

Page 1

Working Instructions Automatic Single-Head Serging Machine Beisler GmbH
Working Instructions
Working Instructions
Automatic Single-Head Serging Machine 1265-4
Valid: 01-2003 A
A-1
Page 2

Working Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Contents of the working instructions
The working instructions are divided into four sections:
A. General notes
Safety instructions for the operating and service personnel and for the
operator of the machine.
B. Operating instructions
Instructions for the personnel operating and handling the machine.
C. Service instructions
Instructions for the personnel in charge of the initial start-up, setting up
and service of the machine.
D. Programming instructions
Instructions for the service personnel in charge of preparing and setting
up the machine.
Scope of the working instructions
These working instructions describe the AUTOMATIC SINGLE-HEAD
SERGING MACHINE 1265-4 of Beisler GmbH and apply only to those
machine parts and components that are standard equipment of the AUTOMATIC SINGLE-HEAD SERGING MACHINE 1265-4.
They do not apply to accessories or machine parts (e.g. sewing head)
from third parties that the machine is equipped or retrofitted with. For
those components, the working instructions of the respective manufacturer or supplier apply.
A-2
Page 3

Working Instructions Automatic Single-Head Serging Machine Beisler GmbH
Section A
General notes
A-3
Page 4

Working Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Contents
A.1 Safety instructions ............................................................................... A-5
A.1.1 Exclusion of liability ..................................................................... A-5
A.1.2 Copyright ..................................................................................... A-5
A.1.3 Important information for the operator ........................................ A-6
A.1.4 Warranty ...................................................................................... A-6
A.1.5 Important information for the operating personnel ..................... A-7
A.1.6 Important information for the service personnel ......................... A-7
A.2 Explanation of symbols ....................................................................... A-8
A.2.1 Symbols used in the working instructions .................................. A-8
A.2.2 Symbols used on the machine ................................................... A-8
A.3 Use of the device ................................................................................... A-9
A.3.1 Correct use .................................................................................. A-9
A.3.2 Incorrect use ............................................................................... A-9
A.4 Safety requirements ........................................................................... A-10
A.4.1 Standards and directives .......................................................... A-10
A-4
Page 5

Working Instructions Automatic Single-Head Serging Machine Beisler GmbH
Safety instructions
A.1
A.1.1 Exclusion of liability
Beisler GmbH warrants the faultlessness of the product as set forth by
their advertisement, product information and these working instructions.
Other product characteristics are not warranted.
Beisler GmbH is not responsible for the profitability or for the correct
function of the automatic single-head serging machine 1265-4 if it is
used for other purposes than those defined in section Correct use.
Beisler GmbH is not responsible for damage that arises from the use of
non-defined and non-approved spare parts or accessories.
A.1.2 Copyright
© 2002 Beisler GmbH, Hösbach
Automatic single-head serging machine
The automatic single-head serging machine 1265-4 and all related
parts are protected by copyright. Any reproduction of the machine will
be prosecuted.
Working instructions
These working instructions are protected by copyright. No part of the
working instructions, including figures and tables, may be reproduced
or translated in any form or by any means, electronic or mechanical, without the express written permisson of Beisler GmbH.
Beisler GmbH
Frohnradstr. 10
63768 Hösbach
Deutschland
Phone: ++ 49 / 6021 / 50 19 0
Fax: ++ 49 / 6021 / 50 19 10
eMail: vertrieb@beisler-gmbh.de
A-5
Page 6

A.1
A.1.3 Important information for the operator!
This machine has been manufactured in keeping with the latest technological developments and is operationally safe. However, it may present
potential hazards, particularly if it is operated by inadequately trained
personnel or if it is not used correctly:
For personnel operating and handling the machine, the operator
Use the operating instructions to familiarize the operating person-
Use the service instructions to familiarize the service personnel
For any modifications of the machine that have not been approved
The contents of the working instructions are subject to change wit-
Concerning translations into foreign languages, the German versi-
Should you encounter problems that are not mentioned in these
Keep these working instructions close to the machine so that
Working Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Safety instructions
must prepare written instructions in a reasonable form and in the
language of the operating personnel based on these working instructions (Germany: Accident Prevention Regulations UVV VGB 1 §
7.2).
nel with the functions, operation, and care of the machine and
check to see if the operating personnel fully understands these instructions.
with the setting up and maintenance of the machine.
by Beisler GmbH in writing, the operator is fully responsible.
hout further notice.
on of these working instructions is binding.
working instructions, please contact your supplier immediately for
your own safety. Please do not hesitate to contact Beisler if you
have any suggestions that help to improve this product.
safety instructions and information on operation, setting-up,
and maintenance are always accessible.
Warranty
Beisler GmbH warrants the safety, operatability, and repair without charge of the automatic single-head serging machine 1265-4 for a period of
6 months under the condition that:
the machine is used exclusively for the intended purpose and ser-
viced in accordance with the information in these working instructions,
modifications of the machine are carried out only with prior written
approval of Beisler GmbH,
only original spare parts or accessories approved by Beisler GmbH
are used. For a complete list of all approved spare parts, please
contact Beisler GmbH.
If the machine is used for more than 10 hours per day (shift operation),
the warranty period is reduced to 3 months.
The warranty period starts with the delivery of the machine to the operator.
A-6
Page 7
Working Instructions Automatic Single-Head Serging Machine Beisler GmbH
Safety instructions
A.1
A.1.5 Important information for the operating personnel!
Please note that any work to the automatic single-head serging machine 1265-4 must be carried out only by trained operating personnel:
Operating personnel means persons:
that have been given initial instructions for sewing automats and that
have been trained for the operation and handling of the automatic
single-head serging machine 1265-4 on the basis of these operating
instructions,
that have been informed about potential risks arising from their work
with the machine,
that are capable of assessing their work with the machine due to occupational experience and instruction of the safety regulations and
of recognizing potential hazards during work,
Cleaning of the machine or of machine parts must be performed only
by personnel that has been informed about potential hazards arising
during the cleaning work.
Prior to the initial operation of the automatic single-head serging ma-
chine 1265-4, read the operating instructions carefully so that you
can make full use of the advantages of the machine and to prevent
damage.
A.1.6 Important information for the service personnel!
Please note that service work to the automatic single-head serging machine 1265-4 must be carried out only by authorized and adequately
trained expert personnel:
Expert personnel means persons:
that have aquired their expertise by a special training in machine
technology or electrical engineering or by a special advanced training or a comparable qualification,
that have acquired the knowledge required to perform all works for
setting up and servicing the automatic single-head serging machine
1265-4 from a training by Beisler GmbH,
that are capable of assessing their work with the machine due to occupational experience and instruction of the safety regulations and
of recognizing potential hazards during work.
Prior to carrying out any service work to the automatic single-head
serging machine 1265-4, read the entire working instructions carefully so that you can make full use of the advantages of the machine
and to prevent damage.
A-7
Page 8
A.2
A.2.1 Symbols used in the working instructions
is used if non-observance may cause serious or even lethal injuries.
is used if non-observance may cause medium to minor injuries or damage.
Working Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Explanation of symbols
WARNING!
CAUTION!
NOTE!
is used for hints and useful information.
A.2.2 Symbols used on the machine
WARNING: DANGER!
Caution! Observe working instructions.
WARNING: HIGH VOLTAGE!
Caution! Prior to opening, pull out power plug.
A-8
Page 9
Working Instructions Automatic Single-Head Serging Machine Beisler GmbH
Use of the machine
A.3
A.3.1 Correct use
The AUTOMATIC SINGLE-HEAD SERGING MACHINE 1265-4 is a
sewing machine for the automatic serging of inseams and side seams of trousers panels with or with knee lining.
The machine can be used for processing all conventional materials
for outerwear.
The machine has been designed for permanent operation in indu-
stry.
The AUTOMATIC SINGLE-HEAD SERGING MACHINE 1265-4 has
been tested for electromagnetic compatibility and is suited for installation in industrial operating rooms.
A.3.2 Incorrect use
The AUTOMATIC SINGLE-HEAD SERGING MACHINE 1265-4
must not be operated in rooms that do not comply with the location
requirements.
The AUTOMATIC SINGLE-HEAD SERGING MACHINE 1265-4
must not be operated in the vicinity if devices or systems that produce strong magnetic fields as otherwise the correct function of the
program control may be impaired.
A-9
Page 10

A.4
A.4.1 Standards and directives
DIN EN, Part 1:1991-11, Part 2:1995-06
DIN EN 60601, Part 1:1994-05
DIN EN 50178 (VDE 0160): 1998-04
DIN EN 50082 (VDE 0839) Part 2:1997-11
DIN EN 60204 (DIN VDE 0113): 1993-06
Working Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Safety requirements
Safety of machines
Safety regulations for electrically operated measuring and control installations, general requirements.
Equipment of power systems with electronic devices
Electromagnetic compatibility, basic specification, immunity to interference.
Part 1: Domestic, business and commerce, small enterprises.
Part 2: Industry.
Electrical equipment of industrial machines
A-10
Page 11

Operating Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Section B
Operating Instructions
B-1
Page 12

Operating Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Contents
B.1 Description of the machine ...................................................................... 3
B.1.1 Functional units ............................................................................... 3
B.2 Functions of the machine ......................................................................... 3
B.2.1 Operating principle and machine cycle .......................................... 4
B.2.2 Securing the sewing pieces ............................................................ 5
B.2.3 Guiding of the sewing pieces .......................................................... 6
B.2.4 Serging the seam ............................................................................ 8
B.2.5 Width distribution for knee lining ..................................................... 9
B.2.6 Transport ....................................................................................... 10
B.2.7 Stacking ......................................................................................... 10
B.2.8 Switches ........................................................................................ 11
B.2.9 Operating panel ............................................................................. 13
B.2.10 Sewing programs .......................................................................... 14
B.3 Operation .................................................................................................... 3
B.3.1 Preparing the machine .................................................................. 16
B.3.2 Access levels ................................................................................17
B.3.3 Selecting a sewing program ......................................................... 18
B.3.4 Passing thread through needles ................................................... 19
B.3.5 Modifying sewing program functions ............................................ 19
B.3.6 Resetting the day counter to zero ................................................. 22
B.3.7 Activating manual sewing ............................................................. 22
B.3.8 Securing the sewing pieces .......................................................... 23
B.3.9 Sewing process ............................................................................. 24
B.3.10 Stopping a sewing program .......................................................... 26
B.3.11 Moving the machine to zero position ............................................ 26
B.3.12 Shutting the machine down .......................................................... 26
B.3.13 Cleaning the machine ................................................................... 26
B-2
Page 13
Operating Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Description of the machine
B.1
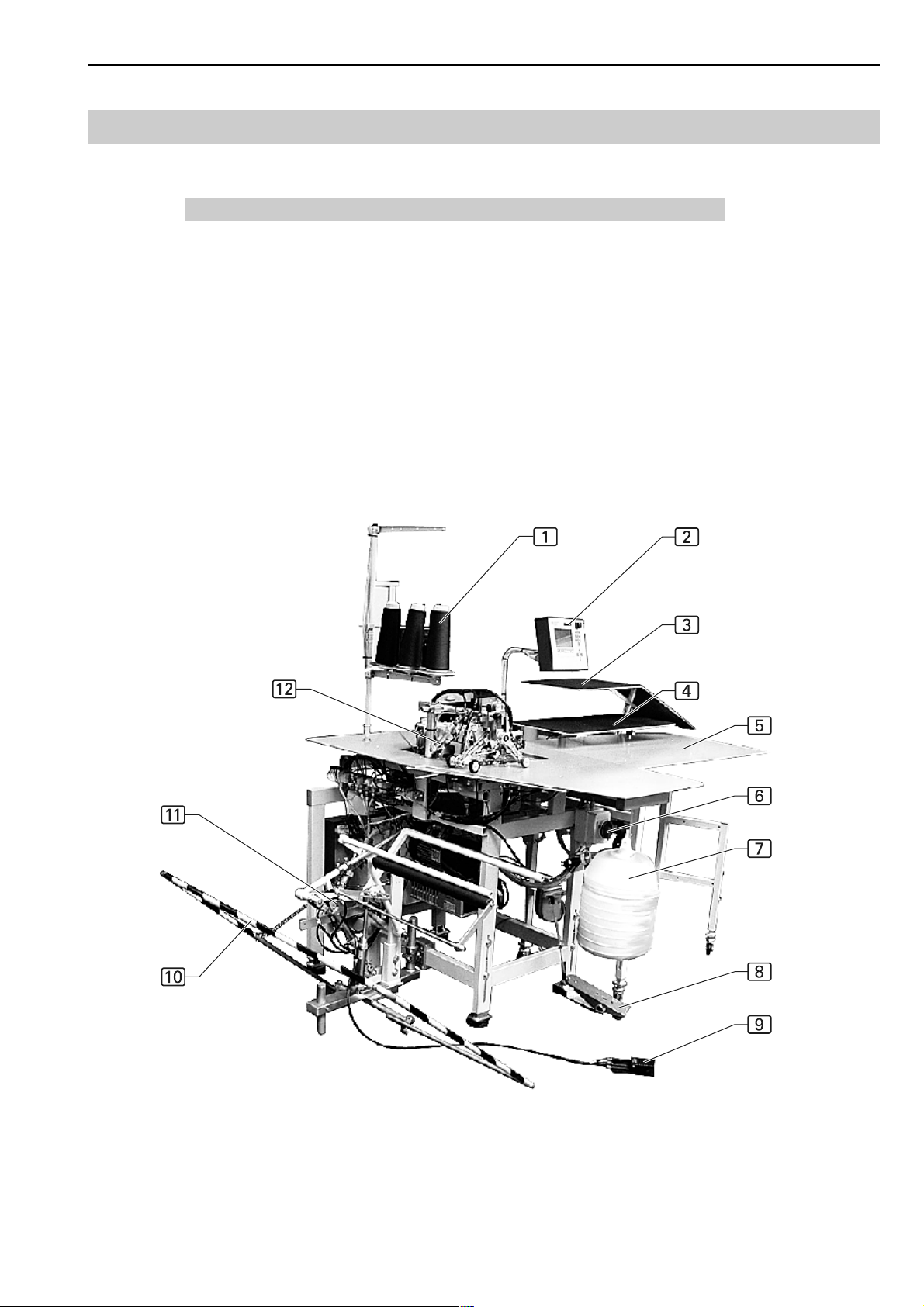
B.1.1 Functional units
All functional units of the automatic single-head serging machine 1265-4 are installed to a height-adjustable rack and freely accessible.
1
Thread holder
2
Operating panel
3
Tray for trousers components
4
Tray for lining
5
Working plate
6
Main switch
7
Waste container
8
Footswitch for machine operation
9
Footswitch for stacker
a
Protective strap for stacker
b
Stacker
c
Sewing head with transport unit
B-3
Fig. 1
Page 14

B.2
B.2.1 Operating principle and machine cycle
Operating principle:
The automatic single-head serging machine 1265-4 allows the automated
serging of inseams and side seams of trousers panels, with or without knee
lining. The sewing unit automatically sews and serges cleans the fabric contour and incorporates the fullness for the knee lining, if required.
The trousers panels are sewn in separate machine cycles:
the inseam or side seam of the rear trousers panel,
the inseam or side seam of the front trousers panel with knee lining on
the inseam or side seam of the front trousers panel with knee lining on
Operating Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Functions of the machine
top,
bottom.
NOTE - Applications
The machine has been designed predominantly for serging
trousers panels. However, it can also be used for processing
other sewing pieces, e.g. sleeves, short trousers, etc.
Machine cycle, Fig. 2:
The short seams can be serged manually at the sewing head 2 prior to
the sewing of the inseam or side seam.
The trousers panels are stocked on the upper tray
5
, the knee linings are stocked on the lower tray
4
. The trousers panel is placed onto the working
plate, the corresponding knee lining is aligned to
the trousers panel with the hems being flush.
At the optional bonding station 6, the front and
rear trousers panels can be secured to each other
using a bonding mesh.
Both trousers panels are routed below the con-
tour guide 3 and lined up at the stop of the sewing head 2. A photocell starts the sewing process. The fully automatic machine cycle is started.
During the sewing process, the contour guide 3 and the puller of the
transport unit 7 control the routing of the seam.
If required, the top and bottom transport units of the sewing unit incor-
porate fullness.
The transport unit 7 transports the sewing piece from the working plate
to the stacker 8 where the sewing pieces are stacked on top of each
other.
As soon as the sewing process starts at the sewing head 2, the next
trousers panels can be secured at the bonding station.
Fig. 2
B-4
Page 15

