

Installation guide
Shut-off valves in stainless steel
SVA-S/L SS 15-125
Installation / Instalación / Installazione / 安装 / Montaż / Монтаж
148R9612
1 2 3
4 5a 5b
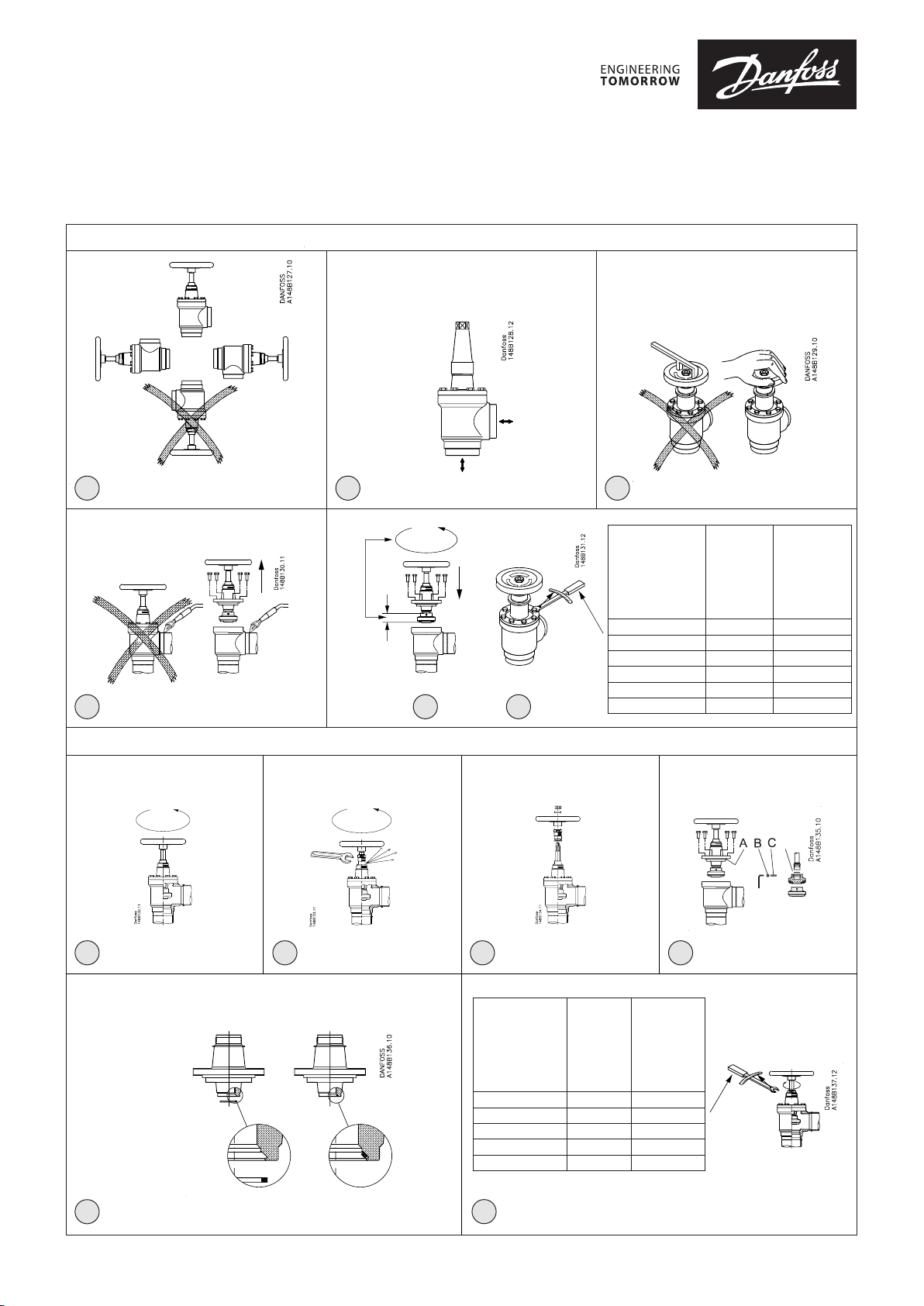
Max. Nm
Nm máx.
最大Nm
Maks. (Nm)
Макс.
момент
затяжки, Нм
DN 15-20 21 15
DN 25-32-40-50 44 32
DN 65 74 54
DN 80 44 32
DN 100 75 53
DN 125 183 135
Max. LB-feet
lb-ft máx.
Max. Lb-piedi
最大LB-英尺
Maks. (lbf x ft)
Макс.момент
затяжки,
фунт/фут
148R9612
Maintenance / Wartung / Entretien / Mantenimiento / Manutenzione / 维护 / Serwis / Техническое обслуживание
6 7 8 9
Only DN 80-125
Nur DN 80-125
Uniquement DN 80 - 125
Sólo DN 80-125
Solo DN 80 - 125
仅限 DN 80 - 125
Tylko DN 8 0–125
Только DN 80 - 125
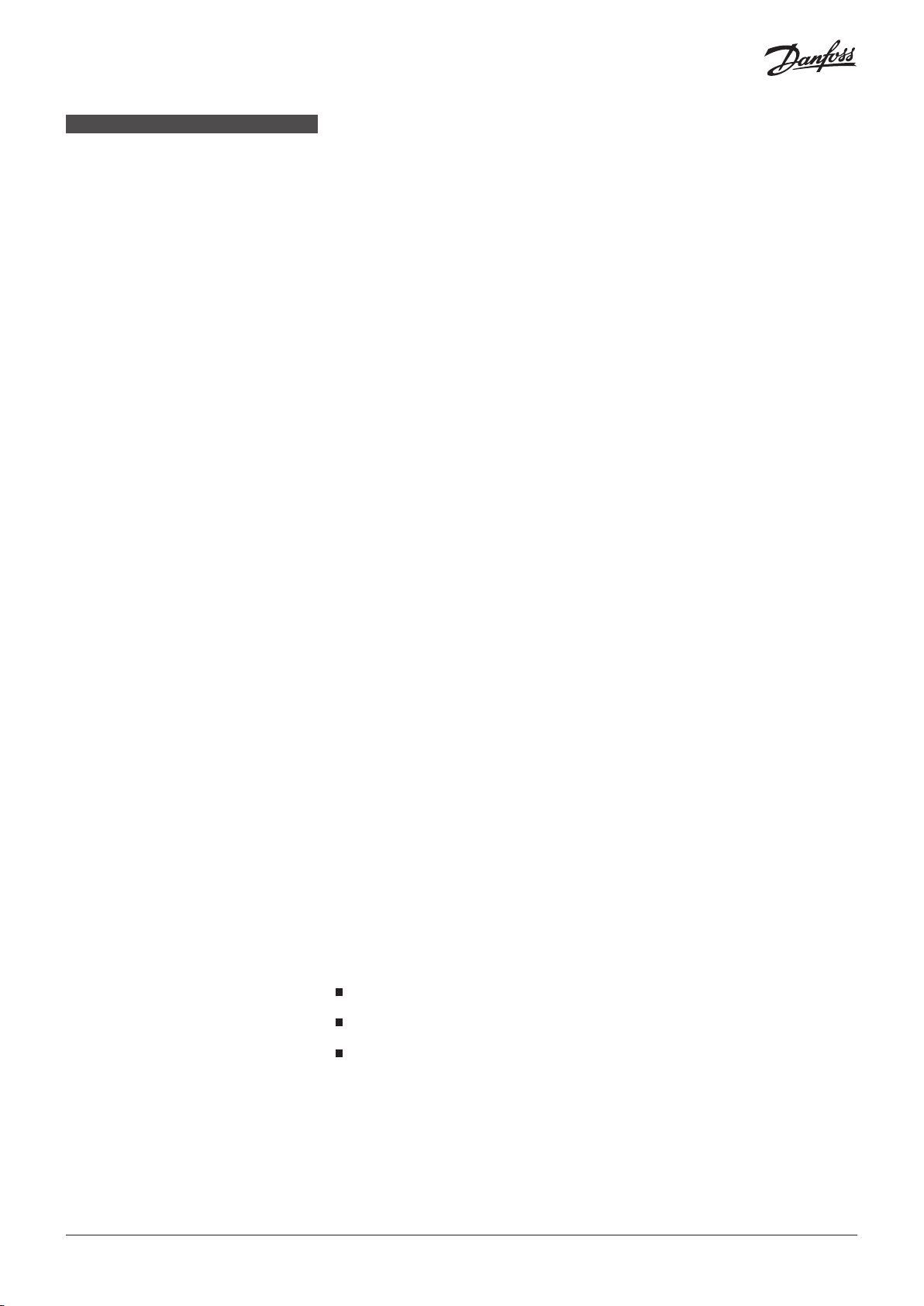
DN 15-20 50 37
DN 25-40 75 55
DN 50-65 95 70
DN 80-100 150 111
DN 125 250 184
Max. Nm
Nm máx.
最大Nm
Maks. (Nm)
Макс.
момент
затяжки, Нм
Max. LB-feet
lb-ft máx.
Max. Lb-piedi
最大LB-英尺
Maks. (lbf x ft)
Макс.момент
затяжки,
фунт/фут
D
10
© Danfoss | DCS (MWA) | 2018.05
11
DKRCI.PI.KD3.A5.ML | 520H8209 | 1
ENGLISH
Installation
Refrigerants
Applicable to HCFC, HFC, R717 (Ammonia),
R744 (CO2) and all flammable refrigerants.
The valve is only recommended for use in closed
circuits. For further information please contact
Danfoss.
Pressure and temperature range
SVA-S/L SS (DN 15-65) 52 bar (754 psi)
SVA-S/L SS (DN 80-125) 50 bar (725 psi) at
–60°C/+150°C (–76°F/+302°F).
Installation
The valve must be installed with the spindle
vertically upwards or in horizontal position (fig.
1). Valves should be opened by hand without the
use of tools or other devices (fig. 3). The valve is
designed to withstand a high internal pressure.
However, the piping system should be designed
to avoid liquid traps and reduce the risk of
hydraulic pressure caused by thermal expansion.
It must be ensured that the valve is protected
from pressure transients like “liquid hammer” in
the system.
Attention!
