
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 71
Page 72

Programmierbarer SyncPos Motion Controller
Testfahrt-Grafik Geschwindigkeit
Die gelbe (helle) Kurve zeigt den erfassten Geschwindigkeitsverlauf, die braune (dunkle) Kurve die
gewünschte trapezförmige Sollkurve.
PC Software Benutzeroberfläche
In Sonderfällen kann der trapezförmige Geschwindigkeitsverlauf zu einer Dreiecksform entartet sein.
Dieser Effekt tritt auf, wenn die Positionierdistanz zu
gering ist, um bei der gewünschten Beschleunigung
die Maximalgeschwindigkeit zu erreichen.
Testfahrt-Grafik Strom
Die blaue Linie zeigt die aktuelle Stromaufnahme
des Motors.
Testfahrt-Grafik Beschleunigung
Die hellgrüne Kurve zeigt den aktuellen Beschleunigungsverlauf, die dunkle die gewünschte treppenförmige Sollkurve beim Beschleunigen und Abbremsen.
72
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 73

Programmierbarer SyncPos Motion Controller
nn
n Menü CAM-Editor
nn
Mit dem CAM-Editor werden die Kurvenprofile für
beliebige Kurvenscheibensteuerungen erstellt. Die
einzelnen Kurven werden durch Fixpunkte, Parameter für die Ein- und Auskuppelbewegung sowie
Parameter für die Synchronisation mit Marker beschrieben. Für diese Eingabe und für andere KurvenInformationen gibt es im CAM-Editor Registerkarten.
In der Grafik werden die Kurven und Parameter
visualisiert; außerdem können Sie die Fixpunkte
auch interaktiv eingeben und manipulieren.
Während Sie mit dem CAM-Editor arbeiten, bleibt
das SyncPos-Fenster geöffnet. Sie können beliebig
hin- und herschalten, zum Beispiel um Parameter in
der Steuerung nachzusehen oder die Anzahl der
Array-Elemente in die DIM-Anweisung zu übernehmen.
Für eine Kurvenscheibensteuerung können eine
oder mehrere Kurven erzeugt werden. Alle zu einer
Anwendung erforderlichen Kurven werden in der
cnf-Datei gespeichert und in die Steuerung geladen.
Klicken Sie auf → "CAM-EDITOR" zum Starten des
Editors. Das CAM-Editor-Fenster wird geöffnet und …
n n
n Bevor Sie beginnen, eine Kurve zu editieren
n n
… sollten Sie die Parameter der Steuerung als cnfFile in den CAM-Editor laden. Denn dann werden die
Parameter in der entsprechenden Registerkarte
schon passend ausgefüllt. Sie erhalten diese Datei
mit "STEUERUNG" → "PARAMETER SPEICHERN
IN DATEI". Dabei werden auch evtl. vorhandene
Arrays mit ausgegeben.
Wenn Sie kein cnf-File laden, werden die Werkseinstellungen des VLT eingestellt.
n n
n CAM-Editor-Fenster
n n
Das CAM-Editor-Fenster ist in vier Bereiche aufgeteilt:
• Kurvenprofil-Grafik,
• Kontrollkästchen um die grafische Darstellung
von Parametern und Berechnungsmodi auszuwählen und Berechnen-Button
• Registerkarten: Tabelle der "FIXPUNKTE" und
der "START STOP PUNKTE",
• Registerkarten: "KURVEN-DATEN", "KURVENINFO" und alle Parameter gemäß den Dialogfeldern des SyncPos-Programmes: Encoder,
Homefahrt, Eingänge/Ausgänge, Regelung,
Synchronisation und Geschwindigkeit. Scrollen
Sie nach links oder rechts, um alle Registerkarten zu sehen.
PC Software Benutzeroberfläche
Das gesamte CAM-Editor-Fenster kann beliebig
vergrößert oder verkleinert werden. Dabei bleiben
die beiden rechten Bereiche für die alphanumerischen Eingaben gleich groß, während die Grafik
vergrößert bzw. verkleinert wird und der linke untere
Bereich bei starker Verkleinerung sogar beschnitten
wird.
Wenn Sie in den zunächst nicht dargestellten
Bereichen von Registerkarten, zum Beispiel in
"SYNCHRONISATION" Eingaben vornehmen, wird
vorübergehend die gesamte Karte dargestellt und
die Grafik verkleinert. Klicken Sie auf "FENSTER" →
"STANDARD", auf → "BERECHNEN" oder in ein
anderes Feld im CAM-Editor, dann wird sofort wieder
das Standardfenster dargestellt.
Sie können aber auch die einzelnen Bereiche in der
Größe ändern, indem Sie mit dem Mauscursor auf
die horizontale oder vertikale Trennlinie der Bereiche bewegen und klicken – sobald der Cursor seine
Form ändert – und ihn dann in die gewünschte
Richtung ziehen.
Titelleiste CAM-Editor
Die Titelleiste zeigt den Namen der cnf-Datei und
den vollständigen Pfad.
Sobald eine Kurve zum ersten Mal mit →
"SICHERN CNF ALS .." in eine cnf-Datei gespeichert
wurde, sehen Sie rechts in der Titelleiste die Nummer (der Platz) des Arrays im cnf-File und die Anzahl der Array-Elemente, die Sie für die DIM-Anweisung im Programm benötigen:
Arr.Nr/ArrSize [0/350]
Menüleiste CAM-Editor
Die Menüleiste bietet die Menüs zum Laden und
Speichern der Dateien, für verschiedene Einstellungen, zur Berechnung und Ansichtsoptionen.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 73
Page 74

Programmierbarer SyncPos Motion Controller
nn
n Menü "DATEI" CNF
nn
Das Menü Datei enthält die Befehle zum Erstellen,
Öffnen und Speichern einer cnf-Datei mit den Kur-
PC Software Benutzeroberfläche
ven und Parametern; außerdem Funktionen zum Exportieren, Importieren und Drucken der cnf-Dateien.
Alle Befehle erreichen Sie auch per Mausklick oder
mit der Tastenkombination [ALT] und dem unterstrichenen Buchstaben, zum Beispiel [ALT] + [D] + [S],
wenn Sie die "DATEI" → "SICHERN CNF" wollen.
"NEUE CNF"
Mit "DATEI → NEUE CNF" wird eine „leere“ neue
cnf-Datei bereitgestellt. Das heißt, hier sind in den
Parametern die VLT-Werkseinstellungen eingetragen.
"LADEN CNF"
Mit "DATEI → LADEN CNF" bzw. öffnen Sie eine
vorhandene cnf-Datei: Entweder die zuvor mit
"PARAMETER" → "SPEICHERN IN DATEI" gesicherten Steuerungsparameter, wenn Sie neue Kurven editieren wollen. Oder eine cnf-Datei, die zu den
Steuerungsparametern schon eine oder mehrere
Kurven enthält, die sie bearbeiten wollen.
Wählen Sie im folgenden Dialogfeld die gewünschte
Datei mit Doppelklick oder mit Klicken auf OK aus.
Wenn die ausgewählte cnf-Datei mehr als eine
Kurve enthält, folgt ein weiteres Dialogfeld, in dem
Sie die zu bearbeitende Kurve auswählen:
Klicken Sie auf → "NEUE ANHÄNGEN", wenn Sie
keine dieser Kurven bearbeiten, sondern eine weitere edieren wollen.
Enthält die ausgewählte cnf-Datei keine Kurve, wird
eine leere Datei geöffnet.
Wird eine ältere Version einer cnf-Datei geladen (in
der nicht alle neuesten Parameter definiert sind),
ergänzt der CAM Editor diese mit geeigneten
Default-Werten.
Ein Dialogfenster informiert den Anwender, wenn
dies der Fall ist. Wird diese cnf-Datei wieder im CAM
Editor gespeichert, den wird die Datei den kompletten Satz der Parameter enthalten.
"SICHERN CNF" und "SICHERN CNF ALS .."
Klicken Sie auf "DATEI → SICHERN CNF", um eine
neue oder geänderte cnf-Datei zwischendurch bzw.
spätestens vor dem Schließen zu speichern.
Falls Sie eine neue cnf-Datei noch nie gespeichert
haben, wird automatisch das entsprechende Dialogfenster "DATEI" → "SICHERN CNF ALS.." angeboten.
Klicken Sie auf "DATEI" → "SICHERN CNF ALS..",
um eine neue oder geänderte cnf-Datei unter einem
neuen Namen zu speichern. Alle diese Dateien
werden automatisch mit der Extension .cnf versehen.
"EXPORT"
Wenn Sie die Daten in ein anderes Format exportieren wollen, zum Beispiel um sie weiterzuverarbeiten
oder auszudrucken, benutzen Sie → "EXPORT". Die
Daten werden im ASCII-Format mit der Extension
.dat gesichert.
"IMPORT"
Importieren können Sie nur dat-Dateien, die Sie mit
→ "EXPORT" erstellt haben.
"DRUCKEN" und "DRUCKEN SW"
Je nach angeschlossenem Drucker können Sie die
Kurvengrafik ausdrucken: Schwarzweiß oder farbig.
Falls Ihr Drucker die Farbgrafik nicht in Schwarzweiß konvertieren kann, nutzen Sie → "DRUCKEN
SW" für schwarzweiß.
74
"ENDE"
Den CAM-Editor schließen Sie mit → "ENDE" oder
durch Klicken auf das Schließen-Schaltsymbol.
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 75

