

Page 1

367
Máquina de coser especial
Instrucciones de uso
Instruções de operação
Istruzioni per l’uso
Bedieningshandleiding
E
P
I
NL
Postfach 17 03 51, D-33703 Bielefeld • Potsdamer Straße 190, D-33719 Bielefeld
Telefon + 49 (0) 5 21/ 9 25-00 • Telefax + 49 (0) 5 21/ 9 25 24 35 • www.duerkopp-adler.com
Ausg./Edition: 12/04 Printed in Federal Republic of Germany Teile-/Part-No.: 0791 367742
Page 2

Indice Pagina:
Premessa ed indicazioni generali di sicurezza
Parte 1: Istruzioni per l’uso. Classe 367
1. Descrizione del prodotto ......................................... 5
2. Descrizione dell’uso e dell’applicazione appropriata ....................... 5
3. Sottoclassi .................................................. 6
4. Dotazioni supplementari ......................................... 6
5. Dati tecnici .................................................. 7
6. Uso della macchina
6.1 Infilaturadelfilodell’ago .......................................... 9
6.2 Regolazione della tensione per il filo dell’ago .............................. 11
6.3 Aperturadellatensioneperilfilodell’ago................................ 11
6.4 Regolazione del regolatore della quantità di filo dell’ago ....................... 12
6.5 Avvolgimentodelfilodelcrochetsullaspolina ............................. 13
6.6 Sostituzionedellaspolinaperilfilodelcrochet............................. 14
6.7 Preregolazione della tensione per il filo del crochet .......................... 15
6.8 Sostituzionedell’ago............................................. 16
6.9 Sollevamentodeipiedinidicucitura.................................... 17
6.10 Bloccaggio dei piedini di cucitura in posizione sollevata ....................... 18
6.11 Regolazione della pressione d’appoggio dei piedini di cucitura ................... 18
6.12 Regolazione della corsa di sollevamento dei piedini di cucitura ................... 19
6.13 Regolazione della lunghezza del punto.................................. 20
6.14 Gruppo di tasti sul braccio della macchina per cucire nella sottoclasse 367-170115; -170315;
-180115; -180315 ............................................... 21
7. Motore posizionatore a corrente continua
7.1 Informazioni generali ............................................ 22
7.2 Pannello di comando per l’operatore V810 ............................... 22
7.2.1 Elementi funzionali e di visualizzazione sul pannello di comando per l’operatore V810 ..... 22
7.2.2 Funzioni dei tasti sul pannello di comando per l’operatore V810 .................. 23
7.2.3 Significato dei simboli sul pannello di comando per l’operatore V810 ............... 23
7.2.4 Modifica dei valori dei parametri nella “Soglia per l’operatore” .................... 24
7.2.5 Riduzionedellavelocitàmassima..................................... 24
7.2.6 Impostazionedelnumerodicodiceperla“Sogliaperiltecnico”................... 24
7.3 Pannello di comando per l’operatore V820 ............................... 25
7.3.1 Elementi funzionali e di visualizzazione sul pannello di comando per l’operatore V820 ..... 25
7.3.2 Funzioni dei tasti sul pannello di comando per l’operatore V820 .................. 25
7.3.3 Significato dei simboli sul pannello di comando per l’operatore V820 ............... 27
Page 3

Indice Pagina:
7.3.4 Modifica dei valori dei parametri nella “Soglia per l’operatore” .................... 27
7.3.5 Riduzionedellavelocitàmassima..................................... 28
7.3.6 Informazione rapida ed impostazione rapida di valori di regolazione (HIT) ............ 28
7.3.7 Impostazionedelnumerodicodiceperla“Sogliaperiltecnico”................... 28
7.3.8 Programmazione della cucitura con il pannello di comando per l’operatore V820 ........ 28
7.4 Lista dei parametri dei pannelli di comando per il motore “Efka”................... 29
7.5 Avvisidisituazioneed’errore ....................................... 30
8. Motore posizionatore a frizione “Efka”
8.1 Informazioni generali .............................................. 31
8.2 Utilizzazione del pannello di comando per il motore 6F82FAdel motore della macchina per cucire ...... 32
8.2.1 Elementi di utilizzazione nel pannello di comando per il motore 6F82FA del motore della macchina per cucire 32
8.2.2 Funzioni dei tasti nel pannello di comando per il motore 6F82FA del motore della macchina per cucire .... 32
8.2.3 Modifica dei valori dei parametri nella “Soglia per l’operatore” ......................... 32
8.2.4 Riduzionedellavelocitàmassima........................................ 33
8.2.5 Impostazionedelnumerodicodiceperla“Sogliaperiltecnico” ........................ 33
8.3 Lista dei parametri della “Soglia per l’operatore” del pannello di comando per il motore 6F82FA........ 33
8.4 Avvisi di situazione e d’errore sui pannelli di comando per l’operatore V810 e V820 .............. 33
9. Cucire
9.1 Sottoclasse 367-170010; -180010 ..................................... 34
9.2 Sottoclasse 367-170115; -170315; -180115; -180315 ......................... 35
10. Manutenzione
10.1 Puliziaecontrolli............................................... 37
10.2 Lubrificazione ................................................. 39
Page 4

1. Descrizione del prodotto
La macchina per cucire speciale Dürkopp Adler 367 è una macchina
che può essere utilizzata per l’esecuzione di cuciture ornamentali
altamente qualitative in materiali da leggeri fino a mediopesanti.
Macchina per cucire a doppio punto annodato, a base piana, ad un
·
ago, dotata di trasporto inferiore a griffa, trasporto a punta d’ago e
trasporto superiore a piedini alternati.
Una frizione slittante di sicurezza impedisce una sregolazione
·
oppure un danneggiamento del crochet a causa di un bloccaggio
del filo nella pista del crochet.
Crochet grande ad asse orizzontale.
·
(Spoline come nelle classi 767, 291, 8967)
Lubrificazione automatica a stoppini con spie di controllo del livello
·
dell’olio.
Filarello integrato.
·
2. Descrizione dell’uso e dell’applicazione appropriata
La classe 367 è una macchina per cucire speciale che, conformemente alla
sua destinazione, può essere utilizzata per cucire materiale da leggero fino a
medio-pesante. Tale materiale consiste normalmente in fibre tessili oppure
pelle. Codesti materiali vengono impiegati nell’industria della confezione e
della tappezzeria per mobili ed auto.
Inoltre con codesta macchina per cucire speciale possono essere
realizzate delle cosidette cuciture tecniche. In codesto caso
l’utilizzatore ( se desiderato in collaborazione con la DÜRKOPP ADLER
AG) deve valutare preventivamente i possibili rischi ivi connessi, poichè
codesti casi d’applicazione sono da una parte piuttosto rari e d’altra parte la
loro molteciplità è imprevedibile a seconda dei casi di lavorazione e della
preventiva valutazione effettuata, l’utilizzatore deve adottare le appropriate
misure di sicurezza.
Generalmente con codesta macchina per cucire speciale si può
lavorare solo materiale asciutto. Il materiale non deve superare 10 mm
di spessore quando esso viene premuto dai piedini di trasporto
abbassati. Il materiale non deve contenere oggetti duri, in caso
contrario la macchina per cucire speciale dev’essere utilizzata solo
utilizzando un dispositivo di sicurezza per gli occhi. Al momento un
dispositivo di sicurezza per gli occhi adatto allo scopo non è fornibile.
La cucitura viene generalmente realizzata utilizzando filati in fibra
tessile delle dimensioni fino a 15/3 NeB (filati in cotone), 20/3 Nm (filati
sintetici) oppure 25/4 Nm (filati ritorti e ricoperti). Chi volesse
impiegare altri fili, deve anche in questo caso valutare
preventivamente i rischi ivi connessi ed a seconda dei casi adottare le
appropriate misure di sicurezza.
Questa macchina per cucire speciale può essere collocata ed utilizzata
solo in locali asciutti e ben tenuti; in caso essa venisse impiegata in
locali che non siano asciutti e ben tenuti, potrebbero rendersi
necessarie altre precauzioni, che devono essere concordate ( vedi EN
60204-3-1:1999 ).
Come produttori di macchine per cucire industriali diamo per scontato
che sui nostri prodotti lavori personale quantomeno addestrato e che
quindi tutte le operazioni inerenti all’uso e gli eventuali rischi ad esse
connesse siano da considerare come conosciuti.
5
Page 5
3. Sottoclassi
367-170010: Macchina per cucire a doppio punto annodato,
a base piana, ad un ago con trasporto inferiore
a griffa, trasporto a punta d’ago e trasporto
superiore a piedini alternati. Finezza ago 100-150.
367-170115: Come la classe 367-170010, però
supplettivamente equipaggiata con un
dispositivo rasafilo elettromagnetico,
dispositivo elettropneumatico per
l’affrancatura della cucitura e sollevamento
elettropneumatico dei piedini di cucitura.
Finezza ago 100-150.
367-170315 Come la classe 367-170115,però
supplettivamente equpaggiata con dispositivo
per la variazione rapida della corsa di
sollevamento dei piedini di cucitura, seconda
lunghezza del punto e seconda tensione per
il filo dell’ago. Riduzione pneumatica della
lunghezza del filo restante dopo il taglio a
ca. 8 mm. Finezza ago 100-150.
367-180010: Macchina per cucire a doppio punto annodato,
a base piana, ad un ago con trasporto inferiore
a griffa, trasporto a punta d’ago e trasporto
superiore a piedini alternati. Finezza ago 130-180.
367-180115: Come la classe 367-180010, però
supplettivamente equipaggiata con un
dispositivo rasafilo elettromagnetico,
dispositivo elettropneumatico per
l’affrancatura della cucitura e sollevamento
elettropneumatico dei piedini di cucitura.
Finezza ago 130-180.
367-180315 Come la classe 367-180115, però
supplettivamente equpaggiata con dispositivo
per la variazione rapida della corsa di
sollevamento dei piedini di cucitura, seconda
lunghezza del punto e seconda tensione per
il filo dell’ago. Riduzione pneumatica della
lunghezza del filo restante dopo il taglio a
ca. 8 mm. Finezza ago 130-180.
4. Dotazioni supplementari
Numero d’ordine Dotazione supplementare
9780 000108 Gruppo riduttore della pressione WE-8
Per le dotazioni supplementari ad azionamento pneumatico
9822 510001 Lampada per l’illuminazione del campo di cucitura (alogena),
munita di lampadina 12V/20W, la lampada è montabile
sulla testa della macchina per cucire
0907 487519 Gruppo di montaggio per la lampada per l’illuminazione del campo
di cucitura destinato alla lampada per l’illuminazione del campo di
cucitura 9822 510001
0798 500088 Trasformatore per la lampada per l’illuminazione del campo di cucitura
per 230V, con cavo di collegamento alla rete, senza interruttore,
destinato alle lampade per l’illuminazione del campo di c ucitura
9822 510001 e 9822 510129
0797 003031 Pacchetto per il collegamento pneumatico
9400 367001 “Set” di servizio
9880 002001 Interruttore a ginocchiera per l’affrancatura automatica della cucitura
(Cl. 367-170115; 367-180115)
6
Page 6
5. Dati tecnici
Rumorosità Valore d’emissione riferito al posto di lavoro secondo la norma
DIN 45635-48-A-1-KL2
Classe 367-170010; -180010 LC = 82 dB (A)
367-170115; -180115
367-170315; -180315 Lunghezza del punto: 6,4 mm
corsa solevamento
piedini alternati: 1,5 mm
Velocità: 2.800 min
Materiale da cucire: G1 DIN 23328 quattro strati
Classe 367-170010; -180010 LC = 82 dB (A)
367-170115; -180115
367-170315; -180315 Lunghezza del punto: 6,4 mm
corsa solevamento
piedini alternati: 5,6 mm
Velocità: 2.800 min
Materiale da cucire: due strati Skai 1,6 mm 900 g/m2DIN 53352
-1
-1
Tipo del punto
Sistema ago:
Classe 367 Sottoclasse
Finezza dell’ago (a seconda del nr. “E”): max. [Nm]
Titolo massimo del filato: [Nm]
Corsa max.di sollevamento dei Lunghezza del punto max.:
piedini a movimento alternato:
1-3mm
3-5mm
5-6,5mm 0-6mm
6,5-8mm
*) 9 mm
1-6,5mm
6,5-8mm 6-8mm
*) 9 mm
Passaggio max. s otto i piedini di cucitura:
- Durante la cucitura [mm]
- Dopo il sollevamento [mm]
Doppio punto annodato
134-35
-170010 -180010
-170115 -180115
-170315 -180315
150 180
15/3 10/3
Velocità max.: [min-1]
*)
-170010 -170115 -170315
-180010 -180115 -180315
2800 3000 3000
2300 2300 2300
2000 2000 2000
1800 1800 1800
- - 1800
2000 2000 2000
1800 1800 1800
- - 1800
10
20
Pressione d’esercizio: [bar]
Consumo aria per ciclo di lavoro: ca. [Nl]
Tensione nominale d’alimentazione:
Dimensioni (A x L x P) [mm]
Altezza del piano di lavoro (di fabbrica): [mm]
6
0,7
A seconda del “Pacchetto
motore” utilizzato
630 x 220 x 420
790
7
Page 7

