

Page 1
Stazione ad aria calda WHA3000V
Istruzioni per l'uso
Versione 2.2
Weller Tools GmbH
Carl-Benz-Str. 2, 74354 Besigheim, Germany
Tel: +49 (0) 7143 580- 0, Fax: +49 (0) 7143 580- 108
Page 2

Indice Pagina
1. Descrizione 5
Dati tecnici 5
2. Messa in funzione 6
2.1 Modalità operativa manuale 7
2.2 Modalità operativa automatica 8
2.3 Regolazione del profilo della temperatura 9
2.4 Avvio dello svolgimento del programma 9
2.5 Comando della funzione del vuoto 10
2.6 Salvataggio e carico dei profili termici 10
3. Sensore esterno 11
3.1 Sensore esterno con funzione di misurazione 11
(MEASURE MODE)
3.2 Procedura di Teach in 11
3.3 Sensore esterno con funzione di regolazione 11
(CONTROL MODE)
4. Funzione Lock (blocco) 12
5. Interfaccia RS232 12
6. Istruzioni di lavoro 12
7. Segnalazioni di guasto 13
8. Accessori 13
9. Volume di fornitura 13
10. Ugelli ad aria calda 14
11. Simboli di riferimento per WHA3000V 15
Pagina 2 di 14
Page 3
Istruzioni per l'uso WHA3000V
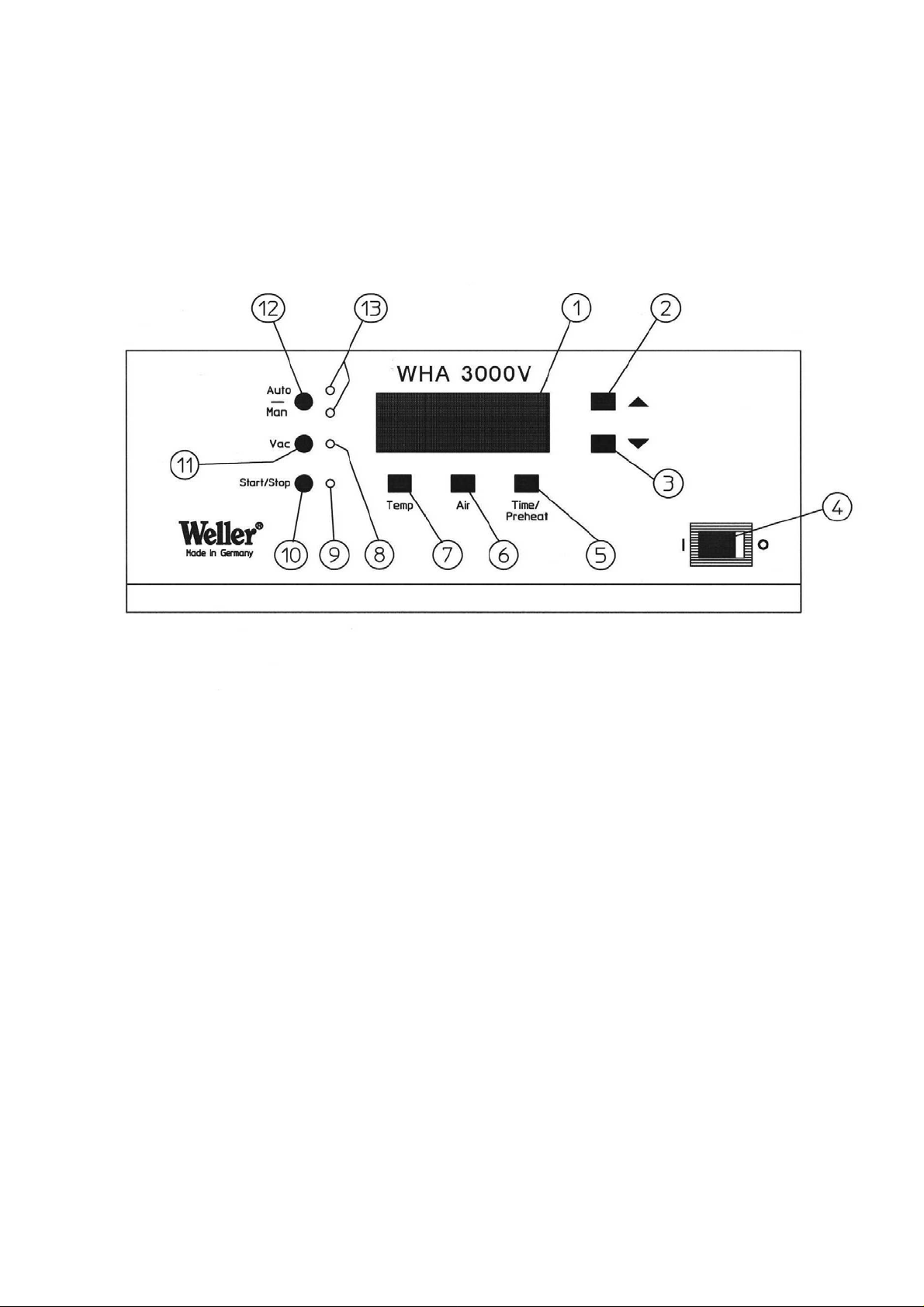
Vista frontale WHA3000V
