

Page 1

Station d'à air chaud WHA3000V
Manuel d'emploi
Version 2.2
Carl-Benz-Str. 2, 74354 Besigheim, Germany
Tel: +49 (0) 7143 580- 0, Fax: +49 (0) 7143 580- 108
Weller Tools GmbH
Page 2

Table des matiéres
Sommaire Page
1. Description 5
Caractéristiques techniques 6
2. Mise en service 6
2.1 Mode manuel 7
2.2 Mode automatique 8
2.3 Réglage profil de température 9
2.4 Démarrage du le déroulement programme 9
2.5 Commande de la fonction de vide (Aspiration) 10
2.6 Enregistrement et chargement des profils temp at de température 10
3. Capteur externe 11
3.1 Capteur externe avec fonction de mesure
"MEASURE MODE" (réglage usine) 11
3.2 Apprentissage 11
3.3 Capteur externe avec fonction de régulation
"CONTROL MODE" 12
4. Fonction lock (verrouillage) 12
5. Conversion de a température °C, °F 12
6. Interface RS232 12
7. Instructions d'utilisation 12
8. Messages d'erreur 13
9. Accessoires 13
10. Eléments compris dans la fourniture 14
11. Buses à air chaud 15
12. Quick Référence 16
Page 2 sur16
Page 3
Manuel d'utilisation WHA3000V
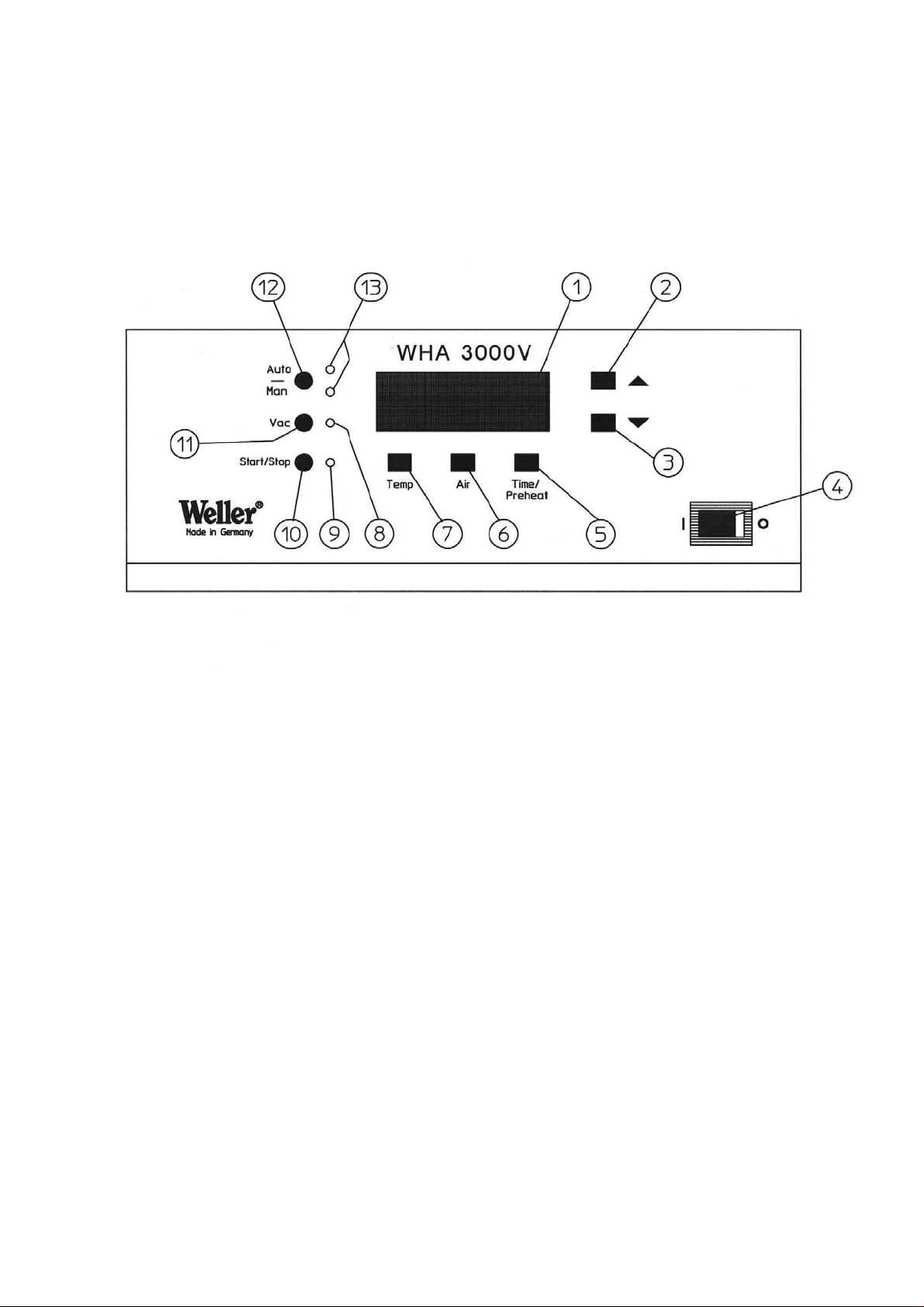
Face avant WHA3000V
1 Affichage digitale LCD
2 Touche „UP“
3 Touche „DOWN“
4 Interrupteur d'alimentation
9. Touche „TIME“/„PREHEAT“ (consigne de temps mode auto / température de
préchauffage)
6 Touche „AIR“ (débit d'air)
7 Touche „TEMP“ (température air chaud)
8 Voyant aspiration
9 Voyant START/STOP
10 Touche „START/STOP“
11 Touche „VAC“ (activer l'aspiration)
12 Touche „AUTO“ – „MAN“ (Commutation automatique – mode manuel)
13 Voyant mode Auto-Man
Page 3 sur16
Page 4
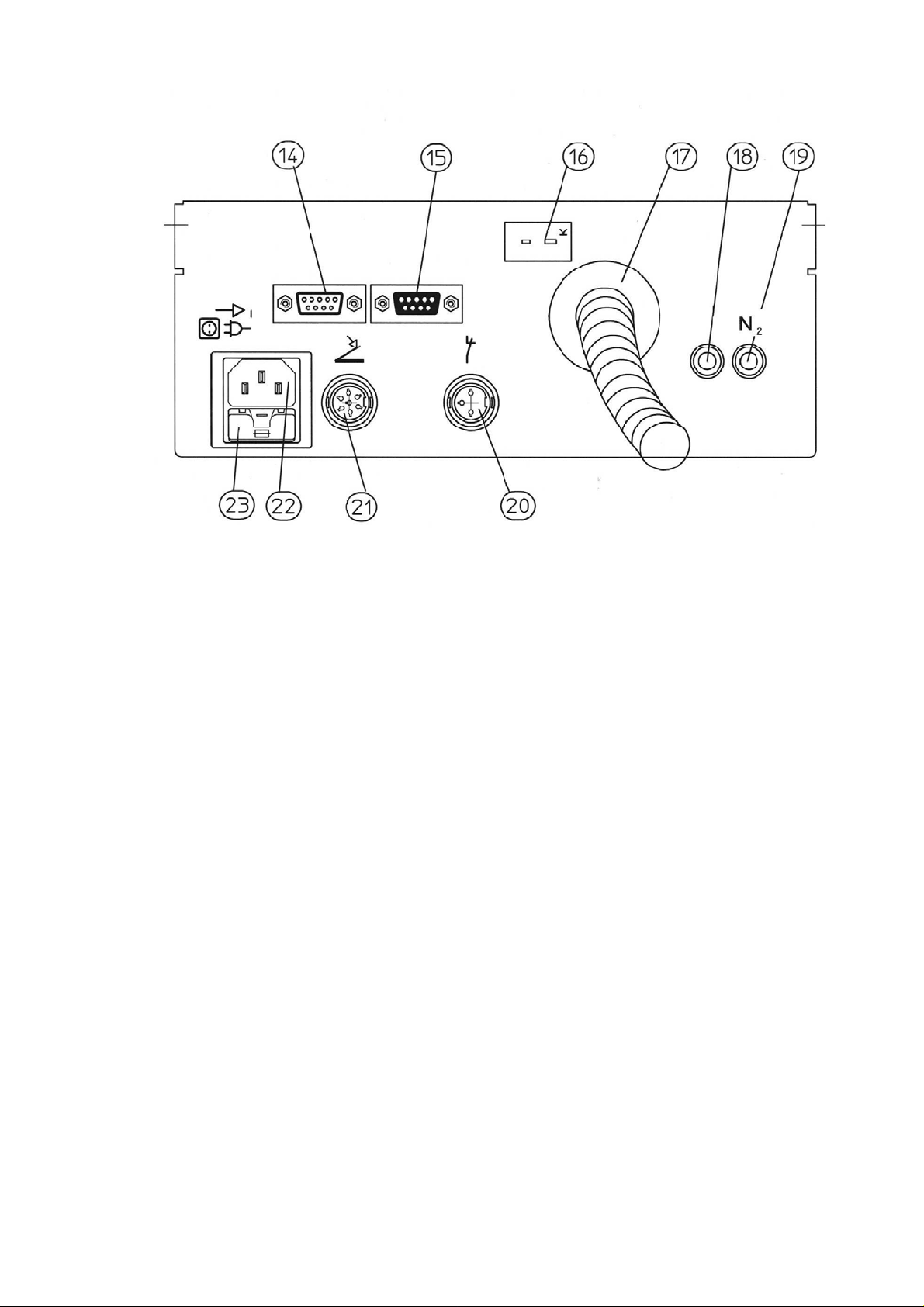
Face arrière WHA3000V
14 Connexion WHP3000 (chauffage inférieur) interface RS232
15 Interface PC RS232
16 Connexion capteur externe ( thermocouple type K )
17 Flexible du fer à air chaud
18 Raccord d'air comprimé 400 – 600kPa (4 – 6 bar)
19 Raccord d'azote N
400 – 600kPa (4 – 6 bar)
2
20 Connexion support de sécurité
21 Connexion commande manuelle à distance ; commande au pied
22 Connexion secteur
23 Fusible secteur
Nous vous remercions pour confiance que vous nous avez témoignee en choisissant une
Station à air chaud WHA 3000V Weller. Notre fabrication est basée sur une démarche de
qualité rigoureuse qui garantit le parfait fonctionnement de nos produits et permet d'obtenir
d'excellents résultats de dessoudage.
Page 4 sur16
Page 5
Avant de mettre l'appareil en service, lisez attentivement le présent manuel et les