SVA-S/L SS are shut-off valves and must always
be either fully closed or fully open. Half open
positions are not allowed.
Recommended flow direction
To achieve optimum flow conditions, the valve
should be installed with the flow towards the
valve cone as indicated by the arrow on the side
of the valve body (fig. 2). Flow in the opposite
direction is also acceptable (fig. 2), but slightly
reduces the kv- / Cv value.
Welding
The bonnet should be removed before welding
(fig. 4) to prevent damage to the sealing parts in
the packing gland and between the valve body
and bonnet, as well as the teflon gasket in the
valve seat.
Be careful not to damage the teflon cone ring
and make sure the complete bonnet is protected
from dirt and water while removed.
Removing the bonnet can be omitted provided
that: The temperature in the area between the
valve body and bonnet during welding does not
exceed +150°C/+302°F. This temperature
depends on the welding method as well as on
any cooling of the valve body during the
welding itself. (Cooling can be ensured by, for
example, wrapping a wet cloth around the valve
body.) Make sure that no dirt, welding debris etc.
get into the valve during the welding procedure.
Only materials and welding methods,
compatible with the valve housing material,
must be welded to the valve housing. The valve
housing must be free from stresses (external
loads) after installation.
The valve should be cleaned internally to
remove welding debris on completion of
welding and before the valve is reassembled.
Avoid welding debris and dirt in the threads of
the housing and the bonnet.
Do NOT remove or service the dark colored
grease between the spindle thread and the
bonnet. In case the grease has been
contaminated with dirt, debris, particles or water
the complete top part must be replaced.
Stop valves must not be mounted in systems
where the outlet side of the valve is open to
atmosphere. The outlet side of the valve must
always be connected to the system or properly
capped off, for example with a welded-on end
plate.
Assembly
Remove welding debris and any dirt from pipes
and valve body before assembly. Check that the
cone has been fully screwed back towards the
bonnet before it is replaced in the valve body
(fig. 5a).
Tightening
Tighten the bonnet with a torque wrench, to the
values indicated in the table (fig. 5b).
Please note that the table (fig. 5b) containing
maximum torque must be adhered to and never
exceeded.
Colours and identification
The SVA valves are painted with a red oxide
primer in the factory. Precise identification of the
valve is made via the ID ring at the top of the
bonnet, as well as by the stamping on the valve
body. The external surface of the valve housing
must be guarded against corrosion with a
suitable protective coating after installation and
assembly.
Protection of the ID ring when repainting the
valve is recommended.
Maintenance
Packing gland
When performing service and mainte-nance,
replace the complete packing gland only, which
is available as a spare part. As a general rule, the
packing gland must not be removed if there is
internal pressure in the valve. However, if the
following precautionary measures are taken, the
packing gland can be removed with the valve
still under pressure:
Backseating (fig. 6)
To backseat the valve, turn the spindle counterclockwise until the valve is fully open.
Pressure equalization (fig. 7)
In some cases, pressure forms behind the
packing gland. Hence a handwheel or similar
should be fastened on top of the spindle while
the pressure is equal-ized. The pressure can be
equalized by slowly screwing out the gland.
Removal of packing gland (fig. 8)
Handwheel and packing gland can now be
removed.
Dismantling the valve (fig. 9)
Do not remove the bonnet while the valve is still
under pressure.
Check that the flat gasket (pos. A) has not
been damaged.
Check that the spindle is free of scratches
and impact marks.
If the teflon cone ring has been damaged,
the whole cone assembly must be replaced.
Replacement of the cone (fig. 9)
Unscrew the cone screw (pos. B) with an Allen
key.
SVA-S/L SS 15-40 ........................................ 2.0 mm A/F
SVA-S/L SS 50-65 ........................................ 2.5 mm A/F
SVA-S/L SS 80-100 .........................................4 mm A/F
SVA-S/L SS 125 ...............................................5 mm A/F
(An Allen key is included in the Danfoss
Industrial Refrigeration gasket set).
To remove the balls compress the disk spring
(pos. D) and remove the balls (pos. C).
Number of balls in pos. C:
SVA-S/L SS 15-20 ..................................................10 pcs.
SVA-S/L SS 25-65 ..................................................14 pcs.
SVA-S/L SS 80-125 ..............................................13 pcs.
The cone can then be removed. Place the new
cone on the spindle and remember to place the
disk spring (pos. D) between the spindle and
the cone. Compress the disk spring and replace
the balls (pos. C). Refit the cone screw in again
using Loctite No. 648. to ensure that the screw is
properly fastened.
Do NOT remove or service the dark colored
grease between the spindle thread and
the bonnet. In case the grease has been
contaminated with dirt, debris, particles or water
the complete top part must be replaced.
Replacement of backseat seal (fig. 10)
For sizes DN 80-125 only:
The valve backseat is a special teflon ring. If
this is damaged, it must be replaced. Screw the
spindle out of the bonnet. Carefully remove the
original backseat seal and mount a new one
in the angled contact surface directly inside
the opening in the bonnet. Avoid folding and
damage to the teflon ring, or damage to the
contact surface at the top of the valve during
assembly.
Assembly
Remove any dirt from the body before the valve
is assembled. Check that the cone has been
screwed back towards the bonnet before it is
replaced in the valve body (fig. 5a).
Tightening
Tighten the bonnet with a torque wrench, to the
values indicated in the table (fig. 5b).
Please note that the table (fig. 5b) containing
maximum torque must be adhered to and never
exceeded.
Tighten the packing gland with a torque wrench,
to the values indicated in the table (fig. 11).
Use only original Danfoss parts, including
packing glands, sealing parts and gaskets for
replacement. Materials of new parts are certified
for the relevant refrigerant.
In cases of doubt, please contact Danfoss.
Danfoss accepts no responsibility for errors
and omissions. Danfoss Industrial Refrigeration
reserves the right to make changes to products
and specifications without prior notice.
© Danfoss | DCS (MWA) | 2018.05
DKRCI.PI.KD3.A5.ML | 520H8209 | 2
DEUTSCH
Installation
Kältemittel
Anwendbar für HFCKW, HFKW, R717
(Ammoniak), R744 (CO2) und alle brennbaren
Kältemitteln.
Das Ventil wird nur für den Einsatz in
geschlossenen Kreisläufen empfohlen.
Für weitere Informationen wenden Sie sich bitte
an Danfoss.
Druck- und Temperaturbereich
Max. Betriebsdruck:
SVA-S/L SS (DN 15-65) 52 bar (754 psi)
SVA-S/L SS (DN 80-125) 50 bar (725 psi)
Temperaturbereich: -60° C bis +150° C
(-76° F bis +302° F).
Installation
Das Ventil ist mit der Spindel vertikal nach oben
oder in waagerechter Position zu montieren
(Abb. 1). Ventile sollten mit der Hand ohne
Anwendung von Werkzeug oder anderen
Hilfsmitteln geöffnet werden (Abb. 3). Das Ventil
ist für sehr hohe Innendrücke dimensioniert.
Jedoch ist bei der Auslegung des Rohrsystems
darauf zu achten, dass Kältemitteleinschlüsse
vermieden werden, und dass das Risiko von
durch thermische Expansion verursachtem
hydraulischem Druck herabgesetzt wird.
Es ist sicherzustellen, dass das Ventil gegen
Druckschwingungen in der Anlage, wie
“Flüssigkeitsschläge”, geschützt ist.
Achtung!
SVA-S/L SS sind Absperrventile und müssen
immer entweder vollständig geschlossen oder
vollständig geöffnet sein. Halboffene Stellungen
sind nicht zugelassen.
Empfohlene Durchflussrichtung
Um optimale Strömungsverhältnisse
zu gewährleisten, sollte das Ventil mit
Durchflussrichtung zum Ventilkegel, wie mit
dem Pfeil auf der Seite des Ventilgehäuses
angegeben, montiert werden (Abb. 2).
Durchfluss in entgegengesetzte Richtung ist
auch gestattet (Abb. 2), vermindert den kv- / Cv
-Wert jedoch etwas.
Anschweißenden
Das Oberteil sollte vor dem Schweißen entfernt
werden (Abb. 4), um eine Beschädigung der
Dichtungen und des Ventilsitzes zu vermeiden.
Achten Sie darauf, den Teflon-Konusring nicht
zu beschädigen, und stellen Sie sicher, dass das
komplette demontierte Oberteil vor Schmutz
und Wasser geschützt ist.
Auf das Entfernen des Oberteils kann unter
folgenden Voraussetzungen verzichtet
werden: Es muss sicher gestellt werden, dass
die Temperatur im Bereich der Dichtungen
während des Schweißens nicht auf mehr als
150 °C ansteigt. Diese Temperatur hängt von
der Schweißmethode und von der Kühlung des
Ventilkörpers während des Schweißvorgangs ab.
(Die Kühlung kann beispielsweise sichergestellt
werden, indem ein feuchtes Tuch um den
Ventilkörper gewickelt wird.) Stellen Sie sicher,
dass während des Schweißens kein Schmutz
und keine Schweißrückstände usw. in das Ventil
gelangen.
Es dürfen nur Materialien und
Schweißmethoden verwendet werden, die mit
dem Material des Ventilgehäuses kompatibel
sind. Das Ventilgehäuse muss nach der
Installation frei von externen Spannungen sein
(keine äußeren Lasten).
Reinigen Sie das Ventil vor dem erneuten
Zusammenbauen von innen, um evtl.
Schweißrückstände zu entfernen. Vermeiden
Sie Schweißrückstände und Schmutz in
den Gewindebohrungen des Gehäuses und des
Oberteils.
Das dunkle Schmierfett zwischen dem
Spindelgewinde und dem Ventiloberteil darf
NICHT entfernt oder gewartet werden. Falls das
Schmierfett durch Schmutz, Rückstände, Partikel
oder Wasser verunreinigt wurde, muss das
Oberteil vollständig ausgetauscht werden.
Absperrventile dürfen nicht in Systemen
verwendet werden, bei denen die Austrittsseite
des Ventils nach außen hin offen ist. Die
Austrittsseite des Ventils muss immer an die
Anlage angeschlossen oder ordnungsgemäß
verschlossen werden, z. B. mit einer
angeschweißten Endplatte.