1 Display LCD
2 Tasto "UP“
3 Tasto "DOWN“
4 Interruttore generale
5 Tasto "TIME“/"PREHEAT“ (tempo normale mod. aut. / temperatura di preriscaldamento)
6 Tasto "AIR“ (quantità d'aria)
7 Tasto "TEMP“ (temperatura dell'aria calda)
8 Spia LED vuoto
9 Spia LED START/STOP
10 Tasto "START/STOP“
11 Tasto "VAC“ (attivazione del vuoto)
12 Tasto "AUTO“ – "MAN“ (commutazione modalità operativa automatica – manuale)
13 Spia LED modalità operativa aut.-man.
Pagina 3 di 14
Page 4
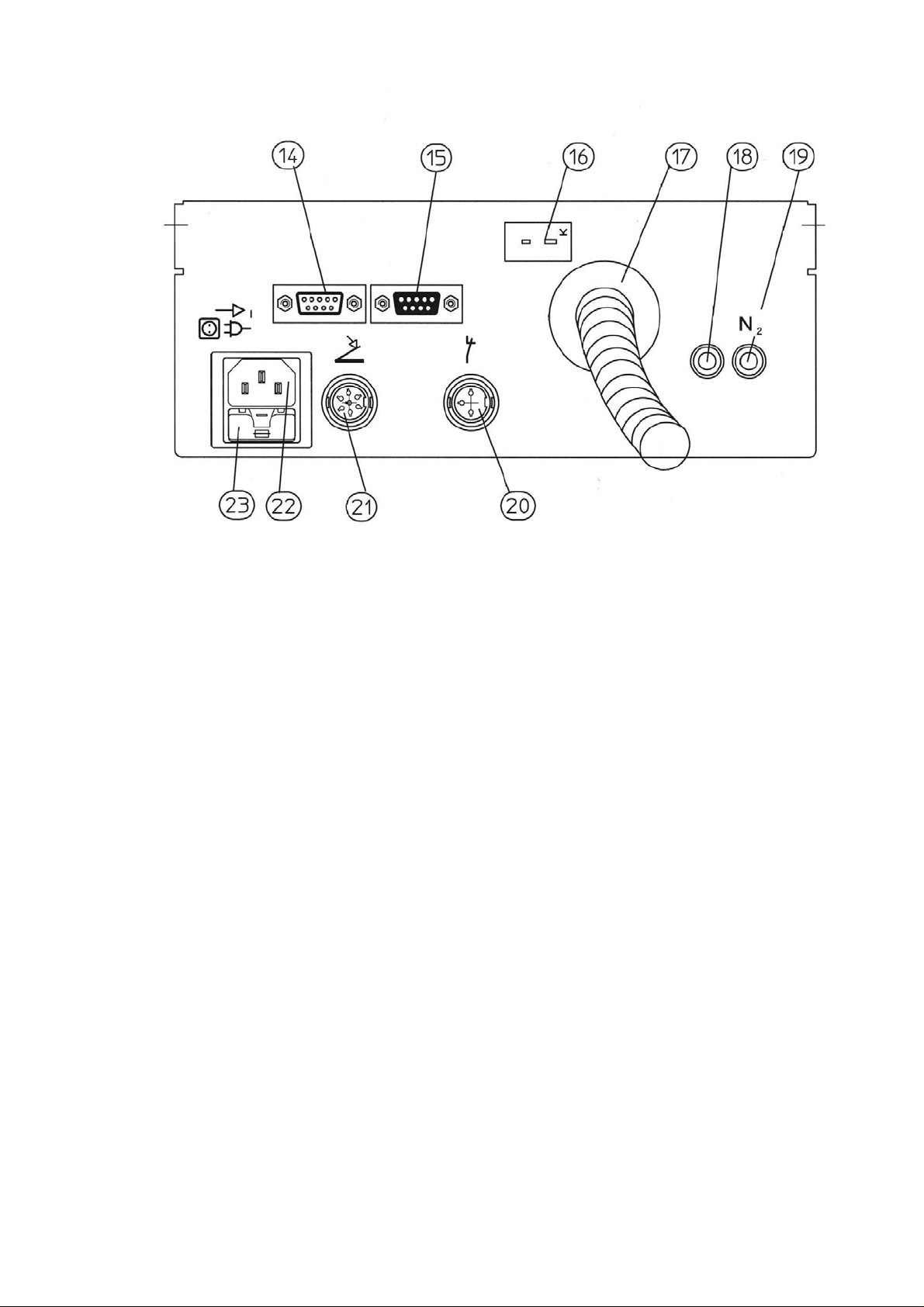
Vista posteriore WHA3000V
14 Collegamento WHP3000 (piastra di preriscaldo) interfaccia RS232
15 Interfaccia PC RS232
16 Collegamento sensore esterno (termosensore tipo K )
17 Flessibile di collegamento stilo saldante ad aria calda
18 Collegamento per l'aria compressa 400 – 600kPa
19 Collegamento per l'azoto N
400 – 600kPa
2
20 Collegamento dispositivo supporto per stilo saldante ad aria calda
21 Collegamento per comando manuale ; interruttore a pedale
22 Collegamento alla rete
23 Protezione della rete
Pagina 4 di 14
Page 5

