

Page 1

367
Máquina de coser especial
Instrucciones de instalación
Instruções de instalação
Istruzioni per il montaggio
Montagehandleiding
E
P
I
NL
Postfach 17 03 51, D-33703 Bielefeld • Potsdamer Straße 190, D-33719 Bielefeld
Telefon + 49 (0) 5 21/ 9 25-00 • Telefax + 49 (0) 5 21/ 9 25 24 35 • www.duerkopp-adler.com
Ausg./Edition: 12/04 Printed in Federal Republic of Germany Teile-/Part-No.: 0791 367742
Page 2

Page 3

Índice Página:
Parte 2: Instruções de instalação - classe 367
1. Volume do fornecimento ......................................... 5
2. Generalidades e dispositivos de segurança de transporte ................... 5
3. Montar bancada
3.1 Montar partes da bancada ......................................... 7
3.2 Completar tampo da mesa e fixar na bancada ............................. 7
3.3 Ajustar a altura de trabalho. ........................................ 9
4. Motor de accionamento
4.1 Accionamento, tipo e utilização ...................................... 9
4.2 Montar o motor de accionamento ..................................... 9
4.3 Componentes do pacote de accionamento ............................... 10
5. Montar a cabeça da máquina de costura
5.1 Instalar a cabeça da máquina ....................................... 12
5.2 Colocar as correias trapezoidais e esticá-las .............................. 12
5.3 Montar o pedal ................................................ 14
5.4 Fixaraalavancadejoelho......................................... 14
5.5 Instalar o painel de comando ....................................... 16
5.6 Montaralâmpadadecostura....................................... 16
6. Ligação eléctrica
6.1 Generalidades ................................................ 18
6.2 Controlaratensãodarede......................................... 18
6.3 Ligar o motor de accionamento ...................................... 18
6.3.1 Ligaromotordeacoplamento....................................... 18
6.3.2 Ligar o motor posicionador de acoplam.................................. 18
6.3.3 Ligar o motor posicionador de corr. contínua .............................. 19
6.4 Efectuar compensação de potencial ................................... 19
6.5 Ligar o motor accionam. à rede ...................................... 20
6.6 Tomadas de ligação dos comandos do motor .............................. 20
6.7 Montar o sincronizador (367-170115; -170315; -180115; -180315)................. 21
6.8 Ligar a cab. de máquina de costura (367-170115; -170315; -180115; -180315) ......... 21
6.9 Sentido de rotação do motor de accionamento............................. 22
6.9.1 Controlarosentidorotaçãodomotordeacoplamento........................ 22
6.9.2 Alterarosentidorotaçãodomotordeacoplamento.......................... 22
6.9.3 Controlar o sentido rotação do motor posicionador de acoplamento ................ 23
6.9.4 Alterar o sentido rotação do motor posicionador de acoplamento ................. 23
6.9.5 Controlar o sentido rotação do motor posicionador de corr. c ontínua ............... 23
6.9.6 Alterar o sentido rotação do motor posicionador de corr. contínua ................. 23
Page 4

Índice Página:
6.10 Posicionamento (367-170115; -170315; -180115; -180315) ..................... 24
6.10.1 Definiçãodasposições........................................... 24
6.10.2 Definir as posições do motor posicionador de corr. contínua DC1600/DA82GA ......... 24
6.10.3 Definir as posições do motor posicionador de acoplamento VD552KV/6F82FA ......... 27
6.10.4 Controlar o posicionamento ........................................ 28
6.11 Ajustar os parâmetros específicos da máquina ............................ 28
6.12 ‘Masterreset’................................................. 34
6.13 Ligar o transformador da luz de costura (equipam. adicional) ................... 35
7. Ligação pneumática ............................................ 36
8. Lubrificação a óleo ............................................ 38
9. Teste de costura .............................................. 39
Page 5

Para as suas notas
3
Page 6
6
9
1
2
3
7
8
10
4
12
5
13
14
15
4
Page 7
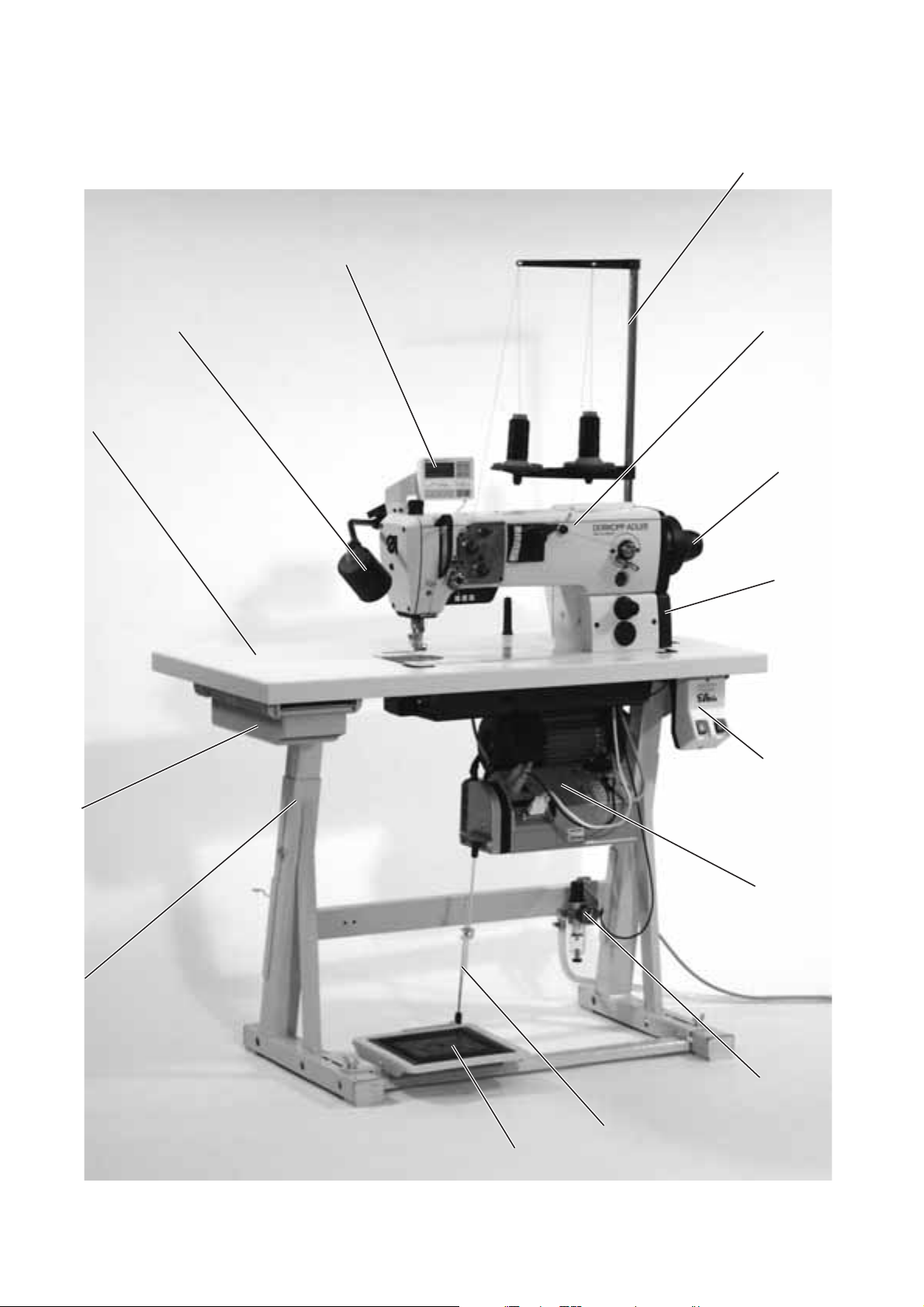
1. Volume do fornecimento
O volume do fornecimento é dependente do seu pedido de
encomenda.
Antes de proceder à instalação de máquina, verificar se foram
fornecidas todas as peças necessárias.
Equipamento (conforme a subclasse):
1 Lâmpada de costura
2 Cabeça da máquina
3 Tampo da mesa
4 Gaveta
5 Bancada
6 Porta-carretes
7 Sincronizador
8 Protecção da correia
9 Painel de comando
10 Interruptor geral
11 Alavanca de joelho
12 Motor de accionamento
13 Grupo redutor e oleador do ar comprimido
14 Tirante do pedal
15 Pedal
16 Polia e correia transmissão trapezoidal
17 Pequenas peças no pacote de acessórios
2. Generalidades e dispositivos de segurança de transporte
ATENÇÃO !
A máquina de costura especial só deve ser montada por pessoal
técnico treinado.
Se tiver comprado uma máquina de costura especial já montada, deve
remover os seguintes dispositivos de segurança de transporte:
–
Cintas de segurança e tábuas de fixação da cabeça da máquina,
da mesa e da bancada.
–
Cepos e cintas de segurança do motor de accionamento.
5
Page 8
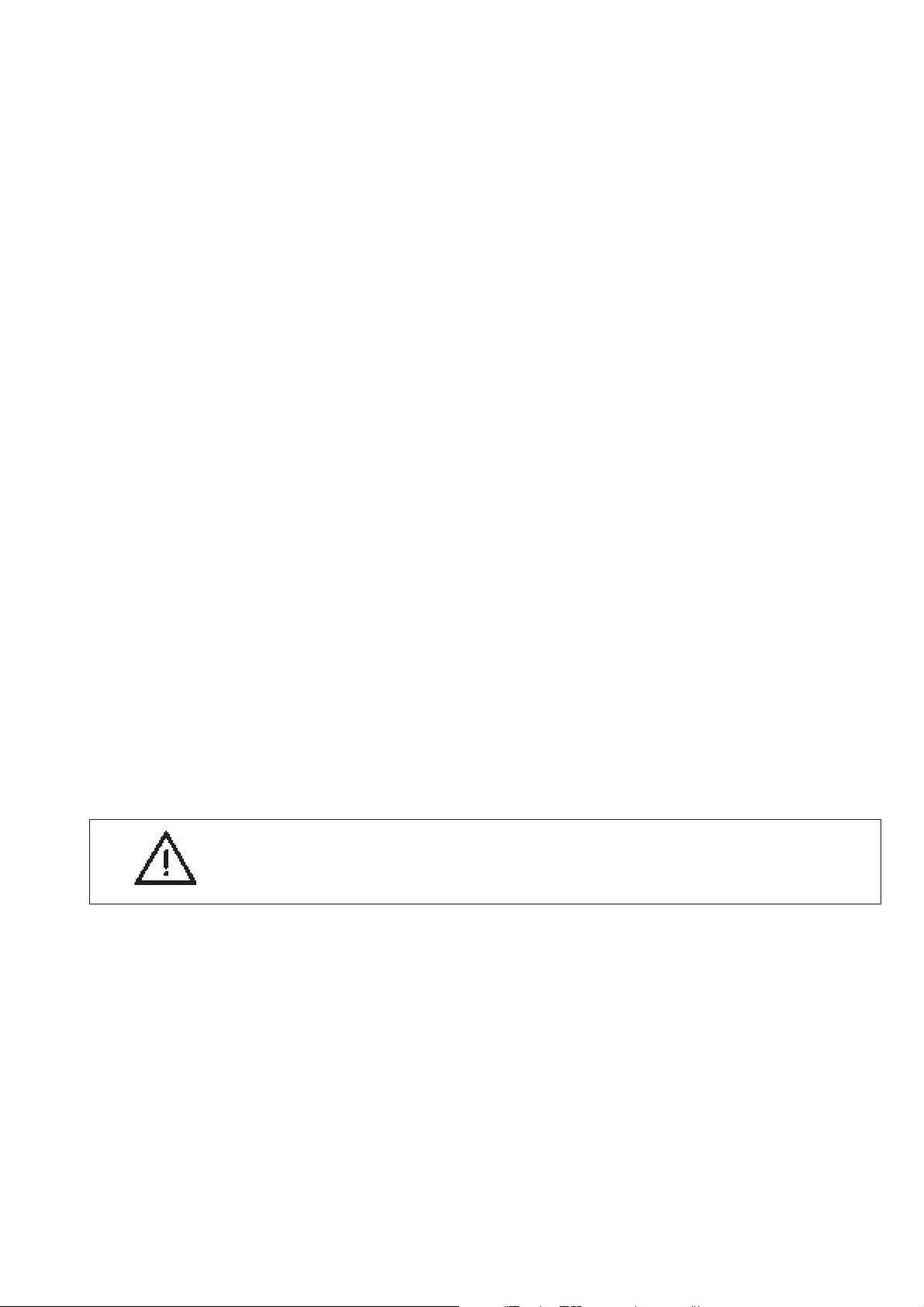
Atender à granulação do tampo da mesa!
3
7
1
8
9
10
12
4
5
11
6
6
Page 9

