


T-8420C, 8450C
T-8720C, 8750C
在使用缝纫机之前请阅读本使用说明书。
请将本使用说明书放在便于查阅的地方保管。
双针平缝缝纫机
使用说明书
为了创造更加美好的环境
请您协作
首先对您使用 Brother 产品表示衷心的感谢!
Brother 公司致力于关爱地球环境,制定了“从产品开发到废弃,关爱地球环境”
的基本方针。当地的公民在环境保护活动中也应该对当地社会、环境二方面尽每个
人的微薄之力。
因此,希望您能配合这个计划,作为环境保护活动的一环,在平时处理废弃物的
时候能多加注意。
不用的包装材料,为了能再次回收利用,请交付给当地相关回收公司进行
1.
1.
2.
2.
处理。
使用完的润滑油、请根据相关的法律和规定进行妥善处理。
产品保养或修理需要更换零部件时,有不需要的电路板和电子零件,以及
3.
3.
产品废弃时,请作为电子废弃物处理。
T-8420C, 8450C, 8720C, 8750C
十分感谢您购买兄弟牌工业缝纫机。
在使用缝纫机之前,请仔细阅读<为了您的安全使用>和使用说明书。
工业缝纫机的特性之一,因为要在机针和旋梭等运动另部件附近进行操作,而这些另部件很容易引起受伤的危险,
所以请在受过培训的人或熟练人员的安全操作知识的指导下,正确地使用本缝纫机。
为了您的安全使用
1. 安全使用的标记及其意义
本使用说明书及产品所使用的标记和图案记号是为了您的安全而正确地使用产品,防止您及其他人受到危害和损害。
表示方法及含意如下。
标记
注意
图案和符号
·····
·····
·····
如果忽视此标记而进行了错误的操作,有可能会引起人员受伤及造成设备损坏。
该符号 (△) 表示 “应注意事项”。
三角中的图案表示必须要注意的实质内容。
(例如,左边的图案表示 “当心受伤” 。)
该符号
该符号 (●) 表示“必须”。
圆圈中的图案表示必须要做的事情的实质内容。
(例如,左边的图案表示 “必须接地”。)
表示“禁止”。
)
(
T-8420C, 8450C, 8720C, 8750C i
2. 安全注意事项
请不要在有电源线千扰及静电千扰等有强电气千
扰源影响的环境下使用。
强电气干扰源可能会影响缝纫机的正确操作。
电源电压的波动应该在额定电压的±
的环境下使用。
电压大幅度的波动会影响缝纫机的正确操作。
电源容量应大于设备的消耗电量。电源容量不足
会影响缝纫机的正确操作。
请让受过培训的技术人员来安装缝纫机。
请委托购买商店或电气专业人员进行电气配线。
缝纫机重量约 43
来完成。
在安装完成前,请不要连接电源,如果误按起动
开关,缝纫机动作会导致受伤。
必须接地。
接驳地线不牢固,是造成触电或误动作的原因。
Kg,
安装工作必须由两人以上
使 用 环 境
以内
10%
安 装
注意
环境温度应在5℃
低温或高温会影响缝纫机的正确操作。
相对湿度应在
不会形成结露的环境下使用。干燥或多湿的环境
和结露会影响缝纫机的正确操作。
万一发生雷电暴风雨时,关闭电源开关,并将电
源插头从插座上拔下。雷电可能会影响缝纫机的
正确操作。
所有电缆应固定在离活动部件至少
处。另外,不要过度弯曲电缆或用卡钉固定得过
紧,会引起火灾或触电的危险。
如果使用带小脚轮的工作台,则应该固定小脚
轮,使其不能移动。
缝纫机头倒下或竖起时,请用双手进行操作。
单手操作时因缝纫机的重量万一滑落易导致受
伤。
使用润滑油和黄油时,务必戴好保护眼镜和保护
手套等,以防润滑油落入眼中或沾在皮肤上,这
是引起发炎的原因。
另外,润滑油或黄油不能饮用,否则会引起呕吐
和腹泻。
将油放在小孩拿不到的地方。
~35℃
45% ~85%
的范围内使用。
的范围内,并且设备内
25mm
以外
ii
T-8420C, 8450C, 8720C, 8750C

本缝纫机仅限于接受过安全操作培训的人员使
用。
本缝纫机不能用于除缝纫外的任何其他用途。
使用缝纫机时必须戴上保护眼镜。
如果不戴保护眼镜,断针时就会有危险,机针的
折断部分可能会弹入眼睛并造成伤害。
发生下列情况时,请切断电源。
但在切断电源后,马达在稍后的一段时间内因惯
性仍会继续转动,请在马达完全停止后,再进行作
业。
否则误按动起动开关,缝纫机动作会导致受伤。
・
机针穿线时
・
更换机针或梭芯时
・
缝纫机不使用,或人离开缝纫机时。
如果使用带小脚轮的工作台,则应该固定小脚轮
使其不能移动。
注意
缝 纫
为了安全起见,在使用本缝纫机之前,请安装保
护装置。如果未安装这些安全装置就使用缝纫机
会造成人身伤害及缝纫机损坏。
缝纫过程中,不要触摸任何运动部件或将物件靠
在运动部件上,因为这会导致人员受伤或缝纫机
损坏。
缝纫机头倒下或竖起时,请用双手进行操作。
单手操作时因缝纫机的重量万一滑落易导致受
伤。
如果缝纫机操作中发生误动作,或听到异常的噪
音或闻到异常的气味,应立即切断电源。然后请
与购买商店或受过培训的技术人员联系。
如果缝纫机出现故障,请与购买商店或受过培训
的技术人员联系。
,
在开始清洁作业前,请切断电源。
但在切断电源后,马达在稍后的一段时间内因惯
性仍会继续转动,请在马达完全停止后,再进行作
业。
如果当误按动起动开关时,缝纫机动作会导致人
员受伤。
缝纫机头倒下或竖起时,请用双手进行操作。
单手操作时因缝纫机的重量万一滑落易导致受
伤。
只有经过训练的技术人员才能进行缝纫机的维
修,保养和检查。
与电气有关的维修、保养和检查请委托购买商店
或电气专业人员进行。
发生下列情况时,请关闭电源。并从电源插座上拔
下插头。
只是在切断电源后,马达在稍后的一段时间内因
惯性仍会继续转动,请在马达完全停止后,再进行
作业。
当误踩下踏脚板时,缝纫机动作会导致受伤。
·检查、调整和维修
·更换旋梭等易损零部件
清 洁
保 养 和 检 查
使用润滑油和黄油时,务必戴好保护眼镜和保护
手套等,以防润滑油落入眼中或沾在皮肤上,这
是引起发炎的原因。
另外,润滑油或黄油不能饮用,否则会引起呕吐
和腹泻。
将油放在小孩拿不到的地方
请使用兄弟工业公司指定更换的零部件。
在必须接上电源开关进行调整时,务必十分小心
遵守所有的安全注意事项。
缝纫机头倒下时,请一定要固定工作台,不可使
其随意移动。
工作台移动易发生脚等被夹住之事故,是导致人
身事故的原因。
请使用本公司指定更换的零部件。
取下的安全保护装置,再次安装时,请务必安装在
原位上,并检查能否正常的发挥作用。
未经授权而对缝纫机进行改装而引起的缝纫机损
坏不在保修范围内。
T-8420C, 8450C, 8720C, 8750C
iii
3. 警告标签
缝纫机上有下列警告标签。
当使用缝纫机时,请遵守标签上的说明。如果标签脱落或模糊不清,请和购买商店联系。
1
*安全保护装置
(A) 护指器
(B) 挑线杆防护罩
(C) 皮带罩
2
3
4
缝纫机头部倾斜后,将其扳回到原来位置时,小
心不要卡住手。
小心避免因移动挑线杆造成损伤。
必须接地。
接驳地线不牢固,是造成触电或误动作的原因。
iv
5
6
表示转动方向
机械润滑油
注意
润滑油可能会引起眼睛或皮肤发炎。
请佩戴护目镜和手套。
吞食润滑油会引起腹泻和呕吐。
请勿吞食。
请勿让儿童触碰。
急救护理
接触眼睛时:
-请用大量冷水冲洗。
-寻求医疗救助。
接触皮肤时:
-请使用肥皂及清水清洗。
如果不慎吞食:
-请立即寻求医疗救助。
T-8420C, 8450C, 8720C, 8750C
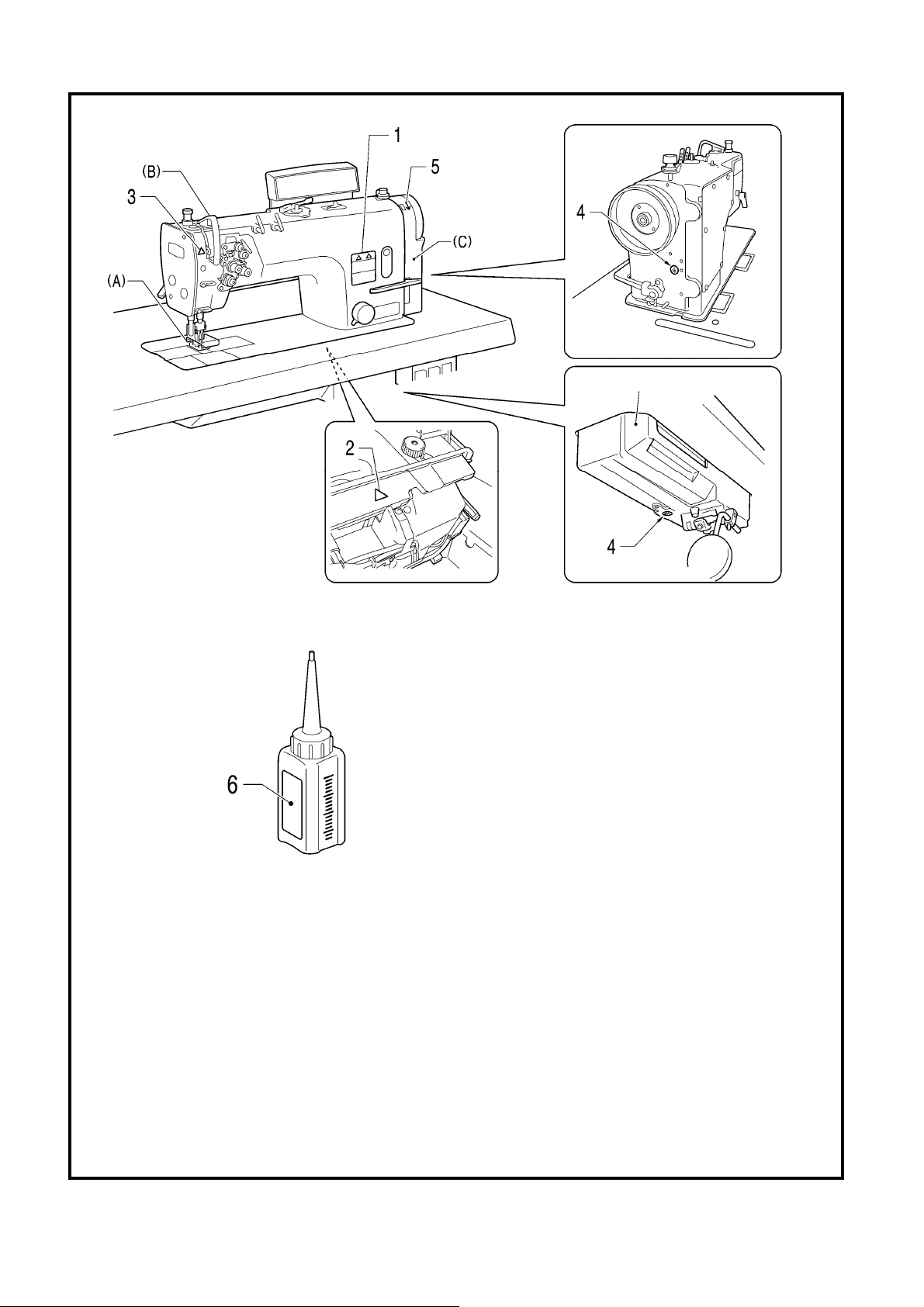
油盘
油壶
2478B
2509B
T-8420C, 8450C, 8720C, 8750C
v