Programmierbarer SyncPos Motion Controller
nn
n Menü Kurve "BEARBEITEN"
nn
Im Menü "BEARBEITEN" finden Sie Funktionen, die
zur Berechnung der Kurve erforderlich sind, und soweit sie häufig benötigt werden, auch direkt über
einen Button im Editor gestartet oder in Kontrollkästchen ausgewählt werden können.
"RÜCKGÄNGIG" und "WIEDERHERSTELLEN"
Wie oft und in welchen Arbeitsschritten Rückgängig
wirkt, wird durch das Berechnen bestimmt. Jedes →
"RÜCKGÄNGIG" stellt die Situation bis zum vorhergehenden Berechnen her. Sobald Sie die Datei
sichern wird der Undo-Speicher gelöscht.
Wählen Sie "BEARBEITEN" → "RÜCKGÄNGIG" oder
benutzen Sie die Tastenkombination [ALT] +
[RÜCKTASTE].
"PERMANENT RECHNEN"
Bei allen interaktiven und vielen anderen Aktionen
wird die Kurve sofort neu berechnet und dargestellt.
Schalten Sie → "PERMANENT RECHNEN" aus,
wenn das interaktive Nachführen der Kurve beim
Verändern der Punkte stört. Sie können dann den
Punkt erst mit der Maus versetzen, bevor die Kurve
nachgeführt wird.
"AUSRICHTEN AN GITTER"
Wenn die Fixpunkte automatisch auf das Interpolations-Raster gesetzt werden sollen – was empfohlen
wird – aktivieren Sie → "AUSRICHTEN AN GITTER".
Die Funktion wird nicht ausgeführt, wenn die Masterlänge nicht ganzzahlig durch die Anzahl der Intervalle teilbar ist.
PC Software Benutzeroberfläche
"BEARBEITEN" → "WIEDERHERSTELLEN" oder die
Tastenkombination [ALT] + [UMSCHALT] +
[RÜCKTASTE] stellt die Arbeitsschritte vor dem
Befehl Rückgängig wieder her.
"BERECHNEN"
Bei vielen Aktionen – zum Beispiel allen interaktiven
– wird die Kurve sofort neu berechnet und dargestellt. Wenn Sie Felder wie die Fixpunkte oder Parameter ausfüllen, bestimmen Sie mit dieser Funktion
den Zeitpunkt selbst.
Wählen Sie "BEARBEITEN" → "BERECHNEN" oder
klicken Sie auf den Berechnen-Button oder tasten
Sie [F9] um das Berechnen und die neue Darstellung der Kurven auszulösen. Dies ist immer notwendig, wenn Sie zum Beispiel Fixpunkte hinzufügen,
Parameter oder Kurven-Daten ändern.
Bei jeder Neuberechnung der Kurve wird auch ein
Syntaxcheck durchgeführt. Das kann zu einer Reihe
von Fehlermeldungen und Hinweisen führen, die Sie
quittieren müssen. Zum Beispiel wenn Ende- und
Startpunkt nicht verbunden sind oder nicht genügend Fixpunkte für ein Kurvenstück (mindestens
drei) existieren.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 75
Page 76

Programmierbarer SyncPos Motion Controller
n n
n Menü "ANSICHT"
n n
Zusätzlich zu den Fixpunkten können Sie die folgenden Kurven-Informationen und -Parameter grafisch
darstellen. Wenn Sie zum Beispiel das CAM-EditorFenster so stark verkleinert haben, dass die Kontrollkästchen nicht mehr dargestellt werden, schalten
Sie die grafische Darstellung der Parameter im
Menü "ANSICHT" ein und aus. Nur die Darstellung
der Ein- und Auskuppelkurven können Sie hier nicht
aktivieren, da Kurve und Richtung durch eine Eingabe bestimmt werden.
Die -Häkchen zeigen die gerade aktivierten
Ansichten.
PC Software Benutzeroberfläche
Die Menü-Auswahl wie auch die Kontrollkästchen
sind in Gruppen unterteilt, die den Registerkarten
entsprechen.
Oder Sie aktivieren die grafische Darstellung der
Parameter durch Anklicken der Kontrollkästchen
bzw. bei der Ein- und Auskuppelkurve durch die
Eingabe der Punktepaar-Nummer.
nn
n Kurvenprofil
nn
Im Kurvenprofil sehen Sie die grafische Darstellung
der Kurve, Parameter und anderer Informationen und
haben die Möglichkeit, interaktiv mit der Maus die
Fixpunkte zu verändern, zu ergänzen und die Darstellung zu vergrößern. In blauer Schrift sehen Sie
den Kurvennamen und den Datei-Namen der gerade dargestellten Kurven.
Fixpunkte mit der Maus einfügen oder löschen
Bevor Sie die Fixpunkte interaktiv mit der Maus
bearbeiten können, müssen Sie mindestens zwei
Fixpunkte mit Master- und Slave-Koordinaten in der
Tabelle definiert haben. Dargestellt wird die Kurve
aber nur, wenn mindestens drei Punkte definiert sind
und die Kurve auch berechnet werden kann.
Sie können Punkte direkt auf der Kurve einfügen
oder an beliebiger Position im Koordinatenfeld.
Punkte auf die Kurve zwischen zwei bereits vorhandenen Punkten setzen:
Bewegen Sie den Mauscursor auf einen Fixpunkt bis
das Handsymbol erscheint und klicken Sie auf die
rechte Maustaste. Wählen Sie im folgenden PopupMenü die gewünschte Aktion aus:
Mit → "EINFÜGEN FIXPUNKT" wird zwischen dem
ausgewählten und dem vorherigen Punkt (nach
links) ein weiterer Fixpunkt gesetzt und sofort auch
in der Tabelle ergänzt. Vor dem ersten Punkt können
Sie keinen weiteren mit der Maus einfügen.
Informieren Sie sich über die Bedeutung und die
grafische Darstellung der Parameter in den Registerkarten "KURVEN-INFO", "KURVEN-DATEN",
"SYNCHRONISATION" und "START-STOP-PUNKTE".
nn
n Menü "FENSTER" (CAM-Editor)
nn
Da manche Registerkarten durch ihre Größe das
CAM-Fenster temporär verändern, können Sie mit
Klicken auf → "STANDARD" wieder das StandardFenster darstellen. Das Gleiche erreichen Sie auch
mit → "BERECHNEN" oder wenn Sie in ein anderes
Eingabefeld außerhalb der „großen“ Registerkarte
klicken.
76
Mit → "LÖSCHEN FIXPUNKT" können Sie den ausgewählten Punkt löschen; dieser wird auch in der
Tabelle sofort gelöscht. Den ersten und letzten Fixpunkt können Sie nicht löschen.
Punkte beliebig in das Koordinatenfeld setzen:
Klicken Sie mit der rechten Maustaste an die gewünschte Position und wählen Sie im Popup-Menü
→ "EINFÜGEN FIXPUNKT".
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 77

Programmierbarer SyncPos Motion Controller
Fixpunkte interaktiv mit der Maus verschieben
Bewegen Sie den Mauscursor auf einen Fixpunkt bis
das Handsymbol erscheint, klicken Sie auf die linke
Maustaste und ziehen Sie den Punkt auf die
gewünschte neue Position. Die Kurve wird – wenn
Permanent Rechnen aktiviert ist – simultan nachgeführt. Wenn dies auf Ihrem Rechner stört, deaktivieren Sie Permanent Rechnen; die Kurve wird dann
neu berechnet und dargestellt, sobald Sie die
Maustaste loslassen.
Die Fixpunkte sollten auf Intervallgrenzen liegen.
Andernfalls ist nicht gewährleistet, dass die Kurve
wirklich durch die Fixpunkte geht. Aktivieren Sie
daher möglichst immer → "AUSRICHTEN AN
GITTER". Vorausgesetzt, es ist bereits eine sinnvolle
→ "ANZAHL INTERVALLE" definiert.
Punktetyp in der Grafik ändern
Es gibt Kurvenpunkte (Typ 1, grün dargestellt) und
Tangentenpunkte (Typ 2, blau dargestellt). Bewegen
Sie den Mauscursor auf einen Fixpunkt bis das
Handsymbol erscheint und klicken Sie auf die
rechte Maustaste. Wählen Sie im folgenden PopupMenü die gewünschte Aktion aus:
Mit → "TYP ÄNDERN" wird der ausgewählte und
der vorherige Punkt (nach links) geändert, entweder
von Kurven- zu Tangentenpunkten oder umgekehrt.
Die Änderungen werden sofort auch in der Tabelle
(Registerkarte Fixpunkte) ausgeführt.
Was tun … wenn die Kurve nicht dargestellt wird
Wenn im Grafikfenster nur Punkte statt einer Kurve
dargestellt werden, konnte die Kurve nicht berechnet
werden. Zum Beispiel haben Sie
• zu wenig Punkte eingegeben (mindestens drei
sind für die Darstellung erforderlich),
• eine größere Anzahl Intervalle als Masterlänge
gewählt,
• Tangentenpunkte falsch gesetzt. (Faustregel:
zwei Tangentenpunkte müssen immer mit mindestens zwei Kurvenpunkten abwechseln.)
nn
n Meldungen des CAM-Editors
nn
Das Display zeigt Eingabe- und Syntaxfehler. Sie
können die Meldungen vor und zurück scrollen.
n n
n Registerkarte "FIXPUNKTE"
n n
Geben Sie in die Kurventabelle die Fixpunkte für
den Master und den Slave grundsätzlich aufsteigend
ein. Wählen Sie nicht zu kleine Benutzereinheiten,
damit die Kurve trotz der ganzzahligen Eingabe eine
vernünftige Auflösung erhält. Empfehlenswert sind
mindestens vierstellige Einheiten.
PC Software Benutzeroberfläche
Kurvenprofil vergrößern und verkleinern
Zum Vergrößern der Grafik klicken und halten Sie
die linke Maustaste und ziehen ein Rechteck nach
rechts unten. Die Grafik wird entsprechend dem
Ausschnitt vergrößert. Sie können dies mehrmals bis
zur extrem feinen Wiedergabe wiederholen.
Zum Verkleinern klicken und halten Sie die linke
Maustaste und ziehen ein Rechteck nach links oben.
Die Grafik wird wieder in der Standardgröße
dargestellt.
Kurvenprofil scrollen
Klicken und halten Sie die rechte Maustaste und bewegen Sie die Maus in die gewünschte Richtung.
Um die Grafik wieder in der Standardposition darzustellen, klicken und halten Sie die linke Maustaste
und ziehen ein Rechteck nach links oben. Ein evtl.
Vergrößerung wird dabei auch zurückgesetzt.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 77
Klicken Sie auf → "BERECHNEN" zur Darstellung
der Kurve.
Es wird erst dann eine Kurve dargestellt, wenn Sie
mindestens für Master und Slave je drei Punkte und
den Punktetyp „1“ eingegeben haben.
Sobald Sie mindestens den Anfangs- und Endpunkt
der Kurve definiert haben, können Sie die weiteren
Fixpunkte auch interaktiv mit der Maus setzen.
Die Fixpunkte sollten auf Intervallgrenzen liegen.
Aktivieren Sie daher möglichst immer
→ "AUSRICHTEN AN GITTER".
Page 78

