

Page 1
СВАРОЧНЫЙ ПОЛУАВТОМАТ
MIG-100
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Page 2

УВАЖАЕМЫЙ ПОКУПАТЕЛЬ!
Благодарим Вас за приобретение сварочного аппарата Wester. Вся
продукция Wester спроектирована и изготовлена с учетом самых высоких
требований к качеству изделий.
Для эффективной и безопасной работы внимательно прочтите данную
инструкцию и сохраните ее для дальнейших справок. При передаче
аппарата третьим лицам прилагайте к нему данную инструкцию.
При работе со сварочным оборудованием всегда руководствуйтесь указаниями
по безопасности, содержащимися в данной инструкции по эксплуатации.
Категорически запрещается вносить изменения в конструкцию сварочного
аппарата.
В случае несоблюдения правил эксплуатации сварочного аппарата или внесения
каких-либо изменений в его конструкцию, оборудование не подлежит
гарантийному ремонту.
Обращайте особое внимание на те положения инструкции, которые отмечены
знаком «ВНИМАНИЕ!». Несоблюдение данной инструкции по эксплуатации
может привести к тяжелым последствиям: нанесению ущерба имуществу и
здоровью людей.
НАЗНАЧЕНИЕ
Сварочный полуавтомат предназначен для сварки и наплавки металла
плавящейся электродной проволокой в среде защитного газа (MIG/MAG) или
флюсовой проволокой, которая позволяет выполнять сварочные работы без газа.
Данный сварочный полуавтомат предназначен для использования в бытовых
целях. На инструмент, используемый для предпринимательской деятельности
или в профессиональных целях, гарантия не распространяется.
2
www.hammer-pt.com
Page 3
10% - 100А
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Модель: MIG-100
Напряжение питания, (В) 230
Частота, (Гц) 50
Напряжение без нагрузки, (В) 30- 27
Потребляемая мощность при
нагрузке 35%/макс., (кВт)
Диапазон сварочного тока, (А) 30- 100
Коэффициент прерывистости
работы, (%-А)
Класс защиты, (IP) IP21S
Степень изоляции F
Диаметр проволоки, (мм) 0.6- 0.8
Флюсовая Да
Алюминиевая нет
Масса комплекта, (кг) 13
Габариты, (см) 480*220*340
Комплектация аппарата:
1. Сварочный аппарат.
2. Сварочная горелка MIG/MAG.
3. Сварочный кабель с зажимом массы
4. Контактный наконечник 0.6мм – 1шт.
5. Контактный наконечник 0.8мм – 1шт.
6. Щиток сварочный
7. Щетка молоток
8. Инструкция по эксплуатации и гарантийный талон.
ВНИМАНИЕ! Комплектация изделия может изменяться по усмотрению
производителя.
1.4- 2.4
35% - 60А
3
www.hammer-pt.com
Page 4