consignes de sécurité qu'il contient.
La station à air chaud WHA3000V répond à la déclaration de conformité européenne
suivant les exigences fondamentales de sécurité des directives 2004/108/EC et 2006/95/EC.
Attention!
Avant la mise en service de l'appareil, veuillez lire attentivement le présent mode d'emploi
de même que les consignes de sécurité jointes. La non observation des consignes de
sécurité peut être à l'origine d'un danger de blessure et de mort.
Le fabricant décline toute responsabilité en cas d'utilisation de l'appareil à des fins autres
que celles décrites dans le mode d'emploi et en cas de modifications effectuées sans son
accord.
La station d‘air chaud WELLER WHA 3000V correspond à la déclaration de conformité CE
suivant les exigences fondamentales de sécurité des directives 2004/108/EC et 2006/95/EC.
1. Description
La station à air chaud WHA3000V convient pour des travaux de réparation complexes sur
des cartes à composants "fine pitch" multicontacts. De conception réfléchie, elle permet
d'assurer une sécurité du process maximale associant ergonomie optimale et solutions de
détail techniquement au point. Une large gamme d'accessoires vient compléter les
possibilités d'utilisation de cette station de réparation.
La température de l'air chaud du fer est réglable de 50°C à 550°C. Une alimentation externe
en air comprimé (ou en azote N2) génère un débit d'air réglable entre 5l/mn et 50l/mn. La
température de l'air chaud et le débit d'air sont à régulation numérique.
Le vide nécessaire pour soulever le composant est intégré au système de buse et peut être
activé selon le mode de fonctionnement choisi.
Deux modes de fonctionnement sont au choix. Le mode manuel (Man) permet le travail
manuel à température air chaud et débit d'air régulé. L'air chaud et le vide peuvent être
activés par l'intermédiaire de la commande au pied, de la commande manuelle à distance
ou directement sur le boîtier de commande:
A. Le mode automatique (Auto) comprend l'exécution automatique d'un profil
température/temps en trois phases avec possibilité d'y intégrer le chauffage inférieur
WHP3000 disponible en option.
B. Les paramètres de température d'air chaud, de débit d'air, de température du
chauffage inférieur et de la fonction aspiration sont librement programmables et
peuvent être sauvegardés sous forme de jeu de paramètres pour des applications
spéciales.
Page 5 sur16
Page 6