Programmierbarer SyncPos Motion Controller
Fixpunkte in der Tabelle ergänzen oder löschen
In der Tabelle können Sie immer den letzten Punkt
löschen oder einen weiteren ergänzen. Innerhalb
der Tabelle können Sie mit Hilfe des Popup-Menüs
Punkte ergänzen oder löschen.
Sie klicken mit der rechten Maustaste auf den Punkt,
den Sie löschen oder vor dem Sie einen Fixpunkt
einfügen wollen. Wählen Sie im darauf folgenden
Popup-Menü → "EINFÜGEN FIXPUNKT". Der Punkt
wird zwischen diesem und dem vorhergehenden
eingefügt.
PC Software Benutzeroberfläche
Oder Sie ergänzen oder löschen die gewünschten
Punkte interaktiv mit der Maus in der Grafik.
Innerhalb der Tabelle können Sie die gesetzten
Punkte beliebig durch Überschreiben ändern.
"TYP": Kurven- und Tangentenpunkt
Typ 1 = Kurvenpunkt
Typ 2 = Tangentenpunkt für Geradestücke
Zwischen Kurvenpunkte wird die Kurve als SplineInterpolation berechnet. Für Bereiche, in denen die
Geschwindigkeit konstant und die Beschleunigung 0
sein muss, benutzen Sie Tangentenpunkte. Zwischen
diesen Punkten wird statt eines Splines eine Gerade
gelegt.
Zur Berechnung eines Splines werden immer drei
Punkte benötigt, also mindestens zwei Fixpunkte und
eine Tangente (Geradestück) aus zwei Tangentenpunkten.
Bestimmen Sie den Punktetyp entweder in der
Tabelle durch numerische Eingabe oder ändern Sie
den vorhandenen Typ mit Hilfe des Popup-Menüs.
Sie klicken mit der rechten Maustaste auf den Punkt,
von dem die Tangente (Geradestück) zum vorhergehenden führen soll. Wählen Sie im darauf folgenden
Popup-Menü → "TYP ÄNDERN". Der Typ wird für
beide Fixpunkte auf Tangentenpunkt = 2 geändert.
Das Gleiche können Sie in der Grafik ausführen: Sie
bewegen den Cursor auf den Punkt bis das Handsymbol erscheint. Sie klicken auf die rechte Maustaste und wählen im Popup-Menü → "TYP
ÄNDERN". Auch hier werden sofort beide Punkte
geändert.
n n
n Registerkarte "START STOP PUNKTE"
n n
In dieser Tabelle definieren Sie Punktepaare für das
Ein- und Auskuppeln des Slaves bei der Synchronisation. Ein Punktepaar benötigen Sie, um zu bestimmen, an welcher Master-Position die Synchronisation starten und wo aufsynchronisiert sein soll. Mit
einem weiteren Punktepaar legen Sie fest, ab welchem Punkt ausgekuppelt und wo die Synchronisation angehalten werden soll.
Sie können mehrere (max. 25) Punktepaare definieren, um zum Beispiel für mehrere Starts und Stopps
in einem Zyklus verschiedene Situationen beim
Starten zu berücksichtigen. Mit den Befehlen
SYNCCSTART pnum und SYNCCSTOP pnum
slavepos bestimmen Sie in Ihrem Programm, welches Punktepaar benutzt werden soll.
Wenn A- und B-Punkt identisch sind, wird der Slave
mit der eingestellten Maximalgeschwindigkeit – also
ohne Kurve – eingekuppelt, sobald der Master
diesen Punkt erreicht hat.
Wenn keine Start-Stop-Punkte definiert sind, wird der
Slave bei SYNCCSTART sofort mit der eingestellten
Maximalgeschwindigkeit eingekuppelt.
Auch diese Punktepaare werden immer aufsteigend
eingegeben. Denn die Fahrtrichtung wird automatisch durch das Programm berücksichtigt:
Beim Vorwärtsfahren startet die Synchronisation am
A-Punkt und wird bis zum B-Punkt beendet. Beim
Rückwärtsfahren wird sie am B-Punkt gestartet und
bis zum A-Punkt beendet.
Wenn das Programm ohne expliziten Befehl
SYNCCSTOP pnum slavepos verlassen wird, wird
immer das zweite Punktepaar für das Auskuppeln
benutzt.
78
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 79

Programmierbarer SyncPos Motion Controller
Start-Stop-Punkte und Verlauf grafisch darstellen
Sie können die Start-Stop-Punkte und die Ein- und
Auskuppelkurven im Kurvenprofil visualisieren.
Aktivieren Sie → "START-STOP". Gelbe Flags
zeigen die Punktepaare für das Ein- und Auskuppeln
bei der Synchronisation.
Für die Darstellung der Ein- und Auskuppelkurven
geben Sie in → "START-STOP-KURVE" die Nummer
des Punktepaares ein, dessen Verlauf Sie sehen
wollen. Ohne Vorzeichen zeigt das Einkuppeln, wenn
der Master vorwärts fährt. Nummern mit MinusVorzeichen zeigen das Auskuppeln, wenn der
Master vorwärts fährt.
Wenn der Master rückwärts fährt, gelten die Vorzeichen für den umgekehrten Fall, also Plus für
Auskuppeln und Minus für Einkuppeln.
nn
n Registerkarten "KURVEN-DATEN",
nn
"KURVEN-INFO" und Parameter
Bevor Sie eine Kurve editieren, sollten Sie immer
zuerst die Parameter Ihrer Steuerung in den CAMEditor laden. Mit "PARAMETER" → "SPEICHERN IN
DATEI" sichern Sie die Benutzerparameter inklusive
der Arrays in eine Datei mit der Extension „cnf“.
Diese "DATEI" → "LADEN" Sie in den CAM-Editor.
Wenn Sie keine Parameter laden, finden Sie die
Werkseinstellungen des VLT eingetragen.
Wenn Sie im Verlauf der Kurvenerstellung die
Parameter ändern, werden diese mit in der cnf-Datei
gespeichert und mit "PARAMETER" →
"WIEDERHERSTELLEN AUS DATEI" in die
Steuerung geladen und in den entsprechenden
Dialogfeldern der Achsparameter eingetragen.
n n
n Registerkarte "KURVEN-DATEN"
n n
In der Registerkarte → "KURVEN-DATEN" bestimmen Sie wichtige Eckdaten Ihrer Kurve:
PC Software Benutzeroberfläche
Kurvenname
Wenn Sie mehrere Kurven editieren, geben Sie zu
Ihrer eigenen Information hier den Kurven aussagefähige Namen. Wenn eine cnf-Datei mehrere Kurven
enthält, werden beim "DATEI" → "LADEN CNF"
diese Namen zur Auswahl angeboten.
Kurventyp
Um Drehzahlsprünge bei mehrmaligem Kurvendurchlauf zu verhindern, können Sie zwischen zwei
Kurventypen wählen. In Beiden berücksichtigt die
Interpolation die Steigung der Kurve am Anfang und
Ende:
Wählen Sie den Kurventyp aus:
0 = Die Steigung der Kurve am Anfang und Ende
wird gemittelt.
1 = Die Steigung am Anfang der Kurve wird auch
für das Ende der Kurve benutzt.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 79
Page 80

Programmierbarer SyncPos Motion Controller
Anzahl Intervalle
Mit der Anzahl der Intervalle definiert man die Anzahl der Geradestücke, die für die gesamte Kurve
verwendet werden.
Wählen Sie nicht zu kleine Intervalle (das würde nur
einen unnötigen Overhead verursachen) und möglichst einen ganzzahligen Teiler der Masterlänge.
Zum Beispiel bei einer Masterlänge von 3000 ein
Intervall von 30 oder 60. Dann können die Fixpunkte
bei eingeschaltetem → "AUSRICHTEN AN
GITTER" auch ohne Fehler darauf gesetzt werden.
Slave-Stop-Position
PC Software Benutzeroberfläche
Bestimmen Sie die Position, zu der der Slave fahren
und stoppen soll, wenn im Programm kein
SYNCCSTOP Befehl mit der Variablen slavepos
gesetzt wurde.
Diese Position wird auch verwendet, wenn SYNCC
mit einer bestimmten Anzahl Zyklen startet und
keinen SYNCCSTOP Befehl benutzt.
Eine graue Linie zeigt diese Position im Kurvenprofil.
Aktivieren Sie dazu → "SLAVE-STOP".
Master Länge / Slave Länge
Info über die in der Tabelle der Fixpunkte festgelegte
Zykluslänge des Masters bzw. Slave.
ACHTUNG!
Die Slave Länge muss positiv sein; dies kann
mit der Definition der positiven Drehrichtung
im Parameter POSDRCT (28) sichergestellt werden.
n n
n Registerkarte "KURVEN-INFO"
n n
In dieser Registerkarte bestimmen Sie im Eingabefeld die Anzahl der → "ZYKLEN / MIN MASTER". In
den anderen Feldern finden Sie Kurven-Informationen, die sich aus den Parametern und der Kurvenanwendung berechnen.
Korrektur Start und Korrektur Ende
Geben Sie die Master-Positionen ein, bei welcher
die Markerkorrektur beginnen und bei welcher sie
enden soll. Achten Sie darauf, dass genügend Zeit
bleibt, die Synchronisation zu korrigieren, bevor der
Bearbeitungspunkt erreicht wird.
Der Korrekturbereich wird im Kurvenprofil blau dargestellt.
Aktivieren Sie dazu → "KORREKTUR".
Master-Marker Position und Slave-Marker Position
Tragen Sie die Master-Position (bzw. bei einer SlaveSynchronisation mit Marker die Slave-Position) ein,
für die der Marker eingerichtet wurde, hier zum
Beispiel der Anfang eines Kartons:
Aus der Master-Markerposition und dem Markerabstand wird die Position der Kurve errechnet, bei der
der Marker erkannt wird. Diese Position wird im
Kurvenprofil als grüne Linie dargestellt und ermöglicht Ihnen die Festlegung des Korrekturbereiches.
Aktivieren Sie dazu → "MASTER-MARKER" bzw.
"SLAVE-MARKER".
Zyklen / min Master
Geben Sie die Anzahl der Zyklen des Masters pro
Minute ein. In den meisten Fällen ist dies die Anzahl
der Produkte, die (maximal) pro Minute verarbeitet
werden.
Max. aktuelle Geschwindigkeit
Der Wert gibt die maximale Geschwindigkeit des
Slaves in dieser Kurvenanwendung an.
Den gesamten Geschwindigkeitsverlauf können Sie
im Kurvenprofil grafisch darstellen. Aktivieren Sie
dazu → "GESCHWINDIGKEIT".
Die blaue Kurve zeigt den Geschwindigkeitsverlauf
des Slaves in dieser Kurvenanwendung. Auf der
rechten Diagrammachse können Sie die Werte
ablesen, und zwar in Einheiten, die die Änderung
des Slaves zum Master beschreiben: ∆ BE/MU
80
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 81