Vi ringraziamo per la fiducia accordataci con l'acquisto della stazione ad aria calda Weller
WHA 3000 V. Durante la fabbricazione sono stati applicati i più rigidi criteri di qualità, che
garantiscono un funzionamento perfetto dell'apparecchio e risultati ottimali di saldatura.
Prima della messa in funzione dell'apparecchio leggere attentamente le presenti istruzioni
per l'uso e le indicazioni di sicurezza.
Attenzione!
Prima di mettere in funzione l’apparecchio, leggere attentamente le presenti istruzioni per l’uso e le
indicazioni di sicurezza allegate. La mancata osservanza delle disposizioni di sicurezza comporta
pericoli per l’incolumità personale.
Il produttore declina ogni responsabilità in caso d’uso diverso da quello menzionato nelle istruzioni
per l’uso come pure di modifiche eseguite di propria iniziativa.
La stazione ad aria calda WELLER WHA 3000V corrisponde alla dichiarazione di conformità CE ai
sensi dei requisiti di sicurezza fondamentali delle Direttive 2004/108/EC e 2006/95/EC.
1. Descrizione
La stazione ad aria calda WHA3000V è indicata per complessi lavori di riparazione su
circuiti stampati con componenti FINEPITCH. L`apparecchiatura consente la massima
sicurezza del processo poichè di facile utilizzo e dotata di provate soluzioni tecniche. Una
vasta scelta di accessori completa le possibilità di impiego di questa postazione per i lavori
di riparazione.
La temperatura dell`aria calda dello stilo può essere regolata a scelta da 50°C a 550°C. La
connessione con un' alimentazione esterna per I`aria compressa (o azoto N2) permette di
generare una quantità di gas che può essere regolata da 10l/min a 50l/min in modo
continuo. La temperatura e la quantità del gas vengono regolate in modo digitale. Il vuoto
necessario per sollevare il componente è integrato agli ugelli e può essere attivato a
seconda della modalità operativa prescelta.
Sono disponibili due modalità operative. La modalità operativa manuale (Man) permette di
svolgere attività in manuale con temperatura dell'aria calda e quantità d'aria regolate. L'aria
calda e il vuoto possono essere attivati tramite interruttore a pedale, comando manuale o
direttamente sull'apparecchio di comando.
La modalità operativa automatica (Auto) comprende lo svolgimento del programma di un
profilo termico a 3 fasi, eventualmente integrante una piastra di preriscaldo WHP3000,
disponibile come accessorio.
I parametri per la temperatura dell'aria calda, la quantità di aria, la temperatura della piastra
di preriscaldo e la funzione del vuoto possono essere azionati individualmente e possono
essere salvati come parametri per applicazioni speciali.
La postazione di riparazione può essere integrata con un supporto per i circuiti stampati
WBH3000S,che consente la regolazione sugli assi x-y e con un supporto verticale con
guida
a regolazione micrometrica sull`asse z per il saldatore ad aria calda.
Pagina 5 di 14
Page 6