ОПИСАНИЕ
Общий вид
Рис.1
1. Потенциометр для регулировки скорости подачи проволоки
2. Переключатель режимов сварочного тока «MIN/MAX»
3. Выключатель питания
4. Переключатель сварочного тока «режим 1/ режим 2»
5. Индикатор термозащиты
6. Сетевая вилка
7. Клемма заземления
8. Сварочная горелка (пистолет)
4
www.hammer-pt.com
Page 5
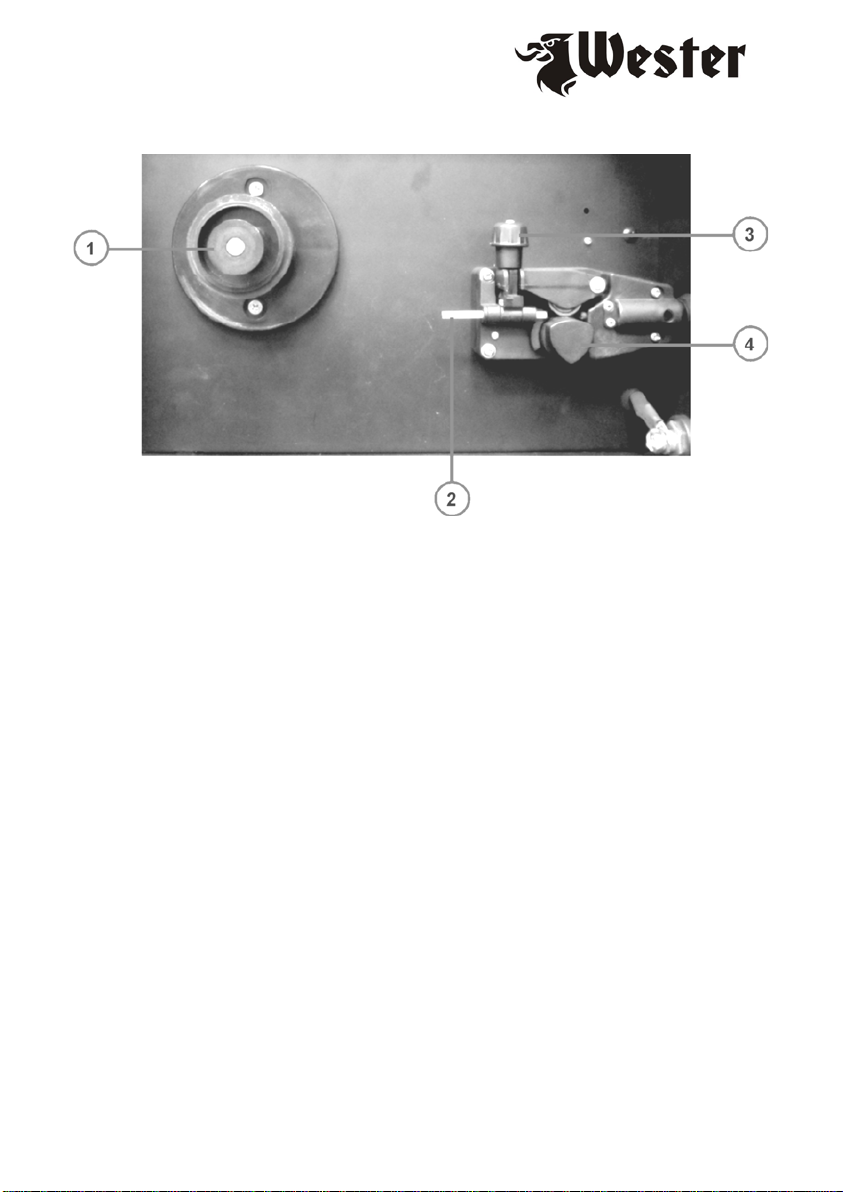
Отсек механизма подачи проволоки
Рис.2
1. Держатель для катушки
2. Канал для проволоки
3. Регулятор давления прижимного ролика
4. Фиксатор подающего ролика
5
www.hammer-pt.com
Page 6
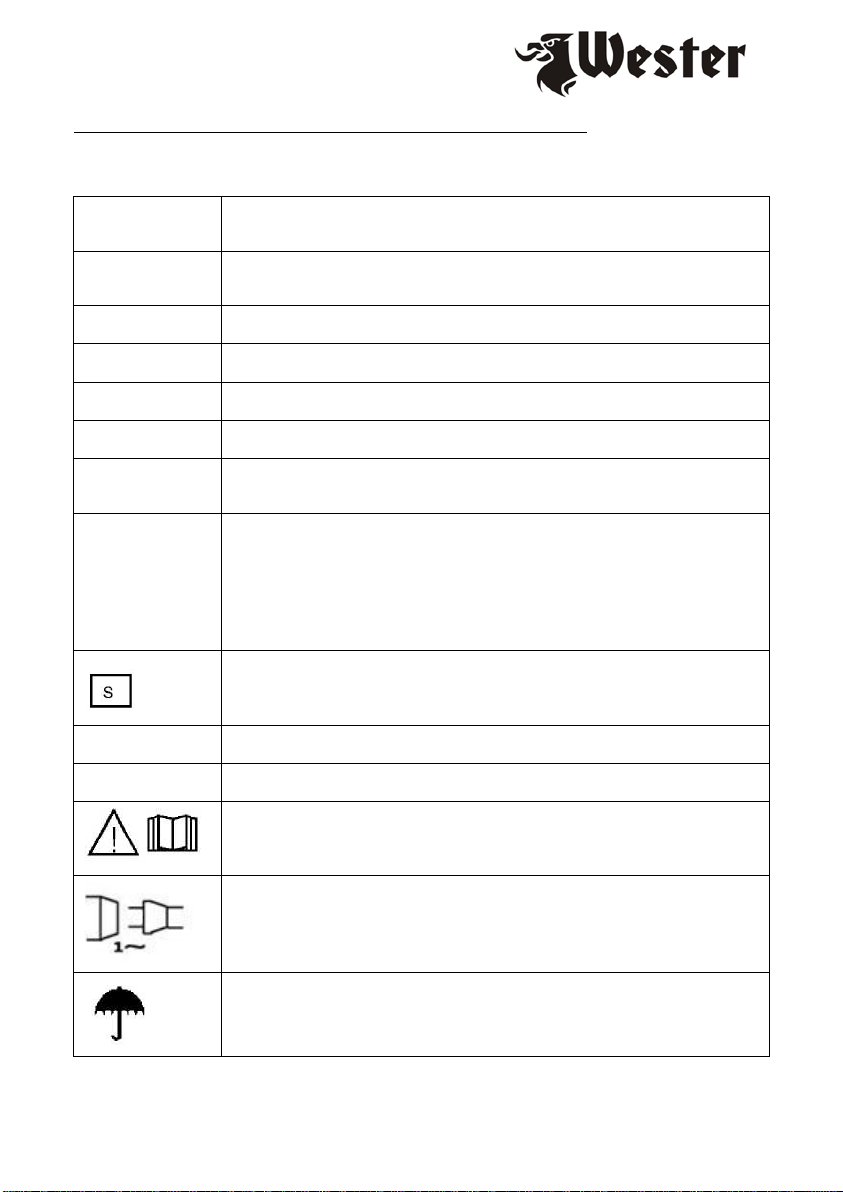
ПОМЕТКИ И СИМВОЛЫ, ИСПОЛЬЗУЕМЫЕ НА АППАРАТЕ
Стандарт: EN60974-6:2003
U1
U0
Напряжение питания и частота питающей сети
(максимальный допуск +/-10%)
Напряжение холостого хода (без нагрузки) - выходное
напряжение разомкнутой цепи источника питания
I
1max
I
1eff
I2
U2
А/V – А/V
Х
IP
F
Максимальный входной ток
Эффективное значение входного тока
Выходной ток, производимый аппаратом во время сварки
Выходное напряжение под нагрузкой
Указывает диапазон регулировки тока сварки при
соответствующем напряжении дуги
Коэффициент прерывистости работы - отношение между
длительностью нагрузки и полным временем цикла
(указывается в % к основному циклу, полное время одного
цикла – 10 мин. Например, если норма будет 80 %, то время
под нагрузкой должно быть 8 минуты, а время, необходимое
для охлаждения трансформатора, должно быть 2 минут)
Символ, указывающий, что данным аппаратом можно
выполнять сварочные работы в помещении с повышенной
опасностью поражения электрическим током
Класс защиты. Например, IP21
Степень изоляции
Пожалуйста, прочитайте инструкцию перед началом работы
Символ однофазного переменного тока источника питания
Запрещается подвергать сварочный аппарат воздействию
влаги
6
www.hammer-pt.com
Page 7