Programmierbarer SyncPos Motion Controller
Max. Slave Geschwindigkeit und
Geschwindigkeits-Limit
Dies ist die maximale Geschwindigkeit, die der
Slave – in Abhängigkeit von der Geschwindigkeit
des Masters – erreichen kann. Je schneller der
Master fährt, bzw. je mehr Zyklen/min. er fährt, desto
geringer wird das Geschwindigkeits-Limit. Übersteigt
der Geschwindigkeitsverlauf dieses Limit, kann der
Slave dem Master nicht folgen.
Sie können das Geschwindigkeits-Limit auch im
Kurvenprofil grafisch darstellen. Aktivieren Sie →
"GESCHW.-LIMIT".
Max. aktuelle Beschleunigung
Der Wert gibt die maximale Beschleunigung des
Slaves in dieser Kurvenanwendung an, und zwar in
Einheiten, die die Änderung des Slaves zum Master
beschreiben: ∆ BE/MU.
Den gesamten Verlauf der Beschleunigung können
Sie im Kurvenprofil grafisch darstellen. Aktivieren Sie
→ "BESCHLEUNIGUNG". Die gelbe Linie zeigt
den Beschleunigungsverlauf des Slaves.
Normalerweise ist die Beschleunigung im Vergleich
zur Geschwindigkeit relativ klein. Daher empfiehlt es
sich, die Darstellung der Geschwindigkeit und des
Geschwindigkeits-Limits auszuschalten, um in der
Grafik eine gute Repräsentation der Beschleunigung
zu sehen.
Max. Slave Beschleunigung und
Beschleunigungs-Limit
Dies ist die maximale Beschleunigung, die der
Slave – in Abhängigkeit von der Beschleunigung
des Masters – erreichen kann. Je schneller der
Master fährt, bzw. je mehr Zyklen/min. er fährt, desto
geringer wird das Beschleunigungs-Limit. Übersteigt
der Beschleunigungsverlauf dieses Limit, kann der
Slave dem Master nicht folgen.
Sie können das Beschleunigungs-Limit auch im
Kurvenprofil grafisch darstellen. Aktivieren Sie →
"BESCHL.-LIMIT".
Intervall-Größe
Die Intervall-Größe ergibt sich aus der Anzahl der
Intervalle pro Masterzykluslänge.
Intervall-Dauer (ms)
Die Zeit in (ms) für ein Intervall ergibt sich ebenfalls
aus der Anzahl der Intervalle pro Masterzykluslänge.
Sie sollte nicht kleiner als 30 ms sein. (30 bis
100 ms sind geeignete Werte). Verändern Sie also in
den "KURVEN-DATEN" die → "ANZAHL
INTERVALLE", damit Sie eine vernünftige Größe
erhalten.
nn
n Registerkarten Encoder, Homefahrt,
nn
Ein-/Ausgänge und Regelung
Informieren Sie sich im Kapitel
über die Inhalte, Einheiten, Eingabebereiche und
Werkseinstellung dieser Parameter oder stellen Sie
den Cursor in das Eingabefeld und tasten [F1].
nn
n Registerkarte Synchronisation
nn
Informieren Sie sich im Kapitel
über die Inhalte, Einheiten, Eingabebereiche und
Werkseinstellung dieser Parameter oder stellen Sie
den Cursor in das Eingabefeld und tasten [F1].
Für die Kurvenscheibensteuerung benötigen Sie folgende Parameter:
Syncfactor Master und Slave
Die beiden Parameter SYNCFACTM [49] und
SYNCFACTS [50] werden benutzt, um bei einer Kurvenscheibensteuerung die MU-Einheiten zu bestimmen.
Master Marker Abstand und Slave Marker Abstand
Tragen Sie hier den Abstand des Sensors zum
Bearbeitungspunkt ein; bei Master-Marker in
SYNCPULSM [58] und bei Slave-Marker in
SYNCPULSS [59].
Aus der Master-Markerposition und dem Markerabstand wird die Position der Kurve errechnet, bei der
der Marker erkannt wird. Diese Position wird im
Kurvenprofil als grüne Linie dargestellt und ermöglicht Ihnen die Festlegung des Korrekturbereiches.
Aktivieren Sie dazu → "MASTER-MARKER" bzw.
"SLAVE-MARKER".
Master-Marker Toleranz und Slave-Marker Toleranz
Toleranzfenster für das Auftreten der Master-Marker
SYNCMWINM [68] bzw. der Slave-Marker
SYNCMWINS [69]. Das Toleranzfenster wird im
Kurvenprofil als grüner Bereich dargestellt. Aktivieren
Sie dazu
MARKER".
→→
→ "MASTER-MARKER" bzw. "SLAVE-
→→
Parameter-Referenz
Parameter-Referenz
PC Software Benutzeroberfläche
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 81
Page 82

Programmierbarer SyncPos Motion Controller
n n
n Registerkarte Geschwindigkeit
n n
Informieren Sie sich im Kapitel
über die Inhalt, Einheiten, Eingabebereiche und
Werkseinstellung dieser Parameter oder stellen Sie
den Cursor in das Eingabefeld und tasten [F1].
Parameter-Referenz
PC Software Benutzeroberfläche
Außerdem wird hier auch die in der aktuellen
Anwendung erreichte maximale Geschwindigkeit
und Beschleunigung in qc/Abtastzeit berechnet. Die
Darstellung im Kurvenprofil erfolgt in Einheiten.
Aktivieren Sie dazu
bzw. "BESCHLEUNIGUNG".
→→
→ "GESCHWINDIGKEIT"
→→
nn
n Menü "EINSTELLUNGEN"
nn
In diesem Menü können Sie die Compiler Optionen
und die Einstellungen der Schnittstelle ändern und
die Farben des Editors nach Ihren Wünschen einstellen. Wie Sie eine andere Sprache auswählen,
lesen Sie im Anschluss.
nn
n "COMPILER"
nn
Die Default-Werte für die Compiler Optionen sind für
die meisten Anwendungen passend gesetzt. So
belegen sie einerseits nicht zu viel Speicherplatz
und ermöglichen andererseits die erforderlichen
Eingaben.
Max. Anzahl Variablen
Die Anzahl der Variablen hat direkten Einfluss auf
die Menge des Speicherplatzes, der in der Option
zur Verfügung steht. Dabei ist zu beachten, dass ein
Array zusätzlich den Platz einer Variablen belegt.
Wenn Sie mehr als 92 Variablen (inkl. Arrays) benötigen erhöhen Sie die Anzahl.
Max. Anzahl Labels
Die Maximale Anzahl der Labels bestimmt, wie viel
Speicherplatz während der Compilierung für interne
Sprungmarken zur Verfügung gestellt wird. Interne
Sprungmarken werden für alle Programmverzweigungen (GOTO, IF, LOOP, REPEAT, WHILE, GOSUB)
während der Compilierung automatisch erzeugt. Der
empfohlene Einstellbereich liegt zwischen 100 und
500 interner Labels.
Erhöhen Sie die maximal zulässigen Werte, wenn
die Anzahl der Labels zum Beispiel für Texteingaben
nicht genügt.
82
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 83

Programmierbarer SyncPos Motion Controller
nn
n "SCHNITTSTELLE"
nn
Die Schnittstelle haben Sie schon bei der Inbetriebnahme des VLT festgelegt.
Wenn Sie eine der Einstellungen ändern müssen,
zum Beispiel die Baudrate, klicken Sie auf
"EINSTELLUNGEN"
geben die Änderung ein.
Für die VLT-Schnittstelle stehen die beiden Baudraten 9600 und 19200 zur Verfügung.
ACHTUNG!
Beachten Sie aber, dass bei einer Änderung
der Schnittstellen-Einstellungen die Kommuni-
kation zwischen PC und VLT verloren gehen kann.
ID-Scanbereich
Legen Sie den Bereich fest, in welchem die im Netz
angeschlossenen VLTs gesucht werden sollen.
Wenn Sie einen oder mehrere VLTs hinzufügen,
müssen Sie den Bereich entsprechend der vergebenen Nummern erweitern.
→→
→ "SCHNITTSTELLE" und
→→
nn
n "FARBEN EDITOR"
nn
Zur besseren Übersicht können den verschiedenen
Programmteilen wie Kommentar, Schlüsselwort,
Ziffer usw. unterschiedliche Farben zugeordnet werden. Dazu öffnen Sie im Menü "EINSTELLUNGEN"
den "FARBEN EDITOR"
Kommentar und wählen Sie dazu die gewünschte
Farbe.
Mit OK speichern Sie die neuen Einstellungen.
.
nn
n "SPRACHE"
nn
Wenn Sie das Menü "EINSTELLUNGEN" aufrufen
wollen um die Sprache zu ändern, müssen alle
Dialogfelder und das Editierfenster geschlossen sein.
Dazu klicken Sie auf das Symbol Schließen in
der rechten oberen Ecke des geöffneten Editierfensters bzw. Dialogfeldes.
..
. Markieren Sie den Typ, z.B.
..
PC Software Benutzeroberfläche
RS485 Anschluss
Für einen RS485 Anschluss benötigen Sie eine
RS232-Standardschnittstelle oder eine zusätzliche
RS232-Schnittstellen-Karte im PC und einen externen Wandler.
Wenn Sie eine andere Sprache wünschen, klicken
Sie auf "EINSTELLUNGEN"
wählen im darauf folgenden Dialogfeld zwischen
Englisch und Deutsch. Danach müssen Sie SyncPos
schließen und neu starten, damit die Änderung
wirksam wird.
→→
→ "
SPRACHE" und
→→
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 83
Page 84

