

Page 1
Conveying System
Mechanical Components
Part Number: A0536580
Bulletin Number: WH2-605A.6
Effective: 3/1/05
Write Down Your Serial Numbers Here For Future Reference:
_________________________ _________________________
_________________________ _________________________
_________________________ _________________________
We are committed to a continuing program of product improvement.
Specifications, appearance, and dimensions described in this manual are subject to change without notice.
DCN No. ____________
© Copyright 2005
All rights reserved.
Page 2

Please note that our address and phone information has changed.
Please reference this page for updated contact information.
These manuals are obsolete and are provided only for their technical information, data and capacities.
Portions of these manuals detailing procedures or precautions in the operation, inspection, maintenance
and repair of the products may be inadequate, inaccurate, and/or incomplete and shouldn’t be relied
upon. Please contact the ACS Group for more current information about these manuals and their
warnings and precautions.
Parts and Service Department
The ACS Customer Service Group will provide your company with genuine OEM quality parts manufactured to engineering
design specifications, which will maximize your equipment’s performance and efficiency. To assist in expediting your phone
or fax order, please have the model and serial number of your unit when you contact us. A customer replacement parts list
is included in this manual for your convenience. ACS welcomes inquiries on all your parts needs and is dedicated to
providing excellent customer service.
For immediate assistance, please contact:
• North, Central and South America, 8am – 5pm CST +1 (800) 483-3919 for drying, conveying, heating and cooling
and automation. For size reduction: +1 (800) 229-2919.
North America, emergencies after 5pm CST (847) 439-5855
North America email: acsuscanadacustserv@corpemail.com
• Mexico, Central & South America
Email: acslatinamericacustserv@corpemail.com
• Europe, Middle East & Africa +48 22 390 9720
Email: acseuropecustserv@corpemail.com
• India +91 21 35329112
Email: acsindiacustserv@corpemail.com
• Asia/Australia +86 512 8717 1919
Email: acsasiacustserv@corpemail.com
Sales and Contracting Department
Our products are sold by a worldwide network of independent sales representatives. Contact our Sales Department for the
name of the sales representative nearest you.
Let us install your system. The Contract Department offers any or all of these services: project planning; system packages
including drawings; equipment, labor, and construction materials; and union or non-union installations.
For assistance with your sales or system contracting needs please Call:
North, Central and South America +1 (262) 641-8600 or +1 (847) 273-7700 Monday–Friday, 8am–5pm CST
Europe/Middle East/Africa +48 22 390 9720
India +91 21 35329112
Asia/Australia +86 512 8717 1919
Facilities:
ACS offers facilities around the world to service you no matter where you are located. For more information, please visit us at
www.acscorporate.com
United States:
ACS Schaumburg – Corporate Offices
1100 E. Woodfield Road
Suite 588
Schaumburg, IL 60173
Phone: + 1 847 273 7700
Fax: + 1 847 273 7804
ACS New Berlin – Manufacturing Facility
2900 S. 160th Street
New Berlin, WI 53151
Phone : +1 262 641 8600
Fax: + 1 262 641 8653
Asia/Australia:
ACS Suzhou
109 Xingpu Road SIP
Suzhou, China 215126
Phone: + 86 8717 1919
Fax: +86 512 8717 1916
Europe/Middle East/Africa:
ACS Warsaw
Ul. Działkowa 115
02-234 Warszawa
Phone: + 48 22 390 9720
Fax: +48 22 390 9724
India
ACS India
Gat No. 191/1, Sandbhor Complex
Mhalunge, Chakan, Tal Khed,
Dist. Pune 410501, India
Phone: +91 21 35329112
Fax: + 91 20 40147576
Page 3
Shipping Info
Unpacking and Inspection
You should inspect the mechanical components of your conveying system for possible
shipping damage.
Thoroughly check the equipment for any damage that might have occurred in transit, such as
broken or loose wiring and components, loose hardware and mounting screws, etc.
In the Event of Shipping Damage
According to the contract terms and conditions of the Carrier, the responsibility of the
Shipper ends at the time and place of shipment.
Notify the transportation company’s local agent if you discover damage.
Hold the damaged goods and packing material for the examining agent’s inspection. Do not
return any goods before the transportation company’s inspection and authorization.
File a claim with the transportation company. Substantiate the claim by referring to the
agent’s report. A certified copy of our invoice is available upon request. The original Bill of
Lading is attached to our original invoice. If the shipment was prepaid, write us for a
receipted transportation bill.
Advise customer service regarding your wish for assistance and to obtain an RMA (return
material authorization) number.
If the Shipment is Not Complete
Check the packing list as back-ordered items are noted on the packing list. You should have:
Mechanical Components of Conveying System
Bill of lading
Packing list
Operating and Installation packet
Electrical schematic and panel layout drawings
Component instruction manuals
Re-inspect the container and packing material to see if you missed any smaller items during
unpacking.
If the Shipment is Not Correct
If the shipment is not what you ordered, contact the shipping department immediately. For
shipments in the United States and Canada, call 1 (800) 229-2919; for all other countries, call
our international desk at (508) 399-6400. Have the order number and item number available.
Hold the items until you receive shipping instructions.
Returned Material Policy
Do not return any damaged or incorrect items until you receive shipping instructions from the
shipping department.
Conveying System Mechanical Components ii
Page 4
Credit Returns
to the return of any material authorization must be given by the manufacturer. A RMA
Prior
number will be assigned for the equipment to be returned.
Reason for requesting the return must be given.
returned material purchased from the manufacturer returned is subject to 15% ($75.00
ALL
minimum) restocking charge.
returns are to be shipped prepaid.
ALL
The invoice number and date or purchase order number and date must be supplied.
No credit will be issued for material that is not within the manufacturer’s warranty period
and/or in new and unused condition, suitable for resale.
Warranty Returns
to the return of any material, authorization must be given by the manufacturer. A RMA
Prior
number will be assigned for the equipment to be returned.
Reason for requesting the return must be given.
returns are to be shipped prepaid.
All
The invoice number and date or purchase order number and date must be supplied.
After inspecting the material, a replacement or credit will be given, at the manufacturer’s
discretion. If
manufactured by our company, purchased components are covered under their specific
warranty terms.
the item is found to be defective in materials or workmanship, and it was
Conveying System Mechanical Components iii
Page 5
Table of Contents
CHAPTER 1: SAFETY ................................................................ 9
1-1 How to Use This Manual ............................................................................................. 9
Safety Symbols Used in this Manual.....................................................................9
1-2 Warnings and Precautions ........................................................................................ 10
1-3 Responsibility ............................................................................................................ 11
General Responsibility.........................................................................................11
Operator Responsibility .......................................................................................12
Maintenance Responsibility................................................................................. 13
Reporting a Safety Defect ................................................................................... 13
CHAPTER 2: FUNCTIONAL DESCRIPTION ........................... 14
2-1 Models Covered in This Manual................................................................................14
2-2 General Description................................................................................................... 14
Basic System Components ................................................................................. 14
Basic System Types............................................................................................15
Conveying Distance ............................................................................................15
Equipment Cycle ................................................................................................. 15
2-3 Standard Features & Options....................................................................................16
SRI Series Inventory Vacuum Receivers ............................................................ 16
Pumps ................................................................................................................. 18
Blowback Pumps.................................................................................................20
VTTV TurboVac Series Pumps ...........................................................................22
APC Centrifugal Pumps ......................................................................................26
SRH/SRC Vacuum Receivers .............................................................................28
Vacuum Receivers .............................................................................................. 32
Atmospheric Valves............................................................................................. 36
Sequence T-Valves .............................................................................................37
Cartridge-Style Vortex Filter Chamber ................................................................38
FC Series Bag-Style Filters .................................................................................40
ACA Series Filter Chambers ...............................................................................40
AFC-S Series Filters............................................................................................ 42
Take-Off Compartments and Pickup Tubes ........................................................43
2-4 Safety Devices and Interlocks ................................................................................... 46
CHAPTER 3: INSTALLATION.................................................. 48
3-1 Uncrating the Equipment...........................................................................................48
3-2 Rigging and Placing Mechanical Components..........................................................48
Installing the Pump Package...............................................................................48
Installing the Control Panel .................................................................................51
Installing Material/Vacuum Tubing ...................................................................... 51
Installing VFC or FC Filter Chambers..................................................................56
Installing ACA Series Filter Chambers ................................................................57
Installing Vacuum Receivers and Inventory/Vacuum Receivers .........................58
Installing the Safety Filter ....................................................................................58
3-3 Compressed Air Blowback Connection ..................................................................... 60
3-4 Implosion Blowback Connection ...............................................................................60
Conveying System Mechanical Components iv
Page 6

Adjusting the Vacuum Receiver Counterbalance................................................62
Installing the Pickup Probe..................................................................................62
Installing the Grinder Take-off Attachment..........................................................63
Installing and Adjusting the Take-off Compartment.............................................63
Adjusting Fast Take-off (FCO) Compartments .................................................... 64
Installing the Powder Check Adapter (Box Style; EVTO; FEVTO only) ..............64
3-5 Compressed Air Connections.................................................................................... 66
Making ACA Series Filter Chamber Compressed Air Connections..................... 66
Making Pump Compressed Air Connections....................................................... 66
Connecting Vacuum Receivers with Atmospheric Valve Compressed Air Lines 66
Connecting Vacuum Receivers with Sequence-T Valve Compressed Air Lines. 67
Running Remote Proportioning Valve or Proportioning Vacuum Receiver
Compressed Air Lines .........................................................................................68
3-6 Electrical Connections............................................................................................... 69
Making ACA Series Filter Chamber Electrical Connections................................69
Making Pump Power Drop Wiring Connections ..................................................69
Making Control Panel Power Drop Wiring Connections......................................69
Connecting the Control Panel to Vacuum Receivers .......................................... 70
Installing Station Bypass Switches......................................................................72
Connecting the Control Panel to the Pump Package ..........................................73
3-7 Initial Start-up ............................................................................................................ 80
Making Startup Checks ....................................................................................... 80
Adjusting Sight Glass Proximity Sensor Sensitivity.............................................80
Adjusting Air Pulse Duration: All Models .............................................................81
ACA Series Filter Chamber Pre-Operation Checklist .......................................... 81
Adjusting Time Between Air Pulses on ACA Filters ............................................81
Adjusting the Number of Air Pulses..................................................................... 81
Starting ACA Series Filter Chamber Units...........................................................82
Adjusting Proximity Sensor Sensitivity ................................................................ 82
CHAPTER 4: OPERATION....................................................... 83
4-1 Start-up...................................................................................................................... 83
Starting ACA Series Filter Chamber Units...........................................................83
4-2 Operation Procedures ............................................................................................... 83
Vacuum Switch (VS) Operation........................................................................... 83
High Vacuum Relief Regulator Operation ...........................................................84
4-3 Shut-down ................................................................................................................. 84
CHAPTER 5: MAINTENANCE .................................................85
5-1 Preventative Maintenance Schedule......................................................................... 85
5-2 Preventative Maintenance......................................................................................... 86
Maintaining Pump Packages...............................................................................86
Maintaining Filter Chambers................................................................................88
Inspecting ACA Series Filter Chamber Filter Bags..............................................88
Maintaining VTPB Series Vacuum Power Unit Non-Reversing Valves ............... 89
Servicing and Reassembling Lower Valves ........................................................ 94
Maintaining Vacuum Receivers and Filter/ Receiver Combinations....................94
5-3 Cleaning the Collection Bin (All Models Except VFC 225 and VFC 1000)............... 95
5-4 Cleaning the Filter Shroud (VFC 225 and VFC 1000 Only) ......................................95
5-5 Corrective Maintenance ............................................................................................96
Conveying System Mechanical Components v
Page 7

Dealing with Shortened ACA Series Filter Bag Life.............................................96
CHAPTER 6: TROUBLESHOOTING .......................................97
6-1 Introduction................................................................................................................ 97
CHAPTER 7: APPENDIX........................................................ 105
7-1 Warranty..................................................................................................................105
Warranty Specifications..................................................................................... 105
Warranty Restrictions ........................................................................................105
Warranty Liabilities ............................................................................................106
Customer Responsibilities.................................................................................106
7-2 Technical Specifications..........................................................................................107
7-3 Drawings and Diagrams .......................................................................................... 108
7-4 Spare Parts List.......................................................................................................110
7-5 Identification (Serial Number) Tag........................................................................... 135
7-6 Technical Assistance............................................................................................... 136
Parts Department .............................................................................................. 136
Service Department........................................................................................... 136
Sales Department.............................................................................................. 136
Contract Department .........................................................................................136
Conveying System Mechanical Components vi
Page 8
Charts and Figures
1 SRI Stainless Steel Inventory Vacuum Receiver Dimensions
2 VTP Series Pump Dimensions
3 VTPB Series Blowback Pump Dimensions
4 VTTV TurboVac Series Pump Dimensions
5 Pump Specifications (VTP, VTPB & VTTV models)
6 Positive Displacement Pump Dimensions
7 Centrifugal Pump Dimensions
8 Pump Specifications (Positive Displacement and Centrifugal models)
9 SRH Series Stainless Steel Vacuum Receiver Dimensions
10 SRC (2-16) Stainless Steel Vacuum Receiver Dimensions
11 SRC (30-60) Stainless Steel Vacuum Receiver Dimensions
12 TF/VF Flange-Mount Vacuum Receiver Specifications
13 TF/VF Suspension-Mount Vacuum Receiver Specifications
14 TF/VF Silo-Mount Vacuum Receiver Specifications
15 Typical Atmospheric Valve
16 Typical Sequence T-Valve
17 VFC Vortex Filter Chamber Specifications and Dimensions
18 Typical ACA Series Filter Chamber
19 Compressed Air Blowback
20 ACA Series Model 51 and 53 Low Boy Filter Assembly
21 Typical Grinder Take-Off Attachment
22 Typical Take-Off Compartment
23 Typical Fast Take-Off Compartments
24 Typical Pickup Probe
25 Filter Chamber Installation, Optional Blowback Controller shown
26 Typical Multiple Line System Installation
27 Recommended Single-Line Y-Tube Installation
28 Modified Single-Line Y-Tube Installation
29 Manifold Y-Tube Installation
30 Typical Single-Line Y-Tube System Installation
31 Typical Material Check Valve
32 AFC-S Filter Installation
33 Clearing Valve Compressed Air Connections
34 Typical Powder Check Adapter
Solenoid Valve Location on Atmospheric Valve & Compressed Air
35
36
37
38 Volume-Fill, Time-Fill, Vacuum Receiver Wiring Connections (24 VDC Control
Connections
Solenoid Valve Location on Sequence – T Valve & Compressed Air
Connections
Volume-Fill, Time-Fill, Vacuum Receiver Wiring Connections (115 VAC Control
Unit)
17
19
21
23
24
25
26
27
29
30
31
33
34
35
36
37
39
41
42
43
44
44
45
46
50
52
53
54
54
55
56
59
60
65
67
68
71
72
Conveying System Mechanical Components vii
Page 9
Unit)
39 Recommended Field-Installed Optional Station Bypass Switch
40 Typical VTP Series Junction Box Wiring Diagram
41 Typical VTP Series Junction Box with Fused Disconnect Wiring Diagram
42 Typical VTPB Series Junction Box Wiring Diagram
43 Typical VTPB Series Junction Box with Fused Disconnect Wiring Diagram
44 Typical VTTV Series Junction Box with Wiring Diagram
45 Typical VTTV Series Junction Box with Fused Disconnect Wiring Diagram
46 ACA Series Model 50 Blowback DIP Switch Settings
47 Non-Reversing Valve Cycle of Operation (VTPB Pumps)
48 Equipment Cycles
49 Typical SRH Series Vacuum Receiver Exploded View
50 SRH Series Vacuum Receiver Parts List
51 Typical SRC Series Vacuum Receiver Exploded View
52 SRC Series Vacuum Receiver Parts List (Pre-May 2003)
53 Typical SRC02-16 Series Vacuum Receiver Exploded View (Post-May 2003)
54 SRC02-16 Series Vacuum Receiver Parts List (Post-May 2003)
55 Typical SRC Series Vacuum Receiver Exploded View
56 SRC 30/60 Series Vacuum Receiver Parts List
57 Typical SRI Series Inventory Vacuum Receiver Exploded View
58 SRI Series Inventory Vacuum Receiver Parts List
59 TF/VF Vacuum Receiver Spare Parts List, Models TF/VF 30X- TF/VF 60X
60 VFC Filter Chamber Spare Parts List, Models VFC 225 & VFC 1000
61 FC Filter Chamber Spare Parts List, Models FC15, FC30, & FC35
62 Vacuum Power Units; 5 to 15hp (3.73-11.19kW) Models Exploded View
63 Vacuum Power Units; 5 to 15hp (3.73-11.19kW) Models Spare Parts List
64 Vacuum Power Units 25 to 30hp (18.65-22.38kW) Models Exploded View
65 Vacuum Power Units 25 to 30hp (18.65-22.38kW) Models Spare Parts List
66 AFC-S Filter
67 AFC-S Spare Parts List
68 APD Spare Parts Drawing
69 APC Spare Parts Drawing
70 APD Reversing Valve Option Spare Parts Drawing
71 APD Spare Parts List
72 APD Reversing Valve Option Spare Parts List
73 Centrifugal Vacuum Pump Spare Parts List
73
74
75
76
77
78
79
81
108
109
110
111
112
113
114
115
116
117
118
119
120
120
120
121
122
123
124
125
126
127
128
129
130-32
132
133
Conveying System Mechanical Components viii
Page 10
Chapter 1: Safety
1-1 How to Use This Manual
Use this manual as a guide and reference for installing, operating, and maintaining the
mechanical components of your conveying system. The purpose is to assist you in applying
efficient, proven techniques that enhance equipment productivity.
This manual covers only light corrective maintenance. No other maintenance should be
undertaken without first contacting a service engineer.
The Functional Description section outlines models covered, standard features, and safety
features. Additional sections within the manual provide instructions for installation, preoperational procedures, operation, preventive maintenance, and corrective maintenance.
The Installation chapter includes required data for receiving, unpacking, inspecting, and setup
of the mechanical components of your conveying system. We can also provide the assistance
of a factory-trained technician to help train your operator(s) for a nominal charge. This
section includes instructions, checks, and adjustments that should be followed before
commencing with operation of the conveying system. These instructions are intended to
supplement standard shop procedures performed at shift, daily, and weekly intervals.
The Operation chapter includes a description of electrical and mechanical controls, in
addition to information for operating the conveying system safely and efficiently.
The Maintenance chapter is intended to serve as a source of detailed assembly and
disassembly instructions for those areas of the equipment requiring service. Preventive
maintenance sections are included to ensure that the mechanical components of your
conveying system provide excellent, long service.
The Troubleshooting chapter serves as a guide for identification of most common problems.
Potential problems are listed, along with possible causes and related solutions.
The Appendix contains technical specifications, drawings, schematics, parts lists, and
available options. A spare parts list with part numbers specific to your machine is provided
with your shipping paperwork package. Refer to this section for a listing of spare parts for
purchase. Have your serial number and model number ready when ordering.
Safety Symbols Used in this Manual
The following safety alert symbols are used to alert you to potential personal injury hazards.
Obey all safety messages that follow these symbols to avoid possible injury or death.
DANGER! DANGER indicates an imminently hazardous situation that, if not avoided,
will result in death or serious injury.
WARNING! WARNING indicates a potentially hazardous situation or practice that, if
not avoided, could result in death or serious injury.
Caution! CAUTION indicates a potentially hazardous situation or practice that, if
not avoided, may result in minor or moderate injury or in property damage.
Conveying System Mechanical Components Chapter 1: Safety 9 of 136
Page 11
Conveying System Safety Tags
Tag Description Tag Description
Read Operation &
Installation Manual
Protected Earth
PE
Ground
Lifting Point
1-2 Warnings and Precautions
Our equipment is designed to provide safe and reliable operation when installed and operated
within design specifications, following national and local safety codes. This may include, but
is not limited to OSHA, NEC, CSA, SPI, and any other local, national and international
regulations.
To avoid possible personal injury or equipment damage when installing, operating, or
maintaining this equipment, use good judgment and follow these safe practices:
Read and follow these operation and installation instructions when installing,
operating, and maintaining this equipment. If these instructions become damaged or
unreadable, additional copies are available from the manufacturer.
High Voltage Inside
Enclosure
Earth Ground
Spraying Hazard
Follow all SAFETY CODES.
Wear SAFETY GLASSES and WORK GLOVES.
Work only with approved tools and devices.
Disconnect and/or lock out power before servicing or maintaining the equipment.
Use care when LOADING, UNLOADING, RIGGING, or MOVING this
equipment.
Operate this equipment within design specifications.
OPEN, TAG, and LOCK ALL DISCONNECTS before working on equipment.
You should remove the fuses and carry them with you.
Make sure the equipment and components are properly GROUNDED before you
switch on power.
Use extreme caution when working with your conveying system. HIGH VACUUM
can be dangerous. Keep body parts, tools, clothing, and debris away from vacuum
inlets.
When welding or brazing in or around this equipment, make sure VENTILATION is
ADEQUATE. PROTECT adjacent materials from flame or sparks by shielding with
sheet metal. An approved FIRE EXTINGUISHER should be nearby and ready for
use if needed.
Conveying System Mechanical Components Chapter 1: Safety 10 of 136
Page 12

Do not restore power until you remove all tools, test equipment, etc., and the
equipment and related components are fully reassembled.
Only PROPERLY TRAINED personnel familiar with the information in this
manual should work on this equipment.
We have long recognized the importance of safety and have designed and manufactured our
equipment with operator safety as a prime consideration. We expect you, as a user, to abide
by the foregoing recommendations in order to make operator safety a reality.
1-3 Responsibility
These machines are constructed for maximum operator safety when used under standard
operating conditions and when recommended instructions are followed in the maintenance
and operation of the machine.
All personnel engaged in the use of the machines should become familiar with their operation
as described in this manual.
Proper operation of the machine promotes safety for the operator and all workers in its
vicinity.
Each individual must take responsibility for observing the prescribed safety rules as outlined.
All warning and danger signs must be observed and obeyed. All actual or potential danger
areas must be reported to your immediate supervisor.
General Responsibility
No mater who you are, safety is important. Owners, operators and maintenance personnel
must realize that every day, safety is a vital part of their jobs.
If your main concern is loss of productivity, remember that production is always affected in a
negative way following an accident. The following are some of the ways that accidents can
affect your production:
• Loss of a skilled operator (temporarily or permanently)
• Breakdown of shop morale
• Costly damage to equipment
• Downtime
An effective safety program is responsible and economically sound.
Organize a safety committee or group, and hold regular meetings. Promote this group from
the management level. Through this group, the safety program can be continually reviewed,
maintained, and improved. Keep minutes or a record of the meetings.
Hold daily equipment inspections in addition to regular maintenance checks. You will keep
your equipment safe for production and exhibit your commitment to safety.
Please read and use this manual as a guide to equipment safety. This manual contains safety
warnings throughout, specific to each function and point of operation.
Conveying System Mechanical Components Chapter 1: Safety 11 of 136
Page 13

Operator Responsibility
The operator’s responsibility does not end with efficient production. The operator usually has
the most daily contact with the equipment and intimately knows its capabilities and
limitations.
Plant and personnel safety is sometimes forgotten in the desire to meet incentive rates, or
through a casual attitude toward machinery formed over a period of months or years. Your
employer probably has established a set of safety rules in your workplace. Those rules, this
manual, or any other safety information will not keep you from being injured while operating
your equipment.
Learn and always use safe operation. Cooperate with co-workers to promote safe practices.
Immediately report any potentially dangerous situation to your supervisor or appropriate
person.
REMEMBER:
NEVER place your hands or any part of your body in any dangerous location. •
•
NEVER operate, service, or adjust the conveying system without appropriate training
and first reading and understanding this manual.
•
NEVER try to pull material out of the conveying system with your hands while it is
running!
•
Before you start the conveying system, check the following:
• Remove all tools from the conveying system;
• Be sure no objects (tools, nuts, bolts, clamps, bars) are laying in the
area;
•
If your conveying system has been inoperative or unattended, check all settings before
starting the unit.
•
At the beginning of your shift and after breaks, verify that the controls and other
auxiliary equipment are functioning properly.
•
Keep all safety guards in place and in good repair. NEVER attempt to bypass, modify,
or remove safety guards. Such alteration is not only unsafe, but will void the warranty
on your equipment.
•
When changing control settings to perform a different mode of operation, be sure
selector switches are correctly positioned. Locking selector switches should only be
adjusted by authorized personnel and the keys removed after setting.
•
Report the following occurrences IMMEDIATELY:
• unsafe operation or condition
• unusual conveying system action
• leakage
• improper maintenance
• NEVER stand or sit where you could slip or stumble into the
conveying system while working on it.
Conveying System Mechanical Components Chapter 1: Safety 12 of 136
Page 14