3. Montar a bancada
3.1 Montar as peças da bancada
–
Montar cada uma das peças da bancada conforme indicado na
figura.
3.2 Completar o tampo da mesa
–
Meter o apoio 1 da cabeça da máquina no furo do tampo da mesa.
–
Meter as partes inferiores da charneira 3 da cabeça da máquina no
entalhedotampodamesa4eaparafusar.
–
Colocar os cantos de borracha 8.
–
Aparafusar a gaveta 5 com os respectivos suportes à esquerda,
por baixo do tampo da mesa.
–
Aparafusar o interruptor geral 12 à direita, por baixo do tampo da
mesa.
–
Aparafusar a calha para os cabos 10 atrás do interruptor geral 12,
por baixo do tampo da mesa.
–
Aparafusar o suporte 9 para o sujeitador do cabo de ligação atrás
da calha dos cabos 10, por baixo do tampo da mesa.
–
Aparafusar o transformador da luz de c ostura 11 (equipamento
adicional) por baixo do tampo de mesa.
–
Fixar o tampo da mesa 4 à bancada com parafusos para madeira
(B8 x 35). (Posição, ver desenho)
–
Introduzir o porta-carretes 7 no furo do tampo da mesa e fixar com
as porcas e anilhas.
Montar e alinhar o porta-rolos e o desenrolador da linha.
O porta-rolos e o braço desenrolador têm de estar sobrepostos
verticalmente um sobre o outro.
–
Aparafusar o suporte da almotolia do óleo 6 na barra esquerda da
bancada.
7
Page 10
1
6
5
2
3
4
4
4
8
Page 11

