


SE
xxx--xxx
x
MigRob 500
Bruksanvisning
0459 809 070 SE 080105
Valid for serial no. 517--xxx--xxxx, 524--xxx--xxxx,
610--xxx--xxxx, 640--xxx--xxxx, 802--xxx--xxx--xxxx,
803--

2

1DIREKTIV 4.........................................................
2 SÄKERHET 4........................................................
3 INTRODUKTION 6...................................................
3.1 Kommunikation 6...........................................................
3.2 Utrustning 6................................................................
4 TEKNISKA DATA 7...................................................
5 INSTALLATION 8....................................................
5.1 Lyftanvisning 8..............................................................
5.2 Placering 8.................................................................
5.3 Nätanslutning 8.............................................................
5.4 Avslutningsmotstånd 9.......................................................
6 DRIFT 10.............................................................
6.1 Anslutningar och kontrollorgan 10..............................................
6.2 Nätspänningsinkoppling 10....................................................
6.3 Fläktstyrning 11..............................................................
6.4 Överhettningskydd 11.........................................................
6.5 Bågspänningsmätning 1 1......................................................
6.6 Forcerat svetsstopp 12........................................................
7 UNDERHÅLL 12......................................................
7.1 Rengöring av dammfilter 12....................................................
8 FELSÖKNING 13......................................................
9 FELKODSLISTA 13...................................................
9.1 Beskrivning av felkoder 14.....................................................
10 RESERVDELSBESTÄLLNING 16.......................................
SCHEMA 18.............................................................
BESTÄLLNINGSNUMMER 20.............................................
RESERVDELSFÖRTECKNING 21.........................................
Rätt till ändring av specifikationer utan avisering förbehålles.
TOCs
-- 3 --

1DIREKTIV
ESAB AB, Welding Equipment, SE--695 81 Laxå, Sverige, försäkrar under eget ansvar att svetsströmkälla MigRob 500 från serienummer 517, 524, 610, 640, 802, 803 är konstruerade och provade i
överensstämmelse med standard EN 60974--1 och EN 60974--10 (Class A) enligt villkoren i direktiv
(2006/95/EG) och (2004/108/EG).
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Laxå 2008--01--04
Kent Eimbrodt
Global Director
Equipment and Automation
2 SÄKERHET
Användaren av en svetsutrustning har det yttersta ansvaret för de säkerhetsåtgärder som berör
personal i arbete med systemet eller i dess närhet. Säkerhetsåtgärderna skall uppfylla de krav som
ställs på denna typ av svetsutrustning. Innehållet i den här rekommendationen kan ses som ett tilllägg till de normala regler som gäller för arbetsplatsen.
All manövrering måste utföras av utbildad personal som är väl insatt i svetsutrustningens funktion.
En felaktig manöver kan skapa en onormal situation som skadligt kan drabba såväl operatör som
den maskinella utrustningen.
1. All personal som arbetar med svetsutrustningen skall vara väl insatt i:
S dess handhavande
S nödstoppens placering
S dess funktion
S gällande säkerhetsföreskrifter
S svetsning
2. Operatören skall se till:
S att ingen obehörig befinner sig inom svetsutrustningens arbetsområde vid start
S att ingen person står oskyddad när ljusbågen tänds
3. Arbetsplatsen skall:
S vara lämplig för ändamålet
S vara dragfri
4. Personlig skyddsutrustning:
S Använd alltid föreskriven personlig skyddsutrustning som t ex skyddsglasögon, flamsäkra
kläder, skyddshandskar.
S Se till att inte använda löst sittande plagg såsom skärp, armband, ring etc som kan fastna,
eller ge brännskador.
5. Övrigt
S Kontrollera att anvisade återledare är väl anslutna.
S Ingrepp i elektriska enheter får endast göras av behörig personal.
S Nödvändig eldsläckningsutrustning skall finnas lätt tillgänglig på väl anvisad plats.
S Smörjning och underhåll av svetsutrustningen får ej utföras under drift.
VARNING!
Använd inte strömkällan för tining av frusna rör.
ba39d1sa
-- 4 --