Диаметр проволоки
ТЕХНИКА БЕЗОПАСНОСТИ
ВНИМАНИЕ! Пожалуйста, тщательно прочтите указания по технике безопасности
перед использованием сварочного аппарата.
ВНИМАНИЕ! Техническое обслуживание аппарата и производство сварочных
работ должно осуществляться квалифицированным персоналом, ознакомленным
с настоящей инструкцией.
Запрещается использование аппарата для любых целей, кроме видов сварки,
указанных в настоящей инструкции.
1. Личная безопасность.
Сварочные процессы любого вида могут быть опасны в случае
несоблюдения правил безопасности не только для рабочего, но и для
третьих лиц, находящихся в рабочей зоне.
Излучение дуги может вызвать повреждение глаз и ожог кожи. Сварочная
дуга образует очень яркое ультрафиолетовое и инфракрасное излучение,
которое может нанести вред глазам и повредить кожу в случае отсутствия
необходимой защиты.
• Надевайте закрытую огнеупорную одежду, без карманов. Брюки должны быть
без отворотов. Перчатки и обувь должны иметь изолирующую подошву и
железный носок. Не надевайте промасленную одежду.
• Надевайте огнеупорную сварочную маску с соответствующими стеклами для
защиты лица и шеи со всех сторон. Защитные стекла всегда должны быть
чистыми. Заменяйте их по мере загрязнения или в случае повреждения и
наличии трещин. Располагайте прозрачное стекло между затемненным стеклом и
зоной сварки.
• Электросварщик должен иметь группу по электробезопасности не ниже II.
• Все сварочные работы должны выполняться в соответствии с требованиями
«Правил безопасности при работе с инструментом и приспособлениями».
Электросварщик обязан тщательно заправлять спецодежду и обувь для
обеспечения надежной защиты от брызг расплавленного металла (брезентовые
куртки и брюки надевают навыпуск, карманы куртки закрывают клапанами,
ботинки плотно зашнуровывают).
Газ и дым, образующийся во время процесса сварки, может быть опасен и
вреден для здоровья.
• Сварочные работы сопровождаются загрязнением воздушной среды рабочей
зоны сварочным аэрозолем, в состав которого входят окислы различных
металлов и газов, оказывающих вредное воздействие на организм человека.
7
www.hammer-pt.com
Page 8

ть поднятия в воздух пыли и
• При проведении сварочных работ необходимо обеспечить достаточную
вентиляцию рабочего места. Вытяжная система может быть передвижной или
встроенной в рабочий стол, и должна обеспечивать отвод газов с рабочей зоны и
снизу, но не сверху рабочей зоны, чтобы избежа
паров. При сварке должна обеспечиваться как местная вытяжная вентиляция, так
и общая вентиляция рабочей зоны.
• При выполнении сварочных работ необходимо предварительно очистить
свариваемые поверхности от ржавчины и краски для того, чтобы предотвратить
образование вредных испарений. Поверхности, очищаемые растворителями
необходимо просушить перед началом сварки.
• Удалите из зоны сварки все хлорсодержащие растворители перед началом
сварки. Определенные виды хлорсодержащих растворителей разлагаются под
воздействием ультрафиолетового излучения, образуя газ фосфаген.
• При необходимости присутствия в местах проведения сварочных работ
других людей, помимо сварщика, необходимость использования индивидуальных
средств защиты распространяется и на них. Кроме того, целесообразно
использование специальных экранов.
• Запрещается проводить сварочные работы на контейнерах, емкостях или
трубах, которые содержали жидкие или газообразные горючие вещества, а также
на резервуарах под давлением.
2. Предотвращение возгораний.
• Запрещается использовать сварочный аппарат для размораживания
трубопроводов и прочих металлических конструкций.
• Запрещается сварка труб или емкостей, содержащих горючие жидкости или
газообразные вещества.
• Запрещается производство сварочных работ на поверхностях, покрытых
краской, лаком или прочими горючими веществами.
• Уберите все возгораемые и горючие материалы из рабочей зоны. Если Вы не
можете их убрать, то накройте их огнестойким покрытием.
• Обязательно наличие исправного огнетушителя в зоне производства
сварочных работ.
• Следите за тем, чтобы от искр или окалины не возник огонь.
• После окончания произведения сварочных работ необходимо в течении 30
минут производить наблюдение за помещением с целью предупреждения
возможного возгорания.
• Пыль, скопившаяся в корпусе аппарата за время работы, может стать
причиной ухудшения работы изоляции. Поэтому сварочный аппарат должен
регулярно проходить технический осмотр.
3. Электрическая безопасность.
ВНИМАНИЕ! Электрический шок может привести к летальному исходу!
В рабочей зоне всегда должен находиться человек, который может оказать
первую помощь пострадавшему. Если Вы нашли человека без сознания, с
подозрением на электрический шок, не дотрагивайтесь до человека, если он
8
www.hammer-pt.com
Page 9