3.3 Ajustar a altura de trabalho
–
A altura de trabalho é regulável entre 750 e 900 mm
(medido até ao bordo superior do tampo da mesa).
–
Desapertar os parafusos 4 em ambas as travessas da bancada.
–
Ajustar o tampo da mesa horizontalmente na altura de trabalho
desejada.
Para evitar um emperro, puxar ou empurrar uniformemente o
tampo da mesa em ambos os lados.
–
Apertar os dois parafusos 4.
4. Motor de accionamento de costura
4. 1 Accionamento, tipo e utilização
Estão à disposição os seguintes motores de costura:
Tipo de accionamento Motor de acoplamento Motor posicionador Motor posicionador
de acoplamento de corrente contínua
Tipo 1147-F.752.3 *
1148.552.3
Utilização 367-170010
367-180010
* Este motor de acoplamento tem um travão electromagnético que
trava o rotor, marchando por inércia, curto tempo após a desligação do
motor. Desse modo é evitado um arranque da máquina involuntário,
caso se carregue no pedal pouco depois de desligar a máquina.
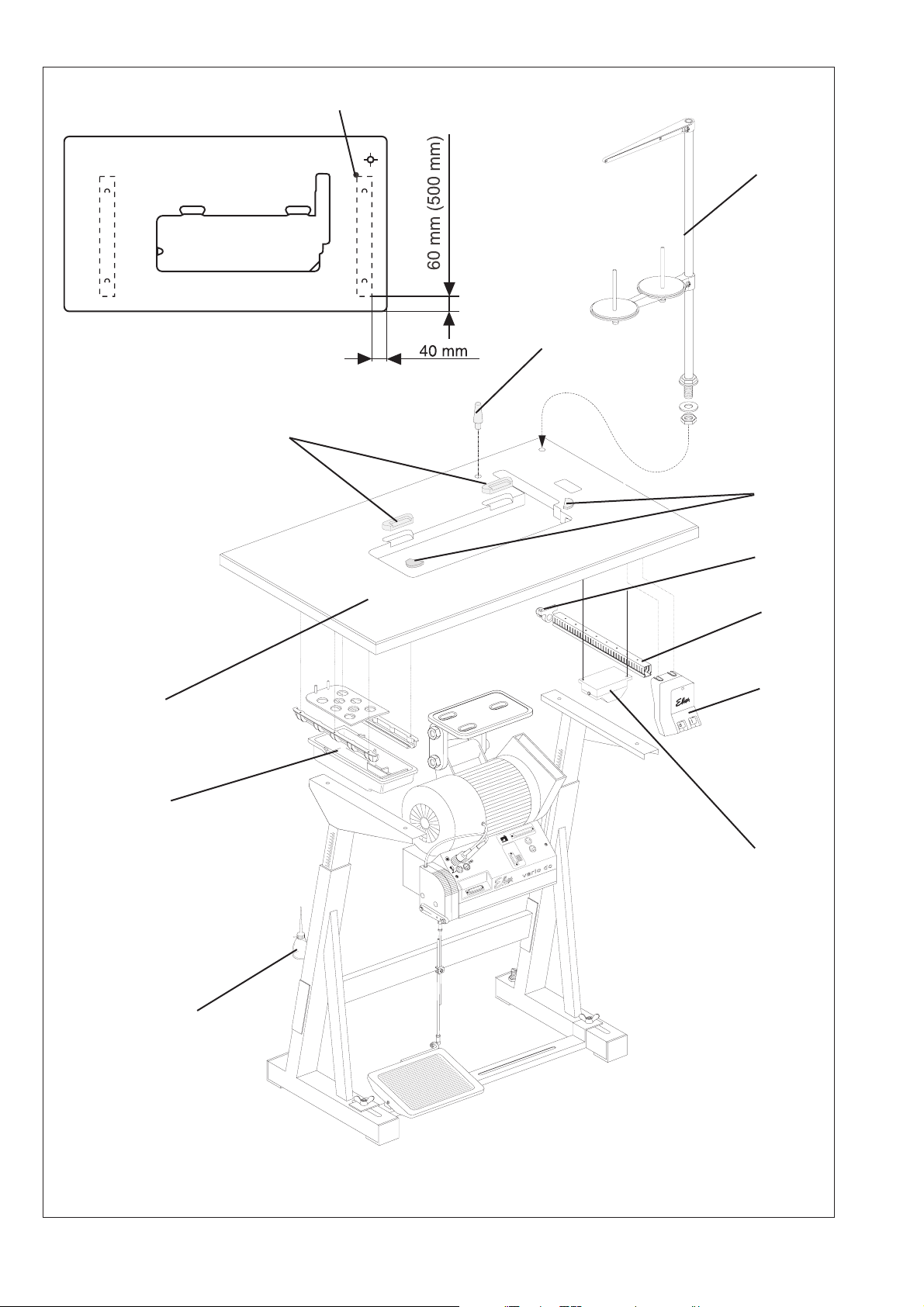
4.2 Montar o motor de accionamento
–
Fixar o motor de accionamento 5 com a sua base 6 na parte
inferior do tampo da mesa.
Para esse efeito apertar os 3 parafusos sextavados 3 (M8x35) com
as anilhas 2 nas respectivas porcas de aperto 1 do tampo da
mesa.
VD552KV/6F82FA DC1600/DA82GA
367-170010
367-180010
367-170010; -180010
367-170115; -180115
367-170315; -180315
9
Page 12
4.3 Componentes do pacote de accionamento
O fornecimento do motor desejado é efectuado como “pacote de
accionamento”, que, além do motor de accionamento, também
contém a polia da correia transmissão, correia trapezoidal, cabo de
ligação, tirante do pedal, material de fixação e esquemas.
Pacote de accionamento 9889 036701 1 9889 036701 2 9889 036701 3
Tipo de motor 1147-F.752.3 1147-F.752.3 1148.552.3
Tensão proporcional 3 x 400V 50Hz 3 x 230V 50 Hz 3 x 230V 60Hz
Esquema de ligações 9800 169002 B 9800 169002 B 9800 169002 B
Polia da correia 100 mm 100 mm 85 mm
Correia trapezoidal 10 x 1165 10 x 1165 10 x 1140
Cabo k; com ficha e
interruptor geral
Tirante do pedal MG43 000410 MG43 000410 MG43 000410
Material de fixação 0907 030484 0907 030484 0907 030484
Subclasse 367-170010; -180010 367-170010; -180010 367-170010; -180010
Pacote de accionamento 9889 036703 8 9889 036704 8
9870 001003 9870 001003 9870 001004
Tipo de motor DC1600/DA82GA DC1600/DA82GA
Painel de comando V810 V820
Tensão proporcional 1 x 230V 50/60Hz 1 x 230V 50/60 Hz
Esquema de ligações 9800 139001 B 9800 139001 B
Folha de dados 9800 130014 DAT 9800 130014 DAT
Polia da correia 63 mm 63 mm
Correia trapezoidal 10 x 1100 10 x 1100
Tirante do pedal MG43 000401 MG43 000401
Material de fixação 9880 001003 9880 001003
Subclasse 367-170010; -180010
367-170115; -180115
367-170315; -180315
Pacote de accionamento 9889 036705 1 9889 036705 2 9889 036705 3
Tipo de motor VD552KV/6F82FA VD552KV/6F82FA VD552KV/6F82FA
Painel de comando (a pedido)(V810) (V810) (V810)
Tensão proporcional 3 x 400V 50Hz 3 x 230V 50 Hz 3 x 230V 60Hz
Esquema de ligações 9800 129002 B 9800 129002 B 9800 129002 B
Folha de dados 9800 120009 DAT 9800 120009 DAT 9800 120009 DAT
Polia da correia 100 mm 100 mm 80 mm
Correia trapezoidal 10 x 1165 10 x 1165 10 x 1165
Cabo k; com ficha e
interruptor protecção do motor
Tirante do pedal MG43 000401 MG43 000401 MG43 000401
Material de fixação 9880 001004 9880 001004 9880 001004
Subclasse 367-170010; -180010 367-170010; -180010 367-170010; -180010
9870 001009 9870 001010 9870 001010
367-170010; -180010
367-170115; -180115
367-170315; -180315
10
Page 13

Para as suas notas
11
Page 14

5. Montar a cabeça da máquina de costura
5.1 Instalar a cabeça da máquina
–
Instalar a cabeça da máquina 1 no recorte do tampo da mesa.
5.2 Colocar as correias trapezoidais e esticá-las
Desmontar os dispositivos de protecção
–
Remover a roda manual 9.
–
Remover a protecção da correia 2 na cabeça da máquina.
–
Removeratampadaprotecçãodacorreia3nomotorde
accionamento.
Colocar a correia trapezoidal e montar os dispositivos de
protecção
–
Fixar a polia da correia 6 (no pacote de acessórios) no eixo do
motor de accionamento.
–
Colocar a correia trapezoidal 7 na polia da cabeça da máquina.
–
Introduzir a correia trapezoidal 7 através do recorte do tampo da
mesa, puxando para baixo.
–
Pôr a cabeça da máquina para trás.
–
Colocar a correia trapezoidal 7 sobre a polia 6 no motor de
accionamento.
–
Inclinar a cabeça da máquina para trás.
–
Montar a protecção da correia 2 na cabeça da máquina.
–
Montar a roda manual 9.
Esticar a correia trapezoidal
–
Desapertar os parafusos 8 na base do motor de accionamento.
–
Esticar a correia inclinando o motor.
Com aperto da correia 7 correcto, esta tem que fazer uma flexão
para dentro no centro carregando com o dedo (sem grande
esforço) de cerca de 10 mm.
–
Aperttar os parafusos 8.
Montar a protecção da correia no motor de accionamento
–
Ajustar a segurança operacional da correia de transmissão 5
(regulável conforme o tipo de motor de accionamento
por came ou esquadro) da protecção da correia 4 como se segue:
com a cabeça da máquina posicionada, a correia trapezoidal 7 tem
que ficar assente sobre a polia.
Ver também as instruções de serviço do construtor do motor.
–
Desaparafusaratampadaprotecçãodacorreia.
12
Page 15