Riservato per le Vs. notizie:
8
Page 8
6. Uso della macchina
6.1 Infilatura del filo dell’ago
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale !
Effettuare l’infilatura del filo dell’ago solo se la macchina per cucire è
stata previamente spenta.
–
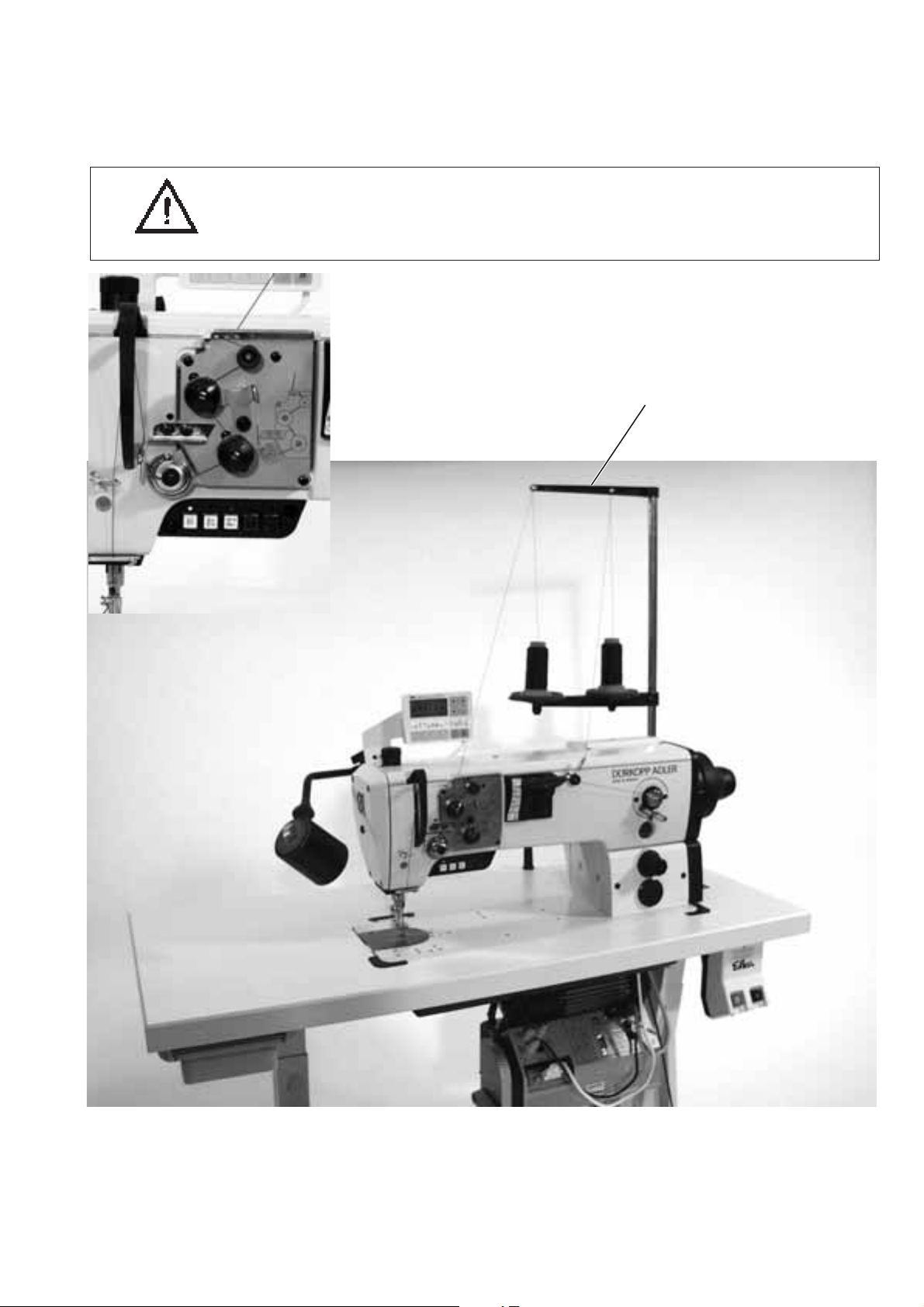
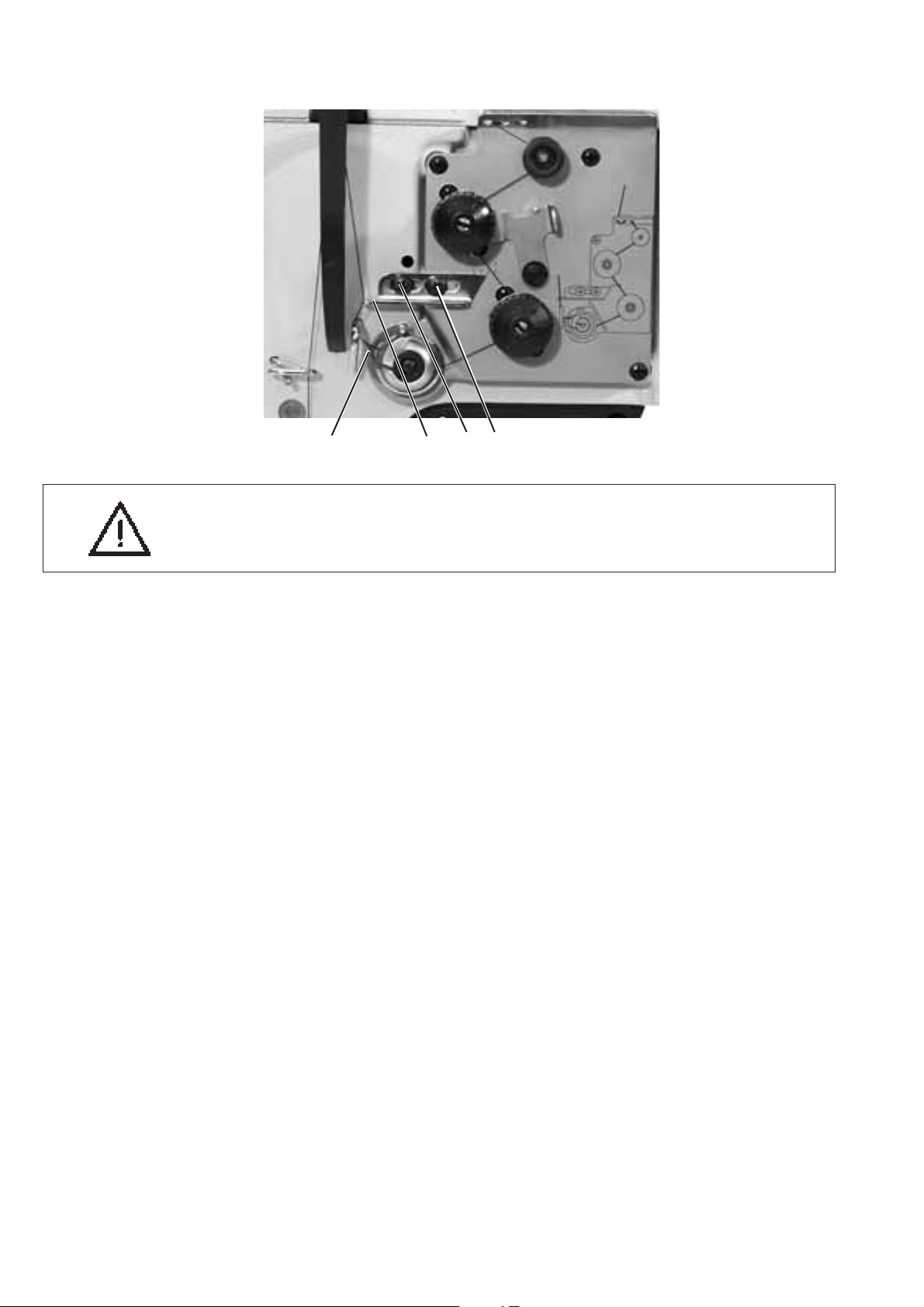
Inserire i coni di filato sul portaconi ed infilare il filo per l’ago ed
il filo destinato all’avvolgimento della spolina attraverso i fori
passafilo del braccio svolgifilo. Il braccio svolgifilo 1 dev’essere
perpendicolare rispetto ai coni di filato.
–
Eseguire l’infilatura del filo dell’ago come visibile nella figura
seguente.
1
9
Page 9
21 2
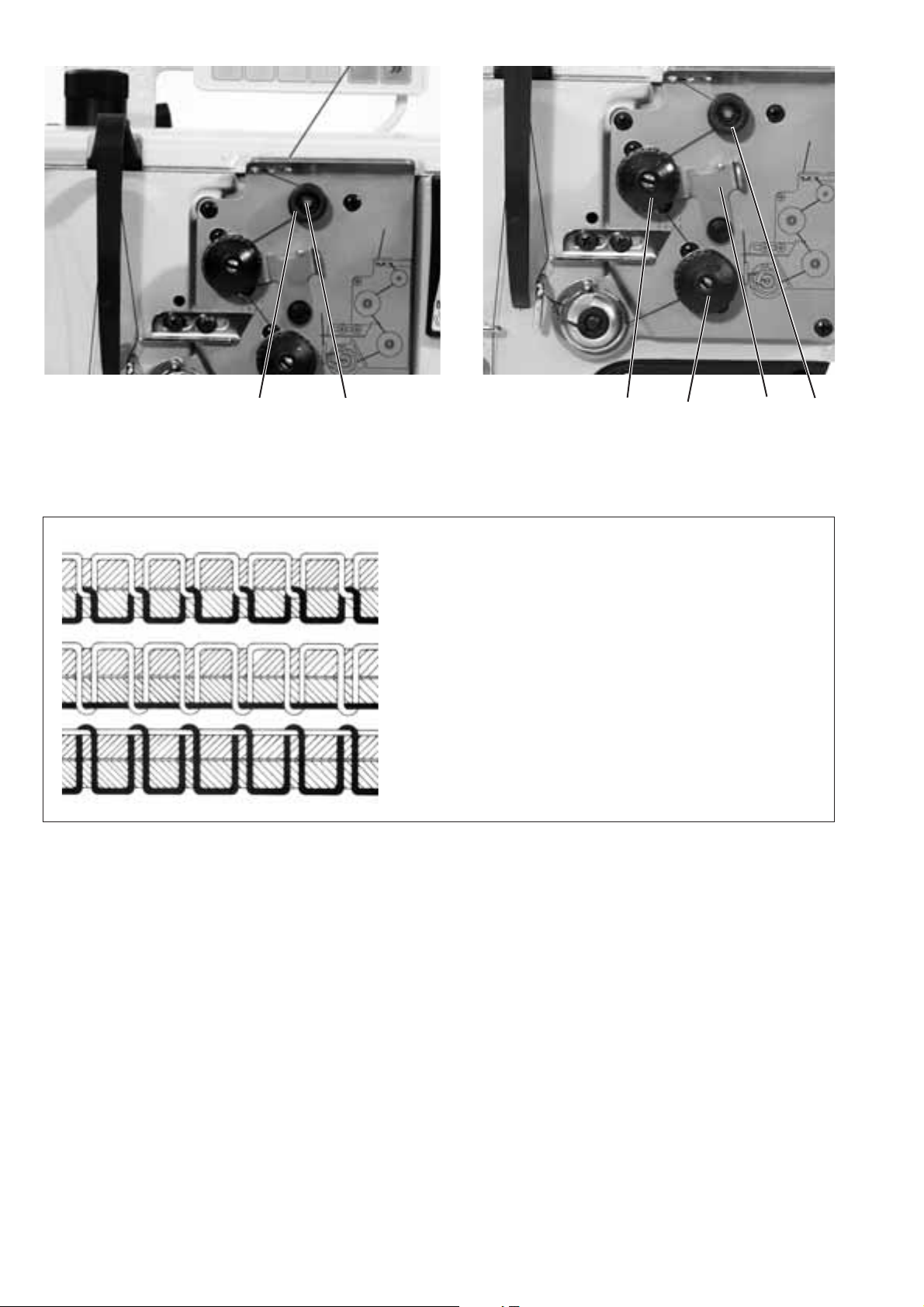
Fig. A: Annodamento corretto dei fili
nel mezzo del materiale da cucire
Fig. B: Tensione per il filo dell’ago troppo debole
oppure
tensione per il filo del crochet regolata troppo forte
Fig. C: Tensione per il filo dell’ago regolata troppo forte
oppure
tensione per il filo del crochet regolata
troppo debole
5
43
10
Page 10