соприкасается со сварочным аппаратом, проводом или другими деталями. Сухим
деревянным предметом или другим диэлектриком, снимите кабель с
пострадавшего.
• Во время работы необходимо пользоваться сухими изолирующими
перчатками.
• Запрещается использование сварочного оборудования в случае, если
сварщик находится под воздействием алкоголя, лекарственных средств, или
других веществ, снижающих быстроту реакции.
• Запрещается наличие посторонних лиц и домашних животных в местах
производства сварочных работ.
• Питающее напряжение должно соответствовать номинальному значению,
указанному на табличке с техническими характеристиками (допустимое
отклонение составляет +/- 10%).
• При производстве сварочных работ аппарат должен находиться на ровной
поверхности в устойчивом положении во избежание его падения.
• Перед началом работ необходимо убедиться в целостности изоляции всех
кабелей сварочного аппарата.
• Избегайте непосредственного контакта с токоведущими частями сварочного
аппарата.
• Отсоедините вилку питания сварочного аппарата от электрической сети перед
проведением любых работ по соединению кабелей, чистке, проверке и ремонту.
• Запрещается использование кабелей меньшего сечения в отличие от
заводского сечения или кабелей с поврежденной изоляцией.
• Запрещается подключать сварочный аппарат к электросети, не
оборудованной заземлением.
• После завершения сварочных работ необходимо в течении 5 минут дать
возможность проработать сварочному аппарату на холостом ходу, затем
отключить питание.
• Запрещается производить сварочные работы на аппарате со снятым
защитным кожухом.
• Запрещается проводить сварочные работы в условиях атмосферных осадков
и во влажных помещениях.
• Запрещается использование сварочного аппарата с демонтированным или
поврежденным корпусом.
• Не разрешается производить электросварочные работы во время грозы, под
дождем или снегом.
ВНИМАНИЕ! Не дотрагивайтесь до частей аппарата, находящихся под
напряжением.
4. Шум.
• Надевайте защитные наушники и/или беруши.
• Измеряйте уровень шума, чтобы убедиться, что децибелы не превышают
безопасный уровень.
9
www.hammer-pt.com
Page 10

5. Электромагнитная совместимость.
Перед установкой и подключением сварочного аппарата необходимо:
• Убедитесь, что около аппарата отсутствуют посторонние кабели источников
питания, линии передачи сигналов, телефонные провода и другое оборудование;
• Убедитесь, что вблизи сварочного аппарата отсутствуют радиоприемники,
телевизоры, компьютеры и другие сложные электронные приборы.
• Запрещается нахождение в местах производства сварочных работ и в
непосредственной близости от них людей, использующих для поддержания
жизнедеятельности электрическую и электронную медицинскую аппаратуру.
• Не рекомендуется проводить сварочные работы лицам, имеющим
кардиостимулятор без рекомендаций врача.
В некоторых случаях, требуются дополнительные меры. При наличии помех, они
могут быть сокращены следующими способами:
• Если помехи распространяются по сети питания, то необходимо установить
фильтр-стабилизатор напряжения между электрической сетью и аппаратом.
• Выходные кабели аппарата должны быть укорочены; провода должны лежать
вместе, на земле.
• После технического обслуживания обязательно закройте защитные кожуха
аппарата.
МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ СО СВАРОЧНЫМ АППАРАТОМ
1. Требования к рабочему месту.
• Сварочный аппарат должен находиться в сухом помещении с хорошей
вентиляцией, вне воздействия прямых солнечных лучей и атмосферных осадков.
• Температура воздуха при проведении сварочных работ должна находиться в
пределах -10
должна находиться в пределах -25
0
С + 40
0
С. Температура воздуха при хранении и транспортировке
0
С +500С. Относительная влажность должна
быть: при 40 ℃: ≤ 50%, при 20 ℃: ≤ 90%.
• Высота над уровнем моря не должна превышать 1000 метров.
• Сварочный аппарат устанавливается так, чтобы посторонние предметы не
перекрывали приток воздуха к месту работы для достаточной вентиляции. Также
необходимо следить, чтобы на аппарат не попадали капли металла, пыль, грязь;
чтобы аппарат не подвергался воздействию паров кислот и подобных
агрессивных сред.
• В помещении должна отсутствовать сильная вибрация и толчки.
• Сварочный аппарат необходимо устанавливать на расстоянии не менее
300мм от стен и других преград, мешающих естественной вентиляции.
2. Подключение к электрической сети.
Перед выполнением электрического подключения аппарата, убедитесь, что
характеристики сети соответствуют номинальным характеристикам аппарата.
Напряжение сети должно быть в пределах ±10% номинального сетевого
напряжения. Слишком низкое напряжение может снизить сварочные
10
www.hammer-pt.com
Page 11