La station de réparation peut en plus être complétée par un support de cartes adapté au
système pour une orientation x-y et un support sur pied avec guidage dans l'axe z pour le
fer.
Caractéristiques Techniques
Dimensions (l X L X H) : 240 (9,44) X 270 (10,63) X 170 (6,69) mm (inch)
Tension d'alimentation : 230V (120V) AC
Puissance absorbée : 475W
Débit d'air : 5 – 50 l/mn
Plage de température : 50°C –550°C
Précision : + - 30°C (+ - 54°F)
Vide : - 0,6 bar
Raccord d'air comprimé : 400 - 600kPa
Fusible secteur : 230V / T3,15A (120V / T6,3A)
Classe de protection : 1 (boîtier et fer à air chaud directement mis à la terre)
2. Mise en service
Déposer le fer doté de sa buse à air chaud sur le support de sécurité AKT30. (Sans support
de sécurité ou le support carte avec potence optionnel WBH3000S, il est impossible de
mettre I'appareil en service.)
De l'air comprimé propre et sec ou de l'azote N2 est nécessaire pour faire fonctionner la
WHA3000V. Les raccords d'air comprimé (18,19) se situent sur la face arrière de l'appareil.
Pour raccorder l'alimentation en air comprimé, un flexible d'une section extérieure de 6 mm
adapté à la pression de service est nécessaire.
Le raccord d'azote (19) sert à la génération de l'air chaud.
Le raccord d'air comprimé (18) sert à la génération du vide moyennant le transformateur
d'air comprimé.
En l'absence d'alimentation en azote séparée, les raccords d'air comprimé (18) et (19)
peuvent être connectées au raccord Y et alimentés en air comprimé normal.
Brancher le cordon d'alimentation du support de sécurité ou du support carte avec potence
optionnel WBH3000S sur la prise femelle (20). S'assurer que la tension d'alimentation
correspond à celle indiquée sur la plaque d'identification. Si la tension correspond, brancher
le boîtier sur le secteur. A la mise sous tension, le nom de l'appareil „WHA3000“ et la
version logicielle.s'affichent pendant un court instant. Ensuite il passe automatiquement
en mode de base (mode manuel).
Page 6 sur16
Page 7