Programmierbarer SyncPos Motion Controller
nn
n Menü "FENSTER"
nn
Sie können mehrere Editierfenster bzw. Dateien
öffnen und jedes Editierfenster mit einem VLT verbinden.
Für die Darstellung von mehreren Editierfenstern
wählen Sie im Menü "FENSTER" zwischen →
PC Software Benutzeroberfläche
"KASKADIEREN", "VERTIKAL" (nebeneinander) oder
"HORIZONTAL" (untereinander).
Klicken Sie auf das Vollbildsymbol, wenn Sie die
Fenster weder kaskadieren noch nebeneinander
darstellen wollen.
Wenn Sie Dateien als Symbole darstellen, werden
sie im Allgemeinen links unten im SyncPos-Fenster
angeordnet.
nn
n "KASKADIEREN"
nn
Alle geöffneten Dateien sind im Menü "FENSTER"
aufgelistet. Klicken Sie diejenige Datei an, die beim
Kaskadieren als oberste dargestellt werden soll. Die
Dateien werden leicht versetzt übereinander
dargestellt:
nn
n "VERTIKAL" (nebeneinander)
nn
Wollen Sie mehrere Programme gleichzeitig beobachten, können Sie verschiedene Fensterdarstellung
wählen. Zum Beispiel das SyncPos-Fenster teilen
und die Dateien nebeneinander zeigen.
nn
n "HORIZONTAL" (untereinander)
nn
Das SyncPos-Fenster wird geteilt und die Dateien
untereinander dargestellt.
Dateisymbol Vollbildsymbol
84
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 85

Programmierbarer SyncPos Motion Controller
nn
n Menü "HILFE"
nn
Die Darstellung und Funktionalität der Online-Hilfe
unterscheidet sich in Abhängigkeit vom eingesetzten
Betriebssystem.
nn
n "INHALT"
nn
Klicken Sie auf "HILFE"
Beispiel Details zum Befehl "ACC" suchen, wählen
Sie im Inhaltsverzeichnis das Thema „Alle SyncPosBefehle von ACC bis #INCLUDE“ und dort den
Befehl ACC aus.
Volltextsuche
Für die Volltextsuche klicken Sie zuerst auf das
Register "SUCHEN", damit die Wortliste erstellt wird.
Dann geben Sie den Suchbegriff ein und Sie erhalten alle Textstellen, in denen der Begriff vorkommt
zur Auswahl. Markieren Sie eine Wortentsprechung
und wählen Sie dann unter den angebotenen
Themen das gewünschte aus.
→→
→ "INHALT". Wenn Sie zum
→→
Hilfetexte ausdrucken oder kopieren
Sie können die Hilfetexte ausdrucken oder mit
"BEARBEITEN"
"EINFÜGEN", zum Beispiel fertige Programmstrings
aus den Programmbeispielen.
nn
n "PROGRAMMINFO"
nn
Hier finden Sie die Versionsnummern des SyncPosProgrammes, der Programmbibliothek und des
Compilers.
→→
→ "KOPIEREN" in Ihr Editierfenster
→→
PC Software Benutzeroberfläche
Suchen über Index
Oder geben Sie im Register Index „acc“ ein und
wählen den passenden Indexeintrag aus.
Kontextsensitive Hilfe
Die "BEFEHLSHILFE", alle Parameter-Dialogfelder im
Menü "STEUERUNG" sowie alle Registerkarten im
CAM-Editor bieten einen direkten Zugang zur OnlineHilfe. Markieren Sie den Befehl in der
"BEFEHLSHILFE" bzw. stellen Sie den Mauscursor in
das Eingabefeld eines Parameters und drücken Sie
[F1]. Sie erhalten dann den entsprechenden Abschnitt
der Hilfe direkt angezeigt.
Verweise
Verweise auf andere Textstellen sind im Handbuch
unterstrichen und in der Online-Hilfe zusätzlich farbig markiert, zum Beispiel
und das Thema wird angezeigt. Klicken Sie auf
"ZURÜCK" in der Menüleiste der Hilfe, wenn Sie das
vorhergehende Thema weiter lesen wollen.
Markierungen mit punktiertem Unterstrich blenden
Bilder, Grafiken und Begriffe aus dem Glossar ein,
wenn Sie darauf klicken, zum Beispiel MLONG.
Klicken Sie neben dieses Popup oder tasten Sie
[ESC] um das Popup wieder auszublenden.
POSA. Klicken Sie darauf
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 85
Page 86

PC Software Benutzeroberfläche
Programmierbarer SyncPos Motion Controller
86
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 87

Programmierbarer SyncPos Motion Controller
Kapitel 5 a
nn
n PC-Software Benutzeroberfläche
nn
im MTC10 Modus ............................................................ 89
n Betriebsmodus: Offline oder Online ........................ 89
n SyncPos im MCT10-Modus starten .......................... 89
n SyncPos im MCT10-Modus beenden
Beenden durch den Anwender ..............................................89
Automatisches Programmende .............................................89
n Dateien-Handling ............................................................. 89
n Das SyncPos-Fenster im MCT10 Mode.................. 89
MCT10 Betriebsmodus: Online ...............................................89
MCT10 Betriebsmodus: Offline ...............................................89
Menü "STEUERUNG"...................................................................89
Menü "TESTFAHRT" ......................................................................89
Menü "CAM-EDITOR" ....................................................................89
n Menü "DATEI" im MCT10-Modus ............................... 90
"DATEI" → "NEU" ...........................................................................90
"DATEI" → "ÖFFNEN" ................................................................. 90
"DATEI" → "SPEICHERN ALS"..............................................90
"DATEI" → "DRUCKEN" und "DRUCKER
EINRICHTEN" ...................................................................................90
"DATEI" → "LETZTE DATEI" .....................................................90
n Menü "ENTWICKLUNG" im MCT10-Modus ........... 90
Online ...................................................................................................... 90
Offline ......................................................................................................90
"ENTWICKLUNG" → "SYNTAXPRÜFUNG" ....................90
"ENTWICKLUNG" → "BEFEHLSHILFE" ...........................90
n CAM-Editor im MCT10-Modus .................................... 91
n CAM-Editor-Fenster ohne Kurvendaten ...................91
Menü "DATEI" (CAM-Editor) im MCT10-Modus........... 91
Menü "BEARBEITEN" (CAM-Editor) im
MCT10-Modus ....................................................................................92
Menü "ANSICHT" (CAM-Editor) im MCT10-Modus...92
n Menü "EINSTELLUNGEN" im MCT10-Modus....... 92
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 87
Page 88

Programmierbarer SyncPos Motion Controller
SyncPos verhält sich anders, wenn es nicht direkt durch Klicken auf die SyncPos
Programm-Schaltfläche, sondern indirekt durch Öffnen einer Programm- (*.m) oder einer
Konfigurationdatei (*.cnf) über das
unterschied besteht darin, dass das gesamte Dateien-Handling ausschließlich durch das
MCT10 stattfindet.
Das folgende Kapitel beschreibt die Unterschiede in der SyncPos Benutzeroberfläche im
MCT10-Modus, zum Beispiel wie man Dateien öffnet und sichert oder wie man eine CAMKurve editiert. Darüber hinaus unterscheidet sich die Benutzeroberfläche auch in Abhängigkeit vom Betriebsmodus des MCT10: Offline oder Online Modus.
Motion Control TMotion Control T
Motion Control T
Motion Control TMotion Control T
oolool
ool
oolool
MCMC
T1T1
0 0
MC
T1
0 gestartet wird. Der Haupt-
MCMC
T1T1
0 0
PC Software Benutzeroberfläche im MCT10 Modus
88
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 89

Programmierbarer SyncPos Motion Controller
nn
n Betriebsmodus: Offline oder Online
nn
SyncPos wird durch MCT10 im Offline- oder OnlineModus gestartet, je nachdem ob das MCT10 eine Verbindung zu einem Antrieb hat oder nicht. Die Auswahl
des Betriebsmodus Offline oder Online sowie die Interface-Einstellungen erfolgen durch das MCT10 beim
Starten von SyncPos automatisch und können nicht
geändert werden, solange SyncPos läuft.
nn
n SyncPos im MCT10-Modus starten
nn
Im MCT10-Modus können Sie SyncPos nicht wie
gewohnt über "START" → "PROGRAMME" →
"SYNCPOS" starten, sondern es wird automatisch
geöffnet, wenn eine Programm- (*.m) oder Konfigurationsdatei (*.cnf) über das MCT10 ausgewählt wurde.
MCT10 startet SyncPos, überträgt den ausgewählten
Dateinamen und öffnet diese Datei. Es ist möglich,
über die MCT10 Struktur und Dateiauswahl mehrere
SyncPos-Fenster mit Programmen zu öffnen.
MCT10 konfiguriert auch automatisch die Sprache
und die Interface-Einstellungen von SyncPos.
nn
n SyncPos im MCT10-Modus beenden
nn
Beenden durch den Anwender
Klicken Sie auf "DATEI" → "PROGRAMMENDE"
oder auf die Schließen-Schaltfläche.
nn
n Das SyncPos-Fenster im MCT10 Modus
nn
MCT10 Betriebsmodus: Online
Das Menü
meisten Schaltflächen in der Symbolleiste sind
abgeblendet, also nicht verfügbar:
Der "CAM-EDITOR" kann zwar nicht geöffnet werden,
wenn SyncPos im MCT10-Modus betrieben wird,
aber er wird immer dann automatisch geöffnet,
wenn eine Konfigurationsdatei (*.cnf) über das
MCT10 ausgewählt wurde oder das Programm eine
Konfigurationsdatei enthält.
Die Schaltflächen "NEUE DATEI", "DATEI ÖFFNEN",
"DRUCKEN" und der → "CAM-EDITOR" sind ebenfalls abgeblendet. Lesen Sie in der folgenden
Beschreibung, wie Sie eine neue Datei erstellen,
eine Datei öffnen oder Dateien speichern.
MCT10 Betriebsmodus: Offline
Im Betriebsmodus Offline können alle Funktionen,
die einen Anschluss zum Antrieb erfordert, nicht genutzt werden. Hier sind weitere Menüs abgeblendet:
"CAM-EDITOR" in der Titelleiste und die
PC Software Benutzeroberfläche im MCT10 Modus
Automatisches Programmende
SyncPos wird automatisch geschlossen wenn sowohl der Programm-Editor als auch eine eventuell
ebenfalls geöffnete Konfigurationsdatei im CAMEditor durch den Anwender geschlossen wird. Der
Grund hierfür ist, dass jedes Dateien-Handling durch
das MCT10 ausgeführt werden muss und es keine
Möglichkeit gibt, eine neue oder existierende Datei
in SyncPos zu öffnen, wenn es im MCT10-Modus
betrieben wird. Daher ist es auch nicht notwendig,
SyncPos aktiviert zu lassen, wenn alle Dateien
geschlossen sind.
nn
n Dateien-Handling
nn
MCT10 ist verantwortlich für die Handhabung der
SyncPos Programmdateien (*.m) sowie der SyncPos
Konfigurationsdateien (*.cnf). Das heißt, dass Dateien
nur über MCT10 erzeugt, geöffnet, umbenannt oder
gedruckt werden können. Es gibt keine Dateiauswahl
in SyncPos, solange es im MCT10-Modus läuft. Es
wird in SyncPos automatisch die Datei geöffnet, die
der Anwender über das MCT10 ausgewählt hat. Aufgrund der Tatsache, dass das Dateien-Handling ausschließlich dem MCT10 vorbehalten ist, sind einige
Menüs und Funktionen von SyncPos abgeblendet,
das heißt nicht verfügbar.
Menü "STEUERUNG"
Es gibt keine Verbindung zum Antrieb. Daher kann
dieser auch durch SyncPos weder konfiguriert noch
gesteuert werden.
Menü "TESTFAHRT"
Es gibt keine Verbindung zum Antrieb. Daher gibt es
keine Möglichkeit, eine Testfahrt durchzuführen.
Menü "CAM-EDITOR"
Der CAM-Editor kann zwar nicht geöffnet werden,
wenn SyncPos im MCT10-Modus betrieben wird.,
aber er wird immer dann automatisch geöffnet,
wenn eine Konfigurationsdatei (*.cnf) über das
MCT10 ausgewählt wurde oder das Programm eine
Konfigurationsdatei enthält.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 89
Page 90