6.2 Regolazione della tensione per il filo dell’ago
Regolazione della pretensione del filo dell’ago
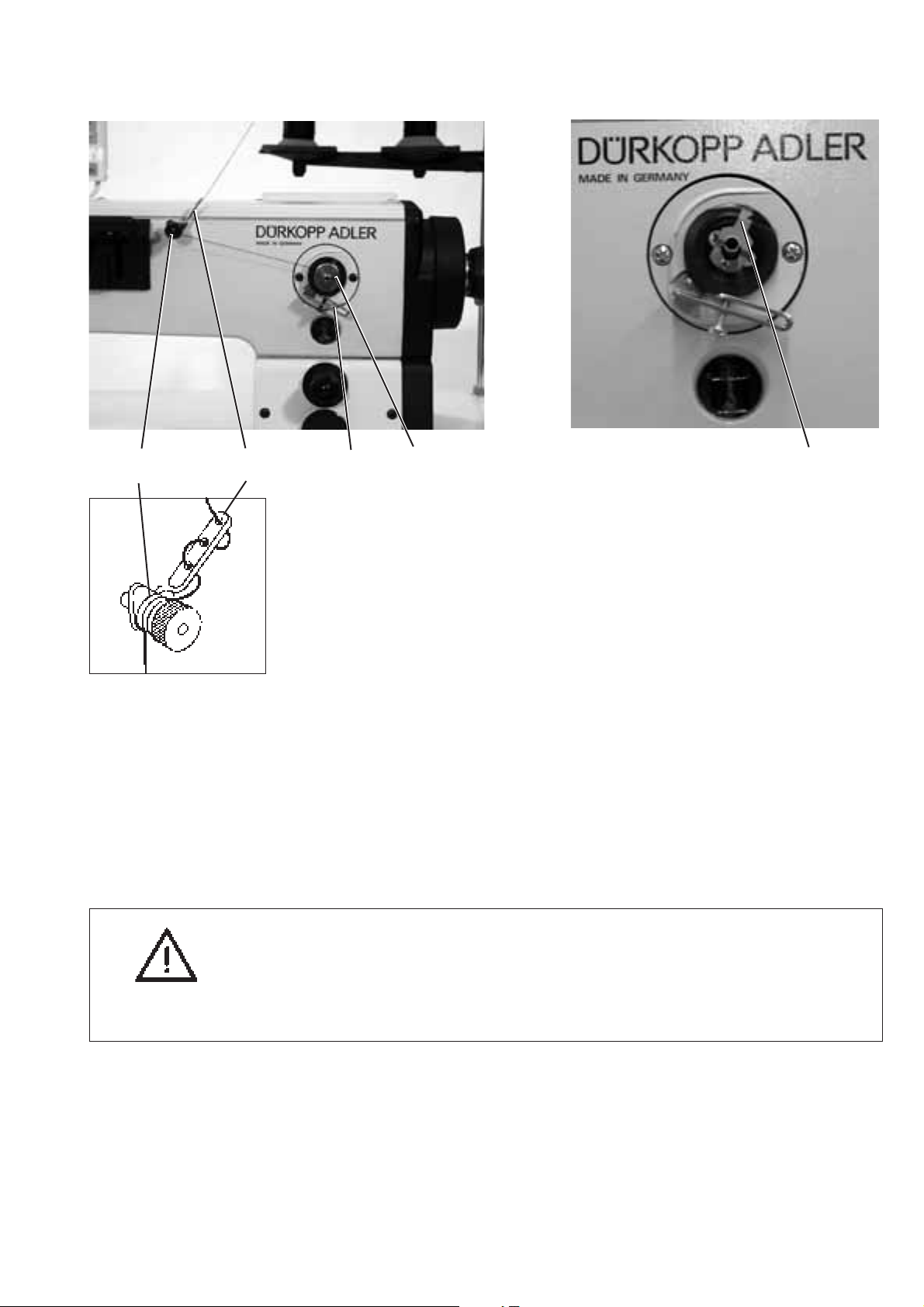
Quando la tensione principale4elatensionesupplementare 5 sono
aperte (per es. quando i piedini di cucitura sono sollevati oppure
durante il ciclo di taglio dei fili) è indispensabile che il filo dell’ago
abbia ancora una leggera tensione residua (pretensionamento).
Codesta tensione residua viene realizzata tramite la pretensione 2.
La pretensione 2 determina contemporaneamente anche la lunghezza
dello spezzone finale del filo tagliato, una sufficiente lunghezza del filo
è necessaria per garantire un inizio sicuro della prossima cucitura.
–
Regolazione di base:
Girare il bottone zigrinato 2, fino a quando la sua superficie
anteriore è allineata con il perno 1.
–
Filo iniziale più corto:
Girare il bottone zigrinato 2 in senso orario.
–
Filo iniziale più lungo:
Girare il bottone zigrinato 2 in senso antiorario.
Regolazione della tensione principale
La tensione principale 4 dev’essere regolata sul valore minore
possibile.
L’annodamento dei fili dev’essere regolare e sempre nel mezzo del
materiale da cucire. Nel caso di materiale da cucire leggero, un
tensionamento troppo forte dei fili potrebbe causare un’arricciatura
indesiderata del capo cucito ed eventualmente delle rotture del filo.
–
Regolare la tensione principale 4 in maniera tale da ottenere un
annodamento regolare del punto.
Per aumentare la tensione -Girare il bottone zigrinato in senso orario
Per diminuire la tensione - Girare il bottone zigrinato in senso antiorario
Tensione supplementare
La tensione supplementare 5 che è attivabile supplettivamente durante
la cucitura serve in caso di necessità per effettuare una variazione
rapida della tensione del filo dell’ago (per es. nel caso
d’inspessoramenti del materiale da cucire).
–
Il valore di regolazione della tensione supplementare 5 dev’essere
sempre minore di quello della tensione principale 4.
–
Inserire oppure disinserire la tensione supplementare 5 tramite la
leva 3.
Leva 3 verso sinistra = La tensione supplementare è disinserita.
Leva 3 verso destra = La tensione supplementare è inserita.
6.3 Apertura della tensione per il filo dell’ago
Sottoclasse -170010; -180010
Sollevando i piedini di cucitura vengono aperte automaticamente sia la
tensione principale che la tensione supplementare.
Sottoclasse -170115; -180115
La tensione del filo dell’ago viene aperta automaticamente durante il
processo di taglio dei fili.
Nota bene!
(solo per sottoclasse -170115; -180115)
Il momento dell’apertura della tensione del filo dell’ago può essere
regolato tramite i parametri F-191 ed F-192 (“Soglia per il tecnico”).
11
Page 11
6.4 Regolazione del regolatore della quantità di filo dell’ago
4
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Regolare il regolatore della quantità di filo dell’ago solo se la macchina
per cucire è stata previamente spenta.
Tramite il regolatore della quantità di filo dell’ago 3 viene regolata la
quantità di filo dell’ago necessaria per la formazione del punto.
Solo un regolatore della quantità di filo dell’ago ben regolato
garantisce un aspetto della cucitura altamente qualitativo realizzato
con la tensione per il filo dell’ago minore possibile.
La regolazione del regolatore della quantità di filo dell’ago dipende dai
seguenti fattori:
–
Lunghezza del punto
–
Spessore del materiale da cucire
–
Caratteristiche del filato utilizzato
Se la regolazione è corretta, il cappio formato dal filo dell’ago deve
scivolare aderente e con una tensione minima intorno al crochet.
–
Allentareleviti1e2.
–
A seconda della necessità spostare il regolatore della quantità di
filo dell’ago 3.
–
A regolazione ultimata bloccare nuovamente le viti 1 e 2.
Consiglio di regolazione:
Quando è necessaria la maggiore quantità di filo per la formazione del
cappio e cioè nel momento nel quale il cappio formato dal filo dell’ago
sta’ passando il punto di diametro massimo del crochet, la molla
recuperafilo 4 dev’essere tirata e tensionata verso l’alto per ca. 0,5 mm
rispetto alla sua posizione finale inferiore.
Regolazione del regolatore della quantità di filo dell’ago
–
Allentareleviti1e2.
–
A seconda della necessità spostare il regolatore della quantità di
filo dell’ago 3.
Regolatore della quantità di filo dell’ago verso sinistra
Regolatore della quantità di filo dell’ago verso destra
–
A regolazione ultimata bloccare nuovamente le viti 1 e 2.
1
23
= Maggiore quantità di filo
= Minore quantità di filo.
12
Page 12
6.5 Avvolgimento del filo del crochet sulla spolina
4321
–
Far passare il filo, come visibile in figura, attraverso i fori passafilo
del guidafilo 3 ed attraverso i dischi della tensione 4.
–
Pinzareilfilodietroalcoltello5etagliarlo.
–
Inserire una spolina vuota 1 sull’asse del filarello.
Nota bene
Il filo non dev’essere avvolto manualmente sull’asse della spolina.
–
Premere la leva di disinnesto 2 del filarello contro l’asse della
spolina.
–
Avviare il ciclo di cucitura
Quando la spolina è piena, il processo d’avvolgimento viene
terminato automaticamente tramite il disinnesto della leva di
disinnesto 2 del filarello.
Il filarello s’arresta sempre in maniera tale che il coltello 5 sia nella
posizione giusta.
(Consultare la figura a destra)
–
Estrarre la spolina piena 1, pinzare il filo dietro al coltello 5 e
tagliarlo.
–
Inserire sull’asse del filarello una spolina vuota per il prossimo
ciclo di avvolgimento e premere la leva di disinnesto 2 del filarello
contro l’asse della spolina.
5
ATTENZIONE IMPORTANTE !
Attenzione pericolo di danneggiamento: Se l’avvolgimento della
spolina non deve avvenire durante la cucitura ma bensì senza
materiale sotto i piedini di cucitura, bloccare sempre previamente i
piedini di cucitura nella loro posizione alta e porre la corsa di
sollevamento dei piedini sul suo valore minimo.
13
Page 13
6.6 Sostituzione della spolina per il filo del crochet
5
1
6
4
3
2
1
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
La spolina per il filo del crochet dev’essere sostituita solo quando
l’interruttore principale della macchina per cucire è disinserito.
Estrazione della spolina vuota dal crochet
–
Portare la barra ago nel suo punto morto superiore.
–
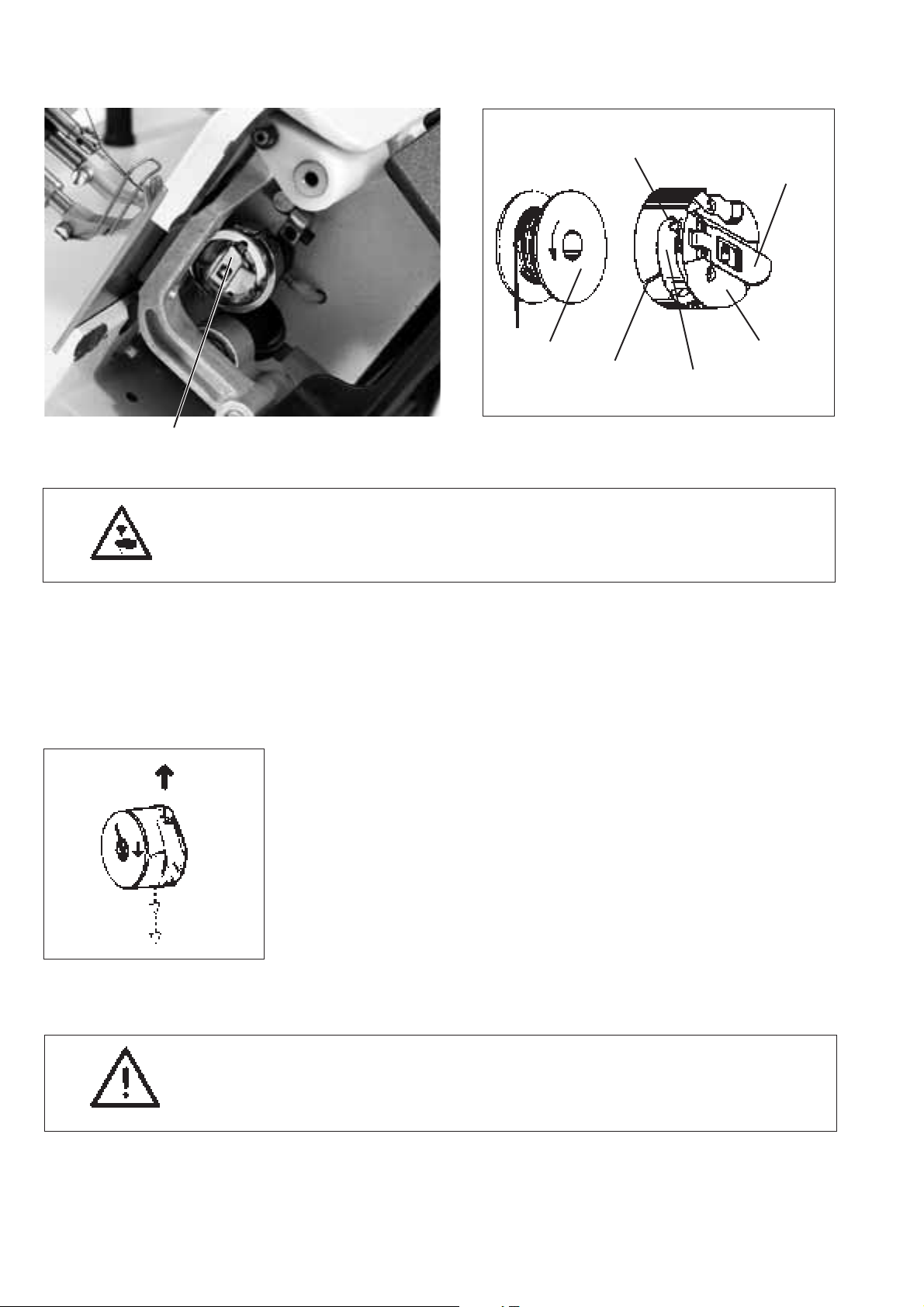
Sollevare il catenacciolo 1 della capsula portaspolina.
–
Estrarre dal crochet la capsula 2 con la spolina 6.
–
Estrarre la spolina vuota dalla capsula portaspolina 2.
Inserire la spolina piena nella capsula e la capsula nel crochet
–
Inserire la spolina piena nella capsula portaspolina 2.
Controllare il senso di rotazione della spolina.
Il senso di rotazione è giusto se tirando il filo la spolina gira nel
senso contrario al senso di tiraggio del filo.
–
Far passare il filo del crochet attraverso la scanalatura guidafilo 4,
sotto la molla di tensionamento del filo3etirarlofinonelforo5.
–
Tirare il filo del crochet per ca. 5 cm fuori dalla capsula
portaspolina 2.
Tirando il filo controllare che la spolina giri nel senso segnato dalla
freccia.
–
Inserire nuovamente la capsula portaspolina 2 nel crochet.
–
Chiudere e controllare l’innesto del catenacciolo 1 della capsula
portaspolina.
14
Attenzione: Pericolo di danneggiamento !
Premere la capsula portaspolina nel cestello portacapsula controllare
che sia effettivamente inserita a fondo e bloccata nel cestello
portacapsula.
Page 14