Operating Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Functions of the machine
B.2
B.2.2 Securing the sewing pieces
Bonding station, Fig. 3:
To prevent the trousers panel and the knee lining from being shifted during the sewing process, they are secured to each other by hot pressing at a lateral location.
At the bonding station 1, a
bonding mesh strip 3 is placed between knee lining and
trousers panel and heated by
the lower stamp 4 of the
press unit.
Then, the upper stamp
and the lower stamp
press the sewing pieces together so that they are secured to each other.
3
4
Fig. 3
B-5
Page 16
B.2
B.2.3 Guiding of the sewing pieces
The guiding of the sewing pieces along the stop of the sewing head is controlled by the combined action of contour guide and puller.
Contour guide, Fig. 4:
Operating Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Functions of the machine
During the transport of trousers panel and knee lining to the sewing unit,
the contour guide controls the shape of the fabric contour and ensures
the exact routing of the seam along
the sewing stop 6 of the sewing
unit.
At the contour guide, the following
settings are made for the thickness
of the fabric:
Height quick adjustment 1 of
the contour guide:
Use this control for the rough ad-
justment of the thickness.
The distance between the con-
tour guide sliding shield 4 and
the working plate can be chan-
ged in four stages of 0.8 mm
each in both directions.
Stage 1: smallest distance
(0,8 mm)
Stage 4: largest distance (3.2
mm)
Height fine adjustment 2 of the contour guide:
The rough adjustment made with the height quick adjustment can
be fine-adjusted. The following should be observed as a rule:
A single fabric layer should pass easily below the sliding plate
while a double layer must not be allowed to pass through the gap.
The pressure that the contour roller 7 applies to the sewing pie-
ces is set with the adjustment screw 3.
The setting of the compressed-air nozzle 5 that blows the sewing pieces against the stop should not be changed to adjust the contour control.
4
Fig. 4
Stop:
The standard version of the machine has a stop that is secured to the contour
guide.
Optionally, the machine can be equipped with a pneumatic stop.
With this option, a pocket pouch can be inserted between trousers panel
and lining and serged. In this case, the seam section to the end of the pouch
is sewn manually, the remaining section of the seam is sewn fully automatically.
The section that is sewn manually is determined by parameter 10 of the
sewing function STATION CLOSE. At the end of this section, the transport
unit is lowered, the pneumatic stop moves to the pressure foot, and the contour guide controls the seam.
B-6
Page 17
Operating Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Functions of the machine
B.2
Control, Fig. 5:
The control of the sewing pieces
along the sewing stop is affected by:
the puller speed 4,
the pressure that the contour
roller 3 applies to the se-
wing pieces.
The photocell 1 determines
the deviation of the fabric contour 2 from the ideal routing at
the reflective film and readjusts
the speed of the puller 4 as required.
If the sewing pieces are shif-
ted sideways away from the
stop, the puller speed is too
high,
if the sewing pieces warp at
the stop, the puller speed is
too low.
The frequency for adapting the puller speed is set with the program control.
In addition, the contour roller 3, due to its orientation, pushes the sewing
material toward the stop. The lateral thrust depends on the pressure that
the contour roller applies to the sewing pieces:
If the sewing pieces are shifted sideways away from the stop, the
pressure is too low,
if the sewing pieces warp at the stop, the pressure is too high.
The required contour roller pressure is determined in sewing tests in
combination with the puller speed.
Fig. 5
B-7
Page 18

B.2
B.2.4 Serging the seam
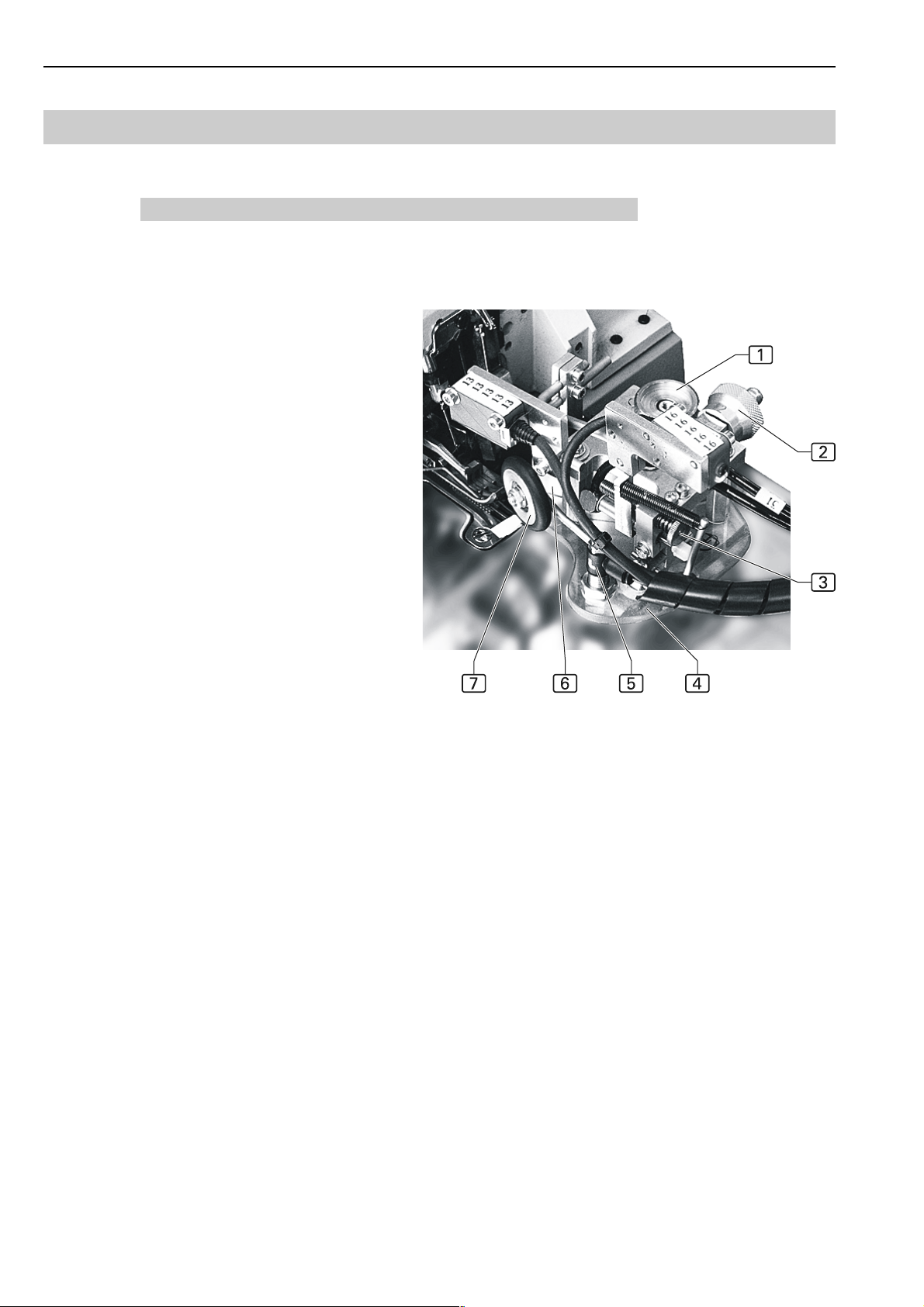
Sewing head, Fig. 6:
The reflective surface 3 of the photocell must not be damaged or dirty
as otherwise the sewing unit control may be impaired.
Operating Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Functions of the machine
The sewing head performs the sewing, thread cutting, and serging functions.
As soon as the photocell 2 recognizes the sewing
pieces 1 (the reflective surface 3 of the photocell is concealed by the sewing piece), the sewing
process starts:
the trousers panel is sewn,
the knife 5 serges the seam,
the thread and fabric residues are aspired into
the waste container.
NOTE - Reflective surfaces
Fig. 6
NOTE - Cancelling the sewing process
When the program stop switch at the operating panel is depressed, all
machine movements and the sewing process are stopped immediately. The
switch is locked after it has been depressed and must be unlocked for a
reset (machine restart).
B-8
Page 19
Operating Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Functions of the machine
B.2
B.2.5 Width distribution for knee lining
To ensure the correct width distribution, the transport characteristics of differential transport and top transport must be matched to fit the material of
the knee lining.
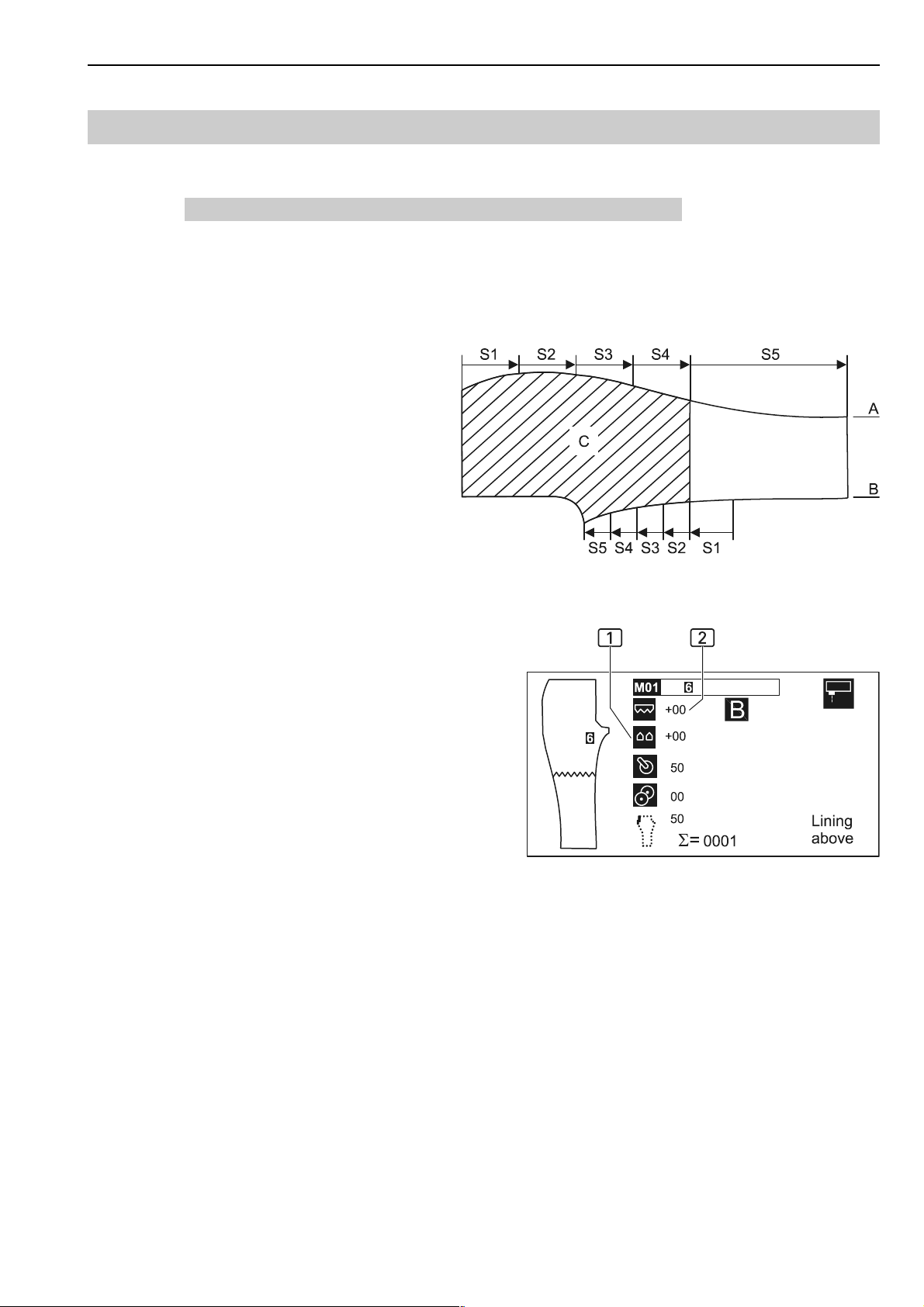
Presetting, Fig. 7:
In the sewing range of side seam A
and inseam B, the trousers panel
splits into five sections with the knee
lining C extending over four of these sections. For each section, the
length can be varied and the pertaining fullness (quantity) can be preset
with the program control (see Section D, Programming Instructions).
Quick adjustment, Fig. 8:
The operating panel allows direct
access for the quick adjustment of
the fullness by modifying top transport 2 and differential transport 1.
Select the corresponding function and modify
it in a range between -19 and +19 (see Section D, Programming Instructions).
Fig.7
Fig.8
B-9
Page 20