Programmierbarer SyncPos Motion Controller
n n
n Menü "DATEI" im MCT10-Modus
n n
Da das gesamte Dateien-Handling ausschließlich
durch das MCT10 vorgenommen wird, sind folgende
Menüpunkte abgeblendet:
"DATEI" → "NEU"
Erzeugen Sie neue Dateien über das MCT10.
"DATEI" → "ÖFFNEN"
Wählen Sie die Datei über das MCT10 aus. SyncPos
und damit die Datei wird dann automatisch geöffnet.
PC Software Benutzeroberfläche im MCT10 Modus
"DATEI" → "SPEICHERN ALS"
Wenn Sie eine Programmdatei (*.m) umbenennen
oder kopieren wollen, benutzen Sie die Möglichkeiten des MCT10. In SyncPos können Sie das aktuelle
Programm bzw. Änderungen jedoch unter dem gleichen Dateinamen → "SPEICHERN".
"DATEI" → "DRUCKEN" und "DRUCKER
EINRICHTEN"
Programmdateien (*.m) können Sie über das MCT10
ausdrucken. Der Drucker wird dann natürlich auch
über das MCT10 eingerichtet.
"DATEI" → "LETZTE DATEI"
Die letzte(n) Dateien werden nicht zur Auswahl
angeboten, da man diese nicht direkt öffnen kann,
solange SyncPos im MCT10-Modus läuft.
n n
n Menü "ENTWICKLUNG" im MCT10-Modus
n n
Online
Im Online Modus gibt es keinen Unterschied zur
SyncPos-Benutzeroberfläche; alle Funktionen können genutzt werden.
Offline
Im Offline Mode können keine Funktionen genutzt
werden, die einen Zugang zum Antrieb erfordern.
Daher sind die meisten Menüpunkte abgeblendet:
Folgende zwei Menüpunkte können Sie aber auch
im MTC10 Offline-Modus nutzen:
"ENTWICKLUNG" → "SYNTAXPRÜFUNG"
Damit können Sie die Syntax eines Programmes im
SyncPos-Editierfenster prüfen.
"ENTWICKLUNG" → "BEFEHLSHILFE"
Die Befehlshilfe bietet eine etwas begrenzte Funktionalität: Es kann nur genutzt werden, um Befehl im
Editierfenster einzufügen oder die kontextsensitive
Hilfe für die Befehle aufzurufen.
Es können aber keine Befehle direkt ausgeführt oder
Positionen angefahren werden.
90
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 91

Programmierbarer SyncPos Motion Controller
n n
n CAM-Editor im MCT10-Modus
n n
Wie die SyncPos-Programmdateien können auch
Konfigurationsdateien (*.cnf) nur über das MCT10
geöffnet werden. MCT10 gibt SyncPos beim Starten
an, welche Dateien geöffnet werden sollen.
Falls eine Konfigurationsdatei (*.cnf) mit Kurvendaten
dabei ist, wird automatisch der CAM-Editor geöffnet
und Sie können die in der Datei enthaltenen Parameter und ein eventuell vorhandenes Kurvenprofil
mit allen Funktionen interaktiv bearbeiten.
Enthält die Konfigurationsdatei keine Kurvendaten,
wird ein stark reduzierter CAM-Editor mit den Registerkarten der Parameter geöffnet und es besteht
nachträglich Bedarf, können Sie ein → "CAM-
PROFIL EINFÜGEN".
Falls keine Konfigurationsdatei beim Start von
SyncPos angegeben ist, wird der CAM-Editor nicht
geöffnet und es besteht für den Anwender auch
nachträglich keine Möglichkeit diesen doch noch zu
starten oder eine Datei für den CAM-Editor zu öffnen.
n n
n CAM-Editor-Fenster ohne Kurvendaten
n n
Auch wenn die Konfigurationsdatei keine Kurvendaten enthält, können Sie die in der Datei abgelegten
Parameter mit dem reduzierten CAM-Editor ändern.
Das modifizierte CAM-Editor-Fenster zeigt dann statt
der vier Bereiche nur die Registerkarten der Parameter:
Menü "DATEI" (CAM-Editor) im MCT10-Modus
Da das gesamte Dateien-Handling ausschließlich
durch das MCT10 durchgeführt wird, sind viele Menüpunkte permanent oder spezifisch abgeblendet:
Abgeblendete Menüpunkte
"DATEI" → "NEUE CNF"
Erzeugen Sie neue Konfigurationsdateien über das
MCT10.
"DATEI" → "LADEN CNF"
Laden Sie die Datei über das MCT10; diese wird dann
automatisch beim Öffnen von SyncPos geladen.
Falls die automatisch geöffnete Konfigurationsdatei
keine Kurve beinhaltet, ist das Einfügen einer Kurve
mit "BEARBEITEN" → "CAM-PROFIL EINFÜGEN"
möglich.
"DATEI" → "SICHERN CNF ALS"
Wenn Sie eine Konfigurationsdatei (*.m) umbenennen oder kopieren wollen, benutzen Sie die Möglichkeiten des MCT10. In SyncPos können Sie die
aktuelle Datei bzw. Änderungen jedoch unter dem
gleichen Dateinamen → "SICHERN".
PC Software Benutzeroberfläche im MCT10 Modus
"DATEI" → "EXPORT" bzw. → "IMPORT"
Kurvendaten können Sie nur über das MCT10 exportieren bzw. importieren.
Spezifische Menüpunkte
"DATEI" → "DRUCKEN" und → "DRUCKER SW"
Die in einer Konfigurationsdatei hinterlegten Kurven
können grafisch ausgedruckt werden, da hierfür von
MCT10 aus keine Möglichkeit besteht. Falls die Konfigurationsdatei keine Kurven beinhaltet, sind diese
Menüpunkte ebenfalls abgeblendet.
"DATEI" → "ENDE"
Wenn Sie eine Konfigurationsdatei manuell mit
"DATEI" → "ENDE" oder durch Klicken auf die
Schließen-Schaltfläche beenden, können Sie diese
nicht wieder öffnen, da Konfigurationsdateien nur
automatisch via Auswahl im MCT10 geöffnet
werden.
Falls zudem keine Programmdatei mehr geöffnet ist,
wird SyncPos ebenfalls geschlossen.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 91
Page 92

Programmierbarer SyncPos Motion Controller
Menü "BEARBEITEN" (CAM-Editor) im
MCT10-Modus
Bei Konfigurationsdateien, die keine Kurve beinhalten, ist das Einfügen einer Kurve mit "BEARBEITEN"
→ "CAM-PROFIL" einfügen möglich.
Es wird ein leeres Kurvenprofil erstellt und der
"CAM-EDITOR" mit allen vier Bereichen geöffnet, um
die Kurvenpunkte und Kurvendaten zu definieren
und die Kurve interaktiv bearbeiten.
Menü "ANSICHT" (CAM-Editor) im MCT10-Modus
Alle Funktionen sind abgeblendet, wenn eine Konfi-
PC Software Benutzeroberfläche im MCT10 Modus
gurationsdatei bearbeitet wird, die keine Kurve
beinhaltet.
n n
n Menü "EINSTELLUNGEN" im MCT10-Modus
n n
Das Menü ist reduziert auf die Funktionen
"EINSTELLUNGEN" → "COMPILER" und →
"FARBEN EDITOR".
Schnittstelle einstellen und Sprache auswählen
Alle Interface-Einstellungen und die Auswahl der
Sprache werden beim automatischen Starten von
SyncPos durch das MCT10 vorgenommen. Sie können in diesem Modus nicht in SyncPos verändert
werden.
92
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 93

Programmierbarer SyncPos Motion Controller
Kapitel 6
nn
n Programmieren mit SyncPos
nn
Grundsätzlicher Programmaufbau .......................................95
Grundsätzlicher Befehlsaufbau ..............................................95
Interrupt ..................................................................................................96
Sprachelemente...............................................................................98
Arithmetik .............................................................................................. 99
Benutzereinheiten ........................................................................ 101
n Software-Referenz
Alle Befehle in der Übersicht ................................................ 102
Alle Befehle von ACC bis #INCLUDE ............................ 105
nn
n Parameter-Referenz
nn
VLT-Parameter und SyncPos-Parameter.........................172
VLT-Parameter.................................................................................. 172
VLT Parameter Liste......................................................................176
Alle SyncPos-Parameter in alphabetischer
Übersicht .............................................................................................177
Alle SyncPos-Parameter im Detail ..................................... 179
Programmieren mit SyncPos
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 93
Page 94

Wie Sie mit SyncPos programmieren ist in folgenden Abschnitten beschrieben.
Anfänger lesen bitte die grundsätzlichen Erläuterungen zur Programmiersprache
SyncPos, also Programmaufbau, Befehlsaufbau, Interrupt, Sprachelemente, Arithmetik
und Benutzereinheit. Erfahrene Programmierer informieren sich bitte über die SyncPosspezifischen Grundlagen, zum Beispiel Benutzereinheiten oder Parameter.
Alle Befehle sind in der Software-Referenz zunächst in einer Übersicht und anschließend alphabetisch geordnet ausführlich beschrieben und mit kurzen Beispielen ergänzt.
Knapp 50 Programmbeispiele finden Sie zum Nachvollziehen in der Online-Hilfe.
Und in der Parameter-Referenz sind nach der grundsätzlichen Beschreibung der
Programmieren mit SyncPos
Parameter, diese ebenfalls zuerst in einer Übersicht und im Anschluss daran im Detail
beschrieben.
Programmierbarer SyncPos Motion Controller
94
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 95