DO NOT wear loose clothing or jewelry, which can be caught while working on the
•
conveying system. In addition, cover or tie back long hair.
•
Clean the conveying system and surrounding area DAILY, and inspect the machine for
loose, missing or broken parts.
•
Shut off power to the conveying system when it is not in use. Turn the switch to the
OFF position, or unplug it from the power source.
Maintenance Responsibility
Proper maintenance is essential to safety. If you are a maintenance worker, you must make
safety a priority to effectively repair and maintain equipment.
Before removing, adjusting, or replacing parts on a machine, remember to turn off all electric
supplies and all accessory equipment at the machine, and disconnect and lockout electrical
and pneumatic power. Attach warning tags to the disconnect switch and air shutoff valve.
When you need to perform maintenance or repair work on a conveying system above floor
level, use a solid platform or a hydraulic elevator. If there is a permanently installed catwalk
on your conveying system, use it. The work platform should have secure footing and a place
for tools and parts. DO NOT climb on the conveying system, machines, or work from
ladders.
If you need to repair a large component, use appropriate handling equipment. Before you use
handling equipment (portable “A” frames, electric boom trucks, fork trucks, overhead cranes)
be sure the load does not exceed the capacity of the handling equipment or cause it to become
unstable.
Carefully test the condition of lifting cables, chains, ropes, slings, and hooks before using
them to lift a load.
Be sure that all non-current carrying parts are correctly connected to earth ground with an
electrical conductor that complies with current codes. Install in accordance with national and
local codes.
When you have completed the repair or maintenance procedure, check your work and remove
your tools, rigging, and handling equipment.
Do not restore power to the conveying system until all persons are clear of the area. DO
NOT start and run the conveying system until you are sure all parts are functioning correctly.
BEFORE you turn the conveying system over to the operator for production, verify all
enclosure panels, guards and safety devices are in place and functioning properly.
Reporting a Safety Defect
If you believe that your equipment has a defect that could cause injury, you should
immediately discontinue its use and inform the manufacturer.
The principle factors that can result in injury are failure to follow proper operating procedures
(i.e. lockout/tagout), or failure to maintain a clean and safe working environment.
Conveying System Mechanical Components Chapter 1: Safety 13 of 136
Page 15
Chapter 2: Functional Description
2-1 Models Covered in This Manual
This manual provides operation, installation, and maintenance instructions for the mechanical
components of the conveying system. Model numbers are listed on the serial tag. Make sure
you know the model and serial number of your equipment before contacting the manufacturer
for parts or service.
Our mechanical components are designed to create vacuum for conveying pelletized,
granular, or powder material in a central material handling system. A typical use is as an inplant distribution system for plastic processing plants. Conveying system mechanical
components are sized to meet the specific requirements stated by the Customer at the time of
purchase.
2-2 General Description
Our central vacuum systems are as varied as the applications that they service. Tubing and
equipment furnished in a specially designed system is intended to convey the material(s)
specified at the time of purchase at specific rates and distances.
We can advise you on your system capabilities based on system makeup, distance, material,
and desired conveying rates.
Pressure drops in the overall system directly affect system capacity, such as number of
material line bends, footage of pipe, Y-tubes, T-tubes, etc.
The less distance, flexible hose, and bends you use on material lines, the better. Keep material
lines as straight as possible.
Note: Vacuum leaks occurring anywhere in your system reduce capacity.
Basic System Components
A typical conveying system contains the following components:
• Vacuum receiver(s)
• Vacuum pump
• Filter chamber
• Sequence or atmospheric valves
• Controller
• Take-off compartments
• Pickup tubes/wands
• Vacuum and material tubing
Combinations of these components will help you build your system for the application you
need.
Conveying System Mechanical Components Chapter 2: Functional Description 14 of 136
Page 16

Basic System Types
Time-Fill Systems
A time-fill system conveys material to an on-line vacuum receiver for a pre-set time period.
When this interval elapses, the controller conveys material to the next on-line vacuum
receiver.
Volume-Fill Systems
A volume-fill system conveys material to an on-line vacuum receiver until the material level
activates the proximity switch in the vacuum receiver, or a preset time elapses. When either
of these conditions occur, the controller conveys material to the next on-line vacuum receiver.
Conveying Distance
Vacuum hoppers and Low Head Separators are installed over the material delivery point.
The Vacuum Power Unit and material pick-up device, however, can be installed some
distance from the delivery point. This distance is dependent upon the power unit chosen and
the total equivalent feet required to convey the material.
The manufacturer’s Engineering Department can advise you on your system’s capabilities
given the system make-up, distance, material and desired conveying rates.
Equipment Cycle
Our bulk material conveying systems are used for automatic pneumatic handling of most
free-flowing, dry, pelletized, powder granular materials. Add a Low Head Separator, and
fine powders can be conveyed. Most systems are custom designed using standard
components.
A positive displacement blower draws air through the non-reversing valves on the Vacuum
Power Unit. (See Figure 47 on page 108).
The vacuum is drawn through a filter chamber to prevent material from reaching the blower.
Signals from the programmable controller shift Sequence-“T” Valves to direct the vacuum
through the station being filled to a material pick-up device.
Material is sucked into a pick-up device and through the material tubing to the vacuum
hopper or Low Head Separator, mounted or suspended over a storage bin or processing
equipment.
When the vacuum hopper is filled or the convey cycle times out, the convey cycle ends. The
Vacuum Power Unit immediately shifts into blowback, dumping the material in the vacuum
hopper.
The blowback cycle backflushes air through the vacuum tubing to clean the filter chamber.
The blowback feature cleans the filter chamber after each loading cycle and speeds emptying
of the vacuum hopper. This operation is continuous and automatic. (See Figure 48 on page
109).
The programmable controller automatically shifts the appropriate sequence “T”-valves and
starts the loading cycle at the next station in the cycle.
The cycle continues until the programmable controller senses, through level sensors at each
station, that all stations are filled.
Conveying System Mechanical Components Chapter 2: Functional Description 15 of 136
Page 17

Material characteristics determine the type of equipment needed to properly convey the
material.
See Figures 26 and 30 on pages 52 and 55 for typical system configurations.
2-3 Standard Features & Options
SRI Series Inventory Vacuum Receivers
Models: SRI01, SRI02, SRI04
• Brushed stainless steel construction, with stainless steel product
contact surfaces.
• Pyrex™ sight glass.
• Receiver capacities of 0.1, 0.2, and 0.4 cu. ft. (2.8, 5.6, and 11.3 liters).
• Ten (10) -mesh stainless steel pellet deflector screen.
• Designed for minimum inventory on molding machine.
• Four-inch (101.6 mm) -sq. flange on 0.1 cu. ft. (2.8 liter) model.
• Seven-inch (177.8 mm) -sq. flange on 0.2 and 0.4 cu. ft. (5.6 and 11.3
liter) models.
• Side inlet/outlet design.
• Removable inlets and outlets, up to 2” O.D. on 0.2 and 0.4 cu. ft (5.6
and 11.3 liter) models; material inlet is check valve-ready.
• Check valve for single-line Y applications.
• Adjustable proximity-type material level sensor (mounted on sight
glass): 24 VDC or 115 VAC.
Conveying System Mechanical Components Chapter 2: Functional Description 16 of 136
Page 18
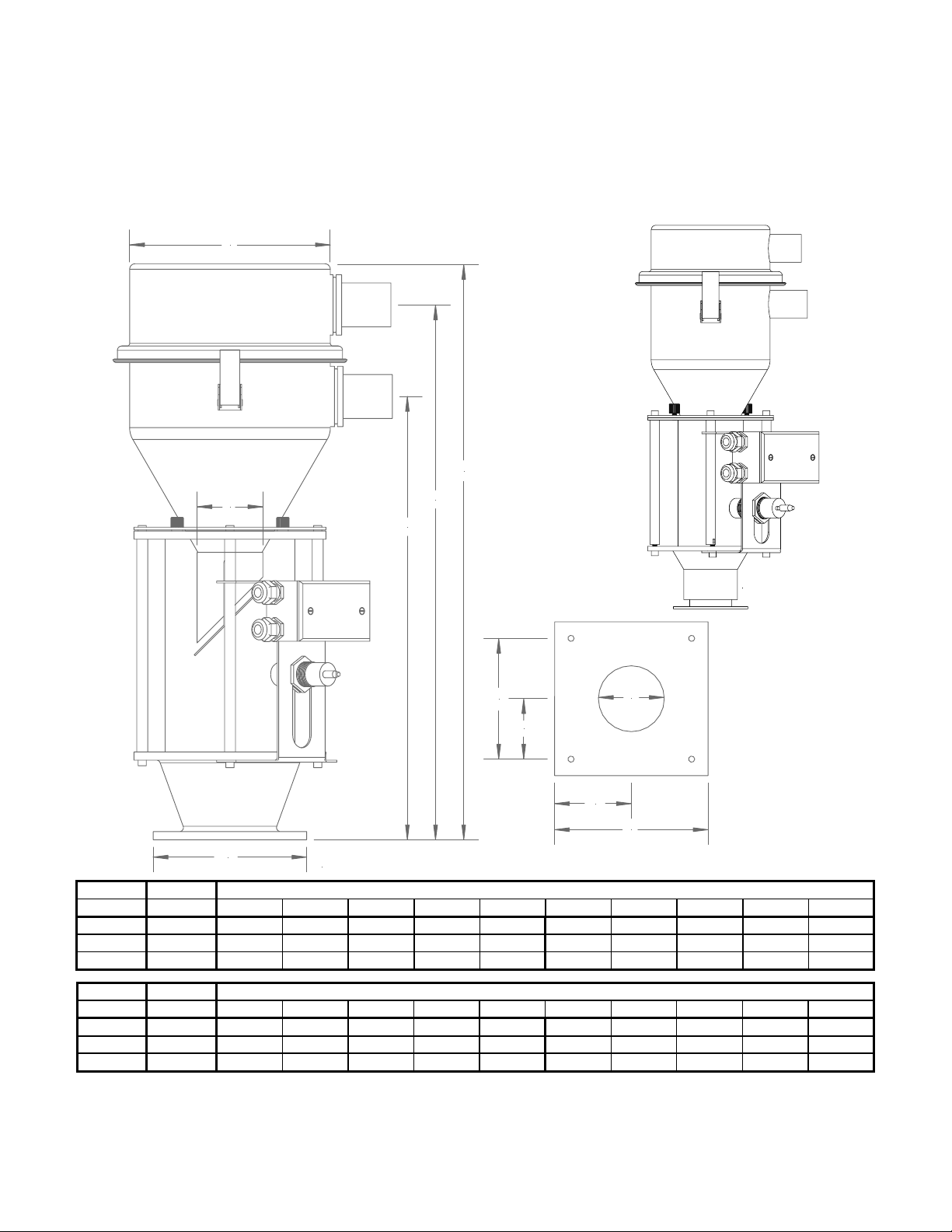
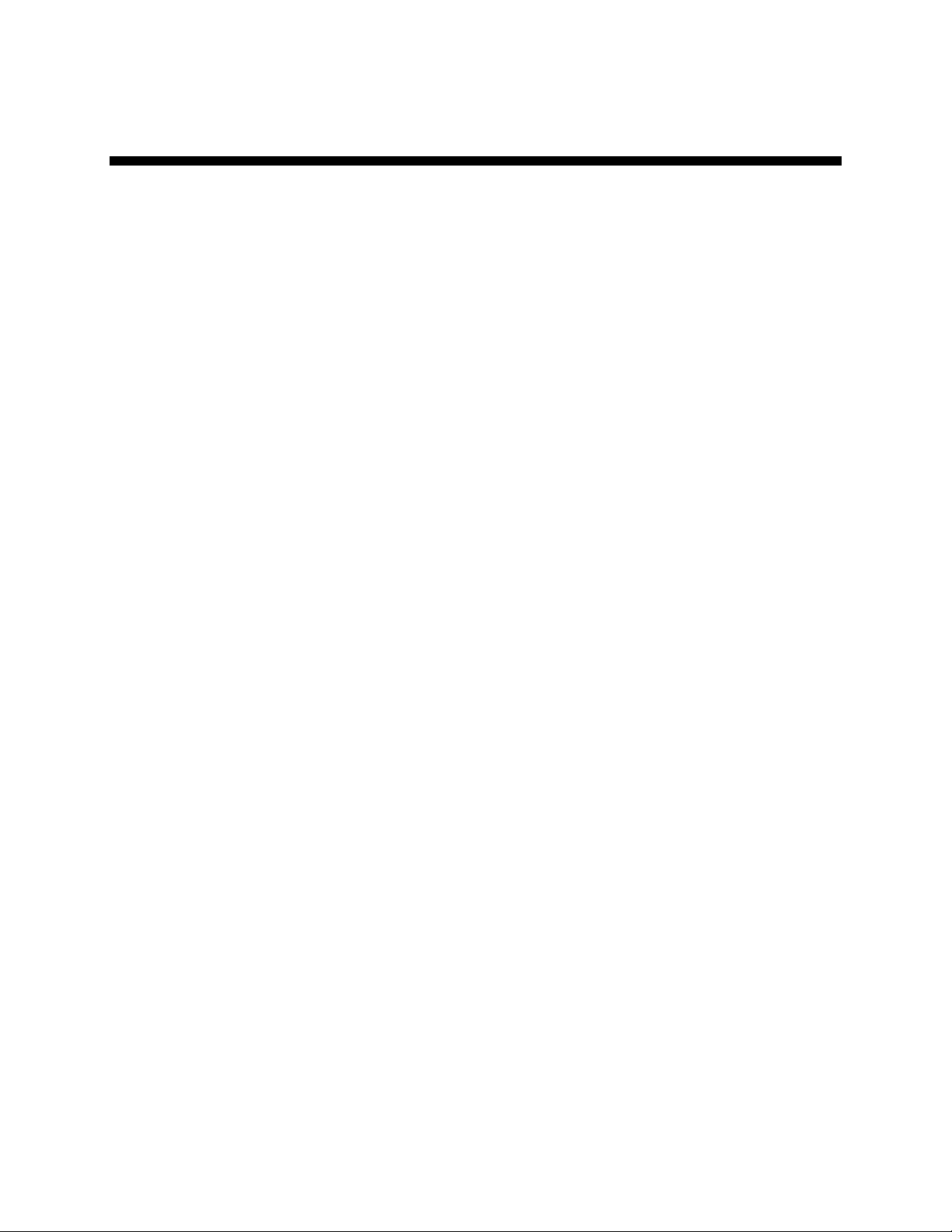
Figure 1: SRI Series Stainless Steel Inventory Vacuum Receiver Dimensions
SRI01 Vacuum Receiver
D
A
E
B
C
SRI01.DWG
I
J
H
G
F
F
Unit size Dimensions in inches
Model cu. ft. A B C D E F -sq. G -sq. H -sq. I -sq. J
SRI01 0.1 211/4” 20” 165/8” 63/8” 13/4” 4” 2” 11/4” 21/2” 2”
SRI02 0.2 255/8” 233/4” 191/2” 91/8” 3” 7” 31/2” 23/4” 51/2” 3”
SRI04 0.4 311/2” 295/8” 251/2” 91/8” 3” 7” 31/2” 23/4” 51/2” 3”
Unit size Dimensions in cm
Model
SRI01 2.8 54.0 cm 50.8 cm 42.2 cm 16.2 cm 4.4 cm 10.2 cm 5.1 cm 3.2 cm 6.4 cm 5.1 cm
SRI02 5.6 65.1 cm 60.3 cm 49.5 cm 23.2 cm 7.6 cm 17.8 cm 8.9 cm 6.9 cm 13.9 cm 7.6 cm
SRI04 11.3 80.0 cm 75.2 cm 64.8 cm 23.2 cm 7.6 cm 17.8 cm 8.9 cm 6.9 cm 13.9 cm 7.6 cm
99/32”/0.28125” (7.14 mm) -diameter holes in four (4) places, equally spaced.
liters
A B C D E F -sq. G -sq. H -sq. I -sq. J
HOPSRI.DWG
Conveying System Mechanical Components Chapter 2: Functional Description 17 of 136
Page 19

Pumps
VTP Series Models: VTP5, VTP7.5, VTP10, VTP15, VTP20, VTP30
• Support base.
• Positive displacement blower.
• 3-phase high efficiency TEFC electric motor.
• 5, 7.5, 10, 15, 20 or 30 horsepower (3.75, 5.63, 7.5, 11.25, 15 or 22.5
kW).
• Standard voltage is 230-460/3/60. 380-415/3/50 and 575/3/60 are
optional.
• Adjustable motor base.
• Compressed air-operated mechanical high-vacuum relief valve.
• Vacuum gauge.
• Vacuum switch for high vacuum protection.
• Junction box with motor starter, including overload protection.
• Discharge silencer.
Options
• Fused disconnect in the junction box.
• Distributed I/O capability.
• Sound enclosure.
• Premium-efficiency motors.
• Re-sheave for elevation.
• 24VDC or 120 AC controls.
Conveying System Mechanical Components Chapter 2: Functional Description 18 of 136
Page 20
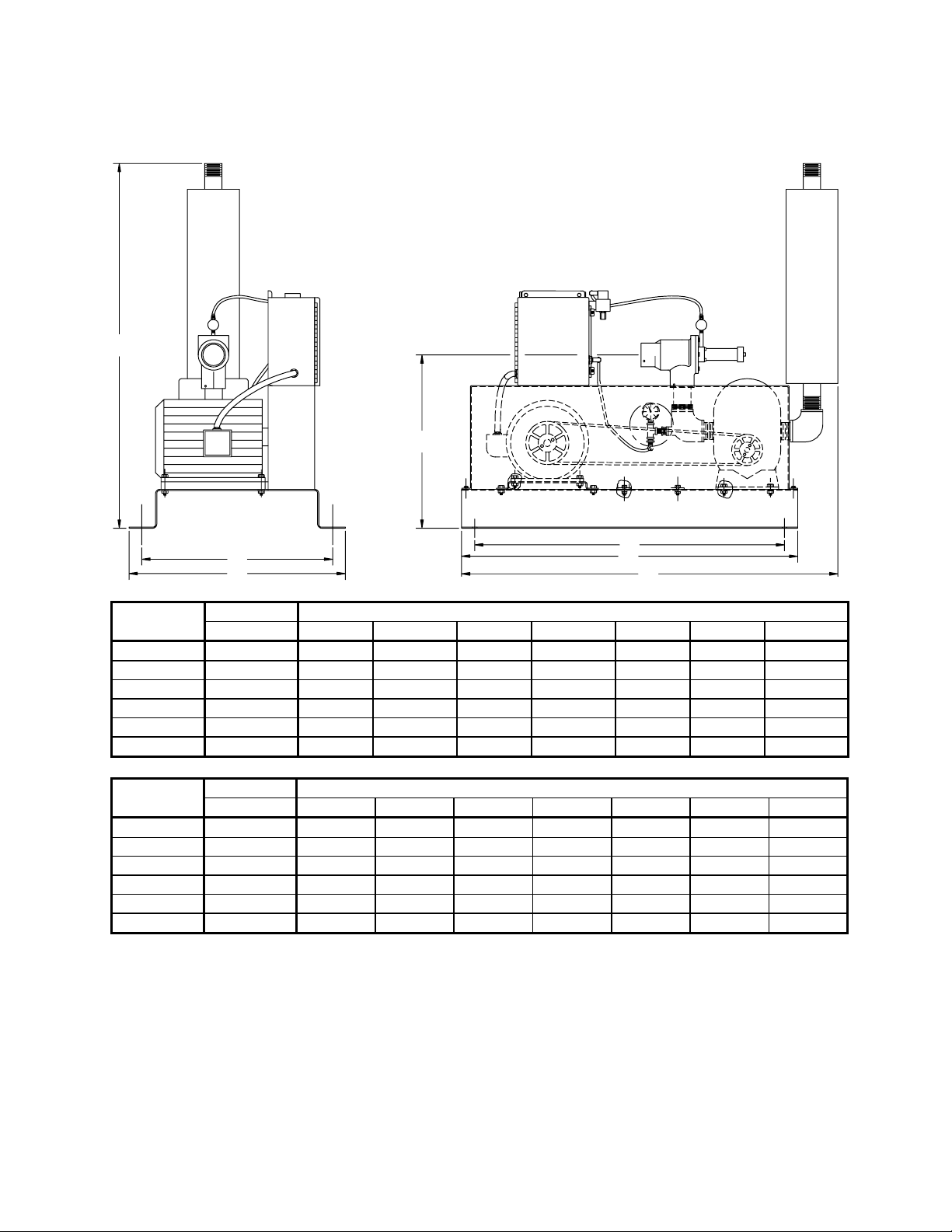
Figure 2: VTP Series Pump Dimensions
C
A
E
F
D
Unit size Dimensions (inches) Model
hp A B C D E F G
VTP 5 5 20 42.5 47 25.75 39.5 23.5 47.5
VTP 7.5 7.5 21 42.5 50 25.75 39.5 23.5 48
VTP 10 10 21 56 50 25.75 53 31 48
VTP 15 15 25 56 62 32.5 53 31 57
VTP 20 20 32 56 65 32.5 53 31 60
VTP 30 30 38 50 85 37.25 48.25 35.75 69.3
Unit size Dimensions (cm) Model
KW A B C D E F G
VTP 5 3.75 51 108 109 64 100 60 117
VTP 7.5 5.63 53 108 127 64 100 60 122
VTP 10 7.50 53 142 127 82 134 79 155
VTP 15 11.25 63 142 162 82 134 79 162
VTP 20 15.00 81 142 178 82 134 79 167
VTP 30 22.38 97 127 216 95 123 91 176
B
G
Conveying System Mechanical Components Chapter 2: Functional Description 19 of 136
Page 21