2.1 Mode manuel
Affichage à l'écran (1)
TEMP AIR PREHEAT
350°C 25 l OFF
Réglage usine
Temp. Débit Préchauffage
buse d'air buse
en °C en l/mn MARCHE/ARRET
Le mode manuel autorise la programmation des paramètres pour la température de la buse,
le débit d'air et le préchauffage.
Sélection des paramètres à l'aide des touches :
• TEMP (7) : température de la buse en °C
• AIR (6) : débit d'air en l/mn
• TIME/
PREHEAT (5) : Commande MARCHE/ARRET du préchauffage de buse (standby)
à 200°C avec 5l/min.
Une fois sélectionnés, les paramètres peuvent être modifiés à l'aide des touches UP (2) ou
DOWN (3). Un appui long modifie les paramètres en défilement rapide.
L'activation de l'air chaud et de e' Aspiration a lieu, directement sur I' appareil:
Directement au boîtier : Touche air chaud START/STOP
(10), Touche Vide VAC (11)
ou moyennant les accessoires en option :
Commande au pied 2 positions (21) : Air chaud position 1, vide position 2
(pour que l'air chaud et le vide soient actifs,
la pédale doit être maintenue enfoncée)
Commande manuelle à distance
(21) : Touche air chaud AIR, touche vide VAC
Un contact intégré désactive l'air chaud au moment où le fer est déposé sur le
support de sécurité. Lorsque le préchauffage de la buse est actif (PREHEAT ON),
l'appareil passe en mode veille à température et débit d'air réduits.
Note: Pour des raisons de sécurité I'air chaud se coupe automatiquement après 999s.
Page 7 sur16
Page 8