T-8420C, 8450C, 8720C, 8750C
目 录
1. 各部件名称····································· 1
2. 缝纫机规格·····································
3. 关于台板和马达 ·····························
4. 安装方法 ········································
4-1. 安装方法 ················································ 5
4-2. 加油方法 ··············································· 11
4-3. 缝纫上轮旋转方向的确认 ·························· 13
4-4. 关于警报器(针杆无型) ·························· 13
2
3
4
5. 缝纫前的准备 ································ 14
5-1. 机针的安装方法 ······································ 14
5-2. 梭芯的装拆方法 ······································ 15
5-3. 底线的绕线方法 ······································ 16
5-4. 梭芯的装取方法 ······································ 17
5-5. 面线的穿法 ············································ 19
5-6. 针距的调节方法 ······································ 21
5-7. 膝控碰块的使用方法 ································ 21
5-8. 角形缝制方法(T-8450C, 8750C) ·············· 22
5-8-1. 针杆(左、右)的停止方法 ··············· 22
5-8-2. 针数速查表 ···································· 22
6. 缝纫 ············································· 23
6-1. 缝纫 ····················································· 23
6-2. 倒缝加固的方法 ······································ 23
6-3. 缝纫密针的方法 ······································ 24
7. 缝纫效果······································· 25
7-1. 调节线张力············································ 25
7-2. 调节压脚压力········································· 26
7-3. 压脚的浮动调整(微量抬压脚) ················· 27
7-4. 挑线量的调节········································· 28
8. 保养·············································· 29
8-1. 日常清洁程序········································· 29
8-2. 给油盖添加机油(每隔 6 个月) ················· 30
8-3. 添加润滑脂-当 GREASE 指示灯点亮时
(针杆无油型)······································ 31
9. 旋梭供油量的调整 ························ 34
10. 标准调整····································· 35
10-1. 挑线簧的挑线量 ···································· 35
10-2. 挑线簧的强度 ······································· 36
10-3. 旋梭和针板的间隙 ································· 37
10-4. 旋梭和开松机的间隙 ······························ 38
10-5. 压脚的高度 ·········································· 38
10-6. 机针和旋梭的同步 ································· 39
10-7. 送布牙的安装方法 ································· 41
10-8. 送布牙的位置 ······································· 42
10-9. 送布牙的高度 ······································· 43
10-10. 送布牙的倾斜······································ 44
11. 故障检修····································· 45
T-8420C, 8450C, 8720C, 8750C
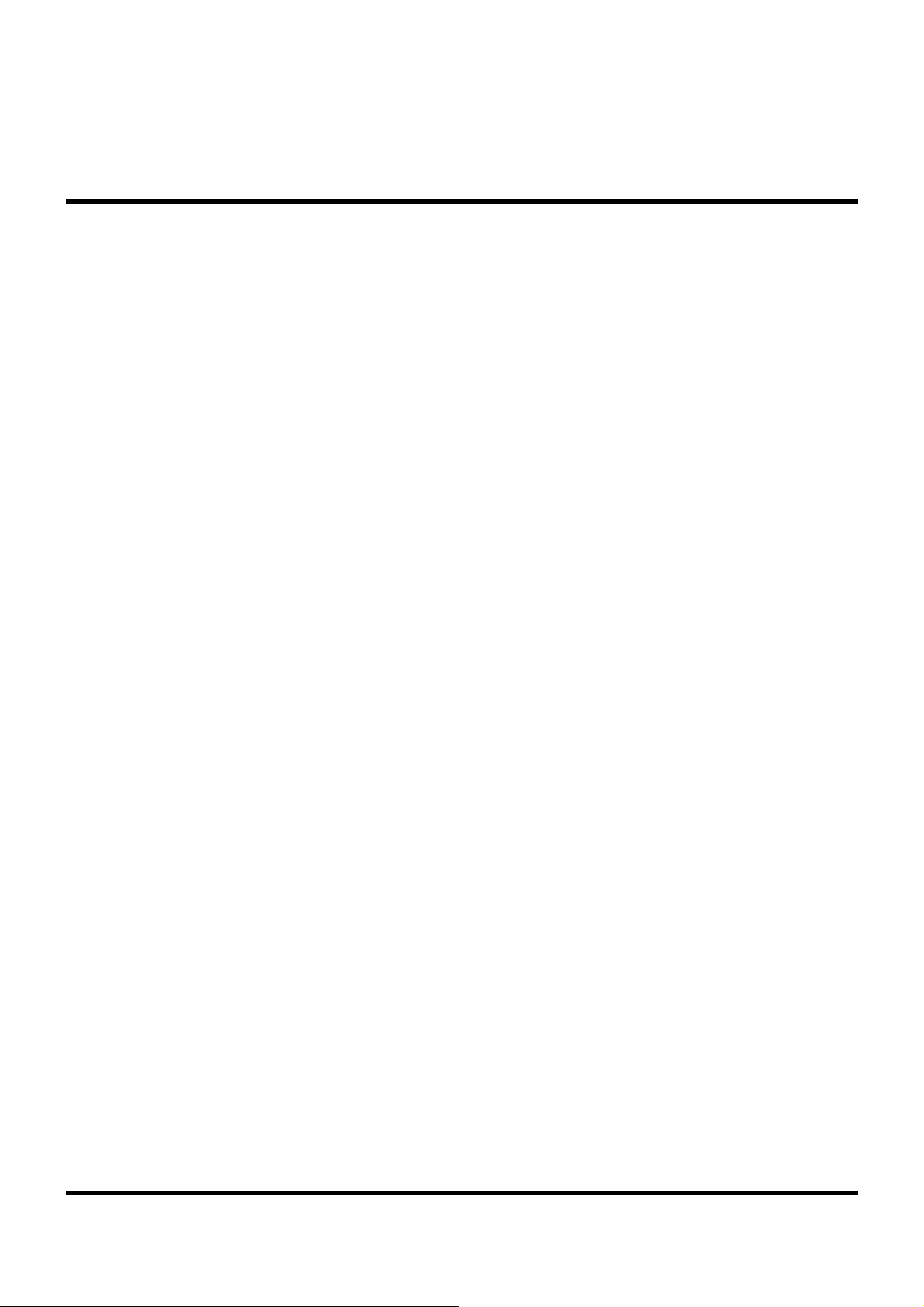
1. 各部件名称
1. 各部件名称
(1) 梭芯绕线装置 (2) 压脚扳手
(3) 压脚 (4) 膝控碰块
(5) 针距旋纽 (6) 倒缝扳手
(7) 油量计视窗 (8) 缝纫机上轮
(9) 警报器(针杆无型) (10) 线架
(11) 定位杆(T-8450C, 8750C)
安全保护装置
(12) 挑线杆防护罩 (13) 护指器
(14) 皮带罩
2479B
1
T-8420C, 8450C, 8720C, 8750C
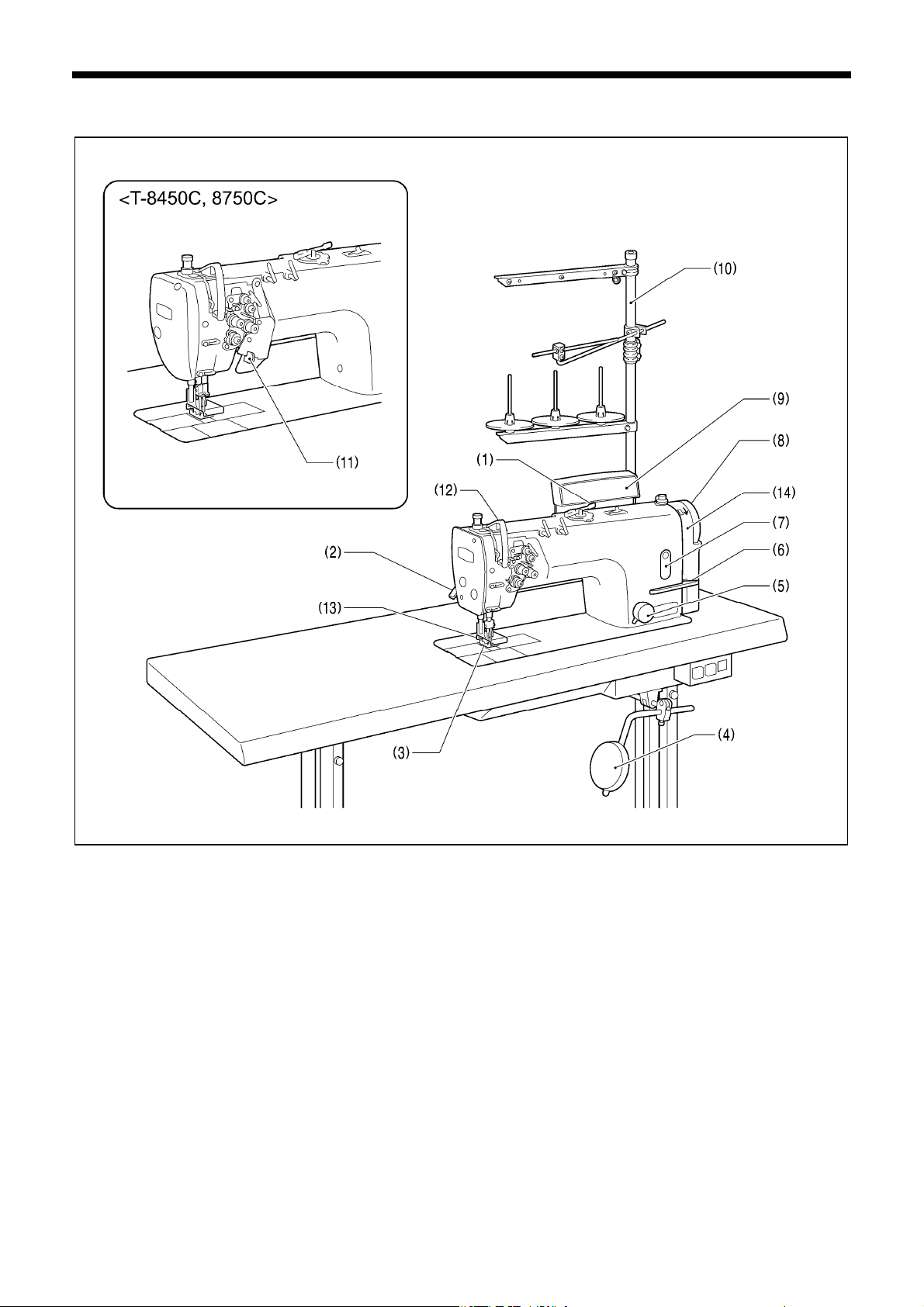
2. 缝纫机规格
2. 缝纫机规格
F 3 5
用 途 女式内衣用
0 3
注 油 类 型 微油 针杆无油
2 5
缝制类型 固定针杆 角缝
4 7
旋 梭 标准旋梭 大旋梭
T-8420C
-03F -003 -033 -005
最高缝纫速度 3,000 sti/min 4,000 sti/min 3,000 sti/min 3,000 sti/min
最大针距 4mm 5mm
压脚高度
送布牙高度 1mm
机针(DP×5) #9~#14 #11~#16 #14~#22
T-8720C, 8750C
-005
最高缝纫速度 3,000 sti/min
最大针距 7mm
压脚高度
送布牙高度 1mm
机针(DP×5) #14~#22
T-8450C
-005
最高缝纫速度 3,000 sti/min
最大针距 5mm
压脚高度
送布牙高度 1mm
机针(DP×5) #11~#16 #14~#22
压脚扳手 7mm
膝控 13mm
压脚扳手 7mm
膝控 13mm
压脚扳手 7mm
膝控 13mm
适用于较薄的和中厚的面料
适用于较厚的面料
2480B
T-8420C, 8450C, 8720C, 8750C
2