VARNING
Bågsvets och skärning kan vara skadlig för dig själv och andra var därför försiktig när du svetsar.
Följ din arbetsgivares säkerhetsföreskrifter som skall vara baserade på tillverkarens varningstext.
ELEKTRISK CHOCK - Kan döda
S Installera och jorda svetsutrustningen enligt tillämplig standard.
S Rör ej strömförande delar eller elektroder med bara händer eller med våt skyddsutrustning.
S Isolera dig själv från jord och arbetsstycke.
S Ombesörj att din arbetsställning är säker.
RÖK OCH GAS - Kan vara farlig för din hälsa
S Håll ansiktet borta från svetsröken.
S Ventilera och sug ut svetsrök och gas från ditt och andras arbetsområde.
LJUSBÅGEN - Kan skada ögonen och bränna huden
S Skydda ögonen och kroppen. Använd lämplig svetshjälm med filterinsats och bär skyddskläder.
S Skydda kringstående med lämpliga skyddsskärmar eller förhängen.
BRANDFARA
S Gnistor (”svetsloppor”) kan orsaka brand. Se därför till att brännbara föremål inte finns i svetsplat-
sens närhet.
BULLER - Starka ljud kan skada hörseln
S Skydda öronen. Använd öronproppar eller andra hörselskydd.
S Varna personer i närheten för riskerna
VID FEL - Kontakta fackman
Läs och förstå bruksanvisningen före installation och användning.
SKYDDA DIG SJÄLV OCH ANDRA!
OBSERVERA!
Läs och förstå bruksanvisningen före installation och
användning.
OBSERVERA!
Denna produkt är endast avsedd för bågsvetsning.
OBSERVERA!
Utrustning av “Class A“ är inte avsedd att användas i bostäder med
strömförsörjning från det allmänna lågspänningsnätet. Det kan föreligga
svårigheter att säkerställa elektromagnetisk kompatibilitet för utrustning
av “Class A” i sådana lokaler, till följd av såväl ledningsbundna som
luftburna störningar.
ba39d1sa
-- 5 --

Släng inte elektrisk utrustning i det vanliga avfallet!
Enligt direktiv 2002/96/EG om avfallshantering av elektrisk och elektronisk utrustning
och dess genomförande i enlighet med nationell lag, ska elektrisk utrustning som nått
slutet av sin livslängd samlas in separat och lämnas in till en miljövänlig
återvinningsanläggning. Som ägare till utrustningen ska du skaffa dig information från
vår lokala representant om godkända insamlingssystem.
Genom att tillämpa detta direktiv gör du en insats för miljön och människors hälsa!
3 INTRODUKTION
MigRob 500 är en svetsströmkälla avsedd för MIG/MAG--svetsning.
Svetsströmkällan består av en kraftenhet och en svetsdataenhet.
All man -- maskinkommunikation görs från robotens kontrollpanel.
Styrenhet
Robot
Svetsströmkälla
Svetsdataenhet Styrenhet
Trådmatarenhet
Extern CAN--bus
Intern CAN--bus
3.1 Kommunikation
Allt informationsutbyte mellan svetsutr u stningen och robotsystemet sker via en
CAN-- bus. Det är svetsdataenheten i svetsströmkällan som hanterar denna
kommunikation.
3.2 Utrustning
Strömkällan MigRob 500 levereras med 2 st avslutningsmotstånd, 5m återledarkabel
och bruksanvisning.
OBS! Ett avslutningsmotstånd för den interna bussen och ett för den externa
bussen.
ba39d1sa
-- 6 --