Zusammenbau
Vor dem Zusammenbau sind alle Schweißrückstände und eventueller Schmutz von Rohren
und Ventilgehäuse zu entfernen. Der Kegel muss
völlig gegen den Ventildeckel geschraubt sein
bevor der Einbau in das Ventilgehäuse erfolgt
(Abb. 5a).
Festspannen
Den Ventildeckel mit einem Drehmomentschlüssel festspannen, für diesbezügliche Werte siehe Tabelle (Abb. 5b).
Farben und Kennzeichnung
Die SVA-Ventile werden in der Fabrik mit einem
roten Oxid-Grundanstrich versehen. Eine genaue
Kennzeichnung des Ventils erfolgt mittels IDRing oben am Ventildeckel und ist auch in das
Ventilgehäuse eingeschlagen. Die
Außenoberfläche des Ventilgehäuses ist mit
einer passenden Schutzschicht nach Installation
und Zusammenbau gegen Korrosion zu
schützen.
Beim erneuten Anstreichen des Ventils ist der
ID-Ring zum Schutz abzudecken.
Wartung
Stopfbuchse
Bei Service- und Wartungsarbeiten ist immer nur
die komplette Stopfbuchse auszu-tauschen,
welche Bestandteil des Reparatur- bzw.
Wartungssatzes ist. Prinzipiell darf die
Stopfbuchse nur bei drucklosem Ventil entfernt
werden. Unter Berücksichtigung folgender
Vorsichtsmaß-nahmen kann die Stopfbuchse
jedoch auch von einem unter Druck stehenden
Ventil entfernt werden:
Rücksitzdichtung (Abb. 6)
Zur Aktivierung der Rücksitzdichtung des Ventils
die Spindel gegen den Uhrzeigersinn drehen, bis
das Ventil völlig offen ist.
Druckausgleich (Abb. 7)
Unter Umständen bildet sich hinter der
Stopfbuchse Druck. Deswegen sollte, während
der Druck ausgeglichen wird, am Spindelkopf
ein Handrad oder ähnliches befestigt sein. Der
Druck lässt sich dann durch langsames
Herausdrehen der Stopfbuchse ausgleichen.
Ausbau der Stopfbuchse (Abb. 8)
Handrad und Stopfbuchse können jetzt entfernt
werden.
Ausbau des Ventils (Abb. 9)
Den Ventildeckel nicht entfernen, solange das
Ventil unter Druck steht.
Kontrollieren, dass der O-Ring (Pos. A) nicht
beschädigt ist.
Kontrollieren, dass die Spindel frei von Riefen
und Schlagkerben ist.
Ist der Teflonring am Kegel beschädigt, ist die
gesamte Kegeleinheit auszutauschen.
Austausch des Kegels (Abb. 9)
Die Kegelschraube (Pos. B) mit einem
Sechskantstiftschlüssel lösen.
SVA-S/L SS 15-40 ........................................ 2.0 mm A/F
SVA-S/L SS 50-65 ........................................ 2.5 mm A/F
SVA-S/L SS 80-100 .........................................4 mm A/F
SVA-S/L SS 125 ................................................5 mm A/F
(Ein Sechskantstiftschlüssel ist im Wartungs-satz
von Danfoss Industrial Refrigeration enthalten).
Zum Entfernen der Kugeln die Federscheibe
(Pos. D) zusammendrücken. Die Kugeln (Pos. C)
können nun entfernt werden.
Anzahl Kugeln in Pos. C:
SVA-S/L SS 15-20 .............................................. 10 Stück
SVA-S/L SS 25-65 .............................................. 14 Stück
SVA-S/L SS 80-125 .......................................... 13 Stück
Anschließend lässt sich der Kegel ausbauen.
Den neuen Kegel auf der Spindel platzieren.
Hierbei die Federscheibe (Pos. D) Spindel
und Konus nicht vergessen anzubringen. Die
Federscheibe zusammendrücken und die Kugeln
wieder an-bringen (Pos C). Die Kegelschraube
wieder montieren und mit Loctite No. 648 fest
angespannt sichern.
Das dunkle Schmierfett zwischen dem
Spindelgewinde und dem Ventiloberteil darf
NICHT entfernt oder gewartet werden. Falls das
Schmierfett durch Schmutz, Rückstände, Partikel
oder Wasser verunreinigt wurde, muss das
Oberteil vollständig ausgetauscht werden.
Austausch der Rücksitzdichtung (Abb. 10)
Nur DN 80-125:
Ein spezieller Teflonring bildet den Ventilrücksitz.
Er ist, wenn beschädigt, auszutauschen. Die
Spindel aus dem Ventildeckel herausschrauben.
Die ursprüngliche Rücksitzdichtung vorsichtig
ausbauen und eine neue direkt auf der schrägen
Kontaktfläche im Inneren der Öffnung des
Ventildeckels montieren. Beim Zusammenbau
sind ein Falten und die Beschädigung des
Teflonrings und der Kontaktoberfläche am
Deckel des Ventils zu vermeiden.
Zusammenbau
Vor dem Zusammenbau das Gehäuse sorgfältig
von Schmutz reinigen. Kontrollieren, dass der
Kegel völlig gegen den Ventildeckel geschraubt
ist, bevor der Einbau in das Ventilgehäuse erfolgt
(Abb. 5a).
Festspannen
Den Ventildeckel mit einem Drehmomentschlüssel festspannen, für diesbezügliche Werte
siehe Tabelle (Abb. 5b). Es ist zu beachten, dass
es sich bei diesen Werten um Maximalwerte
handelt, und niemals über-schritten werden
dürfen.
Die Stopfbuchse mit einem Drehmomentschlüssel festspannen, für diesbezügliche Werte
siehe Tabelle (Abb. 11).
Zum Austausch nur Originalteile von Danfoss,
einschließlich Stopfbuchsen, O-Ringe und
Dichtungen, verwenden. Die Werkstoffe von
Neuteilen sind für das betreffende Kältemittel
zertifiziert.
Im Zweifelsfall bitte mit Danfoss Kontakt
aufnehmen.
Danfoss lehnt jede Verantwortung für Fehler
und Auslassungen ab. Danfoss Industrial
Refrigeration behält sich das Recht zu Produktund Spezifikationsänderungen ohne vorherige
Ankündigung vor.
© Danfoss | DCS (MWA) | 2018.05
DKRCI.PI.KD3.A5.ML | 520H8209 | 3
FRANÇAIS
Installation
Fluides frigorigènes
Applicable aux fluides frigorigènes HCFC, HFC,
R717 (ammoniac), R744 (CO2) et à tous les fluides
frigorigènes inflammables.
L’utilisation de la vanne est uniquement
conseillée dans les circuits fermés.
Pour plus d’informations, contactez Danfoss.
Plage de pressions et de tempér
atures
SVA-S/L SS (DN 15-65) 52 bar (754 psi)
SVA-S/L SS (DN 80-125) 50 bar (725 psi) de –60 °C
à 150 °C/de –76 °F à 302 °F).
Installation
La vanne doit être installée tige à la verticale
tournée vers le haut, ou à l’horizontale (fig. 1). Les
vannes doivent être ouvertes manuellement
avoir recours à des outils ou d’autres matériels
La vanne est conçue pour résister à une
interne élevée. Toutefois, il convient de
le circuit de façon à éviter les pièges à liquide et
réduire les risques de formation d’une pression
hydraulique sous l’effet de la dilatation
thermique. Veillez à ce que la vanne soit
protégée des variations de pression au sein du
circuit comme les « coups de bélier ».
Attention !
Les SVA-S/L SS sont des vannes d’arrêt et doivent
toujours être complètement fermées ou ouvertes.
position semi-ouverte est interdite.
Sens de débit recommandé
Pour atteindre des conditions de débit optimales,
vanne doit être installée avec le débit dirigé vers
le cône de la vanne, tel qu’indiqué par la flèche
située sur le côté du corps de la vanne (fig. 2). Un
débit de sens opposé est également admis
(fig. 2), mais réduit légèrement la valeur kv- / Cv.
Soudage
La partie supérieure doit être retirée avant le
soudage (fig. 4) afin de ne pas endommager
les joints toriques du presse étoupe, et entre le
corps de la vanne et le capuchon, ainsi que le
joint d’étanchéité en téflon du siège de la vanne.
Veiller à ne pas endommager la bague en téflon
du cône. Vérifier que la partie interne une fois
retirée est à l’abri de la saleté et de l’eau.
Le capuchon peut seulement rester en place si,
pendant le soudage, la température dans la zone
comprise entre le corps de vanne et le capuchon
n’excède pas +150 °C/+302 °F. Cette température
est fonction de la méthode de soudage ainsi que
du refroidissement du corps de vanne pendant
le soudage. (Le refroidissement peut être
effectué, par exemple, en enveloppant le corps
de vanne dans un linge humide.) Veiller à ce
qu’aucune salissure, aucun débris de soudage,
etc. ne s’introduise dans la vanne pendant le
soudage.
Veiller à utiliser des matériaux et des procédures
de soudage compatibles avec le matériau du
boîtier de la vanne pour effectuer des soudures
sur ce dernier. Aucune contrainte (charges
externes) ne doit être exercée sur le boîtier de la
vanne après l’installation.
L’intérieur de la vanne doit être nettoyé pour
éliminer les débris de soudage une fois le
soudage effectué et avant le montage de la
vanne. Éviter que des débris de soudage et des
salissures ne pénètrent dans les filetages du
boîtier et le capuchon.
Ne PAS enlever ou nettoyer l’excédent de graisse
foncée entre le filetage de la tige et la partie
interne. En cas de contamination de la graisse
par de la saleté, des débris, des particules ou de
et
sans
(fig. 3).
pression
concevoir
La
la
l’eau, la partie supérieure doit être entièrement
remplacée.
Les vannes d’arrêt ne doivent en aucun cas être
montées dans des systèmes où la sortie de la
vanne est exposée à l’air. Le côté sortie de la
vanne doit toujours être raccordé au système ou
correctement couvert, par exemple à l’aide d’un
embout soudé.
Montage
Éliminez les résidus de soudage et les impuretés
des conduites et du corps de vanne avant de
procéder au
entièrement revissé à l’arrière du capuchon avant de
le replacer dans le corps de la vanne (fig. 5a).