Programmierbarer SyncPos Motion Controller
nn
n Programmieren mit SyncPos
nn
nn
n Grundsätzlicher Programmaufbau
nn
• Definitionen: Arrays, Interrupts, Benutzerparameter
• Initialisierung: Parameter, Flags und Variablen
setzen
• Hauptprogrammschleife
main:
–
GOTO main
• Unterprogrammbereich
SUBMAINPROG
SUBPROG name
–
RETURN
ENDPROG
Definitionen
Array DIM send[12], receive[12]
Interrupt ON ERROR GOSUB errhandle
ON INT –1 GOSUB stopprog
ON PERIOD 500 GOSUB calc
ON TIME 10000 GOSUB break
Benutzerparameter
LINKAXPAR SYNCACCURACY 710
"ACCURACY [qc]" 0 100000 0
Unterprogramm
SUBMAINPROG:
SUBPROG syncprog
IF (sync_flag ==0) THEN
/* synchronisieren, falls nicht schon aktiv */
SYNCP
sync_flag = 1
ENDIF
RETURN
SUBPROG errhandle
WAITI 18 on
/* warte auf Eingang 18, Fehler löschen */
sync_flag = 0
ERRCLR
RETURN
ENDPROG
Sequentielle Befehlsabarbeitung
Generell wird ein Befehl vollständig abgearbeitet,
bevor ein neuer begonnen wird. Das führt dazu, dass
bei Positionierbefehlen gewartet wird, bis die
Zielposition erreicht ist.
Ausnahme: Wenn NOWAIT ON gesetzt ist.
nn
n Grundsätzlicher Befehlsaufbau
nn
Alle Anweisungen bestehen aus: BEFEHLSWORT +
eventuell
Statt einer absoluten Zahl kann für einen Parameter
auch eine Variable stehen:
ParameterParameter
Parameter.
ParameterParameter
Programmieren mit SyncPos
LINKGPAR 133 716 "Offset [qc]" 0 100000
0
Initialisierung
Parameter SET POSERR 100000000
SET 133 10000
SETVLT 205 50
Flags/Variablen offset = 0
sync_flag = 0
Systemparameter VEL 100
ACC 100
DEC 100
Hauptprogramm
main:
IF (IN 3 == 1) THEN
/* Synchronisationsmodus, wenn Eingang 3 = 1 */
GOSUB syncprog
ELSE
GOSUB speedprog
/* Drehzahlmodus, wenn Eingang 3 nicht 1 */
GOTO main
Beispiel
POSA 10000
oder
pos = 10000
POSA pos
Befehlsausführungszeiten
Falls die Befehlsausführungszeit in einer Anwendung kritisch sein sollte, können Sie die Ausführungszeiten einer Befehlssequenz mit Hilfe des
Befehls TIME unter den verschiedenen Betriebsbedingungen messen.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 95
Page 96
Programmierbarer SyncPos Motion Controller
Tips zur Erhöhung der Programmlesbarkeit
• Verwenden Sie Groß- und Kleinschreibung, z.B.
alle Befehle groß, Variablen klein.
• Fügen Sie Leerzeichen zwischen den Befehlsteilen ein.
• Kommentieren Sie Ihr Programm. Die Kommentare stehen zwischen
/* Kommentar */ oder nach //Kommentar
Unzulässig ist die aber Schachtelung von Kommentaren (/* … /*…*/ … */).
/* Beginn KOMMENTAR Ende */
Programmieren mit SyncPos
nn
n Interrupt
nn
// Beginn KOMMENTAR Ende
• Verwenden Sie Zeileneinzüge innerhalb von
Schleifen.
Werteeingaben
Wie in anderen Programmiersprachen auch werden
Werteeingaben nicht geprüft. Es liegt also in der Verantwortung des Programmierers, dass zu extreme
Werte zu Problemen führen. Bei der Suche nach
solchen Problemen können Sie den Debug-Modus
nutzen.
Generell gibt es drei Sorten von Interrupts
ON INT Interrupt bei Flanken eines Eingangs
ON PERIOD / ON TIME
Interrupt nach Ablauf einer Zeitspanne
ON COMBIT / ON STATBIT
Interrupt wenn Bit n gesetzt wird
ON PARAM Interrupt wenn sich ein Benutzer-
Parameter n ändert
Generelle Abarbeitung von Interrupt Prozeduren
Nach jedem internen SyncPos-Befehl wird abgefragt,
ob ein Interrupt-Ereignis vorliegt. Dabei ist zu beachten, dass mit jedem internen SyncPos-Befehl der
Compiler eine Anweisung im SyncPos-Maschinencode erzeugt.
So wird zum Beispiel eine einfache Anweisung wie:
POSA (ziel + 1000)
in folgenden SyncPos-Maschinencode zerlegt:
MOVE ziel nach Register 101
MOVE Immediate 1000 nach Register 102
ADDREG Register 102 plus Register 101 nach
Register 101
POSA Achse nach Register 101
Außerdem wird bei länger dauernden Befehlen (wie
DELAY oder WAITAX) ständig geprüft, ob ein Interrupt-Ereignis aufgetreten ist. In diesem Fall wird der
Befehl unterbrochen und nach Abarbeitung des
Interrupts wieder fortgesetzt.
Achtung!
Verwenden Sie nicht WAITT in Verbindung mit
Interrupts, da dabei der Wartevorgang nach
der Unterbrechung erneut von vorn beginnt.
Benutzung von Variablen innerhalb von Interrupt Prozeduren
Das obige Beispiel mit dem “SyncPos-Maschinencode” zeigt auch deutlich, dass bei der Zuweisung
von Variablen innerhalb von Interrupt Prozeduren mit
größter Sorgfalt vorgegangen werden muss.
Wird zum Beispiel im Hauptprogramm eine Zuweisung der Art
ziel = ziel + wert – 1000
vorgenommen, wird diese in eine Folge von
SyncPos-Maschinencode-Befehlen zerlegt, wobei
die Zwischenergebnisse in temporären Registern
gespeichert werden. Erst am Ende der Folge wird
das Ergebnis nach ziel zurückgespeichert.
Wird nun während der Ausführung dieser Befehle
ein Interrupt ausgelöst und in der entsprechenden
Prozedur ein Befehl
ziel = 0
ausgeführt, wird es in diesem Fall Probleme geben.
Denn nach der Abarbeitung der Interruptprozedur
wird in das Hauptprogramm zurückgesprungen und
dann das immer noch vorhandene Zwischenergebnis nach ziel gespeichert: Somit wird die 0 in ziel
wieder überschrieben.
ON PERIOD
Bei ON PERIOD Funktionen wird dagegen beim
Start einer solchen Funktion die Zeit berechnet,
wann der nächste Aufruf erfolgen soll, also
START_TIME = TIME + PERIOD.
Sobald diese Zeit erreicht ist, wird die Funktion ausgeführt und anschließend die nächste Startzeit
berechnet mit der Formel
START_TIME = START_TIME + PERIOD.
Dies sorgt dafür, dass die Abstände des Aufrufens
wirklich gleich sind, da die Ausführungszeit die
Berechnung nicht beeinflusst. Dies bedeutet aber
auch, dass der Anwender darauf achten muss, dass
die Periode wirklich länger als die Ausführungszeit
ist, da sonst ein “Stau” entsteht, das heißt es würde
eigentlich nur noch die ON PERIOD Funktion ausgeführt.
96
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 97

Programmierbarer SyncPos Motion Controller
Reaktionszeiten
Das Vorhandensein eines Interrupts wird in einer
speziellen Funktion geprüft, die auch zur Watch-DogÜberwachung verwendet wird. Deshalb wird diese
generell in jeder Prozedur die etwas länger dauern
könnte und in allen Schleifen etc. aufgerufen.
In dieser Prozedur wird immer nach 1 ms geprüft, ob
ein solches Ereignis vorliegt und gegebenenfalls ein
entsprechendes Flag gesetzt. Dieses Flag wird dann
spätestens nach Abarbeitung des gerade aktuellen
APOS-Maschinencodes erkannt und ausgewertet.
Die Reaktionszeit ist die maximale Ausführungszeit
eines Maschinencodes oder 1 ms, je nachdem was
größer ist: Beim VLT ist dies ca. 1 ms.
Eine Ausnahme bildet der Zeit-Interrupt (ON TIME /
ON PERIOD). Hier wird nur alle 20 ms geprüft ob die
Zeit abgelaufen ist. Daher macht es auch keinen
Sinn, eine ON PERIOD mit weniger als 20 ms zu
definieren.
ACHTUNG!
Außerdem ist generell darauf zu achten, dass
Interrupt-Funktionen nicht zu lange dauern.
Vor allem bei ON PERIOD Funktionen ist dringend
darauf zu achten, dass die Funktion nicht länger
dauert als die Periode, weil sonst ein Stau von Funktionsaufrufen entsteht.
Prioritäten
Falls zwei Interrupt Ereignisse gleichzeitig auftreten
sollten, wird die Abarbeitung wie folgt priorisiert:
ON INT geht vor
ON APOS, ON MAPOS, ON MCPOS vor
ON COMBIT vor
ON STATBIT vor
ON PARAM vor
ON TIME / ON PERIOD,
wobei die anderen Ereignisse aber nicht verloren
gehen.
Innerhalb der einzelnen Typen gilt wiederum
Folgendes:
Ein Interrupt kann also nur verlorengehen, wenn er
während der Ausführung einer Interrupt Prozedur
zweimal kommt.
ON TIME / PERIOD
Wie bereits oben beschrieben, wird in einer internen
Struktur für jede Zeitfunktion die nächste Ausführungszeit vermerkt. Bei gleichzeitiger Ausführungszeit wird die Prozedur zuerst ausgeführt, die zuerst in
der Liste steht. Die Priorität ergibt sich also aus der
Reihenfolge der ON PERIOD Befehle.
ON PARAM
Wenn mehrere dieser Interrupts gleichzeitig auftreten, werden sie in der Reihenfolge der ON PARAM
Befehle im Programm abgearbeitet.
Interrupt Schachtelung
Es ist nicht möglich, dass ein Interrupt von einem
anderen Interrupt unterbrochen wird. Während ein
Interrupt behandelt wird, kann demnach kein zweiter
behandelt werden. Einzige Ausnahme ist die ON
ERROR Funktion, die auch während der Abarbeitung
von Interrupts möglich ist.
Eine ON ERROR Funktion kann aber von keinem
Interrupt unterbrochen werden.
NOWAIT in Interrupts
Generell ist während eines Interrupts NOWAIT auf
ON gesetzt, das heißt dass nicht auf die Beendigung
von POSA Befehlen gewartet wird.
Dies ist nötig, da sonst ein POSA Befehl von einer
Interrupt-Prozedur nicht unterbrochen werden kann,
da sofort auf das Ankommen der Achsen gewartet
werden würde. Will man also innerhalb einer Interrupt-Prozedur auf das Ankommen einer Achse warten, muss man dies explizit mit WAITAX tun.
Programmieren mit SyncPos
ON INT / ON COMBIT / ON STATBIT
Sollten zwei (Eingangs)-Interrupts gleichzeitig kommen, wird der mit der niedrigeren Nummer zuerst
ausgeführt, wobei der andere aber nicht verloren
geht. Die anderen werden dann nach Beendigung
der Interrupt Prozedur entsprechend aufgerufen.
Sollte derselbe Eingang bzw. Interrupt während der
Ausführung der Prozedur noch einmal kommen, wird
auch dieser wieder vermerkt und anschließend ausgeführt.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 97
Page 98