B.2
B.2.6 Transport
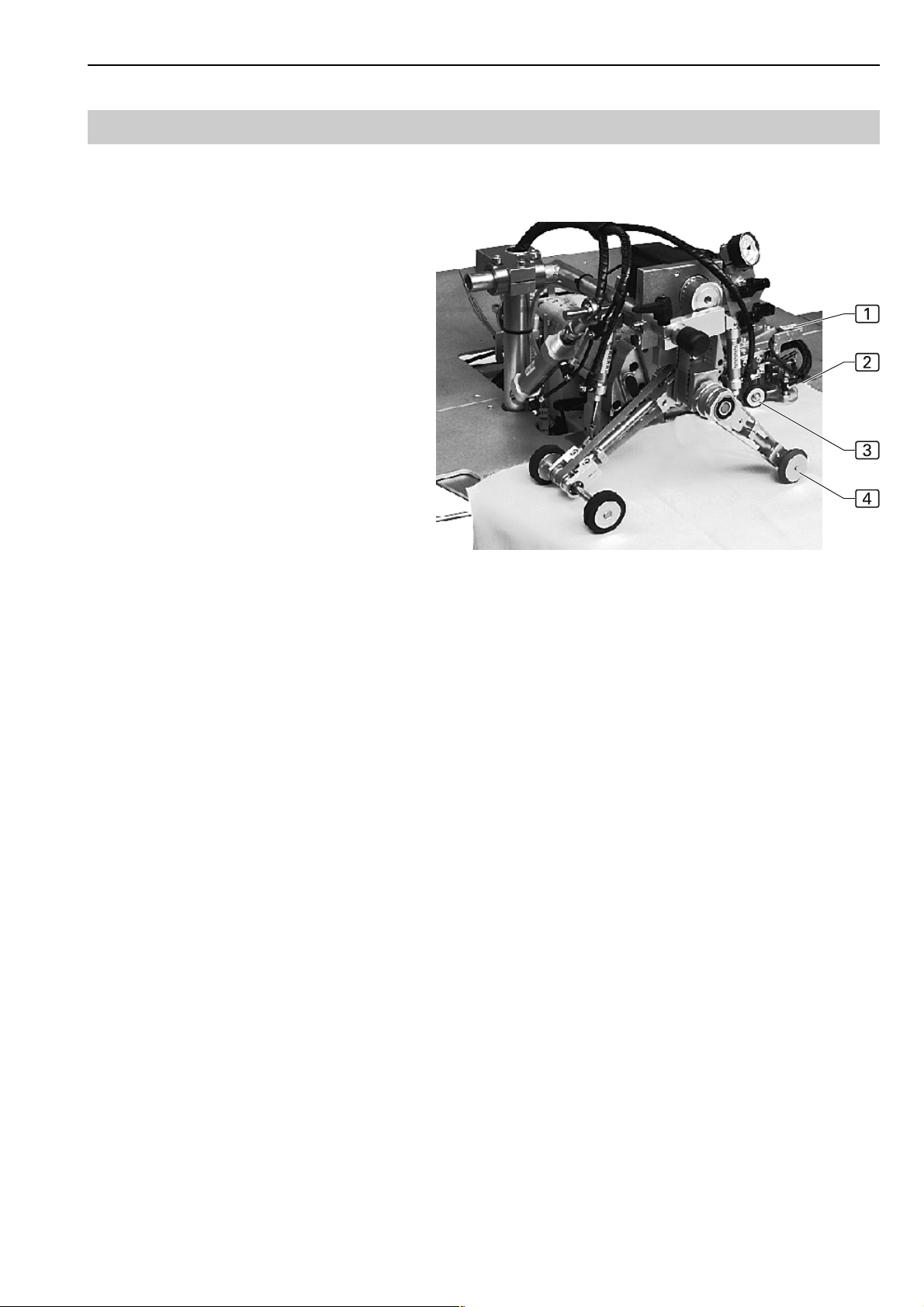
Transport unit, Fig. 9:
Operating Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Functions of the machine
The transport unit consists of puller 2 and
roller 5.
The puller transports the sewing pieces
during the sewing process and uses its
rotational speed to support the control of
the fabric contour.
The roller 5 moves the sewing pieces
beyond the worktable edge and also supports the transport function of the puller.
This additional transport function can be
enabled for heavy fabrics.
To improve the gliding characteristics of the
trousers panels, the working plate has six compressed-air nozzles 1 in the sewing head
area. The air blows from below against the
trousers panels; the resulting air cushion reduces friction during the transport.
4
In the sewing range of the side seam hip curve, the position of the strut
3
is altered to rotate the trousers panel for the sewing process.
B.2.7 Stacking
Stacker, Fig. 10:
As soon as the chain has been severed and the roller has transported
the sewing pieces beyond the worktable edge, the automatic stacker
is activated and deposits the sewing piece 2 over the bundle
rod 1.
Fig. 9
Fig. 10
B-10
Page 21
Operating Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Functions of the machine
B.2
B.2.8 Switches
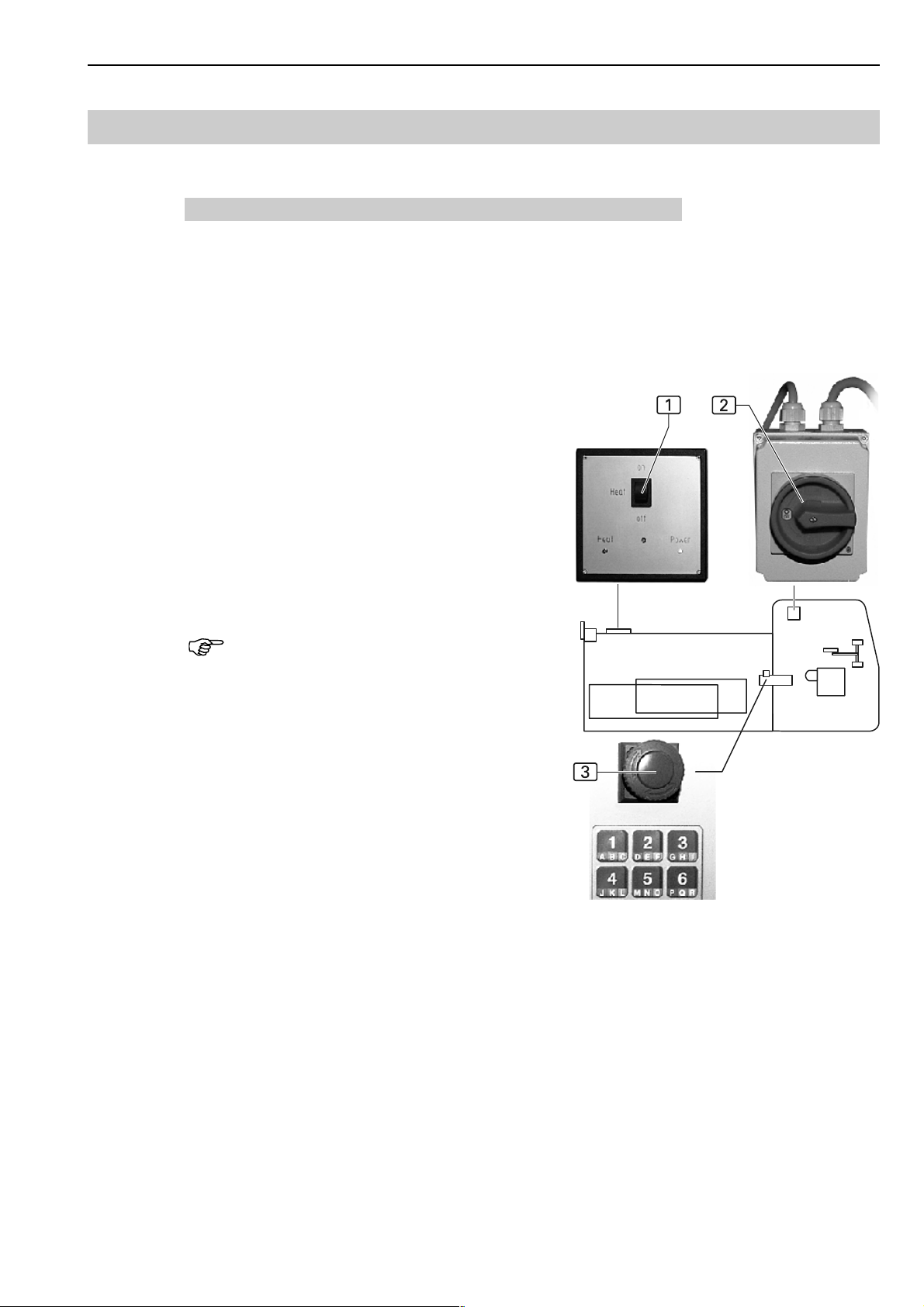
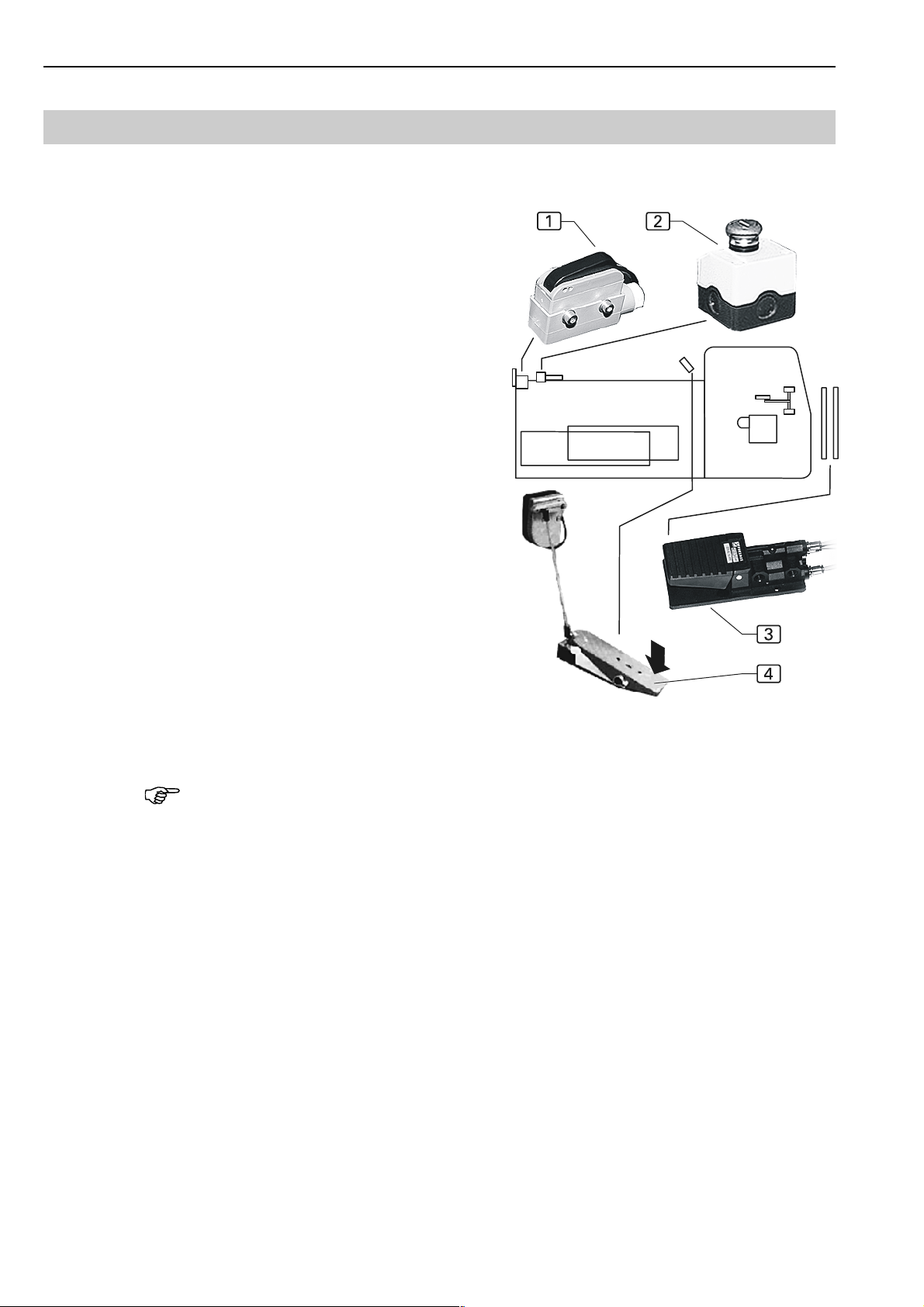
Power switch / Emergency stop switch, Fig. 11:
Main switch / Emergency stop switch
The main switch 2 is used to switch the power supply of the machine on or off. In case of extended production intermissions, the machine must be switched off with the main switch so that all functional units
are disabled. The main switch is also used as an emergency stop switch.
The main switch is located at the machine frame below the sewing head.
On / off switch for the bonding station heating module
The heating module 1 of the optional bonding station has a thermostat with a separate on / off switch
that is installed below the bonding station.
Program stop switch
When the program stop switch 3 is pressed, all
machine movements and the sewing process are interrupted immediately.
The switch is locked after it has been pressed. When
rotated clockwise, the switch is unlocked and returns
to its original position. The control performs a reset.
NOTE - Program stop switch
When the program stop switch is actuated, it merely cancels the machine cycle while the program control and
the machine drive continue to be supplied with electric
voltage. To interrupt the power supply, switch the machine off using the main switch.
Fig. 11
B-11
Page 22
B.2
Function switches, Fig. 12:
Clamp switch 2 for opening / closing the bonding
Bonding switch 1 for activating the bonding stamps:
Operating Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Functions of the machine
clamp:
During normal operation, the bonding clamp is
open. The knee lining is pushed below the bonding clamp to be secured to the trousers panel.
When the clamp switch is pressed, the bonding
clamp closes, and the knee lining is secured for
the bonding process.
The trousers panel is placed onto the knee lining.
When the bonding switch is pressed, the upper
and lower stamps of the bonding unit are pressed
against each other and the bonding mesh between
the stamps bonds the sewing pieces to each other.
Footswitch for stacker 3:
When this footswitch is pressed, the stacker bundle clamp opens so that the sewing pieces can be
removed. When the footswitch is released, the
bundle clamp closes again.
Footswitch for manual sewing 4:
This footswitch controls the sewing speed (12
speeds) during manual sewing. The further the pedal is depressed, the more the sewing speed
increases.
If the function Manual sewing is enabled, the photocell is deactivated,
and the footswitch is activated.
NOTE - Automatic sewing process
To start automatic sewing after manual sewing, depress the
short portion of the pedal (see arrow).
Fig. 12
B-12
Page 23
Operating Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Functions of the machine
B.2
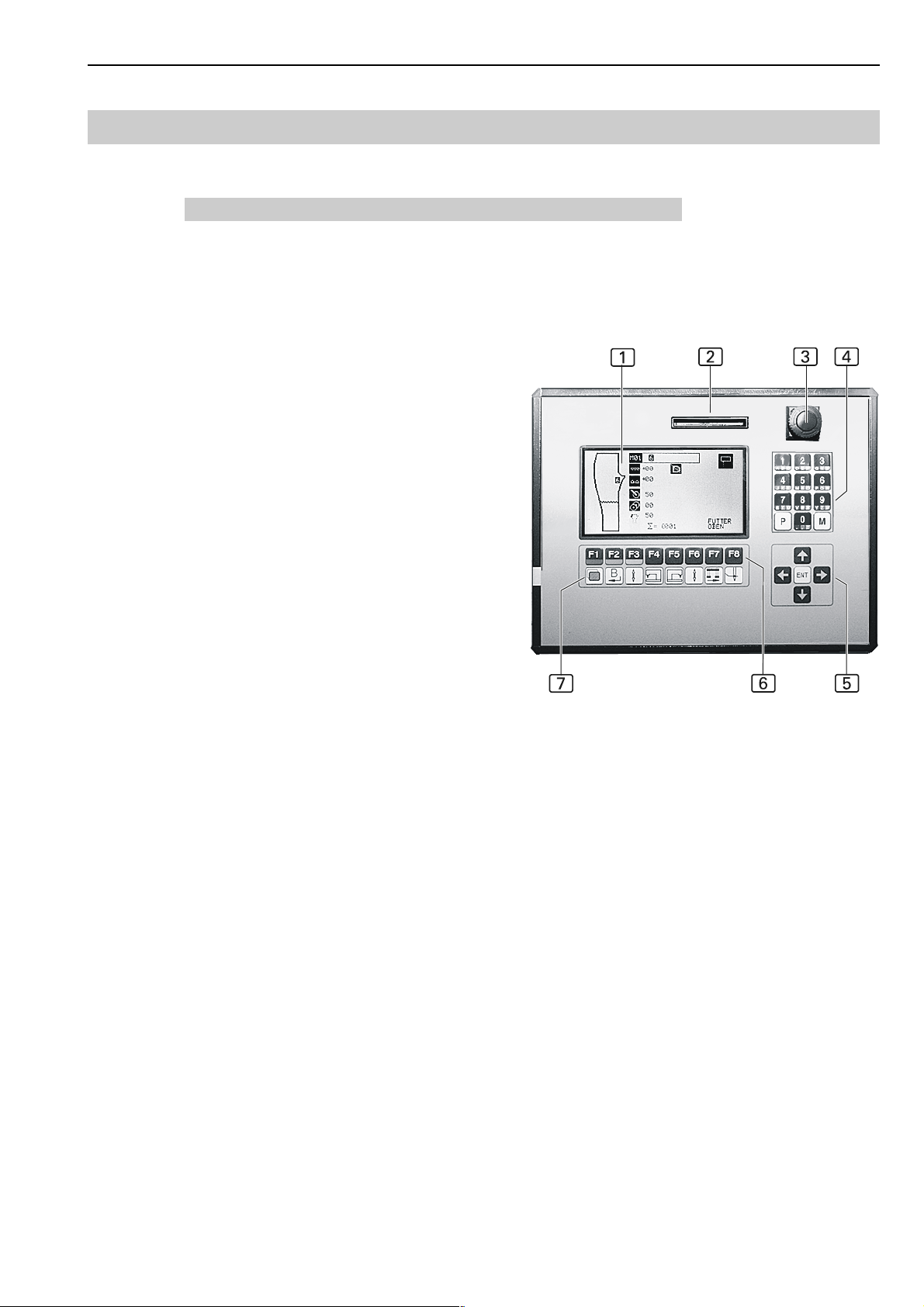
B.2.9 Operating panel
Fig. 13: The operating panel is the display and data input medium of the
machine control. It contains the microprocessor that controls the machine and the storage media (EPROM) for backups of the program control.
Display
Slot 2 for memory card
Program stop switch
Numeric keypad
1
The display shows information about the machine control and the sewing program parameters. If a function for a sewing program is
enabled or disabled, the symbol for that function and the pertaining parameter value are
displayed or disappear.
The memory card is the storage medium for
backups of any machine control data. Sewing
programs can be copied to the memory card
and retrieved back into the machine control,
if required.
3
This switch is used for cancelling the machine
cycle.
4
Use the numeric keypad to enter all modifiable numeric values. The sewing programs
M01-M09 are selected by entering the corresponding numbers. To
select the sewing programs M10-M20, press the M key, then enter the
corresponding numbers. Use the P key to select submenus, to confirm data input or to exit the programming mode.
Fig. 13
Arrow keys
Each pressing of the UP or DOWN arrow key will move the cursor
(flashing beacon) one line up or down in the selected menu.
Use the LEFT or RIGHT arrow key to mark the desired parameter in
the selected menu or to scroll through the selected menu if the parameter list consists of several pages.
Function keys
Use the function keys to select the program control menus.
Symbol bar
The symbol bar indicates the menus that can be selected directly from
the start level by using the function keys.
All other menus for machine functions can be selected from the various program levels. The display of the operating panel shows the pertaining menu symbols.
5
6
7
B-13
Page 24

B.2
B.2.10 Sewing programs
The program control memory can store up to 20 sewing programs (M 01M 20). Up to 7 seams with corresponding seam numbers 3 can be as-
signed to each sewing program 2. The seams differ by the control parameters that are assigned to them by their sewing program and by the
control functions that are enabled.
Fig. 14: The display shows the structure of the selected sewing program.
Example: Sewing program M01. This sewing program controls the sewing
of the inseam with the knee lining on top. The trousers panel
is lined up at the waistband side, the sewing process is started using the photocell installed at the sewing head.
Operating Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Functions of the machine
1
2
3
4
5
6
Preseams:
Hem seams, fly seams, and hem seams can be serged separately.
The characteristics of the preseams are set in a separate parameters list. These settings are used only if the sewing program for preseams is activated.
Inseams and side seams:
Inseams and side seams can either be serged in individual, separate sewing processes or effected as a combined sewing process with alternating seams.
In this case, the corresponding preprogrammed seams are enabled in quick
access at the operating panel.
Creating identical stitch images:
If identical stitch images are required for inseams and side seams, the knee
lining must always be lined up in the same position (always top or always
bottom). In this case, the trousers panel is lined up alternatingly flush with
the waistband and flush with the hem.
Sewing program image
Description of the sewing program
(a sewing program may consist of several seams)
Seam number of the sewing program
Symbols of the activated sewing functions
Day counter for completed seams
Symbols of the deactivated sewing functions
Fig. 14
B-14
Page 25

Operating Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Functions of the machine
B.2
Factory settings
The program control has ten factory-installed sewing programs.
M 01 (Seam No. 4) Rear trousers inseam, sewing starts at waistband
M 02 (Seam No. 5) Rear trousers side seam, sewing starts at waist-
band
M 03 (Seam No. 6 / 7) Front trousers inseam (6) and side seam (7) al-
ternatingly, lining top, sewing starts at waistband
M 04 (Seam No. 5 / 4) Front trousers inseam (4) and side seam (5) al-
ternatingly, lining bottom, sewing starts at waistband
M 05 (Seam No. 4 / 5) Front trousers inseam (4) and side seam (5) al-
ternatingly, lining bottom, sewing starts at waistband (for machines
with optional bonding station)
M 06 (Seam No. 5 / 4) Front trousers inseam (4) and side seam (5) al-
ternatingly, lining bottom, sewing starts at hem (for machines with
optional bonding station)
M 07 (Seam No. 7 / 5) Front trousers side seam with pocket pouch al-
ternatingly, lining top and bottom, sewing starts at hem (for machines with mobile stop)
M 08 (Seam No. 4 / 6) Front trousers inseam, lining alternatingly top
and bottom
M 09 (Seam No. 1) Postsewing without additional functions
M 10 (Seam No. 1 / 3 / 6 / 7) Program with preseams
M 11 - M20 freely programmable sewing programs.
B-15
Page 26

B.3
B.3.1 Preparing the machine
Prior to a production start, check the supply connections, connect the machine to the compressed air system and to the power supply system, and
prepare the sewing head.
1. Connect the machine to the power supply system.
Operating Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Operation
WARNING - Electric shock!
Contact with current-carrying components may cause a lethal electric shock. Check plug and cable before connecting
machine to power supply system.
Do not use damaged plugs, sockets or cables to con-
nect the machine to the power supply system!
The machine is operated with a supply voltage of 230 V
± 10 % at 50/60 Hz. The power supply cable must have
a minimal cross section of 1,5 mm.
Before connecting the machine to the power supply sy-
stem, check to see if the ratings of the power supply
system in the operating room correspond with the ratings on the nameplate at the rear of the machine.
If the ratings for voltage (V) and maximum current (A)
do not match, the machine must not be connected.
Insert the grounding plug into a properly grounded and
fused power socket.
Make sure that the power supply cable is not subjected
to tensile or pressure forces.
2. Switch the machine on by moving the main switch to position I. After
the machine has been switched on, its control program is powered up.
The display shows the most recently selected sewing program.
3. Switch the heating module on. Wait until the red indicator goes off to
indicate that the lower stamp has reached its operating
temperature.
4. Fig. 15: Connect the machine to the compressed air
supply system by installing the compressed air hose
connector to the outlet of the compressed air supply system in the operating room. A pressure reducer 1 reduces the compressed air to the operating pressure of
6 bar. Check the manometer 2 to see if the correct
operating pressure has been set. The pressure reducer
is located at the machine frame.
5. Insert needle, pass top thread through needle and install
bottom thread spool to sewing head (see operating instructions of sewing head manufacturer or supplier).
NOTE - Passing thread through needle
The program control supports the passing of the thread through the needle on both machines.
Fig. 15
B-16
Page 27