3. 关于台板和马达
3. 关于台板和马达
A. 台板加工图
・ 台板的厚度应达 40mm,能够承受缝纫机的重量,并经的起缝纫机的震动。
・ 请在如图所示位置上钻孔。
马达安装孔
机头撑杆孔
接地线孔
线架孔
2958M
B. 马达
注意
所有电缆应固定在离活动部件至少 25mm 以外处。另外,不要过度弯曲电缆或用卡钉固定得过紧,会引起
火灾或触电的危险。
〈马达〉
· 马达请使用右表所示的离合器马达。
· 关于马达的安装方法和使用方法,请参照马达的使用说明书。
〈马达轮和 V 型皮带〉
由于 50Hz 地区和 60Hz 地区的马达轮、V 型皮带有所不同,所以请参考下表进行选择。
转速 频率 马达轮(外径) V 型皮带
4,000 sti/min
3,500 sti/min
3,000 sti/min
50Hz 马达轮 100 46
60Hz 马达轮 85 45
50Hz 马达轮 90 45
60Hz 马达轮 70 44
50Hz 马达轮 75 44
60Hz 马达轮 65 43
电源 名称
单相 2 极、400W 马达
三相 2 极、400W 马达
3
T-8420C, 8450C, 8720C, 8750C

4. 安装方法
4. 安装方法
注意
请让受过培训的技术人员来安装缝纫机。
请委托购买商店或电气专业人员进行电气配线。
缝纫机重量约 43Kg, 安装工作必须由两人以上来
完成。
搬运缝纫机
・ 应按图示由两人用手托住机壳本体进行搬运。
* 请注意不要让上轮转动。
向后倾斜缝纫机头部
在安装完成前,请不要连接电源,如果误按起动
开关,缝纫机动作会导致受伤。
缝纫机头倒下或竖起时,请用双手进行操作。
单手操作时因缝纫机的重量万一滑落易导致受
伤。
必须接地。
接驳地线不牢固,是造成触电或误动作的原因。
2959M
・ 用脚踏住(B)部分,不让台板移动,然后用双手推动机
壳本体使缝纫机头部后倾。
将缝纫机头部返回至直立的位置
1. 清除台板开孔附近的所有工具等物件。
2. 用左手扶住面板,用右手轻轻地将缝纫机头部返回至直
立的位置。
2871M
2872M
T-8420C, 8450C, 8720C, 8750C
4
4. 安装方法
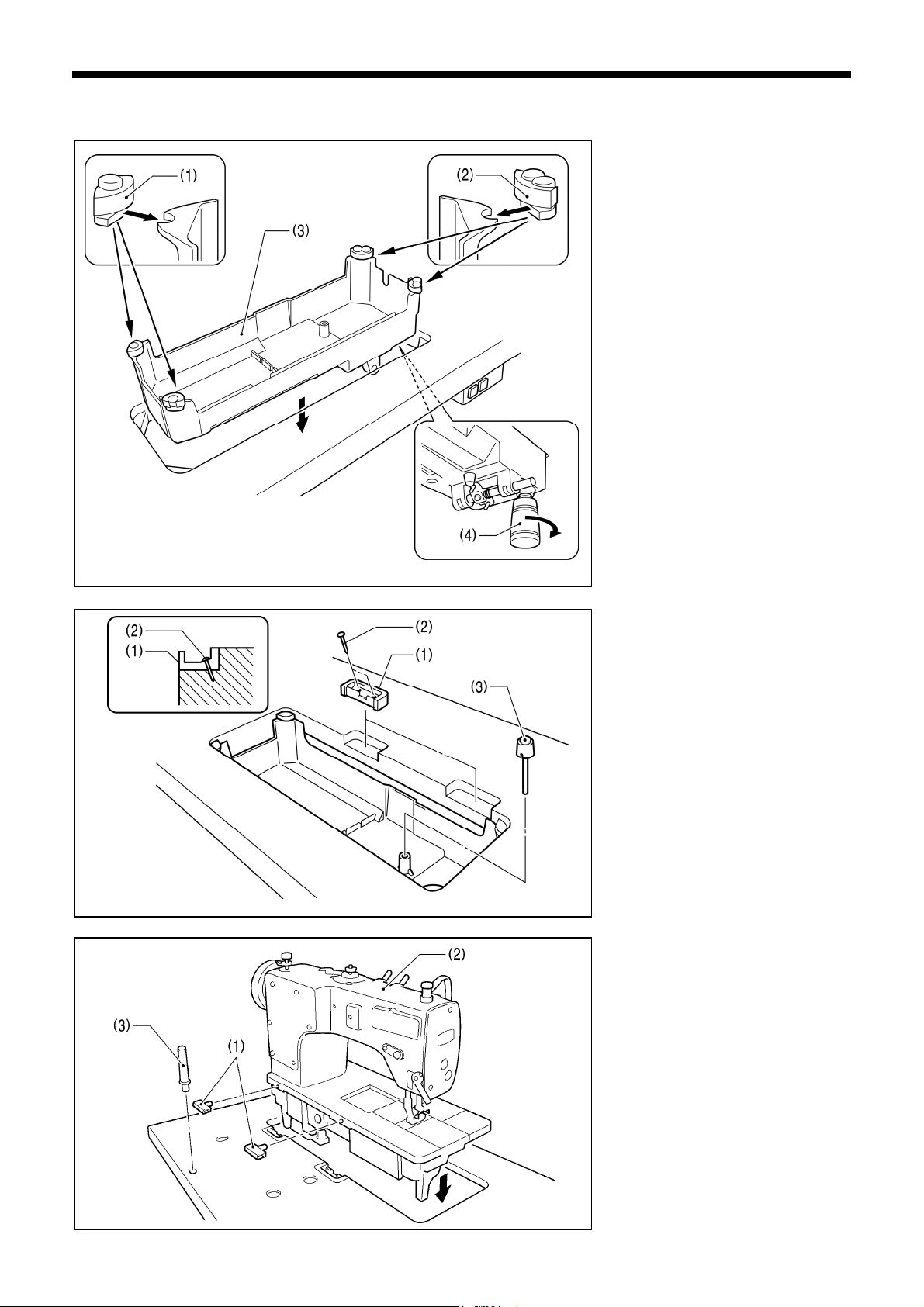
4-1. 安装方法
2874M
2875M
2481B
1. 油盘
(1) 头部防震垫块(左)(2 个)
(2) 头部防震垫块(右)(2 个)
(3) 油盘
(4) 油壶
2. 机壳铰链
(1) 机壳铰链套(2 个)
(2) 钉(4 个)
3. 膝控提升顶杆
(3) 膝控提升顶杆
4. 缝纫机头部
(1) 机壳铰链(2 个)
(2) 缝纫机头部
(3) 机头撑杆
注意:
・ 将机头撑杆(3)安全,稳定地
插入台板开孔。如果机头撑杆
(3)未被插入到位,则缝纫机
头部在向后倾斜时因不够稳定
而发生危险。
5
T-8420C, 8450C, 8720C, 8750C
4. 安装方法
5. 膝控碰块
(1) 膝控碰块
(2) 螺栓
* 松开螺栓(3)和螺栓(4),将
膝控碰块(1)移至易于使用的位
置。
2961M
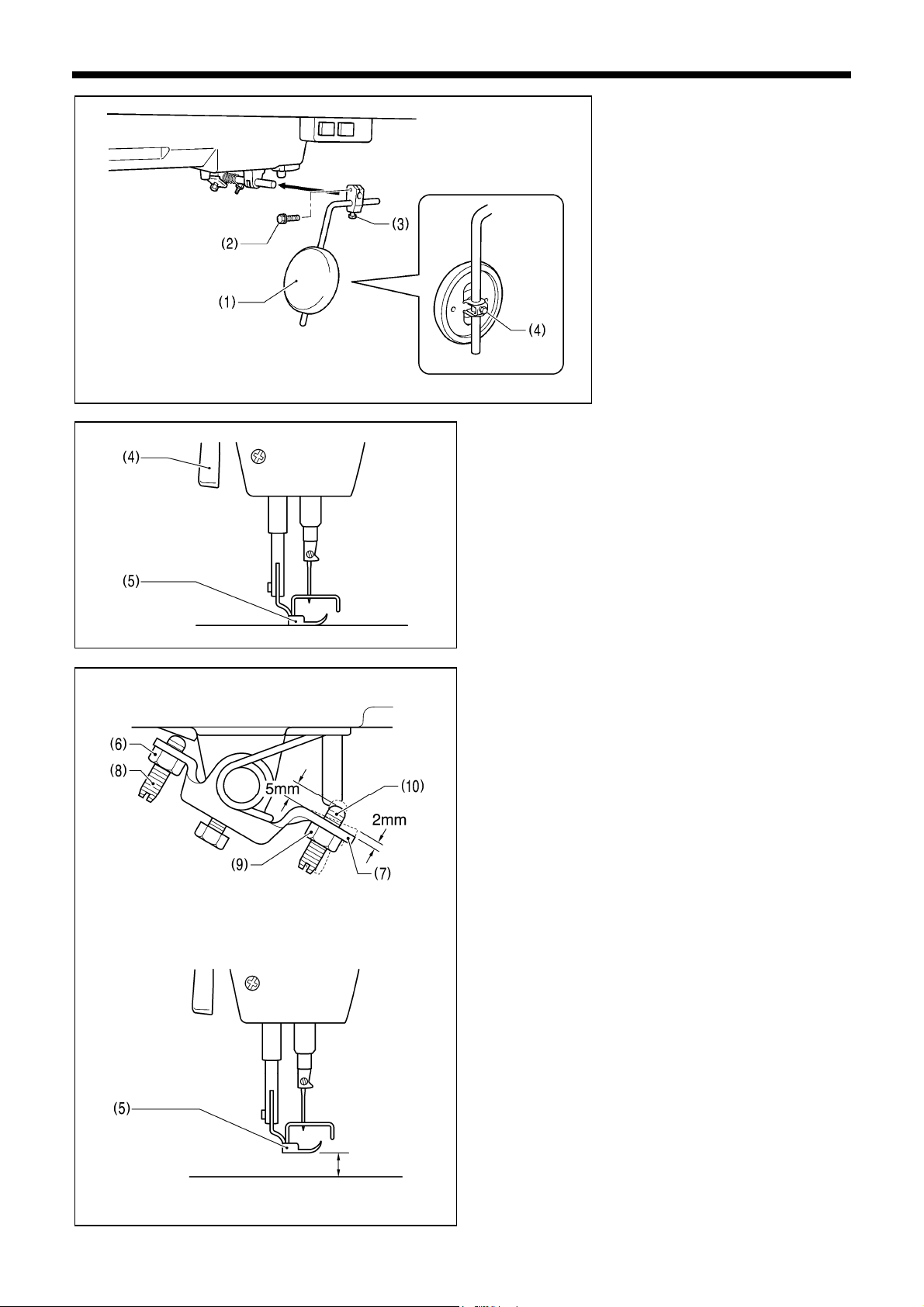
<调整抬压杠杆>
1. 转动上轮以便送布牙处于针板的下方。
2. 用压脚扳手(4)放下压脚(5)。
2962M
2881M
3. 松开螺母(6)。
4. 转动螺钉(8)进行调节,以便用手在轻压膝控碰块(1)
时抬压杠杆(7)游隙量约为 2mm。
5. 拧紧螺母(6)。
6. 松开螺母(9)。
7. 转动螺钉(10)直至螺钉头与抬压杠杆(7)的间距约
为 5mm。
8. 转动调节螺钉(10)进行调节,以便在完全压下膝控
碰块(1)时,压脚(5)处在针板上方 13mm 范围内的
位置。
9. 完成调节后,将螺母(9)拧紧。
13mm 以内
2963M
T-8420C, 8450C, 8720C, 8750C
6
4. 安装方法
接地线记号
接地线记号
使其水平朝右并拧紧。
2963M
马达
油盘
马达
2964M
2482B
6. 地线
(1) 地线
(2) 螺钉
请务必使用随带的接地线(1)将
其连接到马达上。
7. 地线
(1) 地线
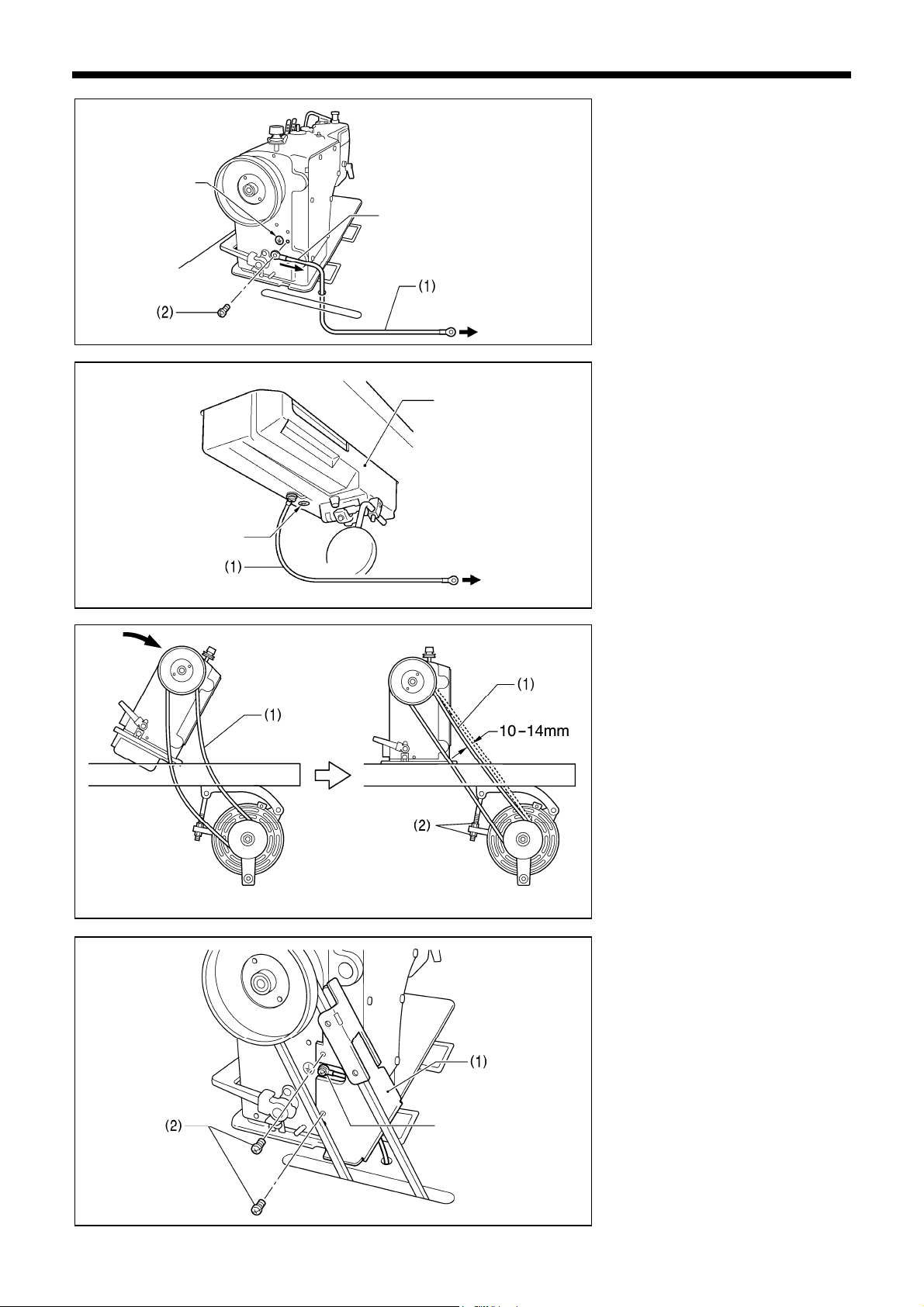
8. V 型皮带
(1) V 型皮带
地线
2966M
用 5N 的力按压 V 型皮带(1)的中央,
转动螺母(2)[2 个]进行调整,将
挠度调整到 10~14mm 左右。
9. 皮带罩垫片
(1) 皮带罩垫片
(2) 螺钉(2 个)
7
2967M
T-8420C, 8450C, 8720C, 8750C
2968M
10. U 型皮带罩
4. 安装方法
(1) U型皮带罩
(2) 螺钉(4 个)
使突起部分位于上
轮的下面。
2969M
11. D 型皮带罩
(1) D 型皮带罩
(2) 木螺钉[2 个]
(3) 垫圈[2 片]
2970M
T-8420C, 8450C, 8720C, 8750C
8