Serrage
Serrez le capuchon à l’aide d’une clé
dynamométrique, conformément aux
valeurs indiquées dans le tableau (fig. 5b).
Veuillez noter que la valeur de couple maximale
contenue dans le tableau (fig. 5b) doit être
respectée et ne doit en aucun cas être
dépassée.
Couleurs et identification
Les vannes SVA sont recouvertes en usine d’une
couche de peinture primaire rouge.
L’identification précise des vannes est effectuée à
l’aide d’une bague d’identification au sommet du
capuchon, ainsi que par un estampillage sur le
corps de la vanne. La surface externe du corps
vanne doit être protégée contre la corrosion
d’un revêtement de protection adapté appliqué
après l’installation et le montage.
Il est recommandé de protéger la plaque
signalétique lors de l’application de la peinture
sur la vanne.
montage. Vérifiez que le cône a été
de la
à l’aide
Entretien
Presse étoupe
Lors des opérations de service et d’entretien,
toujours remplacer le presse étoupe complet,
disponible en pièce détachée. En règle générale,
presse étoupe ne doit pas être retiré si une
pression interne est détectée dans la vanne.
Toutefois, si les mesures de précaution suivantes
sont prises, il est possible de remplacer le presse
étoupe pendant que la vanne est sous pression:
Contre-siège (fig. 6)
Pour assurer l’étanchéité arrière de la vanne,
effectuez une rotation de la tige dans le sens
inverse des aiguilles d’une montre jusqu’à
ouverture complète de la vanne.
Égalisation de la pression (fig. 7)
Dans certains cas, une pression se forme derrière le
presse étoupe. Il est alors nécessaire de fixer un
volant de manoeuvre ou un dispositif similaire
(pos. A) au sommet de la tige lors de l’équilibrage
pression. Il suffit de dévisser lentement le presse
étoupe pour équilibrer la pression.
Dépose du presse étoupe (fig. 8)
Le volant de manoeuvre et le presse étoupe
peuvent maintenant être enlevés.
Démontage de la vanne (fig. 9)
Ne pas enlever le capuchon lorsque la vanne est
encore sous pression.
Vérifiez que le joint torique (pos. B)
endommagé.
Vérifiez que la tige est exempte de rayures et
de marques d’impact.
Si la bague en téflon a été endommagée, le
cône complet doit être remplacé.
Remplacement du cône (fig. 9)
Dévissez la vis du cône (pos. B) avec une clé Allen.
SVA-S/L SS 15-40 ........................................ 2,0 mm A/F
SVA-S/L SS 50-65 ........................................ 2,5 mm A/F
SVA-S/L SS 80-100 .........................................4 mm A/F
SVA-S/L SS 125 ................................................5 mm A/F
le
de
n’a pas été
Une clé Allen est fournie dans le kit de joints
d’étanchéité Danfoss Industrial Refrigeration.
Pour retirer les billes, comprimez le ressort
circulaire (pos. D) et retirez les billes (pos. C).
Nombre de billes dans pos. C :
SVA-S/L SS 15-20 ..................................................10 pcs.
SVA-S/L SS 25-65 ..................................................14 pcs.
SVA-S/L SS 80-125 ...............................................13 pcs.
Le cône peut alors être retiré. Positionnez le
nouveau cône sur la tige et veillez à placer le
ressort circulaire (pos. D) entre la tige et le cône.
Comprimez le ressort circulaire et replacez les
billes (pos. C). Remettez la vis du cône en utilisant le
produit Loctite n°648 pour garantir la fixation
la vis.
Ne PAS enlever ou nettoyer l’excédent de graisse
foncée entre le filetage de la tige et la partie
interne. En cas de contamination de la graisse
par de la saleté, des débris, des particules ou de
l’eau, la partie supérieure doit être entièrement
remplacée.
Remplacement du joint d’étanchéité de
contre-siège (fig. 10)
Uniquement pour les tailles DN 80-125 :
Le contre-siège de la vanne est une bague
spéciale en téflon. Si elle est endommagée, elle
doit être remplacée. Dévissez la tige du
capuchon. Retirez avec précaution le joint
d'étanchéité du contre-siège et montez
nouveau sur la surface de contact coudée
directement à l’intérieur de l’ouverture du
capuchon. Lors du montage, évitez de plier ou
d’endommager la bague en téflon, ou de
détériorer la surface de contact au sommet
de la vanne.
Montage
Éliminez toute impureté du corps de la vanne
avant
de procéder au montage
cône a été entièrement vissé sur le capuchon
avant de le replacer dans le corps de la vanne
(fig. 5a).
Serrage
Serrez le capuchon à l’aide d’une clé
dynamométrique, conformément aux
valeurs indiquées dans le tableau (fig. 5b).
Veuillez noter que la valeur de couple maximale
contenue dans le tableau (fig. 5b) doit être
respectée et ne doit en aucun cas être
dépassée.
Serrez le presse étoupe à l'aide d'une clé
dynamométrique, conformément aux
valeurs indiquées dans le tableau (fig. 11).
N’utilisez que des composants Danfoss d’origine,
en particulier pour tout remplacement du presse
étoupe ou des joints toriques et d’étanchéité.
Les matériaux des nouveaux
homologués pour le fluide frigorigène utilisé.
En cas de doute, veuillez contacter Danfoss.
Danfoss n’assume aucune responsabilité quant
aux éventuelles erreurs ou omissions. Danfoss
Industrial Refrigeration se réserve le droit de
modifier sans préavis
spécifications.
. Vérifiez que le
composants sont
ses produits et leurs
de
le
© Danfoss | DCS (MWA) | 2018.05
DKRCI.PI.KD3.A5.ML | 520H8209 | 4

ESPAÑOL
Instalación
Refrigerantes
Apto para HCFC, HFC, R-717 (amoníaco),
R-744 (CO2) y todos los refrigerantes inflamables.
Se recomienda limitar el uso de estas válvulas
a circuitos cerrados. Si desea obtener más
información, póngase en contacto con Danfoss.
Rangos de presión y temperatura
SVA-S/L SS (DN 15-65) 52 bar (754 psi)
SVA-S/L SS (DN 80-125) 50 bar (725 psi), con
temperaturas comprendidas entre –60 y +150 °C
(entre –76 y +302 °F),
Instalación
La válvula debe instalarse de forma que el eje
quede en posición vertical y orientado hacia arriba
o en posición horizontal (consulte la fig. 1). Las
válvulas deben abrirse manualmente, sin hacer uso
de herramientas u otros dispositivos (consulte la fig.
3). Son válvulas diseñadas para
interna elevada. Sin embargo,
debe diseñarse de tal forma que se eviten las
acumulaciones de líquido y se reduzca el riesgo
asociado a la presión hidráulica generada por la
expansión térmica. Debe garantizarse que la válvula
se encuentre protegida frente a los fenómenos
transitorios asociados a la presión que puedan
producirse en el sistema (por ejemplo, el fenómeno
conocido como “golpe de ariete”).
Atención:
Las válvulas SVA-S/L SS son válvulas de cierre y
siempre deben estar completamente cerradas o
completamente abiertas. Nunca deben configurarse
en posiciones intermedias.
Sentido de flujo recomendado
Para conseguir unas condiciones de flujo óptimas, la
válvula debe instalarse de forma que el flujo se dirija
hacia el cono de válvula, de acuerdo con el sentido
indicado por la flecha situada en el
cuerpo de la válvula (consulte la fig. 2).
también puede tener lugar en sentido contrario
(consulte la fig. 2), aunque eso reduciría ligeramente
los valores de kv y Cv.
Soldadura
La parte superior de la válvula debe desmontarse
antes de realizar la soldadura (fig. 4) con el fin de
evitar que se produzcan daños en los elementos
de sellado situados en el prensaestopas y entre el
cuerpo y la parte superior de la válvula, así como en
la junta de teflón del asiento de la válvula.
Tenga cuidado de no dañar el anillo cónico de teflón
y asegúrese de proteger toda la parte superior de la
válvula de la suciedad y el agua al extraerla.
Únicamente puede dejarse montada la parte
superior de la válvula si: durante el proceso de
soldadura, la temperatura del área comprendida
entre el cuerpo y la parte superior de la válvula no
supera los +150 °C / +302 °F. Dicha temperatura
depende del método de soldadura empleado, así
como de la refrigeración que pueda aplicarse al
cuerpo de la válvula durante la realización de la
soldadura (la refrigeración puede asegurarse, por
ejemplo, envolviendo el cuerpo de la válvula en
un paño húmedo). Durante las operaciones de
soldadura, asegúrese de que no se introduzcan
en la válvula suciedad ni restos de materiales de
soldadura, etc.
Los materiales y métodos de soldadura aplicados
al cuerpo de la válvula deben ser compatibles con
el material de este. El cuerpo de la válvula no debe
someterse a tensiones (cargas externas) tras su
instalación.
Al finalizar la soldadura y antes de volver a montar
la válvula, deberá limpiarse el interior de esta para
eliminar los restos de soldadura. No deben quedar
restos de materiales de soldadura ni suciedad en las
roscas del cuerpo y la parte superior de la válvula.
NO elimine ni sustituya la grasa de color oscuro que
se encuentra entre el eje roscado y la parte superior
de la válvula. Si la grasa se contamina con suciedad,
soportar una presión
el sistema de tuberías
costado del
El flujo
residuos, partículas o agua, deberá sustituirse toda
la parte superior.
No deberán montarse válvulas de cierre en sistemas
en los que el lado de salida de la válvula quede
abierto a la atmósfera. El lado de salida de la válvula
siempre debe conectarse al sistema o cerrarse
debidamente (por ejemplo, soldando una placa).
Montaje
Elimine los restos de materiales de soldadura y la
suciedad de las tuberías y el cuerpo de la válvula
antes de proceder a su montaje. Compruebe que el
cono se encuentre completamente enroscado
casquillo antes de volver a acoplarlo al cuerpo
válvula (consulte la fig. 5a).
Apriete
Apriete el casquillo empleando una llave
dinamométrica y aplicando los valores de par de
apriete especificados en la tabla (consulte la fig. 5b).