4 TEKNISKA DA TA
MigRob 500 Gäller serienummer 517 -- 640 Gäller från serienummer 802
Nätspänning 400V, ±10%, 3∼ 50/60 Hz 400V, ±10%, 3∼ 50/60 Hz
Nätmatning --
--
Primärström I
max
Tomgångseffekt i energisparlä-
39 A 35 A
50 W 50 W
ge 6,5 min. efter svetsning
Inställningsområde 8--60 V / 16-- 500 A 8--60 V / 16--500 A
Tillåten belastning vid
60 % intermittens
100% intermittens
500 A / 39 V
400 A / 34 V
Effektfaktor vid max ström 0,85 0,91
Verkningsgrad vid max ström 86 % 87 %
Tomgångsspänning 72 -- 88 V 72 -- 88 V
Arbetstemperatur --10 till +40˚C --10 till +40˚C
Kontinuerligt A--vägt ljud-
<70 db <70 db
tryck
Dimensioner lxbxh 625 x 394 x 496 mm 625 x 394 x 496 mm
Vikt 72 kg 74 kg
Isolationsklass transformator H H
Kapslingsklass IP 23 IP 23
Användningsklass
S
Z
sc min
0,21 ohm
max
2,8 MVA
500 A / 39 V
400 A / 34 V
Intermittensfaktor
Intermittensfaktorn anger den tid i procent av en tiominutersperiod, som man kan svetsa med en
viss belastning.
Kapslingsklass
IP--koden anger kapslingsklass, dvs graden av skydd mot inträngning av fasta föremål och vatten.
Apparat märkt IP 23 är avsedd för inom-- och utomhusbruk.
Användningsklass
Symbolen innebär att svetsströmkällan är konstruerad för användning i utrymmen med
förhöjd elektrisk fara.
Nätmatning, S
sc min.
Minsta tillåtna kortslutningseffekt på nätet i enlighet med IEC 61000--3--12.
Nätmatning, Z
max.
Största tillåtna nätimpedans i enlighet med IEC 61000--3--11.
ba39d1sa
-- 7 --
5 INSTALLATION
Installationen skall utföras av behörig person.
Notera!
Krav på elnätet
Utrustning med hög effekt kan, till följd av den höga ström den drar från nätet, påverka
nätspänningen ogynnsamt. För vissa utrustningstyper kan det därför finnas anslutningsbegränsningar eller krav rörande maximalt tillåten nätimpedans eller erforderlig minsta uttagbara effekt vid
anslutningspunkten till det allmänna elnätet (se tekniska data). I sådana fall åligger det
utrustningens användare att kontrollera, om så behövs genom att konsultera elnätsoperatören, att
den aktuella utrustningen får anslutas.
5.1 Lyftanvisning
5.2 Placering
Placera svetsströmkällan så att kylluftens in--och utlopp förblir fria.
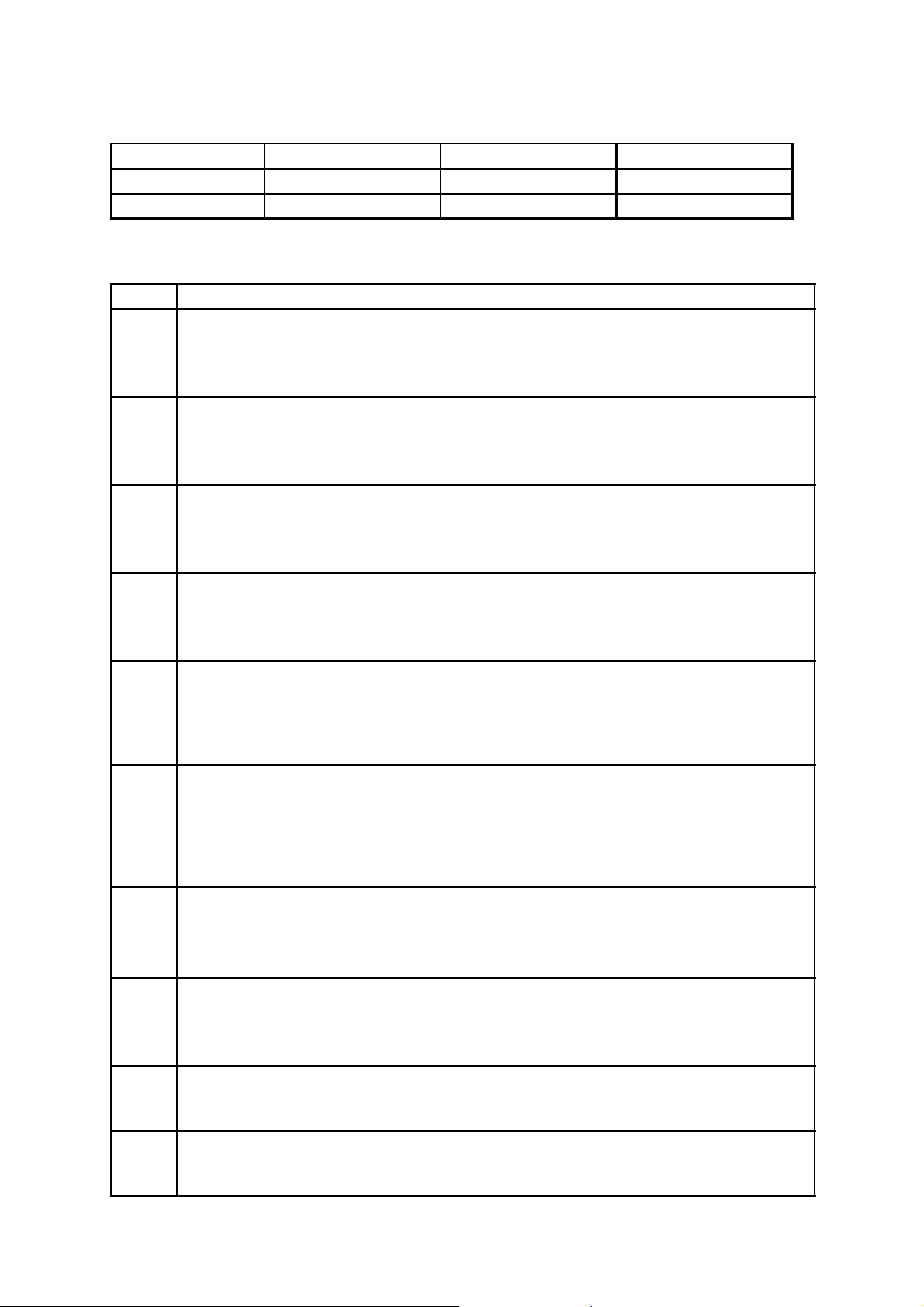
5.3 Nätanslutning
Kontrollera att svetsströmkällan ansluts till rätt nätspänning och
att rätt säkringsstorlek används. Skyddsjorda enligt gällande
föreskrifter.
Märkskylt med anslutningsdata.
ba39d1sa
-- 8 --