характеристики, а слишком высокое может привести к перегреву и повреждению
отдельных компонентов. Источник питания сварочного аппарата должен быть:
- правильно установлен, при необходимости квалифицированным персоналом.
- правильно заземлен, согласно правилам, установленным в вашем регионе.
- подсоединен к электророзетке нужной мощности.
Подключите электросварочный аппарат к УЗО проводом соответствующего
сечения, при этом расстояние между аппаратом и стеной составляет не менее
0,5м.
ВНИМАНИЕ! УЗО в комплектацию не входит.
Категорически запрещается подключать сварочный аппарат непосредственно
(без рубильника) к силовой или осветительной электросети, а также аппарат,
находящийся под напряжением.
Присоединять аппарат к сети следует в соответствии с маркировкой выводов на
зажимах.
Электросеть должна быть снабжена предохранителем или автоматическим
выключателем.
В таблице приведены значения, рекомендуемые для предохранителя:
S поперечного
сечения (мм
2
S поперечного
)
сечения (мм
2
Ток предохранителя
)
(А)
130А ≥ 25 ≥ 6 60
200А ≥ 35 ≥ 6 60
250А ≥ 50 ≥ 10 75
Необходимо принимать меры против повреждения изоляции на проводах
(кабелях) и исключать их соприкосновение с водой, маслом, стальными канатами,
шлангами с горючими газами и горячими трубопроводами. Применение
электросварочных проводов с поврежденной оплеткой или изоляцией
запрещается. Если нет возможности заменить поврежденный провод, то
необходимо заключить его в резиновый шланг.
ПРИМЕЧАНИЯ:
• Периодически проверяйте кабель питания на трещины и прочие повреждения.
Если кабель в неудовлетворительном состоянии, то необходимо заменить
кабель в Сервисном центре.
• Не дергайте за кабель, чтобы отключить аппарат от сети.
• Не зажимайте кабель, т.к. это может повредить кабель и привести к удару
электрическим током.
11
www.hammer-pt.com
Page 12

• Кабель питания должен находиться вдали от источников тепла, масел,
растворителей и различных острых предметов.
• В случае если Вы используете удлинитель, то старайтесь излишне не
перегибать его, а также избегайте перегрева удлинителя.
ВНИМАНИЕ! Операция подключения к электросети должна выполняться
квалифицированным профессионалом.
ВНИМАНИЕ! Перед выполнением сварки обязательно прикрепите клемму
заземления к рабочей поверхности!
3. Коэффициент прерывистости работы (норма длительности нагрузки).
Коэффициент прерывистости работы представляет собой отношение между
фактическим временем работы и полным временем работы. Нормативная
длительность цикла составляет 10 мин.
Например, если коэффициент прерывистости для сварочного аппарата
составляет 60% при максимальном значении силы тока, это означает, что время
сварки - 6 минуты, а время перерыва - 4 мин. Если сварочный ток ниже, чем
максимальный показатель, возрастает значение коэффициента прерывистости.
Запрещается использоваться сварочный аппарат с превышением коэффициента
прерывистости работы. Чрезмерная нагрузка может повредить сварочный
аппарат или сократить срок его службы.
ПОДГОТОВКА К РАБОТЕ
Подготовка к работе методом MIG/MAG.
• Установите переключатель выбора режимов сварки (2, Рис.1) в положение
MIN/MAX. сварочного тока.
• Подключите кабель с зажимом массы к разъему «-» аппарата и зафиксируйте
зажим массы на заготовке.
• Подсоедините газовый шланг (в комплект не входит) к штуцеру на задней
панели аппарата, а другой его конец к газовому баллону через редуктор (в
комплект не входит).
• Откройте отсек механизма подачи проволоки. Установите катушку с
проволокой на держатель катушки (1, Рис.2).
• Освободите скобу с прижимным роликом, потянув рычаг регулятора давления
на себя. Поднимите скобу с прижимным роликом.
• Отрежьте изогнутый кончик проволоки и вставьте проволоку в канал для
проволоки (2, Рис.2) и через ролик в выходное отверстие подающего механизма
примерно на 15 см.
• Убедитесь, что канавка ролика соответствует диаметру проволоки. Прижмите
проволоку прижимным роликом.
• Отрегулируйте усилие прижима ролика закручивая или откручивая ручку
регулятора (3, рис 2). Усилие должно быть достаточным для продвижения
проволоки внутри рукава сварочной горелки, но не избыточным — при вращении
12
www.hammer-pt.com
Page 13