Tenga en cuenta que deben respetarse los valores de
par de apriete máximos indicados en la tabla
(consulte la fig. 5b), sin superarlos en ningún caso.
Colores e identificación
Las válvulas SVA llevan una imprimación de color
rojo durante su fabricación. La identificación precisa
de dichas válvulas se lleva a cabo por medio de un
anillo característico de color verde
parte superior del casquillo, así como
estampación del cuerpo de las válvulas.
La superficie externa de la carcasa de las válvulas
debe protegerse frente a la corrosión aplicando un
recubrimiento protector adecuado tras su
instalación y montaje.
Se recomienda proteger el anillo de identificación
antes de pintar la válvula.
situado en la
de la
en el
de la
Mantenimiento
Prensaestopas
Sólo es preciso sustituir el conjunto del
prensaestopas como parte de las operaciones
de servicio y mantenimiento; este elemento se
encuentra disponible como pieza de repuesto.
Como norma general, el prensaestopas no debe
desmontarse si el interior de la válvula se encuentra
presurizado. No obstante, si se adoptan las
precauciones siguientes, el prensaestopas puede
desmontarse aunque la válvula se encuentre
presurizada:
Sellado interno (consulte la fig. 6)
Para sellar internamente la válvula, gire el eje en
sentido antihorario hasta que la válvula quede
completamente abierta.
Igualación de presión (consulte la fig. 7)
En algunos casos, puede producirse una
acumulación de presión tras el prensaestopas.
Debido a ello, debe acoplarse un volante u otro
elemento similar a la parte superior del eje mientras
la presión se iguala. La presión puede igualarse
desenroscando lentamente el prensaestopas.
Desmontaje del prensaestopas (consulte la fig.
8)
Una vez llevados a cabo los pasos anteriores,
pueden desmontarse el volante y el prensaestopas.
Desensamblaje de la válvula (consulte la fig. 9)
No desmonte el casquillo mientras la válvula se
encuentre presurizada.
Compruebe que la junta plana (pos. A) no
presente daños.
Compruebe que el eje no presente arañazos ni
marcas de golpes por impacto.
Si el anillo de teflón del cono ha sufrido daños,
deberá sustituir el conjunto del cono.
Sustitución del cono (consulte la fig. 9)
Desatornille el tornillo del cono (pos. B) utilizando
una llave Allen adecuada:
SVA-S/L SS 15-40 ...............................................2,0 mm A/F
SVA-S/L SS 50-65 ...............................................2,5 mm A/F
SVA-S/L SS 80-100 ............................................... 4 mm A/F
SVA-S/L SS 125 ...................................................... 5 mm A/F
Nota: el juego de juntas de la división de
Refrigeración Industrial de Danfoss incluye
una llave Allen.
Para desmontar las bolas, comprima el muelle del
disco (pos. D) y extráigalas (pos. C).
Número de bolas (pos. C):
SVA-S/L SS 15-20 ........................................................10 uds.
SVA-S/L SS 25-65 ........................................................14 uds.
SVA-S/L SS 80-125 ....................................................13 uds.
A continuación podrá desmontar el cono. Coloque
el cono nuevo en el eje y sitúe el
muelle del disco (pos. D) entre el eje y el cono.
Comprima el muelle del disco y vuelva a colocar las
bolas en su posición (pos. C). Monte el tornillo del
cono utilizando el producto Loctite 648 para
garantizar que dicho tornillo quede correctamente
sujeto.
NO elimine ni sustituya la grasa de color oscuro que
se encuentra entre el eje roscado y la parte superior
de la válvula. Si la grasa se contamina con suciedad,
residuos, partículas o agua, deberá sustituirse toda
la parte superior.
Sustitución del sello del asiento (consulte la fig.
10)
Sólo para los tamaños DN 80-125:
El asiento de la válvula es un anillo especial de
teflón. Si está dañado deberá sustituirlo.
Desenrosque el eje hasta separarlo del casquillo.
Desmonte con cuidado el sello original del asiento y
monte un sello nuevo en la superficie de contacto
en ángulo, directamente en el interior de la abertura
del casquillo. Durante el montaje, evite tanto plegar
o dañar el anillo de teflón como producir daños en
la superficie de contacto de la parte superior de la
válvula.
Montaje
Elimine la suciedad que pueda existir en el cuerpo
de la válvula antes de volver a montarla.
Compruebe que el cono se encuentre
completamente enroscado en el casquillo antes de
volver a acoplarlo al cuerpo de la válvula (consulte
la fig. 5a).
Apriete
Apriete el casquillo empleando una llave
dinamométrica y aplicando los valores de par de
apriete especificados en la tabla (consulte la fig. 5b).
Tenga en cuenta que deben respetarse los valores
de par de apriete máximos indicados en la tabla
(consulte la fig. 5b), sin superarlos en ningún caso.
Apriete el prensaestopas empleando una llave
dinamométrica y aplicando los valores de par de
apriete especificados en la tabla (consulte la fig. 11).
Use únicamente piezas de repuesto originales
fabricadas por Danfoss (incluidos los prensaestopas,
los elementos de sellado y las juntas). Los materiales
con los que se fabrican las piezas de repuesto
poseen las homologaciones pertinentes para el
refrigerante correspondiente.
En caso de duda, póngase en contacto con Danfoss.
Danfoss no se hace responsable en ningún caso
los errores u omisiones que puedan producirse.
división de Refrigeración Industrial de Danfoss se
reserva el derecho a realizar cambios en los
productos y las especificaciones sin previo aviso.
La
de
© Danfoss | DCS (MWA) | 2018.05
DKRCI.PI.KD3.A5.ML | 520H8209 | 5

ITALIANO
Installazione
Refrigeranti
Applicabile a HCFC, HFC, R717 (ammoniaca),
R744 (CO2) e tutti i refrigeranti infiammabili.
La valvola è raccomandata solo per l’utilizzo in
circuiti chiusi. Per ulteriori informazioni,
contattare Danfoss.
Campi pressione e temperatura
SVA-S/L SS (DN 15-65) 52 bar (754 psi)
SVA-S/L SS (DN 80-125) 50 bar (725 psi) da –60°C
a +150°C (da –76°F a +302°F),
Installazione
La valvola deve essere installata con lo stelo
rivolto verticalmente verso l'alto o in posizione
orizzontale (fig. 1). Le valvole devono essere
aperte manualmente senza l'ausilio di attrezzi o
altri dispositivi (fig. 3). La valvola è progettata per
tollerare pressioni interne estremamente
elevate. Tuttavia, il sistema di tubazioni deve
essere progettato per prevenire trappole di
liquido e ridurre il rischio di una pressione
idraulica causata dall'espansione termica.
È necessario assicurarsi che la valvola sia protetta
da transitori di pressione come i "colpi d'ariete".
Attenzione!
Poiché rivestono la funzione di rubinetto
manuale, le valvole SVA-S/L SS devono essere
sempre completamente aperte o chiuse.
Le posizioni di apertura parziale non sono
ammesse.
Direzione del flusso raccomandata
Per ottenere le condizioni di flusso ottimali,
la valvola deve essere installata con il flusso
verso il cono valvola, come indicato dalla freccia
sul lato del corpo valvola (fig. 2). Il flusso nella
direzione opposta è anche consentito (fig. 2), ma
ciò ridurrà leggermente il valore kv- / Cv.
Saldatura
Il coperchio deve essere rimosso prima della
saldatura (fig. 4) per prevenire danni alle parti di
tenuta nel premistoppa, fra il corpo valvola e il
coperchio e alla guarnizione in teflon nella sede
della valvola.
Fare attenzione a non danneggiare l’anello in
teflon del cono e assicurarsi che il coperchio sia
protetto per intero da sporcizia e acqua in fase
di rimozione.
Il coperchio superiore non deve essere rimosso,
se: la temperatura nell’area compresa tra il corpo
valvola e il coperchio durante la saldatura non
eccede +150 °C/+302 °F. Questa temperatura
dipende dal metodo di saldatura e da un
eventuale raffreddamento del corpo valvola
durante la saldatura stessa (il raffreddamento
può essere assicurato, ad esempio, avvolgendo
un panno umido intorno al corpo valvola).
Assicurarsi che sporco, detriti di saldatura, ecc.,
non penetrino nella valvola durante la procedura
di saldatura.
Solo materiali e metodi di saldatura compatibili
con il materiale dell’involucro della valvola
devono essere applicati all’involucro della
valvola. L’involucro della valvola deve essere
esente da sollecitazioni (carichi esterni) dopo
l’installazione.
La valvola deve essere pulita internamente
per rimuovere i detriti della saldatura al
completamento dell’operazione e prima che
la valvola sia rimontata. Evitare che detriti
di saldatura e sporcizia si depositino nelle
filettature dell’involucro e del coperchio.
NON rimuovere né intervenire sul grasso scuro
tra la filettatura dell’asta e il coperchio. Nel caso
in cui il grasso sia stato contaminato da sporco,
detriti, particelle o acqua, è necessario sostituire
interamente la parte superiore.
Le valvole di intercettazione non devono essere
montate in impianti in cui il lato uscita della
valvola sia esposto all’atmosfera. Il lato uscita
della valvola deve sempre essere collegato
all’impianto o correttamente bloccato, ad
esempio saldando una piastra terminale.
Montaggio
Rimuovere i residui di saldatura e lo sporco dai
tubi e dal corpo valvola prima del montaggio.
Verificare che il cono sia stato completamente
avvitato in direzione del coperchio prima che
venga sostituito nel corpo valvola (fig. 5a).
Serraggio
Serrare il coperchio con una chiave
dinamometrica, ai valori indicati nella tabella
(fig. 5b).
Notare che è sempre necessario rispettare le
coppie massime riportate nella tabella (fig. 5b); le
coppie massime non devono essere mai
superate.
Colori e identificazione
Le valvole SVA sono pitturate con un primer
ossidico rosso in fabbrica. Un'identificazione
precisa della valvola è possibile tramite l'anello di
identificazione sulla parte superiore del
coperchio e tramite la stampigliatura sul corpo
valvola. La superficie esterna dell'involucro della
valvola deve essere protetta contro la corrosione
con un rivestimento protettivo idoneo dopo
l'installazione e il montaggio.