Rekommenderad säkringsstorlek och minsta kabelarea
MigRob 500 Gäller serienummer 517 -- 640 Gäller från serienummer 802
Nätspänning 400 V, 3μ 50 Hz 400 V, 3μ 50 Hz
Nätkabelarea mm
Fasström I
Säkring
trög smältsäkring
dvärgbrytare typ C
1eff
2
4G6 4G6
31 A 27 A
35 A
40 A
25 A
32 A
OBS! Kabelareor och säkringsstorlekar ovan är enligt svenska föreskrifter. Anslut svetsströmkällan
enligt gällande lokala föreskrifter.
5.4 Avslutningsmotstånd
För att undvika kommunikationsstörningar ska CAN--bussens ändar vara försedda
med avslutningsmotstånd.
Intern CAN--bus
CAN-- bussens ena ände finns i svetsdataenheten,
vilken har ett inbyggt motstånd. Den andra änden
finns i strömkällan och skall vara försedd med
avslutningsmotstånd placerat enligt figur A.
Extern CAN--bus
Strömkällan är försedd med två anslutningar för den
externa CAN--bussen “EXT CAN IN” och
“EXT CAN OUT”.
Kabeln från robotsystemet ansluts till kontakten
märkt “EXT CAN IN”. Om strömkällan sitter i slutet
på CAN--bussen skall avslutningsmotståndet
placeras i “EXT CAN OUT” enligt figur B.Om
strömkällan inte är den sista enheten på
CAN-- bussen används “EXT CAN OUT” för att
koppla bussen vidare till ytterligare CAN--enheter
(avslutningsmotståndet sätts i dessa fall i bussens
sista enhet.)
ba39d1sa
-- 9 --