4. 安装方法
2971M
重新拧紧木螺钉。
2972M
2973M
2974M
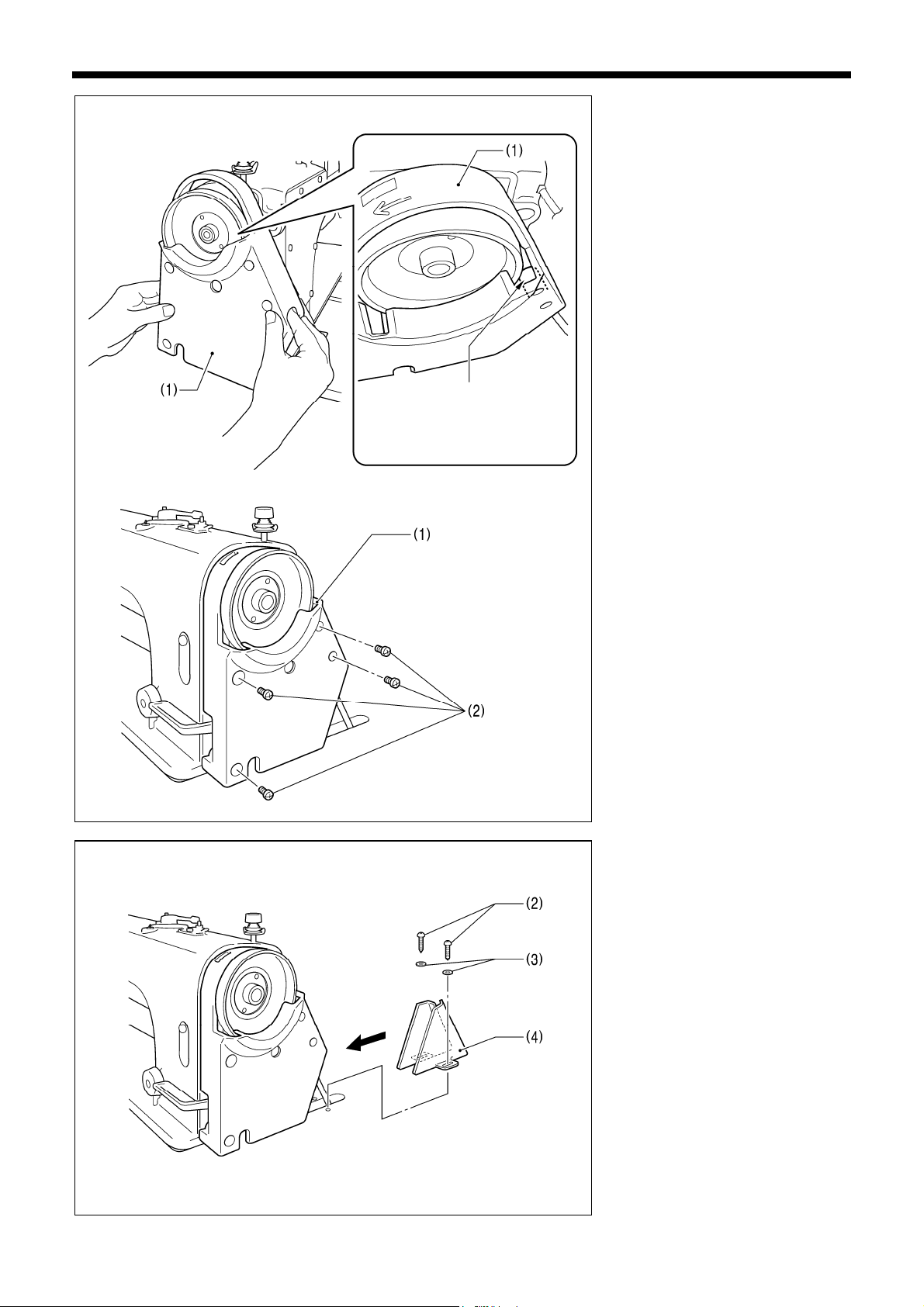
12. 皮带罩 D 盖
(1) 皮带罩 D 盖
将皮带罩 D(2)朝身边方向拉,以消
除皮带罩 U(3)与皮带罩 D 盖(1)
之间的间隙。
9
T-8420C, 8450C, 8720C, 8750C

4. 安装方法
13. 警报器(针杆无型)
(1) 警报器(针杆无型)
(2) 螺钉(2 个)
(用螺钉将后盖拧紧)
2975M
(3) 固定螺钉[4 个∶拧下]
切断电线,用力将它
推入切口处。
(4) 插头
在将插头(4)连接到警报器(1)的
基板插座〈CN1〉上后,用固定螺钉
(3)将警报器(1)安装到原来位置。
使电线夹接触壳体的内侧。
2976M
14. 线架
(1) 线架
注意:
将螺母(4)拧紧以便将两个机壳
铰链套(2)和垫圈(3)夹紧,使
线架(1)不会移动。
2878M
T-8420C, 8450C, 8720C, 8750C
10

4. 安装方法
4-2. 加油方法
在加油未完成前,请勿插上电源。
当误按动起动开关时,缝纫机动作会导致人员受伤。
使用润滑油和黄油时,务必戴好保护眼镜和保护手套等,以防润滑油落入眼中或沾在皮肤上,这是引起发
炎的原因。
另外,润滑油或黄油不能饮用,否则会引起呕吐和腹泻。
将油放在小孩拿不到的地方。
注意
2354B
必须经常润滑缝纫机,第一次使用缝纫机或长时间未
・
使用缝纫机时,要补充机油。
请使用兄弟公司指定的缝纫机润滑油(新日本石油缝
・
纫机润滑油 10N;VG10)。
*
如果难于买到,作为推荐机油请使用〈Exxon Mobil 公司的
ESSOTEX SM10;VG10〉。
1. 固定辅助油罐(1)喷嘴的基座,并用剪刀沿喷嘴的直线
段(A)剪下一半左右。
2. 松动并移除喷嘴,然后移除油封(2)。
3. 拧紧喷嘴。
2483B
2484B
<给油盖添加机油>
1. 向后倾斜缝纫机头部。
2. 拆下橡皮塞(1)。
3. 用随带的油壶(2)给油盖(3)添加润滑油,直至液
位达到基准线(4)位置。
注意∶
添加润滑油时请不要超过基准线(4)。否则当缝纫
机头部倒下时,润滑油可能会溢出。
4. 将橡皮塞(1)装回原处。
5. 将缝纫机头部返回至原位。
* 当润滑油的液位下降到油量计视窗(5)的下部(6)
以下时,请务必补充润滑油。
<给油箱添加机油>
1. 拆下橡皮塞(1)。
2. 用随带的油壶(2)添加润滑油,直至液位达到油量计
视窗(3)的上基准线(4)位置。
3. 将橡皮塞(1)装回原处。
* 当润滑油的液位下降到下基准线(5)以下时,请务
必补充润滑油。
11
T-8420C, 8450C, 8720C, 8750C