2.2 Mode automatique
Le mode automatique comprend l'exécution d'un profil température/temps en trois phases.
Le profil température/temps peut être complété par un chauffage inférieur WHP3000
disponible en option. Lors de la connexion du WHP3000 via l'interface RS232 (14), le
chauffage inférieur est automatiquement intégré dans le profil température/temps.
Le profil de température se déroule en trois phases :
Phase de préchauffage système Palier 1 (un signal sonore indique la fin)
Phase de préchauffage composant Palier 2
Processus reflow (soudage) Palier 3
Normalement, le processus de soudage démarre une fois que la buse à air chaud à été
sortie de son support. Le signal sonore à la fin de la phase 1 indique que la buse doit être
amenée en position de soudage au-dessus du composant.
Pour personnaliser un profil température/temps, les paramètres suivants doivent être réglés
au boîtier WHA3000V.
Paramétrages palier1 – palier3
Température buse: 50°C – 550°C (150°F-999°F)
Température chauffage inférieur: 50°C – 400 °C (150°F/750°F) (en option sur WHP3000)
Débit d'air: 5l/min – 50l/min
Temps de la phase: 0sec. – 999sec.
L'action de la touche AUTO/MAN permet de sélectionner le mode automatique.
Les diodes électroluminescentes (13) indiquent l'état de fonctionnement respectif .
Affichage à l'écran (1)
TEMP AIR TIME
210°C 40 l 100s
300°C 25 l 50s
210°C 30 l 15s
Palier 1
Palier 2
Palier 3
Symbole buse
ou chauffage inférieur
Température buse ou
chauffage inférieur (avec WHP3000)
Débit d'air en l/min
Temps restant
de la phase en sec.
Page 8 sur16
Page 9

2.3 Réglage profil de température
Sélection des paramètres en appuyant sur la touche:
• TEMP (7) : 1 appuyer : température de la buse dans le 1
2 appuyer: température chauffage par le dessous dans le 1
er
pailer
er
pailer (seulement avec WHP3000)
Pailer 1-3
Le symbole de buse ou de chauffage par le dessous montre quelle valeur de température
se trouve dans I' écran de visualisation.
• AIR (6) : 1 appuyer: débit d' air l/min dans le 1
er
pailer
Pailer 1-3
• TIME/
PREHEAT (5) : 1 appuyer: temps restant dans le pailer 1
Pailer 1-3
La valeur respectivement active s'affiche en surbrillance et peut être modifiée à l'aide des
touches UP / DOWN (2) / (3). Un appui long modifie les paramètres en défilement rapide.
2.4 Démarrage le déroulement du programme
Le démarrage du processus de soudage, à savoir du profil température/temps, s'effectue :
Directement au boîtier : Touche START/STOP (10),
le voyant (9) s'allume
ou à l'aide des accessoires disponibles en option :
Commande au pied 2 positions (21) : Start/Stop correspond à la position 1 de la
commande au pied
(pour que l'air chaud et le vide soient actifs, la pédale
doit être maintenue enfoncée)
Commande manuelle à distance (21) : Start/Stop à l'aide de la touche AIR
L'écran (1) affiche la température de la buse, le débit d'air et le temps restant. La phase du
programme respectivement active est en surbrillance.
Dès que l'on repose le fer sur son support, le programme est interrompu et un contact
intégré coupe l'alimentation en air chaud.
Page 9 sur16
Page 10