6.7 Preregolazione della tensione per il filo del crochet
1
2
4
3
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Eseguire la regolazione della tensione del filo del crochet solo quando
l’interruttore principale della macchina per cucire è disinserito.
Molla di frenaggio
La molla di frenaggio 1 ha il compito di evitare c he la spolina giri per
forza d’inerzia all’arresto della macchina e durante il ciclo del
dispositivo rasafilo. La molla di frenaggio 1 non può essere regolata!
Regolazione della molla di tensionamento del filo del crochet
–
La capsula portaspolina 2, quando la spolina è piena, deve cadere
lentamente col proprio peso (consultare la figura a destra).
–
Tramite la vite di regolazione 3 regolare la forza della molla di
tensionamento del filo del crochet 4 fino a raggiungere il valore di
tensionamento desiderato del filo.
15
Page 15
6.8 Sostituzione dell’ago
1
2
3
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Sostituire l’ago solo se la macchina per cucire è stata previamente
spenta.
–
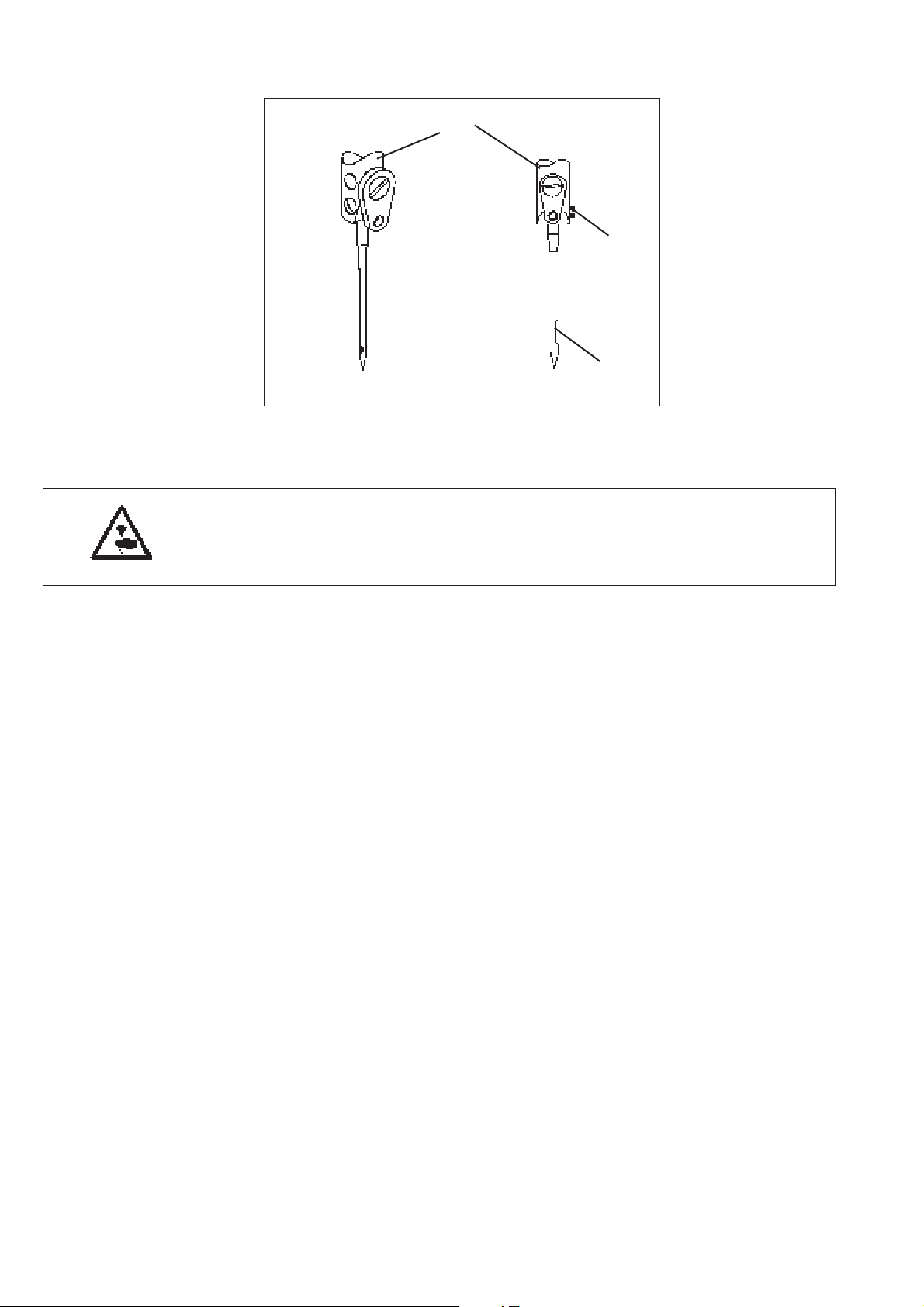
Allentare la vite -2 ed estrarre l’ago da sostituire dalla barra-ago.
–
Inserire il nuovo ago nel foro della barra-ago1espingerlo verso
l’alto fino in battuta.
ATTENZIONE IMPORTANTE !
L’incavo 3 dell’ago dev’essere rivolto verso la punta del crochet.
–
Quando l’ago è in battuta nella barra-ago ed orientato
correttamente bloccare nuovamente la vite 2.
ATTENZIONE IMPORTANTE !
Dopo la sostituzione dell’ago su un’altra finezza d’ago dev’essere
corretta la distanza tra la punta del crochet e l’ago ( consultare le
istruzioni per il servizio).
L’inosservanza della succitata correzione può comportare i seguenti
inconvenienti:
–
Sostituendo con un ago più fino:
- Salto dei punti
- Danneggiamento del filo
–
Sostituendo con un ago più spesso:
- Danneggiamenti della punta del crochet
- Danneggiamenti dell’ago
16
Page 16

6.9 Sollevamento dei piedini di cucitura
Sottoclasse -170010; -180010
I piedini di cucitura possono essere sollevati meccanicamente
azionando la leva a ginocchiera 1.
1
2
Sottoclasse -170115; -180115
I piedini di cucitura possono essere sollevati elettropneumaticamente
azionando il pedale 2 oppure anche meccanicamente azionando la
leva a ginocchiera 1.
Sollevamento meccanico dei piedini di cucitura (tramite leva a
ginocchiera)
–
Per permettere il posizionamento oppure una correzione della
posizione del materiale da cucire premere la leva a ginocchiera 1
verso destra.
I piedini di cucitura rimangono sollevati per tutto il tempo
d’azionamento della leva a ginocchiera 1.
Sollevamento elettropneumatico dei piedini di cucitura (tramite
pedale)
–
Premere il pedale 2 leggermente verso l’indietro.
I piedini di cucitura si sollevano a macchina ferma.
–
Premere il pedale 2 completamente verso l’indietro.
Il dispositivo rasafilo viene attivato ed i piedini di cucitura si
sollevano.
17
Page 17

6.10 Bloccaggio dei piedini di cucitura in posizione sollevata
1
I piedini di cucitura sollevati meccanicamente oppure
elettromagneticamente possono essere bloccati nella loro posizione
alta tramite il bottone 1 (per es. per avvolgere il filo sulla spolina).
–
A macchina ferma premere la leva a ginocchiera verso destra
oppure premere il pedale leggermente verso l’indietro.
I piedini di cucitura si sollevano.
–
Premereilbottone1erilasciarelalevaaginocchieraoppure il
pedale.
I piedini di cucitura sollevati vengono bloccati nella loro posizione
sollevata.
–
Azionare ancora una volta la leva a ginocchiera oppure premere
ancora una volta il pedale leggermente verso l’indietro.
I piedini di cucitura vengono sbloccati e ridiscendono.
2
6.11 Regolazione della pressione d’appoggio dei piedini di cucitura
La pressione desiderata dei piedini di cucitura viene regolata tramite il
bottone zigrinato 2.
ATTENZIONE IMPORTANTE !
Il materiale da cucire dev’essere mantenuto dai piedini di cucitura in
maniera tale che il suo trasporto avvenga senza nessuna difficoltà.
La pressione esercitata sul materiale da cucire dev’essere la minore
possibile.
18
–
Per aumentare la pressione dei piedini di cucitura
= Girare il bottone zigrinato 2 in senso orario.
–
Per diminuire la pressione dei piedini di cucitura
= Girare il bottone zigrinato 2 in senso antiorario.
Page 18
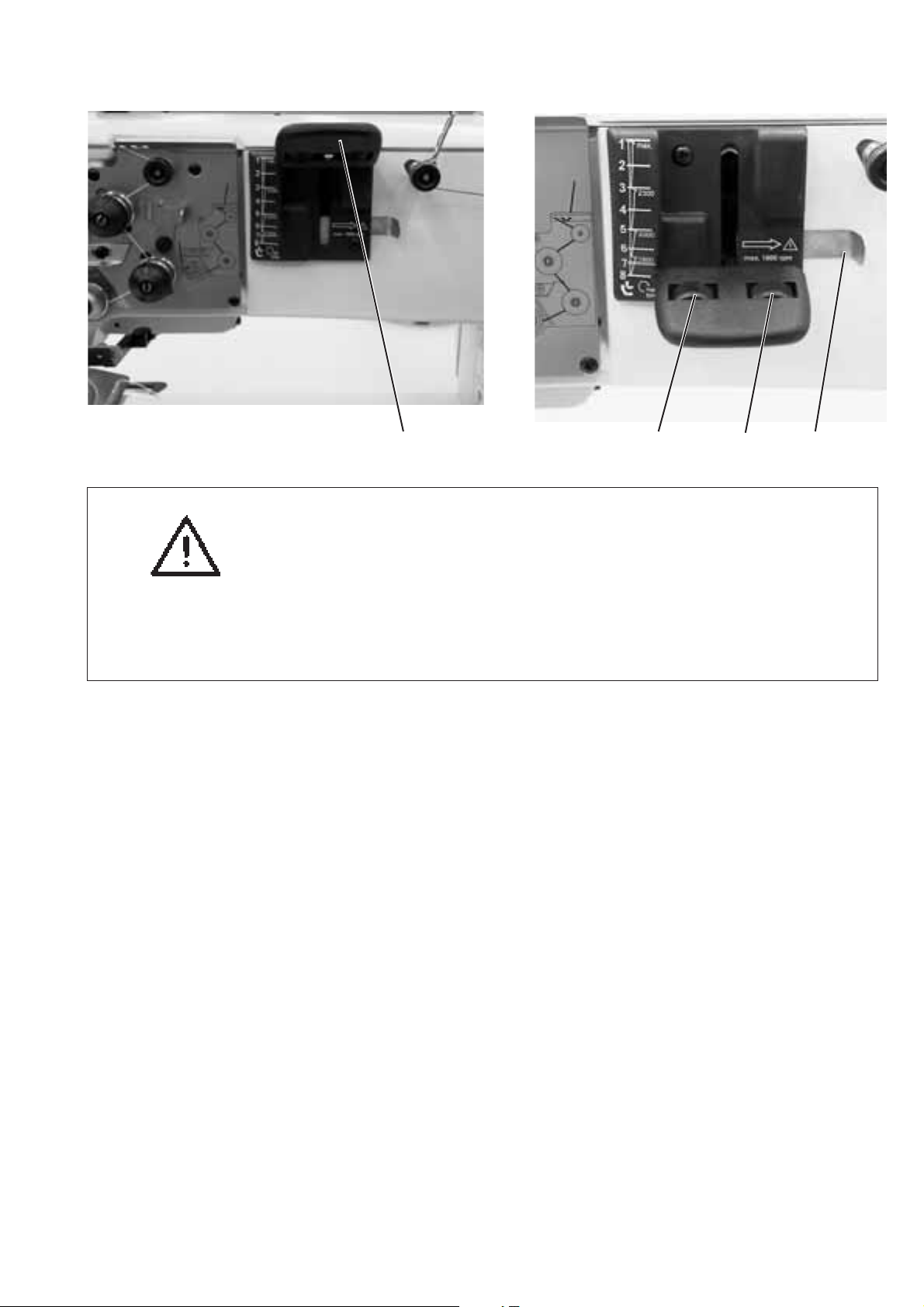
6.12 Regolazione della corsa di sollevamento dei piedini di cucitura
5
ATTENZIONE IMPORTANTE !
La sottoclasse 367-170010; -180010 non è dotata con un dispositivo
per la riduzione automatica della velocità.
Se si deve cucire con una grande corsa di sollevamento dei piedini di
cucitura è assolutamente necessaria una riduzione della velocità.
(Leggere anche l’etichetta incollata sulla leva per la regolazione della
corsa di sollevamento dei piedini di cucitura)
Una velocità troppo alta si nota con un aumento della rumorosità della
macchina durante il processo di cucitura e può provocare dei
danneggiamenti della macchina.
La quantità di sollevamento della corsa di sollevamento dei piedini di
cucitura viene regolata tramite la leva per la regolazione della corsa di
sollevamento dei piedini di cucitura 5.
Se si deve cucire con una corsa di sollevamento dei piedini di cucitura
maggiore di 5 mm si deve spostare la leva scorrevole 6 verso destra.
Se la leva scorrevole 6, è stata azionata si deve cucire solo a
velocità ridotta .
Conibottonigirevolizigrinati3e4integratinellalevaperla
regolazione della corsa di sollevamento dei piedini di cucitura si
possono regolare le viti di battuta per la limitazione del valore minimo e
massimo della corsa di sollevamento dei piedini di cucitura.
–
Leva per la regolazione della corsa di sollevamento dei piedini di
cucitura completamente verso l’alto
= Minima quantità di sollevamento della corsa di sollevamento
dei piedini di cucitura.
–
Leva per la regolazione della corsa di sollevamento dei piedini di
cucitura completamente verso il basso
= Massima quantità di sollevamento della corsa di sollevamento
dei piedini di cucitura.
436
19
Page 19