6 DRIFT
Allmänna säkerhetsföreskrifter för handhavande av denna utrustning finns på
sidan 4. Läs d essa innan du an vän d er utrustningen.
6.1 Anslutningar och kontrollorgan
1 Anslutning för svetskabel (+) 7 Säkring, 4 A
(gäller endast för serienummer 517, 524
och 610).
2 Anslutning för avslutningsmotstånd, 42 V,
Intern CAN--bus.
3 Anslutning för återledarkabel (--) 9 Anslutning för avslutningsmotstånd,
4 Elkopplare för nätspänning 0 / 1 / START 10 Anslutning för kommunikation med
5 Vit indikeringslampa, nätspänning TILL 11 Anslutning för svetskabel (+)
6 Orange indikeringslampa, överhettning
8 Anslutning mätkabel, (bågspänningsav-
känning svetsstråd / arbetsstycke),
MEASURE
EXTERN CAN O UT
robotsystem, EXTERN CAN IN
6.2 Nätspänningsinkoppling
Tillslag av nätspänningen sker genom att vrida elkopplaren (4) till läge “START”. När
elkopplaren släpps, fjädrar den tillbaka till läge “1”.
Om nätspänningen skulle falla bort och komma tillbaka igen så förblir strö mkällan
avstängd tills elkopplaren på nytt vr ides till läge “START ”.
Spänningsfrånslag sker genom att vrida elkopplaren till läge “0”.
Både vid ett nätspänningsbortfall och vid normalt spänningsfrånslag kommer
svetsdata att lagras undan för att kunna användas igen nästa gång strömkällan
startas.
ba39d1sa
-- 1 0 --

6.3 Fläktstyrning
Forceratsvetsstopp,brutenförbindelsemellanCochFin
Forceratsvetsstopp,brutenförbindelsemellanCochFin
Svetsströmkällan är försedd med en tidstyrning som stänger av kylfläktarna 6.5
minuter efter att svetsningen har upphört, strömkällan går ner i energisparläge.
Kylfläktarna startar igen när svetsningen påbörjas.
Vid svetsströmmar upp till 180 A går kylfläktarna på reducerat varvtal och över 180 A
går de på fullvarv.
6.4 Överhettningskydd
Svetsströmkällan är försedd med tre termovakter som löser ut vid för hög
temperatur. När detta sker bryts svetsströmmen och en orange indikeringslampa
lyser på strömkällans front. När temperaturen sjunker återställs termovakten
automatiskt.
6.5 Bågspänningsmätning
Bågspänningsmätning kan utföras på två sätt:
Alternativ 2 innebär att man måste ansluta en mätkabel till arbetsstycket. Detta är
den metod som ger den mest korrekta bågspänningsmätningen.
Alternativ 1 (leveransutförande)
Mätning mellan svetstråd och OKC--uttag.
Anslutningar till kontakt XS31.
Nödvändiga externa anslutningar
Hylsa Förklaring av befintliga anslutningar i strömkällan
J Svetsminus, avkänning
M Svetsminus från OKC--uttag
H Bågspänning från svetstråden i matarenheten.
C
Forcerat svetsstopp, bruten förbindelse mellan C och F innebär stopp.
F
Alternativ 2A
Mätning mellan svetstråd positiv polaritet, arbetsstycke negativ.
Anslutningar till kontakt XS31.
Nödvändiga externa anslutningar
Hylsa Förklaring av befintliga anslutningar i strömkällan
J Svetsminus, avkänning
M
H Bågspänning från svetstråden i matarenhet.
C
Forcerat svetsstopp, bruten förbindelse mellan C och F innebär stopp.
F
ba39d1sa
-- 11 --