1
92
3
7
76 5 4
8
13
Page 16

5.3 Montar o pedal
–
–
–
–
–
–
–
5.4 Fixar a alavanca de joelho
Com a alavanca de joelho 6 eleva-se o calcador mecanicamente.
–
–
–
–
–
Fixar o pedal 2 na travessa da bancada 1.
Por motivos ergonómicos, alinhar o pedal 2 como se segue:
O centro do pedal tem de estar um pouco por baixo da agulha.
A travessa da bancada 1 está disposta com furos oblongos para
alinhamento do pedal.
Aparafusar o perno de cabeça esférica, do furo central no furo da
frente da alavanca 5.
Engatar o tirante do pedal 3.
Desapertar ligeiramente o parafuso 4.
Ajustar a altura do tirante do pedal 3 como se segue:
O pedal 2 sem carga deve ter uma inclinação de cerca de 10°.
Apertar o parafuso 4.
Engatar a alavanca de joelho 6.
Desapertar os parafusos na articulação 7.
Ajustar a alavanca de joelho de modo que a mesma possa
manobrada optimalmente com o joelho direito.
Apertar novamente os parafusos na articulação 7.
Desapertar o parafuso 8.
Ajustar a almofada do joelho.
Apertar novamente o parafuso 8.
ATENÇÃO !
Antes de posicionar a cabeça da máquina, desengatar primeiro a
alavanca de joelho 6.
14
Page 17

543 2 1
6
2
76 8
15
Page 18

5.5 Instalar o painel de comando
Para a fixação do painel de comando, o braço da máquina dispõe
de dois furos roscados.
–
Desapertar a tampa do braço 1.
–
Fixar o painel de comando externo com o esquadro de fixação 3 e
dois parafusos no braço.
–
Remover a tampa das válvulas 7.
–
Instalar o cabo de ligação 4 do painel de comando:
instalar o cabo de ligação no braço e passar para baixo através da
abertura do tampo da mesa
ou
através do braço e conduzir a placa de fundamento para baixo e
fixar suficientemente.
–
Meter a ficha do cabo de ligação na tomada B776 do comando do
motor.
–
Montar novamente a tampa do braço 1.
–
Montar a tampa das válvulas 7.
5.6 Montar a lâmpada de costura (equipam. adicional)
ATENÇÃO !
Com o interruptor principal desligado, a tensão de alimentação da
lâmpada de costura não está desligada.
Antes da ligação, tirar a ficha da tomada.
A lâmpada de costura pode ser montada na tampa do braço da
máquina ou, nas máquinas com painel de comando, no esquadro de
fixação do painel de comando.
Se a peça de fixação 2 for fixada na tampa do braço da máquina, tem
que se abrir ainda uma rosca M8 no respectivo furo.
ATENÇÃO !
Abrir rosca no furo somente com a tampa do braço da máquina
desmontado.
–
Colar a etiqueta adesiva com as instruções de segurança no lado
da frente do interruptor geral 5.
–
Remover a tampa do braço 1.
–
Fixar a peça de retenção 2 com parafuso e anilha de segurança na
tampa do braço 1 da máquina ou no esquadro do painel de
comando 3.
–
Colocar a lâmpada de costura.
–
Instalar o cabo de alimentação na abertura do braço 8 da máquina.
–
Meter o cabo de ligação através do furo do tampo da mesa ou do
braço e da placa de fundamento puxando para baixo.
–
Fixar o transformador 6 da luz de costura com parafusos (para
placas de aglomerado) por baixo do tampo da mesa.
–
Fixar o cabo de ligação com a abraçadeira, por baixo do tampo de
mesa.
–
Fazer a ligação da ficha para alimentação do transformador da luz
de costura.
–
Montar a tampa do braço 1.
16
Page 19

78 4 3 2
3
21
5
6
17
Page 20

6. Ligação eléctrica
6.1 Generalidades
Atenção!
Todos os trabalhos no equipamento eléctrico da máquina especial só
devem ser executados por pessoal electrotécnico especializado ou
respectivo pessoal devidamente instruído.
Ao executar trabalhos no equipamento eléctrico tem que a ficha estar
retirada da tomada!
6.2 Controlar a tensão da rede
Atenção!
A tensão proporcional indicada na placa de características do motor e
a tensão da rede têm que ser idênticas.
6.3 Ligar o motor de accionamento
6.3.1 Ligar o motor de acoplamento
–
Instalar o cabo de ligação, através da respectiva calha, do
interruptor geral até ao motor de accionamento e fazer a ligação.
Ver esquema de ligações 9800 169002 B (no pacote de conexões)
ou placa de conexões no motor de acoplamento.
–
Instalar o cabo de ligação à rede, através da respectiva calha, do
interruptor geral para trás e fixar com a abraçadeira.
6.3.2 Ligar o motor posicionador de acoplamento
–
Instalar o cabo de ligação, através da respectiva calha, do
interruptor de protecção do motor até ao motor de accionamento e
fazer a ligação no motor.
Ver esquema de ligações 9800 129002 B (no pacote de conexões)
ou placa de conexões no motor posicionador de acoplamento.
–
Instalar o cabo de ligação à rede, através da respectiva calha, do
interruptor protecção do motor para trás e fixar com a abraçadeira.
–
Introduzir o cabo do emissor de valor teórico na tomada b80 do
comando do motor de accionamento. Ver desenho na página 20.
18
Page 21

6.3.3 Ligar o motor posicionador de corr. contínua
–
Instalar o cabo de ligação, através da respectiva calha, do
interruptor geral até ao motor de accionamento e fazer a ligação
no motor de accionamento. Ver esquema de ligações 9800 139001
B (no pacote de conexões).
–
Instalar o cabo de ligação à rede, através da respectiva calha, do
interruptor geral para trás e fixar com a abraçadeira.
–
Introduzir o cabo do emissor de valor teórico na tomada b80 do
comando do motor de accionamento. Ver desenho na página 20.
6.4 Efectuar compensação de potencial
2
1
O cabo de ligação à terra 1 encontra-se no pacote de acessórios da
máquina.
O cabo de ligação à terra 1 descarrega as cargas estáticas da cabeça
de máquina através da base do motor para a massa.
–
Encaixar o cabo de ligação à terra 1 no terminal plano 2 (já
aparafusado na cabeça da máquina) e instalar, através da calha,
até à base do motor.
–
Aparafusar o cabo de ligação à terra 1 no ponto previsto da base
do motor.
–
Fixar o cabo de ligação à terra 1 adicionalmente com as
abraçadeiras por baixo do tampo da mesa.
Atenção!
Prestar atenção que o cabo de ligação à terra 1 não toque na correia
trapezoidal de transmissão.
19
Page 22

6.5 Ligar o motor accionam. à rede
Atenção!
A ligação da máquina à rede tem que ser feita sempre através duma
ficha!
Os motores de acoplamento e os motores posicionadores de
acoplamento são ligados à corrente trifásica 3 x 380 - 415V 50/60Hz
ou 3 x 220 - 240V 50/60Hz. (Ver tabelas no capítulo 4.3)
A ligação é feita segundo os esquemas de ligações 9800 169002 B ou
9800 129002 B.
O motor posicionador, corr. contínua é accionado por corrente
alterna monofásica de 190 - 240V 50/60Hz. A ligação é feita segundo o
esquema de ligações 9800 139001 B
No caso duma ligação à rede de corrente trifásica de 3x380V, 3x400V
ou 3x415V, o motor de accionamento é ligado a uma fase e ao fio
neutro.
No caso duma ligação à rede de corrente trifásica de 3x200V, 3x220V,
3x230V ou 3x240V, o motor de accionamento é ligado a duas fases.
Se forem ligados vários motores posicionadores, de corr. contínua, a
uma rede de corrente trifásica, as ligações devem ser distribuídas
uniformemente por todas as fases para evitar a sobrecarga duma fase.
6.6 Tomadas de ligação dos comandos do motor
Comando 6F82FA
Comando DA82GA
20
Page 23

6.7 Montar o sincronizador (só a Cl. 367-170115; -170315; -180115; -180315)
21
–
Posicionar o sincronizador 2 sobre a flange da roda manual de
modo que a respectiva ranhura encaixe no perno de sujeição 1 na
protecção da correia.
–
Fixar o sincronizador com os dois parafusos.
6.8 Ligar a cab. de máquina de costura (só a Cl. 367-170115; -170315; -180115; -180315)
–
O cabo 9870 367001 está instalado sobre o distribuidor
9850 367001 na cabeça da máquina e está enfiado para baixo.
–
Meter a ficha do cabo, de 37 pólos, na tomada A do motor de
accionamento e aparafusar.
21
Page 24