■注油
在每个箭头标记处注入 1~2 滴润滑油。
旋梭滚花部
4. 安装方法
〈仅限微油型〉
*对于针杆无型,请不要注油。
<T-8450C, 8750C>
2200B
〈针杆无型、微油型〉
(左右)
T-8420C, 8450C, 8720C, 8750C
2485B
12

4. 安装方法
4-3. 缝纫上轮旋转方向的确认
缝纫过程中,不要触摸任何运动部件或将物件靠在运动部件上,因为这会导致人员受伤或缝纫机损坏。
4-4. 关于警报器(针杆无型)
注意
1. 将电源插头插入电源插座,打开电源开关。
2. 逐渐地往下踩踏板,确认缝纫上轮应开始朝箭头(1)
的方向旋转。
* 如果缝纫上轮的旋转方向相反,则请参照马达的使
用说明书来校正旋转方向。
2980M
警报器是用于通知润滑脂补充时间的装置。
(1)POWER 指示灯(绿色)
POWER 指示灯(1)仅在缝纫机工作时点亮。
当缝纫机停止工作时,指示灯不点亮。
(警报器将累计 POWER 指示灯(1)点亮时的时间。
注意:
当缝纫机转速较低时,或者当停止数分钟后又开始工作
时,POWER 指示灯(1)可能会不点亮,但这不属于故
障。
(2)GREASE 指示灯(红色)
如果每次踩下踏板,GREASE 指示灯(2)就点亮、蜂鸣器
鸣响,则请补充润滑脂。
2981M
(参照第 31 页)
13
T-8420C, 8450C, 8720C, 8750C

5. 缝纫前的准备
5-1. 机针的安装方法
安装机针时,请切断电源。但在切断电源后,马达在稍后的一段时间内因惯性仍会继续转动,请在马达完全
停止后,再进行作业。
当误按动起动开关时,缝纫机动作会导致人员受伤。
5. 缝纫前的准备
注意
<T-8420C, 8720C>
<T-8450C, 8750C>
1. 转动缝纫机上轮,将针杆移至最高位置。
2. 松开螺钉(1)。
3. 将机针(2)上的长槽朝着内侧,笔直插到底并拧紧止
动螺钉(1)。
机针上的
长槽
2461B
机针上的
长槽
2462B
T-8420C, 8450C, 8720C, 8750C
14

5. 缝纫前的准备
5-2. 梭芯的装拆方法
取出梭芯时,请切断电源。但在切断电源后,马达在稍后的一段时间内因惯性仍会继续转动,请在马达完全
停止后,再进行作业。
当误按动起动开关时,缝纫机动作会导致人员受伤。
注意
2486B
2487B
<挂钩式>
1. 将滑板(1)左右分开。
2. 将旋梭的捏手(2)提起之后,取出梭芯(3)。
<梭芯套式>
1. 将滑板(1)左右分开。
2. 将旋梭的捏手(2
3. 取出梭芯。
)提起之后,取出梭芯套(3)。
15
T-8420C, 8450C, 8720C, 8750C

5-3. 底线的绕线方法
在卷线过程中,不要触摸任何运动部件或将物件靠在运动部件上,因为这会导致人员受伤或缝纫机损坏。
5. 缝纫前的准备
注意
2897M
1. 打开电源开关。
2. 将梭芯(1)置于梭芯卷线轴(2)上。
3. 按箭头所示的方向将线在梭芯(1)上卷绕几次。
* 请确认各部分的机线应没有松驰。
4. 将梭芯压臂柄(3)推向梭芯(1)。
5. 用压脚扳手将压脚抬起。
6. 踏下脚踏板,随即开始卷绕底线。
7. 底线卷绕一旦完成,梭芯压臂柄(3)将自动返回。
8. 底线卷绕之后,将梭芯拆下,用切刀(4)将线剪断。
* 松开螺钉(5),移动梭芯压杆(6)调节卷绕在梭芯
上的底线量。
底线变多
底线变少
2123M 2124M
T-8420C, 8450C, 8720C, 8750C
注意:
卷绕在梭芯上的底线量最多应为梭芯容量的 80%。
16

5. 缝纫前的准备
5-4. 梭芯的装取方法
取出梭芯时,请切断电源。但在切断电源后,马达在稍后的一段时间内因惯性仍会继续转动,请在马达完全
停止后,再进行作业。
当误按动起动开关时,缝纫机动作会导致人员受伤。
注意
2898M
<挂钩式>
1. 将线的绕向置于如图所示的方向,然后将梭芯(1)放
入旋梭(2)内。
2. 将旋梭的捏手(3)倒下。
3. 转动缝纫机的上轮,使旋梭(2)转到能见到张力弹簧
(4)的位置。
4. 将线穿过旋梭的线槽(5),使它通过张力弹簧(4)
的下面。
5. 将线拉出约 50mm。
6. 关闭滑板。
・ 使用 BROTHER 规定的轻合金制成的梭芯(1)。
2488B
2900M
17
T-8420C, 8450C, 8720C, 8750C

<A>
<B>
<C>
5. 缝纫前的准备
<梭芯套式>
1. 将线的绕向置于如图所示的方向,然后将梭芯(1)放
入梭芯套(2)内。
2. 梭芯套(2)有〈A〉、〈B〉、〈C〉三种。
请根据所使用的梭芯套(2)的形状,按下述进行穿线。
<A>
1) 将线穿过线槽(3),使它通过张力弹簧(4)的
下面。
2) 将线穿过线孔(8),并拉出约 50mm。
<B> <C>
2902M
1) 将线穿过线槽(3),使它通过张力弹簧(4)的
下面。
2) 将线穿过线槽(5)、(6),使它钩在底线张力
弹簧(7)上。
3) 将线穿过线孔(8),并拉出约 50mm。
3. 将梭芯套(2)放入旋梭内。
4. 将旋梭的捏手(9)倒下。
5. 关闭滑板。
・ 使用 BROTHER 规定的轻合金制成的梭芯(1)。
3126M
3127M
2489B
T-8420C, 8450C, 8720C, 8750C
18

5. 缝纫前的准备
5-5. 面线的穿法
注意
在穿线过程中,请切断电源。但在切断电源后,马达在稍后的一段时间内因惯性仍会继续转动,请在马达完
全停止后,再进行作业。
当误按动起动开关时,缝纫机动作会导致人员受伤。
・ 在穿引面线之前转动上轮,抬高挑线杆(1)。这样会使穿引更加容易,并防止面线在缝纫开始时脱落。
・ 先穿左侧的线。
19
T-8420C, 8450C, 8720C, 8750C

<女式内衣规格以外>
线不穿过
<女式内衣规格>
线穿过
中心
(参照第 28 页)
<T-8420C, 8720C> <T-8450C, 8750C>
5. 缝纫前的准备
2490B
如下所述将张力盘松开,线就容易穿
过。
·按下松线板(2)。
·者用压脚扳手或膝腔将压脚抬起。
切实使线通过各张力盘之间。
使线穿过锁爪(3)的内侧。
T-8420C, 8450C, 8720C, 8750C
20

锁定
5. 缝纫前的准备
5-6. 针距的调节方法
解锁
5-7. 膝控碰块的使用方法
2907M
2985M
2469B
1. 向右转动锁住旋钮扳手(1)直至听到“卡搭”一声,
以解除锁定。
2. 顺时针或逆时针转动针距旋钮(2),使所需针距处于
旋钮最上端的位置。
・ 数字越大,针距越长。
(旋钮上的数字用于参考值。实际的针距视缝纫面
料的种类和厚度而定。在观察缝纫好的针距的同时
进行调节。)
・ 按设定值从大到小的方向转动针距旋钮(2)时,
如果将倒缝扳手(1)推至中央位置,会使旋钮转
动更加容易。
3. 将锁住旋钮扳手(1)向左转到底予以锁定。
* 确认针距旋钮(2)不能转动。
按动膝控碰块(1)可抬高压脚(2)。
21
T-8420C, 8450C, 8720C, 8750C

5. 缝纫前的准备
5-8. 角形缝制方法(T-8450C, 8750C)
注意:
要将本缝纫机作为单针缝纫机使用时,请把不使用一侧的机针拆掉后再进行缝纫。请不要使用下述的针杆停止方
法。否则可能会导致缝纫机损坏。
5-8-1. 针杆(左、右)的停止方法
・ 请在机针扎在布上的位置停止后再操作定位杆。
・ 当一侧的机针已停止时,请将缝纫速度控制在
1000sti/min 以下。
机针停止
3128M
机针停止
3129M
按下
3130M
5-8-2. 针数速查表
缝制角度 40º
〈针宽 1/4 的情况〉
为了缝制出美丽的角形,请根据上表决定针迹长度。
此外,通过决定缝制角度和针迹长度,就可知道外侧 1 根针缝制的针数。
[例]如果缝制角度为 40º,针迹长度为 2.9mm,那么针数就是 6 针。
针数 6
3131M
缝纫角度
针数
2 4.6 3.8 3.2 2.7 2.2 1.8 1.5 1.1
3 4.6 3.5 3.0 2.5 2.1 1.8 1.5 1.2
4 4.4 3.4 2.8 2.3 1.9 1.6 1.3
5 4.8 3.5 2.7 2.2 1.8 1.5 1.3
6 4.0 2.9 2.3 1.9 1.5 1.3
7 3.7 2.5 2.0 1.6
8 3.0 2.2 1.7
30° 40° 50° 60° 70° 80° 90° 100° 110° 120° 130° 140°
〈左侧针杆的停止操作〉
将定位杆(1)置于 L 位置。
〈右侧针杆的停止操作〉
将定位杆(1)置于 R 位置。
〈要恢复双针缝纫时〉
将压杆(2)按下。
定位杆(1)将自动返回到原来的位置。
T-8420C, 8450C, 8720C, 8750C
22

6. 缝纫
6. 缝纫
为了安全起见,在使用本缝纫机之前,请安装保护装置。
如果未安装这些安全装置就使用缝纫机,会造成人身伤害及缝纫机损坏。
发生下列情况时,请切断电源。但在切断电源后,马达在稍后的一段时间内因惯性仍会继续转动,请在马达
完全停止后,再进行作业。
否则误按动起动开关,缝纫机动作会导致受伤。
・ 机针穿线时
・ 更换机针或梭芯时
・ 缝纫机不使用,或人离开缝纫机时。
缝纫过程中,不要触摸任何运动部件或将物件靠在运动部件上,因为这会导致人员受伤或缝纫机损坏。
缝纫机头倒下或竖起时,请用双手进行操作。
单手操作时因缝纫机的重量万一滑落易导致受伤。
6-1. 缝纫
6-2. 倒缝加固的方法
底线
底线
2471B
注意
1. 一边用手指握住面线[2 根]一边用手把缝纫上轮朝
自己身边方向转动,以将底线拉到送布齿的上面。
2. 将底线朝自己身边方向拉,确认底线应能平稳地伸出。
3. 打开电源开关。
4. 踏下脚踏板开始缝纫。
2472B
在缝纫中,如果按下倒缝扳手(1)布料就被倒送,一放
开扳手又恢复正送布状态。
2986M
23
T-8420C, 8450C, 8720C, 8750C

