


367
Máquina de coser especial
Instrucciones de instalación
Instruções de instalação
Istruzioni per il montaggio
Montagehandleiding
E
P
I
NL
Postfach 17 03 51, D-33703 Bielefeld • Potsdamer Straße 190, D-33719 Bielefeld
Telefon + 49 (0) 5 21/ 9 25-00 • Telefax + 49 (0) 5 21/ 9 25 24 35 • www.duerkopp-adler.com
Ausg./Edition: 12/04 Printed in Federal Republic of Germany Teile-/Part-No.: 0791 367742

Indice Pagina:
Parte 2: Istruzioni per il montaggio. Classe 367
1. Parti componenti della fornitura .................................... 5
2. Informazioni generali e sicurezze per il trasporto ......................... 5
3. Montaggio del sostegno
3.1 Montaggio dei particolari che compongono il sostegno ........................ 7
3.2 Completamento e montaggio del piano di lavoro sul sostegno .................... 7
3.3 Regolazione in altezza del piano di lavoro ................................ 9
4. Motori per la macchina per cucire
4.1 Modello del motore, tipo ed utilizzazione ................................. 9
4.2 Montaggio del motore della macchina per cucire ............................ 9
4.3 Particolari che c ompongono i pacchetti motore ............................. 10
5. Montaggio della testa della macchina per cucire
5.1 Montaggio ed inserimento della testa della macchina per cucire nel piano di lavoro ....... 12
5.2 Montaggio e tensionamento della cinghia trapezoidale ........................ 12
5.3 Montaggio del pedale ............................................ 14
5.4 Montaggio della leva a ginocchiera .................................... 14
5.5 Montaggio del pannello di comando per l’operatore .......................... 16
5.6 Montaggio della lampada per l’illuminazione del campo di cucitura. (Dotazione supplementare) . 16
6. Collegamento elettrico
6.1 Informazioni generali ............................................ 18
6.2 Controllodellatensionenominaledialimentazione .......................... 18
6.3 Collegamento del motore della macchina per cucire .......................... 18
6.3.1 Collegamento del motore a frizione .................................... 18
6.3.2 Collegamento del motore posizionatore a frizione ........................... 18
6.3.3 Collegamento del motore posizionatore a corrente continua ..................... 19
6.4 Realizzazione della compensazione del potenziale di massa .................... 19
6.5 Collegamento alla rete del motore della macchina per cucire .................... 20
6.6 Prese di collegamento dei pannelli di comando dei motori ...................... 20
6.7 Montaggio del sincronizzatore di posizionamento (367-170115; -170315; -180115; -180315) . 21
6.8 Collegamento della testa della macchina per cucire (367-170115; -170315; -180115; -180315) 21
6.9 Sensodirotazionedelmotoredellamacchinapercucire....................... 22
6.9.1 Controllo del senso di rotazione del motore a frizione 1147-F.752.3 oppure 1148.552.3 .... 22
6.9.2 Modifica del senso di rotazione del motore a frizione 1147-F.752.3 oppure 1148.552.3 ..... 22
6.9.3 Controllo del senso di rotazione del motore posizionatore a frizione VD552/6F82FA ...... 23
6.9.4 Modifica del senso di rotazione del motore posizionatore a frizione VD552/6F82FA....... 23
6.9. 5 Controllo del senso di rotazione del motore posizionatore a corrente continua DC1600/DA82GA . 23
6.9.6 Modifica del senso di rotazione del motore posizionatore a corrente continua DC1600/DA82GA . 23

Indice Pagina:
6.10 Regolazione del posizionamento (classe 367-170115; -170315; -180115; -180315) ....... 24
6.10.1Definizionedelleposizioni ......................................... 24
6.10.2 Regolazione delle posizioni con il motore posizionatore a corrente continua DC1600/DA82GA . 24
6.10.3 Regolazione delle posizioni con il motore posizionatore a frizione VD552KV/6F82FA...... 27
6.10.4 Controllo del posizionamento ....................................... 28
6.11 Regolazione dei parametri specifici della macchina .......................... 28
6.12 Rimessaazeroprincipale“Masterreset”................................. 34
6.13 Collegamento del trasformatore per la lampada per l’illuminazione del campo di cucitura
(dotazione supplementare) ......................................... 35
7. Collegamento pneumatico ........................................ 36
8. Lubrificazione ................................................ 38
9. Collaudo di cucitura ............................................ 39

Per le Vs. notizie
3
6
9
1
2
3
7
8
10
4
12
5
13
14
15
4
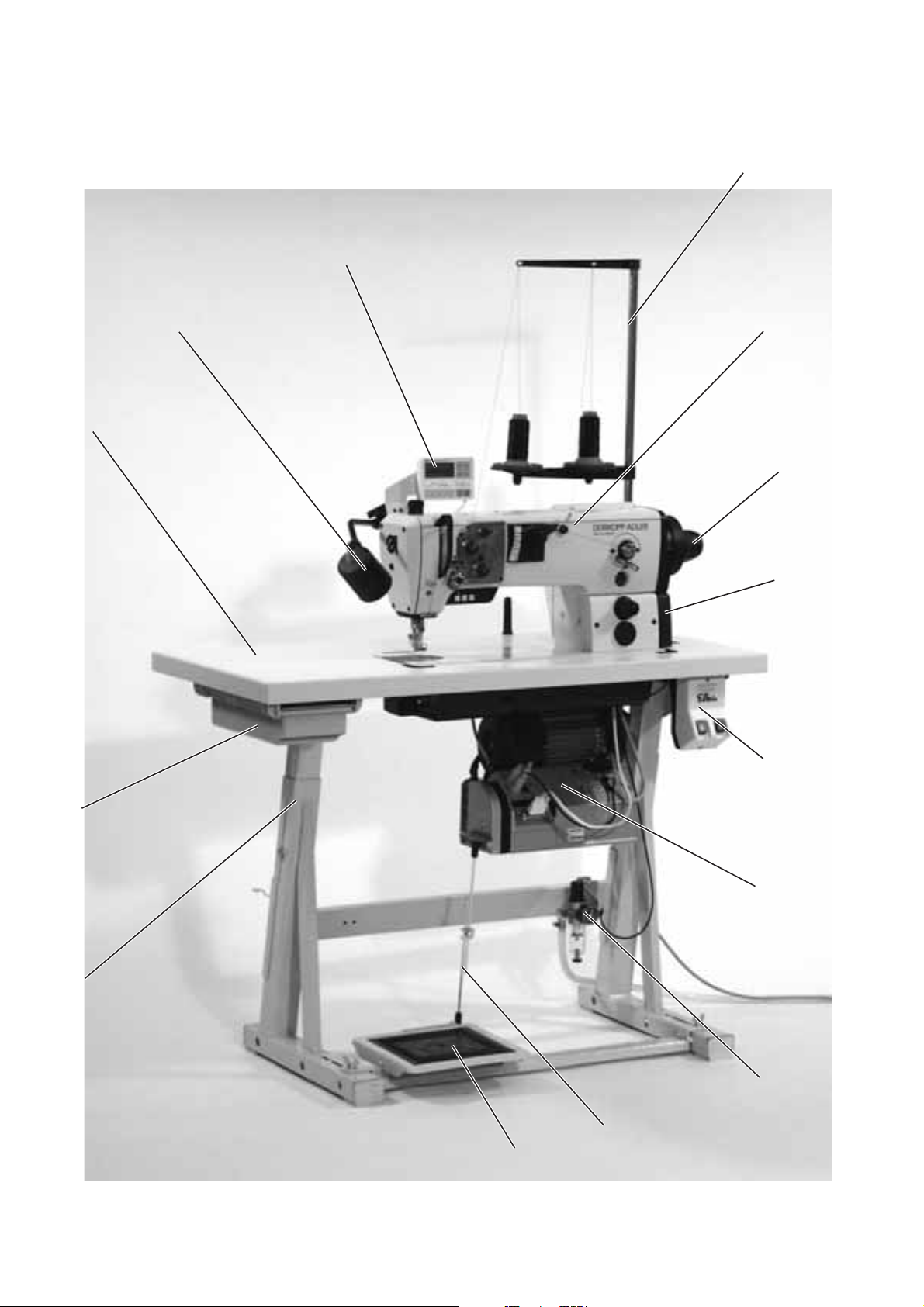
1. Parti componenti della fornitura
Il volume della fornitura è dipendente dal Vs. ordine.
Prima d’effettuare il montaggio controllare se sono stati forniti tutti i
particolari necessari per il montaggio.
Dotazione (a seconda della sottoclasse):
1 Lampada per l’illuminazione del campo di cucitura
2 Testa della macchina per cucire
3 Piano di lavoro
4 Cassetto
5 Sostegno
6 Portaconi
7 Sincronizzatore di posizionamento
8 Carter di protezione per la cinghia
9 Pannello di comando per l’operatore
10 Interruttore principale
11 Leva a ginocchiera
12 Motore della macchina per cucire
13 Gruppo riduttore della pressione
14 Tirante per il pedale
15 Pedale
16 Puleggia del motore e cinghia trapezoidale
17 Piccoli particolari nella scatola degli accessori
2. Informazioni generali e sicurezze per il trasporto
ATTENZIONE IMPORTANTE !
Codesta macchina per cucire speciale dev’essere montata solo da
personale specializzato ed appositamente istruito allo scopo.
Se la macchina per cucire speciale è stata fornita piazzata sul piano di
lavoro e sostegno devono essere rimosse le seguenti sicurezze per il
trasporto della macchina:
–
Rimuovere i nastri di sicurezza e le traverse in legno sulla testa
della macchina per cucire, piano di lavoro e sostegno.
–
Rimuovere i nastri di sicurezza ed il cuneo di sicurezza sul motore
della macchina per cucire.
5
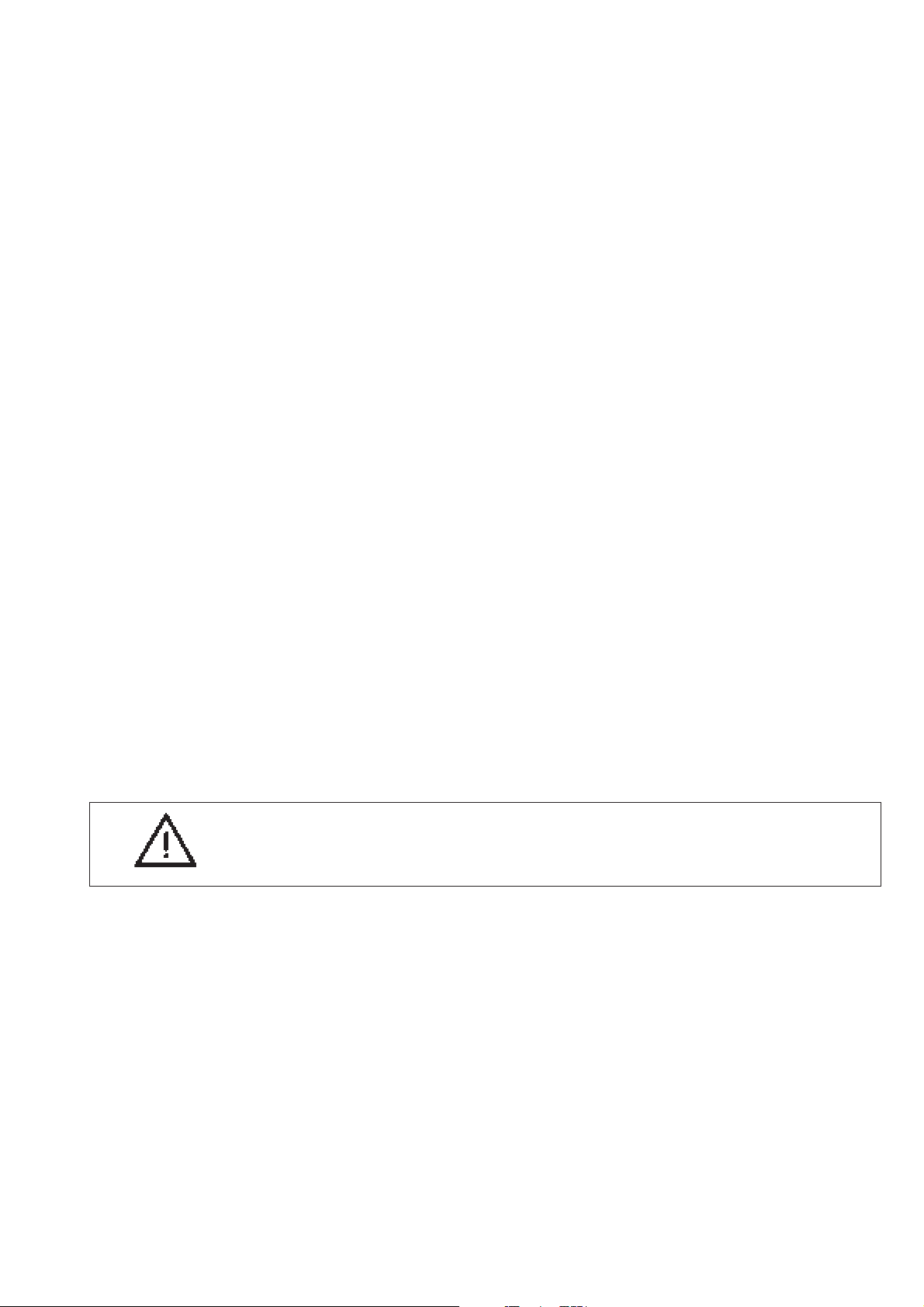
Rispettare la punzonatura del piano di lavoro!
1
3
7
8
9
10
12
4
5
11
6
6