Dati tecnici
Dimensioni (larg.X lung.X alt.) : 240 (9,44) X 270 (10,63) X 170 (6,69) mm (inch)
Tensione di rete : 230V (120V) CA
Potenza assorbita : 700W
Quantità d'aria : 5 – 50 l/min
Range delle temperature : 50°C –550°C
Precisione : + - 30°C (+ - 54°F)
Vuoto : - 0,6 bar
Collegamento
aria compressa : 400 - 600kPa
Protezione della rete : 230V / T3,15A (120V / T6,3A)
Classe di protezione : 1 (unità di controllo e saldatore a massa diretta)
2. Messa in funzione
Sistemare lo stilo ad aria calda nel supporto di sicurezza AKT30. (Senza supporto di
sicurezza non è possibile mettere in funzione l'apparecchio.)
Per il funzionamento dell'apparecchio WHA3000V è necessaria aria compressa filtrata e
secca o, in alternativa, azoto N2. Gli allacciamenti per l'aria compressa (18,19) sono
collocati sul retro dell'apparecchio. Per il collegamento dell'alimentazione dell'aria
compressa è richiesto un flessibile adatto alla pressione d'esercizio con diametro esterno
da 6mm.
L'allacciamento per l'azoto (19) serve per la generazione dell'aria calda.
L'allacciamento per l'aria compressa (18) serve per la generazione del vuoto tramite
convertitore di aria compressa.
Qualora non venisse utilizzata un'alimentazione separata di azoto, è possibile collegare gli
allacciamenti dell'aria compressa (18) e (19) al connettore Y ed alimentarli con aria
compressa normale.
Inserire il cavo di alimentazione del supporto di sicurezza nella boccola (20). Controllare
che la tensione di rete corrisponda all'indicazione riportata sulla targhetta identificativa. Se
la tensione di rete è corretta, collegare l'apparecchio di comando alla rete. All'accensione
dell'apparecchio comparirà brevemente il nome dell'apparecchio "WHA3000“ e la
"versione" del software. In seguito, la parte elettronica passa automaticamente
all'impostazione base (modalità operativa manuale).
Pagina 6 di 14
Page 7

2.1 Modalità operativa manuale
Visualizzazione sul
display (1)
TEMP AIR PREHEAT
350°C 25 l OFF
Impostazione di
fabbrica
Temp. ugello in C°
Portata d'aria in l/min
Preriscald. ugello ON/OFF
La modalità operativa manuale permette di stabilire i parametri relativi alla temperatura
dell'ugello, alla portata d'aria e all'attivazione e disattivazione del preriscaldamento
dell'ugello.
Selezionare i parametri premendo il tasto:
• TEMP (7) : temperatura ugello in °C
• AIR (6) : portata d'aria in l/min
• TIME/
PREHEAT (5) : Accensione e spegnimento del preriscaldamento ugello (standby) a
200°C con 5l/min
Dopo la selezione, è possibile modificare i valori impostati utilizzando i tasti UP (2) o DOWN
(3).Tenendo premuto il pulsante si attiva la modifica veloce dei valori a display.
L'attivazione dell'aria calda e del vuoto degli ugelli avviene:
direttamente sull'apparecchio di comando: aria calda tasto START/STOP (10),
vuoto tasto VAC (11)
oppure con accessorio opzionale:
interruttore a pedale a 2 livelli (21) : aria calda livello 1, vuoto livello 2
(l'aria calda e il vuoto sono attivi esclusivamente in
presenza di aria compressa)
quadro di comando manuale (21) : aria calda tasto AIR, vuoto tasto VAC
Durante il posizionamento del saldatore nel supporto di sicurezza, l'aria calda viene
disinserita tramite un contatto integrato. Con preriscaldamento degli ugelli attivato
(PREHEAT ON), l'apparecchio passa nella modalità di standby con temperatura e quantità
d'aria ridotte.
Pagina 7 di 14
Page 8