6-3. 缝纫密针的方法
锁定
解锁
缝纫方向
密针
2515B
2988M
2989M
6. 缝纫
・ 在缝纫中,如果按下倒缝扳手(1)就能以密针的针迹
长度进行缝纫(前进方向)。
・ 在缝纫前,如下所述为密针设定针迹长度。
<设定>
1. 向右转动锁住旋钮扳手(2)以进行解锁。
2. 把针距旋纽(3)转到将用于密针的针迹长度。
3. 松开固定螺钉(4),抬起手轮制动器(5)直至碰到
倒缝扳手板(6)为止。
4. 拧紧固定螺钉(4),并固定手轮制动器(5)。
<缝纫>
1. 把针距旋纽(3)恢复到正常缝纫的针迹长度。
2. 向左转动锁住旋钮扳手(2)予以锁定。
3. 开始缝纫。
4. 在要进行密针缝纫的开始位置,按下倒缝扳手(1)。
(在按着期间,将进行密针缝纫。)
* 要停止密针缝纫,返回到倒缝功能时,请降下手轮制
动器(5)直至碰不到倒缝扳手板(6)为止。
T-8420C, 8450C, 8720C, 8750C
24

7. 缝纫效果
7. 缝纫效果
7-1. 调节线张力
正确的针迹
面线
底线
0572M
面线张力过小或底线张力过
大。
0573M
面线张力过大或底线张力过
小。
0574M
增大面线张力。
减小底线张力。
减小面线张力。
增大底线张力。
<挂钩式>
2491B
<底线张力>
注意
<梭芯套式>
张力变大 张力变小
张力变小
张力变大
2474B
转动底线张力螺钉(1)进行调节。
<面线张力>
在底线张力调节之后,调节面线张力以使针脚均匀平整。
在进行底线的张力调整前先关闭电源开关。
但在切断电源后,马达在稍后的一段时间内因
惯性仍会继续转动,请在马达完全停止后,再进
行作业。如果误踩下踏板,缝纫机动作会导致
人员受伤。
25
张力变小
张力变大
张力变小
张力变大
1. 降下压脚。
2. 转动夹线螺母(2)进行调节。
2924M
T-8420C, 8450C, 8720C, 8750C

7. 缝纫效果
7-2. 调节压脚压力
正确的针迹
面线
0894M
0895M
出现跳针
增加压力
针距不均
0896M
针脚起皱
0897M
减小压力
应尽可能减小压脚压力,但须有足够压力使面料不致滑
动。
张力变大
张力变小
(以下表的“压脚调节螺钉高度”为大致标准进行调节。)
1. 松开调节螺母(1)。
2. 转动压力调节螺栓(2)以调节压脚压力。
3. 拧紧调节螺母(1)。
参考值
用途 压脚调节螺栓高度
女式内衣用 约 34mm
适用于较薄的和中厚
约 34mm
的面料
适用于较厚的面料 约 29mm
2925M
T-8420C, 8450C, 8720C, 8750C
26

7. 缝纫效果
7-3. 压脚的浮动调整(微量抬压脚)
3096M
・ 可根据易伸缩及起毛材料等不同的布料细微调整压脚
(1)的浮动量。
・ 并且,对曲缝时的操作性也有改良作用。
1. 用手转动缝纫机上轮,将送布牙(2)从针板(3)上
降低。
2. 运用抬压脚杆降低压脚(1)。
3. 旋松螺母(4)。
4. 用六角扳手转动调节螺钉(5),调节浮动量。
浮动量
・ 压脚(1)上抬的时候…向右旋转调节螺钉(5)
・ 压脚(1)上升的时候…向左旋转调节螺钉(5)
5. 旋紧螺母(4)进行固定。
* 调整后,请确认实际缝制布料后的浮动量。
<曲缝时调整的标准>
将布料夹在压脚(1)下面,送布牙(2)位于最低位置
并移动布料时,布料存在一些阻力的状态是最适合的。
浮动量不足时
上升
下降
・ 曲缝时操作性(操作处理)不太好。
浮动量过多时
・ 缝迹长度和缝纫线不稳定。
3097M
27
T-8420C, 8450C, 8720C, 8750C

7-4. 挑线量的调节
<女式内衣规格以外>
线不穿过
<女式内衣规格>
线穿过
中心
2928M
7. 缝纫效果
采用向线量调整器(1)穿过线的方法来调节挑线量。
<标准线量调整器(1)的使用方法>
女式内衣规格以外
使线不穿过线量调整器(1)。松开固定螺钉(2),将
线量调整器(1)移向右侧。
女式内衣规格
使线穿过线量调整器(1)。
固定螺钉(2)被置于调整范围的中间状态时,就是线量
调整器(1)的标准位置。
<挑线量的调节>
使线穿过线量调整器(1)进行调节,越将线量调整器(1)
向右移则挑线量越少。
使线不穿过线量调整器(1)为较好的情况
・ 用女式内衣规格的缝纫机缝制厚布料时
・
要加长针迹等而挑线量不够时
使线穿过线量调整器(1)为较好的情况
・ 使用帝特纶等易滑的机线时
・ 缝制薄的布料时
・ 以 2mm 以下的针迹长度进行缝纫时
・ 在以上述 3 种条件进行缝纫的情况下,为了防止发生
跳线、毛巾针迹等机线松紧不良和断线时
2929M
挑线杆线量
过多
2492B
<调整的基准>
旋梭尖端补充上线环,使环移动到旋梭线量最大的点(A)
的近前方(B)为止时,挑线簧(3)开始转动,这就是标准的
挑线杆线量。
・ 如果挑线杆的线量很多,那么即使经过了(A),挑线
簧(3)也不会开始移动。
挑线杆线量
过少
开始转动
… 会造成跳针、机线松紧不良、断线。
・ 如果挑线杆的线量少,挑线簧(3)从(B)跟前开始移
动。
… 会造成断线、面线过紧、拉线。
由于线的种类、布料的厚度、针迹的长度,挑线杆需要
的线量会改变,所以请根据缝制条件来进行调整。
3019M
T-8420C, 8450C, 8720C, 8750C
28

8. 保养
8. 保养
注意
在开始清洁作业前,请切断电源。但在切断电源后,马达在稍后的一段时间内因惯性仍会继续转动,请在马
达完全停止后,再进行作业。
当误按动起动开关时,缝纫机动作会导致人员受伤。
使用润滑油和黄油时,务必戴好保护眼镜和保护手套等,以防润滑油落入眼中或沾在皮肤上,这是引起发
炎的原因。
另外,润滑油或黄油不能饮用,否则会引起呕吐和腹泻。
将油放在小孩拿不到的地方。
缝纫机头倒下或竖起时,请用双手进行操作。
单手操作时因缝纫机的重量万一滑落易导致受伤。
8-1. 日常清洁程序
为了保持缝纫机的机能,而且能长久的使用,请每天保养。另外,缝纫机如果长时间未使用,请在进行了如下的保
养后再使用。
<保养>
1. 转动缝纫机的上轮,将机针置于最高位置。
2. 将滑板左右分开。
3. 取出梭芯。
4. 清除旋梭内的线头等。
5. 安装梭芯(和梭芯套)。
2475B
<给油箱添加机油>
只使用 Brother 规定的润滑油(新日本石油缝纫机润滑
油 10N;VG10)。
* 如果难于买到,作为推荐机油请使用〈Exxon Mobil 公司的 ESSOTEX
SM10;VG10〉。
1. 当润滑油的液位下降到油量计视窗(1)的下基线(2)以
下时,应添加润滑油(参照第 11 页)。
2493B
<检查>
1. 如果机针弯曲或针尖断裂,应予以更换。
2. 检查上线是否穿引正确。(参阅第 19 页。)
3. 进行试缝。
29
2494B
T-8420C, 8450C, 8720C, 8750C

3002M
8-2. 给油盖添加机油(每隔 6 个月)
8. 保养
<废油>
1. 当油壶(1)内积满了润滑油时,请拧松油壶(1)
将它拆下,倒掉润滑油。
2. 将油壶(1)拧入油盘。
* 请按照法律规定,正确地处理废油。
<微量加油型>
大致每隔 6 个月一次,给油盖(1)补充润滑油。
<针杆无油型>
基本上在补充润滑脂的同时,也应给油盖(1)补充润滑
油。
请使用兄弟公司指定的缝纫机润滑油(新日本石油缝纫
机润滑油 10N;VG10)。
*
如果难于买到,作为推荐机油请使用〈Exxon Mobil 公司的 ESSOTEX
SM10;VG10〉。
2495B
1. 将缝纫机头部倒下。
2. 给油盖(1)添加润滑油,直至液位达到基准线(2)
位置。(参照第 11 页)
3. 将缝纫机头部返回原位。
T-8420C, 8450C, 8720C, 8750C
30

8. 保养
8-3. 添加润滑脂-当 GREASE 指示灯点亮时(针杆无油型)
每次踩下踏板时,如果 GREASE 指示灯(1)点亮,而且蜂鸣器鸣响,则表示是应该添加润滑脂的时间了。请参照下
一页所述来添加润滑脂。
〈背面〉
2994M
蜂鸣音
2995M
<暂时不添加润滑脂继续缝纫>
1. 按复位开关(2)约 1 秒钟。
(即使踩下踏板蜂鸣器也不鸣响,只是 GREASE 指示灯(1)点亮。)
*因为复位开关(2)的端头部分相当尖锐,所以要用力将它推入直至碰到深处。
2. 在此状态下虽然仍可以继续缝纫,但如果缝纫机累计工作时间再增加 10 小时,蜂鸣器就会再次鸣响。此时,请
参照下一页所述来添加润滑脂,并进行复位操作。
* 如果不添加润滑脂就进行复位操作,并继续操作缝纫机,则可能会引起缝纫机故障。
31
T-8420C, 8450C, 8720C, 8750C

<添加润滑脂>
请使用 Brother 规定的「润滑脂组件(SA8837-001)」。
1. 使用导管
8. 保养
2. 添加润滑脂
按照下述方法,给下一页上有箭头标记的部位添加润滑脂。
润滑脂
将软管(1)的端头插入孔的
深处直至碰到里面的零件。
在每个孔里添加润滑脂直
到略微溢出。
1. 电源开关拨到 OFF(关闭)。
2. 拧下固定螺钉(2)。(需要补充润滑脂的部位,请参照下一页。)
3. 在每个孔里添加润滑脂直到润滑脂略微溢出。
4. 通过拧紧固定螺钉(2),以将润滑脂压入。
5. 用布擦去溢出在固定螺钉(2)周围的润滑脂
6. 以同样的方法,给下一页上所示的各个部位添加润滑脂。
7. 执行下面的复位操作。
4087M
2936M
拧紧固定螺钉(2),将润滑脂
压入。
注意:
·
润滑脂开封后请从软管取下喷嘴,盖紧盖子并保管在阴暗处。
· 请尽早将管内的润滑脂全部用完。
· 要再次使用时,请先除去残留在喷嘴内旧的润滑脂,然后再使用。
(开封后的润滑脂可能会老化变质,从而不能充分发挥其性能,因此,请注意要保管
好。)
2937M
T-8420C, 8450C, 8720C, 8750C
32