3. Montaggio del sostegno
3.1 Montaggio dei particolari che compongono il sostegno
–
Montare i singoli componenti del sostegno come visibile nella
figura riportata a lato.
3.2 Completamento e montaggio del piano di lavoro sul sostegno
–
Inserire il puntello di supporto per la testa della macchina per
cucire 1 nell’apposito foro del piano di lavoro.
–
Inserire e premere i componenti inferiori delle cerniere 3 per la
testa della macchina per cucire negli svasamenti del piano di
lavoro4edavvitarli.
–
Inserire i gommini d’appoggio 8 negli svasamenti.
–
Avvitare a sinistra sotto il piano di lavoro il cassetto 5 con i suoi
supporti.
–
Avvitare a destra sotto il piano di lavoro l’interruttore principale 12.
–
Avvitare la canalina di posa dei cavi 10 sotto il piano di lavoro e
dietro l’interruttore principale 12.
–
Avvitare la fascetta 9 per lo scarico di trazione dei cavi di
collegamento sotto il piano di lavoro e dietro la canalina di posa dei
cavi 10.
–
Avvitare il trasformatore per la lampada per l’illuminazione del
campo di cucitura 11 (dotazione supplementare) sotto al piano di
lavoro.
–
Utilizzando le apposite viti per legno (B8 x 35) fissare il piano di
lavoro 4 sul sostegno. (Per la posizione consultare lo schizzo)
–
Inserire il portaconi 7nel foro del piano di lavoro e dopo aver
inserito le rondelle fissarlo con i dadi.
Montare il braccio portaconi ed il braccio passafili ed orientarli.
Il braccio portaconi ed il braccio passafili devono essere
perpendicolari l’uno rispetto all’altro.
–
Avvitare il supporto per la boccetta dell’oliatore 6 sul montante
sinistro del sostegno.
7
1
6
5
2
3
4
4
4
8
3.3 Regolazione in altezza del piano di lavoro
–
La posizione in altezza del piano di lavoro può essere liberamente
regolata tra 750 e 900 mm (altezza misurata riferendosi alla
superficie del piano di lavoro).
–
Allentare le viti 4 su entrambi i montanti di supporto del sostegno
del piano di lavoro.
–
Regolare il piano di lavoro sull’altezza di lavoro desiderata e curare
che sia in bolla.
Per impedire uno scivolamento ed incastramento laterale, estrarre
ed inserire il piano di lavoro in maniera uniforme su entrambi i lati.
–
Dopo la regolazione bloccare saldamente entrambi le viti 4.
4. Motori per la macchina per cucire
4.1 Modello del motore, tipo ed utilizzazione
Sono disponibili i seguenti motori della macchina per cucire:
Tipo di azionamento Motore a frizione Motore posizionatore Motore posizionatore
a frizione a corrente continua
Tipo 1147-F.752.3 *
1148.552.3
Utilizzazione 367-170010
367-180010
* Codesto motore a frizione è equipaggiato con un freno
elettromagnetico che dopo lo spegnimento del motore frena l’energia
cinetica del rotore in un brevissimo tempo. In codesta maniera si evita
un’indesiderata messa in marcia della macchina per cucire se dopo lo
spegnimento si aziona involutamente il pedale.
VD552KV/6F82FA DC1600/DA82GA
367-170010
367-180010
367-170010; -180010
367-170115; -180115
367-170315; -180315
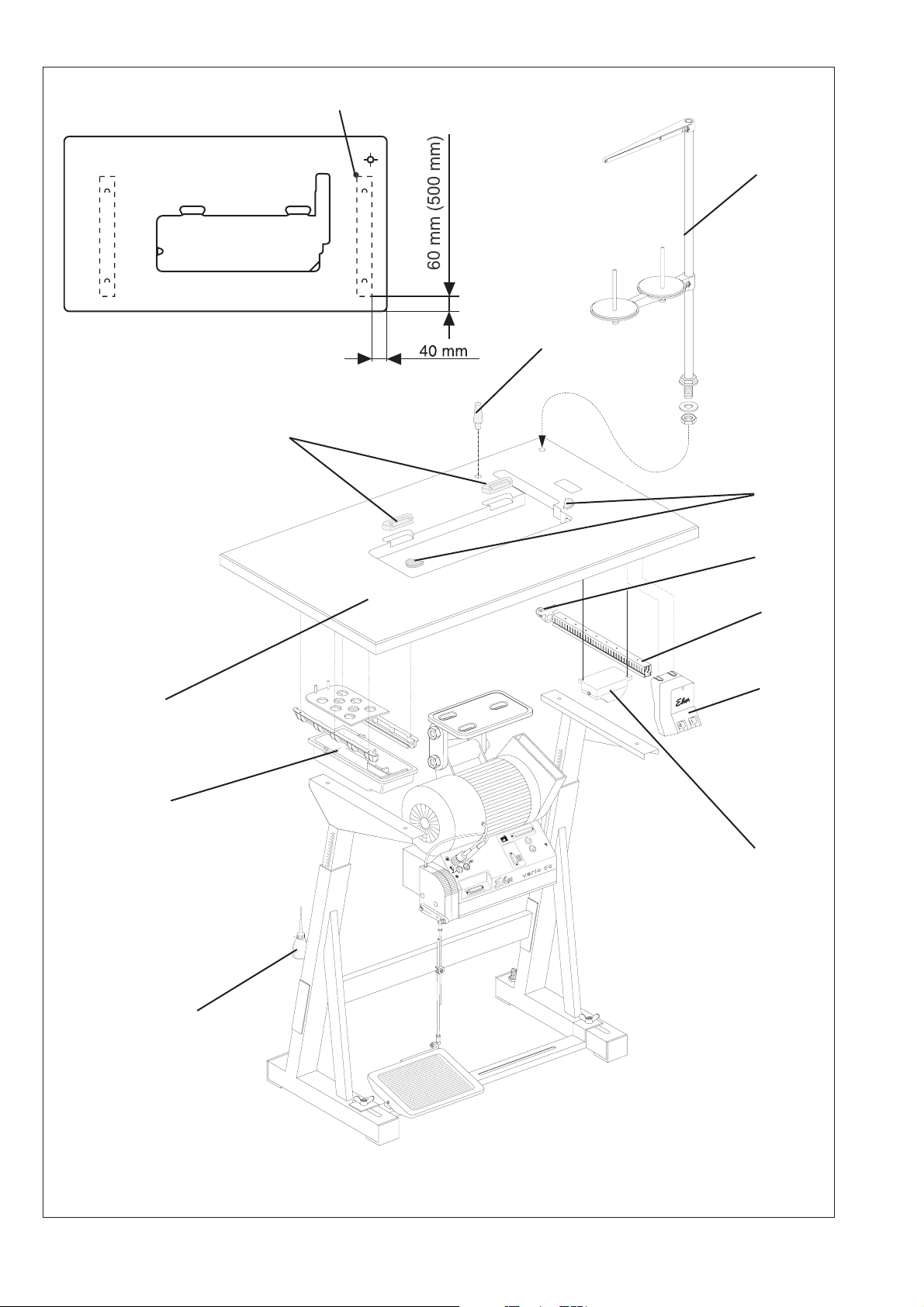
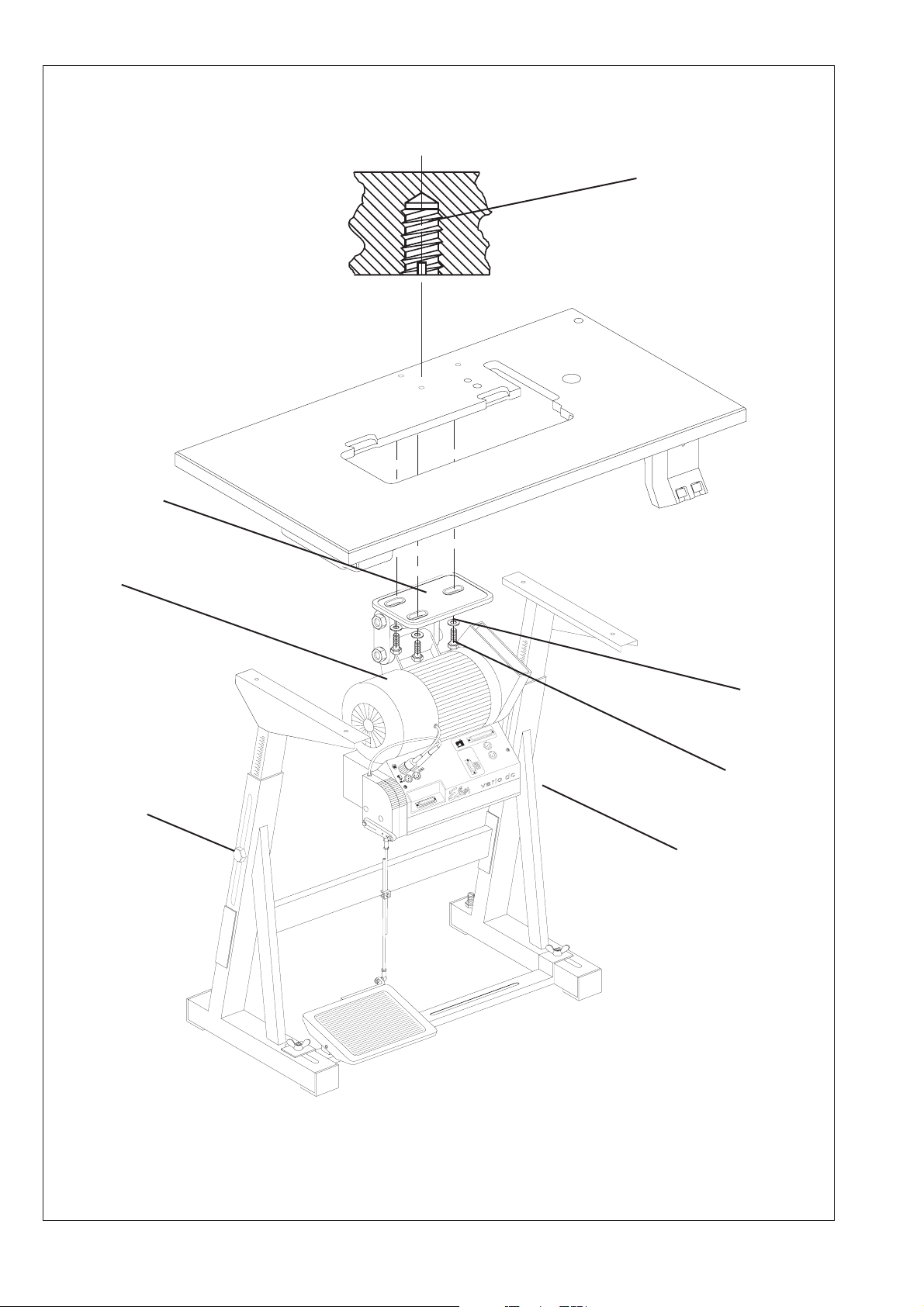
4.2 Montaggio del motore della macchina per cucire
–
Fissare il motore della macchina per cucire 5 con il suo zoccolo di
supporto 6 sulla superficie inferiore del piano di lavoro.
A codesto scopo avvitare le tre viti a testa esagonale 3 (M8x35)
con le rondelle 2 negli inserti filettati 1 del piano di lavoro.
9
4.3 Particolari che compongono i pacchetti motore
La fornitura del motore desiderato avviene sotto forma di un
“Pacchetto motore”, che contiene oltre al motore della macchina per
cucire anche la puleggia del motore, la cinghia trapezoidale, i cavi di
collegamento, il tirante per il pedale, particolari di minuteria per il
montaggio e schemi di collegamento.
Pacchetto motore 9889 036701 1 9889 036701 2 9889 036701 3
Tipo di motore della macchina per
cucire
Tensione nominale di alimentazione 3 x 400V 50Hz 3 x 230V 50 Hz 3 x 230V 60Hz
Schema di collegamento 9800 169002 B 9800 169002 B 9800 169002 B
Puleggia del motore 100 mm 100 mm 85 mm
Cinghia trapezoidale 10 x 1165 10 x 1165 10 x 1140
Cablaggio di collegamento completo
con spina ed interruttore principale
Tirante per il pedale MG43 000410 MG43 000410 MG43 000410
Particolari di minuteria per il
montaggio
Sottoclasse 367-170010; -180010 367-170010; -180010 367-170010; -180010
Pacchetto motore 9889 036703 8 9889 036704 8
Tipo di motore della macchina per
cucire
Pannello di comando per l’operatore V810 V820
Tensione nominale di alimentazione 1 x 230V 50/60Hz 1 x 230V 50/60 Hz
Schema di collegamento 9800 139001 B 9800 139001 B
Foglio-dati 9800 130014 DAT 9800 130014 DAT
Puleggia del motore 63 mm 63 mm
Cinghia trapezoidale 10 x 1100 10 x 1100
Tirante per il pedale MG43 000401 MG43 000401
Particolari di minuteria per il
montaggio
Sottoclasse 367-170010; -180010
1 147-F.752.3 1 147-F.752.3 1 148.552.3
9870 001003 9870 001003 9870 001004
0907 030484 0907 030484 0907 030484
DC1600/DA82GA DC1600/DA82GA
9880 001003 9880 001003
367-170010; -180010
367-1701 15: -1801 15
367-170315; -180315
367-1701 15: -1801 15
367-170315; -180315
Pacchetto motore 9889 036705 1 9889 036705 2 9889 036705 3
Tipo di motore della macchina per
cucire
Pannello di comando per l’operatore
(opzionale)
Tensione nominale di alimentazione 3 x 400V 50Hz 3 x 230V 50 Hz 3 x 230V 60Hz
Schema di collegamento 9800 129002 B 9800 129002 B 9800 129002 B
Foglio-dati 9800 120009 DAT 9800 120009 DAT 9800 120009 DAT
Puleggia del motore 100 mm 100 mm 80 mm
Cinghia trapezoidale 10 x 1165 10 x 1165 10 x 1165
Cablaggio di collegamento completo
con spina ed interruttore salvamotore
Tirante per il pedale MG43 000401 MG43 000401 MG43 000401
Particolari di minuteria per il
montaggio
Sottoclasse 367-170010; -180010 367-170010; -180010 367-170010; -180010
10
VD552KV/6F82FA VD552KV/6F82FA VD552KV/6F82FA
(V810) (V810) (V810)
9870 001009 9870 001010 9870 001010
9880 001004 9880 001004 9880 001004