6.9 Sentido de rotação do motor de accionamento
Atenção!
Antes de pôr a máquina de costura especial em serviço, controlar
imprescindivelmente o sentido de rotação do motor!
Se a máquina de costura especial trabalhar em sentido rotativo errado
pode causar danificações.
6.9.1 Controlar o sentido rotação dos motores de acoplamento 1147-F.752.3 ou 1148.552.3
O sentido de rotação do motor de acoplamento (motor de corrente
trifásica) é dependente da ligação à rede de corrente trifásica). Antes
de pôr a máquina em serviço, controlar o sentido de rotação do motor;
para esse efeito, proceder da seguinte maneira:
–
Ligar o motor de acoplamento, efectuar a compensação de
potencial e ligar o motor à rede.
(Ver capítulos 6.3.1, 6.4 e 6.5)
–
Ligar o interruptor geral.
–
Carregar no pedal (ou na alavanca de acoplamento do motor), até
o polia da correia de transmissão girar.
–
A polia da correia de transmissão tem que girar no sentido
contrário aos dos ponteiros do relógio (direcção visual sobre a
polia da correia).
6.9.2 Alterar o sentido de rotação dos motores de acoplamento 1147-F.752.3 ou 1148.552.3
Se o motor girar no sentido de rotação errado, trocar as 2 fases nos
bornes de ligação à rede do motor. Para o efeito, proceder da seguinte
maneira.
–
Desligar o interruptor geral e retirar a ficha da tomada da rede!
–
Na ligação do motor à rede trocar 2 dos 3 fios de fases.
–
Meter a ficha na tomada e ligar o interruptor geral.
–
Verificar o sentido de rotação (ver capítulo 6.9.1).
22
Page 25

6.9.3 Controlar o sentido rotação do motor posicionador de acoplamento VD552KV/6F82FA
O sentido de rotação do motor posicionador de acoplamento (motor de
corrente trifásica) é dependente da ligação à rede de corrente
trifásica. Depois de ligar à rede trifásica tem que se controlar primeiro
o sentido de rotação do motor. Para esse efeito proceder p. ex. como
se segue:
–
O sincronizador tem de estar montado. Ver capítulo 6.7.
–
A ficha do sincronizador tem de estar encaixada. Ver figuras na
página 20.
–
Não encaixar a ficha de 37 pólos da máquina de costura.
–
Ligar o interruptor geral (interruptor de protecção do motor).
–
Dado que a ficha de 37 pólos não está encaixada, não é detectada
nenhuma resistência ‘Autoselect’ válida, sendo limitada a rotação
máxima.
–
Carregar ligeiramente no pedal para a frente; o motor gira;
controlar o sentido de rotação.
6.9.4 Alterar o sentido rotação do motor posicionador de acoplamento VD552KV/6F82FA.
Se o motor girar no sentido de rotação errado, trocar as 2 fases nos
bornes de ligação à rede do motor. Para o efeito, proceder da seguinte
maneira.
–
Desligar o interruptor geral e retirar a ficha da tomada da rede!
–
Na ligação do motor à rede trocar 2 dos 3 fios de fases.
–
Meter a ficha na tomada e ligar o interruptor geral.
–
Verificar o sentido de rotação (ver capítulo 6.6.3).
6.9.5 Controlar o sentido rotação do motor posicionador de corr. contínua DC1600/DA82GA.
O sentido de rotação do motor posicionador de corrente contínua vai
ajustado de fábrica pelo valor ‘preset’ (= 1) do parâmetro F-161 em
rotação para a esquerda. Todavia, ao pôr em funcionamento, deve-se
controlar primeiro o sentido de rotação. Para o efeito proceder por
exemplo da seguinte maneira:
–
O sincronizador tem que estar montado. Ver capítulo 6.7
–
As fichas do emissor do valor teórico, transmissor de comutação,
sincronizador e painel de comando têm de estar encaixadas. Ver
figuras na página 20.
–
Não encaixar a ficha de 37 pólos da cabeça da máquina de
costura.
–
Ligar o interruptor geral.
O painel de comando visualiza “Info A5" , isso significa que não é
detectada nenhuma resistência ‘Autoselect’ válida, sendo limitada
por isso a rotação máxima.
–
Carregar ligeiramente no pedal para a frente; o motor gira;
controlar o sentido de rotação.
–
Encaixar novamente a ficha de 37 pólos da cabeça da máquina de
costura.
6.9.6 Alterar o sentido rotação do motor posicionador de corrente contínua DC1600/DA82GA.
Se o motor girar no sentido errado, tem que o parâmetro F-161 em
“Technikerebene” (ao nível de técnicos) ser ajustado no valor 1.
Com o painel de comando V810, ver capítulo 6.11.4
Com o painel de comando V820, ver capítulo 6.11.5
ATENÇÃO !
Depois de mudar o sentido de rotação tem que se reajustar as
posições. Ver o capítulo 6.0
23
Page 26

6.10 Posicionamento (367-170115; -170315; -180115; -180315)
6.10.1 Definição das posições
Posição de referência
A posição de referência é a posição de saída para todas as outras
posições. É definida quando a posição da agulha, na qual a respectiva
ponta assenta à altura do lado superior da placa da agulha, ao baixar
a agulha no sentido de rotação normal. Após uma desmontagem do
sincronizador, só é necessário reajustar a posição de referência,
desde que o comando esteja ajustado correctamente, todas as outras
posições estão então automaticamente correctas.
Posição 1
Na 1ª. posição, a barra da agulha, no sentido de rotação normal,
está cerca de 5 mm antes do ponto morto inferior.
ATENÇÃO !
Os calcadores na posição elevada não podem tocar na barra da agulha.
Posição 1A
Esta posição só é necessária para funções internas do comando
DA82GA.
Posição 2
Na 2ª. posição, a alavanca tensora da linha está um pouco depois do
ponto morto superior. (A linha tem que estar cortada).
Posição 2A
Esta posição só é necessária para funções internas do comando
DA82GA.
Posição 3
Na classe 367 esta posição não é necessária.
Posição 3A
Na classe 367 esta posição não é necessária.
6.10.2 Definir as posições do motor posicionador de corrente contínua DC1600/DA82GA
6.10.2.1 Generalidades
O sincronizador digital fornece 512 impulsos (incrementais) ao
comandoe1impulsoadicional por cada rotação. Destes impulsos e
dos valores dos parâmetros F-170 e F-171 são definidas todas as
posições da agulha.
No sincronizador não são necessárias ajustagens mecânicas.
Atenção!
Depois dos seguintes trabalhos têm que ser reajustadas todas as
posições .
1. Pôr o motor de accionamento a funcionat pela primeira vez.
2. Substituição do motor de accionamento, do comando do motor ou
da placa de comando do motor.
3. Substituição do EPROMs no comando do motor de accionamento.
24
Depois dos seguintes trabalhos só tem que ser reajustada a posição
de referência.
1. Desmontar e montar ou substituir o sincronizador.
Page 27

6.10.2.2 Ajustar as posições com o painel de comando V810
Introdução do número de código para o nível de técnicos
–
Desligar o interruptor geral.
–
Todas as fichas têm de estar encaixadas no comando do motor.
–
Pressionar a tecla “P” e mantê-la pressionada.
–
Ligar o interruptor geral. No display aparece “C-0000”
–
Largar a tecla “P”
–
Introduzir o n°. de código 1907. Com as teclas “+”e“-” é alterado o
valor do algarismo cintilante. Com a tecla “>>” é ligado o algarismo
seguinte.
–
Pressionar a tecla “E”. O primeiro parâmetro no nível de técnicos
F-100 é visualizado.
Definir a posição de referência
–
Depois de introduzir o número de código, pressionar a tecla “E”.
O primeiro parâmetro no nível de técnicos F-100 é visualizado.
–
Comasteclas“+”, “-”e“>>” ajustar o parâmetro F-170.
–
Pressionar a tecla “E”. Visualização no display = “Sr1”
–
Pressionar a tecla “>>”. Visualização no display = “PoS0 ( )”
–
Girar a roda manual no sentido de rotação normal até desaparecer
o sinal “()” no display, depois continuar a girar até ser alcançada a
posição de referência (ponta da agulha baixando até à altura do
lado superior da placa da agulha).
–
Pressionar a tecla “E”. A posição de referência é memorizada.
Visualização no display
“F- 171”
–
Se a posição de referência não for memorizada, aparece um aviso
de erro no display = “inF E3”. Continuar a girar a roda manual,
pressionar a tecla “E” e repetir o modo de procedimento acima
indicado.
Definirasposições1e2
–
A posição de referência está definida. (Ver mais atrás)
–
Introduzir o parâmetro F-171.
–
Pressionar a tecla “E”. Visualização no display = “Sr2
–
Pressionar a tecla “>>”. Visualização no display = “1 xxx”=valor
do parâmetro da pos. 1
–
Sendo necessário, corrigir o valor do parâmetro *. Quer com as
teclas “+”e“-” ou girando a roda manual.
–
Pressionar a tecla “E”. Visualização no display = “2 xxx”=valor
do parâmetro da pos. 2
–
Sendo necessário, corrigir o valor do parâmetro *. Quer com as
teclas “+”e“-” ou girando a roda manual.
–
Pressionar a tecla “E”. Visualização no display = “1A xxx”=valor
do parâmetro da pos. 1A
–
Sendo necessário, corrigir o valor do parâmetro *. Quer com as
teclas “+”e“-” ou girando a roda manual.
–
Pressionar a tecla “E”. Visualização no display = “2A xxx”=valor
do parâmetro da pos. 2A
–
Sendo necessário, corrigir o valor do parâmetro *. Quer com as
teclas “+”e“-” ou girando a roda manual.
–
Pressionar a tecla “P” duas vezes. As ajustagens estão
terminadas, sai-se do nível de programação.
–
Controlar as posições, ver capítulo 6.10.4
* Atenção! Retirar os valores dos parâmetros para as posições 1, 2,
1A e 2A da folha dos parâmetros (pacote de acessórios).
”
25
Page 28