Si raccomanda di proteggere l'anello di
identificazione quando la valvola viene
riverniciata.
Manutenzione
Premistoppa
Quando si effettua un intervento di riparazione o
manutenzione, sostituire solo il premistoppa
completo, disponibile come ricambio. Come
regola generale, il premistoppa non deve essere
rimosso se pressione interna è presente nella
valvola. Tuttavia, se ci si attiene alle seguenti
misure cautelative, il premistoppa può essere
rimosso con la valvola ancora sotto pressione:
Controtenuta (fig. 6)
Per posizionare la valvola in controtenuta,
ruotare lo stelo in senso antiorario fino a quando
la valvola non è completamente aperta.
Equalizzazione della pressione (fig. 7)
In alcuni casi, la pressione si accumula dietro al
premistoppa. Un volantino (o simile) deve essere
quindi fissato sulla parte superiore dello stelo
mentre la pressione è equalizzata. La pressione
può essere equalizzata avvitando lentamente il
premistoppa.
Rimozione del premistoppa (fig. 8)
Il volantino e il premistoppa possono essere ora
rimossi.
Smontaggio della valvola (fig. 9)
Non rimuovere il coperchio mentre la valvola è
ancora sotto pressione.
Controllare che la guarnizione piatta (pos. A)
non abbia subito danni.
Verificare che lo stelo sia privo di graffi e
segni di impatto.
Se l'anello in teflon del cono è danneggiato,
l'intero gruppo cono deve essere sostituito.
Sostituzione del cono (fig. 9)
Svitare la vite del cono (pos. B) con una chiave
allen.
SVA-S/L SS 15-40 ........................................ 2,0 mm A/F
SVA-S/L SS 50-65 ........................................ 2,5 mm A/F
SVA-S/L SS 80-100 .........................................4 mm A/F
SVA-S/L SS 125 ...............................................5 mm A/F
(Una chiave allen è inclusa nel set delle
guarnizioni Danfoss Industrial Refrigeration).
Per rimuovere le sfere, comprimere la molla a
disco (pos. D) e quindi rimuovere le sfere (pos. C).
Numero di sfere in pos. C:
SVA-S/L SS 15-20 ....................................................10 pz.
SVA-S/L SS 25-65 ....................................................14 pz.
SVA-S/L SS 80-125 ................................................13 pz.
Il cono può essere quindi rimosso. Posizionare il
nuovo cono sullo stelo e ricordarsi di inserire la
molla a disco (pos. D ) tra lo stelo e il cono.
Comprimere la molla a disco e sostituire le sfere
(pos. C). Rimontare nuovamente la vite
utilizzando Loctite n. 648 per assicurare
sia ben fissata.
NON rimuovere né intervenire sul grasso scuro
tra la filettatura dell’asta e il coperchio. Nel caso
in cui il grasso sia stato contaminato da sporco,
detriti, particelle o acqua, è necessario sostituire
interamente la parte superiore.
Sostituzione della controtenuta (fig. 10)
Solo per dimensioni DN 80-125:
La controtenuta della valvola è uno speciale
anello in teflon. Se è danneggiata, deve essere
sostituita. Rimuovere lo stelo dal coperchio.
Rimuovere con cautela la controtenuta e
montarne una nuova nella superficie di contatto
angolata direttamente all'interno dell'apertura del
coperchio. Evitare di piegare e danneggiare
l'anello in teflon o di danneggiare la superficie di
contatto nella parte superiore della valvola
durante l'assemblaggio.
Montaggio
Rimuovere eventuale sporcizia dal corpo prima
del montaggio della valvola. Verificare che il
cono sia stato avvitato in direzione del coperchio
prima che venga montato nel corpo valvola (fig.
5a).
Serraggio
Serrare il coperchio con una chiave
dinamometrica, ai valori indicati nella tabella
(fig. 5b).
Notare che è sempre necessario rispettare le
coppie massime riportate nella tabella (fig. 5b); le
coppie massime non devono essere mai
superate.
Serrare il premistoppa con una chiave
dinamometrica, ai valori indicati nella tabella
(fig. 11).
Utilizzare solo parti originali Danfoss, incluso
premistoppa, componenti di tenuta e
guarnizioni, per la sostituzione. I materiali dei
nuovi componenti sono certificati per il
refrigerante pertinente.
In caso di dubbi, contattare Danfoss.
Danfoss non si assume alcuna responsabilità per
errori ed omissioni. Danfoss Industrial
Refrigeration si riserva il diritto di apportare
modifiche a prodotti e specifiche senza alcun
preavviso.
del cono
che la vite
© Danfoss | DCS (MWA) | 2018.05
DKRCI.PI.KD3.A5.ML | 520H8209 | 6

中文
安装
制冷剂
适用于 HCFC、HFC、R717(氨),
R 744( Co 2)以及所有可燃性制冷剂。
建议该阀门仅用于闭合线路。详情请与
Danfoss 联系。
压力和温度范围
SVA-S/L SS (DN 15-65) 52 bar (754 psi)
SVA-S/L SS (DN 80-125) 50 bar (725 psi),
–60°C 至 +150°C (–76°F 至 +302°F),
安装
安装该阀门时,顶部轴必须垂直向上或呈
水平位置(图1)。阀门应手动打开,不能
使用工具或其他装置(图3)。该阀门可以
承受很高的内部压力。但是,管道系统的
设计应避免液阱并减少热膨胀所造成的液
压风险。必须确保该阀门不受系统中“液
锤”等压力动态的影响。
注意!
SVA-S/L SS 为关闭阀,必须始终完全关闭
或完全打开。不允许处于半开位置。
建议流向
如需取得最佳流量条件,安装阀门时流量
应朝向阀锥,与阀体侧上的箭头方向一致
(图2)。也可以反向流动(图2),但
kv-/Cv值会稍微减少。
焊接
在焊接之前应取下阀盖(图4),防止对
填料中以及阀体和阀盖之间的密封部件、
阀座内的特氟龙垫圈造成损坏。
请小心,不要损坏特氟龙阀芯,并确保阀
盖在取下时不会沾到土和水。
在下列情况中,无需拆卸阀盖: 焊接
期间,阀体和阀盖之间区域的温度小于
+150°C/+302°F。 此温度取决于焊接工
艺,以及阀体在焊接过程中的冷却情况。
(例如给阀体盖上一条湿布,这样可确保
阀体的冷却。)焊接过程中,务必要防止
灰尘、焊接碎屑等异物进入阀体内。
只有与阀体材料相兼容的材料和焊接方法
才能焊接在阀体上。 安装完毕后,阀体
不得再承受任何压力(外部负载)。
焊接结束后且在重新装配阀门之前,应
当清洗阀门内部,以清除焊接碎屑。 避
免外壳和阀盖的螺纹上沉积焊接碎屑和
灰尘。
切勿清除或维护主轴螺纹和阀盖之间的深
色油脂。 因为油脂已被土、杂质、颗粒
物或水污染,必须更换整个顶部零件。
截止阀不得安装在阀门出口端与大气联
通。 阀门出口侧必须始终与系统连接或
密封,例如与焊接端板。
组装
在组装之前清除管道和阀体中的焊接碎片
和灰尘。检查阀锥在阀体内被更换之前,
已经完全向阀帽方向拧回(图5a)。
拧紧
使用扭矩扳手拧紧螺帽,并达到表中规定
的数值(图5b)。
请务必遵守包含最大扭矩的该表(图5b),
切勿超过。
色彩和识别
SVA-S/L SS 阀门在工厂使用红丹底漆粉刷。
通过阀帽顶部的 ID 环和阀体上的冲压可以
准确识别阀门。安装和组装后,阀套外表
面必须使用适当的保护层防止腐蚀。
重新粉刷阀门时建议对 ID 环进行保护。
维护
填料
在进行维修和维护时候,仅更换作为备件
的整套填料。一般来说,如果阀门内有内
部压力,不得移除填料。但是,如果采取
以下预防措施,可以在阀门处于压力下时
移除填料。
后座(图6)
如需对阀门进行后座,应逆时针转动轴,
直至阀门完全打开。
压力均衡(图7)
在某些情况下,压力在填料后形成。因
此,压力均衡期间应拧紧轴顶部的手轮或
类似装置。可以通过慢慢拧出填料使压力
均衡。
移除填料(图8)
现在可以清除手轮和填料。
拆卸阀门(图9)
请勿在阀门处于压力下时移除阀帽。
检查平垫圈(位置A)是否受到损坏。
检查轴是否有刮伤或撞击痕迹。
如果特氟龙阀锥环受损,必须更换整个
阀锥总成。
更换阀锥(图9)
使用艾伦内六角扳手拧松轴螺钉(位置B)。
SVA-S/L SS 15-40............................2.0 毫米 A/F
SVA-S/L SS 50-65............................2.5 毫米 A/F
SVA-S/L SS 80-100 ............................ 4 毫米 A/F
SVA-S/L SS 125 .................................. 5 毫米 A/F
(Danfoss 行业制冷垫圈套装中包括艾伦
内六角扳手)。
如需移除滚珠,应按下盘簧(位置D)并
移除滚珠(位置C)。
位置C的滚珠数量:
SVA-S/L SS 15-20...........................................10个
SVA-S/L SS 25-65...........................................14个
SVA-S/L SS 80-125 ........................................13个
然后便可以移除阀锥。将新的阀锥放在轴
上,并将盘簧(位置D)放在轴和阀锥之
间。按下盘簧并更换滚珠(位置C)。使
用648号 Loctite 重新安装阀锥螺钉,确保
螺钉正常拧紧。
切勿清除或维护主轴螺纹和阀盖之间的深
色油脂。 因为油脂已被土、杂质、颗粒
物或水污染,必须更换整个顶部零件。
更换后座密封(图10)
仅用于尺寸 DN 80-125:
阀门后座为特制特氟龙环。如果它受到损
坏,必须更换。将轴从阀帽中拧出。小心
移除原始后座密封,并直接在阀帽开口内
呈角状的接触表面安装新的后座密封。在
组装期间应避免折叠或损坏特氟龙环,或
损坏阀门顶部的接触表面。
组装
在组装阀门之前应清除阀体上的所有灰
尘。在阀体内被更换之前,检查阀锥是否
已经向阀帽方向拧回(图5a)。
拧紧
使用扭矩扳手拧紧螺帽,并达到表中规定
的数值(图5b)。
请务必遵守包含最大扭矩的该表(图5b),
切勿超过。
使用扭矩扳手拧紧填料,并达到表中规定
的数值(图11)。
务必使用原装 Danfoss 零件进行更换,包
括填料、密封部件和垫圈。新零件的材料
应经证明适合相关制冷剂。
如有疑问请与 Danfoss 联系。
Danfoss 不承担由于错误或疏忽导致的责
任。Danfoss Industrial Refrigeration 保留对
产品和规格进行变更的权利,恕不另行通
知。
© Danfoss | DCS (MWA) | 2018.05
DKRCI.PI.KD3.A5.ML | 520H8209 | 7

POLSKI
Montaż zaworu
Czynniki chłodnicze
Dotyczy czynników chłodniczych HCFC, HFC,
R717 (amoniak), R744 (CO2) i wszystkich
łatwopalnych czynników chłodniczych.