Operating Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Operation
B.3
B.3.2 Access levels
The machine programs are controlled with access levels that allow functions to be selected in quick access or settings to be altered.
Access level 1:
abcdefgh
jTsu==S+
F1 Select operating menu access level 2
F2 Enable manual sewing
F3 Change sewing parameters / Enable / disable machine functions
F4 Select machine parameters
F5 Not used
F6 Not used
F7 Activate stacking
F8 Pass thread through needle
Access level 2:
BD":z!FH
abcdefgh
F1 Liste of basic parameters
F2 Activate / deactivate sewing program seams
F3 Set preseams
F4 Set start mode
F5 Activate machine manually
F6 Activate C machine manually (optional)
F7 Reset day counter to zero
F8 Display inputs / outputs
B-17
Page 28
B.3
B.3.3 Selecting a sewing program
1. Select the sewing program at the operating panel.
Operating Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Operation
NOTE - Operating functions
The following pages describe only the major functions of the
operating functions that are required for the immediate production run.
For a detailed description of the program control and for
details about program control settings and programming of
sewing programs, please refer to Section D, Programming
Instructions, of these working instructions.
The sewing programs M01-M09 can be selected in direct access:
Enter the number of the sewing program at the numeric keypad,
e.g. 4 (only the single digit needs to be entered).
The sewing programs M10-M20 are selected from the memory.
Select the memory function:
Press the ) key.
Select the number of the sewing program, e.g. 15:
Press the 1 and 5 keys.
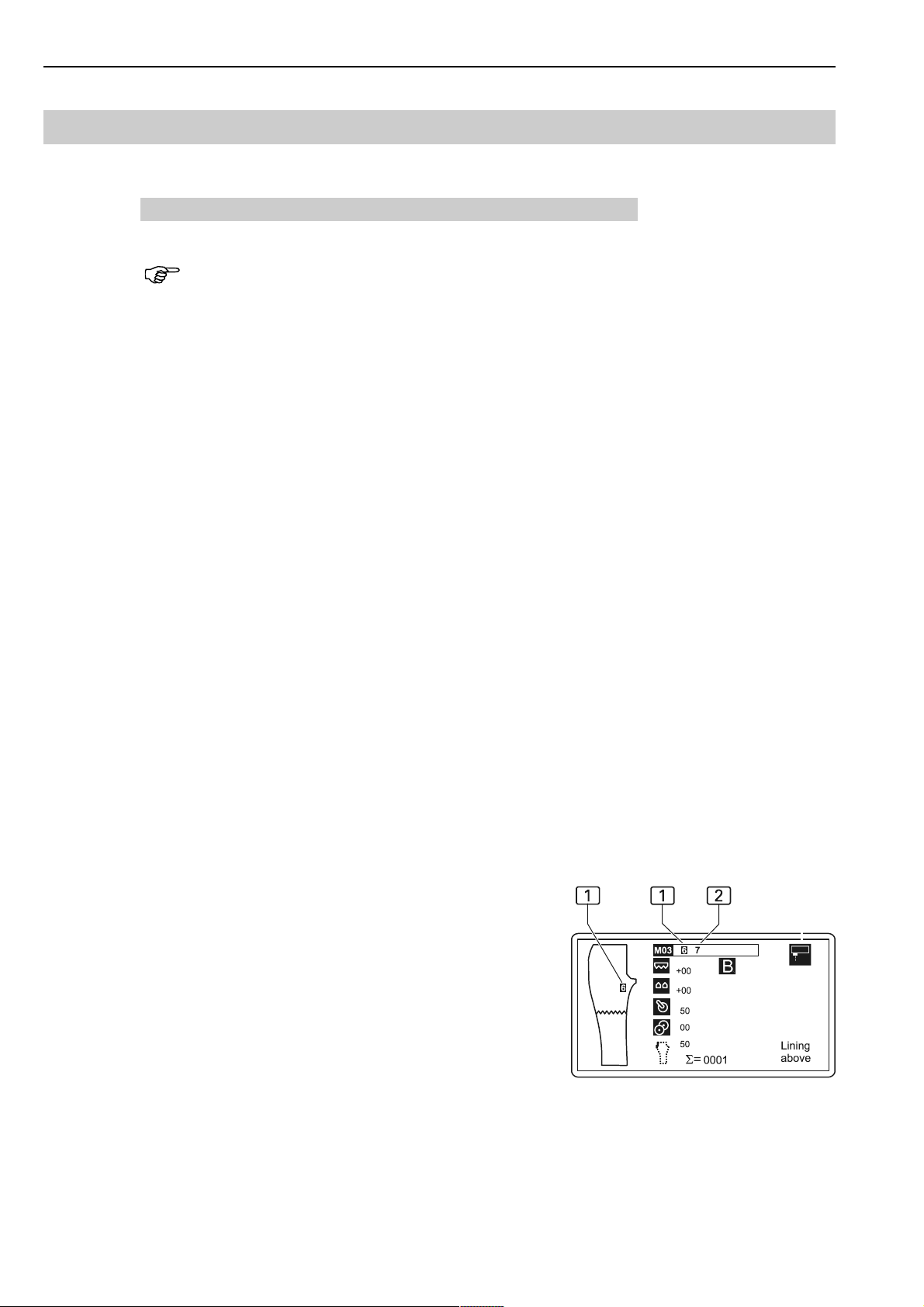
2. Activate the seam number of a selected seam in direct access.
Move the cursor to the seam number:
Press the & or / key.
Fig. 16: Display of the seam number:
1
Active seam number
2
Passive seam number
B-18
Fig. 16
Page 29
Operating Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Operation
B.3
B.3.4 Passing thread through needles
This function allows the easy passing of thread through the needles on both
sewing heads. The photocells are switched off so that the sewing units are
disabled. The pressure foot is lowered, the transport units are raised.
1. Prepare the sewing unit for the passing of the thread:
Press the h key.
+
2. Pass the thread through needle and hook.
3. Enable the sewing unit:
Press the h key.
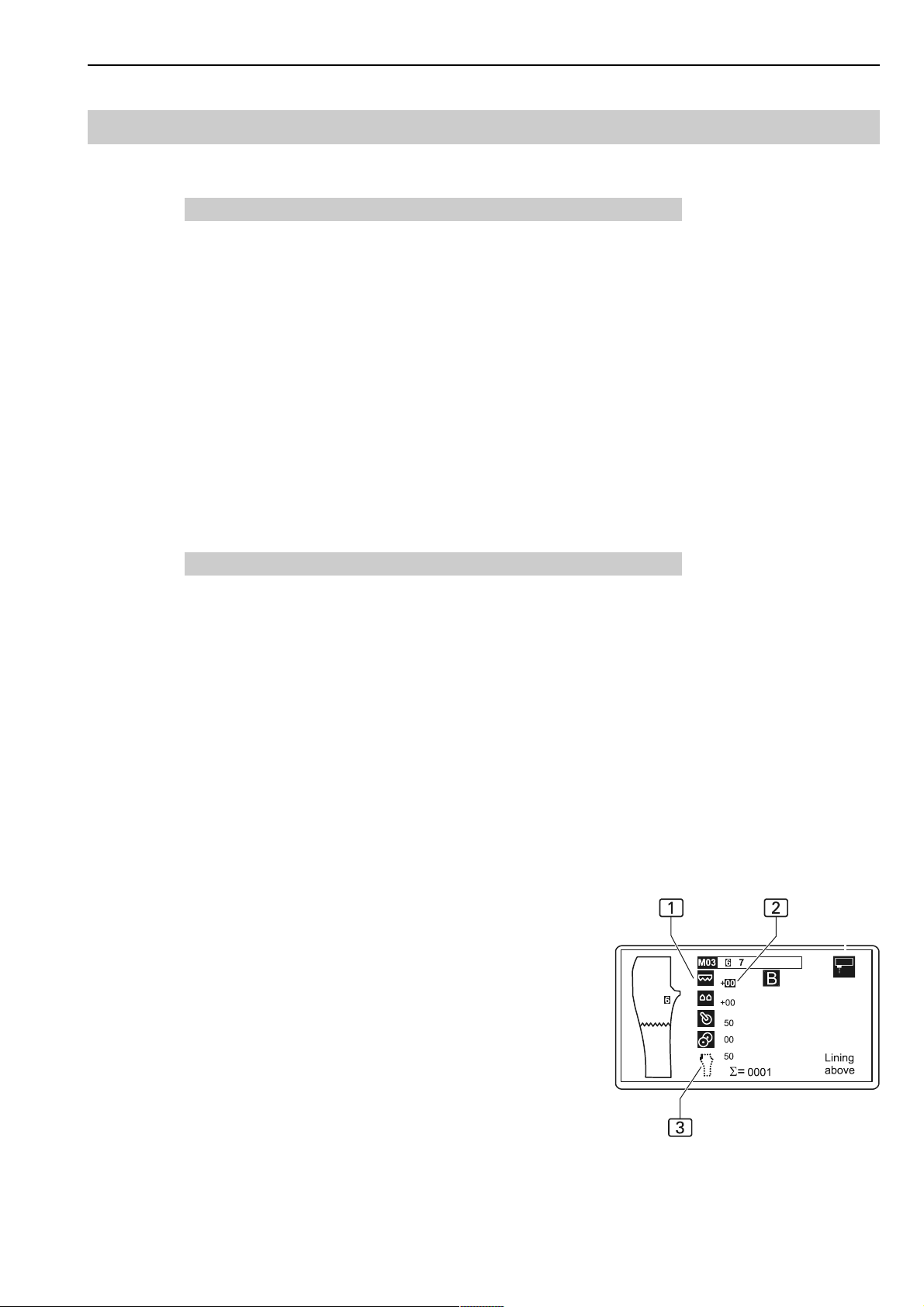
B.3.5 Modifying sewing program functions
The following functions of a sewing program can either be modified or completely enabled or disabled as executable machine function within a value range:
v Top transport Increase/reduce value
w Differential transport Increase/reduce value
# Puller Parameter 14, speed
x Roller Parameter 30, roller distance
. Sewing speed Speed / waist curve slow
Fig. 17: Enabled functions 1 are displayed as inverted sym-
bols. A disabled function 3 appears as an icon on a bright
background. The parameter value assigned to a function is displayed in the corresponding input field 2 to the right of the
function symbol.
The parameters assigned to the functions are either the additional increase or the reduction of basic values or the direct
modification of the main parameters of a seam.
B-19
Fig. 17
Page 30

B.3
Changing values
1. Select the function:
2. Increase or reduce the value using the arrow keys:
3. Confirm input:
Operating Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Operation
Press the c key,
s
until the symbol assigned to the input field appears on a black background.
Press the & or / key.
Press the ( key.
v Top transport
Within a sewing program, the width distribution can be corrected by quick
adjustment of the top transport.
To achieve this, the position of the top transport unit to the main transport
unit can be changed within a value range of -19 to +19. This setting affects
only that section of the seam for which fullness has been enabled.
w Differential transport
The position of the differential transport unit to the main transport unit of
the sewing unit can also be changed by quick adjustment within a value
range of -19 to +19. This setting affects only that section of the seam for
which fullness has been enabled.
# Puller speed
The photocell determines the deviation of the fabric contour from the ideal
routing and readjusts the puller speed, as required.
If the sewing pieces are shifted sideways away from the stop, the pul-
ler speed is too high,
if the sewing pieces warp at the stop, the puller speed is too low.
The basic speed of the puller can be changed by using the input field.
x Roller
The parameter changes the length of the distance along which the roller
transports the sewing piece from the sewing head on the worktable to the
stacker.
B-20
Page 31

Operating Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Operation
B.3
. Sewing speed at waist curve
The parameter changes the basic value of the puller speed when the waist
curve is sewn. Depending on the waist curvature, a puller speed that has
been adapted accordingly can be set.
Enabling or disabling functions
For specific sewing patterns or as the result of a specific material behavior, all six functions can be enabled or disabled individually or in combinations.
1. Select the function:
Press the c key,
s
until the symbol assigned to the input field appears on a black background.
2. Move to the basic parameter menu of the selected function:
Press the % key.
3. Enable or disable the function:
Press the h key.
4. Confirm input:
Press the ( key.
Fig. 18: When the program function Sewing speed at waist curve 2 is
selected for the side seam 1 with seam number 7, the corresponding
parameter list for this special sewing function 5 is opened.
Press the F8 key 4 to enable or disable the function Sewing
speed at waist curve 3.
For details about the programming of seams, please refer to
Section D, Programming Instructions, of these working instructions.
B-21
Abb. 18
Page 32

B.3
B.3.6 Resetting the day counter to zero
This function is used to reset the day counter to zero before a new production
cycle or after a completed cycle.
1. Move to access level 2:
2. Select the function for resetting the day counter:
Operating Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Operation
Press the a key.
j
F
Keep the g key depressed for approx 3 seconds.
The day counter is reset to zero.
3. Confirm reset and return to access level 1:
Press the ( key.
Display:
B.3.7 Activating manual sewing
If the function Manual sewing is enabled, the photocell is deactivated and
the footswitch is activated.
1. Enable the function:
Press the b key.
2. Control sewing speed by depressing footswitch pedal.
3. Disable the function:
Press the b key.
= 0000
S
T
T
The photocell is activated, the footswitch is deactivated.
.
NOTE - Pocket pouch
This function can be used for serging pocket pouches. To start
automatic sewing after manual sewing, depress the short portion of the pedal.
B-22
Page 33

Operating Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Operation
B.3
B.3.8 Securing the sewing pieces
The trousers panels are stocked at the upper tray, the knee lining is stocked
at the lower tray.
Bonding the trousers panels:
1. Make sure that the bonding station heating module has reached
its operating temperature; the red
indicator 6 must be off.
1. Fig. 19: Line up knee lining
below the bonding clamp 2.
2. Press clamp switch 3; the
clamp lowers and secures the
knee lining. Simultaneously, a fixed section of the bonding mesh
5
is advanced and removed
from the backing tape at the separator.
3. Place trousers panel onto lining
and align properly. To change the
position of the knee lining, press
the clamp switch to open the
bonding clamp.
4. If the sewing pieces are aligned
properly on top of each other,
press the bonding switch 4.
The upper stamp is lowered,
presses knee lining, bonding
mesh, and trousers panel against the heated lower stamp and is then
raised.
5. The bonding clamp opens.
6. The trousers panels are now securely attached to each other and can
be lined up for the serging process at the sewing head.
1
Fig. 19
B-23
Page 34

B.3
B.3.9 Sewing process
Trousers panels and knee linings are stocked on the trays.
Starting the automatic machine cycle:
1. Select the seam at the operating panel.
2. Place trousers panel and knee lining on top of each
3. Fig. 20: Slide trousers panels below the contour
4. Pull seam start point 2 of trousers panels to the
5. Then, slide the trousers panels into the sensor range
Operating Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Operation
other with the hems being flush. The sequence depends on the selected sewing program.
guide sliding shield 1 all the way to the stop, align
hem flush with the sewing stop 4 at the sewing
head. Smoothen sewing pieces.
pressure foot just before the photocell reflection point
3
.
of the photocell 5. When the fabric interrupts the
light beam at the reflective surface, the automatic
machine cycle is started automatically. The seam is sewn and serged.
Fig. 20
NOTE - Starting the sewing process
To ensure the correct routing of the seam, the trousers panels must be released as soon as the transport unit of the sewing head has seized the sewing pieces.
NOTE - Resetting the insertion process
Before the response delay period of the photocell has elapsed,
the insertion process can be cancelled by moving the trousers panels out of the sensor range of the photocell.
After the sewing process has started, the machine cycle can
only be cancelled by pressing the program stop switch or by
pressing the function key F1.
Creating identical stitch images:
If identical stitch images are required for inseams and side seams, the knee
lining must always be lined up in the same position (always top or always
bottom). In this case, the trousers panel is lined up alternatingly flush with
the waistband and flush with the hem.
At the waistband side, the sewing process is started by photocell 13 at
the sewing head.
At the hem side, the sewing process is started by photocell 15 which
is integral to the tray. The length of the sewing distance from the beginning to the end of the knee lining is determined by the setting in the
program control.
B-24
Page 35

Operating Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Operation
B.3
Starting the machine cycle:
1. Select the seam at the operating panel.
2. Place trousers panel and knee lining on top of each other with the hems
being flush. The sequence depends on the selected sewing program.
3. Fig. 21: Slide trousers panels below the contour guide sliding shield
all the way to the stop, align hem flush with the sewing stop 4 at the
sewing head. Smoothen sewing pieces.
4. Pull the seam start point at the waistband of the trousers panel to just
before the reflection point 3 of the photocell 2.
5. Slide trousers panels into the sensor range of the photocell. When the
fabric interrupts the light beam at the reflective surface, the automatic
machine cycle is started automatically. The seam is sewn and serged.
1
NOTE - Restart
After the manual sewing process, the sewing program must
be restarted by pressing the P key.
NOTE - Position of the transport unit
To ensure sufficient freedom of movement, the transport unit
can be repositioned.
Deactivate the transport unit using parameter 14 (= 00).
Release clamp at lever 1.
Tilt transport unit up and secure position by closing the
lever.
Fig. 21
B-25
Page 36

B.3
B.3.10 Stopping a sewing program
You can use the program stop switch of the operating panel to stop the
machine cycle.
1. Fig. 21: Press the program stop switch 1.
2. To restart the machine after a program stop, all functions must be re-
Operating Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Operation
All machine movements and the sewing process are stopped immediately. The switch is locked after it has been pressed.
set and the machine cycle must be set to zero position. This is done
by unlocking the program stop switch.
Rotate the switch clockwise until it is unlocked and returns to its original position.
The control program performs a restart.
B.3.11 Moving the machine to zero position
Prior to a production start, after machine tests or after sewing program
modifications, the machine must be moved to its zero position before a machine cycle can be started:
1. Press the program stop switch.
2. Unlock the program stop switch.
B.3.12 Shutting the machine down
For extended work intermissions, the machine must be shut down completely.
1. Switch off power supply by moving the main switch to the 0 position.
2. Disconnect the machine from the compressed air supply.
B.3.13 Cleaning the machine
The machine must be cleaned after large production series or at least once
a day, whichever occurs first.
CAUTION - Danger of injuries!
If the machine is put in motion accidentally, persons in its
direct vicinity may be caught by moving parts which may
cause injuries.
Prior to any cleaning work, disconnect the machine from the
power supply!
Turn the machine off using the main switch.
Remove the power plug from the socket and protect it
from accidental reconnection.
Fig. 22
1. Remove fabric residues.
2. Blow off dust and thread residues from sewing head, working plate, main
clamp, and linear rail using compressed air.
3. Fig. 22: Empty waste container: Unscrew container 2 from head
by rotating container clockwise.
4. Screw container counterclockwise onto container head.
B-26
1
Fig. 23
Page 37