6.10.2.3 Definir as posições com o painel de comando V820
Introdução do número de código para o nível de técnicos
–
Desligar o interruptor geral.
–
Todas as fichas têm de estar encaixadas no comando do motor de
accionamento.
–
Pressionar a tecla “P” e mantê-la pressionada.
–
Ligar o interruptor geral. No display aparece “C-0000”
–
Largar a tecla “P”.
–
Introduzir o n°. de código 1907 com as teclas numéricas 0 até 9.
–
Pressionar a tecla “E”. O primeiro parâmetro no nível de técnicos
F-100 évisualizadoeoprimeiroalgarismocintila.
Definir a posição de referência
–
Depois de introduzir o número de código, pressionar a tecla “E”. O
primeiro parâmetro no nível de técnicosF-100 é visualizado.
–
Com as teclas 0 até 9 ajustar o parâmetro F-170.
–
Pressionar a tecla “E”. Visualização no display = “F-170 Sr1"
–
Pressionar a tecla “B”. Visualização no display = “F-170 PoS 0 ( )”
–
Girar a roda manual no sentido de rotação normal até desaparecer
o sinal “()” no display, depois continuar a girar a roda até ser
alcançada a posição de referência (ponta da agulha descendo até
à altura do lado superior da placa da agulha).
–
Pressionar a tecla “E”. A posição de referência é memorizada.
Visualização no display
“F- 171”
–
Se a posição de referência não for memorizada, aparece um aviso
de erro no display = “InFo E3”. Continuar a girar a roda manual
até ser alcançada a posição de referência desejada.
Definirasposições1e2
–
A posição de referência está definida. (Ver mais atrás)
–
Introduzir o parâmetro “F-171”.
–
Pressionar a tecla “E”. Visualização no display = “Sr2”
–
Pressionar a tecla “B”. Visualização no display = “F 171 1 xxx”=
valor do parâmetro da pos. 1
–
Sendo necessário, corrigir o valor do parâmetro *. Quer com as
teclas “+”e“-” ou girando a roda manual.
–
Pressionar a tecla “
valor do parâmetro da pos. 2
–
Sendo necessário, corrigir o valor do parâmetro *. Quer com as
teclas “+”e“-” ou girando a roda manual.
–
Pressionar a tecla “E”. Visualização no display = “F 171 1A xxx”
= valor do parâmetro da pos. 1A
–
Sendo necessário, corrigir o valor do parâmetro *. Quer com as
teclas “+”e“-” ou girando a roda manual.
–
Pressionar a tecla “E”. Visualização no display = “F 171 2A xxx”
= valor do parâmetro da pos. 2A
–
Sendo necessário, corrigir o valor do parâmetro *. Quer com as
teclas “+”e“-” ou girando a roda manual.
–
Pressionar a tecla “P” duas vezes. As ajustagens estão
terminadas, sai-se do nível de programação
–
Controlar as posições, ver o capítulo 6.10.4
E”. Visualização no display = “F 171 2 xxx”=
26
* Atenção! Retirar os valores dos parâmetros para as posições 1, 2,
1A e 2A da folha dos parâmetros (pacote de acessórios).
Page 29

6.10.3 Definir as posições do motor posicionador de acoplamento VD552KV/6F82FA
Generalidades
O sincronizador tem um disco interior (disco do gerador) com
incrementos para a regulação da rotação, um disco central 1 regulável
paraaposição1eumexterior,disco2paraaposição2.
ATENÇÃO!
Ao regular os discos posicionadores proceder com cuidado!
Cuidado, perigo de acidente!
Prestar atenção em não danificar os discos posicionadores nem o
disco do gerador (disco interior).
2
1
ATENÇÃO!
Ao regular os discos posicionadores, desligar
imprescindivelmente o interruptor geral!
–
O sentido de rotação do motor já vai ajustado correctamente.
–
Remover a tampa do sincronizador depois de desapertar o
parafus o.
–
Ligar o interruptor geral.
–
Com o botão S5 (no comando) seleccionar a posição base da
agulha em baixo (o LED 7 acende).
–
Carregar brevemente no pedal para a frente.
–
Controlar a posição de paragem - posição 1 (ver capítulo 6.10.1).
–
Se a agulha não estiver na posição 1, tem que se ajustar o disco
central 1 da posição 1, no sentido desejado, com o interruptor
geral desligado.
–
Repetir a operação até ser definida a posição 1.
–
Ligar o interruptor geral.
–
Com o botão S5 (no comando) seleccionar a posição base da
agulha em cima (o LED 8 acende).
–
Carregar brevemente no pedal para a frente.
–
Controlar a posição de paragem - posição 2 (ver capítulo 6.10.1).
–
Se a agulha não estiver na posição 2, tem que se ajustar o disco
exterior 2 da posição 2, no sentido desejado, com o interruptor
geral desligado.
–
Repetir a operação até ser definida a posição 2.
–
Colocar a tampa do sincronizador e aparafusar firmemente.
27
Page 30

6.10.4 Controlar o posicionamento
Position 1
–
Ligar o interruptor geral
–
Carregar brevemente no pedal para a frente e aliviar novamente. A
agulha posiciona na posição 1.
–
Controlar a posição da agulha
Posição 2
–
Carregar no pedal primeiro para a frente e depois para trás até a
máquina parar. A agulha posiciona na posição 2.
–
Controlar a posição da agulha
Se um ou ambas as posições da agulha não concordarem com a
definição no capítulo 6.10.1, efectuar então uma correcção da posição
segundo o capítulo 6.10.2 ou 6.10.3.
6.11 Ajustar os parâmetros específicos da máquina
6.11.1 Generalidades
As funções do comando do motor de accionamento são definidas pelo
programa e pela ajustagem dos parâmetros.
Ao ser fornecido o motor de accionamento, os valores dos parâmetros
já vão ajustados pela Efka (valores pré-ajustados ‘Preset’). Para cada
classe e subclasse têm que ser alterados alguns parâmetros no “nível
de técnicos”- e no “nível de montadores”, para ajustar o comando
optimalmente à máquina. Os respectivos parâmetros estão listados na
tabela a seguir e na folha dos parâmetros (no pacote de acessórios).
6.11.2 ‘Autoselect’
Resistência
‘autoselect’
1000 R (1000 Ohm)
O comando “detecta” por medição da resistência ‘autoselect’, que se
encontra na máquina, qual a série de máquina está conectada.
Através da ‘Autoselect’ são seleccionadas as funções de comando e
os valores ‘Preset’ dos parâmetros. Se o comando não detectar
nenhuma resistência ‘autoselect’, ou detectar uma não válida, então o
motor trabalha só com as chamadas funções de marcha de
emergência, para proteger a máquina contra danos.
Ver instruções de serviço “EFKA DA82GA ” ou “EFKA 6F82FA ”
Classes
367
Comando
Motor
DA82GA
6F82FA
Folha de parâmetros
9800 130014 PB52
9800 321009 PB52
28
Page 31