Per le Vs. notizie
11
5. Montaggio della testa della macchina per cucire
5.1 Montaggio ed inserimento della testa della macchina per cucire nel piano di lavoro
–
Inserire la testa della macchina per cucire 1 nell’intaglio del piano
di lavoro.
5.2 Montaggio e tensionamento della cinghia trapezoidale
Smontare i dispositivi di protezione
–
Smontare il volantino 9.
–
Smontare il carter di protezione per la cinghia 2 sulla testa della
macchina per cucire.
–
Smontare i coperchi del carter di protezione per la cinghia 3 sul
motore della macchina per cucire.
Montaggio della cinghia trapezoidale e dei dispositivi di
protezione
–
Fissare la puleggia del motore 6 (negli accessori) sull’albero del
motore della macchina per cucire.
–
Porre la cinghia trapezoidale 7 sulla puleggia del motore della testa
della macchina per cucire.
–
Passando attraverso l’apposito intaglio praticato nel piano di lavoro
portare verso il basso la cinghia trapezoidale 7.
–
Ribaltare la testa della macchina per cucire verso l’indietro.
–
Porre la cinghia trapezoidale 7 sulla puleggia del motore 6 sul
motore della macchina per cucire.
–
Riportare la testa della macchina per cucire nella sua posizione
normale di lavoro.
–
Montare il carter di protezione per la cinghia 2 sulla testa della
macchina per cucire.
–
Montare nuovamente il volantino 9.
Tensionamento della cinghia trapezoidale
–
Allentare le viti 8 sullo zoccolo del motore della macchina per
cucire.
–
Porre in tensione la cinghia trapezoidale oscillando il motore della
macchina per cucire.
Se la tensione della cinghia è stata regolata correttamente, la
cinghia trapezoidale 7 deve poter essere premuta senza notevole
sforzo nella sua mezzeria per ca. 10 mm verso l’interno.
–
Dopo la regolazione bloccare nuovamente saldamente le viti 8.
Montare il carter di protezione per la cinghia sul motore della
macchina per cucire
–
Regolare le sicurezze di guida della cinghia 5 (a seconda del tipo
del motore: Battuta oppure angolare di battuta regolabile) del
carter di protezione per la cinghia 4 nella maniera seguente:
Quando la testa della macchina per cucire è ribaltata, la cinghia
trapezoidale 7 deve rimanere inserita sulle puleggie del motore e
del volantino.
Per la regolazione consultare anche le istruzioni per l’uso della
ditta produttrice del motore che sono a corredo del motore!
–
Montare il coperchio del carter di protezione per la cinghia.
12

1
92
3
7
76 5 4
8
13

5.3 Montaggio del pedale
–
Fissare il pedale 2 sulla traversa 1 del sostegno.
–
Per motivi ergonomici allineare la posizione del pedale 2 nella
seguente maniera:
Il centro del pedale dev’essere circa centrato con l’asse verticale
dell’ago.
La traversa 1 del sostegno è corredata di fori ampiamente asolati
per permettere l’allineamento del pedale.
–
Spostare ed avvitare il perno a sfera passandolo dal foro
intermedio nel foro anteriore della leva 5.
–
Agganciare il tirante per il pedale 3.
–
Allentare leggermente la vite 4.
–
Regolare in altezza il tirante per il pedale 3 nella seguente
maniera:
Il pedale 2 quando è in posizione di riposo deve presentare
un’inclinazione di ca. 10°.
–
Dopo la regolazione bloccare nuovamente saldamente la vite 4.
5.4 Montaggio della leva a ginocchiera
Tramite la leva a ginocchiera 6 avviene il sollevamento meccanico dei
piedini di cucitura.
–
Agganciare la leva a ginocchiera 6.
–
Allentare le viti sullo snodo 7.
Regolare la leva a ginocchiera in maniera tale che possa essere
azionata ergonomicamente con il ginocchio destro.
Dopo la regolazione bloccare nuovamente saldamente le viti sullo
snodo 7.
–
Allentarelavite8.
–
Regolare la posizione del cuscino appoggia-ginocchio.
–
Dopo la regolazione bloccare nuovamente saldamente la vite 8.
ATTENZIONE IMPORTANTE !
Prima di ribaltare verso l’indietro la testa della macchina per cucire
sganciare ed estrarre previamente la leva a ginocchiera 6.
14