2.2 Modalità operativa automatica
La modalità operativa automatica comprende lo svolgimento di un profilo termico a 3 fasi.
È possibile completare il profilo termico collegando una piastra di preriscaldo opzionale
WHP3000. Collegando il WHP3000 tramite il cavo seriale e la presa RS232 (14) all'unità,
l'elemento di riscaldamento inferiore viene integrato nel profilo termico.
Il profilo della temperatura si compone delle 3 seguenti fasi:
Fase di preriscaldamento del sistema Livello 1 (termina con un segnale acustico)
Fase di preriscaldamento dell'elemento Livello 2
Processo di reflow (saldatura) Livello 3
Il processo di saldatura viene avviato solitamente con ugello del gas caldo sollevato. Al
termine della fase 1 viene prodotto un segnale acustico, e quindi l'ugello viene abbassato in
posizione di saldatura.
Per la definizione di un profilo termico personalizzato, occorre procedere alle seguenti
preimpostazioni sull'apparecchio di comando WHA3000V.
Impostazioni livello 1 – livello 3
Temperatura ugello 50°C – 550°C
Temperatura piastra di preriscaldo 50°C – 400°C
(opzionale con WHP3000)
Portata d'aria 5l/min – 50l/min
Tempo del livello del programma 0sec. – 999sec.
Azionando il tasto AUTO/MAN è possibile selezionare la modalità operativa automatica.
I diodi luminosi (13) segnalano la relativa condizione di funzionamento.
Visualizzazione sul
display (1)
TEMP AIR TIME
210°C 40 l 100s
300°C 25 l 50s
210°C 30 l 15s
Livello 1
Livello 2
Livello 3
Simbolo ugello
oppure elemento di
riscaldamento inferiore
Temperatura dell'ugello o
dell'elemento di riscaldamento
inferiore (con WHP3000)
Portata d'aria in l/min
Tempo rimanente del livello
del profilo della temperatura in sec.
Pagina 8 di 14
Page 9

2.3 Regolazione del profilo della temperatura
Selezionare i parametri premendo il tasto:
• TEMP (7) : 1 X premere: temperatura ugello nel 1° livello
2 X premere: temperatura elemento di riscaldamento inferiore nel
1° livello (solo con WHP3000)
Livello 1-3
Il simbolo dell'ugello o dell'elemento di riscaldamento inferiore indica rispettivamente il
valore della temperatura nel display.
• AIR (6) : 1 X premere: portata d'aria in l/min nel 1° livello
Livello 1-3
• TIME/
PREHEAT (5) : 1 X premere: tempo rimanente nel livello 1.
Livello 1-3
Il rispettivo valore attivo è contrassegnato sul display e può essere modificato con i tasti UP
/ DOWN (2) / (3). Tenendo premuto il pulsante si attiva la modifica veloce dei valori a
display.
2.4 Avvio dello svolgimento del programma
Il processo di saldatura e dunque lo svolgimento del profilo termico a 3 fasi viene avviato:
direttamente sull'apparecchio di comando: tasto START/STOP(10), il LED (9) si illumina .
oppure con accessorio opzionale:
interruttore a pedale a 2 livelli (21) : Start/Stop corrisponde al livello 1 dell'interruttore
a pedale
(l'aria calda e il vuoto sono attivi esclusivamente in
presenza di aria compressa)
Quadro di comando manuale (21) : Start/Stop con il tasto AIR
Sul display (1) sono visualizzate la temperatura dell'ugello, la portata dell'aria e il tempo
rimanente. Il relativo passo di programma attivo viene contrassegnato sul display.
Durante il posizionamento dello stilo ad aria calda nel supporto di sicurezza, lo svolgimento
del programma viene interrotto e l'aria calda viene disinserita tramite un contatto integrato.
Con preriscaldamento dell'ugello attivato (PREHEAT ON), l'apparecchio passa nella
modalità di stand-by con temperatura e quantità d'aria ridotte.
Pagina 9 di 14
Page 10