Service Instructions Automatic Single-Head Serging Machine 1265-4
Beisler GmbH
Section C
Service Instructions
C-1
Page 38

Service Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Contents
C.1 Delivery of the machine ............................................................................ 3
C.1.1 Packaging ....................................................................................... 3
C.1.2 Standard equipment ........................................................................ 3
C.2 Location requirements .............................................................................. 4
C.2.1 Floor quality..................................................................................... 4
C.2.2 Interior climate................................................................................. 4
C.2.3 Floor space requirements ............................................................... 4
C.2.4 Supply connections ......................................................................... 5
C.3 Start-up ....................................................................................................... 6
C.3.1 Aligning the machine table.............................................................. 6
C.3.2 Compressed-air connections .......................................................... 6
C.3.4 Power supply................................................................................... 7
C.3.5 Safety check.................................................................................... 8
C.4 Operation and shut-down ......................................................................... 9
C.4.1 Working with the machine ............................................................... 9
C.4.2 Shutting the machine down ............................................................ 9
C.5 Maintenance ............................................................................................. 10
C.5.1 Inspection ...................................................................................... 10
C.5.2 Cleaning ........................................................................................ 10
C.5.3 Service .......................................................................................... 11
C.5.4 Removing / installing the operating panel .................................... 12
C.5.5 Transport unit toothed belts .......................................................... 13
C.5.6 Replacing the roller toothed belt ................................................... 14
C.5.7 Adjusting the transport rollers ....................................................... 14
C.5.8 Adjusting the contour guide .......................................................... 15
C.5.9 Positioning the contour guide photocells ...................................... 16
C.5.10 Adjusting the photocell light sensitivity ......................................... 16
C.5.11 Adjusting the chain cutter knife and stop ...................................... 17
C.5.12 Setting the pressures .................................................................... 18
C.5.13 Inserting the bonding strip at the bonding station ........................ 19
C.5.14 Adjusting the stacker control cams ............................................... 20
C.5.15 Adjusting the thread monitors ....................................................... 21
C.5.16 Stepper motor PCB with transmission .......................................... 22
C.5.17 Inputs and outputs of the main PCB ............................................. 23
C.5.18 Adjusting the stepper motor PCB .................................................24
C.6 Troubleshooting ...................................................................................... 25
C.7 Technical data .......................................................................................... 26
C-2
Page 39

Service Instructions Automatic Single-Head Serging Machine 1265-4
Delivery of the machine
C.1
C.1.1 Packaging
The machine is delivered in a solid packaging box on a pallet. All packaging materials can be separated and reused.
Pallet made of pine wood
Packaging box made of plywood / transport carton
Polyethylene film (PE)
NOTE - Shipping braces
During shipping, moving machine parts are protected with shipping braces (cable ties). The positions of all parts fitted with shipping braces are
marked with red labels.
After the machine has been installed and aligned, the shipping braces
must be removed.
Beisler GmbH
NOTE - Damages in transit
If any damage presumably caused by incorrect transport is found when
the machine is unpacked, please contact your supplier immediately.
C.1.2 Standard equipment
The machine is delivered in an operative condition. The standard equipment includes:
Automatic single-head serging machine
The machine is equipped with several customer-specific acces-
sories. For checking the exact layout, the information on the delivery note is authoritative.
Service kit with machine oil.
Operating panel and program control:
Preinstalled (ready-for-use) operating panel.
Memory card with factory-programmed standard sewing pro-
grams.
Technical documents:
Operating instructions.
Service instructions.
Programming instructions.
C-3
Page 40

C.2
C.2.1 Floor quality
The floor of the room where the machine is to be installed must have a
sufficient surface strength. The location of the machine must be free of
vibrations.
If several machines are to be installed in one room, the static load bearing capacity of the ceiling must be considered.
Weight:
Machine with accessories approx 120 kg
C.2.2 Interior climate
Climatic requirements for the operating room:
The machine must only be stored or operated in closed operating
rooms.
Room temperature +10° C to +45° C
Relative humidity max. 80 %
Service Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Location requirements
C.2.3 Floor space requirements
For operation during production and for service works, the machine
must be freely accessible from all sides. On all sides, there must be a
minimum clearance of 1 m.
Dimensions:
L x W x H 2300 x 1500 x 1700 mm
NOTE - Electromagnetic interference
The machine must not be installed in the immediate vicinity of devices or electrical components (e.g. transformers)
generating a strong magnetic field as otherwise the correct function of the program control may be impaired.
C-4
Page 41

Service Instructions Automatic Single-Head Serging Machine 1265-4
Location requirements
C.2
C.2.4 Supply connections
The machine requires on-site power supply cables with a minimal
cross-section of 1.5 mm and a connection to a compressed-air supply
system.
Power supply connection:
The power supply of the machine requires a properly grounded power
supply connection with:
Grounding plug 230 V ± 10 %, 50/60 Hz
Fusing 16 A
NOTE - Peak voltages
The correct function of the machine requires that the power supply system supplies a constant current. Peak
voltages may particularly impair the stability of the program control.
Beisler GmbH
Compressed-air supply:
The on-site compressed-air supply system must meet the following requirements:
Operating pressure 6 bar
Compressed-air quality oil-free
Compressed-air consumption 40 NL / AT
C-5
Page 42

C.3
C.3.1 Aligning the machine table
After the machine has been installed at the desired location, the machine table must be aligned:
Set machine table to required height.
Level machine table horizontally on all sides.
Setting the table height:
1. Fig. 1: Lift machine: Connect lifting device at lift points (arrows) be-
2. Loosen locating screws 2 on all table legs.
3. Pull table legs 4 out to the desired length and retighten locating
4. Tighten height adjustment locating screws 2.
5. Lower machine onto floor.
6. Level worktable horizontally in all directions.
7. Tighten height adjustment locating screws 2.
Service Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Start-up
low the crossmembers. If the machine is equipped with the optional
transport rollers, release brakes before lifting.
screws.
NOTE - Shipping braces
Before the machine is connected to the power supply system and operated, all shipping braces must be removed.
Cut off cable ties.
Remove labels.
Remove protective film from operating panel.
C.3.2 Compressed-air connections
Fig. 2: The compressed-air connection is preinstal-
led on the machine. It comprises the following components:
Pressure reducer 2 with manometer 4 and
water separator 5,
Pressure hose with push-in plug 3.
The pressure reducer ist installed to the machine
frame.
Connecting the machine to the compressed-air
supply system:
1. Connect pressure hose plug to on-site terminal
unit.
2. Open on-site compressed-air supply.
3. Set pressure reducer to a machine operating
pressure of 6 bar by rotating pressure reducer
knob 1 and read value on manometer 4:
To increase pressure, rotate in the clockwise direction.
To reduce pressure, rotate in the counterclockwise direction.
Fig. 1
Fig. 2
C-6
Page 43

Service Instructions Automatic Single-Head Serging Machine 1265-4
Start-up
C.3
C.3.4 Power supply
The machine is connected to a power supply system of 230 V ± 10 % at
50/60 Hz.
WARNING - Electric shock!
Contact with current-carrying components may cause a lethal electric shock. Check plug and cable before connecting machine to power supply system.
Do not use damaged plugs, sockets or cables to con-
nect the machine to the power supply system!
Before connecting the machine to the power supply sy-
stem, check to see if the ratings of the power supply
system in the operating room correspond with the ratings on the nameplate at the rear of the machine.
If the ratings for voltage (V) and maximum current (A)
do not match, the machine must not be connected.
Insert the grounding plug into a properly grounded and
fused power socket.
Make sure that the power supply cable is not subjected
to tensile or pressure forces.
Route the power supply cable in a way that ensures
free access to and around the machine.
Beisler GmbH
NOTE - Works to the electrical system
Works to the electrical system of the machine must only
be carried out by qualified and authorized expert personnel. Tampering with the machine without authorization will
make the warranty void.
C-7
Page 44

C.3
C.3.5 Safety check
Before the machine is released for operation, all safety devices must be
checked for their correct operation.
Perform safety check:
1. Check to see if the protective strap around cross transport and stak-
3. The main switch also serves as an emergency off switch. To check
4. Check the function of the program stop switch by starting a machine
5. Unlock the program stop key. The program control initiates a reset,
Service Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Start-up
CAUTION - Danger of injuries!
The safety devices protect the operating and service personnel while are working on or with the machine.
If the safety devices are fully or partially inoperative, the
machine must not be started up.
ker has been shifted down to the secured position.
the function of this switch, turn the machine on, start a machine cycle and turn the machine off during the sewing process using the
main switch. All operational movements of the cross transport and of
the assist transport as well as the sewing process must stop, and
the program control must switch off.
cycle and pressing the switch. The machine operation must be interrupted.
the cross transport must move to its basic position, and the stacker
mechanisms must be in its basic position.
C-8
Page 45

Service Instructions Automatic Single-Head Serging Machine 1265-4
Operation and shut-down
C.4
C.4.1 Working with the machine
Factory settings
The program control of the machine has been programmed with 10
standard sewing programs at the factory:
Sewing programs M 01 to M 10 for the automated serging of rear
trousers panels and front trousers panels with or without knee lining
made of standard materials.
The sewing programs M 10 to M 20 are freely programmable.
These sewing programs are so powerful that they can be used for serging nearly all common trousers shapes.
They are furthermore perfectly suited for training operating personnel
and can be used as a template for programming customer-specific sewing programs.
For details about the programming of sewing programs, please refer to
Section D, Programming Instructions.
Beisler GmbH
C.4.2 Shutting the machine down
If the machine is to be shut down, it must be disconnected from all energy supply sources.
Disconnecting the machine from the power supply system:
1. Turn the machine off by moving the main switch to position "0".
2. Remove the power plug from the socket and protect it against acci-
dental reconnection.
Disconnecting the machine from the compressed-air supply system:
1. Shut off the on-site compressed-air supply system.
2. Remove the compressed-air hose plug from the terminal unit.
NOTE - Dust-proof protection
If the machine is to be shut down for an extended period
of time, it should be covered with a plastic tarpaulin.
C-9
Page 46

C.5
Service Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Maintenance
Warning - Electric shock!
Contact with current-carrying components may cause a lethal electric shock.
If the machine is put in motion accidentally, persons in its
direct vicinity may be caught by moving parts which may
cause injuries.
Prior to any service, cleaning or maintenance works, disconnect the machine from the power supply system!
Turn the machine off using the main switch.
Remove power plug from socket and protect it against
accidental reconnection.
If the power supply is not required for repair or set-up
work, the machine must be disconnected from the power supply system.
C.5.1 Inspection
The machine must be inspected annually. The inspection comprises
particularly the following items:
safety devices of the machine,
operativeness of the program control,
correct function of inputs and outputs.
C.5.2 Cleaning
The machine must be cleaned after large production series or at least
once a day, whichever occurs first.
Cleaning the machine surfaces:
1. Disconnect machine from power supply system.
2. Remove fabric residues.
3. Blow off dust and thread residues thoroughly from the sewing head,
from the working plate, from the clamp, and from the linear rail using
compressed air.
4. Wipe machine components dry using a dry, clean cloth.
NOTE - Plastic surfaces
Some parts of the machine surfaces are made of plastic
materials. Solvents can dissolve plastics and make them
unusable.
Do not clean the machine surfaces (particularly the operating panel) with cleaning agents that contain solvent.
C-10
Page 47

Service Instructions Automatic Single-Head Serging Machine 1265-4
Maintenance
C.5
C.5.3 Service
The following service works must be carried out in the specified intervals.
Checking the sewing head oil level (daily):
1. The oil level is checked at the sewing head sight glass.
The level must be between the marks for the upper and
lower limits. If the level drops below the mark for the minimal level, refill oil.
2. For details on the recommended oil type and refilling
procedure, please refer to the operating instructions of
the sewing heads that are attached to this machine.
Fig. 3: Emptying the water separator (weekly):
1. Have a suitable container available.
2. Drain water at the water seperator of the pressure reducer. Press button 1 at pressure reducer collector and
keep it depressed until all the water has been drained.
Beisler GmbH
Fig. 3
C-11
Page 48

C.5
Service Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Maintenance
NOTE - Repairs
Any repairs to the machine must only be carried out by an
authorized Technical Service or by personnel that has
been instructed about the setting up and maintenance of
the machine on the occasion of a training by the supplier
or manufacturer of the machine.
NOTE - Liability
Use only original spare parts for installing or replacing
machine components.
The manufacturer and supplier will not assume liability for
spare parts from third-party suppliers.
C.5.4 Removing/installing the operating panel
1. Disconnect machine from power supply.
2. Remove two locating screws and disconnect interface connector.
3. Remove retaining screws from operating panel bracket.
4. Remove operating panel, install new panel and secure using screws.
5. Connect the interface cable connector to the receptacle and secure
it using the two locating screws.
C-12
Page 49

Service Instructions Automatic Single-Head Serging Machine 1265-4
Maintenance
C.5
C.5.5 Transport unit toothed belts
The transport unit consists of three components that are each driven by
a toothed belt:
Stepper motor
puller (fabric transport)
roller (assist transport)
Replacing the stepper motor toothed belt:
1. Lower the transport unit manually onto the working plate as described in Section D, Programming Instructions.
2. Switch the machine off.
3. Fig. 4: Slacken the toothed belt 2 by removing the locating screw
3
of the stepper motor mounting plate.
4. Lift the toothed belt out of the stepper motor drive roller 1, then remove it over the puller transport roller 6 after unscrewing the pressure cylinder rod from the lower suspension 4.
5. To install, route the belt over the puller linkage, install it to the shaft
drive roller, then install it to the stepper motor drive roller.
6. To pretension the toothed belt, push the plate with the stepper motor
down and tighten the locating screw 3. If the pretensioning is correct, it must be possible to depress the center of the belt approx 5
mm while counterpressure is felt.
7. Install the pressure cylinder rod to the mounting block and secure it
using the screws.
Beisler GmbH
Replacing the puller toothed belt:
1. Lower the transport unit manually onto the working plate as described in Section D, Programming Instructions.
2. Switch the machine off.
3. Fig. 4: Slacken the toothed belt 5 by
loosening the Allen screw 7 at the bearing and pushing the spacer shaft with
the transport roller 6 up.
4. Remove the toothed belt from the drive
roller and from the idle roller.
5. To install, place the toothed belt into the
idle rollers and drive roller. Pretension
the belt by sliding the spacer shaft with
the transport roller down and tightening
the Allen screw 7. If the pretensioning
is correct, it must be possible to depress
the center of the belt approx 10 mm
while counterpressure is felt.
C-13
Fig. 4
Page 50

C.5
C.5.6 Replacing the roller toothed belt
1. Lower the transport unit manu-
2. Switch the machine off.
3. Fig. 5: Unscrew the pressure
4. Slacken the toothed belt 4 by
4. Lift the toothed belt out of the
5. Install the toothed belt to the
Service Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Maintenance
ally onto the working plate as
described in Section D, Programming Instructions.
cylinder rod 1 from the lower
suspension.
loosening the Allen screw
at the bearing and pushing the
spacer shaft 2 with the transport rollers up.
drive roller and remove it over
the transport rollers.
sliding rollers and to the drive
roller. Pretension the belt by
pushing the spacer shaft with
the transport rollers down and
tightening the Allen screw 6.
If the pretensioning is correct,
it must be possible to depress
the center of the belt approx 10 mm while counterpressure is felt.
6
Fig. 5
NOTE - Transport roller orientation
After the toothed belt has been replaced, the distance between the transport rollers and the working plate must be
checked.
C.5.7 Adjusting the transport rollers
Fig. 5: The transport rollers of the puller 9 and of the roller 2 should
contact the working plate with slight pressure in the lowered position
(i.e. distance must be zero in the lowered position).
The pressure that the transport rollers apply to the working plate is controlled by a pressure reducer (see Section C.12)
Setting the distance between transport rollers and working plate:
1. Lower the transport unit manually onto the working plate as described in Section D, Programming Instructions.
2. Switch the machine off.
3. To avoid contact between the working plate and the transport rollers,
adjust the position of the pressure cylinder clamps 4 and 8 on
the corresponding spacer shaft 5 and 7:
Loosen the clamp locating screw and shift the clamp on the spa-
cer shaft. Slide clamp up to reduce the distance, slide clamp
down to increase the distance.
C-14
Page 51

Service Instructions Automatic Single-Head Serging Machine 1265-4
Maintenance
C.5
C.5.8 Adjusting the contour guide
The following three adjustments are made for the contour guide.
Height quick adjustment:
Fig. 6: Use the handwheel 2 of the four-stage quick adjustment for
the rough adjustment of the material thickness. With each additional
stage, the distance between the sliding plate and the working plate
increases by a fixed value of 0.8 mm. The selected stage is indicated at
the hand-wheel.
Stage 1 0.8 mm
Stage 2 1.6 mm
Stage 3 2.4 mm
Stage 4 3.2 mm
Height fine adjustment:
The adjustment made with the height quick adjustment 1 can be fineadjusted using the height fine adjustment 2. The following should be
observed as a rule: The contour guide sliding plate 4 should lower as
far as possible, the fabric should pass easily below the sliding plate.
1. Slide the sewing material below the sliding
plate.
2. Push the sliding plate manually down all
the way to the stop.
3. To lower the sliding plate further, rotate the
handwheel 1 counterclockwise.
4. Pull fabric below sliding plate to check
whether the sewing material can pass easily.
Beisler GmbH
Contour roller clamping pressure:
The pressure that the contour roller 7 applies is crucial for the continuous guiding of
the sewing pieces along the sewing unit stop
6
. The required pressure is determined by
trial and error.
1. Line up sewing piece and start machine
cycle. If the sewing pieces are shifted sideways away from the stop, the pressure is
too low; rotate adjusting screw 3 counterclockwise to increase the pressure.
2. If the sewing pieces warp at the stop, the
pressure is too high; rotate adjusting screw 3 clockwise to reduce
the pressure.
3. The pressure of the blowing unit 5 should remain unchanged.
Fig. 6
C-15
Page 52