Blowback Pumps
VTPB Series Models: VTPB5, VTPB7.5, VTPB10, VTPB15, VTPB25, VTPB30
• Compressed air-operated blowback and vacuum valves with high-
vacuum relief.
• Mechanical high-vacuum relief valve.
• Support base.
• Positive displacement blower.
• Three (3) -phase high efficiency TEFC electric motor.
• 5, 7.5, 10, 15, 25, or 30 horsepower (3.75, 5.63, 7.5, 11.25, 18.75, 22.5
kW)
• Standard 230-460/3/60. 380-415/3/50. 575/3/60 is optional.
• Adjustable motor base.
• Vacuum gauge.
• Vacuum switch for high vacuum protection.
• Junction box with motor starter, including overload protection.
• Discharge silencer.
Options
• Fused disconnect in the junction box.
• Distributed I/O capability.
• Sound enclosure.
• Efficiency motors available.
• Re-sheave for elevation.
• 24VDC or 120VAC controls.
Conveying System Mechanical Components Chapter 2: Functional Description 20 of 136
Page 22
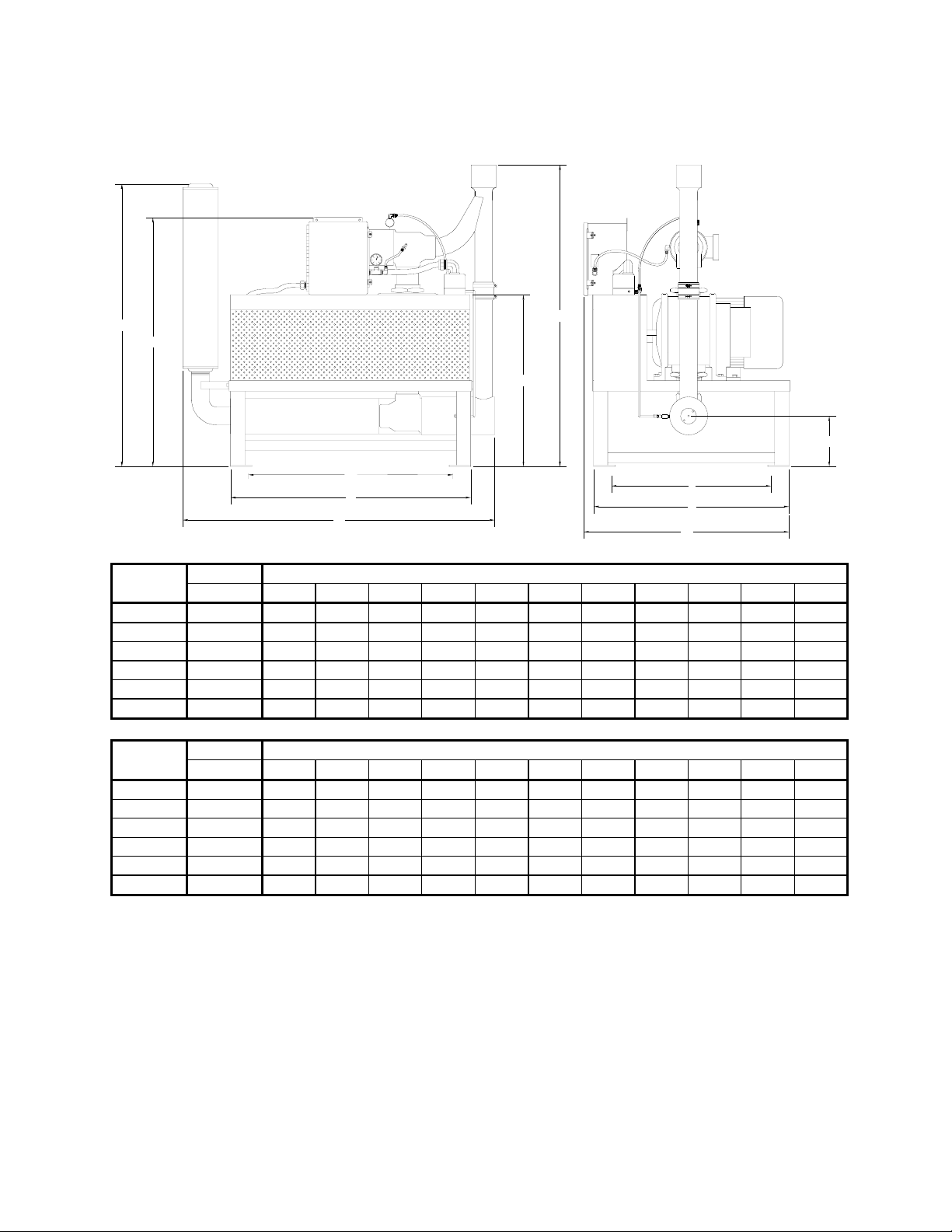
Figure 3: VTPB Series Blowback Pump Dimensions
A
B
E
F
G
D
C
H
I
J
K
Unit size Dimensions (inches) Model
hp A B C D E F G H I J K
VTP 5 5 40 35 24 42.5 29 34 44 7 22.5 27.5 29
VTP 7.5 7.5 40 35 24 42.5 29 34 44 7 22.5 27.5 29
VTP 10 10 40 35 24 42.5 29 34 44 7 22.5 27.5 29
VTP 15 15 40 35 24 42.5 29 34 44 7 22.5 27.5 29
VTP 25 25 80 60 39 74 42.5 46 65 9 31.5 35 32
VTP 30 30 80 60 39 74 42.5 46 65 9 31.5 35 32
Unit size Dimensions (cm) Model
kW A B C D E F G H I J K
VTP 5 3.75 101 89 61 108 73 86 111 18 57 70 73
VTP 7.5 5.63 101 89 61 108 73 86 111 18 57 70 73
VTP 10 7.50 101 89 61 108 73 86 111 18 57 70 73
VTP 15 11.25 101 89 61 108 73 86 111 18 57 70 73
VTP 25 18.75 203 152 101 188 108 117 166 23 80 89 81
VTP 30 22.50 203 152 101 188 108 117 166 23 80 89 81
Conveying System Mechanical Components Chapter 2: Functional Description 21 of 136
Page 23

VTTV TurboVac Series Pumps
Models: VTTV-1.0, VTTV-2.0, VTTV-3.5, VTTV-8.5
• Centrifugal blower.
• Cartridge filter.
• Vent valve (optional on VTTV-1.0 1-hp [0.75 kW] unit).
• Junction box with starter mounted on unit.
Options
• Freestanding central filter.
• Distributed I/O.
• Fused disconnect.
• 24VDC or 120VAC controls.
Conveying System Mechanical Components Chapter 2: Functional Description 22 of 136
Page 24
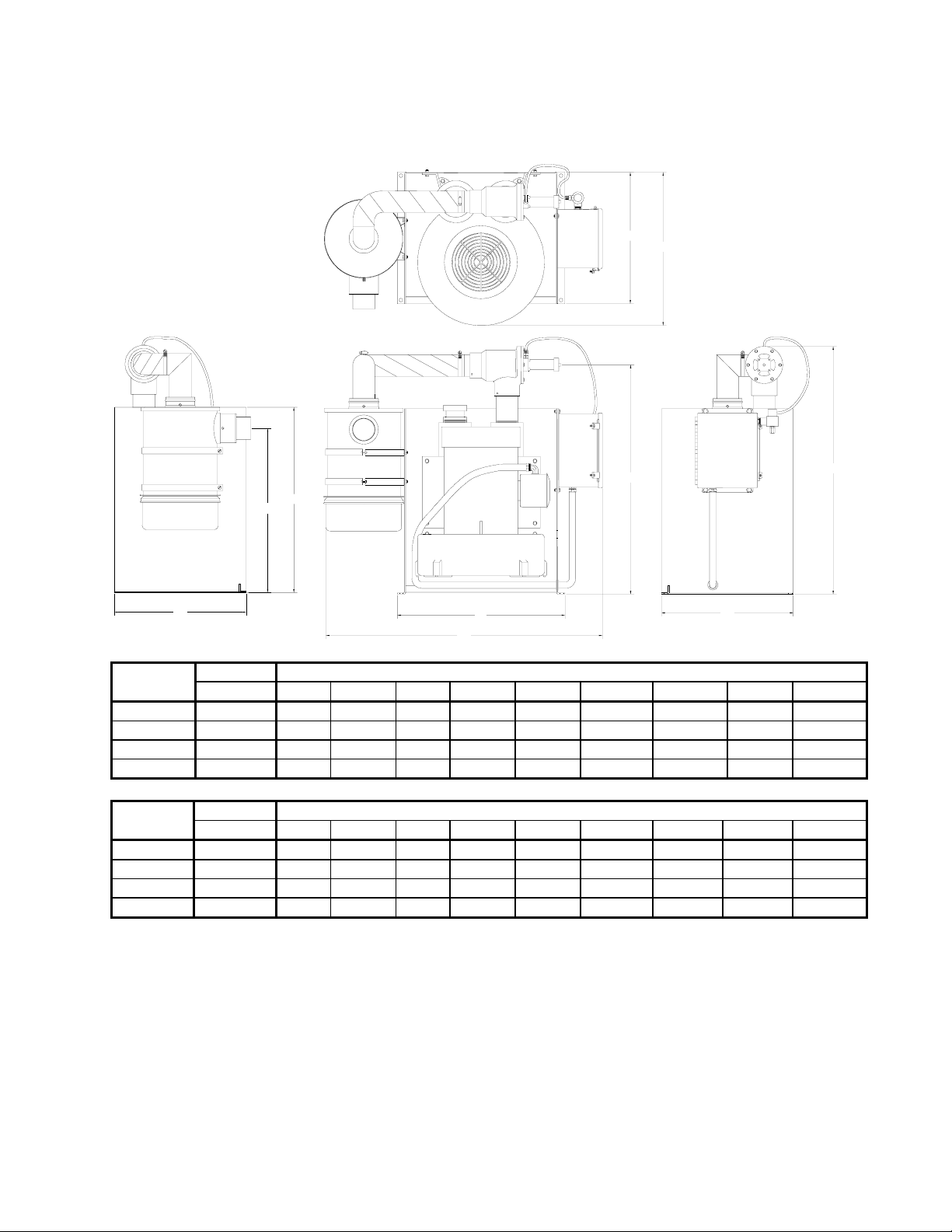
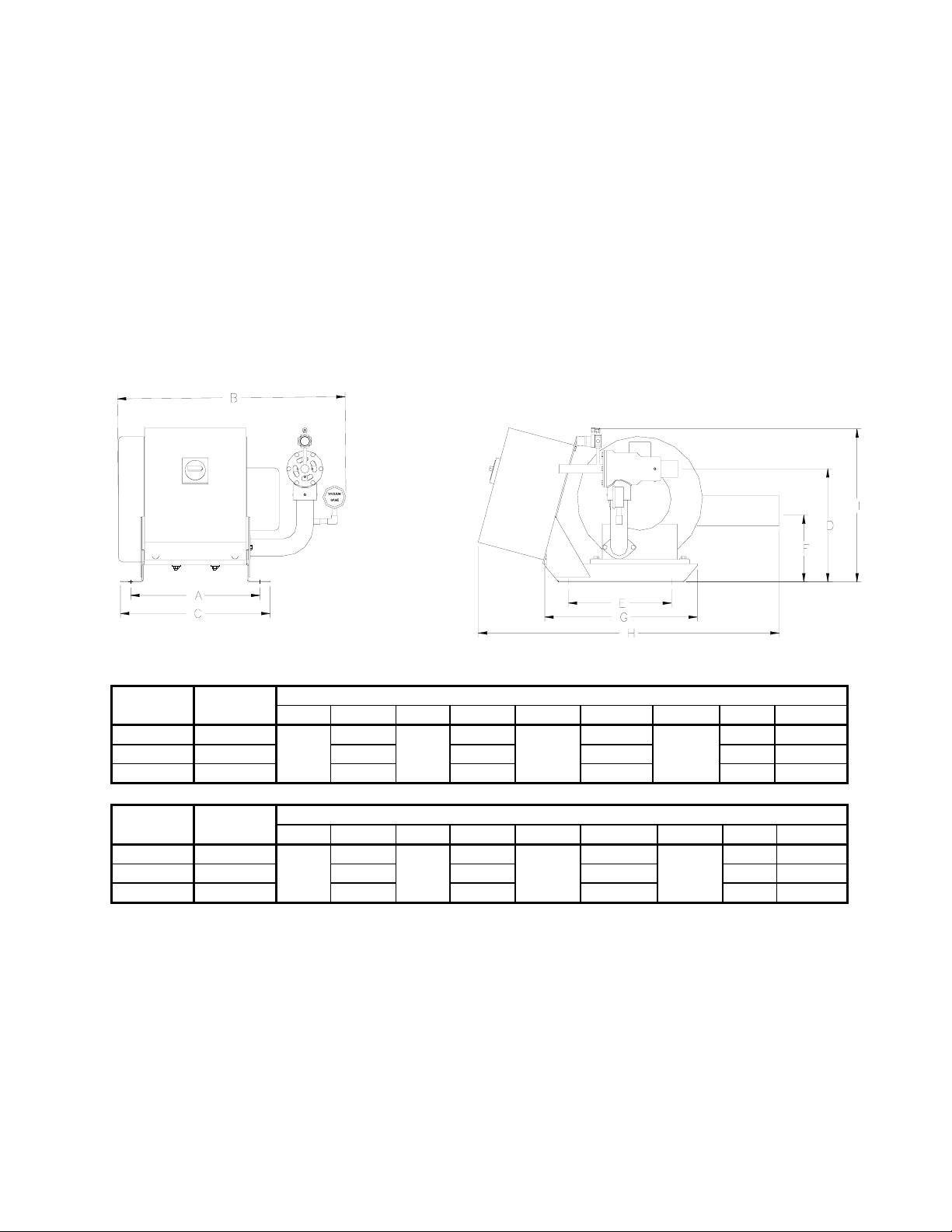
Figure 4: VTTV TurboVac Series Pump Dimensions
A
B
F
E
D
C
G
H
C
I
Unit size Dimensions (inches) Model
hp A B C D E F G H I
VTTV 1.0 1 9 123/8 9 — 181/4 — 163/4 261/4 23
VTTV 2.0 2 18 — 18 205/8 253/8 2913/16 227/8 322/3 325/16
VTTV 3.5 3.5 18 — 18 221/2 253/8 2913/16 227/8 355/16 325/16
VTTV 8.5 8.5 18 21 18 221/2 253/8 313/8 23 3713/16 337/8
Unit size Dimensions (cm) Model
kW A B C D E F G H I
VTTV 1.0 0.75 23 31 23 — 46 — 109 66 58
VTTV 2.0 1.50 46 — 46 52 64 76 58 83 82
VTTV 3.5 2.63 46 — 46 57 64 76 58 89 82
VTTV 8.5 6.38 46 53 46 57 64 79 58 96 86
Does not include D and F dimensions.
Dimension I is overall height for 1-hp (0.75 kW) unit only.
➂ Note: Atmospheric valve (shown) for TV 2.0 – 8.5 units only.
Conveying System Mechanical Components Chapter 2: Functional Description 23 of 136
Page 25
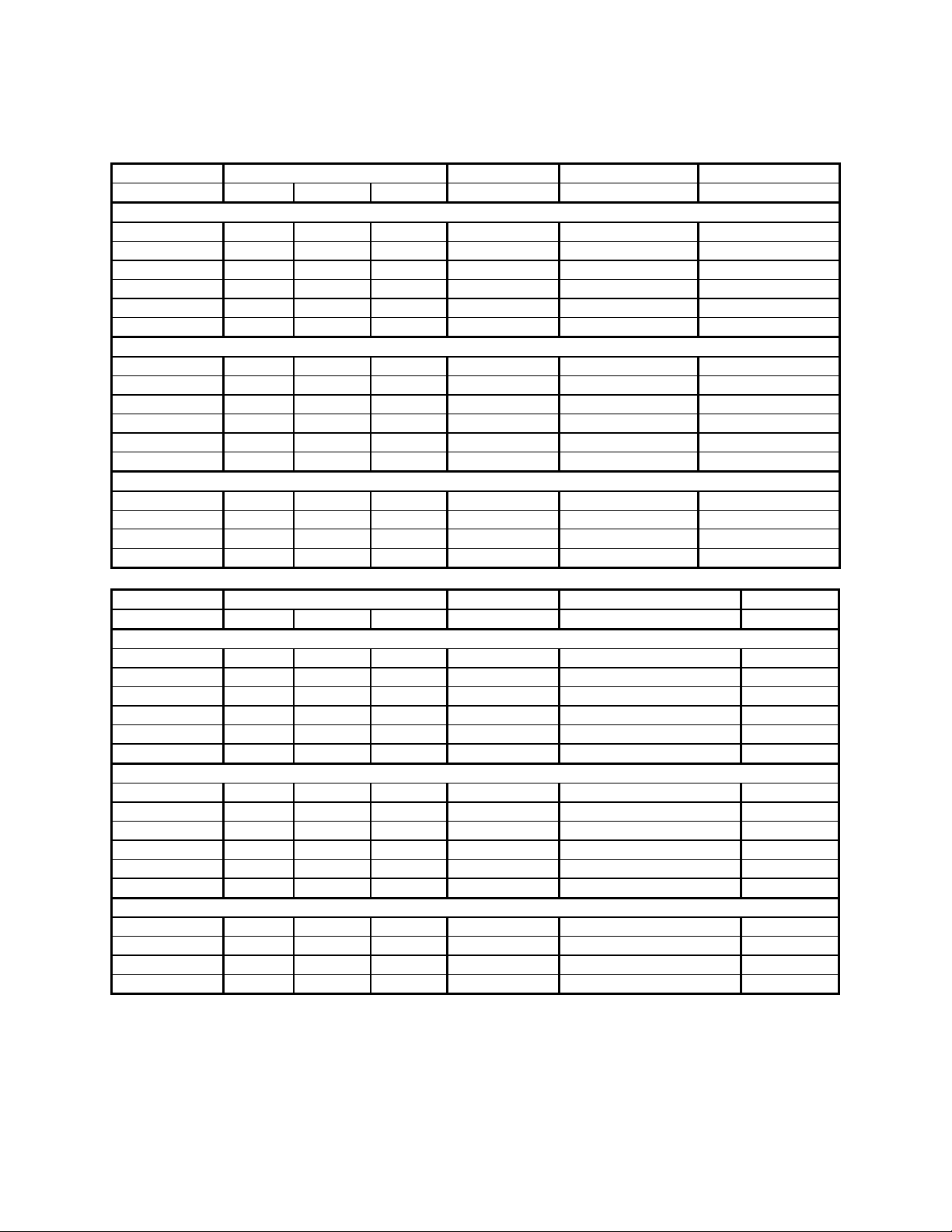
Figure 5: Pump Specifications (VTP, VTPB, and VTTV Pumps
)
Model Amp draw, full-load amps Air flow Line size Ship weight
hp 230 V 460 V 575 V cfm inches lbs.
Pumps- VTP Models
5 13.6 6.8 5.4 110 2” tube 385
7.5 20.6 10.3 8.2 150 2½” tube 470
10 27.2 13.6 10.9 225 3” tube 830
15 39.2 19.6 15.7 350 3” Sch. 5 pipe 870
20 49.6 24.8 19.8 449 4” Sch. 10 pipe 1,600
30 76.3 38.1 30.4 646 5” tube 1,700
Pumps with Blowback — VTPB Models
5 13.6 6.8 5.4 103 2” tube 385
7.5 20.6 10.3 8.2 150 2½” tube 470
10 27.2 13.6 10.9 225 3” tube 830
15 39.2 19.6 15.7 300 3” Sch. 5 pipe 870
25 63.0 24.8 25.1 545 4” Sch. 10 pipe 1,600
30 76.2 38.1 30.4 765 5” Sch. 10 pipe 1,800
TurboVac Pumps — VTTV Models
1.0 3.4 1.7 1.4 50 1½” tube 50
2.0 6.2 3.1 2.5 85 1½” tube 75
3.5 11.3 5.7 4.4 100 2” tube 175
8.5 23.8 11.9 9.2 225 3” tube 350
Model Amp draw, full-load amps Air flow Line size Ship weight
kW 230 V 460 V 575 V cmh mm Kg
Pumps- VTP Models
3.75 13.6 6.8 5.4 186 50 mm tube 175
5.63 20.6 10.3 8.2 254 63 mm tube 214
7.50 27.2 13.6 10.9 382 76 mm tube 377
11.25 39.2 19.6 15.7 594 3” Sch. 5 pipe 395
15.00 49.6 24.8 19.8 762 4” Sch. 10 pipe 727
22.4 76.3 38.1 30.4 1,097 127 mm tube 789
Pumps with Blowback — VTPB Models
3.75 13.6 6.8 5.4 175 50 mm tube 175
5.63 20.6 10.3 8.2 254 63 mm tube 214
7.50 27.2 13.6 10.9 382 76 mm tube 377
11.25 39.2 19.6 15.7 507 3” Sch. 5 pipe 395
18.75 63.0 24.8 25.1 920 4” Sch. 10 pipe 727
22.50 76.2 38.1 30.4 1,290 5” Sch. 10 pipe 818
TurboVac Pumps — VTTV Models
0.75 3.4 1.7 1.4 84 38 mm tube 23
1.50 6.2 3.1 2.5 144 50 mm tube 35
2.63 11.3 5.7 4.4 169 50 mm tube 80
6.38 23.8 11.9 9.2 382 76 mm tube 159
Air flow measured in cubic feet per minute (cfm) and cubic meters per hour (cmh).
Note: Rated performance is at standard atmosphere and sea level conditions. High
elevation affects system performance.
Conveying System Mechanical Components Chapter 2: Functional Description 24 of 136
Page 26
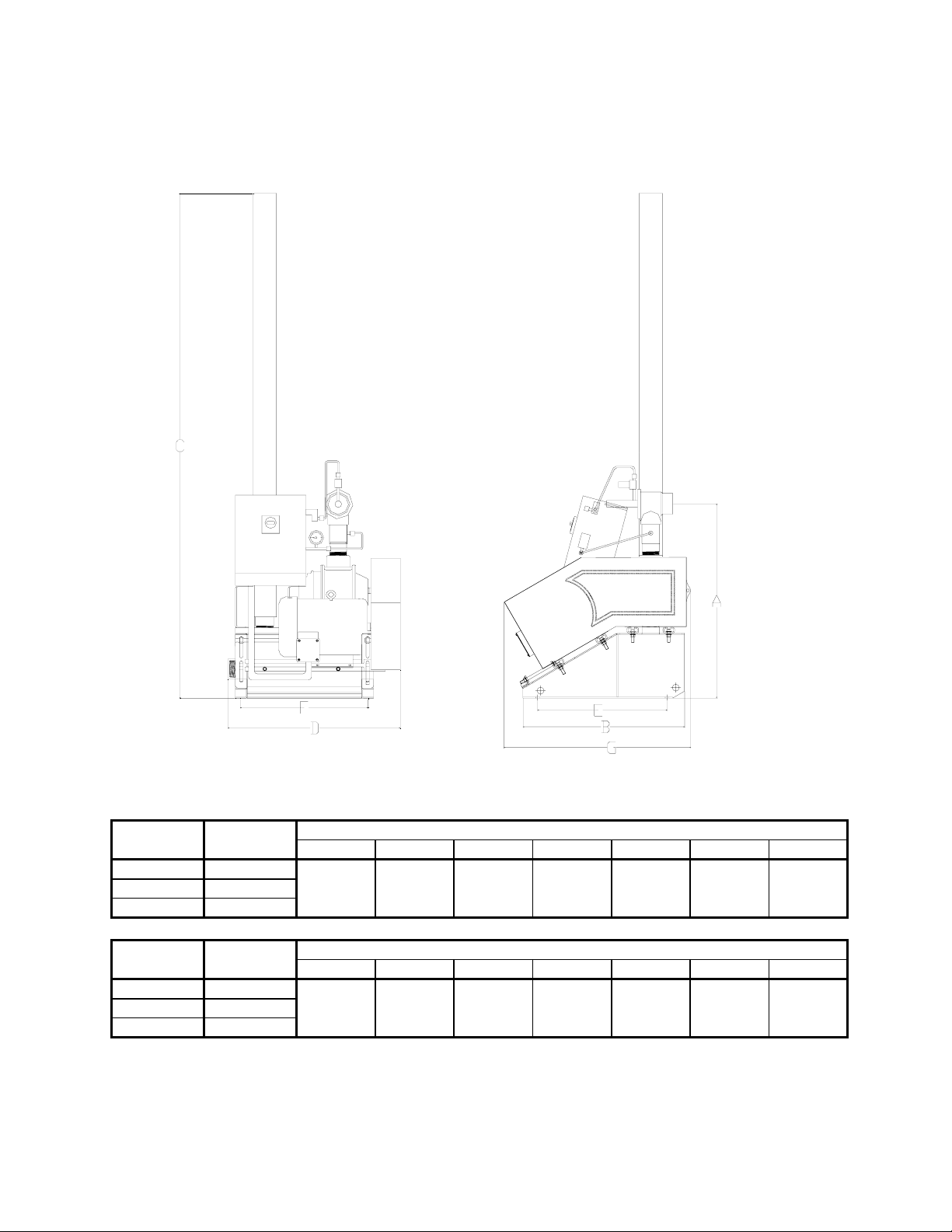
Figure 6: Positive Displacement Pump Dimensions
hp
APD 5 5
APD 10 10
APD 15 15
A B C D E F G
33 27.5 85.82 29 22 21.75 31.75
kW
APD 5 3.75
APD 10 7.5
APD 15 11.25
A B C D E F G
84 70 218 74 56 55 81
Dimensions (inches) Model Unit size
Dimensions (cm) Model Unit size
Conveying System Mechanical Components Chapter 2: Functional Description 25 of 136
Page 27
APC Centrifugal Pumps
Models: 3.5, 6.5 & 11 Hp
• Centrifugal blower.
• Cartridge filter.
• Vent valve
• Junction box with starter mounted on unit.
Figure 7: Centrifugal Pump Dimensions
Dimensions (inches) Model Unit size
Hp*
APC 3.5 3.5 26.25 13 8.75 35 18
APC 6.5 6.5 24.5 13 7.5 31 17.75
APC 11.5 11.0
kW
APC 3.5 2.63 67 33 22 89 46
APC 6.5 4.84 62 33 19 79 45
APC 11.0 8.58
*At 460/3/60
A B C D E F G H I
15
31.5
A B C D E F G H I
38
80
17.4
44
14.8
37
12
8.6
Dimensions (cm) Model Unit size
30
21
17.75
35.5 19
45
90 48
Conveying System Mechanical Components Chapter 2: Functional Description 26 of 136
Page 28
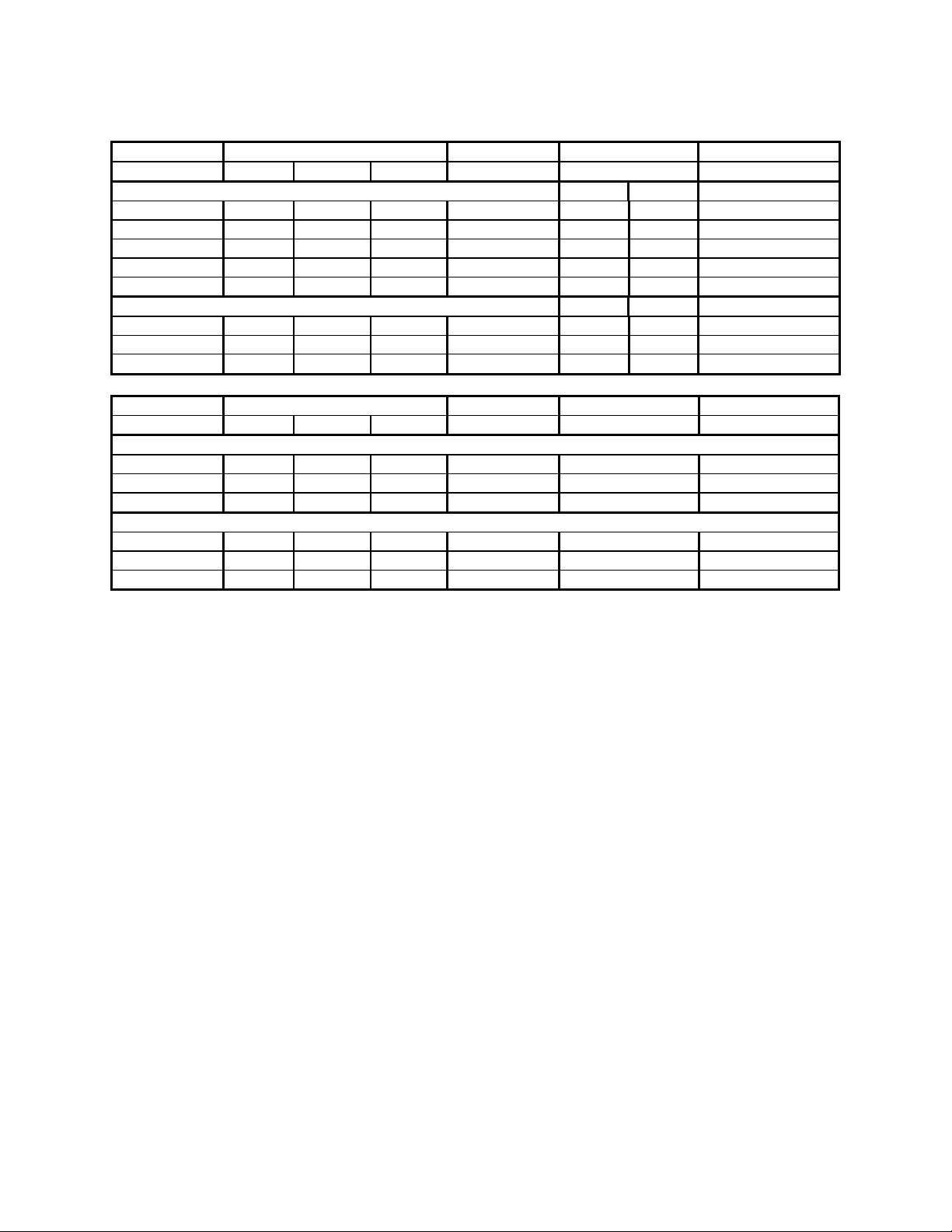
Figure 8: APD and APC Pump Specifications (Positive Displacement and Centrifugal pumps)
Model Amp draw, full-load amps Air flow Line size Ship weight
hp 230 V 460 V 575 V cfm inches lbs.
Pumps — Positive Displacement Models
5 13.4 6.7 5.4 120 2.0” 2.0” 385
10 28.4 14.2 11.4 200 2.5” 2.5” 400
10 29.2 14.6 11.7 300 3.0” 3.0” 400
15 38.4 19.2 15.3 300 3.0” 3.0” 420
15 39.2 19.6 15.7 360 3.5” 3.5” 420
Pumps — Centrifugal Models
3.5 9.1 4.6 3.0 106 2.0” 1.5” 175
6.5 12.9 6.5 4.3 152 2.0” 2.0” 300
11 32.5 16.2 10.6 225 2.5” 2.5” 350
Vacuum Material
Vacuum Material
Model Amp draw, full-load amps Air flow Line size Ship weight
kW 230 V 460 V 575 V cmh mm Kg
Pumps — Positive Displacement Models
3.75 13.4 6.7 5.4 204 50 mm 175
7.5 28.4 14.2 11.4 340 63 mm 181
11.25 38.4 19.2 15.3 510 76 mm 190
Pumps — Centrifugal Models
3.5 9.1 4.6 3.0 180 38 mm 80
6.5 12.9 6.5 4.3 258 50 mm 136
11 32.5 16.2 10.6 302 63 mm 159
Air flow measured in cubic feet per minute (cfm) and cubic meters per hour (cmh).
Rated performance is at standard atmosphere and sea level conditions. High
elevation affects system performance
Conveying System Mechanical Components Chapter 2: Functional Description 27 of 136
Page 29