подающей катушки вручную в обратном направлении проволока должна
проскальзывать между роликами.
• Снимите с горелки сопло и контактный наконечник. Для откручивания
контактного наконечника используйте ключ. Откручивается контактный
наконечник против часовой стрелки (Рис.3).
• Подключите вилку кабеля питания в розетку 220 В и включите аппарат
выключателем. Загорится лампа индикатора включения аппарата.
• Нажмите и удерживайте курок горелки, пока из наконечника горелки не
покажется проволока (Рис.4).
• Подберите контактный наконечник соответствующий диаметру проволоки,
заверните его на горелку и наденьте сопло (Рис.5).
Рис.3 Рис.4 Рис.5
Выбор ролика подачи.
Подающий ролик служит для передачи и превращения крутящего момента
мотора подающего механизма в поступательное движение проволоки (Рис.6).
Ролик имеет две канавки под соответствующий диаметр проволоки. Подающий
ролик возможно установить в двух положениях. Размер канавки или диаметр
проволоки, на которую рассчитана канавка, указан на боковой стороне ролика.
Рис.6
Форма канавки прижимного ролика (Рис.7):
V-образная форма канавки подходит для твердой проволоки (сталь);
U-образная форма канавки подходит для мягкой проволоки (алюминий);
Канавка с насечкой подходит для проволоки с флюсом. Применяется при сварке
MIG/MAG без газа.
13
www.hammer-pt.com
Page 14

Рис.7
ВНИМАНИЕ! Неправильный выбор типа прижимного ролика соответствующему
типу проволоки может привести к повышенному износу горелки и частому
застреванию проволоки внутри подающего механизма.
Замена подающего ролика.
• Освободите и поднимите вверху скобу с прижимным роликом, потянув рычаг
регулятора давления на себя.
• Поверните против часовой стрелки фиксатор подающего ролика (4, Рис.2) и
снимите его.
• Извлеките подающий ролик.
• Установите ролик другой стороной, сменив канавку ролика, или установите
новый ролик.
• Зафиксируйте ролик фиксатором подающего ролика.
• Опустите и зафиксируйте скобу с прижимным роликом.
ЭКСПЛУАТАЦИЯ
Сварка MIG/MAG.
Сварка MIG/MAG – дуговая сварка правящимся металлическим электродом
(проволокой) сплошного сечения либо с флюсом в среде инертного или
активного защитного газа с автоматической подачей проволоки.
ВНИМАНИЕ! Проверьте, чтобы горелка и заземляющий кабель были правильно
подсоединены к полюсам.
Данный сварочный аппарат предназначен для работы только флюсовой
сварочной проволокой без защитного газа.
При сварке БЕЗ ГАЗА защита сварочной ванны обеспечивается флюсовой
проволокой (смогом при сгорании флюса).
Установите необходимые параметры сварки MIG/MAG на панели управления.
Переключателями (2, рис.2) и (4, Рис.2) настраивается сила сварочного тока,
регулятором (1, Рис.2) настраивается скорость подачи проволоки.
14
www.hammer-pt.com
Page 15

Для настройки параметров сварки в зависимости от диаметра проволоки и
толщины свариваемого металла можно воспользоваться рекомендуемыми в
следующей таблице параметрами:
Толщина
свариваемого
металла, мм
0,5 – 1,0 0,6 – 0,8 30 – 70 16 – 20
1,0 – 2,0 0,8 – 1,0 70 – 160 18 – 22
2,0 – 5,0 1,0 – 1,2 160 – 210 22 – 30
Индикатор перегрева.
Горящая лампа индикатора перегрева (2, Рис.2) указывает на наличие слишком
высокой температуры внутри сварочного аппарата и нахождение аппарата в
режиме защиты от перегрева. После охлаждения аппарат автоматически
вернется в рабочее состояние.
РЕКОМЕНДАЦИИ ПО ЭКСПЛУАТАЦИИ
Для правильной регулировки и эксплуатации сварочного аппарата MIG
потребуется некоторый опыт. При сварке MIG есть два основных сварочных
параметра: это сварочный ток и скорость подачи проволоки.
Установите ток и скорость подачи проволоки в зависимости от толщины
материала, который необходимо сварить. Величину сварочного тока подбирают
опытным путем при помощи переключателей на передней панели. При этом для
установленного сварочного тока регулировкой скорости подачи проволоки
добиваются наиболее приемлемого качества сварочного шва.
Изменение диаметра сварочной проволоки приводит к изменению сварочных
параметров. Меньший диаметр проволоки должен сопровождаться более
высокой скоростью подачи проволоки, для того установленного значения
сварочного тока. Чрезмерное увеличение сварочных параметров не гарантирует
качественную сварку.
Слишком высокая скорость подачи проволоки (слишком высокая по отношению к
скорости подачи проволоки) приводит к пульсации внутри горелки. Это связано с
тем, что сварочная проволока достигает сварочной ванны не расплавившись в
значительной степени, т.к. из-за высокой скорости проволока не успевает
расплавиться.
Слишком высокий сварочный ток (слишком высокий по отношению к скорости
подачи проволоки) приводит к излишней и нестабильной сварочной дуге.
Диаметр
проволоки,
мм
Сварочный
ток, А
Напряжение
сварки, В
15
www.hammer-pt.com
Page 16