C.5
C.5.9 Positioning the contour guide photocells
Fig. 7: The contour guide photocells are secured with clamp blocks to
the rod brackets so that the photocell position can be changed in any
given direction. The light beam of the photocells should always be positioned to the center of the corresponding reflective film.
Adjust the photocell at the sewing head:
1. To adjust the position in the direction of X: Loosen clamp block loca-
2. To adjust the position in the direction of Z: Loosen clamp block loca-
3. The light beam of the sewing start photocell 2 is reflected by the
4. The light beam of the contour control photocell 4 is reflected by the
5. Adjust the position of the photocells and tighten the locating screws.
Service Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Maintenance
ting screw 7.
ting screw 3.
reflective film 6.
polished cover plate of the film disk through the hole 5 at the fabric
passage.
Photocell 13, sewing start at waistband:
Control of contour
guide assist roller,
control of width distribution.
Photocell 15, sewing start at hem:
Control of contour
guide assist roller,
control of waist curve, control of width
distribution.
C.5.10 Adjusting the photocell light sensitivity
The sensitivity of the photocells must be adjusted to match the sewing
material used. The adjustment is made using a white cloth at the photocell that starts the sewing process.
1. Fig. 7: Ensure that the light beam of the photocell is not interrupted
by objects.
2. Adjust the sensitivity so that the light beam recognizes the white
cloth when it is moved into the sensor area.
3. Rotate potentiometer 1 and 5 at the photocell face counterclockwise to minimize the sensitivity.
4. Increase sensitivity gradually; after each change, move white cloth
into sensor area. When the sensitivity threshold limit is reached, the
photocell darkens, and the machine cycle starts.
Fig. 7
C-16
Page 53

Service Instructions Automatic Single-Head Serging Machine 1265-4
Maintenance
C.5
C.5.11 Adjusting the kettup knife and stop
The standard version of the machine is equipped
with a stop that is secured to the contour guide.
Optionally, the machine can be equipped with a
pneumatic stop.
Fixed stop:
Fig. 8: The contour guide stop 3 must be offset
slightly at a distance A of 0.2-0.3 mm in front of the
chain cutter knife. The knife must cut thread and fabric residues, but not the sewing piece hem.
To adjust this offset, the entire contour guide is shifted on the cover plate which is installed loosely into
the working table recess and secured by magnets.
1. Lift cover plate with contour guide.
2. Remove the two contour guide retaining screws
5
at the front of the cover plate; loosen the contour guide retaining nut 4 at the rear of the cover
plate only enough to shift the contour guide.
3. Reinstall cover plate and shift contour guide so
that the distance A (between chain cutter knife
and stop 3) is approx 0.2-0.3 mm. Check distance using a feeler gauge.
4. Tighten the two retaining screws 5 at the front of
the cover plate.
5. Remove cover plate and tighten the contour guide
retaining nut 4.
6. Align pressure foot 1 to stop 3. Loosen pressure foot locating screw, push pressure foot close
to stop, then tighten locating screw. The distance
B between pressure foot and chain cutter knife
should be approx 0.5 mm.
Beisler GmbH
2
Pneumatic stop:
With this option, a pocket pouch can be inserted between trousers panel and lining and serged.
In this case, the seam section to the end of the
pouch is sewn manually, the remaining section of the
seam is sewn fully automatically.
To set the sewing section that is to be sewn manually:
x Selecting the roller parameter list:
The section that is sewn manually is determined by parameter 10 of the
sewing function STATION CLOSE. At the end of this section, the transport unit is lowered, the pneumatic stop moves to the pressure foot, and
the contour guide controls the seam.
C-17
Fig. 8
Page 54

C.5
Fig. 9: Settings for the pneumatic stop:
1. Set the height position of the pneumatic stop. Loosen the locating
2. Adjust the lateral distance to kettup knife and pres-
3. Aligne the pressure foot 1 at the stop 3. Loosen
4. The advance and withdrawal
Service Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Maintenance
screw 7 at the cylinder bracket block. Place the stop plate 3 onto
the stitch plate 8 and retighten the locating screw.
sure foot. The distance A (between kettup knife
and stop plate 3) should be approx 0.2-0.3 mm.
Set the distance by rotating the knurled screw 4.
the pressure foot locating screw, push the pressure foot close to the stop and retighten the locating
screw. The sewing foot should be positioned at
distance B of approx 0.5 mm from the kettup knife.
rates of the stop are set using
the pressure cylinder throttles.
Set the advance rate using
throttle 7, set the withdrawal
rate using throttle 5.
2
Fig. 9
C-18
Page 55

Service Instructions Automatic Single-Head Serging Machine 1265-4
Maintenance
C.5
C.5.12 Setting the pressures
Fig. 10: Valve function
1. Pull the valve knob out to unlock the valve, then set
the pressure by rotating the valve.
2. To lock the valve, push the valve knob in.
1
Low pressure foot pressure
2
Manometer
3
High pressure foot pressure
4
Table blowing
5
Transport unit clamping pressure
Pressure foot pressure:
When sewing front trousers with knee lining, the trousers panel can be sewn with the knee lining either on
top or at the bottom.
While the knee lining is sewn, the pressure that the
pressure foot applies to the sewing pieces changes
temporarily and then returns to the normal value. The
two pressures are set seperately using the rotary knobs.
1. If the lining is on top, the pressure applied to the sewing pieces
while sewing the knee lining is reduced. Use the rotary knob 1 to
set the pressure to 0.1 mPa and check the pressure at the manometer 2.
2. If the lining is at the bottom, the pressure applied to the sewing pieces while sewing the knee lining is increased. Use the rotary knob
1
to set the pressure to 0.25 mPa and check the pressure at the
manometer 2.
Beisler GmbH
Fig. 10
Compressed air nozzles:
To improve the gliding characteristics of the sewing pieces, the working
plate has six compressed-air nozzles near the sewing head. The air
blows from below against the sewing pieces; the resulting air cushion
reduces friction during transport. The pressure depends on the weight
of the material used. It is set using the valve 4 and must be determined by trial and error.
Transport unit clamping pressure:
The pressure that the transport rollers apply to the working plate is controlled using a pressure reducer. It can be matched to fit the thickness
of the material used.
The pressure is set using the valve 5 and must be determined by trial
and error.
C-19
Page 56

C.5
C.5.13 Inserting the bonding strip at the bonding station
Fig. 11: The bonding strip rolls off a drum. The sepa-
rator removes the strip from the backing tape and pushes it over the lower stamp 1 of the heating module. To insert the bonding strip:
1. Remove the disk 8 from the drum; the disk is
2. Attach the bonding strip roll 9 to the drum and
3. Rotate the pressure pad 5 of the guide 4 side-
4. Separate the bonding strip from the backing tape
5. Rotate the pressure pad back onto the guide and
Service Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Maintenance
merely pushed on.
push the disk back onto the drum.
ways.
6
and route the strip through the slot 3.
cut the bonding strip at the edge 2 of the guide.
NOTE - Position of the lower stamp
The proper function of the bonding unit
is only ensured if the lower stamp is in
the lowered position. By actuating the
switch 5, the lower stamp can be moved to the upper or lower position.
For cleaning, the lower stamp is moved
to the upper position, and the bonding
station heating module is switched off.
Abb. 11
C-20
Page 57

Service Instructions Automatic Single-Head Serging Machine 1265-4
Maintenance
C.5
C.5.14 Adjusting the stacker control cams
Fig. 12: The motion sequence of the individual stacker linkages is con-
trolled by the roller valve 1 and by the speed of the pneumatic cylinders 7.
To change the beginning or the end of a motion section, the position
is shifted along the start cam 4 or along the closing cam 5 on the
linkage.
The speed of the motions can be changed using the throttles
and 8 at the pneumatic cylinders.
Changing the cam position:
1. Loosen the locating screw 2 or 3 of the corresponding cam.
2. Shift the start cam 4 or the closing cam 5.
3. Tighten the locating screw.
Beisler GmbH
6
Setting the speed of the motion sequence:
1. To change the speed of the forward motion, rotate the
ajusting screw of throttle 6.
2. To change the speed of the rearward motion, rotate
the adjusting screw of throttle 8.
3. Directions of rotation:
Rotate throttle counterclockwise to increase the
speed.
Rotate throttle clockwise to reduce the speed.
Coordination of the motion sequence:
If the roller valve switches early, the linkage strikes. The
distance between the start cam and the roller valve contact 5 must be increased.
If the roller valve switches late, the motion sequence is interrupted. The distance between the start cam and the
roller valve contactor must be reduced.
The positioning of the cams must ensure that the closing
cam switches the motion of a linkage off when the start
cam of the subsequent linkage has actuated the contact
at the roller valve. The motion sequence of the stacker
consists of six steps:
1. Cylinder 1 picks up.
2. Roller valve 12 is activated.
Cylinder 2 lifts.
3. Roller valve 32 is activated.
Cylinder 3 throws over.
4. Roller valve 11 is activated.
Linkage rearward motion starts.
5. Roller valve 22 is activated.
Cylinder 2 lowers.
6. Roller valve 14 is activated.
Cylinder 1 returns to basic position.
Fig. 12
C-21
Page 58

C.5
C.5.15 Adjusting the thread monitors
Fig. 13: The two thread monitors
7
8
monitor the two threads of the sewing head. You can use the PCB to
adjust the response delay and the response sensitivity of the thread
monitors. The adjustments are made separately with the corresponding
potentiometers. To extend the response delay or to increase the response sensitivity, the corresponding potentiometer 9 is rotated clockwise (in the direction of +).
1
2
3
4
5
6
Service Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Maintenance
thread monitor 1
thread monitor 2
Response sensitivity of thread monitor 2
Response delay of thread monitor 2
LED thread monitor 2
Response delay of thread monitor 1
LED thread monitor 1
Response sensitivity of thread monitor 1
C-22
Fig. 13
Page 59

Service Instructions Automatic Single-Head Serging Machine 1265-4
Maintenance
C.5
C.5.16 Stepper motor PCB with transmission
Fig. 14: Efka control, initiators, and transport unit are connected to the
terminal strips X11-X13.
1
Sewing machine: Jumper (set)
2
Sewing machine: Efka controller
3
Sewing machine: Initiators
4
Sewing machine: Connection for top transport (X58),
differential transport (X57), puller (X56)
5
Sewing machine: 24 V power supply
6
Sewing machine: Fan
7
Sewing machine: EPROM CRC 0105
Beisler GmbH
C-23
Fig. 14
Page 60

C.5
C.5.17 Inputs and outputs of the main PCB
Fig. 15: The inputs and outputs for controlling the machine functions
are connected to the terminal strips X24-X27.
1
2
3
4
Service Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Maintenance
X 24 Inputs
X 25 Outputs
X 26 Outputs
X 27 Inputs
X24 Inputs
ES01
GND link (FZ 15) ES02
Bonding clamp ES04
Bonding start ES05
ES08
Thread monitor ES09
Photocell C-machine ES10
ES11
ES12
Prog. start photoc. ES13
ES14
Tray photoc. ES15
Cont. guide photoc. ES16
X27 Inputs
Photocell Y22
X25 Outputs
Pressure foot up Y20
Tension blowing Y24
Contour roller Y38
Fly blowing Y31
Stacker start Y32
Stacker motion Y35
NOTE - Function ES02
If photocell 15 is installed, remove link in ES02
and set basic parameter 09 (photocell 15 on /
off) to value 01.
X26 Outputs
Chain cutting Y22
Table blowing Y23
Dirt aspiration Y25
Contour guide down Y26
Puller down Y27
Roller down Y28
High foot pressure Y40
Pocket pouch stop Y29
Transport up Y36
Arm swinging Y37
Bonding clamp down Y03
Bonding station down Y04
Pressure foot up C Y01
Chain / Dirt aspiration C Y05
Puller swinging Y39
C-24
Fig. 15
Page 61

Service Instructions Automatic Single-Head Serging Machine 1265-4
DIP switch 1 DIP sw itch 2
200 2000 ON OFF
400 4000 ON ON
500 5000 OFF ON
1000 100000 OFF OFF
Rotating knob position Pha se current DIP swi tch 3 Current low e ri ng
F5.50 AOFFON
ON OFF
Si gnal = 0
Hook swi tch
Si gnal = 1
Signal = 0
Signal = 1
Maintenance
C.5
C.5.18 Adjusting the stepper motor PCB
The PCB that controls the stepper motor is installed in the switchbox.
NOTE - Machine cycle!
Prior to a replacement of the PCB, the machine should be moved manually back to its basic position to prevent collisions among moving machine components when the machine is switched back on.
1. Depressurize the compressed-air system of the machine and
disconnect the compressed-air hose of the machine from the on
site compressed-air supply system.
2. Move the cross transport to its basic position.
CAUTION - Damage to electrical components!
Beisler GmbH
Fig. 16: Setting the PCB switches:
1. Set the step number:
2. Set current lowering at DIP switch 3.
3. Set DIP switch 4 to ON.
4. Set motor phase current by rotating knob 5 to position F.
5. Switch on supply voltage. When the PCB has been set correct-
Hook swi tch
The positions of switches on the PCB must not be
changed as otherwise the affected electrical components can be damaged or become unusable!
Disconnect the machine from the power supply system
and protect it from accidental reconnection.
at the DIP switches 1 and 2,
microstep at the hook switches 6 and 7.
ly, the LED 8 (ready) illuminates, the ready relay is energized.
Microste p
open
cl os ed
Hook swi tch cl osed
Hook swi tch open
Fig. 16
Si gnal 0 = deenergized, Signal 1 = c urrent-c arry i ng
C-25
Page 62

Service Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Troubleshooting
C.6
Error message Cause Correction
Phot ocell s not bri ght : 13;
15; 16
I/O c om m uni cat i on error
ES 02 Photocel l 15 m i ss i ng
Thread breakage at s ewing
head
Error 45-49:
I/ O R ES
Phot ocel l does not respond t o l ight
change
Error during data t ransmi ssion between
control and I/ O m odul e
Sewing m achine thread moni t or has
responded
Internal hardware error during dat a
transmission
Adjust phot ocell properl y ; reflec t i ve
surfac e dul l , clean as necess ary;
replace photoc el l
Check al l cabl e connec tions (flat ribbon
cabl es) t o 9020013 / . 9020024; i f
required, replace c ontol m odul e 9020013
or module 9020024
Connect photoc el l 15,
remove link at X24-Pin2
Pass thread t hrough needle
Replace adapter PCB 9020013 –
9020020
C-26
Page 63

Service Instructions Automatic Single-Head Serging Machine 1265-4
Technical data
C.7
Power supply
Supply voltage 230 V ±10 %, 50/60 Hz
Power connection (1, N, PE) AC
Power consumption 1.3 kW
Fusing 16 A
Dimensions of the machine
Length x Width x Height in mm 2300 x 2200 x 1700
Table height
Adjustable height in mm 790-1240
Weight
Overall weight approx 200 kg
Compressed air
Operating pressure 6 bar
Quality oil-free
Air consumption 40 NL/AT
Beisler GmbH
Sewing head speeds
EXT 3216-03 6500 rpm
EX 5204-02 7000 rpm
S 52-134 B 8000 rpm
C-27
Page 64

Programming Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Section D
Programming Instructions
D-1
Page 65

Programming Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Contents
D.1 Operating panel ......................................................................................... 3
1.1 Description of the operating panel ................................................................... 3
D.2 Program control ........................................................................................ 4
2.1 Program control layout ..................................................................................... 4
2.2 Übersicht der Menü-Ebenen ............................................................................ 7
D.2 Programmierung ....................................................................................... 8
3.1 Menu level overview ......................................................................................... 8
Functions on access level 1 ................................................................................ 8
Selecting access level 2 ...................................................................................... 8
Resuming the sewing process at the B machine ................................................ 8
Modifying sewing parameters / sewing functions ............................................... 9
Top transport ....................................................................................................... 11
Differential transport ...........................................................................................11
Puller speed ....................................................................................................... 14
Roller ................................................................................................................. 15
Cross transport .................................................................................................. 14
Sewing speed at the waist curve ...................................................................... 16
Settings for the sewing head ............................................................................. 17
Acctivating the stacker manually ....................................................................... 17
Functions on access level 2 .............................................................................. 18
Basic parameters .............................................................................................. 18
Enabling / disabling a seam in a sewing program ............................................ 21
Preseams .......................................................................................................... 22
Setting the start mode ....................................................................................... 23
Reducing the sewing speed manually .............................................................. 24
Activating the C machine manually (optional) .................................................. 24
Resetting the day counter ................................................................................. 24
Input / output test............................................................................................... 25
3.2 Programming menus ...................................................................................... 28
Occupying free memory .................................................................................... 28
Copying a seam into a sewing program ........................................................... 29
Modifying a sewing program seam ................................................................... 29
Erasing a sewing program seam ...................................................................... 30
Storage functions............................................................................................... 31
Formatting the memory card ............................................................................. 31
Data backup to memory card ............................................................................ 32
Copying data to the storage medium of the operating panel ............................ 32
3.3 Service menus ................................................................................................ 34
Service code ...................................................................................................... 34
Diagnostics ........................................................................................................ 35
Selecting the language ...................................................................................... 36
Total piece counter ............................................................................................ 37
D-2
Page 66

Programming Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Operating panel
D.1
D.1.1 Description of the operating panel
Fig. 1: The operating panel is the display and data input medium of the
machine control. It contains the microprocessor that controls the machine and the storage media (EPROM) for backups of the program control.
Display
Slot 2 for memory card
Program stop switch
Numeric keypad
1
The display shows information about the
machine control and the sewing program
parameters. If a function for a sewing program is enabled or disabled, the symbol for
that function and the pertaining parameter
value are displayed or disappear.
The memory card is the storage medium for
backups of any machine control data. Sewing programs can be copied to the memory card and retrieved back into the machine
control, if required.
3
This switch is used for cancelling the machine cycle.
4
Use the numeric keypad to enter any changeable numeric values.
The sewing programs M01-M09 are activated by entering the corresponding numbers. To activate the sewing programs M10-M20,
press the M key, then enter the corresponding numbers. Use the P
key to select submenus, to confirm data input or to exit the programming mode.
Fig. 1
Arrow keys
Each pressing of the UP or DOWN arrow key will move the cursor
(flashing beacon) one line up or down in the selected menu. Use
the LEFT or RIGHT arrow key to mark the desired parameter in the
selected menu or to scroll through the selected menu if the parameter list consists of several pages.
Function keys
Use the function keys to select the program control menus.
Symbol bar
The symbol bar indicates the menus that can be selected directly
from the start level by using the function keys.
All other menus for setting machine or program functions can be
selected from the various program levels. The display of the operating panel shows the pertaining menu symbols.
5
6
7
D-3
Page 67