SRH/SRC Vacuum Receivers
Models: SRH01, SRC02, SRC04, SRC08, SRC16, SRC30, SRC60
• Receiver capacities of 0.1, 0.2, 0.4. 0.8, 1.6, 3.0, and 6.0 cu. ft. (2.8,
5.6, 11.3, 22.6, 45.3, 84.9, and 169.9 liters).
• Brushed stainless steel construction, with stainless steel product
contact surfaces.
• Material demand/level sensor with Normally Open (std.) or Normally
Closed (version available) contacts.
• Perforated stainless steel pellet deflectors (SRC30/60 Models).
• Ten (10) -mesh stainless steel pellet deflector screen (SRC02–16
models only).
• Removable side inlets and outlets – up to 3” O.D.(except on 0.1 cu. ft.
[2.8 liter] models).
• Internal check valve on material inlets (up to 3” line size) – Not on
SRC02 models.
Options
• Volume fill sensor.
• Optiview sensor.
• Spun aluminum riser.
• Filters (polyester and nylon).
• Throat gaskets – high temp & food grade.
• Consult assembly drawings for optional materials.
Note: SRC30/60 models can be vented or non-vented or equipped with a silo mount
riser with an access door.
Conveying System Mechanical Components Chapter 2: Functional Description 28 of 136
Page 30
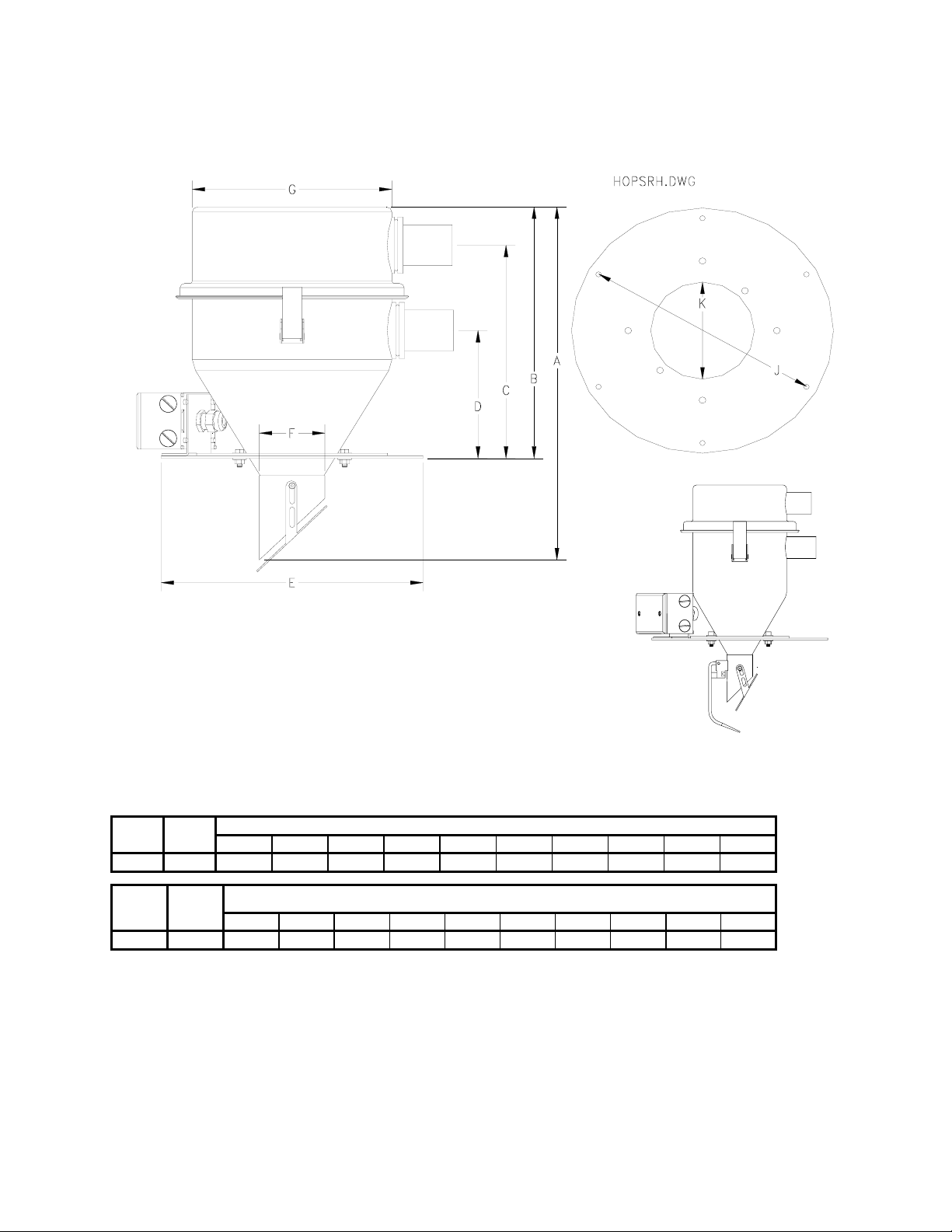
Figure 9: SRH Series Stainless Steel Vacuum Receiver Dimensions
SRH01 Vacuum Receiver
H
SRH01.DWG
Dimensions (inches)
Model Cu. ft. A B C D E F G H J K
SRH01 0.1 14.88” 10.63” 9.38” 6.38” 12” 1.75” 6.38” 5.50” 11” 6.75”
Dimensions (cm)
Model Liters A B C D E F G H J K
SRH01 2.8 38 27 24 16 31 4.4 16.2 14 28 17
5/16”/0.3125” (8.00 mm) -diameter holes, two (2) places equally spaced.
1/4”/0.2500” (6.35 mm) -diameter holes, six (6) places equally spaced; H is standard mounting hole location.
Conveying System Mechanical Components Chapter 2: Functional Description 29 of 136
Page 31

Figure 10: SRC(2-16) Stainless Steel Vacuum Receiver Dimensions
Note: SRC16 Vacuum Receiver (shown)
(14.14)
(23.63)
K
J
SEE NOTE 5
(5.75)
Mounting Flange -10” Diameter Cut-Out)
(
Dimensions (inches)
Model # Cu. ft. A B C D E F G H I J K
SRC02 0.2 16.75” 11.5” 9.75” 5.5”
SRC04 0.4 22.38” 17.5” 15.38” 11.5”
SRC08 0.8 26” 20.13” 17.38” 11.6”
SRC16 1.6 32.25” 26.38” 23.63” 18.1”
12” 4”
9.13”
14.13”
N / A
11” 10” 4.5”
Metric Standards • Dimensions in cm
Model # Liters A B C D E F G H I J K
SRC02 5.6 42.5 29.2 24.8 14.0
SRC04 11.3 56.8 44.4 39.7 29.2
SRC08 22.6 66.1 51.1 44.1 29.5
SRC16 45.3 81.9 67.0 60.0 46.1
5
/16”/0.3125” (8.00 mm) -diameter holes, two (2) places equally spaced.
1/4”/0.2500” (6.35 mm) -diameter holes, six (6) places equally spaced; I is standard mounting hole location.
30.5 10.2 35.9 N/A 27.9 25.4 11.4
Conveying System Mechanical Components Chapter 2: Functional Description 30 of 136
Page 32

Figure 11: SRC (30/60) Stainless Steel Vacuum Receiver Dimensions
Note: SRC60 Vacuum Receiver (shown)
K
J
16” OD
(
Mounting Flange -14” Diameter Cut-Out)
Model # Cu. ft. A C D E F H J K
SRC30 26
SRC60 6.0 55
3.0 47 39
63
B G
NA
Dimensions (inches)
42
16 6 20 NA 7
15
Metric Standards • Dimensions in cm
Model # Liters B
SRC30 85 119 100 66
SRC60 170 159 140
5
/16”/0.3125” (8.00 mm) -diameter holes, two (2) places equally spaced.
1/4”/0.2500” (6.35 mm) -diameter holes, six (6) places equally spaced; I is standard mounting hole location.
A C D E F G H J K
N/A
106
41 15 51 N/A 38 19
Conveying System Mechanical Components Chapter 2: Functional Description 31 of 136
Page 33

Vacuum Receivers
Models: TF301G, TF301U, TF301S, TF601G, TF601U, TF601S, TF302G, TF302U,
TF302S, TF602G, TF602U, TF602S,
VF301G, VF301U, VF301S, VF601G, VF601U, VF601S, VF302G, VF302U, VF302S, VF602G, VF602U, VF602S
• Bin-Full sensor on flapper dump valve.
• TF receivers are used with time-fill conveying systems.
• VF receivers with proximity sensor are used with volume-fill
conveying systems.
• Available in 3.0 (30) and 6.0 (60) cubic foot sizes (85- and 170-liter
sizes).
• Available in mild steel (1) or stainless steel (2).
• Most models available with flange (G), suspension (U), or silo (S)
mounting systems.
• Individually addressed network-capable distributed I/O control
optional.
• Sixteen (16) -mesh stainless steel pellet deflector standard.
• 2” (50 mm) to 3” (76 mm) check valves and material inlets for use
with single-line Y systems.
• Adjustable proximity-type material-level sensor: 24 VDC or 115 VAC
available.
Options
• Paddle-style level indicator.
• Compressed air filter cleaning controls for individual vacuum hoppers
available.
• Glazed polyester, acrylic, and Gore-Tex® filters.
Conveying System Mechanical Components Chapter 2: Functional Description 32 of 136
Page 34

Figure 12: TF/VF Flange-Mount Vacuum Receiver Specifications
I
B
G
D
H
A
C
E
F
Dimensions (inches)
cu. ft. A B C D E F G H I
3.0 40 3311/16 229/16 20 217/8 6 16
6.0 475/8 417/16 309/32 22 217/8 6 16
Dimensions (cm)
liters A B C D E F G H I
85 101 85 57 51 55 15 40
170 120 105 77 56 55 15 40
13/64” (5 mm) -diameter holes — 8 places, equally spaced.
13/64” (5 mm) -diameter holes — 6 places, equally spaced.
Mounting holes provided by customer.
Conveying System Mechanical Components Chapter 2: Functional Description 33 of 136
Page 35

Figure 13: TF/VF Suspension-Mount Vacuum Receiver Specifications
A
H
B
C
D
E
F
G
Dimensions (inches)
cu. ft. A B C D E F G H
3.0 6911/16 3311/16 229/16 20 30 6 17 40
6.0 7711/32 417/16 309/32 22 30 6 17 477/8
Dimensions (cm)
liters A B C D E F G H
85 177 85 57 51 76 15 43 101
170 196 105 77 56 76 15 43 121
Note: Mounting holes provided by customer.
Conveying System Mechanical Components Chapter 2: Functional Description 34 of 136
Page 36

Figure 14: TF/VF Silo-Mount Vacuum Receiver Specifications
B
J
D
K
M
L
A
C
E
F
H G
M
Dimensions (inches)
cu. ft. A B C D E F G H J K L M
3.0 50 3311/16 229/16 20 217/8 6 20 13/4 40 227/32 22 231/2
6.0 575/8 417/16 309/32 22 217/8 6 20 13/4 475/8 227/32 22 231/2
Dimensions (cm)
liters A B C D E F G H J K L M
85 127 85 57 51 55 15 51 4 101 56 56 60
170 146 105 77 56 55 15 51 4 121 56 56 60
Mounting holes provided by customer.
Note: 9/16” (14 mm) -diameter holes; 7 places, equally spaced.
Conveying System Mechanical Components Chapter 2: Functional Description 35 of 136
Page 37

Atmospheric Valves
Models: AV1.5, AV2, AV2.25, AV2.5, AV3
• Mount on cover of vacuum hopper to direct vacuum into hoppers.
• Relieves vacuum by allowing an in-rush of atmospheric air into the
system.
• Compressed air-operated.
• Selection of black or white neoprene plungers or available high
temperature plungers.
• 24 VDC or 115 VAC control voltage solenoid.
• Adds only six inches (15 cm) to the height of vacuum hoppers and
filter chambers.
Figure 15: Typical Atmospheric Valve
Conveying System Mechanical Components Chapter 2: Functional Description 36 of 136
Page 38

Sequence T-Valves
Models: SV1.5, SV2, SV2.25, SV2.5, SV3, SV4, SV4.5, SV5
• Mount in vacuum header piping above vacuum hoppers to direct
vacuum into hoppers.
• Used with pumps that have blowback feature and critical dried resins
because no atmospheric air is introduced when vacuum is relieved.
• Compressed air operation.
• Selection of black or white neoprene plungers, or high temperature
silicone plungers.
• 24 VDC or 115 VAC control voltage solenoid.
• Distributed I/O capability.
Figure 16: Typical Sequence T-Valve
Conveying System Mechanical Components Chapter 2: Functional Description 37 of 136
Page 39

Cartridge-Style Vortex Filter Chamber
Models: VFC225, VFC1000
• For use with standard pumps.
• Two stage cyclone/cartridge filter design.
• Twenty-nine inch (29”/74 cm) -high floor stand for drum discharge.
• Reverse pulse filter element.
• Flapper dump valve and filter shroud.
• Available in mild (51) or stainless steel (52) construction.
• Compressed air filter cleaning 24VDC or 120VAC.
Options
• 45” (114 cm) floor stand with 38” (97 cm) clearance for 55-gallon
(208-liter) drum.
• Removable dust can on 29” (74 cm) floor stand.
• Compressed air blowback with 115VAC/24VDC solenoid; controller
available separately.
Conveying System Mechanical Components Chapter 2: Functional Description 38 of 136
Page 40

Figure 17: VFC Vortex Filter Chamber Specifications and Dimensions
B
B
Optional
Blowback
solenoid
VFC-225
VFC-1000
C
E
Optional
integral
dust can
D
A
Floor A B C D E
stand inches cm inches cm inches cm inches cm inches cm
29” (74 cm) stand 20.50” 52 67.50” 171 45.38” 115 16.50” 42 29” 74
Optional 45” (114
cm) stand with drum
28.50” 72 83.50” 212 61.38” 156 24.50” 62 45” 114
D
A
E
C
Floor A B C D E
stand Inches cm inches cm inches cm inches cm inches cm
29” (74 cm) stand 26.50” 67 82.38” 209 50.38” 128 22.50” 57 29” 74
Optional 45” (114
cm) stand with drum
34.50” 88 98.38” 250 66.38” 169 30.50” 77 45” 114
Note: Dimensions are approximate and subject to change without notice.
Conveying System Mechanical Components Chapter 2: Functional Description 39 of 136
Page 41

FC Series Bag-Style Filters
Models: FC15, FC30, FC55
• For use with power units equipped with blowback feature.
• Polyester felt bags are standard.
• Forty-five inch (45”/114 cm) floor stand with 38” (97 cm) clearance
for 55-gallon (208-liter) drum.
• Available in floor-mount, floor stand with manual dump, or floor stand
with flapper dump configurations.
• Spare filter bag rack with bags available.
Options
• Filter media available.
• Enclosed floor stand.
ACA Series Filter Chambers
Models: ACA51 Low Boy, ACA53 Low Boy, ACA91, ACA93, ACA131, ACA 133,
ACA251, ACA253
• Self-cleaning design.
• Available construction in mild steel (-1 models) or mild steel with
epoxy-coated interior (-3 models).
• Filter chamber section shipped completely assembled separate from
the hopper section; mounting on hopper section required.
Conveying System Mechanical Components Chapter 2: Functional Description 40 of 136
Page 42

Figure 18: Typical ACA Series Filter Chamber
2.50" OD
Cover
Exhaust
valve
9.00"
(22.9 cm)
2.00" (5.1 cm)
Upper
tank
10.00" (25.4 cm)
Electrical
enclosure
Bag rack
A
Filter sock
Accumulator
0.38" 9.5 mm)
typical gasket
B
Filter
tank
A0534516
15.50" ID
(39.4 cm)
Typical air piping
Note: The 2.5” OD upper air inlet can be sized to vacuum system requirements using
available transitions.
Filter Tank, Overall Dimensions
ACA91, 93 ACA131, 133 ACA251, 253
A B A B A B
in. cm in. cm in. cm in. cm in. cm in. cm
19.5” 49.5 39.0” 99.1 26.5” 67.3 46.0” 116.8 49.5” 125.7 69.0” 175.3
Conveying System Mechanical Components Chapter 2: Functional Description 41 of 136
Page 43

AFC-S Series Filters
Figure 19: AFC-S Filter Compressed Air Blowback
APC PUMP MOUNT FLOOR MOUNT WALL MOUNT
Model: AFC-S Filter
• Voltage: 24V DC (also available in 115V AC)
• Compressed air supply, 60-80 PSI (4.1-5.5 Bar)
• APC pump mount, Wall mount or Floor mount
• See-through plexiglass collection bin with quick disconnects
Specifications and Dimensions:
Filter surface, sq. ft. (m²) 50 (4.64)
Filter cleaning method Compressed air or implosion blowback
Approx. weight, lbs. (kg) 70 (26)
Line sizes available 1.5, 2.0, 2.5, 3.0, 3.5 (2 Sch. 5), 4.0
Note:
1. Implosion style filter cleaning option may be available but requires a
special control system. Consult factory.
2. The AFC-SC cyclonic pre-filter is also available. Consult factory for
more information.
Conveying System Mechanical Components Chapter 2: Functional Description 42 of 136
Page 44

Figure 20: ACA Series Model 51 and 53 Low Boy Filter Assembly
17.62" approx.
Ø 2.00" OD
22.58"
10.95"
7.84"
15.50" ID
Note: The air inlet can be sized to vacuum system requirements using available
transitions.
Take-Off Compartments and Pickup Tubes
Take-Off Compartment Models:
• Grinder Takeoff Attachment style,
• Filtered Expandable Vacuum Takeoff (FEVTO) style,
• Expandable Vacuum Takeoff (EVTO) style,
• Cleanout style
• Box style
• Fast Cleanout Vacuum style
• MTO
• MDT
• FCO
Conveying System Mechanical Components Chapter 2: Functional Description 43 of 136
Page 45

Figure 21: Typical Grinder Take-Off Attachment
6 7/8"
17 cm
45°
2"
51 mm
1/4"
6 mm
1/4" dia. holes
(6 mm) (4 places)
2" OD
51 mm
B-3934
2"
5 cm
2 1/2"
6 cm
5"
13 cm
2"
5 cm
7"
6"
15 cm 18 cm
1/4"
6 mm
9"
23 cm
4 3/8"
11 cm
Figure 22: Typical Take-Off Compartment
1/2"
4"
10 cm 13 mm
1/2"
13 mm
Conveying System Mechanical Components Chapter 2: Functional Description 44 of 136
Page 46

Figure 23: Typical Fast Take-Off Compartments (not to scale)
FCO-1.5M
10" sq.
25 cm sq.
3 3/4"
9 cm
5 1/4"
13 cm
FCO-1.5MD
16 cm
5 7/8"
15 cm
6 1/2"
2 7/8"
7 cm
A0546365
10" sq.
25 cm sq.
TOP VIEW
A0546368
3 3/4"
9 cm
SIDE VIEW
FRONT VIEW
3.5" Sch. 10 pipe
(89 mm)
Conveying System Mechanical Components Chapter 2: Functional Description 45 of 136
Page 47