8. 保养
* 同时,也请给油盖添加润滑油。(参照第 11 页)。
<复位累计工作时间>
2496B
转动缝纫机的上轮,一直转到能看见
止头螺钉(1)的位置。
用螺丝刀的端头等在滑块导板(2)上
各涂 5~10mm 的润滑脂。
滑块(3)的上下左右 4
处
2202B
在确实添加了润滑脂以后,请按下述步骤将添加润滑脂
前的累计时间复位到零。
1. 在蜂鸣器发出短促的蜂鸣音(约 0.5 秒)之前,持续
按复位开关(1)约 5 秒钟。(蜂鸣器一鸣响就放开。)
* 因为复位开关(1)的端头部分相当尖锐,所以要
用力将它推入直至碰到深处。
2. 再次持续按复位开关(1)约 5 秒钟。如果蜂鸣器发出
长的蜂鸣音(约 2 秒钟),则复位操作完成。
〈复位完成的确认方法〉
接着,当使缝纫机工作时,如果仅 POWER 指示灯(2)点
亮,则表示复位操作已正确完成。
2997M
注意:
· 如果复位操作没有正确完成,请再次进行上述步骤 1.~2.的操作。
· 如果按下复位开关(1),GREASE 指示灯(3)不点亮,蜂鸣器也不鸣响,则请一旦使缝纫机工作 30 秒钟以上后,
再次进行复位操作。
· 除了在添加润滑脂以后,请绝对不要按复位开关(1)。
33
T-8420C, 8450C, 8720C, 8750C

9. 旋梭供油量的调整
注意
在检查旋梭供油量时,手指和油量测试纸不能碰到旋梭和送布机构等运动零部件。是导致人员受伤的原因。
如更换了旋梭或要变更缝纫速度时,请按下述步骤调整旋梭的供油量。
9. 旋梭供油量的调整
2998M
增加
过多 供油量正幂 过少
减少
飛飞溅油
2942M
<供油量调整的大致标准>
1. 将缝纫机头部倒下。
2. 转动油量调节螺钉(1),将其高度调整到 10~15mm。
<供油量的确认>
1. 切断电源开关。
2. 拆去挑线杆至机针上的线。
3. 取下机针和梭芯。
4. 用抬压脚扳手抬起压脚。
5. 接通电源开关。
6. 以缝纫机实际缝纫时的转速进行约 1 分钟的空运转
(适度的断续运转)。
7. 将油量测试纸(2)插入旋梭的左侧(右侧是指旋梭的
右侧)并握住,以实际缝纫时的缝纫机转速使缝纫机
运转 8 秒钟。(对油量测试纸(2)的纸质没有什么要
求。)
8. 确认飞溅到测试纸上的油量
<供油量的调整>
1. 将缝纫机头部倒下。
2. 转动油量调整螺钉(1),调整供油量。
・ 向左转动油量调整螺钉(1),供油量增加。
・ 向右转动油量调整螺钉(1),供油量减少。
3. 参照上述[供油量的确认]所述来检查供油量。
* 请反复进行油量调整螺钉的调整及供油量的确认,
直到获得适当的供油量为止。
4. 在进行了约 2 小时的缝纫后,请再次检查供油量。
2497B
T-8420C, 8450C, 8720C, 8750C
34

10. 标准调整
10. 标准调整
只有经过训练的技术人员才能进行缝纫机的维护
检查。
配电作业一定要请专业电工来进行。
如果有的安全装置已卸下,务必在使用前重新将
它们安装在原来的位置上,并检查是否正确操作。
缝纫机头倒下或竖起时,请用双手进行操作。
万一单手操作时因缝纫机的重量而滑落可能导致
受伤。
缝纫机头倒下时,请一定要固定工作台,不可使
其随意移动。
工作台移动易发生脚等被夹住之事故,是导致人
身事故的原因。
.
10-1. 挑线簧的挑线量
<测试方法>
面线穿过挑线杆
3014M
注意
发生下列情况时,请关闭电源。并从电源插座上拔
下插头。
只是在切断电源后,马达在稍后的一段时间内因
惯性仍会继续转动,请在马达完全停止后,再进行
作业。
当误踩下踏脚板时,缝纫机动作会导致受伤。
・ 进行检查、调整和维修时
・ 更换旋梭等消耗零部件时
在必须接上电源开关进行调整时,务必十分小心
遵守所有的安全注意事项。
挑线簧 R(1)和 L(2)的标准挑线量是 7mm。
挑线量的调整是改变挑线量限位器 [右](3)和[左](4)
的高度。
* 挑线量限位器[右](3)和[左](4)的高度在夹线轴(5)
的中心状态时就是标准位置。
<调整方法>
挑线簧的挑线量是挑线簧限位器的位置调得越高,挑线量
就越少。
挑线簧限位器[右](3)的高度 [右线用]
1. 旋松螺钉(6),滑动挑线簧限位器[右](3),提高高度。
2. 拧紧螺钉(6)。
挑线簧限位器[左](4)的高度 [左线用]
1. 旋松螺钉(7),滑动挑线簧限位器[左](4),提高高度。
2. 拧紧螺钉(7)。
35
3015M
T-8420C, 8450C, 8720C, 8750C

10-2. 挑线簧的强度
<测试方法>
线不通过挑线杆
挑线量测定时的上限位置
渐强
渐弱
渐弱
渐强
3017M
10. 标准调整
挑线簧 R(1)和 L(2)的标准强度根据规格如下所示。
女式内衣用(-03F) 0.25N
适用于较薄的和中厚的面料(-0[]3) 0.34N
适用于较厚的面料(-005) 0.70N
<调整方法>
挑线簧 R(1) [右线用]
1. 旋松固定螺钉(3),转动调节纽(4)进行调整。
2. 拧紧固定螺钉(3)。
挑线簧 L(2) [左线用]
1. 旋松夹线螺母(5)。
2. 用螺丝刀(小)转动夹线轴(6)进行调整。
3. 拧紧夹线螺母(5)。
T-8420C, 8450C, 8720C, 8750C
36

10. 标准调整
10-3. 旋梭和针板的间隙
轻触
3054M
3055M
出厂时,旋梭(1)和针板(2)的间隙(A)如下图所示进行调
整。
机种 (A)尺寸
T-8420C
T-8450C
T-8720C
0.9~1.2mm
T-8750C
・ 在更换旋梭(1)和针板(2)等对间隙(A)有影响的部件
时,请确认间隙(A)。
・ 要调整间隙(A),需要更换旋梭(1)和旋梭底座(3)之间
的推力环(4)。
・ 推力环(4)有三种。请在测定现在的推力环(4)的厚度
之后,更换厚度合适的推力环(4)。
部件代码 厚度
SA4444-001 0.8mm
SA4038-001 1.0mm
S09260-001 1.2mm
・ 更换旋梭(1)的时候,旋松固定螺钉(5)[3个]。此时,
请不要取下推力环(4)。
注意:
将供油用的油毡(7)放在旋梭轴(6)的底部。将旋梭
(1)向下轻压,用固定螺钉(5)固定好,使旋梭(1)没
有浮动。
间隙过大的情况
・ 中旋梭可能离开针板(2)。
37
间隙过小的情况
・ 线松紧不良不好。
3056M
T-8420C, 8450C, 8720C, 8750C

10-4. 旋梭和开松机的间隙
10-5. 压脚的高度
2498B
2206B
10. 标准调整
1. 开松机(1)沿箭头方向拉满的时候,旋松固定螺钉(3),
将开松机(1)左右调整,使旋梭(2)和开松机(1)的间隙
为 0.1~0.3mm。
2. 拧紧固定螺钉(3)。
注意:
如果间隙过小,则可能造成旋梭(2)或开松机(1)的损
坏。
1. 卸下面板(1),再取下橡皮栓(2)。
2. 旋松螺母(3),松开压脚调节弹簧(4)。
3. 通过抬压脚杆(5)抬高压脚(6).
4. 旋松螺钉(7),上下移动压脚杆(8)进行调整,使压脚
(6)上升至针板上面约 7mm。
注意:
请不要旋转压脚杆(8)。
5. 拧紧螺钉(7)。
6. 通过压脚调节弹簧(4)调节压脚压力,拧紧螺母(3)。
约 7mm
3059M
T-8420C, 8450C, 8720C, 8750C
38

10. 标准调整
10-6. 机针和旋梭的同步
针杆最低位置
2203B
1. 将送布刻度盘与实际缝制的针距统一起来。
标准针距
规格 送布刻度盘
-03F 2
-0[]3 2
-005 3
2. 取下橡皮栓(1)。
3. 针杆(2)在最低位置时,为使针杆(2)的最上面的基线
(3)与针杆座(4)的下端对应,旋松螺钉(5),并上下
调整针杆(2)。
(此时,请不要转动针杆(2)。)
4. 拧紧螺钉(5)。
5. 这时,机针(6)和送布牙(7)面前的间距(A)和(B),左
右要大致相同。
6. 向面前旋转缝纫机上轮,使针杆(2)上升,直至机针
(2)的基线(根据送布的状态(8)或者(9))与针杆座(4)
的下端对应。
7. 在这样的状态下,用吊带等把缝纫机上轮固定起来,
使针杆(2)不移动。
至此,决定针杆上升量。
39
注意:
针杆上升量过大的情况下
・ 会导致右边的线的松紧不良。
・ 左右都会导致缝迹不齐、跳针、断线。
针杆上升量过小的情况下
・ 会导致跳针、断线现象。
下送布 下送布
3040M
T-8420C, 8450C, 8720C, 8750C

3041M
8. 旋松螺钉(10),取下旋梭底座盖 FL(11)和 FR(12)。
10. 标准调整
(不要从旋梭底座盖 FL(11)和 FR(12)上拔下螺钉
(10),以防掉落。)
9. 旋松固定螺钉(13) [左右各 3 个]。
(但是,如果过松,固定螺钉(13)会碰到旋梭底座的
内壁,副齿轮(14)就不会转动。请旋松到能使旋梭自
由转动即可。)
10. 用手转动旋梭,使旋梭尖端(15)对准机针的中心。
(此时,请不要转动上轮。)
11. 拧紧固定螺钉(13)。
(依次拧紧 3 个固定螺钉(13),使副齿轮(14)不偏斜。)
12. 拆下固定缝纫机上轮的吊带等。
3042M
<用于 T-8420C、T-8720C>
13. 在机针的槽部涂上油墨。
14. 使机针上升时,边用手指把机针推向旋梭尖端(15),
上色
边向面前转动缝纫机上轮,在机针的槽部会留下旋梭
尖端(15)的痕迹。
15. 确认从旋梭尖端(15)的痕迹和机针的中心线的交点
痕迹
到机针的线孔的上端的尺寸(C)为 1~1.5mm。
* 不是 1~1.5mm 的情况下,请旋松螺钉(5),调整
针杆高度。
* 调整尺寸(C)的情况下,把针杆放在最低位置时,
3043M
针杆(2)的最上面的基线(3)有时会比针杆座(4)
的下端更上而隐藏起来,但是并没有问题。
在使用涤纶线等、上线环很难安定的线的情况下
* 在产生跳针、面线断裂等的问题时,请把上述所说的
尺寸(C)设置在 0.7~1.2mm,使旋梭尖端(15)容易捕
捉上线环。
注意:
针杆最低位置
・如果改变针距,尺寸(C)会改变,所以请再次确认尺寸
(C)。
・在逆转时左针的尺寸(C)会变小所以请不要把尺寸(C)
痕迹
设置在 0.7mm 以下。旋梭尖端(15)碰到机针的凹部(D),
有可能会损伤旋梭尖端(15)。
2262B
T-8420C, 8450C, 8720C, 8750C
40