Alternativ 2B
Forceratsvetsstopp,brutenförbindelsemellanCochFin
Mätning mellan svetstråd negativ polaritet, arbetsstycke positiv.
Anslutningar till kontakt XS31.
Nödvändiga externa anslutningar
Hylsa Förklaring av befintliga anslutningar i strömkällan
J Svetsplus, avkänning
M
H Bågspänning från svetstråden i matarenhet.
C
Forcerat svetsstopp, bruten förbindelse mellan C och F innebär stopp.
F
6.6 Forcerat svetsstopp
Vid normaldrift ska denna ingång vara byglad.
OBS! Vid nödsituation kan man stoppa svetsströmkällan omedelbart genom att
öppna denna ingång. Se tabell ovan.
OBS! Svetsströmkällan är spänningsatt även när svetsstopp är aktiverat.
7 UNDERHÅLL
Regelbundet underhåll är viktigt för tillförlitlig och säker drift.
Underhåll får endast göras av behörig person
Det är endast den som har lämpliga elkunskaper (behörig) som får avlägsna
skyddsplåtar.
OBS!
Samtliga garantiåtaganden från leverantören upphör att gälla om kunden själv under
garantitiden gör ingrepp i produkten för att åtgärda eventuella fel.
7.1 Rengöring av dammfilter
S Lossa fläktgaller med dammfilter (1).
S Vik ut gallret (2).
S Frigör dammfiltret (3).
S Blås rent filtret med tryckluft
(reducerat tryck).
S Bytes vid behov.
S Se till att filtret med det finaste
mönstret placeras in mot gallret (2) (ut
från strömkällan)
S Sätt tillbaka fläktgaller med dammfilter.
ba39d1sa
-- 1 2 --