Pickup Tube Models: Single and dual tube pickup tubes available.
Figure 24: Typical Pickup Probe
Vent
holes
2-4 Safety Devices and Interlocks
This section includes information on safety devices and procedures that are inherent to the
mechanical components of the conveying system. This manual is not intended to supersede or
alter safety standards established by the user of this equipment. Instead, the material
contained in this section is recommended to supplement these procedures in order to provide
a safer working environment.
At the completion of this section, the operator and maintenance personnel will be able to do
the following:
A0536903
45º
• Identify and locate specific safety devices.
• Understand the proper use of the safety devices provided.
• Describe the function of the safety device.
Safety Circuit Standards
Safety circuits used in industrial systems protect the operator and maintenance personnel
from dangerous energy. They also provide a means of locking out or isolating the energy for
servicing equipment.
Various agencies have contributed to the establishment of safety standards that apply to the
design and manufacture of automated equipment. The Occupational Safety and Health
Administration (OSHA) and the Joint Industrial council (JIC) are just a few of the
organizations that have joined with the plastics industry to develop safety standards.
Every effort has been made to incorporate these standards into the design of the mechanical
components of the conveying system; however, it is the responsibility of the personnel
operating and maintaining the equipment to familiarize themselves with the safety procedures
and the proper use of any safety devices.
Fail Safe Operation
If a safety device or circuit should fail, the design must be such that the failure causes a
“Safe” condition. As an example, a safety switch must be a normally open switch. The switch
must be held closed with the device it is to protect. If the switch fails, it will go to the open
condition, tripping out the safety circuit.
Conveying System Mechanical Components Chapter 2: Functional Description 46 of 136
Page 48

At no time should the safety device fail and allow the operation to continue. For example, if
a safety switch is guarding a motor, and the safety switch fails, the motor should not be able
to run.
Safety Device Lock-Outs
Some safety devices disconnect electrical energy from a circuit. The safety devices that are
used on the mechanical components of the conveying system are primarily concerned with
electrical power disconnection and the disabling of moving parts that may need to be
accessed during the normal operation of the machines.
Some of the safety devices utilize a manual activator. This is the method of initiating the
safety lock out. This may be in the form of a plug, lever or a handle. Within this lockable
handle, there may be a location for a padlock. Personnel servicing the equipment should
place a padlock in the lockout handle.
In addition to the safety devices listed above, these mechanical components are equipped
with a line cord plug. This allows the operator or maintenance personnel to unplug the
system from its power source and tag it out. The plug can then be tagged with any number of
approved electrical lockout tags available at most electrical supply stores.
WARNING! Always disconnect and lockout all electrical power and pneumatic (i.e. compressed air)
sources prior to servicing or cleaning the conveying system. Failure to do so may result
in serious injury. No one but the person who installed the lockout may remove it.
Conveying System Mechanical Components Chapter 2: Functional Description 47 of 136
Page 49

Chapter 3: Installation
3-1 Uncrating the Equipment
The mechanical components of the conveying system are shipped mounted on a skid,
enclosed in a plastic wrapper, and contained in a cardboard box.
1. Pry the crating away from the skid.
Note: Remove the nails holding the box to the skid and lift the box off carefully;
avoiding staples in the 1’ x 4’ wood supports. Cut the steel banding.
2. Use a pry bar to remove the blocks securing the unit to the skid.
3. Lift unit from sides, inserting forklift under the base. The forks must be
equidistant from the centerline of the unit and the unit must be balanced
on the forks. Lift slowly and only high enough to clear the skid. Use a
pry bar if necessary to carefully remove the skid from the unit.
4. Lower slowly.
5. Temporary hardware has been installed to prevent side panels from
shifting in transit. Remove hardware.
6. Retain the crating material for reshipping the components in case hidden
shipping damage is found.
3-2 Rigging and Placing Mechanical Components
Conveying system installations vary depending on the application: in-plant distribution or rail
car unloading, single or multiple material line systems, pellets, or powders. The sections on
the following pages are general installation guidelines.
Installing the Pump Package
Place the vacuum pump where you can have easy access to the mechanical components.
Choose a clean, dry place where debris won’t be drawn into the vent valve on top of the
blower. If you install the unit outside, you must provide a weather shed to shelter the unit.
1. Level the vacuum pump package. Use shims as needed.
2. Secure the vacuum pump package with appropriately-sized bolts to the floor or
mounting platform.
3. Do not twist or warp the pump package base. This can misalign the blower housing
and damage the blower.
Vacuum Pump Vent Piping Considerations
Most vacuum pumps are installed with no exhaust venting of the vacuum pump discharge. If
your installation requires vacuum pump exhaust venting, follow these guidelines:
• Venting exhaust air from vacuum pumps requires the installation of metal pipe or
ducting. Make sure that no more than two inches water column (2” WC or about 0.5
kPa) back pressure is present at the discharge of the vacuum pump silencer.
Note: Improper sizing or ducting of exhaust air voids your warranty!
Conveying System Mechanical Components Chapter 3: Installation 48 of 136
Page 50

•
Use piping or ducting at least two (2) diameter sizes larger than the vacuum
connection. Overall vent pipe length—horizontal plus vertical—should not exceed 100
feet (about 30 m) and should not include more than three (3) elbows. If you use pipe
for venting, make sure that you use Sch. 5 or Sch. 10 pipe with long radius elbows to
provide minimum airflow resistance. If you use ducting, make sure you use highpressure ducting with mitered bends—with a minimum of three (3) breaks—for
minimum airflow resistance. Make sure all piping connections are properly supported.
•
If you are venting pump discharge outdoors, make sure you properly terminate vent
piping to prevent pump damage. You can either:
a. Install a rain cap, or
b. Install the piping so the exhaust faces down and terminates with a screened
opening.
Note: If the pump becomes contaminated from rain or airborne particulates, or is
damaged by birds, insects, or small animals, your warranty becomes void!
Any variance from these guidelines can cause excessive pump back pressure.
Such a condition can drastically affect equipment performance, possibly
leading to equipment damage.
Conveying System Mechanical Components Chapter 3: Installation 49 of 136
Page 51

Figure 25: Filter Chamber Installation, Optional Blowback Controller Shown
Blowback
solenoid
To
vacuum
line
Note: Make sure you have all tubing supported at ten (10) foot
(3 meter) intervals.
Conveying System Mechanical Components Chapter 3: Installation 50 of 136
Page 52

Installing the Control Panel
Select a flat, vertical area for mounting the panel. It should be in an area that gives your
operator access to the control. Consider how you are running wiring to the vacuum hoppers,
the filter chamber, and pump motor starter(s), vacuum switch(es), and vent valve(s). The
panel requires a low voltage grounded power drop as listed on the serial tag.
Note: Avoid mounting control panel near material lines.
Installing Material/Vacuum Tubing
Well-designed material/vacuum piping systems provide the best conveying rates.
Vacuum/material piping may be a single material line Y system or multiple material line or a
combination of the two systems, depending on the processing floor layout. All systems utilize
a common vacuum header line for all stations connected to a pump package; material flow is
controlled by sequence T or atmospheric valves operated by the control panel. When
installing material/vacuum tubing, take the following into consideration:
•
Vacuum leaks anywhere in the system reduce system capacity.
•
Keep the number of material tube bends, elbows, Y-tubes, and vacuum T-tubes to a
minimum for maximum system capacity.
•
Use long radius tube bends on material lines.
•
Keep the total length of material conveying flex hose to a minimum. Long flex hose
material runs reduce system capacity.
•
Vertical material tubing runs should be straight up. Inclined runs can reduce capacity.
•
Support tubing about every ten feet with straps, pipe hangers, or brackets.
•
Tube joints must be rigid to prevent vacuum or material leaks.
•
Cut tube ends square and chamfer edges smooth. Use a fixed band saw or power miter
saw when making cuts. You can use a tubing cutter on aluminum tubing, but you need
to use a saw with a carbide or diamond-impregnated saw blade when cutting stainless
steel. Chamfer outer and inner edge cuts with a die grinder or a hardened rasp file.
•
Clean all tubing after cutting and before assembly. Dampen a rag in a non-volatile
cleaning solvent, and run it through all tubing and couplers to remove sediment from
shipping or cutting. Run a quantity of low-grade material through new lines to remove
any remaining sediment, then discard the material immediately.
•
Tube ends must butt together inside couplers.
•
Tighten tube coupler nuts from the center outward to ensure a tight seal and allow
proper contact of the internal grounding strip.
•
Each material tubing run must maintain an electrical continuity through the tubing and
couplers, from pickup point to vacuum hopper. Grounded flexible hose is
recommended.
•
If you must cut bends, cut the straight section, leaving enough straight length for
complete insertion into a coupler.
Conveying System Mechanical Components Chapter 3: Installation 51 of 136
Page 53

•
You can attach a quick-change or standard tube coupler to vinyl flex hose by inserting
a stub of hard tube into the hose and securing it with a hose clamp. Be sure enough
tube extends from the hose to properly install the quick-change or coupler. Make sure
that you put clear silicone caulk around adjoining tube seams for exterior bolted
couplers.
•
If you use stainless flexible material hose, the material flow must be in the direction as
indicated by the arrows on the hose. Material direction is not critical with vinyl flex
hose.
•
Bring all truck fill lines to a central location, such as a silo, unless otherwise specified.
•
All rail car manifold Y-tubes must be installed with a ten-degree (10º) downward slant
from horizontal on the leg section. Make sure that space between rail car manifold
Y-tubes are fifteen feet (15’/4.5 meters) on center to allow proper alignment between
rail car discharge ports and the manifold Y-tubes.
•
A plug must be put in the last sequence T valve on the vacuum header to prevent
vacuum loss. If atmospheric valves are used, you must terminate the vacuum line at the
last atmospheric valve.
Multiple Line System Piping Considerations
•
Multiple line systems have separate material lines for each material to allow different
types of materials to be conveyed.
•
Multiple line systems have separate pickup devices for each vacuum hopper.
•
Materials are often loaded from beside the processing machine from gaylords, grinder
takeoffs, and storage bin takeoffs.
Figure 26: Typical Multiple Line System Installation
Conveying System Mechanical Components Chapter 3: Installation 52 of 136
Page 54

Single Line Y-Tube System Considerations
•
Single line Y piping systems use a common material line for all vacuum receivers
connected to a pump and are typically used to convey material from a central supply to
several stations.
•
If you are installing a single line Y system, use Y tubes on the material lines. A Y tube
is installed with the branch arm leading to the next station on top and the straight
portion that supplies material to the station underneath.
•
Connect a short-radius bend to the straight portion as close to the Y as possible.
•
You must connect a minimum 2-foot (61 cm) straight length of tube to this short radius
bend on the horizontal before the material tubing drops to the receiving point. If
possible, incline this tube approximately
•
On single line Y systems, you must install check valves on material inlet tubes inside
1
/8” per foot (1 cm per meter).
vacuum receivers.
Note: Do not use SRH01 or SRC02 vacuum receivers on single line Y systems.
•
You can install a long- or short-radius bend on the last station, where a Y-tube is not
needed.
Figure 27: Recommended Single-Line Y-Tube Installation
Conveying System Mechanical Components Chapter 3: Installation 53 of 136
Page 55

Figure 28: Modified Single-Line Y-Tube Installation
Figure 29: Manifold Y-Tube Installation
Conveying System Mechanical Components Chapter 3: Installation 54 of 136
Page 56

Figure 30: Typical Single Line Y-Tube System Installation
Material Check Valves in Single Line Y-Tube Systems
•
Check valves are a critical feature on single line Y systems. You must have a check
valve installed on the material inlet inside the receiver on all vacuum hoppers in single
line Y installations.
•
Check valves must open when the receiver is being loaded and seal to prevent a
vacuum leak when other hoppers are being loaded.
•
Vacuum receivers for these systems have a special factory-installed extended material
inlet tube to hold the check valve.
•
The check valve must not be pressed too far onto the inlet stub to prevent proper
sealing.
•
The hinge of the check valve should be up to prevent material from being deflected up
into the vacuum hopper filter.
•
Do not allow vacuum receivers with check valves to be over-filled to a point above the
bottom of the check valve. Over-filling prevents the check valve from sealing and
creates a vacuum loss. Adjust the conveying time on Time-Fill systems to prevent this
from happening.
•
Inspect periodically for erosion or wear. Replace as required.
Conveying System Mechanical Components Chapter 3: Installation 55 of 136
Page 57

Figure 31: Typical Material Check Valve
Installing VFC or FC Filter Chambers
The filter chamber protects the vacuum pump from damage caused by material carry-over.
Primary system filtration occurs in the filter chamber, not in the vacuum receivers. This
reduces maintenance of vacuum receiver filters atop processing machines.
A vortex created in the filter chamber separates carry-over from the air stream and a
cartridge-type filter catches any dust and fines drawn into the upper chamber.
At the end of the conveying cycle to all on-line vacuum receivers, the dump delay cycle
occurs. Atmospheric air from the vacuum line is introduced to the filter chamber, equalizing
the pressure inside the filter chamber. The material discharge flapper valve falls open and
dumps the fines and dust collected during the conveying cycle.
A compressed air filter cleaning blow back option is available for systems conveying very
dusty materials (See Figure 36 on page 68 for example). Consult the Sales Department for
more information. To install the unit, perform the steps listed below:
1. Level and secure the filter chamber near the pump package. Use 3/8” (9 mm) bolts to
anchor the filter chamber.
2. Connect the piping between the vacuum inlet valve on the pump package and the
tube stub on the filter chamber lid. For easy filter maintenance, install at least three
feet (3’ / 1 m) of vinyl flex hose at the end of the run to the filter chamber. The rest
may be hard piping as long as it is properly supported.
3. Run vacuum tubing from the tangential inlet tube to the vacuum header line servicing
the vacuum hoppers. Turn the inlet tube toward the header. Support the tubing
properly and make it vacuum-tight.
Conveying System Mechanical Components Chapter 3: Installation 56 of 136
Page 58

Note: Use of a system without an approved filter system
installed on the vacuum air inlet voids the blower warranty!
Installing the Filter Chamber Shroud
The cloth filter shroud is mounted to a ring on the underside of the filter chamber stand. It
reduces housekeeping duties around the filter chamber by preventing dust from becoming
airborne when the dust and fines are discharged from the VFC filter chamber. The dust
container below the shroud is customer-supplied—the standard 24” (61 cm) clearance stand
is designed for use with a 5-gallon (19-liter) pail, and the optional 38” (96 cm) clearance
stand is designed for use with a 55-gallon (208-liter) drum.
1. Insert the filter shroud support wire into the slotted hole in the middle of the cloth
filter shroud. Use supplied hardware to secure.
2. Slip the filter shroud over the retaining ring located on the bottom side of the filter
stand mounting plate. Secure it with the worm clamp provided.
3. Place the dust container you’ve supplied below the filter chamber stand and insert the
filter shroud.
4. On standard 5-gallon (19-liter) pails, the filter shroud should be trimmed and fastened
to the top lip of the can with a band clamp. Don’t trim the filter shroud on 55-gallon
(208-liter) drums. Secure the drawstring on the shroud around the drum, making sure
the open end of the shroud hangs freely inside the drum.
5. Make sure the operation of the counterweighted flapper dump valve is not obstructed
in any way by the filter shroud. See Figure 25 on page 50 for a typical example of a
filter chamber shroud.
Caution! Do not obstruct the filter shroud in any way. Empty the dust container
before the dust level obstructs the end of the filter shroud.
Failure to observe these directives may result in reduced filtering efficiency
and contaminants entering the conveying system.
Installing ACA Series Filter Chambers
Powders or granular materials with fines can cling to filters and contaminate operating
components. The ACA Series filter chamber is a self-cleaning filtration unit that enables such
materials to be conveyed.
During material conveying, fines accumulate on the outside of the filter media as the air
passes through a filter bag. These fines must be periodically removed to prevent performance
losses in the conveying system. The ACA Series filter utilizes a plant-based compressed air
supply to clean filter bags with intermittent air pulses.
At preset time intervals, a solenoid valve activates, interrupting continuous compressed air
flow to the unit. This interruption causes an exhaust valve to open, allowing stored
compressed air from an accumulator to be released down inside the filter bag. This
momentary burst of air stops the flow of dust-laden air through the filter bag and flexes the
filter fabric. This along with the reverse flow of air, causes the accumulated dust to fall off
the bag and back into the hopper for discharge.
This instantaneous cleaning action of air pulses are directed to each individual filter bag in
sequence and at a specified duration. You can adjust the time between air pulses; different
conveying rates and materials require different air pulse times. Air pulses must occur more
Conveying System Mechanical Components Chapter 3: Installation 57 of 136
Page 59

frequently with increased dusting conditions. Since filter cleaning action is directed to an
individual filter bag, remaining filter bags are on-stream, continually filtering conveying air.
ACA Series filter chambers are shipped completely assembled to reduce customer installation
time. Several mounting arrangements are available, depending on the mounting adapter
supplied with the unit.
ACA filter chambers are used with several different sizes of vacuum hoppers, depending on
the mounting adapter supplied with the unit. Typical hopper sizes range from 0.8 cu. ft. to 6.0
cu. ft. (22.7 liters to 169.9 liters); smaller hopper installations are also possible. You must
install a bottom flange adapter when mounting the filter chamber to the vacuum hopper. The
adapter increases overall height of the filter chamber unit; this may affect where you install
the unit.
Installing Vacuum Receivers and Inventory/Vacuum Receivers
Vacuum uses one of three mounting systems: flange, suspension, or silo mounting. Vacuum
receivers and inventory vacuum receivers use flange mountings only.
• Remove all rubber banding and any other packaging materials from around the flapper
dump valve before installation for proper operation.
Complete the vacuum and material tubing to the vacuum receivers. Final connections are
usually made with flexible hose.
Note: On single line Y systems, you must install a check valve on the material inlet of
each hopper.
Installing the Safety Filter
Use the following procedure to install the safety filter:
1. Place the safety filter in the conveying system directly before the vacuum pump.
2. Using 7/16”, Grade 5 or better hardware, secure the filter in place:
Wall Mount. Use the mounting flange to secure the filter to the wall.
Floor Mount. Bolt the floor stand to the ground.
Pump Mount. Bolt the pump and stand to the ground. Pump-mount is only available with
XPC pumps.
WARNING! Make sure all screws are strong enough to hold the weight of the filter.
• Connect the vacuum line to the filter chamber’s inlet tube (A). Use a hose clamp to
secure the flexible hose.
• Connect the vacuum pump line to the outlet tube (B). Use a hose clamp to secure the
flexible hose.
Conveying System Mechanical Components Chapter 3: Installation 58 of 136
Page 60

Figure 32: AFC-S Filter Installation
Conveying System Mechanical Components Chapter 3: Installation 59 of 136
Page 61

3-3 Compressed Air Blowback Connection
To provide proper filter element cleaning, the compressed air supply must be regulated to 80
PSI (5.5 bars). Low air pressure will cause poor filter element cleaning. Air consumption
depends on the frequency and length of cleaning air pulses into the filter element.
Connect a minimum of 3/8” (9 mm) air line to the top of the solenoid valve air block.
Compressed air must be clean, dry, and free of oil. A filter regulator and shut-off are
recommended components of your in-plant air supply. In-line filters can handle small
amounts of moisture; in-line desiccant filters or packed beds of granular absorbing polymer
can remove oil mist and condensed oil.
You may need to install an accumulator in your air supply system to enhance blowback
effectiveness if your system cannot consistently meet these requirements. Make sure you
use full-sized 3/8” or larger diameter pipe or tubing when making the connection.
3-4 Implosion Blowback Connection
The clearing valve (implosion blowback valve) is located on the outlet of the vacuum
filter. Connect the clearing valve to a 60-80 PSI (4.1-5.5 Bar) compressed air supply.
Compressed air must be clean, dry and free of oil.
Run a 3/8” (9 mm) branch line to supply the vacuum hoppers in your system. Install a 3/8”
(9 mm) x 1/8” (3 mm) tee valve in the up position near the filter chamber.
Connect shop compressed air to port number 3 on the clearing valve solenoid with 1/4”
(approx. 6 mm) poly tubing. Connect port number 2 to the clearing valve. Port 1 is to be
exhausted to the atmosphere. (See Figure 33 below).
The 3/8” (9 mm) branch supply line should include a shut-off valve for on/off control, an air
filter/pressure regulator with a gauge for pressure control, and mini-lubricators located at
each vacuum receiver. Install a quick-disconnect fitting or a shut-off valve in the
compressed air piping leading to the vacuum receiver’s clearing valve to speed receiver
cover removal for cleanout or service.
Port 2: (common)
Attach to Clearing
Valve
Port 3: Shop Air In
Port 1: Exhaust
Figure 33: Clearing Valve Compressed Air Connections
Conveying System Mechanical Components Chapter 3: Installation 60 of 136
Page 62

Flange Mount Vacuum Receiver Mounting
These units are designed to fit in existing equipment with standard 10” mounting holes that
will accept our vacuum receivers.
For new installations, the recommended cut-out is a 10” (25.4 mm) –diameter round
hole with six (6) mounting holes equally spaced on an 11.0” (279.4 mm) OD bolt
circle. The factory provides 5/16” holes on the mounting flange to allow proper bolt
clearance.
Orienting the Unit
The factory provides (12) mounting holes locations on the 11.0” (279.4 mm) OD mounting
bolt circle. Under most conditions, using six (6) of the mounting holes with the proper
hardware is sufficient to secure the unit to other equipment.
Make sure that mounting hardware is equally spaced along the bolt circle.
The twelve holes on the mounting bolt circle let you rotate the unit in 30 degree increments to
match the orientation of piping and wiring of the equipment.
Note: If you need a finer orientation or if you need to adjust the mounting position,
locate the six holes on the inside of the mounting flange ring.
To allow for better orientation of equipment installations, the junction box bracket (located
on the mounting flange) has been designed to mount during installation by utilizing two of
the mounting locations along the bolt circle.
To mount the junction box assembly:
1. Mount the vacuum receiver using four (4) of the six (6) bolts .
2. Cut the temporary straps securing the junction box assembly to the mounting flange.
3. Orient the junction box assembly along the mounting bolt circle location.
Stop when the location most closely matches the preferred installation orientation.
The mounting holes for the junction box bracket must line up with two of the holes
on the mounting bolt circle flange.
Be careful of wiring on or around the unit.
4. Secure the junction box assembly with hardware through the remaining two (2)
mounting flange holes. Properly tighten to secure the assembly to the flange.
Positioning and Spacing on the Demand Switch
The factory has pre-set the demand switch position for proper operation and, under most
operating conditions, does not require adjustment.
The demand switch has two wires to provide for a normally open signal to the central
controller (close to the load):
• A common (black) contact, and
• A closed (white) contact
The demand switch sends a signal to the central controller when the material discharge
flapper is closed and the unit calls for material.
Most controllers utilize a closed contact to signal the conveying system controller that a
material demand condition exists (using the black and white wires).
Conveying System Mechanical Components Chapter 3: Installation 61 of 136
Page 63

Note: The Demand/Level sensor is not designed to be connected to a load. Do not
connect external devices to the sensor wires.
This switch is designed for signal load only.
Connecting the sensor to a load VOIDS YOUR WARRANTY!
If the switch is not providing a signal to the controller, check the following:
1. Check that the proper wire connections are made.
• Secure the connections.
2. Make sure that the switch is not connected to any external load device.
• Disconnect the load device, connect wiring to the system controller
only.
3. Consult with ACS Service Engineers for proper switch/magnet spacing.
Once the vacuum receiver and Demand Switch has been properly oriented, complete the
installation by performing the following:
1. Run a bead of silicone sealant around the mounting flange before seating the vacuum
receiver. This makes a better seal.
2. Use nuts and screws to mount the hopper. Nuts and bolts can loosen, fall off, and
damage process equipment.
3. Check across the mounting flange with a bubble level. A level installation is
important for proper operation.
4. Properly ground all vacuum receivers.
Adjusting the Vacuum Receiver Counterbalance
TF and VF Models Only
The counterbalance is factory-adjusted, but may have moved during shipment. To adjust the
vacuum receiver counterbalance:
1. Loosen the set screw on the counterbalance. Move the counterbalance so the flapper
3
opens from
/16” (4 mm) to 1/4” (6 mm) on the end opposite the pivot. Re-tighten the
set screw.
2. Apply removable thread locking compound to the set screw and re-tighten.
Installing the Pickup Probe
Pickup probes (See Figure 24 on page 46 for an example) are used to empty gaylords or bulk
material containers located beside the processing machine. A conveying system can use
horizontal take-offs or vertical pickup probes (or a combination of the two) to supply material
to the vacuum receivers. To ensure maximum conveying rates by your system, take the
following into consideration:
•
Locate the supply container near the vacuum receiver.
•
Connect the pickup probe to a vacuum hopper material inlet tube with a minimum
amount of tubing, bends, and flex hose.
Conveying System Mechanical Components Chapter 3: Installation 62 of 136
Page 64