Programmierbarer SyncPos Motion Controller
nn
n Sprachelemente
nn
Konstanten
Überall dort, wo Parameter oder Werte erwartet
werden, können Konstanten stehen, die typischerweise in Ganzzahlenwerte eingegeben werden, zum
Beispiel: wert = 5000
Der Vorteil von Konstanten ist, dass sie keinen
eigenen Speicherplatz belegen.
Konstanten …
... sind Ganzzahlenwerte im Bereich von –2 bis +2
Programmieren mit SyncPos
Mrd.,
... gelten innerhalb des gesamten Programms (sie
sind global),
... können dezimal, hexadezimal (0x + Hexadezi-
malzahl), oktal (0 + Oktalzahl) oder in ASCII
(zwischen Apostroph) eingegeben werden, zum
Beispiel
wert = 5000 = Dezimal 5000
wert = 0x7F = Dezimal 127
wert = 0100 = Dezimal 64
wert = 'A' = Dezimal 65
Besonders die Hexadezimal- und ASCII-Eingaben vermeiden manche Umrechnung und das
Programm wird lesbarer, z.B. key = 'A'
Variablen
... können zur Zwischenspeicherung von Abfrage-
und Rechenergebnissen verwendet werden,
... entstehen durch die Zuweisung eines Wertes,
... müssen nicht separat definiert werden,
... gelten innerhalb des gesamten Programms (sie
sind global),
... enthalten Ganzzahlenwerte im Bereich von –2
bis +2 Mrd.,
... können innerhalb von Befehlen statt fester Werte
verwendet werden,
... müssen vor der Verwendung in einem Befehl
einen Wert zugewiesen bekommen.
Variablennamen
... können beliebig lang sein,
... können aus Buchstaben, Ziffern und dem
Unterstrich bestehen,
... dürfen keine länderspezifischen Zeichen, wie
Umlaute enthalten,
... müssen mit einem Buchstaben beginnen,
... können groß oder klein geschrieben werden
(keine Unterscheidung!),
... dürfen nicht mit einem Befehlsnamen identisch
sein.
Spezielle Variablen
ERRNO = Systemvariable, die die aktuelle Fehler-
nummer enthält.
Arrays
Die Programmierung von Programmen mit Dialog
erfordert die Speicherung von Benutzereingaben
oder Positionen über längere Zeit, also auch nach
dem Ausschalten des VLTs. Meistens sind dies mehrere Werte, die am Besten in Feldern bzw. Arrays abgelegt werden.
Die Arrays werden im Speicherbereich der Benutzerprogramme abgelegt und sind global definiert,
das heißt unabhängig vom aktuellen Programm.
Der Benutzer kann selbst festlegen, wie viele Arrays
er definiert und wie groß die einzelnen Arrays sein
sollen. Die Festlegung erfolgt durch die Anweisung
DIM und ist danach fest und kann nicht mehr geändert werden (außer durch Speicher löschen). In
jedem Programm, das Arrays benutzen soll, muss
eine entsprechende DIM Anweisung stehen, die mit
der ursprünglichen Definition übereinstimmt. Andernfalls wird ein Fehler gemeldet.
DIM Anweisung
DIM muss die erste Anweisung in einem Programm
sein und noch vor dem Unterprogrammbereich erscheinen.
Die DIM Anweisung vereinbart die später verwendbaren Arrays. Sollten bis dahin noch keine Arrays
angelegt gewesen sein, werden sie neu angelegt.
Waren bereits Arrays definiert, müssen die Angaben
mit der ursprünglichen Definition übereinstimmen.
Beispiel
DIM ziel1[20], ziel2[20], ziel3[20], werkoffset[50]
DIM parameter[10]
Mit diesen Befehlen werden insgesamt 5 Arrays mit
den entsprechenden Größen definiert. Wenn dieses
Programm einmal ausgeführt wurde, sind die obigen
Arrays in der SyncPos-Option angelegt. Wird bei
einem erneuten Start eines Programmes festgestellt,
dass die Array-Definition von den Arrays in der
SyncPos-Option abweicht, wird dies als Fehler angezeigt. Allerdings ist es korrekt, wenn ein zweites Programm nur folgende Zeile enthält:
Beispiel
DIM ziel1[20], ziel2[20], ziel3[20]
98
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
Page 99

Programmierbarer SyncPos Motion Controller
Die Reihenfolge der Definition muss aber immer
gleich sein, da die SyncPos-Option nicht die Namen
der Arrays speichert, sondern nur deren Position in
der DIM Anweisung. So ist auch die folgende Programmzeile korrekt und das Array xpos ist dann
identisch mit dem Array ziel1.
Beispiel
DIM xpos[20], ypos[20], zpos[20], offs[50]
Indizes
Die Elemente eines Arrays werden über einen entsprechenden Index in eckigen Klammern bezeichnet: xpos[5]. Dabei sind Indizes von 1 bis zur Größe
des definierten Arrays erlaubt. Also im obigen Fall
bei xpos von 1 bis 20. Der Versuch auf Elemente
davor oder dahinter zuzugreifen, führt zu einer Fehlermeldung, da dies zu Datenverlust und Zerstörung
der Arrays führen könnte.
Arrays schreiben und lesen
Der Zugriff auf die so definierten Arrays erfolgt analog zu der Benutzung von Variablen. So sind alle folgenden Anweisungen korrekt:
nn
n Arithmetik
nn
Der Compiler bietet folgende Befehle und Parameter:
Operatoren: plus, minus, mal, geteilt, XOR,
Modulo, Division, Absolutbetrag
Bitoperatoren: und, oder, invert, linksschieben,
rechtsschieben, Bit, Byte, Word, Long
Vergleichsoperationen: größer als, kleiner als, größer,
gleich als, kleiner, gleich als, gleich
wie, ungleich
logische Verknüpfungen: und, oder, nicht
Informieren Sie sich im Anschluss an die Art der
Zuweisung (Assignment Operation), die entsprechend den Bit-/Byte-Befehlen aufgebaut ist und über
die Prioritäten der Operatoren und Operationen.
ACHTUNG!
Alle Arithmetikoperationen sind Ganzzahloperationen!
Programmieren mit SyncPos
Beispiel
xpos[1] = 10000
xpos[2] = 20000
xpos[3] = 30000
i = 1
WHILE(i<20) DO
ypos[i] = i*1000
i = i+1
ENDWHILE
zpos[1] = APOS
POSA xpos[1]
offs[1] = (xpos[2]) % 20
Arrays versus Variablen
Grundsätzlich können Arrays überall dort verwendet
werden, wo auch Variablen zulässig sind. Auch belegt ein Array nur den Platz einer internen Variablen
und vermindert somit die Zahl der maximal zulässigen Variablen lediglich um eins. Die maximale
Variablenzahl können Sie im Menü
"EINSTELLUNGEN" → "COMPILER" einstellen.
MG.10.J8.03 - VLT ist ein eingetragenes Warenzeichen von Danfoss 99
Page 100

Programmierbarer SyncPos Motion Controller
Operatoren
Symbol Bedeutung Syntax / Beispiel Beschreibung
+ plus 3 + 3 = 6 Addition
– minus 9 – 3= 6 Subtraktion
* mal 2 * 3 = 6 Multiplikation
% geteilt 19 % 3 = 6 Division (Ergebnis abgeschnitten)
^ XOR expr1 ^ expr2 Exklusiv Oder (binäre Operation)
127 ^ 255 = 128
mod Modulo expr1 mod expr2 Mathematisches modulo (Rest einer Integerdivision)
250 mod 16 = 10
rnd Division expr1 rnd expr2 Division mit Runden, im Gegensatz zur Division (%)
Programmieren mit SyncPos
abs Absolutbetr. Abs(expr) Absolutbetrag des Ausdrucks
Bitoperatoren
Symbol Bedeutung Syntax / Beispiel Beschreibung
& und 7 & 6 = 6 bitweise Verknüpfung
| oder 2 | 4 = 6 bitweise Verknüpfung
~ invert ~(–7) = 6 bitweises Invertieren
<< linksschieben 3 << 1 = 6 bitweises Linksschieben
>> rechtsschieben 12 >> 1 = 6 bitweises Rechtsschieben
. Bit expr1.expr2 Liefert das Bit expr2 von expr1 zurück
.b Byte expr1.b expr2 Liefert das Byte expr2 von expr1 zurück
.w Word expr1.w expr2 Liefert das Wort expr2 von expr1 zurück
.l Long expr1.l expr2 Liefert das Long expr2 von expr1 zurück (standard)
250 rnd 16 = 16 mit Abschneiden
abs (-5) = 5
7.1 = 1
7.3 = 1
7.4 = 0
0x027F.b1 = 127
0x027F.b2 = 2
0x0010FFFF.w2 = 16
Vergleichsoperationen und logische Verknüpfungen
Vergleichsoperationen > größer als
< kleiner als
>= größer, gleich als
<= kleiner, gleich als
== gleich wie
!= ungleich
Logische Verknüpfungen AND und
OR oder
NOT nicht
100
MG.10.J8.03 – VLT ist ein eingetragenes Warenzeichen von Danfoss
 Loading...
Loading...