D.2
2.1 Program control layout
The program control is controlled using three different kinds of menus:
1. Operational menus with direct acces
2. Programming menus
3. Service menus
Operational menus
The operational menus are used to directly select functions that
allow corrections of the sewing process,
support auxiliary processes required during machine operation, e.g.
allow the enabling or disabling of machine functions, e.g. differential
Programming menus
The programming menus are used for programming sewing programs
and pertaining seams:
modifying existing seams,
copying and renaming sewing programs,
programming new seams,
erasing seams.
Programming Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Program control
passing thread through needles,
transport or top transport.
Service menus
The service menus are used for managing sewing programs; they offer
functions that support the set-up and the testing of the machine:
transmission and storage of data,
input / output tests for the initiators of the compressed air system,
diagnostic tests for motors,
additional programs.
Access to some of the service menus and programming menus requires an access privilege that protects the data from unauthorized manipulation. In the service menu, data can only be input or changed after
the service code has been entered. If required, the service code can be
requested from the machine manufacturer.
Menu level structure
The operational menus consist of direct access 1 and direct access 2.
The programming menus consist of level 1 and level 2.
The service menus range from level 2 to level 4.
CAUTION - Machine damage!
Some of the menu inputs will start individual machine
components or a machine cycle. If components have been
partially or completely removed or are not operational,
machine components may be damaged.
Do not input data unless the machine is operational!
D-4
Page 68

Programming Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Program control
D.2
Sewing program
A sewing program controls the entire machine operation during production:
the routing of a seam,
the sewing of a seam,
the transfer of the sewing piece to the stacker,
the stacking of the sewing piece.
A sewing program is determined by three different kinds of values:
Sewing functions
Sewing functions are machine components that can be enabled or
disabled to perform part of a sewing process, e.g. roller or
stacker.
Sewing parameters
Sewing parameters are settings that refer only to one particular
seam of the sewing program. Changes to the sewing parameters will
affect only the currently selected seam of the sewing program for
which the setting is made.
Basic parameters
Basic parameters are values that control the basic functions of the
machine. Changes to basic parameters will result in changes of all
stored sewing programs.
Sewing programs can be extended, renamed or copied.
In a sewing program, at least one seam must be activated. If a sewing
program consists of several seams, a subset of seams may be deactivated.
Basically, it is possible to create entirely new sewing programs; however, it is usually easier to:
copy a factory-programmed sewing program to a free location in the
memory and to modify this program,
copy an already modified sewing program to a free location in the
memory and to adapt it further in accordance with the intended purpose.
Seam number
Each sewing program can be executed with up to five seams. The
seams are assigned to the sewing program by seam numbers (1, 2, 3,
4, 5).
NOTE - Editing seams
Any data changes in the program control, such as
setting parameters,
changing seam names,
copying seams,
erasing seams,
always apply to the marked seam of the sewing program
shown on the display.
D-5
Page 69

D.2
Memory
Sewing programs are stored in the memory (M).
The program control memory can contain up to 20 sewing programs
(M 01-M 20).
All sewing programs stored in the memory can be copied and stored to
the memory card for data backup.
Factory settings
The program control has ten factory-installed sewing programs.
M 01-M10 for standard sewing programs.
M 09 Sewing program for manual post-sewing.
M 10 Sewing programs for preseams.
M 11-M 20 are reserved for modified or freely programmable se-
M 01 (Seam No. 4) Rear trousers inseam, sewing starts at waistband
Programming Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Program control
wing programs.
M 02 (Seam No. 5) Rear trousers side seam, sewing starts at waist-
band
M 03 (Seam No. 6 / 7) Front trousers inseam (6) and side seam (7) al-
ternatingly, lining top, sewing starts at waistband
M 04 (Seam No. 5 / 4) Front trousers inseam (4) and side seam (5) al-
ternatingly, lining bottom, sewing starts at waistband
M 05 (Seam No. 4 / 5) Front trousers inseam (4) and side seam (5) al-
ternatingly, lining bottom, sewing starts at waistband (for machines
with optional bonding station)
M 06 (Seam No. 5 / 4) Front trousers inseam (4) and side seam (5) al-
ternatingly, lining bottom, sewing starts at hem (for machines with
optional bonding station)
M 07 (Seam No. 7 / 5) Front trousers side seam with pocket pouch al-
ternatingly, lining top and bottom, sewing starts at hem (for machines with mobile stop, see also NOTE: Pneumatic stop in Section D-
14)
M 08 (Seam No. 4 / 6) Front trousers inseam, lining alternatingly top
and bottom
M 09 (Seam No. 1) Postsewing without additional functions
M 10 (Seam No. 1 / 3 / 6 / 7) Program with preseams
D-6
Page 70

Programming Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Program control
D.2
2.2 Menu level overview
D-7
Fig. 2
Page 71

D.3
3.1 Operational menus
The functions of the operational menus extend over two access levels.
The menus can be selected after the program control has been initialized or directly after each RESET.
Functions on access level 1
The function keys for access level 1 are assigned to the symbols above
them. These symbols remain unchanged and are always visible.
abcdefgh
jTst==S+
Programming Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Programming
F1 Select operational menu access level 2
F2 Manual sewing, controlled by footswitch
F3 Select sewing parameters / Enable or disable machine functions
F4 Select machine parameters
F5 Not used
F6 Not used
F7 Activate stacker manually
F8 Pass thread through needles
Selecting access level 2
Press the a key.
j
Manual sewing, controlled by footswitch:
When the front of the pedal is depressed, the sewing process starts.
The sewing speed depends on the applied pressure, i.e. the more pressure applied, the higher the speed. When the rear of the pedal is depressed, the machine switches to automatic operation.
1. Select the function:
Press the b key.
T
2. The display shows the symbol for Manual seam:
U
3. To disable the function, press the F2 key again.
D-8
Page 72

Programming Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Programming
D.3
Changing sewing parameters / sewing functions
The sewing parameters of a sewing program can be changed in three
stages:
1. Quick change of the major parameters for a sewing function by
using the input fields.
2. Access to the complete parameter list of a sewing function.
3. Enabling or disabling a sewing function or machine function.
Changing the major parameter of a sewing function by using the
input fields:
1. Select the function:
Press the c key,
s
until the symbol assigned to the input field appears on a black background.
2. Increase or reduce the value using the arrow keys:
Press the & or / key.
3. Confirm input:
Press the ( key.
Fig. 3: Enabled functions 1 are displayed as inverted
symbols. A disabled function 3 appears as an icon on a
bright background. The parameter value assigned to a
function is displayed in the corresponding input field 2 to
the right of the function symbol.
The parameters assigned to the functions are either the additional increase or the reduction of basic values or the direct change of the major parameters of a seam.
Access to the complete parameter list of a sewing
function:
1. Select the function:
Fig. 3
Press the c key,
s
until the symbol assigned to the input field appears on a black background.
2. Open the parameter list:
Press the % key.
The parameter list for the sewing function is displayed.
D-9
Page 73

D.3
3. To move up or down in the parameter list:
4. Modify the value:
5. Confirm input and exit menu:
Programming Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Programming
Press the § or $ key.
The input field for the parameter appears on a black background.
Press the & or / key,
or enter a two-digit or three-digit value using the numeric keypad. Input sequence: Hundreds digit, tens digit, units digit.
Press the ( key.
Enabling or disabling sewing functions or machine functions:
For specific sewing patterns or as the result of a specific material behavior, all six functions can be enabled or disabled individually or in combinations.
1. Select the function:
Press the c key,
s
until the symbol assigned to the input field appears on a black background.
2. Move to the basic parameter menu of the selected function:
Press the % key.
3. Enable or disable the function:
Press the h key.
4. Confirm input:
Press the ( key.
Fig. 4: Use the F8 key 4 to enable or disable the Puller
function 3 for the inseam 2 of seam No. 6 1.
When this program function is selected, the parameter list
assigned to this specific sewing function 5 is opened.
D-10
Fig. 4
Page 74

Programming Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Programming
D.3
Functions of special parameters:
v Top transport
w Differential transport
To ensure correct width distribution, the transport characteristics of differential transport and top transport must be fit to match the material of
the knee lining. This is required when waved lining is sewn.
For this purpose, the quick adjustment can be used to change the orientation of the differential transport unit or of the top transport unit to
the sewing unit in a value range of -19 to +19. This setting affects
only the section of the seam for which fullness has been activated.
Fig. 5: Splitting the seam into sections:
Within the sewing range, the trousers panel splits into sections:
Side seam A with basic setting
S1 - S4 = 15 cm, S5 is the remaining trousers length.
Inseam B with basic setting S5 -
S2 = 10 cm, S1 is the remaining
trousers length from photocell 15
to the knee lining (usually approx
6-7 cm). This section is determined by trial and error for each sewing piece.
The knee lining C extends over
four of these five sections.
For each section, the length can be varied and the pertaining fullness
(quantity) can be preset with the program control.
Fig. 5
Changing the fullness by accessing the complete parameter list of the sewing function.
Basic setting:
When this menu is opened, the input field 3 of the basic
setting parameter is activated (i.e. it appears on a black
background) and can be changed. If none of the individual
sections has been activated, the fullness (quantity) of the
basic setting refers to all five sections.
Fig. 6: The first section 1 is deactivated, the other four
sections 2 are activated (sections 2-5 appear on a black
background and are marked as active).
Functions:
An individual section is activated or deactivated by pres-
sing the function key below it 4.
The function SLOW (available for differential transport
only) or PRESSURE (available for top transport) is activated by
pressing function key F1 6 and the key for the corresponding section at the numeric keypad (each activated section appears on a
black background). Use the F2 key 5 to change the seam pattern.
Fig. 6
D-11
Page 75

D.3
Examples for section layout
Fig. 7: Side seam, sewing starts at
waistband.
Programming Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Programming
Fig. 8: Inseam, sewing starts at waistband / fly.
Fig. 9: Side seam, sewing
starts at hem. Line-up position when using the optional
bonding station.
Fig. 7
Fig. 8
D-12
Fig. 9
Page 76

Programming Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Programming
D.3
Fig.10: Inseam, sewing starts
at hem. Line-up position when
using the optional bonding
station.
Fig. 10
To set the fullness range values separately for differential transport and
for top transport:
1. Fullness basic setting (only available if the Top Transport function is
enabled).
2. Separat setting of fullness (quantity) for a section. This section has
to be activated so that the setting is enabled.
3. Length of an individual section for which fullness is to be enabled.
4. Function SLOW SEWING (only for differential transport).
NOTE - Quick access
The quick access for fullness (value range -19 to +19) applies only to an activated section. If a section is deactivated, sewing is performed using the basic settings or using
the specific values that have been set for a section.
Settings for differential transport and top transport:
1. Select the function differential transport / top transport:
Press the c key,
s
until the symbol assigned to the input field appears on a black background.
2. Modify the value:
Press the & or / key.
3. Confirm input and exit menu:
Press the ( key.
D-13
Page 77

D.3
Section:
1. Select the function:
2. Move to the basic parameter menu of the selected function:
3. Activate/deactivate individual sections:
Programming Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Programming
Press the c key,
s
until the symbol assigned to the input field appears on a black background.
Press the % key.
Press the c to g key.
4. Confirm input and exit menu:
Press the ( key.
Setting fullness (quantity) and length (cm) of the section:
The individual input fields are scrolled from left to right.
1. Activate / deactivate input field:
Press the $ or § key.
2. Modify the value:
Press the & or / key.
or enter the two-digit value using the numeric keypad. Input sequence: Tens digit, units digit.
3. Confirm input and exit menu:
Press the ( key.
# Puller speed
The photocell determines the deviation of the fabric contour from the
ideal routing and adjusts the puller speed accordingly, if required.
If the sewing pieces are shifted sideways away from the stop, the
puller speed is too high,
if the sewing pieces warp at the stop, the puller speed is too low.
14 PULLER SPEED
Major parameter / basic setting for speed
15 PULLER FASTER
Speed increase if sewing piece warps at stop
D-14
Page 78

Programming Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Programming
D.3
16 PULLER SLOWER
Speed reduction if sewing piece is shifted away from stop
17 DISTANCE TO PULLER DOWN
Distance after sewing start before the puller is lowered
18 DISTANCE W/PULLER DOWN
Distance along which the puller transports the sewing piece
19 DISTANCE PULLER LIFTS
Length of the distance along which the puller moves up to slacken
the sewing piece
33 TILL ASSIST ROLL DOWN
Distance after sewing start before the contour roller is lowered
(start at waistband: photocell 13, start at hem: photocell 15)
34 WITH ASSIST ROLL DOWN
Length of the distance along which the contour roller moves along in
the lowered state
x Roller
The parameter changes the length of the distance along which the roller
transports the sewing piece on the worktable from the sewing head to
the stacker.
25 STITCH TILL ROLLER DOWN
Sewing distance after sewing start before the roller is lowered; only
required for heavy materials
26 STITCH WITH ROLLER DOWN
Length of the distance along which the roller transports
27 TILL ROLLER STOP / CUTTER
Distance along which the roller travels before it stops for chain cutting
28 ROLLER STOP DURATION
Period during which the roller stops for chain cutting
30 ROLLING DISTANCE [18]
Major parameter / basic setting of the roller transport distance for
transferring the sewing piece to the stacker
31 TILL STACKER START
Duration until stacker start after the roller moves up (secure sewing
piece until the stacker has safely picked up the sewing piece)
32 STACKER MODUS
Setting for various stacker processes (stacker types)
Enable function = 01
Disable function = 00
D-15
Page 79

D.3
10 STATION CLOSE
Optionally, the machine can be equipped with a pneumatic stop.
With this option, a pocket pouch can be inserted between trousers panel and lining and serged. In this case, the seam section to the end of
the pouch is sewn manually, the remaining section of the seam is sewn
fully automatically.
The section that is sewn manually is determined by parameter 10 of the
sewing function STATION CLOSE. At the end of this section, the transport unit is lowered, the pneumatic stop moves to the pressure foot, and
the contour guide controls the seam.
Programming Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Programming
Functional behavior of the transport unit (puller and roller)
00 = the transport unit aleays stays in its lower position
0199 = the transport unit lowers after the distance that is set here
NOTE - Pneumatic stop
. Sewing speed at waist curve
The settings determine the puller speed for the sewing of the waist curve. Depending on the waist curvature, a puller speed that has been adapted accordingly can be set.
20 SLOW BY WAIST CURVE
Major parameter / basic setting for puller speed
21 TILL SPEED SLOW
Distance along which sewing is performed at normal puller speed
before speed is reduced in the waist curve area (point of reference:
photocell 15)
22 DURATION OF SLOW SPEED
Distance along which the waist curve sewing speed is reduced
23 PULLER AFTER SLOW SPEED
Remaining distance along which the puller speed is increased to
normal level
35 TIL BLOWING AT END
Length of distance after photocell 15 before waistband is blown off
36 DURATION BLOWING AT END
Duartion of the blowing process
11 TILL ARM SWINGS
Transport distance after photocell 13 before the arm swings out
D-16
Page 80

Programming Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Programming
D.3
44 PULLER SWINGING
Only required for inseam
Enable function = 01
Disable function = 00
u Settings for the sewing head
The settings determine the sewing behavior of the sewing unit.
01 SLOW SEWING SPEED
Rotational speed at reduced sewing speed during start distance (see
parameter 03)
02 FAST SEWING SPEED
Rotational speed at normal sewing speed
03 SLOW SEWING STITCHES
Distance of the slow sewing start
05 CONTOUR GUIDE UP
Sewing distance traveled at sewing start before the contour guide is
lowered
06 TILL TABLE BLOWING ON
Sewing distance traveled at sewing start before the worktable
nozzles are supplied with compressed air
07 DURATION TABLE BLOWING [70]
Distance along which the compressed air transports a sewing piece
09 REDUCED SPEED
Reduced sewing head speed that is enabled using the function
SLOW for difficult sewing sections (S1-S5) (point of reference: photocell 13)
Activating the stacker manually
The stacker can be activated manually, independent of the automatic
machine operation.
Press the g key.
S
D-17
Page 81

D.3
Functions on access level 2
The function keys on access level 2 are assigned to the symbols that
are shown on the display. These symbols are only visible when access
level 2 has been selected. They are displayed inverted when the machine function that they represent has been disabled in the marked seam
of the sewing program.
BD":z!FH
abcdefgh
F1 List of basic parameters
F2 Activate / deactivate the seams of a sewing program
F3 Enable preseams
F4 Set start mode
F4 Activate machine manually
F6 Activate C machine (optional) manually
F7 Reset the day counter to zero
F8 Display inputs / outputs
Programming Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Programming
Basic parameters
Basic parameters are values that control the basic functions of the machine. Changes to basic parameters will affect all stored sewing programs.
NOTE - Modifications of basic parameters
The basic parameters of the machine have been fitted at
the factory to match one another perfectly. Improper modification of the values can impair the processing quality or
even damage machine components.
1. Request the basic parameter list:
B
Press the a key.
2. To move up or down in the parameter list:
Press the § or $ key.
3. Activate the parameter input field:
Press the % key.
D-18
Page 82