•
Secure the flex hose at the probe and the material inlet with hose clamps. Be sure to
avoid loops and kinks, and install grounding wire around the outside of flex hose to
prevent static built-up. Make sure you ground both ends of the grounding wire.
•
Put the pickup probe in the material supply. The burrowing action of the probe
provides a steady flow of material.
•
To vary the convey rate, cover or open the vent holes on the pickup probe as needed
with the inlet tube.
•
If your material bridges frequently and triggers No-Convey alarm conditions, you
should consider using a gaylord tilter or tilter/jogger to supply a steady stream of
material to your conveying system.
•
Container tilters are recommended for complete cleanout of gaylords.
Installing the Grinder Take-off Attachment
A grinder take-off attachment (See Figure 21 on page 44 for an example) is typically
mounted horizontally through the side of a grinder or granulator bin or any other straight
sided supply bin.
1. The take-off attachment is mounted through a hole cut close to the bottom of the bin
to allow emptying as much material as possible.
2. Cut a hole smaller than the mounting plate.
3. Mount the take-off attachment with the mitered air inlet tube on top, and the straight
material outlet on the bottom.
4. Mark and drill holes to match the mounting plate holes. Fasten tightly with sheet
metal screws, bolts, or rivets.
5. Secure the mounting hardware with a removable thread locking adhesive, cotter pins,
aircraft fasteners, etc. to prevent the hardware from vibrating loose and being
conveyed into the processing machine.
6. You should attach grounded flex hose to the material outlet and the vacuum receiver
with hose clamps. The other tube is the air inlet to supply make-up air to the bin.
Avoid loops or kinks in the flex hose.
Installing and Adjusting the Take-off Compartment
Take-off compartments (TOCs) are installed under surge bins, silos, or other storage devices.
TOCs are available in a single position complete cleanout style with a V-shaped bottom or a
box type with one or more material takeoff positions (See Figure 22 on page 44 for an
example.).
You can have several different size tubes for several different sized pump packages
conveying a material from a central supply to several destinations.
Take-off compartments are typically pre-drilled for mounting and their outlets are sized to fit
the pump package, material, and distance specified at the time of purchase. To optimize the
use of your take-off compartment, provide for the following:
•
Make sure that a three-foot (1 m) horizontal run is present prior to installing elbows.
Conveying System Mechanical Components Chapter 3: Installation 63 of 136
Page 65

•
Install the TOC so the outlet tubes can head out unobstructed in the direction of the
material destination.
•
Use long radius bends on TOC outlets.
•
Provide access for removing and cleaning TOC inlet air filters.
•
Provide access for cleanout doors on TOCs.
Most TOCs have adjustable material inlet tubes to fine-tune the material to air ratio for
optimal conveying rates. To adjust:
1. Loosen the set screw on the adjusting dial and turn the tube clockwise one third of
the way from the 0 (zero) mark.
2. Turn ON the conveying system and start loading from the takeoff.
3. Rotate the dial until the material flows at a steady rate, then throttle it back a bit when
surging or flooding occurs. System vacuum should be between 8” Hg (271 millibars)
to 12” Hg (339 millibars) for best rates.
4. Lock the dial in place with the set screw when you have determined the best setting
for a particular material. Make note of the setting and vacuum level for future
reference.
Adjusting Fast Take-off (FCO) Compartments
When adjusting fast clean-out take-off compartments, make adjustments in small increments
(especially in systems with long runs) to allow air flow to equalize throughout the system.
FCO-1.5M
In some applications, material flow characteristics may require a more defined air-to-material
ratio. You can do this easily by covering one or more of the aeration holes located at the top
of the inlet tube in FCO-1.5M fast clean-out take-off compartment models.
FCO-1.5MD
The FCO-1.5MD model fast take-off compartment has adjustable inner tubes fitted to the
fixed outer tube. These adjustable inner tubes are locked down by a hold-down screw on the
outer tube. Loosen this screw to adjust the inner tube.
When the adjustable inner tube is completely inside the material compartment and the
indicator knob is in a vertical position, no material can be conveyed in the system. Adjust the
tube by pulling it away and keeping the indicator knob vertical.
The maximum amount of material can convey when the reference hole on the adjustable
inner tube is outside the edge of the outer tube. Vary the amount of material conveyed by
rotating the inner adjustable tube.
To clean out material in the FCO-1.5MD model fast take-off compartment, unscrew the plug
at the bottom.
Installing the Powder Check Adapter (Box Style; EVTO; FEVTO only)
The powder check adapter is usually factory-installed. When installing the powder check
adapter, make sure you install it on the tube stub as shown below. Remove the filter on the
take-off compartment and install the adapter using the four screws provided, then replace the
filter. No other adjustments are required.
Conveying System Mechanical Components Chapter 3: Installation 64 of 136
Page 66

Figure 34: Typical Powder Check Adapter
C
ustomer horizontal
take-off compartment
1/2" X 3/16"
(13 mm x 4 mm) gasket
Internal check
valve
Filter
Conveying System Mechanical Components Chapter 3: Installation 65 of 136
Page 67

3-5 Compressed Air Connections
Making ACA Series Filter Chamber Compressed Air Connections
To provide proper filter bag cleaning, make sure that you regulate the compressed air supply
to 80 psig (551.6 kPa/ 5.52 bars). Air consumption depends on frequency and length of
cleaning air pulses into the filter bags. Higher pressures can shorten the life of filter bags;
lower pressures cause poor filter bag cleaning.
Connect a ¼” (approx. 6.3 mm) air line to the bottom of the solenoid valve air block. Make
sure that the compressed air you use is clean, dry, and free of oil. In-line filters can handle
small amounts of moisture; in-line desiccant filters or packed beds of granular absorbing
polymer can remove oil mist and condensed oil.
Making Pump Compressed Air Connections
Connect the vacuum pump to a minimum of 60 psi to 80 psi (414 kPa to 552 kPa) source of
clean, dry, lightly lubricated compressed air. Make the
solenoid valve on the pump package.
Your compressed air supply piping should include:
1
/8” NPT (3 mm) connection at the
1. A shutoff valve for
ON/OFF control.
2. A pressure regulator with gauge.
3. An air filter/lubricator.
Connecting Vacuum Receivers with Atmospheric Valve Compressed Air Lines
See Figure 35 on the following page for an illustration of a typical atmospheric valve. Most
conveying systems use atmospheric valves to direct system vacuum into the vacuum hoppers.
You should be able to locate the atmospheric valve in one of three places:
•
Installed on top of TF or VF Series vacuum receivers
•
Installed in the vacuum header on SR Series vacuum receivers
Connect the atmospheric valve to 60 psi to 80 psi (414 kPa to 552 kPa) source of clean, dry,
lightly lubricated compressed air.
3
Run a
system. Install a
/8” (9 mm) branch line off the plant air main to supply the vacuum hoppers in your
3
/8” (9 mm) x 1/8” (3 mm) tee in the UP position near each hopper.
Connect compressed air to the normally closed port on the atmospheric valve solenoid valve
1
with a
using
/8” (approx. 3 mm) pipe nipple. Connect the common port to the atmospheric valve
1
/4” (6 mm) poly tube and connectors.
Conveying System Mechanical Components Chapter 3: Installation 66 of 136
Page 68

Figure 35: Solenoid Valve Location on Atmospheric Valve & Compressed Air Connections
Solenoid Valve
(1) Normally Closed Port = Connect to Air Supply
(2) Common = Connect to Valve
(3) Normally Open = Exhaust Port
3
/8” (9 mm) branch supply line should include:
Your
1. A shutoff valve for ON/OFF control.
2. An air filter/pressure regulator with a gauge for pressure control.
3. Mini-lubricators located at each vacuum receiver.
Install a quick-disconnect fitting or a shutoff valve in the compressed air piping leading to the
vacuum receiver atmospheric valve to speed receiver cover removal for cleanout or service.
Connecting Vacuum Receivers with Sequence-T Valve Compressed Air Lines
See Figure 36 on the following page for an illustration of a typical sequence-T valve. Critical
dried resin systems sometimes require sequence-T valves to prevent drawing humid atmospheric air into the material supply. Sequence-T valves are usually installed in the vacuum
header above the vacuum hoppers.
Note: The sequencing valve is located in the cover on SR Series vacuum receivers if
you selected the internal sequencing valve option.
If mounted in the vacuum line, connect the sequence-T valve to a 60 psi to 80 psi (414 kPa to
552 kPa) source of clean, dry, lubricated compressed air.
3
Run a
Install a
/8” (9 mm) branch line off the plant air main to the sequence T valves in your system.
3
/8” (9 mm) x 1/8” (3 mm) tee in the up position near each receiver.
Connect compressed air to the normally open port on top of the sequence-T valve solenoid
1
valve with a
valve using
/8” (approx. 3 mm) pipe nipple. Connect the common port to the sequence-T
1
/4” (6 mm) poly tube and connectors. See the following for more information.
Conveying System Mechanical Components Chapter 3: Installation 67 of 136
Page 69

Figure 36: Solenoid Valve Location on Sequence-T Valve & Compressed Air Connections
Solenoid Valve
(1) Normally Closed Port = Exhaust Port
(2) Common = Connect to Valve
(3) Normally Open = Connect to Air Supply
3
/8” (9 mm) branch supply line should include:
Your
1. A shutoff valve for ON/OFF control.
2. An air filter/pressure regulator with a gauge for pressure control.
3. Mini-lubricators located at each vacuum receiver.
Running Remote Proportioning Valve or Proportioning Vacuum Receiver Compressed Air Lines
You must run compressed air to any proportioning valves in the system. Refer to the
Proportioning Valve operating manual for detailed installation and operation information.
Conveying System Mechanical Components Chapter 3: Installation 68 of 136
Page 70

3-6 Electrical Connections
Refer to local electrical codes, the schematic, and connection diagrams supplied with this unit
and the serial tag for wiring considerations. Run all wiring in conduit if codes require it.
Label all wiring to make any future troubleshooting easier. Make all electrical connections
tight.
Making ACA Series Filter Chamber Electrical Connections
WARNING! Be safety conscious!
High or low voltage can cause serious or fatal injury.
Installation must be performed by qualified personnel only!!
Always disconnect power source before attempting installation or repair.
Mount the control box in any convenient location free from excessive vibration where the
temperature does not exceed 120ºF (49ºC). Power supply and solenoids are 115/1/60 for
Models 91/93, 131/133, and 251/253 ACA filter chambers; choice of 115 VAC, 230 VAC or
24 VDC on 51/53 models. Locate the power supply terminal inside the control enclosure.
Provide a hole as needed for the power supply cord and connect to L1, L2, and ground. See
the electrical schematic wiring diagram supplied in your Customer Information Packet for
more information.
Provide another hole in the control enclosure for wiring the solenoid valves on the filter
chamber. Locate the terminal strip inside the control enclosure and connect the solenoid valve
wiring in the order shown in the electrical schematic wiring diagram supplied in your
Customer Information Packet. The order of wiring determines the sequence of the filter bag
cleaning air pulses.
Making Pump Power Drop Wiring Connections
Pump packages are connected to a three-phase power supply. Bring properly sized power
leads in conduit to the contacts in the junction box of each pump package in the system.
Complete the pump wiring connections by performing the following:
•
Install a properly-sized fused disconnect switch with lockout on the main lines to each
vacuum pump package. This is recommended even for pumps with optional fused
disconnects.
•
Check the serial tag for voltage and amperage requirements. On 60 Hz units, voltage
supplied to the unit must be within plus or minus ten percent (±10%) of the serial tag
value; on 50 Hz units, within plus or minus five percent (±5%) of the serial tag value.
Phase imbalance must be less than 2% in accordance with NEMA MG1-14.32.
•
Ground the unit for operator safety and equipment protection.
Making Control Panel Power Drop Wiring Connections
Plug the controllers’ power cord into a properly grounded, 3-slot, 115/1/60 VAC or 230/1/60
VAC receptacle as specified on the control panel serial tag and the enclosed controller
Operation and Instruction manual. The control enclosure draws less than 5 amps during
normal operation at 115/1/60 VAC.
Conveying System Mechanical Components Chapter 3: Installation 69 of 136
Page 71

Caution! The manufacturer recommends that you protect PLC memory by providing
the control panel with a dedicated circuit, a true earth ground, and a
spike/surge protector.
Connecting the Control Panel to Vacuum Receivers
Refer to the wiring connection drawings shown on the next page and to your conveying
control panel’s diagrams for general connections.
Note: Each control panel is supplied with specific control schematics and a separate
Operation and Instruction manual. To ensure proper conveying system
operation, install the equipment according to the enclosed instructions.
•
Wire the Atmospheric/Sequence-T solenoid (SOL) valve to the terminal provided in
the conveying system control panel enclosure.
•
Wire the Bin Full/Hopper Full switch (LS/PRS) to the terminal provided in the
conveying system control panel enclosure.
•
On 115 VAC control voltage systems, run a common hot (115 VAC) wire and a
common neutral wire from the controller to each vacuum receiver in the conveying
system.
•
On 24 VDC control voltage systems, run a common +24 VDC wire and a common 0
(zero) VDC wire from the controller to each vacuum receiver in the conveying system.
•
On all systems, run two wires to each vacuum hopper: one each from the controller to
the Bin-Full switch (LS) and to the Atmospheric/Sequence-T solenoid (SOL) valve.
Note: The conveying system control panel is supplied with a terminal strip
at the upper right corner for + positive and – negative wire
connections.
• Be sure the solenoid and proximity switch(es) (if supplied) on
vacuum receivers are the same voltage (24 VDC or 115 VAC) as the
conveying system control panel control voltage. Consult the control
panel serial tag and the solenoid valve nameplates.
• Wire size depends on control voltage, distance, number of vacuum
receivers, and the number of wires in each raceway. Consult a
qualified electrician.
• Properly ground each receiver to reduce static build-up generated by
material conveying.
Conveying System Mechanical Components Chapter 3: Installation 70 of 136
Page 72

Figure 37: Volume-Fill, Time-Fill, Vacuum Receiver Wiring Connections
115 VAC Control Circuit
(SOL)
Vacuum
Seq. valve
Neutral
From controller output for
vacuum sequence valve solenoid
seq. valve
(SOL)
Vacuum
Neutral
From controller output for
vacuum sequence valve solenoid
Brown
Hopper-Full
switch (PRS)
Bin-Full
switch
(LS)
Blue
Vacuum Receiver - Volume fill
115 VAC
Bin-Full
To controller input for
Hopper-Full/Bin-Full switches
switch
(LS)
Vacuum Receiver - Time Fill
(SOL)
Vacuum
seq. valve
Bin-Full
switch
(LS)
Brown
Blue
Neutral
From controller output for
vacuum sequence valve solenoid
115 VAC
To controller input for
Bin-Full switch
Vacuum Receiver - Time Fill
(when using a proximity switch as a Bin-Full (Demand) switch)
115 VAC
To controller input for
Bin-Full switch
Conveying System Mechanical Components Chapter 3: Installation 71 of 136
Page 73

Figure 38: Volume-Fill, Time-Fill, Vacuum Receiver Wiring Connections
d
24 VDC Control Circuit
(SOL)
Vacuum
seq. valve
+24 VDC
From controller output for
vacuum sequence valve solenoid
seq. valve
(SOL)
Vacuum
+24 VDC
From controller output for
vacuum sequence valve solenoi
Hopper-Full
switch (PRS)
Bin-Full
switch
(LS)
Brown
Blue
Black
+24 VDC
0 VDC
To controller input for
Vacuum Receiver - Volume Fill
(SOL)
Vacuum
seq. valve
Hopper-Full
switch (PRS)
Bin-Full
switch
(LS)
Brown
Blue
Black
Blue
Brown
Black
+24 VDC
From controller output for vacuum sequence valve solenoid
vacuum sequence valve solenoid
+24 VDC
0 VDC
+24 VDC
To controller input for
Hopper-Full/Bin-Full switches
Vacuum Receiver - Volume Fill
(when using proximity switch as a Bin-Full switch)
0 VDC
Bin-Full
switch
(LS)
To controller input for
Bin-Full switchHopper-Full/Bin-Full switches
Vacuum Receiver - Time Fill
(SOL)
Vacuum
seq. valve
Bin-Full
switch
(LS)
Brown
Blue
Black
+24 VDC
From controller output for
+24 VDC
O VDC
To controller input for
Bin-Full switch
Vacuum Receiver - Time Fill
(when using proximity switch as a Bin-Full switch)
Installing Station Bypass Switches
The manufacturer recommends field-installing a station bypass switch (shown below) in a
convenient location at each vacuum hopper in series with the flapper dump Bin Full (LS)
switch. Check local codes.
Turning off this bypass switch simulates a full machine bin, cancels a No-Convey alarm, and
takes the receiver out of the loading sequence until the switch is closed. This allows on-thefly processing changes and cancels No-Convey alarms.
If the bypass switch is turned off while a hopper is filling, the switch simulates a full vacuum
hopper and stops the conveying of material to that hopper immediately.
Conveying System Mechanical Components Chapter 3: Installation 72 of 136
Page 74

Figure 39: Recommended Field-Installed Optional Station Bypass Switch
S
Wiring without
A B
Wiring with Station Bypass Switch
Station Bypass switch
A
Bin-Full switch (LS)
(TS)
tation Bypass Switch
Bin-Full switch
Off
On
A1
(normally open, held closed)
(LS)
N. O.
B
Connecting the Control Panel to the Pump Package
Note: Consult the specific schematics and Operation & Instruction manual supplied
with your controller for your specific application.
•
Wire the pump package motor starter coil (M) to the terminal provided in the
conveying system control panel enclosure.
•
Wire the pump package vacuum relief valve solenoid (SOL A) to the terminal provided
in the conveying system control panel enclosure.
•
Wire the pump package high vacuum switch (VS) to the terminal located in the
conveying system control panel enclosure.
•
On VTPB pumps, wire the pump package blowback solenoid (SOL B) to the terminal
located in the conveying system control panel enclosure.
•
On 115 VAC control voltage systems, run a common hot 115 VAC wire and a
common neutral wire from the controller to the pump package in the conveying
system.
•
On 24 VDC control voltage systems, run a common +24 VDC wire and a common 0
(zero) VDC wire from the controller to the pump package in the conveying system.
Note: Make sure that the pump motor starter, the vacuum relief valve solenoid, and
the blowback solenoid (if supplied) are the same voltage (24 VDC or 115 VAC)
as the conveying system control panel control voltage. Consult the control
panel serial tag and the pump package serial tag.
Wire size depends on control voltage, distance, number of vacuum hoppers,
and the number of wires in each raceway. Consult a qualified electrician.
Conveying System Mechanical Components Chapter 3: Installation 73 of 136
Page 75

Figure 40: Typical VTP Series Junction Box Wiring Diagram
R
O
U
GRD
L1
L2
L3
L3L2
L1
GRD
115VAC
FROM CONTROLLER OUTPUT
FOR PUMP MOTOR STARTER
RESET
J1
TEST
TRIPPED
OL
96
97
95
TO MOTOR
(MTR)
98
T3T2T1
VS
FROM CONTROLLER OUTPUT
FOR PUMP VACUUM/VENT
SOLENOID
FROM CONTROLLER OUTPUT
FOR FILTER CHAMBER
BLOWBACK SOLENOID
3 PHASE / 4 WIRE SERVICE AND
FUSED DISCONNECT SWITCH TO
BE PROVIDED BY CUSTOMER
DISC
M
FU
FU
FU
L1
L2
L3
OL
T1
T2
T3
POWER WIRING
VS
N.O.
0L
J1
96 95
A2
SOL A
SOL B
M
A1
115V AC CONTROL VOLTAGE
MTR
5 H.P. PUMP
TO CONTROLLER INP
FOR PUMP HIGH VAC
NEUTRAL
VACUUM PUMP
MOTOR STARTER
VACUUM/VENT
SOLENOID ON PUMP
BLOWBACK SOLEN
ON FILTER CHAMBE
LEGEND
FIELD WIRING
INTERNAL
WIRING
WIRE LUG
0 VDC
FROM CONTROLLER OUTPUT
FOR PUMP MOTOR STARTER
FROM CONTROLLER OUTPUT
FOR PUMP VACUUM/VENT
SOLENOID
FROM CONTROLLER OUTPUT
FOR FILTER CHAMBER
BLOWBACK SOLENOID
VS
0L
96 95
24 VDC CONTROL VOLTAGE
N.O.
TO CONTROLLER INPUT
FOR PUMP HIGH VACUUM
+24 VDC
J1
M
A1
A2
SOL A
SOL B
VACUUM PUMP
MOTOR STARTER
VACUUM/VENT
SOLENOID ON PUMP
BLOWBACK SOLENOID
ON FILTER CHAMBER
Conveying System Mechanical Components Chapter 3: Installation 74 of 136
Page 76

Figure 41: Typical VTP Series Junction Box with Fused Disconnect Wiring Diagram
GRD
FROM L1, L2 AND L3
AT BOTTOM OF
DISCONNECT SWITCH
(DISC)
FROM DISC-2
TO MOTOR
(MTR)
GRD
FROM L1, L2 AND L3
AT BOTTOM OF
DISCONNECT SWITCH
(DISC)
FROM CONTROLLER OUTPUT
FOR PUMP MOTOR STARTER
TO MOTOR
(MTR)
TO TERMINAL A1 (NEUTRAL)
ON MOTOR STARTER (M)
FROM CONTROLLER OUTPUT
(NEUTRAL)
L1
L2 L3
A1
3L25
1
L3
13
L1
M
T1
T24T3614
2
A2
A2
RESET
TEST
J1
TRIPPED
96
97
95
98
OL
2T1T2T346
T2T1 T3
TO CONTROLLER INPUT
SUB PANEL LAYOUT AND CONNECTION DIAGRAM
(FROM DISC-1)
L1 L2 L3
A1
3L25
1
L3
L1
13
M
T1
T24T3614
2
A2
A2
RESET
TEST
J1
TRIPPED
959697 98
OL
T1T2T
2
46
3
T2T1 T3
TO CONTROLLER INPUT FOR
FROM CONTROLLER
OUTPUT FOR VACUUM/
VENT SOLENOID
TO SOL A
TO TERMINAL #96
ON OVERLOAD (OL)
TO
VACUUM
SWITCH
(VS)
FROM DISC-1
FOR HIGH VACUUM
TO TERMINAL A1
(+24VDC) ON
MOTOR STARTER (M)
HIGH VACUUM
FOR BLOWBACK
SOLENOID
TO SOL B
TO L1, L2 AND L3
ON MOTOR STARTER (M)
(115V AC)
TO TERMINAL A1 (+24VDC)
FROM CONTROLLER OUTPUT FOR
VACUUM/VENT SOLENOID
ON MOTOR STARTER (M)
(0VDC)
FROM CONTROLLER OUTPUT
L1
L1
ON MOTOR STARTER (M)
(+24VDC)
L1
L1
TO L1, L2 AND L3
(FROM DISC-3)
FOR MOTOR STARTER
(115VAC)
L2 L3
L2
L3
VS
L2 L3
L2
L3
VS
DISC
DISC
L1
L2
L3
(115V AC)
FROM CONTROLLER OUTPUT
FOR PUMP MOTOR STARTER
FROM CONTROLLER OUTPUT
FOR PUMP VACUUM/VENT
SOLENOID
FROM CONTROLLER OUTPUT
FOR FILTER CHAMBER
BLOWBACK SOLENOID
(0V DC)
3 PHASE / 4 WIRE SERVICE
TO BE PROVIDED BY CUSTOMER
DISC
FU
FU
FU
L1
L2
L3
POWER WIRING WITH DISCONNECT SWITCH
DISC
DISC-1
DISC-2
DISC-3
DISC-4
CONTROL WIRING
VS
N.O.
0L
96 95 A2
CONTROL WIRING
J1
M
OL
T1
T2
T3
VS
N.O.
0L
96 95 A2J1A1
M
SOL A
SOL C
SOL B
JUNCTION BOX ON VACUUM PUMP
DISC-1
M
A1
SOL A
SOL C
SOL B
MTR
5 H.P. PUMP
TO CONTROLLER INPUT FOR
PUMP HIGH VACUUM
(NEUTRAL)
VACUUM PUMP
MOTOR STARTER
VACUUM/VENT
SOLENOID ON PUMP
OPTIONAL ATMOSPHERIC
VALVE ON FILTER CHAMBER
BLOWBACK SOLENOID
ON FILTER CHAMBER
115V AC CONTROL VOLTAGE
TO CONTROLLER INPUT FOR
PUMP HIGH VACUUM
(+24V DC)
VACUUM PUMP
MOTOR STARTER
VACUUM/VENT
SOLENOID ON PUMP
OPTIONAL ATMOSPHERIC
VALVE ON FILTER CHAMBER
BLOWBACK SOLENOID
ON FILTER CHAMBER
SUB PANEL LAYOUT AND CONNECTION DIAGRAM
(24V DC)
JUNCTION BOX ON VACUUM PUMP
24V DC CONTROL VOLTAGE
Conveying System Mechanical Components Chapter 3: Installation 75 of 136
Page 77