6.13 Regolazione della lunghezza del punto
321
Sottoclasse -170010; -180010
La desiderata lunghezza del punto in marcia avanti viene regolata
tramite il bottone girevole zigrinato 1 integrato nella leva manuale per
la regolazione della lunghezza del punto 2.
La desiderata lunghezza del punto in marcia indietro viene regolata
tramite il bottone girevole zigrinato 3 integrato nella leva manuale per
la regolazione della lunghezza del punto 2.
Variare la lunghezza del punto durante la cucitura:
Tramite la leva manuale per la regolazione della lunghezza del punto 2
la lunghezza del punto può essere variata durante la cucitura in modo
continuo tra i valori preregolati in marcia avanti ed in marcia indietro
della lunghezza del punto.
–
Leva manuale per la regolazione della lunghezza del punto
completamente in alto:
Cucitura in marcia avanti con la lunghezza del punto preregolata.
–
Leva manuale per la regolazione della lunghezza del punto
completamente in basso:
Cucitura in marcia indietro con la lunghezza del punto preregolata.
4
20
Sottoclasse -170115; -180115
Tramite la manopola girevole di regolazione 4 viene regolata la
lunghezza del punto desiderata.
La lunghezza del punto così regolata è uguale sia cucendo in marcia
avanti che cucendo in marcia indietro.
Variare la lunghezza del punto durante la cucitura:
Tramite la manopola girevole di regolazione 4 la lunghezza del punto
può essere variata durante la cucitura in modo continuo.
–
Manopola girevole di regolazione completamente girata verso destra:
Lunghezza minima del punto.
–
Manopola girevole di regolazione completamente girata verso sinistra:
Lunghezza massima del punto.
Page 20

6.14 Gruppo di tasti sul braccio della macchina per cucire nella
sottoclasse 367-170115; 170315; -180115; -180315 *
)
LED Tasto Funzione
2
Posizionare l’ago in posizione alta oppure in posizione bassa.
Tramite il parametro F-140 può essere determinata la funzione del tasto 2.
1 = Ago alto, 2 = Ago alto / basso, 3 = Punto singolo
4 = Punto singolo con la seconda lunghezza del punto / punto corto
5 = Ago alto, se la macchina è fuori dalla posizione 2
La regolazione di fabbrica corrisponde ad “1" = Ago alto.
6789*)10
123 4*)5
*)
*)
10
1
Cucitura manuale in marcia indietro.
La macchina cuce in marcia indietro per tutto il tempo d’azionamento del tasto 1.
3
Richiamare oppure sopprimere l’affrancatura iniziale oppure finale della
cucitura.
Se l’affrancatura iniziale oppure finale della cucitura sono sempre inserite,
tramite un azionamento del tasto la prossima affrancatura viene disinserita.
Se l’affrancatura iniziale oppure finale della cucitura sono sempre disinserite,
tramite un azionamento del tasto la prossima affrancatura viene inserita.
*)
4
*)
5
6
7
8
*)
9
Seconda lunghezza del punto
Seconda tensione per il filo dell’ago
Avviso “LED” “ Rete inserita ”
Avviso “LED” senza funzione
Avviso “LED” per il tasto 3
Avviso “LED” acceso = 1. Lunghezza del punto attiva (superiore)
Avviso “LED” spento = 2. Lunghezza del punto attiva (inferiore)
*)
Avviso “LED” acceso = 2. Tensione per il filo dell’ago attivata
Avviso “LED” acceso = 2. Tensione per il filo dell’ago disattivata
21
Page 21

7. Motore posizionatore a corrente continua
7.1 Informazioni generali
Utilizzazione
Il motore della macchina per cucire DC1600/DA82GA dev’essere messo
in funzione ed utilizzato in combinazione con il pannello di comando per
l’operatore V810 oppure con il pannello di comando per l’operatore V820.
Istruzioni per l’uso
In codeste istruzioni per l’uso sono descritte le funzioni dei tasti ed il
significato dei simboli presenti nei pannelli di comando per l’operatore ed
inoltre viene descritto come può essere effettuata una modifica di valori di
parametro nella “Soglia per l’operatore” da parte dell’operatore.
Per la descrizione dettagliata del pannello di comando consultare le
istruzioni per l’uso del fabbricante del motore “EFKA DA82GA ”.
Funzioni del pannello di comando DA82GA del motore della macchina per cucire
Le funzioni del pannello di comando DA82GA del motore della macchina
per cucire sono determinate dal programma e dalle regolazioni di
parametri. Con la corretta regolazione dei valori di parametro il pannello di
comando viene adattatato ed ottimizzato per le esigenze della
corrispondente classe e sottoclasse della macchina.
Al momento della fornitura dei motori i valori di parametro sono preregolati
nei pannelli di comando dalla ditta “Efka” (pre-riassettaggio “Preset”). Per
ogni classe e sottoclasse della macchina alcuni parametri devono essere
modificati rispetto al valore di pre-riassettaggio. A codesto scopo consultare
le istruzioni per il montaggio. Al momento della fornitura della macchina da
parte della Dürkopp Adler AG tutti i parametri sono correttamente regolati.
Abilitazione all’accesso per l’impostazione d’ordini
L’impostazione d’ordini è suddivisa e distribuita in tre soglie d’accesso per
impedire un’involuta modifica delle funzioni preregolate.
L’accesso è permesso:
-Alfabbricante (produttore della macchina) nella “Soglia per la fabbrica”
e per tutte le soglie sottostanti tramite un numero di codice d’accesso
-Altecnico nella prossima soglia più bassa e per tutte le soglie sottostanti
tramite un numero di codice d’accesso per la “Soglia per il tecnico”
- All’operatore nella soglia più bassa e senza numero di codice
d’accesso.”Soglia per l’operatore“
7.2 Pannello di comando per l’operatore V810
7.2.1 Elementi di utilizzazione e d’avviso del pannello di comando per l’operatore V810
22
Page 22

7.2.2 Funzioni dei tasti sul pannello di comando per l’operatore V810
Premendo brevemente i tasti sul pannello di comando per l’operatore è
possibile l’inserimento oppure il disinserimento di funzioni. Sulla macchina
le funzioni vengono attivate e sono visibili solo se la macchina per cucire è
equipaggiata con i corrispondenti dispositivi (per es. sollevamento
magnetico oppure elettropneumatico del piedino di cucitura).
Tasto Funzione Avviso ottico
1 Affrancatura iniziale doppia della cucitura inserita
Affrancatura iniziale della cucitura disinserita
Affrancatura iniziale semplice della cucitura inserita
2 Affrancatura finale doppia della cucitura inserita
Affrancatura finale della cucitura disinserita
Affrancatura finale semplice della cucitura inserita
3 Sollevamento automatico del piedino di cucitura
durante una fermata durante la cucitura inserito
Sollevamento automatico del piedino di cucitura
durante una fermata durante la cucitura disinserito
Sollevamento automatico del piedino di cucitura
dopo il ciclo del rasafilo inserito
Sollevamento automatico del piedino di cucitura
dopo il ciclo del rasafilo disinserito
4 Posizione di base dell’ago = In basso
Posizione di base dell’ago = In alto
A Soppressioneoppure attivazione della prossima affrancatura
Se l’affrancatura iniziale oppure finale della cucitura
sono inserite, tramite un azionamento di un tasto la
prossima affrancatura viene soppressa.
Se l’affrancatura iniziale oppure finale della cucitura
sono inserite, tramite un azionamento di un tasto la
prossima affrancatura viene attivata.
B Ago alto/basso oppure funzione “Shift” nel modo di
programmazione. Tramite l’azionamento di un tasto
viene effettuato un movimento dell’ago che può
essere programmato tramite il parametro 140.
Consultare la lista dei parametri nelle “Istruzioni per il
montaggio”. In modo di programmazione il tasto ha
un’altra funzione. Consultare le “Istruzioni per il
montaggio”.
P Modo di programmazione inserito/disinserito
Per la descrizione consultare le “Istruzioni per il
montaggio”.
E Commutazione dal numero di parametro sul valore di
parametro. Conferma del valore di parametro e
commutazione sul prossimo parametro. Per la
descrizione consultare le “Istruzioni per il montaggio”.
+ Nel modo di programmazione per aumentare il
valore indicato
- Nel modo di programmazione per diminuire il
valore indicato
La freccia destra sopra al tasto è accesa
Entrambi le frecce sono spente
La freccia sinistra sopra al tasto è accesa
La freccia destra sopra al tasto è accesa
Entrambi le frecce sono spente
La freccia sinistra sopra al tasto è accesa
La freccia sinistra sopra al tasto è accesa
La freccia sinistra sopra al tasto è spenta
La freccia destra sopra al tasto è accesa
La freccia destra sopra al tasto è spenta
La freccia sinistra sopra al tasto è accesa
La freccia destra sopra al tasto è accesa
Nessun avviso ottico
Nessun avviso ottico
Numero di parametro / Avviso standard
Numero di parametro/Valore di parametro
Il valore indicato viene aumentato
Il valore indicato viene diminuito
7.2.3 Significato dei simboli sul pannello di comando per l’operatore V810
Simbolo Funzione Avviso ottico
C La velocità automatica è attiva. Solo nel caso di
percorsi di cucitura che si svolgono automaticamente.
D Fotocellula inserita
E Il motore della macchina per cucire è acceso
F La limitazione di velocità è attiva
G Il dispositivo di controllo del filo della spolina è inserito
Simbolo acceso
Simbolo acceso
Simbolo acceso
Simbolo acceso
Il simbolo lampeggia quando la spolina è
quasi vuota.
23
Page 23