Дальнейшее увеличение сварочного тока может привести к сгоранию
наконечника.
В любом случае, излишняя скорость подачи проволоки может быть
компенсирована увеличением сварочного тока. Допустимые пределы этой
операции зависят от толщины свариваемого материала (если предел будет
превышен, то это может привести к прогоранию свариваемого материала).
Расположите горелку над местом предполагаемого сварочного шва под углом в
45°. Сопло горелки должно находиться на расстоянии 5мм от поверхности.
Наденьте защитную маску и нажмите триггер горелки для образования сварочной
дуги. Если во время сварки образуется большое количество сварочного
материала, направляйте горелку медленно слева направо, соблюдая постоянную
скорость.
С помощью потенциометра, регулирующего скорость подачи проволоки,
установите устойчивую дугу.
Дополнительные товары.
• Клемма массы WESTER 990-047 300А;
• Маска сварочная WESTER W H2 DIN 11;
• Маска сварочная WESTER WH3 Хамелеон, DIN3, DIN 11;
• Маска сварочная WESTER WH4 Хамелеон, DIN4, DIN 11;
• Маска сварочная WESTER WH7 Хамелеон, с регулировкой затемнения DIN 9-13;
• Маска сварочная WESTER WH8 Хамелеон, с регулировкой затемнения DIN 9-11;
• Проволока сварочная WESTER ALW 08045 алюминиевая 0.8мм, 0.45кг;
• Проволока сварочная WESTER ALW 08045b алюминиевая 0.8мм, 0.45кг блистер;
• Проволока сварочная WESTER FW 08045b флюсовая 0.8мм, 0,45кг блистер;
• Проволока сварочная WESTER FW 08050 флюсовая 0.8мм, 0,5кг;
• Проволока сварочная WESTER FW 08100 флюсовая 0.8мм, 1 кг;
•Проволока сварочная WESTER FW 08500 флюсовая 0.8мм, 5кг;
• Проволока сварочная WESTER FW 09100 флюсовая 0.9мм, 1 кг;
•Проволока сварочная WESTER STW 08045 нерж.сталь 0.8мм, 0.45кг;
• Проволока сварочная WESTER STW 08045b нерж.сталь 0.8мм, 0.45кг блистер;
• Проволока сварочная WESTER STW 08100 нерж.сталь 0.8мм, 1 кг;
• Проволока сварочная WESTER SW 06100 омедненная 0.6мм, 1кг;
• Проволока сварочная WESTER SW 08100 омедненная 0.8мм, 1кг;
16
www.hammer-pt.com
Page 17

ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Отключите электропитание перед техническим осмотром сварочного аппарата.
Регулярно проверяйте сварочный аппарат, очищайте его от пыли и грязи,
которую удаляйте при помощи струи сухого сжатого воздуха или хлопковой ткани.
Осматривайте главный выключатель источника питания, заземляющее
устройство, внутрисистемный кабель, соединения и устройство соединения
держателя электрода, фиксирующие винты. Если винты ослаблены, покрыты
ржавчиной или обнаружен плохой контакт, необходимо закрепить их и свести
ржавчину.
Регулярно проверяйте сопротивление изоляции сварочного аппарата при
помощи омметра и убедитесь, что сопротивление изоляции между первичной и
вторичной обмоткой, обмотки и заземление – более 1 мОм.
В случае если возникнет надобность заменить некоторые части аппарата, эти
операции должны выполняться квалифицированными работниками сервисного
центра.
ХРАНЕНИЕ, ТРАНСПОРТИРОВКА И УТИЛИЗАЦИЯ
Аппарат следует хранить при комнатной температуре, вне досягаемости детей и
домашних животных.
Транспортировку рекомендуется производить в упаковке производителя.
По истечению срока службы, аппарат должен быть утилизирован в соответствии
с нормами, правилами и способами, действующими в месте утилизации
промышленных отходов.
Данный аппарат и комплектующие узлы изготовлены из безопасных для
окружающей среды и здоровья человека материалов и веществ. Тем не менее,
для предотвращения негативного воздействия на окружающую среду, по
окончанию использования аппарата (истечению срока службы) или его
непригодности к дальнейшей эксплуатации, аппарат подлежит сдаче в приемные
пункты по переработке металлолома и пластмасс.
Утилизация аппарата и комплектующих узлов заключается в его полной разборке
и последующей сортировке по видам материалов и веществ, для последующей
переплавки или использования при вторичной переработке.
Утилизация аппарата должна быть произведена без нанесения экологического
ущерба окружающей среде, в соответствии с нормами и правилами,
действующими на территории Российской Федерации.
17
www.hammer-pt.com
Page 18

Неисправность
Причина
Устранение
УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
Аппарат не
включается
Вентилятор
работает
нормально, но при
нажатии триггера
пистолета
проволока не
подается, нет
потока газа
Не работает
устройство подачи
проволоки
Слабая
провариваемость
1. Входной кабель или
вилка неисправны.
2. Неисправный
предохранитель
1. Неисправный триггер
на пистолете
2. Включен термостат
1. Неисправное
устройство подачи
проволоки.
2. Недостаточное
давление ролика подачи.
Пригар на конце
проволоки.
3. Подающая втулка
заблокирована или
повреждена.
1. Слишком низкий ток
или скорость подачи
проволоки.
2. Ослабленные
соединения внутри
аппарата.
3. Износившийся или не
подходящий по размеру
наконечник
4. Ослаблены
соединения в пистолете
или в сборке пистолета.
5. Неправильный размер
проволоки.
6. Слишком быстрое
передвижение горелки.
1. Проверьте соединения
кабеля.
2. Проверьте предохранитель
и замените при
необходимости.
1. Замените триггер на
пистолете
2. Дайте аппарату остыть.
Сигнальная лампочка
погаснет после отключения
термостата.
1. Замените устройство
подачи проволоки.
2. Обеспечьте достаточное
давление ролика подачи.
3. Отрежьте конец проволоки
с пригаром.
1. Отрегулируйте сварочные
параметры
2. Прочистите аппарат
сжатым воздухом и затяните
соединения.
3. Замените наконечник.
4. Затяните соединения или
замените горелку.
5. Используйте проволоку,
подходящую по размеру.
6. Передвигайте пистолет
гладко и не слишком быстро.
18
www.hammer-pt.com
Page 19