543 2 1
6
2
76 8
15

5.5 Montaggio del pannello di comando per l’operatore
Per permettere il fissaggio del pannello di comando per l’operatore il braccio
della macchina per cucire è provvisto di due fori filettati.
–
Svitare e smontare il coperchio 1 del braccio della macchina per cucire.
–
Fissare il pannello di comando per l’operatore sul braccio della macchina
per cucire utilizzando la sua squadretta di supporto 3 e due viti.
–
Smontare il carter di protezione delle valvole elettromagnetiche 7.
–
Posare il cavo di collegamento 4 del pannello di comando per l’operatore:
Guidare il cavo di collegamento nel braccio della macchina per cucire e
facendolo passare attraverso l’intaglio del piano di lavoro portarlo verso il
basso appure
facendolo passare attraverso il braccio della macchina per cucire e la
base della macchina portarlo verso il basso e curare che il suo fissaggio
sia ben sicuro.
–
Inserire la spina del cavo di collegamento nella presa B776 del pannello
di comando del motore.
–
Rimontare il coperchio 1 del braccio della macchina per cucire.
–
Rimontare il carter di protezione delle valvole elettromagnetiche 7.
5.6 Montaggio della lampada per l’illuminazione del campo di cucitura. (Dotazione supplementare)
ATTENZIONE IMPORTANTE !
Anche quando l’interruttore principale è disinserito la tensione di
alimentazione per la lampada per l’illuminazione del campo di cucitura non
è interrotta. Prima di effettuare il collegamento staccare la presa principale
dalla rete di alimentazione.
La lampada per l’illuminazione del campo di cucitura può essere montata
sul coperchio del braccio della macchina per cucire oppure nel caso di
macchine equipaggiate con un pannello di comando per l’operatore sulla
squadretta di supporto del pannello di comando per l’operatore.
Se il supporto 2 dev’essere fissato sul coperchio del braccio della macchina per
cucire nel corrispondente foro dev’essere previamente maschiato un filetto M8.
ATTENZIONE IMPORTANTE!
Maschiare il filetto nel foro solo se il coperchio del braccio della macchina
per cucire è stato previamente smontato.
–
Incollare l’etichetta con l’avviso di sicurezza sulla parete anteriore
dell’involucro dell’interruttore principale 5.
–
Smontare il coperchio del braccio della macchina per cucire 1.
–
Fissare il supporto 2 sul coperchio del braccio della macchina per
cucire 1 utilizzando la vite e la rosetta di sicurezza oppure fissarlo sulla
squadretta di supporto del pannello di comando per l’operatore 3.
–
Montare la lampada per l’illuminazione del campo di cucitura.
–
Posare il cavo di collegamento nell’intaglio del braccio della macchina
per cucire 8.
–
Passando attraverso il foro del piano di lavoro oppure attraverso il
braccio e la base della macchina per cucire portare il cavo di
collegamento verso il basso.
–
Utilizzando sei viti da masonite fissare il trasformatore per la lampada
per l’illuminazione del campo di cucitura 6 sotto al piano di lavoro.
–
Utilizzando delle fascette serracavo fissare il cavo di collegamento
sotto al piano di lavoro.
–
Effettuare il collegamento a spina alla linea di alimentazione del
trasformatore per la lampada per l’illuminazione del campo di cucitura.
–
A lavori ultimati montare nuovamente il coperchio del braccio della
macchina per cucire.
16

78 4 3 2
3
21
5
6
17

6. Collegamento elettrico
6.1 Informazioni generali
Attenzione importante!
Tutti i lavori s ull’equipaggiamento elettrico di codesta macchina per
cucire speciale devono essere effettuati da elettricisti specializzati ed
appositamente addestrati allo scopo.
Prima d’iniziare ogni lavoro sull’equipaggiamento elettrico si deve
estrarre la spina dalla rete di alimentazione!
6.2 Controllo della tensione nominale di alimentazione
Attenzione importante!
La tensione nominale di alimentazione riportata sulla targhetta del
motore della macchina per cucire e la tensione nominale di rete
devono corrispondere tra di loro.
6.3 Collegamento del motore della macchina per cucire
6.3.1 Collegamento del motore a frizione
–
Posare il cavo di collegamento partendo dall’interruttore principale
e passando attraverso la canalina di posa dei cavi fino al motore
della macchina per cucire e collegarlo al motore. Consultare lo
schema di collegamento 9800 169002 B (nel pacchetto motore)
oppure il disegno riportato nello schema di collegamento del
motore a frizione.
–
Partendo dall’interruttore principale e passando attraverso la
canalina di posa dei cavi portare il cavo di collegamento alla rete di
alimentazione verso l’indietro e fissarlo tramite la fascetta di
scarico della trazione.
6.3.2 Collegamento del motore posizionatore a frizione
–
Posare il cavo di collegamento partendo dall’interruttore
salvamotore e passando attraverso la canalina di posa dei cavi fino
al motore della macchina per cucire e collegarlo al motore.
Consultare lo schema di collegamento 9800 129002 B (nel
pacchetto motore) oppure il disegno riportato nello schema di
collegamento del motore posizionatore a frizione.
–
Partendo dall’interruttore salvamotore e passando attraverso la
canalina di posa dei cavi portare il cavo di collegamento alla rete di
alimentazione verso l’indietro e fissarlo tramite la fascetta di
scarico della trazione.
–
Inserire il cavo di collegamento proveniente dal trasduttore per il
valore di velocità dovuto nella presa di collegamento b80 del
pannello di comando del motore. Consultare il disegno a pagina 20.
18

6.3.3 Collegamento del motore posizionatore a corrente continua
–
Posare il cavo di collegamento partendo dall’interruttore principale e
passando attraverso la canalina di posa dei cavi fino al motore della
macchina per cucire e collegarlo al motore.Consultare lo schema di
collegamento 9800 139001 B (nel pacchetto motore).
–
Partendo dall’interruttore principale e passando attraverso la canalina di
posa dei cavi portare il cavo di collegamento alla rete di alimentazione
verso l’indietro e fissarlo tramite la fascetta di scarico della trazione.
–
Inserire il cavo di collegamento dal trasduttore per il valore di velocità
dovuto nella presa di collegamento b80 del pannello di comando del
motore. Consultare il disegno a pagina 20.
6.4 Realizzazione della compensazione del potenziale di massa
2
1
Il cavo di collegamento al potenziale di massa 1 può essere reperito
negli accessori della macchina per cucire.
Il cavo di collegamento al potenziale di massa 1 ha il compito di
scaricare le cariche elettrostatiche che si sono accumulate sulla testa
della macchina per cucire passando attraverso lo zoccolo di supporto
del motore verso la massa.
–
Inserire il cavo di collegamento al potenziale di massa 1 sulla spina
piatta 2 (già avvitata sulla testa della macchina per cucire) e
passando attraverso la canalina di posa dei cavi portarlo fino allo
zoccolo di supporto del motore.
–
Avvitare il cavo di collegamento al potenziale di massa 1 nella
posizione prevista sullo zoccolo di supporto del motore.
–
Utilizzando le apposite fascette di fissaggio a chiodino fissare il
cavo di collegamento al potenziale di massa 1 sotto il piano di
lavoro.
Attenzione importante!
Durante il fissaggio badare che il cavo di collegamento al potenziale di
massa 1 non possa assolutamente toccare la cinghia trapezoidale.
19

6.5 Collegamento alla rete del motore della macchina per cucire
Attenzione importante!
Il collegamento della macchina per cucire alla rete di alimentazione
dev’essere obbligatoriamente effettuato tramite un collegamento a spina!
I Motori a frizione ed i motori posizionatori a frizione vengono
collegati ed alimentati a corrente alternata trifase 3 x 380 - 415V
50/60Hz oppure 3 x 220 - 240V 50/60Hz. (Consultare le tabelle nel
capitolo 4.3)
Il collegamento dev’essere effettuato come visibile negli schemi di
collegamento 9800 169002 B oppure 9800 129002 B.
Il motore posizionatore a corrente continua dev’essere alimentato a
“Corrente alternata monofase” compresa tra 190 - 240V 50/60Hz. Il
collegamento dev’essere effettuato come visibile nello schema di
collegamento 9800 139001 B
Nel caso di collegamento ad una rete a corrente alternata trifase di
3x380V, 3x400V oppure 3x415V il motore della macchina per cucire
viene collegato ad una fase ed al conduttore neutro.
Nel caso di collegamento ad una rete di alimentazione a corrente
alternata trifase 3 x 200V, 3 x 220V, 3 x 230V oppure 3 x 240V il
motore della macchina per cucire viene collegato a due fasi.
Per evitare che il collegamento di numerosi motori posizionatori a
corrente continua su una rete di alimentazione trifase comporti uno
sfasamento di rete e così un sovraccarico di una singola fase, i motori
delle macchine devono essere collegati uniformemente distribuiti sulle
tre fasi della rete di alimentazione.
6.6 Prese di collegamento dei pannelli di comando dei motori
Pannello di comando per il motore 6F82FA
Pannello di comando per il motore DA82GA
20

6.7 Montaggio del sincronizzatore di posizionamento (solo classe 367-170115; -170315;
367-180115; -180315)
21
–
Inserire il sincronizzatore di posizionamento 2 sulla flangia del
volantino della macchina per cucire in maniera tale c he la sua
scanalatura faccia presa sul perno di ritenuta 1 sul carter di
protezione per la cinghia.
–
Bloccare entrambi le viti a brugola sull’anello del sincronizzatore di
posizionamento.
6.8 Collegamento della testa della macchina per cucire (solo classe 367-170115;
-170315; -180115; -180315)
–
Il cavo di collegamento 9870 367001 è collegato sul distributore
9850 367001 montato sulla testa della macchina per cucire e viene
guidato verso il basso passando all’interno della testa della
macchina per cucire.
–
Inserire ed avvitare la spina a 37 poli del cavo nella presa di
collegamento A del motore della macchina per cucire.
21