Zalecane są do wykorzystywania wyłącznie
w obiegach zamkniętych. Aby uzyskać więcej
informacji, należy skontaktować się z firmą
Danfoss.
Zakres ciśnienia i temperatury
SVA-S/L SS (DN 15-65) 52 bary (754 psi)
SVA-S/L SS (DN 80-125) 50 bary (725 psi)
przy temp. od -60°C do +150°C (-76°F do +302°F)
Montaż zaworu
Zawór należy zamontować z wrzecionem
skierowanym pionowo do góry lub w pozycji
poziomej (rys. 1). Zawory powinny być otwierane
ręką, bez użycia narzędzi ani innych urządzeń
(rys. 3). Zawór został tak zaprojektowany, aby
wytrzymał wysokie ciśnienie. Jednak układ
rurociągów powinień być zaprojektowany tak,
aby uniknąć
zmniejszyć
spowodowanego rozszerzalnością cieplną.
Należy zapewnić ochronę zaworu przed
impulsami wysokiego ciśnienia wynikającymi z
uderzń cieczowych.
Uwaga!
Zawory SVA-S/L SS to zawory odcinające i muszą
być zawsze albo całkowicie zamknięte, albo
całkowicie otwarte. Ustawianie zaworów
w pozycji częściowo otwartej jest niedozwolone.
Zalecany kierunek przepływu
W celu uzyskania optymalnych warunków
przepływu zawór powinien być zainstalowany
w taki sposób, aby przepływ był skierowany pod
grzybek zaworu, zgodnie ze strzałką znajdującą
się na korpusie zaworu (rys. 2). Przepływ
w przeciwnym kierunku jest również
dopuszczalny (rys. 2), jednak lekko zmniejsza
współczynnik kv- / Cv.
Spawanie
Przed spawaniem należy zdemontować pokrywę
zaworu (rys. 4), aby zapobiec uszkodzeniu
elementów uszczelniających znajdujących się
w dławnicy i pomiędzy korpusem a pokrywą
zaworu oraz teflonowej uszczelki w gnieździe
zaworu.
Należy zachować ostrożność, aby nie uszkodzić
teflonowego pierścienia stożkowego, oraz
upewnić się, czy podczas demontażu pokrywa
jest chroniona przed kurzem i wodą.
Można nie demontować pokrywy pod
warunkiem, że: temperatura otoczenia między
korpusem zaworu a pokrywą podczas spawania
nie przekracza +150°C/+302°F. Temperatura
zależy od metody spawania, jak również od
sposobu chłodzenia korpusu zaworu podczas
spawania. (Chłodzenie można zapewnić między
innymi poprzez owinięcie korpusu zaworu
mokrą szmatą). Należy się upewnić, czy podczas
spawania do zaworu nie dostał się kurz, okruchy
spawalnicze itd.
Podczas spawania elementów do korpusu
zaworu można wykorzystywać wyłącznie
materiały i metody spawania zgodne z
materiałem korpusu zaworu. Po montażu
korpus zaworu nie może podlegać zewnętrznym
naprężeniom mechanicznym.
Po zakończeniu spawania, przed złożeniem
zaworu należy oczyścić wnętrze zaworu z
zanieczyszczeń mechanicznych po spawaniu.
Nie pozostawiać okruchów spawalniczych ani
zanieczyszczeń w gwintach korpusu i pokrywy.
zamkniętych przestrzeni cieczowych i
ryzyko wzrostu ciśnienia
NIE należy usuwać ani poprawiać warstwy
ciemnego smaru między gwintem wrzeciona
a pokrywą. Jeśli smar został zanieczyszczony
kurzem, okruchami spawalniczymi, innymi
cząstkami lub wodą, należy wymienić całą górną
część.
Zawory odcinające nie mogą być montowane
w instalacjach, w których wylot zaworu jest
otwarty do atmosfery. Wylot zaworu musi być
zawsze podłączony do instalacji lub należycie
zaślepiony np. przyspawaną dennicą.
Montaż elementów zaworu
Przed złożeniem zaworu należy usunąć z rur oraz
z korpusu zaworu okruchy spawalnicze
zanieczyszczenia. Przed umieszczeniem
w korpusie zaworu upewnić się, że grzybek jest
całkowicie wykręcony w stronę pokrywy (rys.
5a).
Dokręcenie
Dokręcić pokrywę kluczem dynamometrycznym
momentem podanym w tabeli (rys. 5b).
Należy pamiętać, aby zawsze stosować podane
w tabeli (rys. 5b) wartości maksymalnego
momentu i nigdy ich nie przekraczać.
Kolory i identyfikacja
Zawory SVA są malowane w fabryce czerwonym
p
odkładem gruntującym. Zawór można
precyzyjnie zidentyfikować za pomocą
pierścienia identyfikacyjnego znajdującego się
na górze pokrywy oraz cechy numeratora
korpusie zaworu. Po złożeniu i zamontowaniu
zaworu należy zabezpieczyć jego zewnętrzną
powierzchnię przed korozją, odpowiednią
powłoką ochronną.
Przed przystąpieniem do malowania zaworu
zaleca się zabezpieczenie pierścienia
identyfikacyjnego.
i wszelkie
grzybka
na
Serwis
Dławnica
Podczas wykonywania prac serwisowych
i konserwacyjnych wymieniać wyłącznie
kompletną dławnicę, która jest dostępna
jako część zapasowa. Generalnie nie wolno
demontować dławnicy, gdy zawór
ciśnieniem. Jednakże, jeśli zostaną
poniższe środki zapobiegawcze, będzie można
wymontować dławnicę z zaworu, wewnątrz
którego panuje ciśnienie.
Pełne wykręcenie wrzeciona (rys. 6)
Aby całkowicie wykręcić wrzeciono, należy
obracać go w lewo, aż do pełnego otwarcia
zaworu.
Wyrównywanie ciśnień (rys. 7)
W niektórych przypadkach pod dławnicą tworzy
się ciśnienie. W związku z tym przed
wyrównywaniem ciśnień należy przymocować
pokrętło (kółko ręczne) zamontowane na
górnym końcu trzpienia. Ciśnienia można
wyrównać przez powolne wykręcanie dławnicy.
Demontaż dławnicy (rys. 8)
Można teraz zdemontować pokrętło i dławnicę.
Demontaż elementów zaworu (rys. 9)
Nie demontować pokrywy, gdy wewnątrz
zaworu nadal panuje ciśnienie.
Sprawdzić, czy płaska uszczelka (poz. A) nie
jest uszkodzona.
Sprawdzić, czy na wrzecionie nie ma
zarysowań i/lub śladów uderzeń.
Jeśli uszkodzony jest teflonowy pierścień
grzybka, należy wymienić cały zespół
grzybka.
jest pod
podjęte
Wymiana grzybka (rys. 9)
Wykręcić wkręt grzybka (poz. B) kluczem
imbusowym.
SVA-S/L SS 15–40 ...........................2,0 mm pod klucz
SVA-S/L SS 50–65 ...........................2,5 mm pod klucz
SVA-S/L SS 80–100 ........................... 4 mm pod klucz
SVA-S/L SS 125 .................................. 5 mm pod klucz
(Klucz imbusowy znajduje się w zestawie
uszczelek firmy Danfoss Industrial Refrigeration).
W celu wyjęcia kulek należy ścisnąć sprężynę
talerzykową (poz. D) i wyjąć kulki (poz. C).
Liczba kulek w poz. C:
SVA-S/L SS 15–20 ..................................................10 szt.
SVA-S/L SS 25–65 ..................................................14 szt.
SVA-S/L SS 80–125 ..............................................13 szt.
Można teraz zdjąć grzybek. Założyć nowy
grzybek na wrzeciono, pamiętając o umieszczeniu
sprężyny talerzykowej (poz. D) pomiędzy
wrzecionem a grzybkiem. Ścisnąć sprężynę
talerzykową i wymienić kulki (poz. C).
Posmarować gwint wkrętu grzybka klejem
Loctite 648, aby zapewnić właściwe
unieruchomienie wkrętu, i wkręcić wkręt.
NIE należy usuwać ani poprawiać warstwy
ciemnego smaru między gwintem wrzeciona
a pokrywą. Jeśli smar został zanieczyszczony
kurzem, okruchami spawalniczymi, innymi
cząstkami lub wodą, należy wymienić całą górną
część.
Wymiana uszczelnienia komory dławnicy
wrzecionie w położeniu wykręconym (rys. 10)
Tylko rozmiary DN 80–125:
Uszczelnienie komory dławnicy przy wykręconym
wrzecionie tworzy specjalny pierścień teflonowy.
Jeśli jest uszkodzony, należy go wymienić.
Wykręcić wrzeciono z pokrywy zaworu.
Ostrożnie wyjąć istniejące uszczelnienie komory
dławnicy przy wrzecionie w położeniu
wykręconym i założyć nowe, na skośnej
powierzchni styku bezpośrednio w otworze
pokrywy zaworu. Podczas zakładania nie
dopuścić do zgięcia lub uszkodzenia pierścienia
teflonowego bądź do uszkodzenia powierzchni
styku w górnej części zaworu.