Lorsque le préchauffage de buse est actif (PREHEAT ON), l'appareil passe en mode veille
à température et débit d'air réduits.
Note: Lors de I'utilisation du support circuit avec potence (20) WBH3000S. la WHA3 000V
se coupera automatiquement si la tête chauffante ne se trouve pas en position centrale au
dessus de la platine chauffante.
2.5 Commande de la fonction de vide (Aspiration)
L'activation du vide dans la buse pour soulever le composant CMS s'effectue à l'aide de la
touche VAC (11). Le voyant (8) s'allume.
Si la touche VAC (11) est enfoncée avant le démarrage d'un processus de dessoudage, le
vide intégré à la buse s'active automatiquement. La fonction aspiration peut être activée ou
désactivée à tout moment au cours du processus de soudage. Si le vide est activé
manuellement au cours du processus, l'activation automatique à la fin du processus
n'interviendra pas.
Des accessoires sont disponibles en option pour activer le vide :
Commande au pied 2 positions (21) : le vide correspond à la position 2
Commande manuelle à distance (21) : le vide correspond à la touche VAC
A noter : Si la température de buse est supérieure à 250°C, le vide est automatiquement
désactivé au bout de 90 secondes pour des raisons de sécurité.
2.6 Enregistrement et chargement des profils de temp at de température
Il possible de sauvegarder 10 profils de température/temps au total. Départ usine, les 10
emplacements de programme sont dotés d'un profil par défaut.
Appuyer simultanément sur les touches UP/DOWN (2)/(3) jusqu'à ce que l'écran (1) affiche
le menu suivant :
PROGRAMME 1
E X I T
L O A D
SAVE
UP appuyer
Simult-
anément
DOWN
Les touches UP/DOWN (2)/(3) permettent de sélectionner les emplacements de programme
1 –10.
L'action de la touche LOAD (6) permet de télécharger le programme sélectionné.
L'affichage passe en mode automatique et affiche les paramètres sélectionnés.
Page 10 sur16
Page 11

Si un profil de température/temps a été créé, la touche SAVE (5) permet de l'enregistrer à
l'emplacement de programme sélectionné.
L'action de la touche QUIT (7) permet de quitter ce menu sans modifications.
3. Capteur externe
Deux modes de fonctionnement différents sont disponibles pour utiliser un capteur externe
(thermocouple à enveloppe type K). L'activation de la touche „TIME“ / „PREHEAT“ (5) à la
mise sous tension de l'appareil (4) permet de commuter entre les modes „MEASURE
MODE“ et „CONTROL MODE“. L'écran (1) affiche pendant un court instant :
THERMOCOUPLE ou THERMOCOUPLE
MEASURE MODE CONTROL MODE
Les deux modes sont actifs seulement après avoir connecté le capteur externe (16).
3.1 Capteur externe avec fonction de mesure „MEASURE MODE“ (réglage usine)
Dans ce mode de fonctionnement, le capteur externe n'a qu'une fonction de mesure.
L'écran (1) affiche la température du capteur externe. La température de la buse est réglée
à la valeur de consigne enregistrée.
capteur externe actif dans „MEASURE MODE“
TEMP AIR PREHEAT
250°C 25 l OFF
3.2 Apprentissage
Il est possible, au cours de l'exécution d'un profil température/temps, d'avancer
manuellement les phases 1-3 en appuyant sur la touche „TIME“ / „PREHEAT“ (5). Le bon
positionnement du capteur externe sur le module ou le composant permet de surveiller sa
température pendant toute la durée du processus et de passer à la phase suivante lorsque
les températures de consigne (niveau 1 à 3) sont atteintes. Les temps obtenus s'affichent à
l'écran (1) après les processus de soudage et de dessoudage et peuvent être mémorisés.
3.3 Capteur externe avec fonction de régulation „CONTROL MODE“
Ce mode de fonctionnement permet de régler la température du capteur externe. Le
capteur externe saisit la valeur réelle (grandeur de réglage) pour la régulation de la
température. Le réglage de la valeur de consigne de l'appareil doit donc correspondre à la
température mesurée (valeur réelle) du capteur externe. L'écran (1) affiche la valeur réelle
du capteur externe.
Page 11 sur16
Page 12