6.11.3 Tabela dos parâmetros específicos da máquina dos comandos DA82GA e 6F82FA
Os valores dos parâmetros a seguir indicados têm de ser alterados em
relaçãoaovalor‘Preset’
Retirar os valores a ajustar (x) da folha dos parâmetros
9800 130014 PB52 ou 9800 321009 PB52
(no pacote de acessórios da máquina).
Parâmetro
F-111
F-112
F-113
F-117
F-123
F-124
F-136
F-153
F-171 **
F-180 **
F-182 **
F-190
F-192
F-194
F-196
* T = Parâmetro no nível de técnicos, A = Parâmetro no nível de montadores
** Não no comando 6F82FA
*
T
T
T
T
T
T
T
T
T
T
T
T
T
T
T
Designação
Limite superior da rotação máxima
Número de rotações no remate inicial
Número de rotações no remate final
Rotação na regulação do curso de elevação (DB2000)
Tempodesincronizaçãodorematefinal
Número de rotações de sincronização do remate final
Ponto de corte, para trás/ para a frente
Força de retenção na imobilização da máquina
Posições da agulha
Número de voltas de rotação de retorno
Retorno ON/OFF
Ângulo de conexão do corta-linhas
Retardamento de conexão do alívio da tensão da linha
Retardamento de conexão do corta-linhas
Função de ambas as tensões de linha ao elevar o
calcador
ATENÇÃO!
A alteração dos valores dos parâmetros tem de ser feita com
muito cuidado dado que através duma ajustagem errada do
comando do motor, a máquina pode ser danificada! Através dum
‘Masterreset’ podem ser repostos todos os valores dos
parâmetros na posição a quando do fornecimento (valores
‘Preset’). Ver capítulo 6.12
367
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
29
Page 32

6.11.4 Definir os valores dos parâmetros com o painel de comando V810
Alterar os valores dos parâmetros no “nível de técnicos”
Introdução do número de código para o nível de técnicos
–
Desligar o interruptor geral.
–
Todas as fichas têm de estar encaixadas no comando do motor de
accionamento.
–
Pressionar a tecla “P” e mantê-la pressionada.
–
Ligar o interruptor geral. No display aparece “C-0000”
–
Largar a tecla “P”
–
Introduzir o n°. de código 1907. Com as teclas “+”e“-” é alterado o
valor do algarismo cintilante. Com a tecla “>>” é activado o
algarismo seguinte.
–
Pressionar a tecla “E”. O primeiro parâmetro no nível de técnicos
F-100 é visualizado.
Selecção dos parâmetros e alteração dos valores
–
Comasteclas“+”e“-” é seleccionado o parâmetro seguinte ou o
anterior.
–
Comasteclas“>>”, “+”, e “-” pode ser introduzido o parâmetro
directamente.
–
Pressionar a tecla “E”. O valor do parâmetro seleccionado é
visualizado.
–
Comasteclas“+”e“-” pode ser alterado o valor do parâmetro.
–
Pressionar a tecla “E”. É visualizado o parâmetro seguinte
ouatecla“P” - é visualizado o mesmo parâmetro.
Memorizar parâmetros alterados
–
Pressionar a tecla “P”, a programação termina.
–
Efectuar uma costura completa, i.é, carregar no pedal para a frente
e depois totalmente para trás. A alteração é memorizada.
–
Se não for efectuada nenhuma costura, então a alteração não é
efectuada.
–
Pressionando novamente a tecla “P” volta-se novamente para o
nível de programação.
Alterar os valores dos parâmetros no “nível de montadores”
Introdução do número de código para o nível de montadores
–
Desligar o interruptor geral.
–
Todas as fichas têm de estar encaixadas no comando do motor de
accionamento.
–
Pressionar a tecla “P” e mantê-la pressionada.
–
Ligar o interruptor geral. No display aparece “
–
Largar a tecla “P”
–
Introduzir o n°. de código 3112. Com as teclas “+”e“-” é alterado o
C-0000”.
algarismo cintilante. Com a tecla “>>” é activado o algarismo
seguinte.
–
Pressionar a tecla “E”. O primeiro parâmetro no nível de
montadores é visualizado F-200
–
Continuar como em “Selecção dos parâmetros e alteração dos
valores ”
30
Page 33

ATENÇÃO!
Os valores dos parâmetros alterados só são memorizados se depois
de sair do nível de programação for efectuada uma costura completa,
i.é, carregar no pedal para a frente e depois totalmente para trás. Se,
depois de sair do nível de programação, se desligar o motor
imediatamente a alteração não é efectuada.
6.11.5 Definir os valores dos parâmetros com o painel de comando V820
Alterar os valores dos parâmetros no “nível de técnicos”
Introdução do número de código para o nível de técnicos
–
Desligar o interruptor geral.
–
Todas as fichas têm de estar encaixadas no comando do motor de
accionamento.
–
Pressionar a tecla “P” e mantê-la pressionada.
–
Ligar o interruptor geral. No display aparece “C-0000”
–
Largar a tecla “P”
–
Com as teclas numéricas 0 até 9 introduzir o n°. de código 1907.
–
Pressionar a tecla “E”. O primeiro parâmetro no nível de técnicos
F-100 évisualizadoeoprimeiroalgarismocintila.
Selecção dos parâmetros e alteração dos valores
–
Após a introdução do número de código é visualizado o primeiro
parâmet ro F-100.
O primeiro algarismo do número do parâmetro cintila.
–
Com as teclas numéricas 0 até 9 introduzir o número do parâmetro
desejado.
–
Pressionar a tecla “E”. O valor do parâmetro seleccionado é
visualizado.
–
Comasteclas“+”e“-” pode-se alterar o valor do parâmetro.
–
Pressionar a tecla “E”. O parâmetro seguinte é visualizado
ou pressionar a tecla “P” - o mesmo parâmetro é visualizado.
Memorizar os valores dos parâmetros alterados
–
Pressionar a tecla “P”, a programação termina.
–
Efectuar uma costura completa, i.é, carregar no pedal para a frente
e depois completamente para trás. A alteração é memorizada.
–
Se não for efectuada nenhuma costura, então a alteração não é
efectuada.
–
Pressionando novamente a tecla “P” volta-se novamente para o
nível de programação.
31
Page 34

Alterar os valores dos parâmetros no “nível de montadores”
Introdução do número de código para o nível de montadores
–
Desligar o interruptor geral.
–
Todas as fichas têm de estar encaixadas no comando do motor de
accionamento.
–
Pressionar a tecla “P” e mantê-la pressionada.
–
Ligar o interruptor geral. No display aparece “C-0000”.
–
Largar a tecla “P”
–
Com as teclas numéricas 0 até 9 introduzir o n°. de código 3112.
–
Pressionar a tecla “E”. O primeiro parâmetro é visualizado no nível
de montadores F-200
–
Continuar como na “Selecção dos parâmetros e alteração dos
dos valores”
ATENÇÃO!
Os valores dos parâmetros alterados só são memorizados se depois
de sair do nível de programação for efectuada uma costura completa,
i.é, carregar no pedal para a frente e depois totalmente para trás. Se,
depois de sair do nível de programação, se desligar o motor
imediatamente a alteração não é efectuada.
6.11.6 Tabela dos parâmetros específicos da máquina do comando 6F82FA
Ver c apítulo 6.11.3
ATENÇÃO!
A alteração dos valores dos parâmetros tem de ser feita com muito
cuidado dado que através duma ajustagem errada do comando do
motor, a máquina pode ser danificada! Através dum ‘Masterreset’
podem ser repostos todos os valores dos parâmetros na posição a
quando do fornecimento (valores ‘Preset’). Ver capítulo 6.12
32
Page 35