2.5 Comando della funzione del vuoto
L'attivazione del vuoto dell'ugello, per il sollevamento degli elementi SMD, avviene
premendo il tasto VAC (11). Il LED (8) si illumina.
Se il tasto VAC (11) viene premuto prima dell'avvio di un processo di dissaldatura, il vuoto
integrato nell'ugello viene attivato automaticamente al termine del processo. È possibile
attivare e disattivare la funzione del vuoto in qualunque momento durante il processo di
saldatura. Se il vuoto viene attivato manualmente durante il processo di saldatura già in
corso, l'attivazione automatica al termine del processo non ha luogo.
Con l'accessorio opzionale è possibile attivare il vuoto dell'ugello tramite:
interruttore a pedale a 2 livelli (21) : il vuoto corrisponde al livello 2 dell'interruttore a pedale
quadro di comando manuale (21) : vuoto con il tasto VAC
Avvertenza: se la temperatura dell'ugello è superiore a 250°C, il vuoto viene disattivato
automaticamente, per motivi di sicurezza, dopo 90 secondi.
2.6 Salvataggio e carico dei profili termici
È possibile memorizzare, in totale, 10 termici. Le 10 memorie del programma sono
provviste di un profilo standard dalla fabbrica.
Premere contemporaneamente il tasto UP/DOWN (2)/(3), fino a quando non compare sul
display (1) il seguente menù
PROGRAMMA 1
Q U I T
L O A D
SAVE
UP
contemporaneamente
premere
DOWN
Con i tasti UP/DOWN (2)/(3) è possibile selezionare le memorie del programma 1 –10.
Premendo il tasto LOAD (6) è possibile caricare il programma selezionato.
La visualizzazione del display passa alla modalità automatica e visualizza i parametri
selezionati.
Se è stato creato un profilo termico, è possibile salvarlo nella memoria del programma
selezionata, premendo il tasto SAVE (5).
Premendo il tasto QUIT (7) è possibile chiudere questo menù senza modifiche.
Pagina 10 di 14
Page 11

3. Sensore esterno
Quando si utilizza un sensore esterno (termosensore tipo K) sono disponibili due diverse
modalità operative. Premendo il pulsante "TIME“ / "PREHEAT“ (5) durante l'attivazione
dello strumento (4) si può passare dalla modalità operativa "MEASURE MODE“ a
"CONTROL MODE“. Nel display (1) appare brevemente:
THERMOCOUPLE o THERMOCOUPLE
MEASURE MODE CONTROL MODE
Entrambe le modalità operative sono attive solo dopo l'inserimento del sensore esterno
(16).
3.1 Sensore esterno con funzione di misurazione "MEASURE MODE“
(impostato in fabbrica)
In questa modalità operativa il sensore esterno ha soltanto una funzione di misurazione. Nel
display (1) viene visualizzata la temperatura del sensore esterno. La regolazione della
temperatura si imposta al valore nominale definito per la temperatura dell'ugello.
Sensore esterno attivo in "MEASURE MODE“
TEMP AIR PREHEAT
250°C 25 l OFF
3.2 Procedura di Teach in
Esiste la possibilità di commutare nuovamente i livelli di processo 1-3 premendo il tasto
"TIME" / "PREHEAT" (5) durante lo svolgimento di un profilo termico. Posizionando in
modo appropriato il sensore esterno sul circuito stampato o sul componente, si possono
monitorare le temperature dell`uno o dell`altro durante il processo, commutando al
raggiungimento della temperatura desiderata (1-3). I tempi determinati in questo modo
vengono mostrati alla fine del processo di saldatura o dissaldatura sul display (1) e possono
quindi essere memorizzati.
3.3 Sensore esterno con funzione di regolazione "CONTROL MODE“
In questa modalità operativa viene regolata la temperatura del sensore esterno. Il sensore
esterno rileva il valore reale (grandezza regolata) per la regolazione della temperatura.
L'impostazione del valore nominale sullo strumento dovrà essere quindi adattata alla
temperatura misurata (valore reale) del sensore esterno. Nel display (1) viene visualizzato il
valore reale corrente del sensore esterno.
Pagina 11 di 14
Page 12