8FELSÖKNING
Detta är rekommenderade kontrollåtgärder innan auktoriserad servicepersonal
tillkallas.
Typ av fel Åtgärd
Svetsströmkällan ger ingen ljusbåge.
Svetsströmmen bryts under pågående svetsning.
Termovakten löser ut ofta. S Kontrollera om dammfiltret är igensatt.
Dåligt svetsresultat. S Kontrollera om svets-- och återledarkablarna är korrekt
S Kontrollera om elkopplaren för nätspänning är tillslagen.
S Kontrollera om svets-- och återledarkablarna är korrekt
anslutna.
S Kontrollera om rätt strömstyrka är inställd.
S Kontrollera att säkringen är hel
(gäller endast för serienummer 517, 524 och 610).
S Kontrollera om termovakterna har löst ut (orange
indikeringslampa på svetsströmkällans front).
S Kontrollera nätsäkringarna.
S Kontrollera om svetsströmkällans märkdata överskrids
(överbelastning av svetsström-- källan).
anslutna.
S Kontrollera om rätt strömstyrka är inställd.
S Kontrollera att det inte är felaktig tråd som används.
S Kontrollera nätsäkringarna.
9 FELKODSLISTA
Fel
kod
1 Minnesfel EPROM x x
2 Minnesfel RAM x x
3 Minnesfel extern RAM x
4 Matningspänning 5V x x
5 Hög likmellanspänning x
6 Hög temperatur x
7 Hög primärström x
8 Matningspänning 1* x x
9 Matningspänning 2* x
10 Matningspänning 3* x
12 Kommunikationsfel (varning) x x
14 Kommunikationsfel (bus off) x
15 Förlorade meddelanden x x
18 Förlorat kontakten med strömkällan x
19 Felaktigt inställningsvärden i extern RAM x
20 Ej godtagbara inställningar lagrade i RAM x
21 Inkompatibla inställningar lagrade i RAM x
22 Spill i sändarbuffer x
23 Spill i mottagarbuffer x
26 Programfel x x
28 Tappat programdata x x
Beskrivning Svetsdataenhet Strömkälla
ba39d1sa
-- 1 3 --
Enhet Matningsspänning 1* Matningsspänning 2* Matningsspänning 3*
Svetsdataenhet +3 V
Strömkälla +15 V -- 1 5 V +24 V
9.1 Beskrivning av felkoder
Felkod Beskrivning
1 Programminnesfel (EPROM)
Programminnet är skadat.
Inga funktioner spärras av detta fel.
Åtgärd: Starta om maskinen. Kvarstår felet, tillkalla servicetekniker.
2 Fel i mikroprocessorns RAM
Mikroprocessorn klarar inte av att skriva/läsa till det interna minnet.
Inga funktioner spärras av detta fel.
Åtgärd: Starta om maskinen. Kvarstår felet, tillkalla servicetekniker.
3 Fel i externt RAM
Mikroprocessorn klarar inte av att skriva/läsa till det externa minnet.
Inga funktioner spärras av detta fel.
Åtgärd: Starta om maskinen. Kvarstår felet, tillkalla servicetekniker.
4 Spänningsfall i 5 V matningsspänning
Matningsspänningen är för låg.
Pågående svetsprocess stoppas och start förhindras.
Åtgärd: Spänningsfrånslag krävs för återställning. Kvarstår felet, tillkalla servicetekniker.
5 Likmellanspänning utanför gränsvärde
Spänningen är för hög eller för låg. För hög spänning kan bero på kraftfulla transienter på
nätet eller svagt nät (hög induktans i nätet eller en fas borta).
Strömkällan stoppas och kan ej startas.
Åtgärd: Spänningsfrånslag krävs för återställning. Kvarstår felet, tillkalla servicetekniker.
6 Hög temperatur
Temperaturvakt har löst ut.
Pågående svetsprocess stoppas och det går ej att starta förrän temperaturvakten har
slagit till igen.
Åtgärd: Kontrollera att kylluftsintaget / utsläppet ej är igensatt eller nedsmutsat.
Kontrollera även att arbetscykeln, så att den ej överskrider märkdata.
7 Hög primärström
Strömkällan drar för mycket ström från likspänningen som den matas med.
Strömkällan stoppas och kan ej startas.
Åtgärd: Spänningsfrånslag krävs för återställning. Kvarstår felet, tillkalla servicetekniker.
8 Låg batterispänning+3V, (svetsdataenhet)
För låg batterispänning. Om inte batteriet byts så försvinner all lagrad data.
Inga funktioner spärras av detta fel.
Åtgärd: Tillkalla servicetekniker för byte av batteri.
8 Matningsspänning +15V, (Strömkälla)
För hög eller för låg matningsspänning.
Åtgärd: Tillkalla servicetekniker.
9 Matningsspänning --15V, (strömkälla)
För hög eller för låg matningsspänning.
Åtgärd: Tillkalla servicetekniker.
ba39d1sa
-- 1 4 --