P
GRD
Figure 42: Typical VTPB Series Junction Box Wiring Diagram
KAY VALVE
LOCATED ON
PUMP
(NEUTRAL)/(+24VDC)
L1
L2 L3
A1
1
L1
5L23
L3
13
FROM CONTROLLER OUTPUT
FOR VACUUM SOLENOID
TO TERMINAL A1 (NEUTRAL)/(+24VDC)
ON MOTOR STARTER (M)
FROM CONTROLLER OUTPUT
FOR BLOWBACK SOLENOID
TO
JUNCTION
BOX
VACUUM
COMMON
BLOWBACK
A09
T1
T2
2
4
A2
J1
FROM CONTROLLER OUTPUT
FOR PUMP MOTOR STARTER
TO MOTOR
(MTR)
SUB PANEL LAYOUT AND CONNECTION DIAGRAM
95
T
2
T1 T2 T3
(115VAC)/(0VDC)
TO CONTROLLER INPUT FOR
PUMP HIGH-VACUUM
(115V AC AND 24V DC)
M
146T3
A2
RESET
TEST
TRIPPED
96
97
98
OL
64
3T2T1
LEGEND
FIELD WIRING
INTERNAL
WIRING
WIRE LUG
FOR PUMP BLOWBACK SOLENOID
FROM CONTROLLER OUTPUT
FROM CONTROLLER OUTPUT
FOR VACUUM PUMP SOLENOID
FROM CONTROLLER OUTPUT
(0V DC)
FOR MOTOR STARTER
VS
VS
N.O.
0L
96 95
CONTROL WIRING
JUNCTION BOX ON VACUUM PUMP
24V DC CONTROL VOLTAGE
J1
1M
A2
SOL A
SOL B
FROM CONTROLLER OUTPUT
FOR MOTOR STARTER
FROM CONTROLLER OUTPUT
FOR VACUUM PUMP SOLENOID
FROM CONTROLLER OUTPUT
FOR PUMP BLOWBACK SOLENOID
A1
TO UPPER VALVE
PROCESS AIR
CONNECTION
L1
L2
L3
(115V AC)
JUNCTION BOX ON VACUUM PUMP
115V AC CONTROL VOLTAGE
TO CONTROLLER INPUT FOR
PUMP HIGH VACUUM
(+24V DC)
VACUUM PUMP
MOTOR STARTER
VACUUM
SOLENOID ON PUMP
BLOWBACK SOLENOID
ON PUMP
DISC
FU
L1
FU
L2
FU
L3
VS
N.O.
0L
J1
M
A2 A1
9596
SOL A
SOL B
3 PHASE / 4 WIRE SERVICE AND
FUSED DISCONNECT SWITCH TO
BE PROVIDED BY CUSTOMER
M
OL
TO CONTROLLER INPUT FOR
PUMP HIGH VACUUM
(NEUTRAL)
VACUUM PUMP
MOTOR STARTER
VACUUM
SOLENOID ON PUMP
BLOWBACK SOLENOID
ON PUMP
T1
T2
MTR
5 H.P. PUM
T3
CONTROL WIRING
Conveying System Mechanical Components Chapter 3: Installation 76 of 136
Page 78

GRD
FROM LI, L2 AND L3
AT BOTTOM OF
DISCONNECT SWITCH
(DISC)
FROM DISC-2
TO MOTOR
(MTR)
GRD
FROM L1, L2 AND L3
AT BOTTOM OF
DISCONNECT SWITCH
(DISC)
FROM CONTROLLER OUTPUT
FOR PUMP MOTOR STARTER
TO MOTOR
(MTR)
Figure 43: Typical VTPB Series Junction Box with Fused Disconnect Wiring Diagram
SOL A/B
KAY VALVE
LOCATED ON
(FROM DISC-3)
TO TERMINAL A1 (NEUTRAL)
ON MOTOR STARTER (M)
L1
1C
L1
TO L1, L2 AND L3
FOR VACUUM SOLENOID
ON MOTOR STARTER (M)
(+24VDC)
L1
L1
TO L1, L2 AND L3
(FROM DISC-4)
FROM CONTROLLER OUTPUT
FOR PUMP MOTOR STARTER
(115VAC)
L2 L3
DISC
L2
L3
VS
L2 L3
DISC
L2
L3
VS
FROM CONTROLLER
(NEUTRAL)
L2L1L3
A1
3L25
1
L3
13
L1
M
T1
T24T3614
2
A2
A2
RESET
TEST
J1
TRIPPED
96
97
95
98
OL
2T1T2T346
T2T1 T3
TO CONTROLLER INPUT
SUB PANEL LAYOUT AND CONNECTION DIAGRAM
(FROM DISC-1)
L2L1 L3
A1
3L25
1
L3
L1
13
M
T1
T24T3614
2
A2
A2
RESET
TEST
J1
TRIPPED
959697 98
OL
T1T2T
2
46
3
T2T1 T3
TO CONTROLLER INPUT
BLOWBACK SOLENOID
FROM CONTROLLER
OUTPUT FOR VACUUM
SOLENOID
TO SOL A
TO SOL B
TO TERMINAL #96
ON OVERLOAD (OL)
TO
VACUUM
SWITCH
(VS)
FROM DISC-1
FOR HIGH VACUUM
TO TERMINAL A1
(+24VDC) ON
MOTOR STARTER (M)
(0VDC)
FOR HIGH VACUUM
OUTPUT FOR
ON MOTOR STARTER (M)
(115V AC)
FROM CONTROLLER OUTPUT
TO TERMINAL A1 (+24VDC)
FROM CONTROLLER OUTPUT
FOR BLOWBACK SOLENOID
ON MOTOR STARTER (M)
PUMP
VACUUM
COMMON
TO
BLOWBACK
JUNCTION
BOX
DISC
L1
L2
L3
(115V AC)
FROM CONTROLLER OUTPUT
FOR PUMP MOTOR STARTER
FROM CONTROLLER OUTPUT
FOR PUMP VACUUM
SOLENOID
FROM CONTROLLER OUTPUT
FOR PUMP BLOWBACK
SOLENOID
SOL A/B
KAY VALVE
LOCATED ON
PUMP
VACUUM
COMMON
TO
BLOWBACK
JUNCTION
BOX
FROM CONTROLLER OUTPUT
FOR PUMP MOTOR STARTER
FROM CONTROLLER OUTPUT
FOR PUMP VACUUM
SOLENOID
FROM CONTROLLER OUTPUT
FOR PUMP BLOWBACK
SOLENOID
3 PHASE / 4 WIRE SERVICE
FU
FU
FU
TO BE PROVIDED BY CUSTOMER
L1
L2
L3
POWER WIRING WITH DISCONNECT SWITCH
DISC
DISC-1
DISC-2
DISC-3
DISC-4
CONTROL WIRING
JUNCTION BOX ON VACUUM PUMP
115V AC CONTROL VOLTAGE
(0V DC)
96 95 A2
CONTROL WIRING
JUNCTION BOX ON VACUUM PUMP
24V DC CONTROL VOLTAGE
M
OL
T1
T2
T3
VS
N.O.
0L
96 95 A2J1A1
VS
N.O.
0L
J1
M
SOL A
SOL B
SOL A
SOL B
A1
MTR
5 H.P. PUMP
TO CONTROLLER INPUT
FOR PUMP HIGH VACUUM
(NEUTRAL)
DISC-1
VACUUM PUMP
MOTOR STARTER
VACUUM
SOLENOID ON PUMP
BLOWBACK SOLENOID
ON PUMP
TO CONTROLLER INPUT
FOR PUMP HIGH VACUUM
(+24V DC)
VACUUM PUMP
MOTOR STARTER
VACUUM
SOLENOID ON PUMP
BLOWBACK SOLENOID
ON PUMP
M
SUB PANEL LAYOUT AND CONNECTION DIAGRAM
(24V DC)
Conveying System Mechanical Components Chapter 3: Installation 77 of 136
Page 79

Figure 44: Typical VTTV Series Junction Box Wiring Diagram
FROM CONTROLLER OUTPUT FOR
PUMP MOTOR STARTER
TO MOTOR
(MTR)
LEGEND
FIELD WIRING
INTERNAL
WIRING
WIRE LUG
GRD
(NEUTRAL)/(+24V DC)
TO TERMINAL A1 (NEUTRAL)/
(+24V DC) ON MOTOR STARTER (M)
L3
L2
L1
A1
3
1
L2
L1 13
5
L3
FROM CONTROLLER OUTPUT FOR
VACUUM/VENT SOLENOID
M
A09
T1
T3
T2
2
J1
95
2
T1
14
46
A2
A2
RESET
TEST
TRIPPED
96
97
98
T
T
T
6
4
1
2
3
T2
T3
OL
SUB PANEL LAYOUT AND CONNECTION DIAGRAM
(115V AC AND 24V DC)
0L
CONTROL WIRING
DISC
L1
L2
L3
FU
FU
FU
3 PHASE / 4 WIRE SERVICE AND
FUSED DISCONNECT SWITCH TO
BE PROVIDED BY CUSTOMER
M
L1
OL
L2
L3
T1
T2
MTR
2 H.P. PUMP
T3
POWER WIRING
(NEUTRAL)
0L
J1
M
A296 95
A1
SOL
CONTROL WIRING
JUNCTION BOX ON VACUUM PUMP
115V AC CONTROL VOLTAGE
(+24V DC)
J1
9596
M
A2 A1
SOL
JUNCTION BOX ON VACUUM PUMP
24V DC CONTROL VOLTAGE
VACUUM PUMP
MOTOR STARTER
OPTIONAL VACUUM/VENT
SOLENOID ON PUMP
VACUUM PUMP
MOTOR STARTER
OPTIONAL VACUUM/VE
SOLENOID ON PUMP
Conveying System Mechanical Components Chapter 3: Installation 78 of 136
Page 80

Figure 45: Typical VTTV Series Junction Box with Fused Disconnect Wiring Diagram
GRD
TO TERMINAL A1 (NEUTRAL)
ON MOTOR STARTER (M)
FROM L1, L2 AND L3
AT BOTTOM OF
DISCONNECT SWITCH
(DISC)
FROM DISC-1
TO MOTOR
(MTR)
FROM CONTROLLER OUTPUT
FOR VACUUM/VENT
(NEUTRAL)
SOLENOID
L1
L2 L3
A1
3L25
1
L3
L1
13
M
T1
T24T3614
2
A2
A2
RESET
TEST
J1
TRIPPED
96
97
95
2T1T2T346
T2T1 T3
SUB PANEL LAYOUT AND CONNECTION DIAGRAM
98
OL
TO TERMINAL #96
ON OVERLOAD (OL)
TO SOL
ON MOTOR STARTER (M)
(115V AC)
TO L1, L2 AND L3
GRD
(FROM DISC-2)
FROM CONTROLLER OUTPUT
FOR MOTOR STARTER
L1
L2 L3
L2
L1
DISC
L1
L2
L3
DISC
L3
FU
FU
FU
POWER WIRING WITH DISCONNECT SWITCH
3 PHASE / 4 WIRE SERVICE
BE PROVIDED BY CUSTOMER
M
L1
OL
L2
L3
T1
T2
MTR
2 H.P. PUMP
T3
DISC
FROM CONTROLLER OUTPUT
FOR PUMP MOTOR STARTER
FROM CONTROLLER OUTPUT
FOR PUMP VACUUM/VENT
SOLENOID
DISC-1
DISC-2
CONTROL WIRING
0L
J1
95
96
JUNCTION BOX ON VACUUM PUMP
115V AC CONTROL VOLTAGE
M
A2
A1
SOL
(NEUTRAL)
VACUUM PUMP
MOTOR STARTER
OPTIONAL
VACUUM/VENT
SOLENOID ON PUMP
FROM L1, L2 AND L3
AT BOTTOM OF
DISCONNECT SWITCH
(DISC)
FROM CONTROLLER OUTPUT
FOR PUMP MOTOR STARTER
TO MOTOR
(MTR)
TO TERMINAL A1 (+24VDC)
ON MOTOR STARTER (M)
FROM CONTROLLER OUTPUT FOR
TO TERMINAL A1
(+24V DC) ON
MOTOR STARTER (M)
VACUUM/VENT SOLENOID
(+24VDC)
TO L1, L2 AND L3
ON MOTOR STARTER
ON MOTOR STARTER (M)
(24V DC)
L2 L3
L1
DISC-1
0L
FROM CONTROLLER OUTPUT
FOR PUMP MOTOR STARTER
FROM CONTROLLER OUTPUT
DISC
FOR PUMP VACUUM/VENT
L2
L1
L3
SOLENOID
CONTROL WIRING
96
JUNCTION BOX ON VACUUM PUMP
24V DC CONTROL VOLTAGE
J1
M
A2
95
A1
SOL
(FROM DISC-1)
L1 L2 L3
A1
3L25
1
L3
L1
13
M
T1
T24T3614
2
A2
A2
RESET
TEST
J1
TRIPPED
959697 98
OL
T1T2T
2
46
3
T2T1 T3
SUB PANEL LAYOUT AND CONNECTION DIAGRAM
Note: For XPD and XPC Series junction box wiring diagrams, consult the wiring
diagram that was shipped with your specific piece of equipment. Consult your
information packet.
(+24V DC)
VACUUM PUMP
MOTOR STARTER
OPTIONAL
VACUUM/VENT
SOLENOID ON PUMP
Conveying System Mechanical Components Chapter 3: Installation 79 of 136
Page 81

3-7 Initial Start-up
Making Startup Checks
Before operating the conveying system, check these details:
1. All components in the system must be installed securely and prepared for operation.
Refer to the instructions supplied with auxiliary equipment for specific checks.
2. Couplers, fittings, attachments, and flexible lines must be attached securely and be
vacuum-tight.
3. Electrical and compressed air connections to the pump package, vacuum hoppers,
and filter chambers must be complete, safe, and conform to code.
4. The pump package blower gearbox must be filled with oil as specified in the
manufacturer’s instructions included in the customer information package.
Caution! Do not overfill the blower gearbox with oil; too much oil damages the
5. If not done already, remove the plastic plug from the silencer air outlet.
WARNING! Keep hands away from the open air inlet to avoid injury!
6. Do not allow any loose parts, tools, or foreign materials in or near the unit and other
system components.
blower.
7. Check for proper motor rotation, as indicated by an arrow on the pump package
motor. Bump-start the pump package with the compressed air disconnected just long
enough to verify proper rotation direction.
Note: To change motor rotation:
a. Disconnect power at the external disconnect.
b. Switch any two incoming power leads on the main power supply.
8. Make sure that filter chamber housings have no leaks; check stretcher clamps for
tightness.
Adjusting Sight Glass Proximity Sensor Sensitivity
You can adjust the sensitivity of the material level proximity sensor in the sight glass. The
factory setting usually is correct for most applications. The sensor is factory-installed to the
frame; however, you should install the sensor at the material level height you want.
When adjusting, fill the glass and verify that the sensor detects your material. The LED on
the switch goes out when it detects material.
•
For increased sensitivity, turn the potentiometer clockwise.
•
For decreased sensitivity, turn the potentiometer counterclockwise.
•
Consult proximity switch instructions if necessary or call Service Department.
Conveying System Mechanical Components Chapter 3: Installation 80 of 136
Page 82

Adjusting Air Pulse Duration: All Models
A
Locate the on-time potentiometer inside the control enclosure on the circuit board. With the
unit operating, turn the potentiometer counterclockwise to shorten the air pulse duration; turn
clockwise to lengthen the air pulse.
ACA Series Filter Chamber Pre-Operation Checklist
Check the following before you operate ACA Series filter chambers:
1. Make sure all mechanical installations are complete.
2. Make sure all electrical and compressed air connections are complete and correct.
3. Make sure that no leaks are present in the filter chamber housing. Check stretcher
clamps for tightness.
Adjusting Time Between Air Pulses on ACA Filters
Models 91/93, 151/153, and 251/253
The time between cleaning air pulses requires adjusting to match up with dusting
characteristics of the material being conveyed. If more dusting occurs, then more frequent
compressed air pulses are required to clean filter bags.
Locate the off-time control potentiometer inside the control enclosure and adjust from 0- to
30-second intervals between air pulses to match material conveying characteristics.
Adjusting the Number of Air Pulses
Model 51/53 Low Boy
Locate the DIP switch inside the blowback control box. Set the DIP switch to the number of
pulses you want from 1 to 16, using the DIP switch settings shown in the following figure.
The diagram is also shown on the blowback control box electrical schematic located in your
Customer Service Packet.
Figure 46: ACA Series Model 50 Blowback DIP Switch Settings
16 PULSES 15 PULSES
ON
OFFOFFOFFOFFOFFOFFOFF
1 2 3 4 4321 4321 4321
OFFOFFONOFF OFFOFF
OPEN OPEN OPEN OPEN
1 2 3 4 4321 4321 4321
OFFOFFOFF OFFOFF
OPEN OPEN OPEN OPEN
4 PULSES 3 PULSES 2 PULSES
1
ON
7 PULSES8 PULSES
ON
ON
ON ON ON ON
OFFOFFOFF
14 PULSES
10 PULSES11 PULSES12 PULSES
ON ON ON
OFFOFF OFF
ON ON ON
OFFOFF OFF
OFF
13 PULSES
1 2 3 41 2 3 41 2 3 44321
ONONON
OFFOFFOFF OFFOFF
OPENOPENOPENOPEN
9 PULSES
ONONON
5 PULSES6 PULSES
1 PULSE
1 2 3 41 2 3 41 2 3 4432
ONONONON
ONONON
OPENOPENOPENOPEN
0542161
ONONONON
Conveying System Mechanical Components Chapter 3: Installation 81 of 136
Page 83

Starting ACA Series Filter Chamber Units
With all adjustments complete, turn on clean, dry, oil-free compressed air and regulate to 60
psi to 80 psi (414 kPa to 552 kPa). Turn the power on/off switch to ON; the unit then
automatically self-cleans the filter bags. An indicator light on the control box for Model
91/93, 151/153, and 251/253 ACA filter chambers illuminates each time a compressed air
pulse is directed into a filter bag.
Note: If for any reason the power is turned off, wait at least three (3) seconds to reset.
During initial startup, you’ll note some dusting occurring at the clean air
exhaust. This condition is normal with new filter bags until the exterior
surfaces of the bags become evenly coated with dust particles, which prevents
fine material from passing through the filter bag pores. This dusting condition
should stop after the first several hours of operation.
Adjusting Proximity Sensor Sensitivity
Models Equipped with Volume-Fill Switch Only
A proximity switch mounted in VF, SRH and SRC vacuum receivers detects when the
vacuum receiver has been filled during a conveying sequence, telling the conveying system
control to move on to the next on-line vacuum receiver in the sequence. This speeds the
conveying cycle and shuts the pump down promptly to conserve electricity if all the bins
being loaded are full.
The sensitivity of the vacuum receiver material level sensor can be adjusted. The factory
setting is correct for most applications. The sensor is mounted through the wall of the vacuum
receiver.
Note: The adjusting potentiometer is located beneath a plastic cover screw near the
sensor LED indicator. Remove the protective cover screw before making
adjustments and replace it when finished.
Note: Before adjusting the Receiver-Full sensor, make sure that the Bin Full sensor
is in the closed position.
When adjusting, fill a vacuum hopper to see if the switch detects your material. The LED on
the switch goes out when it detects material.
•
For increased sensitivity, turn the potentiometer clockwise.
•
For decreased sensitivity, turn the potentiometer counterclockwise.
•
Consult proximity switch instructions if necessary or call Service Department.
Conveying System Mechanical Components Chapter 3: Installation 82 of 136
Page 84

Chapter 4: Operation
4-1 Start-up
Starting ACA Series Filter Chamber Units
Turn on clean, dry, oil-free compressed air and regulate to 60 psi to 80 psi (414 kPa to 552
kPa). Turn the power on/off switch to ON; the unit then automatically self-cleans the filter
bags. An indicator light on the control box for Model 91/93, 151/153, and 251/253 ACA filter
chambers illuminates each time a compressed air pulse is directed into a filter bag.
Note: If for any reason the power is turned off, wait at least three (3) seconds to reset.
4-2 Operation Procedures
When you activate the controller, the system energizes and initiates the conveying cycle. The
following components energize:
• The vacuum pump motor starter.
• The vacuum pump vent valve.
• The sequencing valve above the first on-line vacuum receiver that
requires material.
The vacuum pump draws vacuum to that receiver. When the receiver is full or the time
interval elapses, the controller then signals the atmospheric valve above the next on-line
receiver requiring material to energize, allowing material to convey to that receiver. The
conveying sequence continues to the last on-line vacuum receiver requiring material.
When the time interval for the last receiver elapses or the receiver is full, a new conveying
cycle begins at the first on-line vacuum receiver requiring material.
Note: The sequence of events listed above is a generalized description of what occurs
when a controller is activated. Consult your specific controller manual for an
accurate depiction of these events.
Vacuum Switch (VS) Operation
A high vacuum switch is mounted inside a pump package junction box. It is preset to close at
14” Hg (475 millibars) and is not adjustable. The vacuum switch protects the pump package
from motor damage caused by high amperage draw and strain on the blower.
Pumps typically draw a vacuum of less than 5” Hg (170 millibars) only when air is pulled
into the system and 8” to 12” Hg (271 to 339 millibars) while conveying.
If system vacuum should reach 14” Hg (475 millibars), the high vacuum switch closes. The
pump package tries to clear the line for three seconds, then moves to the next on-line vacuum
receiver. The normal conveying cycle continues. If high vacuum keeps occurring, the pump
continues with attempts to clear the line.
See your specific controller manual for additional operation information.
Conveying System Mechanical Components Chapter 4: Operation 83 of 136
Page 85

High Vacuum Relief Regulator Operation
A factory-set pressure regulator is installed on the pump package vent valve as a mechanical
back-up safety feature. It protects the pump motor from damage during high vacuum
conditions if an undetected failure of the vacuum switch should occur. The regulator is set to
limit system vacuum to 15” Hg (475 millibars) by allowing the vent valve plunger to shift
and vent the pump.
Note: Do not adjust the pressure regulator. Adjusting the pressure regulator voids
your warranty.
See Figure 40 on page 74 for additional operation information.
4-3 Shut-down
To deactivate the conveying system:
1. Turn the disconnect switch at each pump or component to OFF. This will take each
pump or component offline.
2. Turn off the compressed air supply to the system.
Note: Consult your specific controller operation and instruction manual for specific
shut-down information for your conveying system.
Conveying System Mechanical Components Chapter 4: Operation 84 of 136
Page 86

Chapter 5: Maintenance
5-1 Preventative Maintenance Schedule
The checklist below contains a list of items which should be inspected and/or replaced to
keep the mechanical components of your conveying system operating at peak efficiency.
Perform each inspection at the regular intervals listed below.
System model #
Every week
Date/
By
Date/
By
Date/
By
Date/
By
Date/
By
Serial #
Date/
Date/
By
By
Date/
By
Date/
By
Date/
By
Date/
By
Date/
By
Date/
By
Inspect all filters for
wear, replace/
clean if dirty or
worn.
Check to make
sure that all hose
connections are
air tight.
Every month Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec
Lock out electrical
power and inspect
electrical wiring for
integrity.
Check demand
sensor.
Inspect gaskets at
hoppers.
Inspect belt(s).
Oil & grease
(lubricate)
components
- Photocopy this page for your maintenance records -
Conveying System Mechanical Components Chapter 5: Maintenance 85 of 136
Page 87