6.9 Senso di rotazione del motore della macchina per cucire
Attenzione importante!
Prima d’effettuare il collaudo della macchina per cucire dev’essere
obbligatoriamente previamente eseguito il controllo del senso di
rotazione del motore della macchina per cucire!
La messa in marcia della macchina per cucire con un senso di
rotazione errato del motore può causare dei danneggiamenti della
macchina.
6.9.1 Controllo del senso di rotazione del motore a frizione 1147-F.752.3 oppure 1148.552.3
Il senso di rotazione del motore a frizione (motore a corrente alternata)
è dipendente dal collegamento alla rete di alimentazione a corrente
alternata. Prima d’effettuare il collaudo della macchina per cucire
dev’essere obbligatoriamente previamente eseguito il controllo del
senso di rotazione del motore della macchina per cucire, a codesto
scopo procedere come descritto qui a seguito:
–
Collegare il motore a frizione, realizzare il collegamento per la
compensazione del potenziale di massa e collegare il motore della
macchina per cucire alla rete di alimentazione.
(Consultare i capitoli 6.3.1, 6.4 e 6.5)
–
Inserire l’interruttore principale.
–
Azionare il pedale (oppure la leva per la frizione del motore) fino a
quando la puleggia del motore inizia a girare.
–
La puleggia del motore deve girare in senso antiorario (guardando
la puleggia del motore).
6.9.2 Modifica del senso di rotazione del motore a frizione 1147-F.752.3 oppure 1148.552.3
Se il motore della macchina per cucire gira nel falso senso di rotazione
sui morsetti di collegamento alla rete del motore della macchina per
cucire devono essere commutate tra di loro due fasi. A codesto scopo
procedere come descritto qui a seguito.
–
Disinserire l’interruttore principale e staccare la spina di
collegamento alla rete di alimentazione!
–
Sui morsetti di collegamento alla rete del motore della macchina
per cucire commutare tra di loro 2 fili di collegamento del cavo di
collegamentoa3fasi.
–
Collegare nuovamente la spina di collegamento alla rete di
alimentazione ed inserire l’interruttore principale.
–
Controllare il senso di rotazione (Consultare il capitolo 6.9.1).
22

6.9.3 Controllo del senso di rotazione del motore posizionatore a frizione VD552KV/6F82FA
Il senso di rotazione del motore a frizione (motore a corrente alternata) è
dipendente dal collegamento alla rete di alimentazione a corrente alternata.
Dopo il collegamento alla rete di alimentazione a corrente alternata, prima
d’effettuare il collaudo della macchina per cucire dev’essere obbligatoriamente
previamente eseguito il controllo del senso di rotazione del motore della
macchina per cucire. A codesto scopo procedere come descritto qui a seguito:
–
Il sincronizzatore di posizionamento dev’essere già stato montato.
Consultare il capitolo 6.7.
–
La spina del sincronizzatore di posizionamento dev’essere già
inserita nella presa. Consultare la figura a pagina 20.
–
Non inserire nella corrispondente presa la spina a 37 poli della macchina per cucire.
–
Inserire l’interruttore principale (interruttore salvamotore).
–
Poichè la spina a 37 poli non è collegata il pannello di comando del motore
non riconosce una resistenza valida di autoselezione della classe della
macchina per cucire (“Resistenza-Autoselect”) e la velocità massima della
macchina viene automaticamente limitata.
–
Azionare il pedale leggermente verso l’avanti; il motore gira; controllare il senso di rotazione.
6.9.4 Modifica del senso di rotazione del motore posizionatore a frizione VD552KV/6F82FA
Se il motore della macchina per cucire gira nel falso senso di rotazione sui morsetti di
collegamento alla rete del motore della macchina per cucire devono essere commutate
tra di loro due fasi. A codesto scopo procedere come descritto qui a seguito:
–
Disinserire l’interruttore principale e staccare la spina di
collegamento alla rete di alimentazione!
–
Sui morsetti di collegamento alla rete del motore della macchina per cucire
commutare tra di loro 2 fili di collegamento del cavo di collegamentoa3fasi.
–
Collegare la spina di collegamento alla rete di alimentazione ed
inserire l’interruttore principale
–
Controllare il senso di rotazione (Consultare il capitolo 6.6.3).
6.9.5 Controllo del senso di rotazione del motore posizionatore a corrente continua DC1600/DA82GA
Il senso di rotazione del motore posizionatore a corrente continua è regolato di fabbrica
sul senso di marcia sinistro tramite il valore di “Preset” (= 1) del parametro F-161. Ciò
nonostante prima di procedere al collaudo della macchina si deve obbligatoriamente
controllare il senso di rotazione del motore. Per eseguire codesto controllo procedere per
es. nella seguente maniera:
–
Il sincronizzatore di posizionamento dev’essere già stato montato.
Consultare il capitolo 6.7
–
La spina del trasduttore per il valore di velocità dovuto, il trasduttore di
commutazione, il sincronizzatore di posizionamento ed il pannello di comando per
l’operatore devono essere già stati collegati. Consultare la figura a pagina 20.
–
Non inserire nella corrispondente presa la spina a 37 poli della macchina per cucire.
–
Inserire l’interruttore principale.
Sul pannello di comando per l’operatore appare l’informazione “Info A5" , ciò significa
che non viene riconosciuta una resistenza valida di autoselezione della classe della
macchina per cucire (”Resistenza-Autoselect") e la velocità massima della macchina
viene automaticamente limitata.
–
Premere leggermente il pedale verso l’avanti; il motore della
macchina per cucire gira; controllare il senso di rotazione
–
Inserire nuovamente la spina a 37 poli della testa della macchina per cucire.
6.9.6 Modifica del senso di rotazione del motore posizionatore a corrente continua DC1600/DA82GA
Se il motore della macchina per cucire gira nel falso senso di
rotazione, il parametro F-161 nella “Soglia per il tecnico” dev’essere
regolato sul valore 1.
Per effettuare la modifica utilizzando il pannello di comando per
l’operatore V810 consultare il capitolo 6.11.4
Per effettuare la modifica utilizzando il pannello di comando per
l’operatore V820 consultare il capitolo 6.11.5
ATTENZIONE IMPORTANTE !
Dopo una modifica del senso di rotazione è assolutamente
necessaria una nuova regolazione delle funzioni di posizionamento
della macchina per cucire. Consultare il capitolo 6.0
23

6.10 Regolazione del posizionamento (classe 367-170115; -170315; -180115; -180315)
6.10.1 Definizione delle posizioni
Posizione di riferimento
La posizione di riferimento è la posizione di partenza per tutte le altre
posizioni; essa è raggiunta e definita quando, girando manualmente il
volantino nel senso normale di rotazione della macchina, la punta
dell’ago in discesa raggiunge il livello della superficie superiore della
placca-ago. Nel caso di smontaggio del sincronizzatore di
posizionamento e presupposto che pannello di comando del motore
fosse già stato previamente regolato esattamente, dev’essere regolata
nuovamente solo la posizione di riferimento, tutte le altre posizioni
sono poi automaticamente giuste.
Posizione 1
Nella posizione 1, guardando nel senso normale di rotazione della
macchina per cucire, la barra-ago deve posizionare ca. 5 mm
prima del suo punto morto inferiore.
ATTENZIONE IMPORTANTE !
In codesta posizione quando i piedini di cucitura vengono sollevati essi
non devono entrare in collisione con la barra-ago.
Posizione 1A
Codesta posizione viene utilizzata solo per le funzioni interne del
pannello di comando del motore DA82GA.
Posizione 2
Nella posizione 2 la leva tendifilo deve posizionare immediatamente
dopo il suo punto morto superiore. (I fili devono essere tagliati).
Posizione 2A
Codesta posizione viene utilizzata solo per le funzioni interne del
pannello di comando del motore DA82GA.
Posizione 3
Nella classe 367 codesta posizione non viene utilizzata.
Posizione 3A
Nella classe 367 codesta posizione non viene utilizzata.
6.10.2 Regolazione delle posizioni con il motore posizionatore a corrente continua DC1600/DA82GA
6.10.2.1 Informazioni generali
Il sincronizzatore di posizionamento digitale fornisce al pannello di
comando del motore 512 impulsi (incrementi) ed un impulso
supplettivo una volta per giro. Grazie a codesti impulsi ed ai valori
impostati nei parametri F-170 e F-171 vengono determinate tutte le
posizioni di fermata dell’ago.
Sul sincronizzatore di posizionamento non è necessaria nessuna
regolazione meccanica.
Attenzione importante!
Dopo i seguenti lavori tutte le posizioni devono essere controllate
ed eventualmente essere nuovamente regolate:
1. Quando al collaudo della macchina per cucire il motore della
macchina per cucire viene messo per la prima volta in azione.
2. Dopo una sostituzione del motore della macchina per cucire,
del pannello di comando del motore oppure della scheda di
comando del pannello di comando del motore.
3. Dopo una sostituzione dell’EPROM nel pannello di comando del motore.
24
Dopo i seguenti lavori dev’essere regolata nuovamente solo la
posizione di riferimento .
1. Smontaggio e montaggio oppure sostituzione del sincronizzatore
di posizionamento.