Felkod Beskrivning
10 Matningsspänning +24 V
För hög eller för låg matningsspänning.
Åtgärd: Tillkalla servicetekniker.
12 Kommunikationsfel (varning)
Belastningen på systemets CAN--buss är tillfälligt för hög.
Strömkälla / matarenhet kan ha förlorat kontakten med svetsdataenheten.
Åtgärd: Se över utrustningen så att allt är rätt inkopplad.
Kvarstår felet, tillkalla servicetekniker.
14 Kommunikationsfel
Systemets CAN--buss har tillfälligt upphört att fungera på grund av för hög belastning.
Pågående svetsprocess stoppas.
Åtgärd: Se över utrustningen så att allt är rätt inkopplad. Spänningsfrånslag krävs för
återställning. Kvarstår felet, tillkalla servicetekniker.
15 Förlorade meddelanden
Mikroprocessorn klarar inte av att bearbeta inkommande meddelanden i tillräckligt hög takt
och information har förlorats.
Åtgärd: Spänningsfrånslag krävs för återställning. Kvarstår felet, tillkalla servicetekniker.
18 Förlorat kontakten
Svetsdataenheten har förlorat kontakten med strömkällan.
Pågående svetsprocess stoppas.
Åtgärd: Kontrollera kablaget. Kvarstår felet, tillkalla servicetekniker.
19 Minnesfel i batterimatat dataminne RAM
Batteriet har tappat spänningen.
Åtgärd: Spänningsfrånslag krävs för återställning. Svetsdataenheten nollställs.
Inställningarna blir på engelska med MIG/MAG, DIP/SPRAY, Fe, CO2, 1.2 mm
20 Otillåtna inställningsvärden lagrade i RAM
Otillåtna värden har funnits vid uppstart. Raderar all data som finns i svetsdataenheten.
Åtgärd: Spänningsfrånslag krävs för återställning. svetsdataenheten nollställs.
Inställningarna blir på engelska med MIG/MAG, DIP/SPRAY, Fe, CO2, 1.2 mm
21 Inkompatibla inställningsvärden lagrade i RAM
Otillåtna svetsdatakombinationer har angivits.
Åtgärd: Spänningsfrånslag krävs för återställning. Kvarstår felet, tillkalla servicetekniker.
22 Spill i sändarbuffer
Svetsdataenheten hinner inte sända information till de andra enheterna i tillräcklig hög takt.
Åtgärd: Spänningsfrånslag krävs för återställning.
23 Spill i mottagarbuffer
Svetsdataenheten hinner inte bearbeta information från de andra enheterna i tillräcklig hög
takt.
Åtgärd: Spänningsfrånslag krävs för återställning.
26 Programfel
Något har förhindrat processorn att utföra sina normala uppgifter i programmet.
Programmet startas om automatiskt. Pågående svetsprocess kommar att stoppas. Inga
funktioner spärras av detta fel.
Åtgärd: Se över svetsprogramshanteringen under svetsning. Upprepas felet, tillkalla
servicetekniker.
28 Tappat programdata
Programexekveringen fungerar inte.
Åtgärd: Spänningsfrånslag krävs för återställning. Kvarstår felet, tillkalla servicetekniker.
ba39d1sa
-- 1 5 --

10 RESERVDELSBESTÄLLNING
MigRob 500 är konstruerade och provade i enlighet med internationell och europeisk
standard IEC/EN 60974--1 och EN 60974--10. Efter utförd service eller reparation
åligger det utförande serviceinstans att förvissa sig om att produkten inte avviker
från den ovan nämnda standarden.
Reparations-- och elektriska arbeten ska utföras av auktoriserad servicepersonal.
Använd endast original reservdelar och slitdelar.
Reservdelar beställs genom ABB Automation Technologies AB. Vid beställning var
vänlig uppge typ och tillverkningsnummer samt benämningar och beställningsnummer.
Rätt till ändring av specifikationer utan avisering förbehålles.
ba39d1sa
-- 1 6 --

p
-- 1 7 --

Schema
ba39e
-- 1 8 -Edition 080105

ba39e
-- 1 9 -Edition 080105

MigRob 500
Beställningsnummer
1.
Ordering no. Denomination Type
3HEA801700--001 Welding power source MigRob500
3HEA801700--002 Welding power source with autotransformer MigRob500 and TUA2
ba39o11a
-- 2 0 -Edition 080105

MigRob 500
Reservdelsförteckning
Item Ordering no. Denomination
1 3HEA801730--002 Filter
2 3HEA801730--003 Front grill
3 3HEA801730--001 Fuse 4 AT, 10.3x38.1mm
(valid only for serial number
517, 524 and 610)
ba39s
-- 2 1 -Edition 080105

p
-- 2 2 --
 Loading...
Loading...