7.2.4 Modifica dei valori di parametro nella “Soglia per l’operatore”.
I parametri della “Soglia per l’operatore” sono elencati nella lista dei
parametri nel capitolo (consultare il capitolo 7.4)
–
Inserire l’interruttore principale.
–
Premere il tasto “P”. Appare il primo parametro nella “Soglia per
l’operatore” F-000.
–
Premendo i tasti “+” oppure “-” può essere richiamato il prossimo
oppure il precedente parametro.
–
Premere il tasto “E”. Appare il valore del parametro scelto.
–
Tramite i tasti “+” oppure “ - ” il valore di parametro può essere
modificato.
–
Premere il tasto “E”. La modifica viene memorizzata ed appare il
prossimo parametro oppure premere il tasto “P”, la modifica viene
memorizzata e la soglia di programmazione viene abbandonata.
ATTENZIONE IMPORTANTE!
I valori di parametro modificati vengono definitivamente
memorizzati solo se dopo l’abbandono della soglia di
programmazione viene eseguita una cucitura completa, vale a dire
premere il pedale in avanti e poi premerlo completamente indietro.
Se la macchina per cucire viene spenta immediatamente dopo
l’abbandono della soglia di programmazione le modifiche
apportate sono irrimediabilmente perse.
7.2.5 Riduzione della velocità massima
Per poter adattare rapidamente la velocità massima della macchina
alle esigenze attuali di lavorazione esiste la possibilità di ridurre la
velocità massima.
Alla fine di ogni cucitura sul “Display” appare l’attuale valore della
velocità massima. Ora tramite i tasti “+”e“-” codesto valore può
essere direttamente modificato. Il campo di regolazione è compreso tra
i valori di parametro F-111 (valore massimo) e F-121 (valore minimo).
Attenzione importante!
Una riduzione della velocità riduce anche la velocità
dell’affrancatura iniziale della cucitura; dell’affrancatura finale
della cucitura e dei percorsi di cucitura a conteggio dei punti che
si svolgono automaticamente.
7.2.6 Impostazione del numero di codice per la “Soglia per il tecnico”:
(Consultare le “Istruzioni per il montaggio”.)
24
Page 24

7.3 Pannello di comando per l’operatore V820
7.3.1 Elementi di utilizzazione e d’avviso del pannello di comando per l’operatore V820
7.3.2 Funzioni dei tasti sul pannello di comando per l’operatore V820
Premendo brevemente i tasti sul pannello di comando per l’operatore è
possibile l’inserimento oppure il disinserimento di funzioni. Sulla macchina
le funzioni vengono attivate e sono visibili solo se la macchina per cucire è
equipaggiata con i corrispondenti dispositivi (per es. sollevamento
magnetico oppure elettropneumatico del piedino di cucitura).
Tasto Funzione Avviso ottico
1 Affrancatura iniziale doppia della cucitura inserita
Affrancatura iniziale della cucitura disinserita
Affrancatura iniziale semplice della cucitura inserita
2 Conteggio dei punti cucitura in marcia indietro
Conteggio dei punti disinserito
Conteggio dei punti cucitura in marcia avanti
3 Funzionamento della fotocellula “Chiara - scura”
= Commutazione da: “Assenza di materiale” su
“Presenza di materiale”.
Fotocellula disinserita
Funzionamento della fotocellula “Scura - chiara”
= Commutazione da: “ Presenza di materiale” su “
Assenza di materiale”.
4 Affrancatura finale doppia della cucitura inserita
Affrancatura finale della cucitura disinserita
Affrancatura finale semplice della cucitura inserita
5 Rasafilo inserito
Scartafilo inserito
Rasafilo e scartafilo inseriti
Rasafilo e scartafilo disinseriti
6 Sollevamento automatico del piedino di cucitura
durante una fermata durante la cucitura inserito
Sollevamento automatico del piedino di cucitura
durante una fermata durante la cucitura disinserito
Sollevamento automatico del piedino di cucitura
dopo il ciclo del rasafilo inserito
Sollevamento automatico del piedino di cucitura
dopo il ciclo del rasafilo disinserito
7 Posizione di base dell’ago = In basso
Posizione di base dell’ago = In alto
8 Dispositivo di controllo della rimanenza di filo sulla
spolina inserito
Il modo di funzionamento del dispositivo di controllo
della rimanenza di filo sulla spolina è commutabile
tramite il parametro 195.
(Consultare la lista dei parametri nelle “Istruzioni
per il montaggio”)
La freccia destra sopra al tasto è accesa
Entrambi le frecce sono spente
La freccia sinistra sopra al tasto è accesa
La freccia destra sopra al tasto è accesa
Entrambi le frecce sono spente
La freccia sinistra sopra al tasto è accesa
La freccia destra sopra al tasto è accesa
Entrambi le frecce sono spente
La freccia sinistra sopra al tasto è accesa
La freccia destra sopra al tasto è accesa
Entrambi le frecce sono spente
La freccia destra sopra al tasto è accesa
La freccia sinistra sopra al tasto è accesa
La freccia destra sopra al tasto è accesa
Entrambi le frecce sono accese
Entrambi le frecce sono spente
La freccia sinistra sopra al tasto è accesa
La freccia sinistra sopra al tasto è spenta
La freccia destra sopra al tasto è accesa
La freccia destra sopra al tasto è spenta
La freccia sinistra sopra al tasto è accesa
La freccia destra sopra al tasto è accesa
xxxx - - II--
25
Page 25

Tasto Funzione Avviso ottico
9
Tasto funzionale
La funzione del tasto è commutabile tramite il
parametro F-008 (consultare la lista dei
parametri capitolo 1.4)
1=Avvioinmarcialenta“Softstart”
INSERITO/DISINSERITO
2 = Affrancatura ornamentale della cucitura
INSERITA/DISINSERITA
3 = Variazione della corsa
Modo di funzionamento dell’interruttore a
ginocchiera oppure tasto:
“Bistabile” = INSERITO / “Monostabile” =
DISINSERITO
4 = Raffreddamento dell’ago
INSERITO/DISINSERITO
5 = Ritorno del volantino
INSERITO/DISINSERITO
0 Autoapprendimento (“Teach in”) oppure cucitura
del programma di cucitura memorizzato.
Consultare le istruzioni per la programmazione
nelle istruzioni per l’uso del motore EFKA
DA82GA 3301
A Soppressione oppure attivazione della prossima
affrancatura
Se l’affrancatura iniziale oppure finale della
cucitura sono inserite, tramite un azionamento di
un tasto la prossima affrancatura viene
soppressa.
Se l’affrancatura iniziale oppure finale della
cucitura sono disinserite, tramite un azionamento
di un tasto la prossima affrancatura viene
attivata.
B Ago alto/basso
oppure funzione “Shift” nel modo di
programmazione.
Tramite l’azionamento di un tasto viene effettuato
un movimento dell’ago che può essere
programmato tramite il parametro 140.
Consultare la lista dei parametri nelle “Istruzioni
per il montaggio”.
In modo di programmazione il tasto ha un’altra
funzione.
Consultare le “Istruzioni per il montaggio”.
P Modo di programmazione inserito/disinserito
Per la descrizione consultare le “Istruzioni per il
montaggio”.
E Commutazione dal numero di parametro sul
valore del parametro.
Conferma del valore di parametro e
commutazione sul prossimo parametro.
Per la descrizione consultare le “Istruzioni per il
montaggio”.
+ Nel modo di programmazione per aumentare il
valore indicato
- Nel modo di programmazione per diminuire il
valore indicato
SSt ON*/OFF < - > SSc xxx
SrS ON*/OFF
hPr ON*/OFF
nh ON*/OFF
rd ON*/OFF
* se ON è attivato la freccia sinis tra
sopra al tasto è accesa.
Numero del programma
Numero del tratto di cuc itura
Numero di punti del tratto di cucitura
Numero di punti dopo il riconoscimento
della fotocellula
Nessun avviso ottico
Nessun avviso ottico
Numero di parametro / Avviso standard
Numero di parametro / Avviso standard
Il valore indicato viene aumentato
Il valore indicato viene diminuito
26
Page 26
7.3.3 Significato dei simboli sul pannello di comando per l’operatore V820
Simbolo Funzione Avviso ottico
C Abbreviazione C per il numero di codice
D Abbreviazione F per i numeri di parametro
E Numero di programma in modo “Teach in”
F Numero del tratto di cucitura in modo “Teach in”
G Blocco all’avvio attivo
H L’impostazione tramite tasti è bloccata
I Avviso d’errore
J Impostazione del numero di punti in modo “Teach
in”
K Dispositivo di controllo della rimanenza di filo
sulla spolina inserito.
L La limitazione di velocità è attiva
M Ago destro disinnestato
N Punti di compensazione per la fotocellula
O Macchina in marcia
P La velocità automatica è attiva
Q Ago sinistro disinnestato
Simbolo acceso, nel caso di un avviso
ottico di un numero di codice
per es. C 1907
Simbolo acceso, nel caso di un avviso
ottico di un numero di parametro
per es. F - 111
Simbolo acceso, nel caso di un avviso
ottico di un numero di programma di un
programma di cucitura
Simbolo acceso, nel caso di un avviso
ottico di un numero del tratto di cucitura
Simbolo lampeggia quando il blocco
all’avvio è attivo.
Simbolo acceso, quando l’impostazione
tramite tasti è bloccata.
Simbolo acceso.
( Per la lista degli errori consultare il
capitolo 7.5)
Simbolo acceso, nel caso d’avviso ottico
del numero di punti di un tratto di cucitura.
Simbolo lampeggia quando la spolina si
sta svuotando
Simbolo acceso, se una delle possibili
limitazioni di velocità è attivata.
Simbolo acceso, se la barra-ago destra è
disinnestata.
Solo nel caso di macchine dotate di un
disinnesto automatico delle barre-ago.
Simbolo acceso
Simbolo acceso
Simbolo acceso, se in un programma di
cucitura un tratto di cucitura viene svolto
automaticamente con una velocità
costante.
Simbolo acceso, se la barra-ago sinistra è
disinnestata.
Solo nel caso di macchine dotate di un
disinnesto automatico delle barre-ago.
7.3.4 Modifica dei valori di parametro nella “Soglia per l’operatore”.
–
Inserire l’interruttore principale
–
Prima premere il tasto “P” e poi premere il tasto “E”. Appare il
primo valore di parametro della “Soglia per l’operatore” ( Arv 002).
–
Premendo il tasto “+” oppure “-” può essere modificato il valore di
paramet ro.
–
Premere il tasto “E”. Appare il prossimo valore di parametro
oppure premere il tasto “P”, la modifica viene temporaneamente
memorizzata e la soglia di programmazione viene abbandonata
27
Page 27
7.3.5 Riduzione della velocità massima
Per poter adattare rapidamente la velocità massima della macchina
alle esigenze attuali di lavorazione esiste la possibilità di ridurre la
velocità massima.
Dopo ogni cucitura che è stata eseguita appare sul “Display” il valore
attuale della velocità massima. Ora tramite i tasti “ +”e“-” codesto
valore può essere direttamente modificato. Il campo di regolazione è
compreso tra i valori di parametro F-111 (valore massimo) e
F-121 (valore minimo).
Attenzione importante!
Una riduzione della velocità massima riduce anche la velocità
dell’affrancatura iniziale della cucitura; dell’affrancatura finale
della cucitura e dei percorsi di cucitura a conteggio dei punti che
si svolgono automaticamente.
7.3.6 Informazione rapida e impostazione rapida di valori di regolazione (HIT)
Per l’informazione rapida dell’operatore al momento dell’attivazione
dellefunzionitramiteitasti1,2,3,4e9ivalorialoroaccoppiati
appaiono per ca. 3 secondi sul “Display”. Durante codesto lasso di
tempo tramite i tasti “+” oppure “-” è possibile una modifica immediata
del corrispondente valore.
ATTENZIONE IMPORTANTE!
I valori di parametro modificati vengono definitivamente
memorizzati solo se dopo l’abbandono della soglia di
programmazione viene eseguita una cucitura completa, vale a dire
premere il pedale in avanti e poi completamente verso l’indietro.
Se subito dopo l’abbandono della soglia di programmazione il
motore della macchina per cucire viene disinserito le modifiche
effettuate sono irrimediabilmente perse.
7.3.7 Impostazione del numero di codice per la “Soglia per il tecnico”:
Consultare le “Istruzioni per il montaggio”.
7.3.8 Programmazione della cucitura con il pannello di comando per l’operatore V820
Possono essere creati al massimo 8 programmi con un totale al
massimo di 40 tratti di cucitura.
Le funzioni affrancatura iniziale della cucitura, affrancatura finale della
cucitura, conteggio dei punti, taglio dei fili e sollevamento del piedino
possono essere abbinate individualmente ad ogni tratto di cucitura.
Per la descrizione consultare le istruzioni per l’uso “EFKA DA82GA ”
28
Page 28
7.4 Lista dei parametri dei pannelli di comando per il motore “Efka”
I sottoelencati valori di preriassettaggio sono validi per la classe: 367
Parametro Denominazione/Funzione Campo di regolazione
Preriassettaggio “Preset”
Nr. Abbr. Denominazione/Funzione min. max. 100R
000 Arv Punti dell’affrancatura iniziale della cucitura in
marcia avanti
001 Arr Punti dell’affrancatura iniziale della cucitura in
marcia indietro
002 Err Punti dell’affrancatura finale della cucitura in
marcia indietro
003 Erv Punti dell’affrancatura finale della cucitura in
marcia avanti
004 LS Nr. punti di compensazione per la fotocellula
(lunghezza del punto lunga)
005 LSF Numero di punti del filtro della fotocellula con
tessuti a trama rada
006 LSn Numero di cuciture che vengono terminate
controllate dalla fotocellula
007 Stc Numero dei punti del tratto di cucitura a
svolgimento automatico con conteggio dei
punti
008 F Funzione abbinata al tasto 9
1= Avvioinmarcialenta“Softstart”
INSERITO / DISINSERITO
2 = Affrancatura ornamentale INSERITA /
DISINSERITA
3 = Tipo di azionamento della variazione
della corsa dei piedini
INSERITO = Bistabile (azionamento
continuo)/ DISINSERITO = Monostabi
le (azionamento ad intermittenza)
4 = Raffreddamento ago INSERITO /
DISINSERITO
5 = Ritorno del volantino INSERITO /
DISINSERITO **
009 LS Fotocellula INSERITA / DISINSERITA
010 cLS Nr. punti di compensazione per la fotocellula
(lunghezza del punto corta)
013 FA Rasafilo INSERITO / DISINSERITO
014 FW Sc artafilo INSERITO / DISINSERITO
015 StS Conteggio dei punti INSERITO / DISINSERITO
080 Sav Numero dei punti dell’affrancatura ornamentale
iniziale in marcia avanti
081 SAr Numero dei punti dell’affrancatura ornamentale
iniziale in marcia indietro
082 SEr Numero dei punti dell’affrancatura ornamentale
finale in marcia indietro
083 SEv Numero dei punti dell’affrancatura ornamentale
finale in marcia avanti
085** cFW Numero dei punti del conteggio del dispositivo
di controllo del filo restante nella spolina
F-195 = 1-3
F-195 = 4
0 254 2
0 254 4
0 254 3
0 254 3
0 254 4
0 254 0
0151
0 254 10
152
OFF ON OFF
0 254 8
OFF ON ON
OFF ON ON
OFF ON ON
0 254 3
0 254 3
0 254 3
0 254 3
0 2540 0
0 9990 0
29
Page 29
7.5 Avvisi di situazione e d’errore
Informazioni generali
V810 V820 Significato
InF A1 InFo A1 Al momento dell’accensione del motore della
macchina per cucire il pedale non è nella sua
posizione di riposo
StoP Il simbolo “G”
lampeggia “ Bl oc co
all’avvio ”
lampeggia
InF A3 InFo A3 La posizione di riferimento non è stata
InF A5 InFo A5 Non viene riconosciuta una resistenza
Avviso d’errore durante la programmazione
V810 V820 Significato
Salta InFo F1
indietro
sulla 1. Cifra
Avvisi d’errore “Hardware” e “Software”
V810 V820 Significato
Il blocco all’avvio è attivo
memorizzata.
Per la programmazione consultare le
“Istruzioni per il montaggio”.
“Autoselect” (autoselezione) valida. Per
informazioni consultare le “Istruzioni per il
montaggio”
È stato impostato un falso numero di codice
oppure di parametro
InF E1 InFo E1
InF E2 InFo E2 La tensione della rete d’alimentazione è troppo
InF E3 InFo E3 La macchina è bloccata oppure non riesce a
InF E4 InFo E4 Il pannello di comando viene disturbato a
InF H1 InFo H1 Il cavo del trasduttore di commutazione è
InF H2 InFo H2 Il processore è disturbato.
Dopo l’inserimento dell’interruttore
principale:
Sincronizzatore di posizionamento oppure
trasduttore di commutazione
difettoso o cavo di collegamento sbagliato.
Durante la marcia oppure dopo un ciclo di
cucitura:
Sincronizzatore di posizionamento difettoso.
bassa oppure il lasso di tempo tra il
disinserimento dell’interruttore principale ed il
suo successivo inserimento è troppo breve.
raggiungere la velocità desiderata
causa di un collegamento di massa difettoso
oppure a causa di un contatto difettoso.
difettoso oppure l’elettronica della soglia di
potenza per la creazione del campo
rotante è disturbata.
30
Page 30