6.10.2.2 Regolazione delle posizioni tramite il pannello di comando per l’operatore V810
Impostazione del numero di codice per la “Soglia per il tecnico”
–
Disinserire l’interruttore principale.
–
Tutte le spine devono essere già state inserite nel pannello di
comando del motore della macchina per cucire.
–
Premere e mantenere premuto il tasto “ P”.
–
Inserire l’interruttore principale. Nell’avviso ottico appare “C-0000”
–
Rilasciare il tasto “P”
–
Impostare il numero di codice 1907. Tramite i tasti “+”e“-” viene
modificato il valore della cifra lampeggiante. Tramite il tasto “ >>”si
commuta sulla prossima cifra.
–
Premere il tasto “E”. Appare il primo parametro F-100 nella “Soglia
per il tecnico”.
Regolazione della posizione di riferimento
–
Dopo l’impostazione del numero di codice premere il tasto “E”.
Appare il primo parametro F-100 nella “Soglia per il tecnico”.
–
Trami te i tasti “+”, “-”e“>>” impostare il parametro F-170.
–
Premere il tasto “E”. Avviso sul “Display” = “Sr1”
–
Premere il tasto “>>”. Avviso sul “Display” = “PoS0 ( )”
–
Girare manualmente il volantino nel senso normale di rotazione della
macchina fino a quando sul “Display” sparisce il segno “()”, dopodichè
continuare a girare manualmente il volantino fino a raggiungere la
posizione di riferimento (punta dell’ago durante la sua corsa
discendente pari al livello della superficie superiore della placca ago).
–
Premere il tasto “E”. La posizione di riferimento viene
memorizzata. Avviso sul “Display” “F- 171”
–
Se la posizione di riferimento non fosse stata memorizzata, sul
“Display” appare un avviso d’errore = “ inF E3”. Continuare a
girare manualmente il volantino, premere il tasto “E” e ripetere la
sequenza operativa succitata.
Regolazione della “Posizione 1" e della ”Posizione 2"
–
Si pone come presupposto che la posizione di riferimento sia già
stata regolata. (Consultare il punto precedente)
–
Impostare il parametro F-171.
–
Premere il tasto “E
–
Premere il tasto “>>”. Avviso sul “Display” = “1 xxx”=valoredi
parametro della “Posizione 1"
–
Se fosse necessario correggere il valore di parametro *. Tramite i
tasti “+”e“-” oppure girando manualmente il volantino.
–
Premere il tasto “E”. Avviso sul “Display” = “2 xxx”=valoredi
parametro della “Posizione 2"
–
Se fosse necessario correggere il valore di parametro *. Tramite i
tasti “+”e“-” oppure girando manualmente il volantino.
–
Premere il tasto “E”. Avviso sul “Display” = “1A xxx”=valoredi
parametro della “Posizione 1A”
–
Se fosse necessario correggere il valore di parametro *. Tramite i
tasti “+”e“-” oppure girando manualmente il volantino.
–
Premere il tasto “E”. Avviso sul “Display” = “2A xxx”=valoredi
parametro della “Posizione 2A”
–
Se fosse necessario correggere il valore di parametro *. Tramite i
tasti “+”e“-” oppure girando manualmente il volantino.
–
Premere due volte il tasto “P”. Le regolazioni sono terminate, la
soglia di programmazione viene abbandonata
–
Per il controllo delle posizioni consultare il capitolo 6.10.4
* Attenzione importante! I valori di parametro per le posizioni 1, 2, 1A
e 2A devono essere rilevate nella lista dei parametri (rintracciabile
nella scatola per gli accessori)
”. Avviso sul “Display” = “Sr2”
25

6.10.2.3 Regolazione delle posizioni tramite il pannello di comando per l’operatore V820
Impostazione del numero di codice per la “Soglia per il tecnico”
–
Disinserire l’interruttore principale.
–
Tutte le spine devono essere già state inserite nel pannello di
comando del motore della macchina per cucire.
–
Premere e mantenere premuto il tasto “ P”.
–
Inserire l’interruttore principale. Nell’avviso ottico appare “C-0000”
–
Rilasciare il tasto “P”.
–
Tramite i tasti numerici da 0 fino a 9 impostare il numero di codice 1907.
–
Premere il tasto “E”. Appare il primo parametro F-100 nella “Soglia
per il tecnico” e la prima cifra lampeggia.
Regolazione della posizione di riferimento
–
Dopo l’impostazione del numero di codice premere il tasto “E”.
Appare il primo parametro F-100 nella “Soglia per il tecnico”.
–
Tramiteitastida1finoa9regolare il parametro F-170.
–
Premere il tasto “E”. Avviso sul “Display” = “F-170 Sr1"
–
Premere il tasto “B”. Avviso sul “Display” = “F-170 PoS 0 ( )”
–
Girare manualmente il volantino nel senso normale di rotazione della
macchina fino a quando sul “Display” sparisce il segno “()”, dopodichè
continuare a girare manualmente il volantino fino a raggiungere la
posizione di riferimento (punta dell’ago durante la sua corsa
discendente pari al livello della superficie superiore della placca ago).
–
Premere il tasto “E”. La posizione di riferimento viene
memorizzata. Avviso sul “Display”
“F- 171”
–
Se la posizione di riferimento non fosse stata memorizzata, sul
“Display” appare un avviso d’errore = “ InFo E3”. Continuare a
girare manualmente il volantino fino a quando la posizione di
riferimento desiderata viene raggiunta.
Regolazione della “Posizione 1" e della ”Posizione 2"
–
Si pone come presupposto che la posizione di riferimento sia già
stata regolata. (Consultare il punto precedente)
–
Imostare il parametro “F-171”.
–
Premere il tasto “E”. Avviso sul “Display” = “Sr2”
–
Premere il tasto “B”. Avviso sul “Display” = “F 171 1 xxx”=valore
di parametro della “Posizione 1"
–
Se fosse necessario correggere il valore di parametro *. Tramite i
tasti “+”e“-
–
Premere il tasto “E”. Avviso sul “Display” = “F 171 2 xxx”=valore
di parametro della “Posizione 2"
–
Se fosse necessario correggere il valore di parametro *. Tramite i
tasti “+”e“-” oppure girando manualmente il volantino.
–
Premere il tasto “E”. Avviso sul “Display” = “F 171 1A xxx”=
valore di parametro della “Posizione 1A”
–
Se fosse necessario correggere il valore di parametro *. Tramite i
tasti “+”e“-” oppure girando manualmente il volantino.
–
Premere il tasto “E”. Avviso sul “Display” = “F 171 2A xxx”=
valore di parametro della “Posizione 2A”
–
Se fosse necessario correggere il valore di parametro *. Tramite i
tasti “+”e“-” oppure girando manualmente il volantino.
–
Premere due volte il tasto “P”. Le regolazioni sono terminate, la
soglia di programmazione viene abbandonata
–
Per il controllo delle posizioni consultare il capitolo 6.10.4
* Attenzione importante! I valori di parametro per le posizioni 1, 2, 1A
e 2A devono essere rilevate nella lista dei parametri (rintracciabile
nella scatola per gli accessori).
” oppure girando manualmente il volantino.
26

6.10.3 Regolazione delle posizioni con il motore posizionatore a frizione VD552KV/6F82FA
Informazioni generali
Il sincronizzatore di posizionamento è composto da un disco interno (disco
generatore d’impulsi) con le tacche incrementali per la regolazione della
velocità, da un disco regolabile intermedio 1 per la regolazione della “Posizione
1" e da un disco regolabile esterno 2 per la regolazione della ”Posizione 2".
ATTENZIONE IMPORTANTE!
Attenzione pericolo di ferimento !
Durante la regolazione dei dischi di regolazione del posizionamento del
sincronizzatore di posizionamento agire con estrema cautela poichè i bordi
esterni dei dischi sono taglienti! Attenzione pericolo di danneggiamento !
Eseguire la regolazione dei dischi con cautela onde evitare un
danneggiamento dei dischi per le posizioni di posizionamento e del disco
interno (disco generatore d’impulsi).
2
1
ATTENZIONE IMPORTANTE!
Regolare i dischi di regolazione del posizionamento del
sincronizzatore di posizionamento solo dopo aver previamente
disinserito l’interruttore principale!
–
Presupposto: Il senso di rotazione del motore della macchina per cucire già
è stato correttamente regolato.
–
Dopo aver allentato la vite di fissaggio smontare il carter di protezione del
sincronizzatore di posizionamento.
–
Inserire l’interruttore principale.
–
Tramite il tasto S5 (nel pannello di comando per il motore) scegliere la
posizione di base “Ago basso” (il diodo luminoso LED 7 è acceso).
–
Premere brevemente il pedale verso l’avanti.
–
Controllare la posizione di posizionamento “Posizione 1" (consultare il
capitolo 6.10.1).
–
Se l’ago non posiziona correttamente nella “Posizione 1", disinserire
previamente l’interruttore principale e regolare la posizione spostando
radialmente il disco intermedio per la ”Posizione 1" nella direzione
desiderata.
–
Ripetere la procedura fino a quando la “Posizione 1" è regolata.
–
Inserire l’interruttore principale.
–
Tramite il tasto S5 (nel pannello di comando per il motore) scegliere la
posizione di base “Ago alto” (il diodo luminoso LED 8 è acceso).
–
Premere brevemente il pedale verso l’avanti.
–
Controllare la posizione di posizionamento “Posizione 2" (consultare il
capitolo 6.10.1).
–
Se l’ago non posiziona correttamente nella “Posizione 2", disinserire
previamente l’interruttore principale e regolare la posizione spostando
radialmente il disco esterno per la ”Posizione 2" nella direzione desiderata.
–
Ripetere la procedura fino a quando la “Posizione 2" è regolata.
–
A regolazione terminata rimontare e riavvitare saldamente il carter di
protezione del sincronizzatore di posizionamento.
27

6.10.4 Controllo del posizionamento
“Posizione 1"
–
Inserire l’interruttore principale
–
Premere brevemente il pedale verso l’avanti e poi rilasciarlo. L’ago
posiziona nella “Posizione 1".
–
Controllare la posizione dell’ago
“Posizione 2"
–
Premere brevemente il pedale verso l’avanti e poi completamente
verso l’indietro e mantenerlo premuto in codesta posizione fino
all’arresto della macchina per cucire. L’ago posiziona nella
“Posizione 2".
–
Controllare la posizione dell’ago
Se una oppure entrambi le posizioni dell’ago non corrispondono a
quanto definito nel capitolo 6.10.1 dev’essere effettuata una
correzione della regolazione conformemente a quanto descritto nei
capitoli 6.10.2 oppure 6.10.3.
6.11 Regolazione dei parametri specifici della macchina
6.11.1 Informazioni generali
6.11.2 “Autoselect” (Autoselezione)
Le funzioni del pannello di comando del motore della macchina per
cucire sono determinate dal programma e dalla regolazione di
paramet ri.
All’atto della fornitura, sui motori delle macchine per cucire, i valori di
parametro sono preregolati dalla ditta “Efka” (valori di “Preset”). A
seconda della classe e sottoclasse della macchina per cucire devono
essere modificati alcuni parametri nella “Soglia per il tecnico” e nella
“Soglia per la fabbrica” per ottimizzare il pannello di comando del
motore ed adattarlo ai compiti che devono essere svolti dalla macchina
per cucire. I parametri che devono essere modificati sono riportati
nella susseguente tabella e nella lista dei parametri (nella scatola per
gli accessori).
Il pannello di comando del motore riconosce tramite la misurazione
della resistenza “ Autoselect”, che è montata sulla macchina per cucire,
su quale gruppo di classi di macchina è collegato. Tramite la funzione
“Autoselect” vengono scelte le funzioni di comando ed i valori di
“Preset” dei parametri. Se il pannello di comando del motore non
riconosce nessuna oppure una resistenza “Autoselect” non valida, il
motore della macchina per cucire gira solo con le cosiddette “Funzioni
d’emergenza” per evitare dei danneggiamenti della testa della
macchina per cucire.
Consultare le istruzioni per l’uso “EFKA DA82GA ” oppure “EFKA
6F82FA ”
Resistenza
“Autoselect”
1000 R (1000 Ohm)
28
Classi
367
Pannello di
comando del
motore della
macchina per cucire
DA82GA
6F82FA
Lista dei parametri
9800 130014 PB52
9800 321009 PB52