5-2 Preventative Maintenance
Maintaining Pump Packages
Pump packages need periodic maintenance to provide long dependable service. Check these
elements regularly:
•
Maintain a proper oil level in the blower gearbox. The manufacturer’s brochure
(packed with the pump package) recommends oils, and lists instructions for checking
the oil level. See Oil Capacities chart on following page.
•
Pack blower bearings with high temperature ball bearing grease and change the oil to
the manufacturer’s recommendations.
•
V-belts are sized for maximum life with the pump package blower/motor combination.
Inspect periodically for proper tension, and replace when worn.
Note: V-belts stretch when new. Check belt tension after you have run them in. At
proper belt tension, the belt should deflect downward
span (1 mm every 6.4 cm) from sheave to sheave.
•
Keep the pump package area clear of any debris that could be drawn through the vent
valve and into the blower while the pump package is idling.
•
Torque the motor and blower sheave bolts to 72 ft.-lbs. (98 Nm).
•
Check the moisture traps in the compressed air lines. Drain as needed.
•
Check the compressed air lubricator(s) for flow rate and level. Use only 1 or 2 drops
of oil per day when lubricating. Adjust and fill as necessary.
•
Inspect the silencer periodically for contamination. Silencer fouling indicates poor
filter maintenance at the vacuum hopper or filter chamber. Fines may also be drawn
into the silencer through the pump package vent valve during the dump cycle from
poor housekeeping near the pump package.
Caution! Make sure you replace a contaminated silencer immediately to avoid
blower damage and possible fire hazard.
•
Standard pump package TEFC motors do not require lubrication or oiling. Optional
motors may have different requirements. Refer to the motor manufacturer’s
specification sheet in your Customer Information Packet.
•
Keep the control panel and pump package junction boxes securely closed to prevent
component contamination.
1
/64” for every one inch
•
Inspect air cylinders and plugers for proper operation.
•
Verify that all safety components/circuits are in full operational conditions.
Conveying System Mechanical Components Chapter 5: Maintenance 86 of 136
Page 88

Oil Capacities-APD Only*
Model Part No. Frame
Vertical¹ Horizontal¹
GE (OZ) DE (OZ) GE (OZ) DE (OZ)
URAI-J 33 A0571182
URAI-J 45 A0571183
3” DSL 8.5 4 16 6.5
4” DSL 12.7 5.5 22.8 10.8
¹GE= GEAR END, DE = DRIVE END
Suggested Lubricants:
Synthetic Oil
Size of container Part #
Quart 214.00002.00
Gallon A0573982
Case 214.00004.00
*APD style vacuum blowers require a synthetic blend of lubricant for proper operation. Using other types of lubricant may void all warranties.
Note: For more information, refer to the blower manufacturers instruction manual.
Conveying System Mechanical Components Chapter 5: Maintenance 87 of 136
Page 89

Maintaining Filter Chambers
VFC Filter Chambers
VFC filter chamber maintenance is much easier if you use vinyl flex hose for making the
final connection to the cover. See Figure 60 on page 120 for a complete parts list.
To check the filter element:
1. Unlatch the clamp that secures the cover assembly.
2. Lift off the cover and look for element fouling or wear:
3. To remove the filter:
a. Note the orientation of the components.
b. Unscrew the retaining cover.
4. Wipe down the gasket and filter retainer/VFC cover mating surfaces to ensure a good
seal.
5. Blow out the cartridge filter with compressed air. Blow from the inside out.
• If the filter is worn, replace with P/N A0547008 (VFC225) or P/N
A0547007 (VFC1000).
• If the filter is lightly soiled, remove the filter and clean with
compressed air. Blow it out from the inside.
6. Re-install the filter and filter retainer. Do not over tighten the retainer. A snug fit is
required for a proper seal.
7. Secure the cover assembly with the clamp.
• Periodically inspect the flapper assembly gasket and disk for signs of
wear. A good vacuum seal is important for proper operation.
• Periodically inspect the flapper dump assembly for proper operation.
The flapper should swing freely.
3
Note: The counterbalance should be adjusted so the flapper remains open from
(4 mm) to
1
/4” (6 mm) when not under vacuum.
/16”
Inspecting ACA Series Filter Chamber Filter Bags
Schedule regular filter bag inspections to maintain the operational efficiency of the filter
chamber. Make sure that schedules coincide with materials that are being conveyed. Dusty
materials require more frequent filter bag examinations.
1. Turn off compressed air and disconnect the electrical power supply.
2. Remove the stretcher clamp just below the externally mounted solenoid valves.
Be careful to avoid damaging the gasket between tank sections.
3. Lift off the upper tank section with accumulator, blowpipes, and filter bag rack.
4. Inspect the filter bags for dust caking, dampness, or oil deposits.
Any or all of these symptoms are indications of moisture or condensed oil in the
compressed air supply.
Conveying System Mechanical Components Chapter 5: Maintenance 88 of 136
Page 90

5. Check compressed air supply in-line filters and clean or replace as needed.
If moisture is condensing inside the filter chamber, you may need to insulate the
chamber and the piping leading to the filter. This action should keep the surface
moisture above the dew point and prevent condensation on filter bags.
6. Do not attempt to wash or reuse soiled ACA filter bags. If they are clogged, replace
them with new filter bags. Contact the Parts Department for more information on
replacement filter bags.
7. Inspect the filter bags for wear. Thinning bags may not stop fine dust when flexed
with compressed air, or dust can escape into the clean air tank section and
contaminate conveying air. Replace with new filter bags as needed.
Note: When re-installing ACA Series filter bags, make sure that the bag is turned
inside out, with the glazed surface facing outward.
8. Carefully slip the bag over the bag cage. Position the filter bag all the way onto the
bag cage, and place a clamp around the bag near the top of the bag rack plate.
Tighten the clamp.
Note: Improperly installed clamps cause a poor dust seal.
Dusting in the clean air exhaust is a normal condition after installing new
filter bags, and should stop after the first several hours of operation.
9. Replace the upper tank section, with the gasket properly seated between upper and
lower sections. Make sure the filter bags are hanging straight down and that the bags
do not touch each other or the inside walls of the filter chamber. This action prevents
excessive bag wear when compressed air pulses enter the bags.
10. Replace and tighten the stretch clamp.
Maintaining VTPB Series Vacuum Power Unit Non-Reversing Valves
Upper and lower non-reversing valves require periodic service to keep VTPB Series vacuum
power units operating at peak efficiency. Contact the Parts Department for information on
valve service kits and customer-recommended parts.
Maintaining Upper Valves -5 to 15 HP (3.73-11.19 kW) VTPB Units
(See Valve Assembly Drawings and Spare Parts Lists in Figures 52-53)
Removing Upper Valves
1. Turn off and lock out the power switch for the vacuum power unit. Disconnect and
lock out the power main to the unit; make sure to follow applicable safety
regulations.
2. Turn off compressed air. Disconnect the compressed air line running to the pressure
relief regulator.
3. Loosen the hose clamps that connect the upper valve to the incoming vacuum line
and lower valve, and slide the hose back.
4. Loosen the set screws that secure the valve to the blower inlet.
5. Remove the valve from the power unit.
Conveying System Mechanical Components Chapter 5: Maintenance 89 of 136
Page 91

Disassembling Upper Valves
1. Remove the two (2) socket cap screws from the upper cap, and remove the upper cap.
2. Remove the six (6) socket cap screws from the end plate. Separate the end plate and
air cylinder from the machined body.
3. Remove the cotter pin from the plunger. Unscrew the plunger from the air cylinder
shaft.
4. Remove the four (4) socket cap screws holding the air cylinder to the end plate.
Separate the cylinder and the end plate.
Servicing and Reassembling Upper Valves
1. Clamp the air cylinder in a vise and unscrew the end cap. Using parts from the valve
service kit, replace the seals in the air cylinder. Screw the end cap back on.
2. Secure the air cylinder to the end plate using the four (4) socket cap screws.
3. Screw a new plunger on the air cylinder shaft; secure it with the cotter pin.
4. Place a new gasket on the end plate; secure the end plate.
5. Reattach the upper cap to the air cylinder using two (2) socket cap screws.
Reinstalling Upper Valves
1. Replace the O-rings in the machined body.
2. Position the valve on the blower inlet, making sure the valve seats properly. Tighten
the set screws that secure the valve to the blower inlet.
3. Reconnect the valve inlet to the incoming vacuum line and the lower valve with the
hose. Tighten the clamps.
4. Reconnect the compressed air line to the vacuum relief regulator.
Maintaining Lower Valves - 5 to 15 HP (3.73-11.19 kW) VTPB Units
Removing Lower Valves
1. Turn off and lock out the power switch for the vacuum power unit. Disconnect and
lock out the power main to the unit; make sure to follow applicable safety
regulations.
2. Turn off compressed air. Disconnect the copper compressed air line to the lower
valve at the lower valve body.
3. Loosen the hose clamps that connect the valve to the T-Y tube, and slide the hose
back. On units with optional sound enclosures, loosen the hose clamps between the
discharge silencer and the U-bend.
4. Remove the screws holding the discharge silencer to the base of the vacuum power
unit, and take off the discharge silencer. On units with optional sound enclosures,
remove the screws securing the U-bend to the base, and pull the silencer out of the
body of the lower valve.
5. Loosen the set screws holding the lower valve to the blower outlet, and remove the
valve from the power unit.
Conveying System Mechanical Components Chapter 5: Maintenance 90 of 136
Page 92

Disassembling Lower Valves
1. Remove the pipe nipple and pipe coupler from the lower cap.
2. Remove the two (2) socket cap screws from the lower cap.
3. Remove the lower cap from the machined body.
4. Remove the six (6) socket cap screws from the end plate. Separate the end plate from
the machined body.
5. Remove the cotter pin from the plunger. Unscrew the plunger from the air cylinder
shaft.
6. Remove the four (4) socket cap screws holding the air cylinder to the end plate.
Servicing and Reassembling Lower Valves
1. Clamp the air cylinder in a vise and unscrew the end cap. Using parts from the valve
service kit, replace the seals in the air cylinder. Screw the end cap back on.
2. Secure the air cylinder to the end plate using the four (4) socket cap screws.
3. Screw a new plunger on the air cylinder shaft; secure it with the cotter pin.
4. Place a new gasket on the end plate; secure the end plate to the machined body using
six (6) socket cap screws.
5. Fasten the lower cap to the air cylinder using two (2) socket cap screws, a new
gasket, and a new O-ring.
6. Screw the pipe nipple and coupler back into place.
Reinstalling Lower Valves
1. Replace the O-rings in the machined body.
2. Position the valve on the vacuum power unit. Tighten the set screws that secure the
valve to the blower outlet.
3. Reconnect the valve to the T-Y tube by sliding the radiator hose back into place.
Tighten the hose clamps.
4. Reconnect the copper compressed air tube to the fitting on the lower valve.
5. Push the discharge silencer into the valve body, and secure it with the screws. On
units with optional sound enclosures, push the short silencer into the valve body,
reinstall the U-bend, and secure both ends with the radiator hose and hose clamps.
Conveying System Mechanical Components Chapter 5: Maintenance 91 of 136
Page 93

Maintaining Upper Valves- 25 and 30 HP (18.65-22.38 kW) VTPB Units
(See Valve Assembly Drawings and Spare Parts Lists in Figures 54-55 on Pages 115-116)
Removing Upper Valves
1. Turn off and lock out the power switch for the vacuum power unit. Disconnect and
lock out the power main to the unit; make sure to follow applicable safety
regulations.
2. Turn off compressed air. Disconnect the compressed air line running to the pressure
relief regulator on the upper valve.
3. Loosen the set screws securing the inlet filter, and remove the filter.
4. Loosen the hose clamps that connect the upper valve to the T-Y tube, and slide the
hose back.
5. Loosen the set screws that secure the valve to the blower inlet.
6. Remove the valve from the power unit.
Disassembling Upper Valves
1. Remove the pipe coupler and the pipe nipple from the valve.
2. Remove the two (2) socket cap screws from the upper cap, and remove the upper cap
from the valve body.
3. Remove the six (6) socket cap screws from the end plate. Separate the end plate from
the valve body.
4. Remove the locknut from the air cylinder shaft.
5. Remove the two (2) plunger support discs and the plunger from the air cylinder shaft.
6. Remove the four (4) socket cap screws holding the air cylinder to the end plate.
Separate the cylinder and the end plate.
Servicing and Reassembling Upper Valves
1. Clamp the air cylinder in a vise and unscrew the end cap. Using parts from the valve
service kit, replace the seals in the air cylinder, and screw the end cap back on.
2. Fasten the air cylinder to the end plate using the four (4) socket cap screws.
3. Place the plunger support discs and a new plunger on the air cylinder shaft.
4. Thread the locknut back on the air cylinder shaft.
5. Reconnect the end plate to the valve body using six (6) socket cap screws and a new
gasket.
6. Reconnect the upper cap to the air cylinder using two (2) socket cap screws.
7. Reconnect the pipe coupler and pipe nipple to the valve.
Reinstalling Upper Valves
1. Replace the O-ring in the valve body.
Conveying System Mechanical Components Chapter 5: Maintenance 92 of 136
Page 94

2. Position the valve on the power unit, making sure the valve seats properly. Tighten
the set screws that secure the valve to the blower inlet.
3. Reconnect the valve inlet to the incoming vacuum line using the radiator hose.
Tighten the clamps.
4. Reconnect the compressed air line to the vacuum relief regulator.
5. Secure the inlet filter to the valve, and tighten the set screws.
Maintaining Lower Valves-25 and 30 HP (18.65-22.38 kW) VTPB Units
Removing Lower Valves
1. Turn off and lock out the power switch for the vacuum power unit. Disconnect and
lock out the power main to the unit; make sure to follow applicable safety
regulations.
2. Turn off compressed air. Disconnect the copper compressed air line to the lower
valve at the lower valve body.
3. Loosen the hose clamps that connect the valve to the T-Y tube, and slide the hose
back.
4. Remove discharge silencers. Unscrew the vertical silencer and unbolt the bracket
holding the silencer under the unit. Pull the silencer out of the valve body.
5. Loosen the set screws holding the lower valve to the blower outlet, and remove the
valve from the power unit.
Disassembling Lower Valves
1. Remove the pipe nipple and pipe coupler from the lower cap.
2. Remove the two (2) socket cap screws from the lower cap.
3. Remove the lower cap from the machined body.
4. Remove the six (6) socket cap screws from the end plate. Separate the end plate from
the machined body.
5. Remove the cotter pin from the plunger. Unscrew the plunger from the air cylinder
shaft.
6. Remove the four (4) socket cap screws holding the air cylinder to the end plate.
Conveying System Mechanical Components Chapter 5: Maintenance 93 of 136
Page 95

Servicing and Reassembling Lower Valves
1. Clamp the air cylinder in a vise and unscrew the end cap. Using parts from the valve
service kit, replace the seals in the air cylinder. Screw the end cap back on.
2. Secure the air cylinder to the end plate using the four (4) socket cap screws.
3. Screw the two (2) plunger support disks and a new plunger on the air cylinder shaft.
4. Thread the locknut back on the air cylinder shaft.
5. Place a new gasket on the end plate; secure the end plate and valve body using six (6)
socket cap screws.
6. Reconnect the lower cap to the air cylinder using two (2) socket cap screws and a
new O-ring.
Reinstalling Lower Valves
1. Replace the O-ring in the valve body.
2. Position the valve back on the vacuum power unit. Tighten the set screws that secure
the valve to the blower outlet.
3. Insert the silencer into the valve body, and bolt it to the base at the bracket. Screw the
vertical silencer back on.
4. Reconnect the compressed air line to the valve.
5. Reconnect the valve to the T-Y tube using the radiator hose and hose clamps. Tighten
the hose clamps.
Maintaining Vacuum Receivers and Filter/ Receiver Combinations
•
Clean the vacuum receiver filter cartridges as needed. Blow clean with compressed air.
Blow out from the inside for best results. If the screen becomes bent or warped, or the
gasket becomes worn, replace it to prevent material carry-over to the VFC filter
chamber.
•
Clean and inspect the gasket. Replace it if it is worn.
•
Invert SR Series vacuum hoppers onto their flat covers for easier maintenance.
•
If the optional SR Series vented internal sequencing valve is installed, make sure you
remove compressed air prior to servicing.
•
If optional supplemental cloth filter bags are being used, periodically inspect for wear
and fouling. Clean or replace as necessary.
Conveying System Mechanical Components Chapter 5: Maintenance 94 of 136
Page 96

5-3 Cleaning the Collection Bin (All Models Except VFC 225 and
VFC 1000)
Use the following procedure to clean the collection bin:
1. Open the toggle fasteners on the bottom of the filter
2. Remove the collection bin.
3. Empty contents of the collection bin and completely clean it.
4. AFC-A/AFC-K Only: Adjust the counterbalance so that the dump valve remains
open from 3/16” to 1/4” (4 mm to 6 mm) when not under vacuum.
5. Wipe down the gasket and collection bin mating surfaces to ensure a good seal. A
good vacuum seal is important for proper operation. Replace gasket if necessary.
6. Check the filter element for excessive wear or damage. If the filter element is
damaged, replace it immediately. (See Section 7.5. Cleaning/replacing the filter
cartridge).
7. Return the collection bin to the bottom of the filter.
8. Close the toggle fasteners.
5-4 Cleaning the Filter Shroud (VFC 225 and VFC 1000 Only)
Use the following procedure to clean the filter shroud:
1. Remove the dust container from the filter shroud by unclamping the band clamp or
loosening the drawstring. (Filters that have been trimmed for 5-gallon pails do not
have a drawstring.)
2. Empty the contents of the collection bin and completely clean it.
3. Remove the worm clamp from the bottom of the filter stand mounting plate, and
remove the filter shroud.
4. Clean the filter shroud by blowing compressed air through it.
5. Slip the filter shroud over the retaining ring located on the bottom side of the filter
stand mounting plate. Secure it with the worm clamp provided.
6. Place the dust container below the filter chamber stand and insert the filter shroud.
7. Fasten the filter shroud to the dust container using either a band clamp or the
drawstring. (Filters that have been trimmed for 5-gallon pails do not have a
drawstring.)
Conveying System Mechanical Components Chapter 5: Maintenance 95 of 136
Page 97

5-5 Corrective Maintenance
Dealing with Shortened ACA Series Filter Bag Life
If ACA filter bags wear our rapidly, refer to the following list to diagnose certain difficulties:
Chemical Attack
Filter bag material may degrade from certain chemicals in the dust of the air stream.
Moisture
Filter bag material may shrink or degrade from excessive moisture in the filter chamber.
Abrasion
If filter bags are improperly installed, bags can rub together or against filter chamber walls,
resulting in excessive wear. Abrasion on the filter bags near the air inlet area indicates that a
dust-impingement baffle may be required.
High Temperature
If operating temperatures are above the recommended limit for filter bag material, damage
may result.
Consult the Service Department for assistance if difficulties occur.
Conveying System Mechanical Components Chapter 5: Maintenance 96 of 136
Page 98

Chapter 6: Troubleshooting
6-1 Introduction
The utmost in safety precautions should be observed at all times when working on or around
the machine and the electrical components. All normal trouble-shooting must be
accomplished with the power off, line fuses removed, and with the machine tagged as out of
service.
The use of good quality test equipment cannot be over-emphasized when troubleshooting is
indicated. Use a good ammeter that can measure at least twice the AC and DC current that
can be encountered for the machine. Be sure that the voltmeter has at least minimum
impedance of 5,000 OHMS-per-volt on AC and 20,000 OHMS-per-volt on DC scales.
Popular combination meters, VOM and VTVM can be selected to provide the necessary
functions.
Before making haphazard substitutions and repairs when defective electrical components are
malfunctioning, we recommend that you check the associated circuitry and assemblies for
other defective devices. It is common to replace the obviously damaged component without
actually locating the real cause of the trouble. Such hasty substitutions will only destroy the
new component. Refer to wiring diagrams and schematics.
Locating mechanical problems, should they occur, is relatively straightforward. When
necessary, refer to the parts catalog section.
Note: Refer to specific control panel operation and instruction manual for additional
details and Troubleshooting information.
Problem Possible Cause Possible Remedy
Reset the overload and check
The motor overload tripped.
No demand signal/stations
The pump doesn’t run even
though it is on line.
(Refer to enclosed Control
Panel Manual)
offline.
Control panel problem.
Main fuse in power drop or
optional fused disconnect
has blown.
Motor contactor is faulty.
the motor for the proper amp
draw as listed on the serial
tag.
Check control panel.
Verify wire connections.
Inspect output cards.
Replace the fuse.
Check for 3-phase voltage.
Repair or replace as
required.
Conveying System Mechanical Components Chapter 6: Troubleshooting 97 of 136
Page 99

Problem Possible Cause Possible Remedy
A vacuum receiver bypasses
in the Loading cycle.
(Refer to enclosed Control
Panel Manual)
Pressure is present at the
vacuum inlet.
The bin below the vacuum
receiver is full if the amber
receiver indicator light is off.
Normal operation. When
hopper level drops, material
begins conveying to it.
The receiver is off line. Put it on line via menus.
Static convey time was set to
zero.
Field installed station bypass switch is simulating a
bin-full condition.
Put in a reasonable convey
time via menus.
Normal operation. Throw
field-installed switch to put
hopper back in the loading
sequence.
The field-installed station
bypass switch is bad or
Repair, replace, or rewire.
miswired.
Supply 80 psi (552 kPa)
Insufficient compressed air
to shift valves.
compressed air to all
compressed air- operated
valves.
Standard switch is normally
The Bin-Full switch sensor
fails to close.
open, held closed by the
magnet. Check for the
presence of the magnet and
for proper switch operation.
The Receiver-Full proximity
sensor is fouled, creating a
false reading (Volume Fill
systems only).
Wipe off the proximity
sensor. Re-adjust if needed;
see Page 80.
The Receiver-Full proximity
sensor has failed closed
Replace.
(Volume Fill systems only).
Improper pump rotation.
Blowback solenoid failed
open.
Switch any two wires at the
incoming power.
Check filter chamber or
pump.
Material supply empty. Refill the supply.
Material supply bridging. Agitate material supply.
Pick up device not in supply. Re-insert the probe.
No-Convey alarm.
(Part of vacuum control
panel. Refer to enclosed
Control Panel Manual)
Flapper stuck in open
position.
Power to vacuum pump off. Inspect power.
Bad level sensor. Replace level sensor.
Plugged material line. Find and remove obstruction.
Clear flapper of obstructions.
Vacuum line leak. Find and repair leak.
Sequence-T valve problem
(where used).
Check for signal, sufficient
compressed air, proper
wiring and operation.
Conveying System Mechanical Components Chapter 6: Troubleshooting 98 of 136
Page 100

Problem Possible Cause Possible Remedy
Find and remove the
Material or vacuum line
plugged.
obstruction, such as a
coupling gasket and gaylord
bags.
Filter chamber filter dirty. Clean filter.
Vacuum hopper filter dirty. Clean filter.
Check for signal, sufficient
compressed air, proper
wiring and operation.
Check for signal, sufficient
compressed air, proper
wiring and operation.
High-Vacuum alarm.
Bad atmospheric/sequence-T
valve.
Vent valve on pump package
not operating correctly.
Improper piping. Locate and correct.
Convey time set too long. Reduce convey time.
Collapsing hoses. Inspect hoses.
Faulty vacuum switch. Test – ON – replace switch.
Take off compartment
closed.
Adjust take-off box.
Observe and time the
Vacuum receivers are being
overfilled.
(Refer to enclosed Control
Panel Manual)
Conveying times are too
long (Time Fill only).
Special convey enabled.
Maximum conveying times
are too long (Volume Fill
only) and the Receiver Full
proximity switch(es) are not
being recognized by the
PLC.
Poor take-off adjustment.
hopper(s) when loading.
Note the time needed to fill a
hopper. Set the conveying
time to a few seconds less.
Check proximity sensors for
proper operation and proper
wiring to PLC. Repair. Re-
set the conveying times to
reasonable times. Re-adjust
if needed; see Page 80.
Observe and time the
hopper(s) when loading.
Vacuum receivers are being
under-filled.
Conveying times are too
short (Time Fill only). (See
control panel’s O & I.)
Vacuum line leak. Find and repair leak.
No material to convey.
Note the time needed to fill a
hopper. Set the conveying
time to a few seconds more.
Make sure pickup probe is
buried in material source.
Vacuum filter is plugged. Clean and/or replace filter.
Conveying System Mechanical Components Chapter 6: Troubleshooting 99 of 136
 Loading...
Loading...