8. Motore posizionatore a frizione “Efka”
8.1 Informazioni generali
Utilizzazione
Il pannello di comando per il motore della macchina per cucire tipo
VD552KV/6F82FA contiene un “Pannello di comando per l’operatore”
interno con 5 tasti, 8 diodi luminosi ed un avviso “LED” a tre cifre.
Tramite codesto pannello di comando per l’operatore possono essere
effettuate tutte le regolazioni necessarie del pannello di comando per il
motore della macchina per cucire. Però si può anche collegare il
pannello di comando per l’operatore V810 oppure il pannello di
comando per l’operatore V820 al pannello di comando per il motore. In
codesto caso gli elementi di utilizzazione del pannello di comando per
l’operatore interno sono fuori servizio.
Istruzioni per l’uso
Qui a seguito sono descritte le funzioni degli elementi di utilizzazione
del pannello di comando per l’operatore interno per il motore 6F82FA e
viene altresì descritto come può essere effettuata una modifica dei
valori di parametro nella “Soglia per l’operatore” da parte
dell’operatore.
Per la descrizione dettagliata del pannello di comando per il motore
6F82FA consultare le istruzioni per l’uso del fabbricante del motore
“EFKA6F82FA”
Per la descrizione del pannello di comando per l’operatore V810
consultare il capitolo 7.2
Per la descrizione del pannello di comando per l’operatore V820
consultare il capitolo 7.3
Funzioni del pannello di comando 6F82FA del motore della macchina per cucire
Le funzioni del pannello di comando 6F82FA del motore della
macchina per cucire sono determinate dal programma e dalle
regolazioni di parametri. Con la corretta regolazione dei valori di
parametro il pannello di comando viene adattatato ed ottimizzato per le
esigenze della corrispondente classe e sottoclasse della macchina.
Al momento della fornitura dei motori i valori di parametro sono
preregolati nei pannelli di comando dalla ditta “Efka” (pre-riassettaggio
“Preset”). Per ogni classe e sottoclasse della macchina alcuni
parametri devono essere modificati rispetto al valore di
pre-riassettaggio. A codesto scopo consultare le istruzioni per il
montaggio. Al momento della fornitura della macchina da parte della
Dürkopp Adler A G tutti i parametri sono correttamente regolati.
Abilitazione all’accesso per l’impostazione d’ordini
L’impostazione d’ordini è suddivisa e distribuita in tre soglie d’accesso
per impedire un’involuta modifica delle funzioni preregolate.
L’accesso è permesso:
-Alfabbricante (produttore della macchina) nella “Soglia per la
fabbrica” e per tutte le soglie sottostanti tramite un numero
di codice d’accesso
-Altecnico nella prossima soglia più bassa e per tutte le soglie
sottostanti tramite un numero di codice d’accesso per la
“Soglia per il tecnico”
-All’operatore nella soglia più bassa e senza numero di codice
d’accesso. “Soglia per l’operatore“
31
Page 31
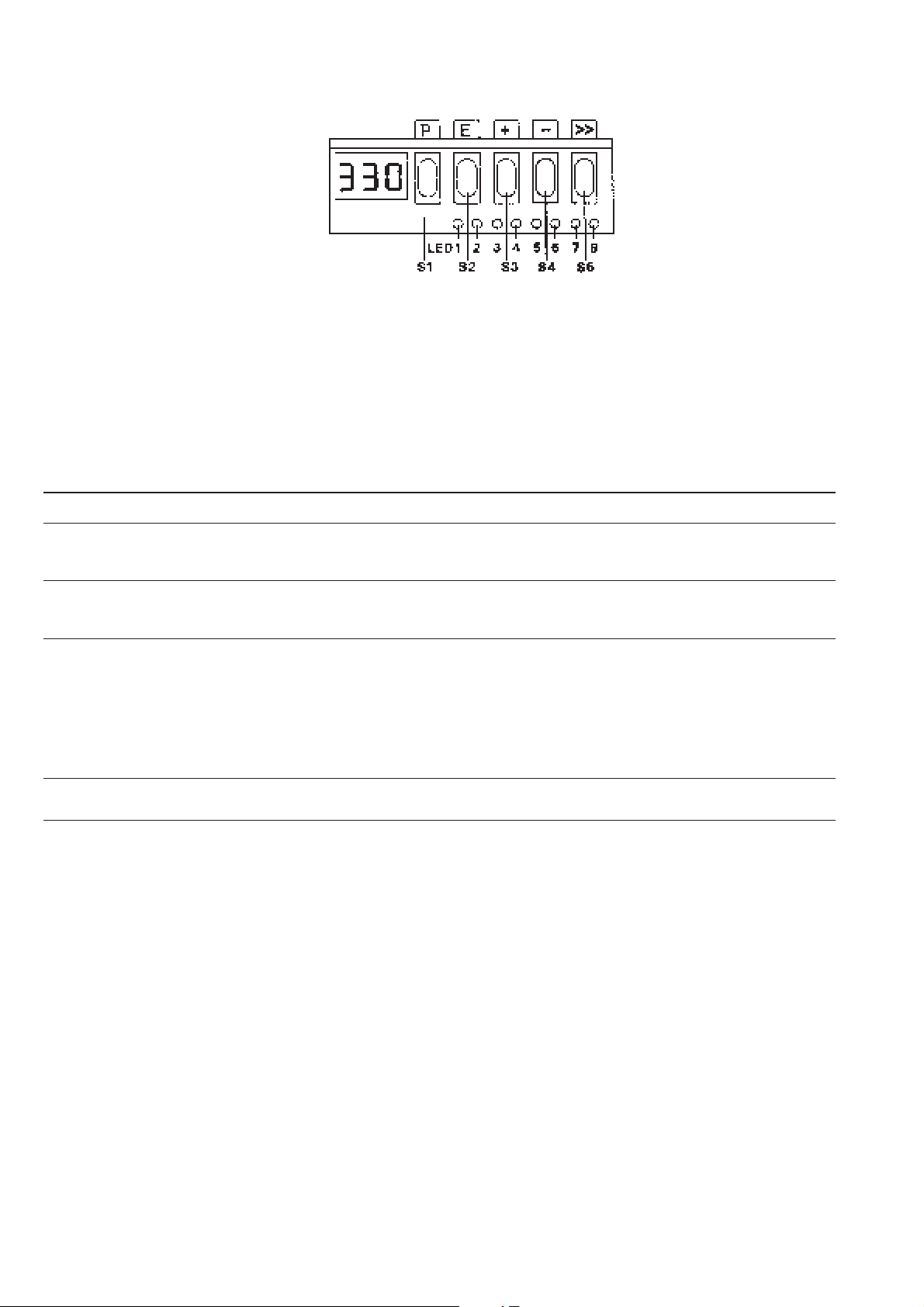
8.2 Utilizzazione del pannello di comando per il motore 6F82FAdel motore della macchina per cucire
8.2.1 Elementi di utilizzazione nel pannello di comando per il motore 6F82FAdel motore della macchina per cucire
8.2.2 Funzioni dei tasti nel pannello di comando per il motore 6F82FA del motore della macchina per
cucire
Premendo brevemente i tasti sul pannello di comando per il motore è
possibile l’inserimento oppure il disinserimento di funzioni. Sulla macchina
le funzioni vengono attivate e sono visibili solo se la macchina per cucire è
equipaggiata con i corrispondenti dispositivi (per es. sollevamento
magnetico oppure elettropneumatico del piedino di cucitura).
Tasto Funzione Avviso ottico
S1 Modo di programmazione inserito/disinserito
S2 Affrancatura iniziale doppia della cucitura inserita
Affrancatura iniziale della cucitura disinserita
Affrancatura iniziale semplice della cucitura inserita
S3 Affrancatura finale doppia della cucitura inserita
Affrancatura finale della cucitura disinserita
Affrancatura finale semplice della cucitura inserita
S4 Sollevamento automatico del piedino di cucitura
durante una fermata durante la cucitura inserito
Sollevamento automatico del piedino di cucitura
durante una fermata durante la cucitura disinserito
Sollevamento automatico del piedino di cucitura
dopo il ciclo del rasafilo inserito
Sollevamento automatico del piedino di cucitura
dopo il ciclo del rasafilo disinserito
S5 Posizione di base dell’ago = In basso
Posizione di base dell’ago = In alto
LED 2 acceso, LED 1 spento
entrambi i LED’s spenti
LED 1 acceso, LED 2 spento
LED 4 acceso, LED 3 spento
entrambi i LED’s spenti
LED 3 acceso, LED 4 spento
LED 5 acceso
LED 5 spento
LED 6 acceso
LED 6 spento
LED 7 acceso, LED 8 spento
LED 8 acceso, LED 7 spento
8.2.3 Modifica dei valori dei parametri nella “Soglia per l’operatore”
I parametri della “Soglia per l’operatore” sono elencati nella lista dei
parametri (consultare il capitolo 7.4)
–
Inserire l’interruttore principale
–
Premere il tasto “P”. Appare il primo parametro della “Soglia per
l’operatore” 000.
–
Premendo i tasti “+” oppure “-” può essere richiamato il prossimo
oppure il precedente parametro.
–
Premere il tasto “E”. Appare il valore del parametro scelto.
–
Tramite i tasti “+” oppure “ - ” il valore di parametro può essere
modificato.
–
Premere il tasto “E”. La modifica viene temporaneamente
memorizzata ed appare il prossimo parametro
oppuer premere due volte il tasto “P”, la modifica viene
temporaneamente memorizzata e la soglia di programmazione
viene abbandonata.
32
Page 32