capteur externe actif dans „CONTROL MODE“
TEMP AIR PREHEAT
250°C 25 l OFF
Pour bien fonctionner, le capteur doit être correctement connecté au module ou composant.
4. Fonction lock (verrouillage)
L'appareil peut être verrouillé en connectant/déconnectant une prise de codage dans la
prise femelle (21). Les paramètres de soudage existants ne peuvent plus être modifiés.
L'appareil ne fonctionne qu'à l'aide des touches START/STOP (10) et VAC (11).
5. Conversation de la température °C, °F
Maintenir le bouton Temp (7) appuyé et allumer la station (4), il apparîtra brièvement i'unité
de température. Pour la modifier, renouveler I'opération.
6. Interface RS232
Un logiciel complémentaire permet d'avoir accès à toutes les fonctionnalités de l'appareil via
l'interface RS232 (15).
7. Instructions d'utilisation
La buse à air chaud est conçue de telle manière que la plaque à vide repose à plat sur le
composant. La plaque à vide sert en même temps au transfert de chaleur. Lorsque le vide
est actif, le composant peut être soulevé après l'opération de dessoudage. Il est important
de préchauffer la plaque à vide à la température de service avant l'opération de
dessoudage. La plaque à vide peut être complétée d'une ventouse en caoutchouc
disponible en option.
Changement de buse
Attention : Risque de brûlure! Après arrêt ou retrait de la buse, celle-ci reste chaude
pendant un certain temps.
Les buses à air chaud sont fixés à l'élément chauffant à l'aide d'une vis de serrage. Pour
changer la buse, desserrer la vis et retirer la buse à l'aide de l'outil de changement de buse.
Utilisation d'azote
L'utilisation d'azote N2 réduit l'oxydation et permet au flux de rester actif plus longtemps.
L'azote est commercialisé en bouteilles d'acier. La bouteille doit être équipé d'un détendeur
0 – 10bars.
Page 12 sur16
Page 13

Attention!: L'utilisation d'azote nécessite une bonne aération du local.
8. Messages d'erreur
Erreur Description Remède
ERROR 75 Saisie valeur offset erronée lors du Répéter l'opération
changement de l'élément chauffant
ERROR 76 Elément chauffant défectueux Remplacer l'élément
Chauffant
ERROR110 Température boîtier WHP3000 dépassée Laisser refroidir
REMOTE Saisie verrouillée (seulement possible via PC) Commande via PC
LOCKED WHA verrouillé (fonction Lock) Déverrouiller la WHA
TOOL STAND Support ou support sur pied non raccordé Raccorder le
connecteur femelle (20)
9. Accessoires
Gammes des buses voir p.age 12
005 31 190 99 Capteur externe type K ∅ 0,5mm
005 87 549 51 Capteur externe type K ∅ 0,25mm
005 87 367 80 Commande manuelle à distance
005 87 577 70 Commande au Pied
005 15 048 99 Support multiple pour buses à gaz chaud
005 31 191 99 Câble interface
005 33 162 99 Support de cartes WBH3000
005 33 163 99 Support de cartes sur pied WBH3000S pour WHA3000
005 33 386 99 Chauffage inférieur WHP3000
10. Eléments compris dans la fourniture
Boîtier de commande avec fer à air chaud
Support de sécurité
Outil de changement de buse
Prise de codage
Raccord Y
Flexible air comprimé
Petit outillage
Buse à air chaud
Cordon secteur
CD Manuel d'utilisation et consignes de sécurité
Sous réserve de modifications techniques!
Page 13 sur16
Page 14

11. Buses à air chaud
Buses à air chaud pour HAP 3
Buses rondes
Buses 4 côtés (type NQ)
Buses 2 côtés (type ND)
Buse de calibrage 005 87 368 75
005 87 368 39 NQT Buse à air chaud 22,0 x 22,0 mm
005 87 368 41 NQT10 Buse à air chaud 14,8 x 14,8 mm
005 87 368 42 NQT25 Buse à air chaud 18,0 x 18,0 mm
005 87 368 43 NQT Buse à air chaud 16,0 x 16,0 mm
Page 14 sur16
Page 15

12. Quick Référence WHA3000P / WHA 3000V
Permet de passer du mode auto en mode manuel et vice versa.
Auto
Man
Bouton UP augmente la valeur
Bouton DOWN diminue la valeur
Acive la fonction VAC (aspiration)
Vac
Start/Stop process du soudage
Start / Stop
Permet d'ajuster la température en mode manuel
Permet d'ajuster la température de I'air chaud et
Temp
de la platine chauffante (1-3)
(auto mode).
Ajuste le dèbit d'air (manuel mode)
Air
Ajuste le d'air (step 1-3)
(auto mode)
Ajuste le temps (step 1-3)
(auto mode)
Time
/
Preheat
Préchauffage de la buse ON/OFF
(manual mode)
Sauvegarde et charge le programme du profil de température
+
Convertion de température
(Presser et allumer la station)
Temp
Program
Page 15 sur16
 Loading...
Loading...