Programming Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Programming
D.3
4. Change the value:
Press the & or / key,
or enter a two-digit or three-digit value using the numeric keypad. Input sequence: Hundreds digit, tens digit, units digit.
5. Confirm input:
Press the ( key.
6. Exit menu and return to access level 2:
Press the ( key.
7. Return to access level 1:
Press the ( key.
The following basic parameters can be modified:
01 PHOTOCELL REACTION TIME
Delay between insertion process (photocell darkens) and beginning
of sewing
02 PHOTOCELL -> FOOT DOWN
Duration before pressure foot is lowered and the sewing process
starts (this setting depends on the sewing material)
03 THREAD TENS. CLOSE/BEGIN
Number of stitches while the top thread is slackened before being
retensioned
04 CHAIN CUT.SUCTION (BEG.)
Legth (in cm) for the chain cutting function at sewing start, longer
suction period required for three-thread machines; switch-off for saving energy
05 CHAIN OFF STITCHES
Distance for postsewing stitches when the sewing piece is removed
from the sewing unit during the sewing process (e.g. for chain separation)
06 CHAIN CUT.SUCTION (END)
Duration of chain cutting function at end of seam; switch-off for saving energy
07 THREAD TENSION OPEN/END
Number of stitches while the top thread is slackened at the end of
the seam
08 PHOTOCELL BLOCKED (END)
Time delay for insertion of new sewing piece (blocking period after
photocell brightens)
D-19
Page 83

D.3
09 PHOTOCELL 15 ON / OFF
10 STACKER TO ROLLER UP
11 SENSING TIME CONTOUR
12 THREAD MON SENSITIVITY
Programming Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Programmierung
Switching state of photocell 15 (available only with optional bonding
station)
01 Enable function
00 Disable function
Duration while the roller is lowered and secured before the stacker
picks up
Response time for changing the puller speed
Setting for the thread monitor
00 Disable function
01 High response sensitivity
99 Low response sensitivity
(setting depends on thread used)
13 HEAD POSITION UP
Lower needle position
14 STITCH LENGTH
Synchronisation of puller lowering position with sewing unit stitch
length
Procedure:
1. Setting the fixed stitch length at sewing unit handwheel 2 (ex-
ample: stage 6 is approx 3.2 mm stitch length).
2. Mark desired lowering position M of puller 1 on sewing piece.
3. Adjusting parameter 14 to the puller lowering position (tolerance
band 2 cm):
If the puller is lowered early (pos. A), the value is too high.
If the puller is lowered late (pos. B), the value is too low.
15 TOP FEEDING MAX POS.
Maximal fullness, value must not be changed
16 DIFFERENTIAL MAX POS.
Maximal fullness, value must not be changed
D-20
Page 84

Programming Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Programming
D.3
20 MAX. SPEED MACHINE
Protection of the maximal sewing speed
Enabling / disabling seams in a sewing program
In a sewing program, individual seams can be disabled and the sequence of the seams can be changed. A disabled seam is not permanently erased; it can always be reenabled, if required. This function affects only the currently selected sewing program. You should always
note the current setting as a modified sewing program does not indicate
which seams are disabled.
1. Select the SEWING SEQUENCE function:
D
Press the b key.
2. Position the cursor on the number of the seam that is to be disabled:
Press the &or / key.
3. Disable seam:
Press the 0 key at the numeric keypad.
4. Confirm change:
Press the ( key.
On the display, the seam number disappears from the sewing sequence.
To reenable the seam:
1. Select the SEWING SEQUENCE function:
D
Press the b key.
2. Determine the position of the seam in the sewing sequence. Position
the cursor on the seam number for which the seam is to be sewn (all
subsequent seam numbers must then be reentered):
Press the &or / key.
3. Enable seam:
Enter the seam number using the numeric keypad
D-21
Page 85

D.3
4. Confirm change:
Preseams
The B / C machine can be set for processing the preseams (waist
seam, inseam and hem seam). This settings are effective only if the
preseams are enabled.
Selecting the preseam parameter list:
Programming Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Programming
Press the ( key.
The display shows the seam number in the seam sequence.
"
Press the c key
1. PRESEAM SPEED
Sewing speed
PRESEAM TOP FEEDING
Basic setting for fullness
PRESEAM DIFFERENTIAL
Basic setting for fullness
TIL ROLLER DOWN
Length (in cm) til roller down,
(max. value=99 cm)
2. PRESEAM SPEED
Sewing speed
PRESEAM TOP FEEDING
Basic setting for fullness
PRESEAM DIFFERENTIAL
Basic setting for fullness
TIL ROLLER DOWN
Length (in cm) til roller down,
(max. value=99 cm)
3. PRESEAM SPEED
Sewing speed
PRESEAM TOP FEEDING
Basic setting for fullness
PRESEAM DIFFERENTIAL
Basic setting for fullness
TIL ROLLER DOWN
Length (in cm) til roller down,
(max. value=99 cm)
D-22
Page 86

Programming Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Programming
D.3
1. To move up or down in the parameter list:
Press the § or $ key.
2. Activate the parameter input field:
Press the % key.
3. Modify the value:
Press the & or / key,
or enter a two-digit or three-digit value using the numeric keypad. Input sequence: Hundreds digit, tens digit, units digit.
4. Confirm input:
Press the ( key.
5. Exit menu and return to access level 2:
Press the ( key.
Setting the start mode
There are two ways for setting the start mode of the sewing process:
; Start by photocell (automatic sewing process)
: Start with footpedal
1. To change the start mode:
:
Press the d key.
2. To return to access level 2 :
Press the ( key.
D-23
Page 87

D.3
Start with footpedal
When the front of the pedal is depressed, the sewing process starts.
The sewing speed depends on the applied pressure, i.e. the more pressure is applied, the higher the speed. When the rear of the pedal is depressed, the machine switches to automatic operation.
Sewing speed manually
The sewing machine (B-Machine) works with reduced speed.
Programming Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Programming
z
Press the e key.
Activating the C machine manually (optional)
The C machine can be activated manually and will sew as long as the
function key is depressed.
!
Press the f key.
Resetting the day counter
This function is used to reset the day counter to zero before a new production cycle or after a completed cycle.
1. Select the function for resetting the day counter:
F
Press the g key for approx 3 seconds.
The day counter is reset to zero.
2. Confirm reset and return to access level 1:
Press the ( key.
Display:
= 0000
S
D-24
Page 88

Programming Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Programming
D.3
Input / output test
You can use this function for selecting the inputs and outputs of the machine control for troubleshooting and for testing individual machine operations.
The outputs (OUT) are selected and tested separately. The corresponding inputs (INP) are displayed for the active outputs.
Additionally, the selected output can be switched intermittently.
Activated inputs / outputs are marked with highlighted numbers.
INP:
01 02 03 04 05 06 07 08 09 10
11 12 13 14 15 16 17 18 19 20
21 22 23 24 25 26 27 28 29 30
31 32 33 34 35 36 37 38 39 40
41 42 43 44 45 46 47 48 49 50
51 52 53 54 55 56 57 58 59 60
OUT:
01 02 03 04 05 06 07 08 09 10
11 12 13 14 15 16 17 18 19 20
21 22 23 24 25 26 27 28 29 30
31 32 33 34 35 36 37 38 39 40
41 42 43 44 45 46 47 48 49 50
51 52 53 54 55 56 57 58 59 60
1. Select function for resetting inputs / outputs:
H
Press the h key
2. Select number line:
Press the § or $key
3. Mark output number by moving the cursor in front of the correspon-
ding function number. The cursor now has the shape of an arrow.
Press the & or / key.
4. Activate output:
Press the % key.
The output number is highlighted in black. The output is active.
5. Deactivate output:
Press the % key.
D-25
Page 89

D.3
Switching outputs to intermittent operation:
1. Mark output number using the cursor.
2. Switch off intermittent operation of output:
Programming Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Programming
Press the % key for approx 3 seconds.
The function number is highlighted in black and flashes. The output
switches intermittently.
Press the % key.
The function number is highlighted steadily in black again. The output is still active.
3. Deactivate output:
Press the % key.
D-26
Page 90

Programming Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Programming
D.3
Input/output functions
Valve Output-Nr.
Y 01 01 Pres sure foot up C
Y 03 03 Li ni ng clam p down
Y 04 04 Bonding st ation down
Y 05 05 Chai n / dirt as pi rati on C
Y 20 20 Pres sure foot up
Y 22 22 Chai n cut ting
Y 23 23 Table blowi ng
Y 24 24 Tensi on bl owi ng
Y 25 25 Di rt aspi ration
Y 26 26 Contour guide down
Y 27 27 Pull er down
Y 28 28 Rol l er down
Y 31 31 Ins eam bl owi ng
Y 32 32 St acker s tart
Y 35 35 St ack er m ovement
Y 36 36 Transport to
Y 37 37 Arm swingi ng
Y 38 38 As si s t roll er
Y 39 39 Pull er s wi ngi ng
Sw i tches Input No.
ES 02 02 GND link , phot ocell 15 / t abl e pl ate
ES 04 04 Lining clam p
ES 05 05 Bondi ng s tart
ES 09 09 Thread monitor
ES 10 10 Photocell C machine
ES 13 13 Phot ocell program st art
ES 15 15 Table plate phot ocell
ES 16 16 Phot ocel l contour c ont rol
D-27
Page 91

D.3
3.2 Programming menus
You can use the programming menus for programming sewing programs and the pertaining seams.
Basically, it is possible to create entirely new sewing programs; however, it is usually easier to:
copy a factory-programmed sewing program to a free location in the
copy an already modified sewing program to a free location in the
For creating a new sewing program, the following working steps are required:
1. Occupy free memory.
2. Add new seams or copy existing seams into a sewing program.
3. Configure seams (as required by production).
Programming Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Programming
memory and to modify this program in accordance with the production requirements,
memory and to modify it further in accordance with the intended purpose.
NOTE - Backward scrolling in program levels
When the programming menus are selected, the menu
used last is always displayed. This level is indicated by
the number (1) placed in front of the functions. For selecting certain functions, you may have to scroll backward in
the programming and service menus.
To select the programming menus:
Press the ( key.
To scroll backward one level in programming menus:
Press the + key.
Occupying free memory
Sewing programs are stored in the memory (M).
The program control memory can contain up to 20 sewing programs
(M 01-M 20). At the factory, sewing programs are stored in memory lo-
cations M 01-M 10. The memory locations M 11-M 20 are freely assignable.
1. Request free memory location:
Press the ) key.
2. Enter two-digit numeric description using the numeric keypad.
D-28
Page 92

Programming Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Programming
D.3
Copying a seam into a sewing program
Existing seams can be copied into the sewing program and then be modified in accordance with the specific application. This procedure is
usually easier and quicker as the copied seam already contains sewing
functions and parameters required for the new seam. The programming
always refers to the currently selected sewing program.
1. Select programming menus:
Press the ( key.
2. Select the INITIAL PARAMETER function:
Press the a key.
Programming level 2 is displayed.
3. Select the COPY FROM SEAM NO. function:
Press the c key.
4. Enter the number of the seam to be copied into the input field.
5. Confirm copy process:
Press the % key.
6. The display shows *O.K. PLEASE WAIT* to indicate that the copy
process has been successfully completed.
Then, the seam number is shown in the display field of the sewing
program.
Modifying a sewing program seam
The sewing parameters that were changed as a result of the copy process can now be fit to match the production process. The sewing parameters of a sewing programs can be changed in three stages:
1. Quick change of the major parameters for a sewing function by
using the input fields.
2. Access to the complete parameter list of a sewing function.
3. Enabling or disabling of a sewing function or machine function.
See also Modifying sewing parameters / sewing functions in Section
3.1., Operational menus.
D-29
Page 93

D.3
Erasing a sewing program seam
A sewing program (e.g. M 05) consists of several seams. The content of
these seams, i.e. the sewing parameters, can be erased.
The currently selected sewing program cannot be erased.
1. Select the programming menus:
2. Select the INITIAL PARAMETER function:
Programming Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Programming
Press the ( key.
Press the a key.
Programming level 2 is displayed.
3. Select the ERASE SEAM function:
Press the d key.
4. Enter the number of the seam into the input field.
5. Start erasure:
Press the ( key.
The display shows the safety prompt *ARE YOU SURE?*.
6. Confirm erasure:
Press the % key.
The display shows *O.K. PLEASE WAIT* to indicate that the erasure
has been successfully completed.
D-30
Page 94

Programming Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Programming
D.3
Storage functions
The program control contains several functions for storing sewing programs or seams to the memory card. Sewing programs or seams
stored on the card can also be copied to the storage medium of the
operating panel.
NOTE - Data backup
A faulty EPROM or microprocessor of the machine control
may result in the loss of data. Therefore, all sewing programs or the individual seams should be copied to the
memory card at regular intervals.
Do not use the supplied memory card that contains the
standard sewing programs for data backup!
Formatting the memory card
If additional memory cards (optional) are used for data backup, they
must be formatted before they can be used.
1. Insert the memory card into the slot on the operating panel.
2. Select the programming menus:
Press the ( key.
3. Select the MEMORY CARD function:
Press the b key.
4. Select the MEMORY CARD FORMAT function:
Press the e key.
The display shows the confirmation prompt *ARE YOU SURE?*.
5. Confirm selection:
Press the % key.
6. The display shows *O.K. PLEASE WAIT* until the formatting pro-
cess has been completed.
D-31
Page 95

D.3
Data backup to memory card
You can either store individual seams or all sewing programs to the memory card.
1. Insert the memory card into the slot on the operating panel.
2. Select the programming menus:
3. Select the MEMORY CARD function:
4. To store the selected seam, select the CURRENT SEAM > CARD-
Programming Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Programming
Press the ( key.
Press the b key.
function:
Press the a key.
or
5. To store all sewing programs, select the ALL VARIABLES >
CARD function:
Press the c key.
6. Confirm the selection:
Press the % key.
7. The display shows *O.K. PLEASE WAIT* until the data transmission
has been completed.
Copying data to the storage medium of the operating panel
Data stored on a memory card can be copied to the operating panel either partially as individual sewing programs or completely (all sewing
programs).
NOTE - Overwriting data
If all sewing programs on the card are copied to the operating panel, all data (even seams that have been modified
before) will be overwritten.
Therefore, any changes to seams should immediately be
stored individually to the memory card.
D-32
Page 96

Programming Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Programming
D.3
1. Insert the memory card into the slot on the operating panel.
2. Select the programming menus:
Press the ( key.
3. Select the MEMORY CARD function:
Press the b key.
4. To overwrite the selected seam shown on the display, select the
CARD > CURRENT SEAM function:
Press the b key.
or
5. To overwrite all sewing programs, select the CARD > ALL VARIABLES function:
Press the d key.
6. Confirm the selection:
Press the % key.
7. The display shows *O.K. PLEASE WAIT* until the data transmission
has been completed.
D-33
Page 97

D.3
3.3 Service menus
The service menus offer functions for setting up und testing the machine. These functions are selectable in two menus:
Diagnostic (F3) with the pertaining test programs:
Additional programs (F5)
Programming Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Programming
Sewing motor, Puller / roller motor
NOTE - Backward scrolling in program levels
When the programming menus are selected, the menu
used last is always displayed. This level is indicated by
the number (1) placed in front of the functions. For selecting certain functions, you may have to scroll backward in
the programming and service menus.
To select service menus:
Press the ( key.
To scroll back in service menus:
Press the & or / key.
Service code
The functions in the service menus are protected by a dual-stage access privilege:
First, enter the machine code (50190) for copying sewing parame-
ters, basic parameters, and sewing programs and for selecting some
of the diagnostics programs.
Select the menu again and enter the security code for selecting ad-
ditional programs. This code must be requested from the Service
Department of Beisler GmbH. The allocation of the function keys to
the individual letters are marked by the colors blue, red, and green.
1. Select the programming menus:
Press the ( key.
2. Select the SERVICE CODE function:
Press the d key.
3. Enter code on the numeric keypad:
4. Confirm selection:
Press the ( key.
D-34
Page 98

Programming Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Programming
D.3
Diagnostics
The DIAGNOSTIC menu contains service functions for testing machine
assemblies and initiators that control them.
1. Select the programming menus:
Press the ( key.
2. Select the DIAGNOSTIC function:
Press the c key.
3. Select the test functions:
NOTE - Diagnostics functions
These service functions should only be performed as instructed by the Service Department of Beisler GmbH or in
cooperation with experienced service personnel members.
CAUTION - Damage to the machine!
During these tests, individual machine assemblies or machine cycles are started. If components are partially or
completely removed, machine components may be damaged. Perform tests only when the machine is at operating
temperature!
F1 SERVICE TESTS
These menus are only accessible after the service code has been
entered and must only be selected as instructed by authorized service personnel members.
F4 MAIN HEAD TESTS
F5 C-HEAD TESTS
These functions are used to check the sewing motors and the pertaining stepper motors for the sewing and transport units. The test routines are identical for the sewing head and for the C machine. The
menu C-HEAD TESTS merely contains a routine that controls the
sewing motor.
F1 SEWING MOTOR CONTROL
The nominal speed of the stepper motor is compared to the actual motor speed.
1. Enter the desired speed at the numeric keypad.
2. Confirm input and start measurement:
Press the % key.
The motor starts running, the actual speed is measured and displayed.
D-35
Page 99

D.3
This measured value can be compared to the test value.
3. Complete test:
The functions F2-F5 are used to check the stepper motors in a duration
test.
1. Start the test:
3. Complete the test:
Programming Instructions Automatic Single-Head Serging Machine 1265-4Beisler GmbH
Programming
Press the ( key.
Press the % key.
Press the ( key.
F2 SEW.MOTOR + PULLER
Stepper motor test.
F3 ROLLER
Roller distance test.
F4 TOP FEEDING
Top transport function test.
F5 DIFFERENTIAL
Differential transport function test.
Selecting the language
The language for the menu items and for the text shown at the display
can be selected.
1. Select the programming menus:
Press the ( key.
2. Select the ADDITIONAL PROGRAMS function:
Press the e key.
3. Select the CHOOSE LANGUAGE function:
Press the c key.
4. Select the desired language.
D-36
Page 100

Programming Instructions Automatic Single-Head Serging Machine 1265-4 Beisler GmbH
Programming
D.3
Total piece counter
The total number of the sewing pieces processed with the machine is
edited in a counter function. This counter cannot be reset to zero.
1. Select the programming menus:
Press the ( key.
2. Select the ADDITIONAL PROGRAMS function:
Press the e key.
3. Select the PIECE COUNTER function:
Press the b key.
4. Return to access level 1:
Press the ( key.
D-37
 Loading...
Loading...