ATTENZIONE IMPORTANTE!
I valori di parametro modificati vengono definitivamente
memorizzati solo se dopo l’abbandono della soglia di
programmazione viene eseguita una cucitura completa, vale a dire
premere il pedale in avanti e poi premerlo completamente indietro.
Se la macchina per cucire viene spenta immediatamente dopo
l’abbandono della soglia di programmazione le modifiche
apportate sono irrimediabilmente perse.
8.2.4 Riduzione della velocità massima
Per poter adattare rapidamente la velocità massima della macchina
alle esigenze attuali di lavorazione esiste la possibilità di ridurre la
velocità massima.
Durante il processo di cucitura sul “Display” appare in continuazione
l’attuale velocità massima della macchina. Il valore a tre cifre che
appare dev’essere moltiplicato per 10 per avere il valore reale della
velocità. Durante il processo di cucitura oppure durante un arresto
nella cucitura tramite i tasti “+”e“-” può essere modificato il valore
della velocità massima.
Il campo di regolazione è compreso tra i valori di parametro F-111
(valore massimo) e
F-121 (valore minimo).
8.2.5 Impostazione del numero di codice per la “Soglia per il tecnico”
(Consultare le “Istruzioni per il montaggio”.)
8.3 Lista dei parametri della “Soglia per l’operatore” del pannello di comando per il
motore 6F82FA
Consultare il capitolo 7.4
8.4 Avvisi di situazione e d’errore sui pannelli di comando per l’operatore V810 e V820
Consultare il capitolo 7.5
33
Page 33

9. Cucire
9.1 Sottoclasse 367-170010; -180010
Ciclo di cucitura Utilizzazione / Spiegazione
Prima dell’avvio della cucitura
Situazione di partenza
Posizionare il materiale da cucire
sull’inizio della cucitura
All’inizio della cucitura
L’affrancatura iniziale della cucitura
viene eseguita e proseguimento della
cucitura
Durante la cucitura
Interruzione del ciclo di cucitura
Prosecuzione del ciclo di cucitura
- Pedale in posizione di riposo.
La macchina per cucire è ferma.
L’ago è in alto. I piedini di cucitura sono in basso.
- Premere la leva a ginocchiera.
I piedini di cucitura si sollevano.
- Posizionare il materiale da cucire.
- Rilasciarelalevaaginocchiera.
I piedini di cucitura s’abbassano sul materiale da cucire.
- Premere lentamente il pedale verso l’avanti.
La macchina per cucire cuce in marcia avanti.
- Azionare la leva regolapunto verso il basso.
La macchina per cucire cuce in marcia indietro.
- R ilasciare la leva regolapunto.
La macchina per cucire cuce in marcia avanti.
- Rilasciare il pedale (posizione di riposo).
La macchina per cucire si ferma.
I piedini di cucitura sono in basso.
- Premere il pedale verso l’avanti.
La macchina per cucire continua a cucire
con la velocità determinata dalla posizione del pedale.
Cucitura di un’affrancatura intermedia
della cucitura
Alla fine della cucitura
Estrarre il materiale da cucire
- Azionare la leva regolapunto verso il basso.
La macchina per cucire cuce in marcia indietro.
- R ilasciare la leva regolapunto.
La macchina per cucire cuce nuovamente in marcia
avanti.
- R ilasciare il pedale (posizione di riposo)
La macchina per cucire si ferma.
- Girando manualmente il volantino portare la barra
ago nel suo punto morto superiore.
- Azionare la leva a ginocchiera.
I piedini di cucitura si sollevano.
- Estrarre il materiale e tagliare i fili.
34
Page 34

9.2 Sottoclasse 367-170115; -170315; -180115; -180315
Per la descrizione del ciclo di cucitura si parte dai seguenti
presupposti:
–
Sul pannello di comando per l’operatore sono impostate le
seguenti funzioni:
Affrancatura iniziale della cucitura: INSERITA
Affrancatura finale della cucitura: INSERITA
Posizione dei piedini di cucitura prima e dopo il taglio dei fili:
IN BASSO
Posizione dell’ago prima del taglio dei fili:
IN BASSO (Posizione 1)
–
Interruttore principale ins erito.
–
4
L’ultimo ciclo di c ucitura è stato terminato con un’affrancatura
finale della cucitura ed un ciclo del dispositivo rasafilo.
Sequenza d’utilizzazione e funzionale durante la cucitura:
1234*)5
Ciclo di cucitura Utilizzazione / Spiegazione
Prima dell’avvio della cucitura
Situazione di partenza
Posizionare il materiale da cucire
sull’inizio della cucitura
All’inizio della cucitura
L’affrancatura iniziale della cucitura
viene eseguita e proseguimento della
cucitura
Avvio della cucitura senza
affrancatura iniziale della cucitura
- Pedale in posizione di riposo.
La macchina per cucire è ferma.
L’ago è in alto. I piedini di cucitura sono in basso.
- Premere il pedale verso l’indietro.
I piedini di cucitura si sollevano.
- Posizionare il materiale da cucire.
- Rilasciare il pedale.
I piedini di cucitura s’abbassano sul materiale da cucire.
- Premere il pedale verso l’avanti e mantenerlo premuto.
L’affrancatura iniziale della cucitura viene eseguita.
Dopodichè la macchina per cucire continua a cucire con
la velocità determinata dalla posizione del pedale.
- Premere il tasto 3 (soppressione dell’affrancatura
della cucitura).
- Premere il pedale verso l’avanti.
- La macchina per cucire continua a cucire
con la velocità determinata dalla posizione del pedale.
*)
35
Page 35

1234*)5
4
Ciclo di cucitura Utilizzazione / Spiegazione
Durante la cucitura
*)
Interruzione del ciclo di cucitura
Prosecuzione del ciclo di cucitura
(dopo aver rilasciato il pedale)
Cucitura di un’affrancatura intermedia
della cucitura
Alla fine della cucitura
Estrarre il materiale da cucire
Non cucire l’affrancatura finale della
cucitura
- Rilasciare il pedale (posizione di riposo).
La macchina per cucire si ferma nella posizione 1
(ago in basso).
I piedini di cucitura sono in basso.
- Premere il pedale verso l’avanti.
La macchina per cucire continua a cucire con
la velocità determinata dalla posizione del pedale.
L’affrancatura iniziale della cucitura non viene eseguita.
- Premereiltasto1emantenere premuto il pedale.
La macchina per cucire cuce in marcia indietro per tutto
il tempo d’azionamento del tasto 1.
La velocità viene determinata dalla posizione del pedale.
- Premere il pedale completamente verso l’indietro
e mantenerlo premuto.
L’affrancatura finale della cucitura viene cucita.
I fili vengono tagliati.
La macchina per cucire si ferma nella posizione 2.
I piedini di cucitura sono sollevati.
- Premere il tasto 3 (soppressione dell’affrancatura
della cucitura).
Premere il pedale completamente verso l’indietro.
L’affrancatura finale della cucitura non viene cucita.
I fili vengono tagliati.
La macchina per cucire si ferma nella posizione 2.
Sottoclasse 367-170315; -180315
36
La posizione dei piedini di cucitura dipende dal
tasto 4 sul pannello di comando per l’operatore:
a) Inserito: - Piedini di cucitura sollevati.
b) Disinserito: - Piedini di cucitura abbassati.
- La 2. Lunghezza del punto (tasto 4*) e la 2. Tensione
supplementare per il filo dell’ago (tasto 5*) possono
essere attivate e disattivate in ogni momento.
Page 36

10. Manutenzione
10.1 Pulizia e controlli
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
La manutenzione della macchina per cucire deve avvenire solo quando
l’interruttore principale è stato previamente disinserito.
I lavori di manutenzione devono essere effettuati entro e non oltre gli
intervalli di manutenzione riportati nella tabella (consultare la colonna
“Ore di lavoro”).
Eseguendo la lavorazione di materiali da cucire che provocano un forte
pulviscolo di cucitura può essere necessario un raccorciamento degli
intervalli di manutenzione.
5
43 2 1
Lavori di manutenzione Spiegazione Ore di
da eseguire lavoro
Testa della macchina per cucire
8
- Eliminare il pulviscolo
di cucitura, i resti di filo
ed i ritagli.
(Per es.: Con la pistola ad
aria compressa)
Punti che devono essere puliti accuratamente:
- Superficie inferiore della placca ago 4
- Ranghi della griffa di trasporto
- Campo di lavoro intorno al crochet 2
- Capsula portaspolina 3
ATTENZIONE IMPORTANTE !
badare cha la pistola ad aria compressa non soffi
la sporcizia nella bacinella paraolio 1.
- Dispositivo rasafilo
Ripulire accuratamente il campo di lavoro
sotto il coltello tirafilo 5
(In caso contrario sono possibili dei disturbi
funzionali del dispositivo rasafilo)
- Campo di lavoro dell’ago
37
Page 37

7
6
4
8
2
6
10
1
2
3
Lavori di manutenzione Spiegazione Ore di
da eseguire lavoro
Motore della macchina per
cucire
Pulire il filtro di areazione 7 del
motore. ( Per es.: Con la pistola
ad aria compressa)
- Controllare lo stato d’usura e
la tensione della cinghia
trapezoidale.6
Sistema pneumatico
- Controllare il livello dell’acqua
nel recipiente di raccolta.
- Pulire la vaschetta del filtro.
Eliminare il pulviscolo di cucitura, i resti di filo ed i
ritagli dai canali di areazione.
La cinghia trapezoidale deve poter essere ancora
premuta nella sua mezzeria, con la semplice
pressione della dita, per ca. 10 mm.
Il livello dell’acqua non deve mai raggiungere la
vaschetta del filtro 1.
- Sotto pressione, dopo aver avvitato la vite
di scarico 3, scaricare l’acqua dal recipiente
di raccolta 2.
La vaschetta del filtro 1 ha il compito di separare
dall’aria compressa lo sporco e l’acqua
condensata.
- Staccare la macchina dalla rete d’alimentazione
dell’aria compressa.
- Svitare la vite di scarico 3.
Il sistema pneumatico della macchina
dev’essere assolutamente privo di residui
di pressione.
- Svitare il recipiente 2 di raccolta dell’acqua
condensata.
- Svitare la vaschetta del filtro 1.
Lavare la vaschetta del filtro ed il filtro
utilizzando benzina avio (non utilizzare die
solventi, essi distruggono la vaschetta !)
e ripulirli utilizzando una pistola ad aria
compressa.
- Riassemblare il gruppo riduttore per
l’aria compressa.
8
160
40
500
- Controllare la tenuta del circuito
pneumatico.
38
500
Page 38

10.2 Lubrificazione
1
Attenzione pericolo di ferimento !
L’olio lubrificante può provocare delle irritazioni cutanee.
Evitare un contatto prolungato dell’epidermide con l’olio lubrificante.
Dopo un contatto lavarsi accuratamente.
ATTENZIONE IMPORTANTE !
La manipolazione e lo smaltimento di oli minerali è sottoposta a
direttive legislative.
Smaltite l’olio usato sempre presso i posti d’accettazione autorizzati.
Proteggete l’ambiente.
Fate attenzione a non disperdere l’olio nell’ambiente.
Per la lubrificazione di codesta macchina per cucire speciale utilizzare sempre
ed esclusivamente dell’olio lubrificante del tipo DA-10 oppure un altro olio
lubrificante di alta qualità con le seguenti caratteristiche tecniche:
–
Viscosità a 40° C: 10 mm²/s
–
Punto d’infiammazione: 150° C
L’olio lubrificante DA-10 può essere acquistato presso i punti di
vendita autorizzati della DÜRKOPP ADLER AG sotto il seguente
numero di particolare:
Canistro da 250 ml: 9047 000011
Canistro da 1 litri: 9047 000012
Canistro da 2 litri: 9047 000013
Canistro da 5 litri: 9047 000014
23
Lavori di manutenzione Spiegazione Ore di
da eseguire lavoro
Lubrificazione della testa della
macchina per cucire
Lubrificazione del crochet
La testa della macchina per cucire è dotata di una
lubrificazione centrale a stoppini. Ad esclusione del
crochet tutti i punti di lubrificazione vengono lubrificati dal
recipiente di riserva dell’olio 1.
- Il livello dell’olio non deve scendere mai sotto la linea
di riferimento “MIN” .
- Effettuare il rifornimento dell’olio fino alla linea di
riferimento “MAX” attraverso le feritoie praticate nella spia.
- Ribaltare verso l’indietro la testa della macchina per cucire.
- Controllare il livello dell’olio tramite la spia 3.
- Rifornire con olio lubrificante il recipiente di riserva
dell’olio attraverso l’orificio 2.
- La quantità d’olio necessaria per una sicura lubrificazione
del crochet è già stata regolata di fabbrica.
40
8
39
Page 39

Riservato per le Vs. notizie:
40
 Loading...
Loading...