6.11.3 Tabella dei parametri specifici della macchina con i pannelli di comando del motore DA82GA e 6F82FA
valori dei parametri sottoelencati devono essere modificati rispetto al
valore di “Preset”.
I valori (x) che devono essere impostati devono essere rilevati
dalla lista dei parametri 9800 130014 PB52 oppure
9800 321009 PB52
( Nella scatola per gli accessori della testa della macchina per cucire).
Parametro
F-111
F-112
F-113
F-117
F-123
F-124
F-136
F-153
F-171 **
F-180 **
F-182 **
F-190
F-192
F-194
F-196
*
T
T
T
T
T
T
T
T
T
T
T
T
T
T
T
Denominazione
Limite superiore della velocità
massima
Velocità dell’affrancatura iniziale
della cucitura
Velocità dell’affrancatura finale
della cucitura
Velocità con la variazione massim
della corsa dei piedini (DB2000)
Tempo di sincronizzazione
dell’affrancatura per l’affrancatura
finale della cucitura
Velocità di sincronizzazione
dell’affrancatura per l’affrancatura
finale della cucitura
Taglio dopo punto indietro / avanti
Forza di ritenuta a macchina ferma
Posizioni dell’ago
Numero degli incrementi per il
ritorno del volantino
Ritorno del volantino ON/OFF
Angolo d’inserimento per il rasafilo
Ritardo all’inserimento dell’apertura
della tensione
Ritardo all’inserimento del
dispositivo rasafilo
Definizione del modo di
funzionamento d’entrambi le
tensioni con il sollevamento del
piedino di cucitura
367
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
* T = Parametro nella “Soglia per il tecnico”, A = Parametro nella “Soglia per la fabbrica”
** Non disponibile nel pannello di comando per il motore 6F82FA
ATTENZIONE IMPORTANTE!
La modifica dei valori di parametro dev’essere effettuata con
estrema cura poichè se il pannello di comando del motore è mal
regolato la testa della macchina per cucire può essere
danneggiata! Tramite una rimessa a zero principale “Masterreset”
tutti i valori di parametro possono essere riassettati nella
condizione originale di fornitura (valori di “Preset”). Consultare il
capitolo 6.12
29

6.11.4 Regolazione dei valori di parametro tramite il pannello di comando per l’operatore V810
Modifica dei valori di parametro nella “Soglia per il t ecnico”
Impostazione del numero di codice per la “Soglia per il tecnico”
–
Disinserire l’interruttore principale.
–
Tutte le spine devono essere già state inserite nel pannello di
comando del motore della macchina per cucire.
–
Premere e mantenere premuto il tasto “ P”.
–
Inserire l’interruttore principale. Nell’avviso ottico appare “C-0000”
–
Rilasciare il tasto “P”
–
Impostare il numero di codice 1907. Tramite i tasti “+”e“-” viene
modificato il valore della cifra lampeggiante. Tramite il tasto “ >>”si
commuta sulla prossima cifra.
–
Premere il tasto “E”. Appare il primo parametro F-100 nella “Soglia
per il tecnico”.
Scelta del parametro e modifica dei valori
–
Trami te i tasti “+”e “-” viene scelto il prossimo oppure il precedente
paramet ro.
–
Trami te i tasti “>>”, “+”,e “-” il parametro può essere impostato
direttamente.
–
Premere il tasto “E”. Appare il valore del parametro scelto.
–
Trami te i tasti “+”e“-” il valore di parametro può essere modificato.
–
Premere il tasto “E”. Appare il prossimo parametro
oppure premere il tasto “P” - appare lo stesso parametro.
Memorizzazione dei valori di parametro modificati
–
Premere il tasto “P”, la soglia di programmazione viene
abbandonata.
–
Eseguire un ciclo di cucitura completo, vale a dire il pedale
dev’essere premuto in avanti e poi completamente verso l’indietro.
La modifica viene memorizzata.
–
Se non viene eseguito un ciclo di cucitura completo e la macchina
viene spenta, la modifica effettuata è irrimediabilmente persa.
–
Premendo nuovamente il tasto “P” si ritorna indietro nella soglia di
programmazione.
Modifica dei valori di parametro nella “Soglia per la fabbrica”
Impostazione del numero di codice per la “Soglia per la fabbrica”
–
Disinserire l’interruttore principale.
–
Tutte le spine devono essere già state inserite nel pannello di
comando del motore della macchina per cucire.
–
Premere e mantenere premuto il tasto “ P
–
Inserire l’interruttore principale. Nell’avviso ottico appare “C-0000”.
–
Rilasciare il tasto “P”
–
Impostare il numero di codice 3112. Tramite i tasti “ +”e“-” viene
”.
modificato il valore della cifra lampeggiante. Tramite il tasto “ >>”si
commuta sulla prossima cifra.
–
Premere il tasto “E”. Appare il primo parametro nella “Soglia per la
fabbrica” F-200
–
Proseguire come già descritto nella “Scelta del parametro e
modifica dei valori”
30

ATTENZIONE IMPORTANTE!
I valori di parametro che sono stati modificati vengono memorizzati
solo quando, dopo l’abbandono della soglia di programmazione, viene
eseguito un ciclo di cucitura completo, ciò significa che il pedale è
stato premuto in avanti e poi completamente verso l’indietro. Se subito
dopo l’abbandono della soglia di programmazione il motore della
macchina per cucire viene disinserito dalla rete di alimentazione le
modifiche effettuate sono irrimediabilmente perse.
6.11.5 Regolazione dei valori di parametro tramite il pannello di comando per l’operatore V820
Modifica dei valori di parametro nella “Soglia per il t ecnico”
Impostazione del numero di codice per la “Soglia per il tecnico”
–
Disinserire l’interruttore principale.
–
Tutte le spine devono essere già state inserite nel pannello di
comando del motore della macchina per cucire.
–
Premere e mantenere premuto il tasto “ P”.
–
Inserire l’interruttore principale. Nell’avviso ottico appare “C-0000”
–
Rilasciare il tasto “P”
–
Tramiteitastinumericida0finoa9impostareilnumerodi
codice 1907.
–
Premere il tasto “E”. Appare il primo parametro F-100 nella “Soglia
per il tecnico” e la prima cifra lampeggia.
Scelta del parametro e modifica dei valori
–
Dopo l’impostazione del numero di codice appare il primo
paramet ro F-100.
La prima cifra del numero di parametro lampeggia.
–
Impostare il numero di parametro desiderato tramite i tasti numerici
da0finoa9.
–
Premere il tasto “E”. Appare il valore del parametro scelto.
–
Trami te i tasti “+”e“-” il valore di parametro può essere modificato.
–
Premere il tasto “E”. Appare il prossimo parametro
oppure premere il tasto “P” - appare lo stesso parametro.
Memorizzazione dei valori di parametro modificati
–
Premere il tasto “P”, la soglia di programmazione viene
abbandonata.
–
Eseguire un ciclo di cucitura completo, vale a dire il pedale
dev’essere premuto in avanti e poi completamente verso l’indietro.
La modifica viene memorizzata.
–
Se non viene eseguito un ciclo di cucitura completo e la macchina
viene spenta, la modifica effettuata è irrimediabilmente persa.
–
Premendo nuovamente il tasto “P” si ritorna indietro nella soglia di
programmazione.
31

Modifica dei valori di parametro nella “Soglia per la fabbrica”
Impostazione del numero di codice per la “Soglia per la fabbrica”
–
Disinserire l’interruttore principale.
–
Tutte le spine devono essere già state inserite nel pannello di
comando del motore della macchina per cucire.
–
Premere e mantenere premuto il tasto “ P”.
–
Inserire l’interruttore principale. Nell’avviso ottico appare “C-0000”.
–
Rilasciare il tasto “P”
–
Impostare il numero di codice 3112 tramite i tasti numerici
da0finoa9.
–
Premere il tasto “E”. Appare il primo parametro nella “Soglia per la
fabbrica” F-200
–
Proseguire come già descritto nella “Scelta del parametro e
modifica dei valori”
ATTENZIONE IMPORTANTE!
I valori di parametro che sono stati modificati vengono memorizzati
solo quando, dopo l’abbandono della soglia di programmazione, viene
eseguito un ciclo di cucitura completo, ciò significa che il pedale è
stato premuto in avanti e poi completamente verso l’indietro. Se subito
dopo l’abbandono della soglia di programmazione il motore della
macchina per cucire viene disinserito dalla rete di alimentazione le
modifiche effettuate sono irrimediabilmente perse.
6.11.6 Tabella dei parametri specifici della macchina con il pannello di comando del motore 6F82FA
Consultare il capitolo 6.11.3
ATTENZIONE IMPORTANTE!
La modifica dei valori di parametro dev’essere effettuata con estrema
cura, poichè se il pannello di comando del motore è mal regolato la
testa della macchina per cucire può essere danneggiata! Tramite una
rimessa a zero principale “Masterreset” tutti i valori di parametro
possono essere riassettati nella condizione originale di fornitura (valori
di “Preset”). Consultare il capitolo 6.12
32