10. 标准调整
上色
痕迹
痕迹
低
高
将针夹一直插入针杆中。
10-7. 送布牙的安装方法
机针中心
3043M
3185M
2205B
<用于 T-8450C 和 T-8750C >
13. 使用油性标记笔在针的凹槽处上色。
14. 随着针升起,用手将针推向旋梭尖(15),以用针凹槽
处的旋梭尖(15)作标记时,向前旋转缝纫机上轮。
15. 确保旋梭尖(15)的标记和针中心线之间的交叉点与
针孔上边缘之间的距离(C)为 1-1.5 mm。
在使用涤纶线等、上线环很难安定的线的情况下
* 在产生跳针、面线断裂等的问题时,请把上述所说的
尺寸(C)设置在 0.7~0.8mm,使旋梭尖端(15)容易捕
捉上线环。
注意:
・ 如果改变针距,尺寸(C)会改变,所以请再次确认
尺寸(C)。
・ 在逆转时左针的尺寸(C)会变小所以请不要把尺
寸(C)设置在 0.7mm 以下。旋梭尖端(15)碰到机针
的凹部(D),有可能会损伤旋梭尖端(15)。
16. 拧松固定螺钉(16),然后将针杆夹(17)拉下,将其移
除。
17. 旋转螺钉(18)进行调整,以便针孔上边缘与旋梭尖
(15)之间的距离为 1-1.5 mm。
18. 调整完成后,将针杆夹(17)尽可能深地插入针杆孔
(2),并确保距离为 1-1.5mm。 拧紧固定螺钉(16)
加固。
1. 将送布牙(1)用螺钉(3)[2 个]安装在送布台(2)上。
2. 拧紧送布牙基座的固定螺钉(4),使其前端与送布牙(1)
的下面接触。
3. 拧紧螺母(5),固定螺钉(4)。
41
使之接触
* 不能将送布牙倾斜着用固定螺钉(4)安装。
3060M
T-8420C, 8450C, 8720C, 8750C

10-8. 送布牙的位置
10-9.
針
所有的地方无
接触
3061M
3062M
10. 标准调整
<前后位置的调整>
就算针杆和压脚杆的间隔(13.3~13.7mm)正确,针和送
布牙针孔的位置关系不好时,也需进行此调整。
1. 旋松螺钉(1)[2 个]。
2. 转动水平送布台臂(3)进行调整,使送布牙(2)的针孔
中心使机针位于针孔的中心。 (实际上,针进入送布
牙(2)时靠面前一些,出来时,靠里侧一些。)
3. 拧紧螺钉(1)。
注意:
请不要过度拧紧螺钉(1)。会导致水平送布台臂(3)
的破损。
<左右位置的调整>
以用螺钉(5)和(6)将针板(4)固定在底板上时的针板位
置为基准进行调整,使送布牙的各侧面与针板无接触。
针板与送布牙接触到的情况,旋松螺钉(1),左右移动水
平送布台臂(3)进行调整。
3063M
T-8420C, 8450C, 8720C, 8750C
42

10. 标准调整
10-9. 送布牙的高度
3064M
3065M
向前转动缝纫机上轮,送布牙(1)停留在最高位置时进行
调整,使送布牙(1)距针板(2)上面 0.9~1.1mm。
1. 放下缝纫机头。
2. 将螺钉(3)旋松一点,使送布台(4)能够滑动即可。
3. 如图所示转动高度调节螺钉(5),调节送布牙(1)的高
度。
4. 将螺钉(3)拧紧。
5. 再次确认送布牙(1)的高度。
注意:
送布牙过高的情况
・送布牙会碰到针板。
・缝迹长度比送布刻度盘的刻度大。
・用粗线时,线松紧不良。
・正送布和反送布的缝迹长度难能一致。
送布牙过低的情况
・缝迹长度比送布刻度盘的刻度大。
・正送布和逆送布的缝迹长度难能一致。
・低速和高速缝纫的缝迹长度差变大。
降低
抬高
3066M
43
T-8420C, 8450C, 8720C, 8750C

10-10. 送布牙的倾斜
前端抬起
标准
前端降低
10. 标准调整
送布台安装轴(1)的配合标记(2)和水平送布台臂(3)的
基线(4)一致的位置为标准。
1. 放下缝纫机头。
2. 旋松固定螺钉(5)。
3. 将螺丝刀伸入送布牙安装轴(1)的裂缝(6)转动并进行
调整。
4. 拧紧固定螺钉(5)。
* 调整送布牙的倾斜,送布牙的前后位置发生变化。旋
松螺钉(7)[2 个],将送布牙的前后位置以针为基准(下
送布的时候为针板基准)进行调整。
* 此外,调整送布牙的倾斜的话,送布牙的高度也会发
生变化,因此请重新调整送布牙的高度。
3067M
T-8420C, 8450C, 8720C, 8750C
44

11. 故障检修
11. 故障检修
・ 您在要求维修或服务前,先检查以下各点。
・ 如果以下方法仍然不能解决问题,关闭电源开关,向受过训练的技术人员或经销商咨询。
注意
在进行故障查寻之前,请先关闭电源开关并断开电源线。但在切断电源后,马达在稍后的一段时间内因惯性
仍会继续转动,请在马达完全停止后,再进行作业。
否则如果误按动起动开关,缝纫机会动作,导致人身伤害。
“页码”栏目中带有“*”记号的只能由合格的技术人员进行检查。
现象 检查及调整 参照页
1 打开电源并踩下脚踏板
时,缝纫机不工作。
2 面线不够紧密
底线不够紧密
0573M 0574M
3 布料下出现环结等不良 ・ 线路是否不够光滑?
0977M
・ 断路器或保险丝是否已断开?
・ 电源线是否已脱开?
・ V 型皮带是否已装好?
・ 缝纫机线是否穿引正确?
如果穿引不正确,应正确穿引机线。
・ 面线张力或底线张力是否太弱?
调节面线张力或底线张力。
・ 取线弹簧的动作范围是否太小?
降低取线弹簧止动器的位置。
当使用中厚布料规格的缝纫机时,根据布料种类等的不同可
能会出现缝线不够紧密的情况。
在此情况下,请换上后面有间隙的压脚。或者换上带沟的送
布牙齿。
后面的间隙
用细粒锉刀或砂纸将线路打磨光滑。
・ 梭芯是否旋转流畅?
拉出底线检查机线张力是否松弛,或更换梭芯或
梭芯套。
・ 挑线量是否过多?
调整挑线量。
沟
*
7
16~20
25
35*
2944M
28
45
T-8420C, 8450C, 8720C, 8750C

现象 检查及调整
4 缝纫时出现跳针 ・ 机针是否弯曲?针尖是否钝化?
如果针尖弯曲或断裂,应予以更换。
・ 机针是否安装正确?
如果机针安装不正确,应正确加以安装。
・ 缝纫机线是否穿引正确?
如果穿引不正确,应正确穿引机线。
・ 压脚压力是否过小?
调整压脚压力。
・ 机针是否太细?
更换大一号的机针。
・ 压脚是否太高?
调整压脚高度。
・ 挑线簧是否太弱?
调整挑线簧的张力。
・ 挑线量是否过多?
调整挑线量。
2945M
5 缝纫开始时出现跳针
缝纫开始时出现脱线
・ 挑线簧张力是否过大?
减小挑线簧张力。
・ 挑线簧工作范围是否过大?
升高取线弹簧止动器的位置。
・ 缝纫开始时,挑线杆是否在最高位置?
缝纫开始时,请将挑线杆置于最高位置。
・ 从机针引线孔伸出的线头是否太短?
缝纫开始时,请从引线孔将线头拉出约 50mm。
・ 机针是否过粗?
使用比现有机针小一号的机针。
・ 在缝制薄的布料、中厚布料时,是否使用了后面有间隙的压脚
或带沟的送布牙齿?
应使用后面无间隙的压脚。
应使用不带沟的送布牙齿。
11. 故障检修
参照页
14
16~20
26
38*
36*
28
36*
35*
19
20
沟
后面的间隙
2946M
T-8420C, 8450C, 8720C, 8750C
2944M
46

11. 故障检修
现象 检查及调整
6 线缝不平整 ・ 压脚压力是否过小?
调整压脚压力。
・ 送布牙高度是否太低?
调整送布牙高度。
・ 梭芯是否有划痕?
如果梭芯受损,用油磨石打磨光滑,或予以更换。
・ V 型皮带的张力是否太小?
用手指按压 V 型皮带,将皮带的挠度调整到 10~14mm。
2948M
7 大量的皱褶(张力过大) ・ 面线张力是否过大?
尽量减小面线张力。
・ 底线张力是否过大?
尽量减小底线张力。
・ 挑线簧张力是否过大?
尽量减小挑线簧张力。
・ 挑线簧工作范围是否过大?
尽量升高取线弹簧止动器的位置。
・ 压脚压力是否过大?
调整压脚压力。
・ 挑线量是否过少?
调整挑线量。
2949M
8 线缝不合 ・ 压脚压力是否过大?
调整压脚压力。
2950M
9 在缝纫开始时底线纠结
缠绕。
・ 拉出底线时,梭芯旋转方向是否正确?
・ 梭芯上卷绕的机线是否过
安装梭芯,使其朝旋梭相反的方向旋转。
多?
底线
梭芯卷绕量不应超过
80%。
・ 梭芯转动是否流畅?
如果梭芯转动不流畅,应更换梭芯。
・ 是否使用了除 Brother 规定的轻合金梭芯以外的其他梭芯?
仅使用 Brother 规定的梭芯。
2951M
2124M
参照页
26
43*
7
25
25
36*
35*
26
28
26
17・18
16
17・18
47
T-8420C, 8450C, 8720C, 8750C

现象 检查及调整 参照页
10 面线和底线断裂。 ・ 机针是否弯曲或针尖是否断裂?
如果机针弯曲或断裂,应予以更换。
・ 机针是否安装正确?
如果机针安装不正确,应正确加以安装。
・ 缝纫机线是否穿引正确?
如果穿引不正确,应正确穿引机线。
・ 是否已给油箱添加了机油?
如果润滑油的液位下降到油量计视窗的下基线以下,应添
加机油。
・ 面线或底线张力是否过小或过大?
调整面线或底线张力。
・ 旋梭部分是否沾有灰尘或线头?
进行旋梭的清洁。
・ 面线是否因挑线簧工作范围太小而松动?
调整取线弹簧止动器的位置。
・ 旋梭、送布牙或其他部件是否受损?
如果这些部件受损,用油磨石打磨光滑,或更换受损部件。
・ 线路是否受损?
如果线路受损,用砂纸打磨光滑或更换受损部件。
・ 挑线量是否适当?
调整挑线量。
0471M
11 断针。 ・ 缝纫过程中是否在送入或拉出面料时用力过度?
・ 机针是否弯曲?针尖是否断裂或针孔是否被堵住?
更换机针。
・ 机针是否在送布牙齿的机针孔中心上下运动?
确认机针的下落情况。如果机针不在送布牙齿的机针孔中
心上下运动,应重新安装送布牙齿。
在针杆旋转时,转动针杆将它调整到正确的位置。
注意
11. 故障检修
14
16~20
11
25
29
35*
*
*
28
14
*
*
12 当踩下踏板时,警报器的
GREASE 指示灯点亮、蜂
鸣器鸣响
・ 如果断针不慎掉入缝纫衣物中,会有很大的危险。
请尽可能找出机针的残骸,直至找齐整枚机针。
・ 另外,请保留机针的记录,我们推荐以制造者责任法进
行机针管理。
0469M
· 表示是应该添加润滑脂的时间了。
请添加润滑脂。
T-8420C, 8450C, 8720C, 8750C
31
48

使用说明书
© 2010 Brother Industries, Ltd. All Rights Reserved.
T-8420C, 8450C, 8720C, 8750C
SB1412-001 C
2010.05. B (1)
 Loading...
Loading...