Sensore esterno attivo in "CONTROL MODE“
TEMP AIR PREHEAT
250°C 25 l OFF
Condizione essenziale per un'applicazione priva di errori è la corretta configurazione dei
contatti del sensore sull'unità o sull'elemento.
4. Funzione Lock (blocco)
L'apparecchio può essere bloccato inserendo ed estraendo una spina di codificazione sulla
boccola (21). I parametri di saldatura attualmente impostati non possono più essere
modificati. L'apparecchio può essere utilizzato solamente tramite i tasti START/STOP (10) e
VAC (11).
5. Interfaccia RS232
Con un software integrativo è possibile utilizzare l'apparecchio tramite l'interfaccia RS232
(15) con tutte le sue funzioni.
6. Istruzioni di lavoro
L'ugello a gas caldo è progettato in modo che la piastra interna di preriscaldo venga
appoggiata aderente al componente. La piastra serve in questo caso come mezzo
supplementare di trasmissione del calore. Con vuoto attivato, è possibile sollevare
l'elemento al termine del processo di fusione della lega. È importante preriscaldare la
piastra alla temperatura di esercizio prima della dissaldatura. Alla piastra è possibile
applicare una ventosa.
Sostituzione dell'ugello
Attenzione: pericolo di ustione! Dopo la disattivazione o l'estrazione
dell'ugello del gas caldo, esso rimane caldo ancora per un certo periodo
Gli ugelli a gas caldo sono fissati sull'elemento di riscaldo con una vite di arresto. Per
sostituire l'ugello, allentare la vite di arresto ed estrarre l'ugello a gas caldo con I`apposito
utensile.
Impiego di azoto
L'impiego di azoto N2 riduce l'ossidazione e il flussante rimane attivo più a lungo. L'azoto è
disponibile in commercio in bombole di acciaio. La bombola deve essere provvista di un
riduttore di pressione 0 – 10bar.
Attenzione! : utilizzando azoto assicuratevi che ci sia sufficiente
areazione dell'ambiente.
Pagina 12 di 14
Page 13

7. Segnalazioni di guasto
Errore Descrizione Rimedio
ERROR 75 Inserimento off-errato durante Ripetere l'operazione
sostituzione della resistenza
ERROR 76 Resistenza difettosa Sostituire la resistenza
ERROR110 Superata temperatura selezionata WHP3000 Lasciare raffreddare
REMOTE Inserimento bloccato (uso solo con PC) Uso con PC
LOCKED WHA bloccato (funzione Lock) Sbloccare WHA
TOOL STAND Sostegno o supporto non collegato Collegare boccola (20)
8. Accessori
Per la gamma degli ugelli vedi pag. 14
005 31 190 99 sensore esterno tipo K ∅ 0,5mm
005 87 549 51 sensore esterno tipo K ∅ 0,25 mm
005 87 367 80 Quadro di comando manuale
005 87 577 70 Interruttore a pedale
005 15 048 99 Supporto multiplo per ugelli del gas caldo
005 31 191 99 Cavo per interfaccia
005 33 162 99 Sostegno per circuiti WBH3000
005 33 163 99 Sostegno per circuiti WBH3000S con supporto verticale per HAP3
005 33 386 99 Piastre di preriscaldo WHP3000
9. Fornitura
Unità base con saldatore ad aria calda
Supporto di sicurezza
Utensile per estrarre ugelli
Spina di codificazione
Connettore Y
Flessibile dell'aria compressa
Chiavetta esagonale
Ugello a gas caldo
Linea di alimentazione della rete
CD Istruzioni per l'uso ed avvertenze di sicurezza CD
Figura: Gamma ugelli come WHA3000P
10. Ugelli ad aria calda
Ugelli a 2 lati riscaldati
Pagina 13 di 14
Page 14

Ugelli per stilo ad aria calda HAP 3
Ugelli tondi
Tipo „NQ“ a 4 lati riscaldati
Tipo „ND“ a 2 lati riscaldati
Ugello per la misurazione della
temperatura 005 87 368 75
005 87 368 39 NQT Ugello ad aria calda 22,0 x 22,0 mm
005 87 368 41 NQT10 Ugello ad aria calda 14,8 x 14,8 mm
005 87 368 42 NQT25 Ugello ad aria calda 18,0 x 18,0 mm
005 87 368 43 NQT Ugello ad aria calda 16,0 x 16,0 mm
Pagina 14 di 14
Page 15

11. Simboli di riferimento per WHA3000V
• Per cambiare modo operativo manuale/automatico
• Pulsante per aumentare valore
• Pulsante per diminuire valore
• Attivazione vuoto
• Start/Stop processo di saldatura
Rispettivamente la funzione aria calda
• Selezione manuale della temperatura
• Selezione automatica temperatura in 1-3 fasi
• Selezione manuale entrata flusso gas caldo
• Selezione automatica flusso gas caldo in 1-3 fasi
• Selezione automatica tempi fasi 1-3
• Preriscaldo ugello ON/OFF (manuale)
• Salvataggio programmi (fino a 10) profili temperature
• Conversione temperatura
(Da premere all'avviamento dell'unità WHA3000V)
Auto
Man
Vac
Start/Stop
Temp
Aira
Tempo
/
Preriscaldo
Temp
+
Programma
Pagina 15 di 14
 Loading...
Loading...