6.11.7 Regolazione dei parametri con il pannello di comando del motore 6F82FA
Modifica dei valori di parametro nella “Soglia per il t ecnico”
Impostazione del numero di codice per la “Soglia per il tecnico”
–
Disinserire l’interruttore principale.
–
Tutte le spine devono essere già state inserite nel pannello di
comando del motore della macchina per cucire.
–
Premere e mantenere premuto il tasto “ P”.
–
Inserire l’interruttore principale. Nell’avviso ottico appare “Cod”
–
Rilasciare il tasto “P”
–
Impostare il numero di codice 190. Tramite i tasti “+”e“-” viene
modificato il valore della cifra lampeggiante. Tramite il tasto “ >>”si
commuta sulla prossima cifra.
–
Premere il tasto “E”. Appare il primo parametro “100” nella “Soglia
per il tecnico”.
Scelta del parametro e modifica dei valori
–
Scegliere il parametro tramite i tasti “+”,“-”e“>>”.
–
Premere il tasto “E”. Appare il valore del parametro scelto.
–
Trami te i tasti “+”e“-” il valore di parametro può essere modificato.
–
Premere il tasto “E”. Appare il prossimo parametro
oppure premere il tasto “P” - appare lo stesso parametro.
Memorizzazione dei valori di parametro modificati
–
Premere il tasto “P”, la soglia di programmazione viene
abbandonata.
–
Eseguire un ciclo di cucitura completo, vale a dire il pedale
dev’essere premuto in avanti e poi completamente verso l’indietro.
La modifica viene memorizzata.
–
Se non viene eseguito un ciclo di cucitura completo e la macchina
viene spenta, la modifica effettuata è irrimediabilmente persa.
–
Premendo nuovamente il tasto “P” si ritorna indietro nella soglia di
programmazione.
Modifica dei valori di parametro nella “Soglia per la fabbrica”
Impostazione del numero di codice per la “Soglia per la fabbrica”
–
Disinserire l’interruttore principale.
–
Tutte le spine devono essere già state inserite nel pannello di
comando del motore della macchina per cucire.
–
Premere e mantenere premuto il tasto “ P”.
–
Inserire l’interruttore principale. Nell’avviso ottico appare “Cod”.
–
Rilasciare il tasto “
–
Impostare il numero di codice 311 . Tramite i tasti “+”e“-” viene
P”
modificato il valore della cifra lampeggiante. Tramite il tasto “ >>”si
commuta sulla prossima cifra.
–
Premere il tasto “E”. Appare il primo parametro nella “Soglia per la
fabbrica” “200”
–
Proseguire come già descritto nella “Scelta del parametro e
modifica dei valori”
ATTENZIONE IMPORTANTE!
I valori di parametro che sono stati modificati vengono memorizzati
solo quando, dopo l’abbandono della soglia di programmazione, viene
eseguito un ciclo di cucitura completo, ciò significa che il pedale è
stato premuto in avanti e poi completamente verso l’indietro. Se subito
dopo l’abbandono della soglia di programmazione il motore della
macchina per cucire viene disinserito dalla rete di alimentazione le
modifiche effettuate sono irrimediabilmente perse.
33

6.12 Rimessa a zero principale “Masterreset”
Tramite una rimessa a zero principale “Masterreset” tutti i valori di
parametro vengono riassettati nelle condizioni che avevano al
momento della fornitura (valori di “Preset”).
–
Disinserire l’interruttore principale.
–
Premere il tasto “P” ed inserire l’interruttore principale.
–
Rilasciare il tasto “P”.
–
Impostare il numero di codice “1907”. Consultare il capitolo 6.10.2
oppure 6.10.5
–
Premere il tasto “E”. Appare il parametro F-100.
–
Premere il tasto “E”. Appare il valore del parametro F-100.
–
Impostare il valore su 170.
–
Premere due volte il tasto “P”.
–
Disinserire l’interruttore principale.
–
Dopo un breve momento d’attesa inserire l’interruttore principale.
Tutti i parametri, ad esclusione di 111, 161, 170, 171 e 190 fino a
193, hanno nuovamente i valori di “Preset” che erano stati regolati
in fabbrica.
ATTENZIONE IMPORTANTE!
Nel caso di una rimessa a zero principale “Masterreset” alcuni
parametri come per es.
F-111 (velocità massima) non vengono riassettati.
Tutti i parametri che devono essere regolati specificamente per la
macchina devono essere nuovamente regolati secondo quanto
riportato nella lista dei parametri. Consultare il capitolo 6.11
34

6.13 Collegamento del trasformatore per la lampada per l’illuminazione del campo
di cucitura (dotazione supplementare)
21
–
Attenzione importante: Staccare la spina di collegamento alla
rete di alimentazione della macchina per cucire!
–
Posare il cavo di collegamento alla rete di alimentazione del
trasformatore per la lampada per l’illuminazione del campo di
cucitura 1 passando attraverso la canalina di posa dei cavi 2 fino
all’interruttore principale.
–
Il collegamento avviene all’entrata di rete dell’interruttore
principale (oppure interruttore salvamotore). Consultare lo schema
di collegamento 9800 139001 oppure 9800 129002 B oppure
9800 169002 B.
–
Incollare l’etichetta con l’avviso di sicurezza sulla parete anteriore
dell’involucro dell’interruttore principale.
–
Se si deve collegare il trasformatore per la lampada per
l’illuminazione del campo di cucitura ad una rete di alimentazione a
corrente alternata 3 x 380 - 415V dev’essere presente un
conduttore neutro.
Attenzione importante!
Il trasformatore per la lampada per l’illuminazione del campo di
cucitura è collegato direttamente alla rete di alimentazione ed è s otto
tensione anche quando l’interruttore principale è disinserito. Lavori sul
trasformatore per la lampada per l’illuminazione del campo di cucitura,
per es. sostituzione del fusibile devono essere eseguiti solo se
previamente è stata staccata la spina di collegamento alla rete di
alimentazione.
35

7. Collegamento pneumatico
ATTENZIONE IMPORTANTE !
Il funzionamento di dispositivi ad azionamento pneumatico è garantito
solo se la pressione della rete d’alimentazione dell’aria compressa è
costantementecompresatra8e10bar.
La pressione d’esercizio dei dispositivi pneumatici montati sulla
macchina per cucire deve corrisponderea6bar.
Pacchetto per il collegamento pneumatico
Per il sostegni dotati di un gruppo riduttore per l’aria c ompressa e di
dispositivi ad azionamento pneumatico, sotto il numero di particolare
0797 003031 può essere ordinato un pacchetto di collegamento
pneumatico.
Codesto pacchetto di collegamento pneumatico è c omposto dai
seguenti particolari:
- Tubo di collegamento, lunghezza 5m, (Ø = 9 mm)
- Fascette e boccole per il tubo
- Spina e presa d’accoppiamento pneumatico
Collegamento del gruppo riduttore della pressione
–
Montare il gruppo riduttore della pressione 1 con supporto
angolare, viti e coprigiunto sulla traversa del sostegno.
–
Collegare il gruppo riduttore della pressione tramite il tubo di
collegamento 5 (Ø = 9 mm) e l’accoppiamento pneumatico R1/4"
alla rete d’alimentazione dell’aria compressa.
Collegamento del gruppo riduttore della pressione alla testa della
macchina per cucire
–
Smontare completamente il carter di protezione 6.
–
Collegare il tubo 3 ( negli accessori) con la piastra di distribuzione
sulla testa della macchina per cucire.
–
A collegamento ultimato rimontare nuovamente il carter di
protezione 6.
Regolazione della pressione d’esercizio
La pressione d’esercizio deve corrisponderea6bar.
La pressione d’esercizio può essere letta sul manometro 4.
–
per regolare la pressione d’esercizio sollevare e girare la
manopola girevole 2.
Per aumentare la pressione = Girare la manopola girevole 2
in senso orario.
Per diminuire la pressione = Girare la manopola girevole 2
in senso antiorario.
36

1
2
3
6
4
8
2
10
4
5
3
6
37

8. Lubrificazione
1
Attenzione pericolo di ferimento !
L’olio lubrificante può provocare delle irritazioni cutanee.
Evitare un contatto prolungato dell’epidermide con l’olio lubrificante.
Dopo un contatto lavarsi accuratamente.
ATTENZIONE IMPORTANTE !
La manipolazione e lo smaltimento di oli minerali è sottoposta a
direttive legislative.
Smaltite l’olio usato sempre presso i posti d’accettazione autorizzati.
Proteggete l’ambiente.
Fate attenzione a non disperdere l’olio nell’ambiente.
Per la lubrificazione della macchina per cucire utilizzare sempre ed
esclusivamente dell’olio lubrificante del tipo DA-10 oppure un altro olio
lubrificante di alta qualità con le seguenti caratteristiche tecniche:
–
Viscosità a 40° C: 10 mm²/s
–
Punto d’infiammazione: 150° C
L’olio lubrificante DA-10 può essere acquistato presso i punti di
vendita autorizzati della DÜRKOPP ADLER AG sotto il seguente
numero di particolare:
Canistro da 250 ml: 9047 000011
Canistro da 1 litri: 9047 000012
Canistro da 2 litri: 9047 000013
Canistro da 5 litri: 9047 000014
Lubrificazione della testa della macchina per cucire (Prima
lubrificazione prima del collaudo della macchina)
Nota bene:
Prima della fornitura tutti gli stoppini e feltri di lubrificazione della testa
della macchina per cucire sono stati imbevuti con olio lubrificante.
Codesto olio viene recuperato nel recipiente di riserva dell’olio 1.
Non riempire troppo il recipiente.
–
Rifornire con olio lubrificante il recipiente di riserva dell’olio 1 fino
alla linea di riferimento “min.”.
23
38
Lubrificazione del crochet
–
Ribaltare la testa della macchina per cucire verso l’indietro.
–
Attraverso il foro di rifornimento 2 riempire con olio lubrificante
l’altro recipiente di riserva dell’olio fino alla linea di riferimento
“max.”. Controllare il livello dell’olio tramite la spia 3.

9. Collaudo di cucitura
Una volta terminati i lavori di montaggio si può procedere ad un
collaudo di cucitura.
–
Collegare la spina di collegamento alla rete di alimentazione.
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Eseguire l’infilatura del filo dell’ago e del filo del crochet solo se la
macchina per cucire è stata previamente spenta.
–
Infilatura del filo destinato all’avvolgimento della spolina
(consultare le istruzioni per l’uso, capitolo 6.5).
–
Inserire l’interruttore principale.
–
Bloccare i piedini di cucitura nella loro posizione alta (consultare le
istruzioni per l’uso, capitolo 6.10).
–
Eseguire l’avvolgimento della spolina a bassa velocità della
macchina.
–
Disinserire l’interruttore principale.
–
Eseguire l’infilatura del filo dell’ago e del filo del crochet
(consultare le istruzioni per l’uso, capitoli 6.1 e 6.6).
–
Scegliere il materiale che dev’essere cucito.
–
Eseguire il collaudo di cucitura a bassa velocità e poi aumentare
gradatamente e continuamente la velocità.
–
Controllare se le cuciture corrispondono alla qualità richiesta.
Se non viene raggiunta la qualità di cucitura desiderata, variare il
valore di regolazione della tensione dei fili fino a raggiungere
l’effetto di chiusura del punto desiderato (consultare le istruzioni
per l’uso, capitoli 6.2, 6.4 e 6.7).
Se fosse necessario controllare anche le regolazioni descritte nel
manuale d’istruzione per il servizio ed eventualmente correggerle.
39

Per le Vs. Notizie
40
 Loading...
Loading...