Проволока
прилипает к
ведущему ролику
Проволока
прилипает к
наконечнику
Клемма массы или
кабель
нагреваются
Сопло пистолета
образует дугу с
рабочей
поверхностью
Проволока
заталкивается
обратно в горелку
1. Излишнее давление на
ведущий ролик.
2. Направляющая
пистолета повреждена
или износилась.
3. Наконечник засорен
или поврежден.
4. Свободный конец
проволоки слишком
длинный.
1. Наконечник засорен
или поврежден.
2. Скорость подачи
проволоки слишком
низкая
3. Неподходящий по
размеру наконечник
Плохое соединение
между кабелем и
клеммой
Внутри сопла
образовалась окалина
или сопло закорочено
Скорость подачи
проволоки слишком
высокая
1. Отрегулируйте давление на
ведущий ролик.
2. Замените направляющую.
3. Замените наконечник.
4. Отрежьте конец проволоки,
чтобы он был необходимой
длины.
1. Замените наконечник
2. Увеличьте скорость подачи
проволоки.
3. Замените наконечник
Затяните соединение между
кабелем и клеммой или
замените кабель
Почистите или замените
сопло
Снизьте скорость подачи
проволоки
19
www.hammer-pt.com
Page 20

Низкое качество
сварки
Пористый,
волокнистый
сварочный шов
Нестабильность
сварочного шва
1. Сопло забито.
2. Горелка находится
слишком на большом
расстоянии от заготовки.
3. Недостаточный объем
газа в зоне сварки
4. Заготовка ржавая,
окрашенная, влажная
или промасленная
5. Проволока грязная или
ржавая
6. Слабое заземление
7. Неправильно подобран
газ/проволока
1. Горелка слишком
быстро движется по
заготовке
2. Неправильная смесь
газа
1. Горелка слишком
быстро движется по
заготовке
2. Сварочное напряжение
слишком низкое
1. Почистите или замените
сопло
2. Держите горелку на
должном расстоянии
3. Убедитесь, что газ не
сдувается из зоны сварки в
связи с сильной вентиляцией
в зоне сварки. Устраните
сильную вентиляцию. В ином
случае, проверьте установки
регулятора на баллоне.
4. Убедитесь, что заготовка
очищена и высушена
5. Убедитесь. Что проволока
чистая и сухая
6. Проверьте заземление
между клеммой и заготовкой
7. Правильно подберите
газ/проволоку по
рекомендациям руководства.
1. Передвигайте горелку
медленнее.
2. Проверьте необходимый
газ в соответствии с
рекомендациями руководства
1. Передвигайте горелку
медленнее
2. Увеличьте сварочное
напряжение
20
www.hammer-pt.com
Page 21

ИНФОРМАЦИЯ
В связи с постоянным совершенствованием производства изготовитель
оставляет за собой право вносить в конструкцию изменения, не описанные в
данном руководстве, которые не снижают потребительских качеств изделия.
Изделие соответствует требованиям ТР ТС.
Информацию о сертификатах см. на сайте http://www.hammer-pt.com
Декларация о соответствии единым нормам ЕС.
Настоящим мы заверяем, что сварочный полуавтомат торговой марки WESTER
модели MIG-100 соответствует директивам: 2006/42/EC, 2014/35/EU, 2014/30/EU.
Этот прибор соответствует директивам СЕ по искрозащите и технике
безопасности для низковольтных приборов; он сконструирован в соответствии с
новейшими предписаниями по технике безопасности.
Изготовитель:
Фирма " Hammer Werkzeug s.r.o.", "Хаммер Веркцойг с.р.о."
Адрес:
Rohacova 188/37, Zizkov, 130 00 Praha 3, Prague, Czech Republic
Рохачова 188/37, Жижков, 130 00 Прага 3, Прага, Чешская Республика
Произведено в КНР.
Импортер:
Наименование: ООО "ТДСЗ"
Адрес местонахождения: 188661, Ленинградская область, Всеволожский район,
поселок Мурино, улица Центральная, дом 46, помещение 21.
Информация для связи: почтовый адрес 190000, г. Санкт-Петербург, ВОХ 1284,
ООО "ТДСЗ"
Дата изготовления указана на этикетке инструмента.
Срок службы изделия составляет 5 (пять) лет при соблюдении условий хранения
и правил эксплуатации, а также правильности сбора и монтажа инструмента,
указанных в данном руководстве по эксплуатации.
В случае если, несмотря на тщательный контроль процесса производства,
инструмент все-таки вышел из строя, ремонт инструмента и замена любых его
частей должна производиться только в специализированной сервисной
мастерской.
Дополнительную информацию по инструменту и обслуживанию можно узнать на
сайте: http://www.hammer-pt.com
21
www.hammer-pt.com
 Loading...
Loading...