6.11.7 Ajustar os parâmetros no comando 6F82FA
Alterar os valores dos parâmetros no “nível de técnicos”
Introdução do número de código para o nível de técnicos
–
Desligar o interruptor geral.
–
Todas as fichas têm de estar encaixadas no comando do motor de
accionamento.
–
Pressionar a tecla “P” e mantê-la pressionada.
–
Ligar o interruptor geral. No display aparece “Cod”
–
Largar a tecla “P”
–
Introduzir o n°. de código 190. Com as teclas “+”e“-” é alterado o
valor do algarismo cintilante. Com a tecla “>>” é ligado o algarismo
seguinte.
–
Pressionar a tecla “E”. O primeiro parâmetro no nível de técnicos
“100” é visualizado.
Selecção dos parâmetros e alteração dos valores
–
Comasteclas“+”,“-”e“>>” seleccionar o parâmetro.
–
Pressionar a tecla “E”. O valor do parâmetro seleccionado é
visualizado.
–
Comasteclas“+”e“-” pode-se alterar o valor do parâmetro.
–
Pressionar a tecla “E”. É visualizado o parâmetro seguinte
ouatecla“P” - é visualizado o mesmo parâmetro.
Memorizar os valores dos parâmetros alterados
–
Pressionar a tecla “P”, a programação termina.
–
Efectuar uma costura completa, i.é, carregar no pedal para a frente
e depois totalmente para trás. A alteração é memorizada.
–
Se não for efectuada nenhuma costura, então a alteração não é
efectuada.
–
Pressionando novamente a tecla “P” volta-se novamente para o
nível de programação.
Alterar os valores dos parâmetros no “nível de montadores”
Introdução do número de código para o nível de montadores
–
Desligar o interruptor geral.
–
Todas as fichas têm de estar encaixadas no comando do motor de
accionamento.
–
Pressionar a tecla “P” e mantê-la pressionada.
–
Ligar o interruptor geral. No display aparece “Cod”.
–
Largar a tecla “P”
–
Introduzir o n°. de código 311. Com as teclas “+”e“-” é alterado o
valor do algarismo cintilante. Com a tecla “>>” é ligado para a
posição seguinte.
–
Pressionar a tecla “E”. O primeiro parâmetro no nível de técnicos
“200” é visualizado
–
Continuar como em “Selecção dos parâmetros e alteração dos
valores ”
ATENÇÃO!
Os valores dos parâmetros alterados só são memorizados se depois
de sair do nível de programação for efectuada uma costura completa,
i.é, carregar no pedal para a frente e depois totalmente para trás. Se,
depois de sair do nível de programação, se desligar o motor
imediatamente a alteração não é efectuada.
33
Page 36

6.12 Masterreset
Através dum ‘Masterreset’ são repostos todos os valores dos
parâmetros na posição a quando do fornecimento (valores ‘Preset’).
–
Desligar o interruptor geral.
–
Pressionar a tecla “P” e ligar o interruptor geral.
–
Largar a tecla “P”.
–
Introduzir o número de código “1907”. Ver capítulo 6.10.2 ou 6.10.5
–
Pressionar a tecla “E”. O parâmetro F-100 é visualizado.
–
Pressionar a tecla “E”. O valor do parâmetro F-100 é visualizado.
–
Ajustarovalorem170.
–
Pressionar a tecla “P” duas vezes.
–
Desligar o interruptor geral.
–
Após curto tempo de espera, ligar o interruptor geral novamente.
Todos os parâmetros, excepto 111, 161, 170, 171 e 190 até 193,
têm novamente os valores ‘preset’ ajustados na fáfrica.
ATENÇÃO!
Num ‘Masterreset’ não são repostos alguns parâmetros,
como por exemplo
F-111 (rotação máxima).
Ajustar de novo todos os parâmetros específicos da máquina
segundo a folha dos parâmetros. Ver capítulo 6.11
34
Page 37

6.13 Ligar o transformador da luz de costura (equipam. adicional)
21
–
Retirar a ficha da tomada da máquina de costura especial!
–
Instalar o cabo de ligação 1 do transformador da luz de costura,
através da respectiva calha 2, até ao interruptor geral.
–
A ligação é efectuada no lado de ligação à rede do interruptor geral
(ou do interruptor de protecção do motor). Ver esquemas de
ligações 9800 139001 ou 9800 129002 B ou 9800 169002 B.
–
Colar a etiqueta adesiva com as instruções de segurança no lado
da frente do interruptor geral .
–
Na ligação dum transformador da luz de costura à rede de corrente
trifásica 3 x 380 - 415V tem que existir um condutor neutro.
Atenção!
O transformador da luz de costura está ligado directamente à rede,
estando por isso sob tensão mesmo quando o interruptor geral está
desligado. Trabalhos no transformador da luz da costura, p.ex.
substituir os fusíveis, só devem ser executados com a ficha de ligação
à rede retirada da tomada.
35
Page 38

7. Ligação pneumática
ATENÇÃO !
O perfeito funcionamento dos agregados pneumáticos só é garantido
seapressãodaredeforentre8e10.
A pressão de serviço da máquina de costura especial é de 6 bar.
Pacote de ligações pneumáticas
Nas encomendas com o número 0797 003031 está incluído um pacote
com ligações pneumáticas para bancadas com grupo redutor e oleador
do ar comprimido.
O mesmo contém os seguintes componentes:
- tubo de ligação, 5 m de comprimento, (Ø = 9 mm)
- bocais e abraçadeiras para o tubo
- tomadas e fichas de acoplamento
Ligar o grupo redutor e oleador do ar comprimido
–
Fixar o grupo redutor e oleador do ar comprimido1àtravessada
bancada com o esquadro, parafusos e cobrejunta.
–
Ligar o grupo redutor e oleador do ar comprimido com o tubo 5
(Ø = 9 mm) e o acoplamento do tubo R1/4" ao sistema do ar
comprimido.
Ligar o grupo redutor e oleador do ar comprimido à cabeça da
máquina
–
Desaparafusar a tampa 6.
–
Ligar o tubo 3 (no pacote de acessórios) c om a placa do
distribuidor na cabeça da máquina.
–
Aparafusar a tampa 6 novamente.
Regular a pressão de serviço
Apressãodeserviçoéde6bar.
A mesma pode ser observada no manómetro 4.
–
Para regular a pressão de serviço, elevar o botão rotativo 2 e
rodar.
Aumentar a pressão = rodar o botão rotativo 2 no sentido
dos ponteiros do relógio
Reduzir a pressão = rodar o botão rotativo 2 no sentido
contrário ao dos ponteiros do relógio
36
Page 39

1
2
3
6
4
8
2
10
4
5
3
6
37
Page 40

8. Lubrificação
1
Cuidado, perigo de acidente !
O óleo pode provocar erupção cutânea.
Evitar longo contacto com a pele.
Após contacto do óleo com a pele, lave-se muito bem.
ATENÇÃO !
O manejoearemoçãoeneutralização de óleos minerais estão
sujeitos a regulamentos legais.
Entregar o óleo usado a um posto de recolha autorizado.
Proteja o seu meio ambiente.
Tenha o cuidado de não derramar óleo.
Para a lubrificação da máquina especial usar exclusivamente o óleo
lubrificante DA-10 ou um óleo equivalente com a seguinte especificação:
–
viscosidade a 40° C: 10 mm²/s
–
ponto de inflamação: 150° C
DA-10 pode ser adquirido na Secção de Vendas da
DÜRKOPP ADLER AG sob os seguintes nos. de r efa.:
depósito de 250 ml: 9047 000011
depósito de 1-litros: 9047 000012
depósito de 2-litros: 9047 000013
depósito de 5-litros: 9047 000014
23
38
Lubrificação da cabeça da máquina (primeiro enchimento)
Nota
Antes do fornecimento todas as mechas e feltros de lubrificação da
cabeça da máquina foram embebidos com óleo. Esse óleo é recolhido
no depósito de reserva do óleo 1. Não encher o depósito totalmente.
–
Encher óleo no depósito 1 até à marca “mín.”.
Lubrificação da laçadeira
–
Inclinar a cabeça da máquina de costura para cima.
–
Encher óleo no outro depósito de reserva através do niple 2 até à
marca “máx.”. Controlar o nível do óleo através do óculo de
inspecção 3.
Page 41

9. Teste de costura
Depois de terminar os trabalhos de instalação, realizar um teste
de costura.
–
Encaixar a ficha na tomada da rede.
Cuidado, perigo de acidente !
Desligar o interruptor geral.
Enfiar a linha da agulha e da canilha somente com a máquina
desligada.
–
Enfiar a linha na canilha (ver Instruções de serviço
no capítulo 6.5).
–
Ligar o interruptor geral.
–
Travar os calcadores na posição elevada (ver Instruções de
serviço no capítulo 6.10).
–
Encher a canilha a baixa velocidade.
–
Desligar o interruptor geral.
–
Enfiar a linha da agulha e da laçadeira (ver Instruções de serviço
nos capítulos 6.1 e 6.6).
–
Seleccionar o material a trabalhar.
–
Efectuar o teste de costura, primeiro com pouca velocidade e
depois ir aumentando a velocidade continuamente.
–
Controlar se as costuras correspondem às exigências desejadas.
Se não forem alcançadas as exigências desejadas, alterar a
tensão da linha (ver Instruções de serviço nos capítulos 6.2, 6.4
e6.7).
Se for necessário, controlar também as ajustagens indicadas nas
Instruções de serviço e corrigir se for necessário.
39
Page 42

Para as suas notas
40
 Loading...
Loading...