Montaż elementów zaworu
Przed zmontowaniem zaworu oczyścić
dokładnie wnętrze korpusu. Przed
umieszczeniem grzybka w korpusie zaworu
upewnić się, że grzybek jest wykręcony w stronę
pokrywy (rys. 5a).
Dokręcenie
Dokręcić pokrywę kluczem dynamometrycznym
momentem podanym w tabeli (rys. 5b).
Należy pamiętać, aby zawsze stosować podane
w tabeli (rys. 5b) wartości maksymalnego
momentu i nigdy ich nie przekraczać.
Dokręcić dławnicę kluczem dynamometrycznym
momentem podanym w tabeli (rys. 11).
Używać wyłącznie oryginalnych części
zamiennych Danfoss, łącznie z dławnicami,
elementami uszczelniającymi i uszczelkami.
Materiały nowych części posiadają atest
potwierdzający możliwość użytkowania ich
z danym czynnikiem chłodniczym.
W razie wątpliwości należy skontaktować się
z firmą Danfoss.
Firma Danfoss nie przyjmuje żadnej
odpowiedzialności za błędy i uchybienia. Firma
Danfoss Industrial Refrigeration rezerwuje sobie
prawo do wprowadzania zmian w produktach
i danych technicznych bez wcześniejszego
powiadomienia.
przy
© Danfoss | DCS (MWA) | 2018.05
DKRCI.PI.KD3.A5.ML | 520H8209 | 8

РУССКИЙ
Монтаж
Хладагенты
Пригодны для систем на ГХФУ, ГФУ, R717
(аммиак), R744 (CO2) и всех воспламеняющихся
хладагентах.
Рекомендуется использовать клапаны только
в закрытых контурах. Для получения
дополнительной информации обращайтесь
в компанию Danfoss.
Диапазон давления и температуры
SVA-S/L SS (DN 15-65) 52 бар (754 фунта/кв.
дюйм) SVA-S/L SS (DN 80-125) 50 бар (725
фунта/кв. дюйм) при температуре от –60°C до
+150°C (от –76°F до +302°F),
Монтаж
При установке клапана шпиндель должен
быть направлен вертикально вверх или
горизонтально (рис. 1). Клапаны необходимо
открывать вручную, без использования
инструментов или других приспособлений
(рис. 3). Клапаны выдерживают очень высокое
внутреннее давление. Однако система
трубопроводов должна быть спроектирована
так, чтобы избежать появления участков, в
которых может задерживаться жидкий
хладагент, и таким образом понизить риск
возникновения гидроудара при тепловом
расширении. Необходимо обеспечить защиту
клапана от изменений давления в системе,
таких как «гидравлический удар».
Внимание!
SVA-S/L SS являются отсечными клапанами и
должны
всегда быть полностью закрыты или
полностью
положение не допускается.
Рекомендуемое направление потока
Для достижения оптимальных условий потока
клапаны должны устанавливаться таким
образом, чтобы поток был направлен к конусу
клапана, как указано стрелкой на боковой
стороне корпуса клапана (рис. 2). Также
допускается поток в обратном направлении
(рис. 2), но при этом немного снижается
значение Kv / Cv.
Сварка
Пред проведением сварочных работ
необходимо разобрать клапан (рис. 4), чтобы
избежать повреждения уплотнительных
колец и тефлоновых уплотнений
функционального модуля.
Осторожно, не повредите тефлоновое
уплотнение. Необходимо обеспечить защиту
снятого функционального модуля от грязи и
воды.
Разбор клапана не обязателен, если
температура между корпусом клапана и
запорным органом во время сварки не
превысит +150°C. Эта температура зависит
от метода сварки, а также от наличия
охлаждения корпуса клапана во время
проведения сварочных работ (охлаждение
можно обеспечить, обернув корпус клапана
влажной тканью). Следите за тем, чтобы во
время проведения сварочных работ в клапан
не попало никакой грязи, окалины и т. п.
Использоваться должны только материалы и
методы сварки, совместимые с материалом
корпуса клапана. После монтажа корпус
клапана не должен подвергаться внешним
воздействиям или нагрузкам.
После завершения сварочных работ, перед
сборкой клапана необходимо очистить
внутреннюю поверхность клапана от грязи и
окалины. Не допускайте попадания окалины
и грязи в резьбовые соединения между
открыты. Промежуточное
корпусом и функциональным модулем
(крышкой).
Не удаляйте и не наносите дополнительную
смазку на резьбовое соединение шпинделя.
Если смазка загрязнена мусором,
частицами или водой,необходимо заменить
функциональный модуль.
Запрещается устанавливать запорные
клапаны в системах, где выходной штуцер
сообщен с атмосферой. Выходной штуцер
должен быть всегда соединен с системой,
либо должен быть заглушен при помощи
приваренной пластины или специальной
заглушки.
Сборка
Перед сборкой удалите с труб и корпуса клапана
окалину и грязь любого характера. Перед заменой
конуса в корпусе клапана (рис. 5в) убедитесь,
что он полностью выкручен до штока.
Затяжка
Затяните шток при помощи
динамометрического ключа до значений,
указанных в таблице (рис. 5b).
Внимание! Никогда не превышайте
максимальные значения момента затяжки,
приведенные в таблице (рис. 5b).
Цвета и идентификация
На заводе клапаны SVA-S/L SS окрашиваются
оксидной грунтовкой красного цвета. Точная
идентификация клапана производится по
опознавательному кольцу в верхней части
штока, а также благодаря оттиску на корпусе
клапана. Необходимо обеспечить защиту
наружной поверхности корпуса клапана от
коррозии при помощи соответствующего
защитного покрытия после монтажа и сборки.
При повторной окраске клапана
рекомендуется обеспечить защиту
опознавательного кольца.
Техническое обслуживание
Сальник
При выполнении технического обслуживания
заменяйте только комплектный сальник.
Запасные сальники имеются в наличии. Как
правило, запрещается удалять сальник, если
клапан находится под давлением. Однако,
если принимаются следующие меры
предосторожности, сальник можно вынуть,
даже если клапан все еще находится под
давлением:
Посадка на верхнее седло (рис. 6)
Для посадки клапана на верхнее седло
поверните шпиндель против часовой стрелки
до полного открытия клапана.
Выравнивание давления (рис. 7)
В некоторых случаях за сальником возникает
давление. Поэтому, в процессе выравнивания
давления, наверху шпинделя закрепляется
маховик или аналогичное устройство.
Давление можно выровнять, медленно
откручивая сальник.
Демонтаж сальника (рис. 8)
Теперь можно снять маховик и сальник.
Разборка клапана (рис. 9)
Запрещается демонтировать шток, пока
клапан находится под давлением.
Убедитесь, что плоская прокладка (поз. A)
повреждена.
Убедитесь, что на шпинделе отсутствуют
царапины или следы ударов.
Если тефлоновое конусное кольцо было
повреждено, замене подлежит весь конус
в сборе.
не
Замена конуса (рис. 9)
Отвинтите винт конуса (поз. B) с помощью
торцевого ключа.
SVA-S/L SS 15-40 ..................................2,0 мм по зеву
SVA-S/L SS 50-65 ..................................2,5 мм по зеву
SVA-S/L SS 80-100 .................................. 4 мм по зеву
SVA-S/L SS 125 ........................................ 5 мм по зеву
Торцевой ключ включен в комплект
сальников Danfoss Industrial Refrigeration).
Для снятия шариков сожмите тарельчатую
пружину (поз. D) и вынте их (поз. С).
Количество шариков в поз. С:
SVA-S/L SS 15-20 ...................................................10 шт.
SVA-S/L SS 25-65 ...................................................14 шт.
SVA-S/L SS 80-125 ...............................................13 шт.
После этого конус можно снять. Установите
новый конус на шпиндель и не забудьте
установить тарельчатую пружину (поз. D)
между шпинделем и конусом. Сожмите
тарельчатую пружину и замените шарики
(поз. С). Вставьте винт конуса обратно на
место, используя фиксатор Loctite № 648 для
надежного закрепления винта.
Не удаляйте и не наносите дополнительную
смазку на резьбовое соединение шпинделя.
Если смазка загрязнена мусором,
частицами или водой,необходимо заменить
функциональный модуль.
Замена уплотнения седла задней посадки
(рис. 10)
Только для размеров DN 80-125:
Заднее седло (упор) клапана представляет
собой специальное тефлоновое кольцо.
В случае повреждения, его необходимо
заменить. Выкрутите шпиндель из наконечника.
Осторожно выньте старое заднее седло и
установите новое в наклонной контактной
поверхности непосредственно в отверстии
штока. Во время сборки избегайте сгибания и
повреждения тефлонового кольца или
повреждения контактной поверхности в
верхней части клапана.
Сборка
Перед сборкой клапана удалите с корпуса
грязь любого характера. Перед заменой
конуса в корпусе клапана (рис. 5a) убедитесь,
что он вывенчен до наконечника.
Затяжка
Затяните наконечник при помощи
динамометрического ключа до значений,
указанных в таблице (рис. 5b).
Внимание! Никогда не превышайте
максимальные значения момента затяжки,
приведенные в таблице (рис. 5b).
Затяните сальник при помощи
динамометрического ключа до значений,
указанных в таблице
(рис. 11).
Для замены используйте только подлинные
детали производства компании Danfoss, включая
сальники, уплотнительные детали и прокладки.
Материалы новых деталей сертифицированы
для соответствующего хладагента.
В случае сомнения обращайтесь в компанию
Danfoss.
Компания Danfoss не несет ответственность
за ваши ошибки и упущения. Подразделение
Danfoss Industrial Refrigeration сохраняет
за собой право на внесение изменений в
изделия и спецификации без предварительного
уведомления.
© Danfoss | DCS (MWA) | 2018.05
DKRCI.PI.KD3.A5.ML | 520H8209 | 9

© Danfoss | DCS (MWA) | 2018.05
DKRCI.PI.KD3.A5.ML | 520H8209 | 10

© Danfoss | DCS (MWA) | 2018.05
DKRCI.PI.KD3.A5.ML | 520H8209 | 11

© Danfoss | DCS (MWA) | 2018.05
DKRCI.PI.KD3.A5.ML | 520H8209 | 12
 Loading...
Loading...