

Stazione ad aria calda
WHA 3000P
Istruzioni per l’uso
Versione 2.2
Carl-Benz-Str. 2, 74354 Besigheim, Germany
Tel: +49 (0) 7143 580- 0, Fax: +49 (0) 7143 580- 108
Weller Tools GmbH

Indice Pagina
1. Descrizione 5
Dati tecnici 6
2. Messa in funzione 6
2.1 Modo operativo manuale 6
2.2 Modo operativo automatico 7
2.3 Impostazione del profilo termico 8
2.4 Avvio dell’esecuzione del programma 9
2.5 Comando della funzione del vuoto 9
2.6 Memorizzazione e caricamento dei profili termici 9
3. Sensore esterno 10
3.1 Sensore esterno con funzione di misurazione 10
(MEASURE MODE)
3.2 Procedura di Teach in 11
3.3 Sensore esterno con funzione di regolazione 11
(CONTROL MODE)
4. Funzione Lock (blocco) 11
5. Interfaccia RS232 11
6. Indicazioni per il lavoro 11
7. Manutenzione 12
8. Messaggi d’errore 12
9. Accessori 12
10. Materiale in dotazione 12
11. Ugelli ad aria calda 13
12. Simboli di riferimento per WHA3000P 14
Pagina 2 di 14
Istruzioni per l’uso della stazione WHA 3000P
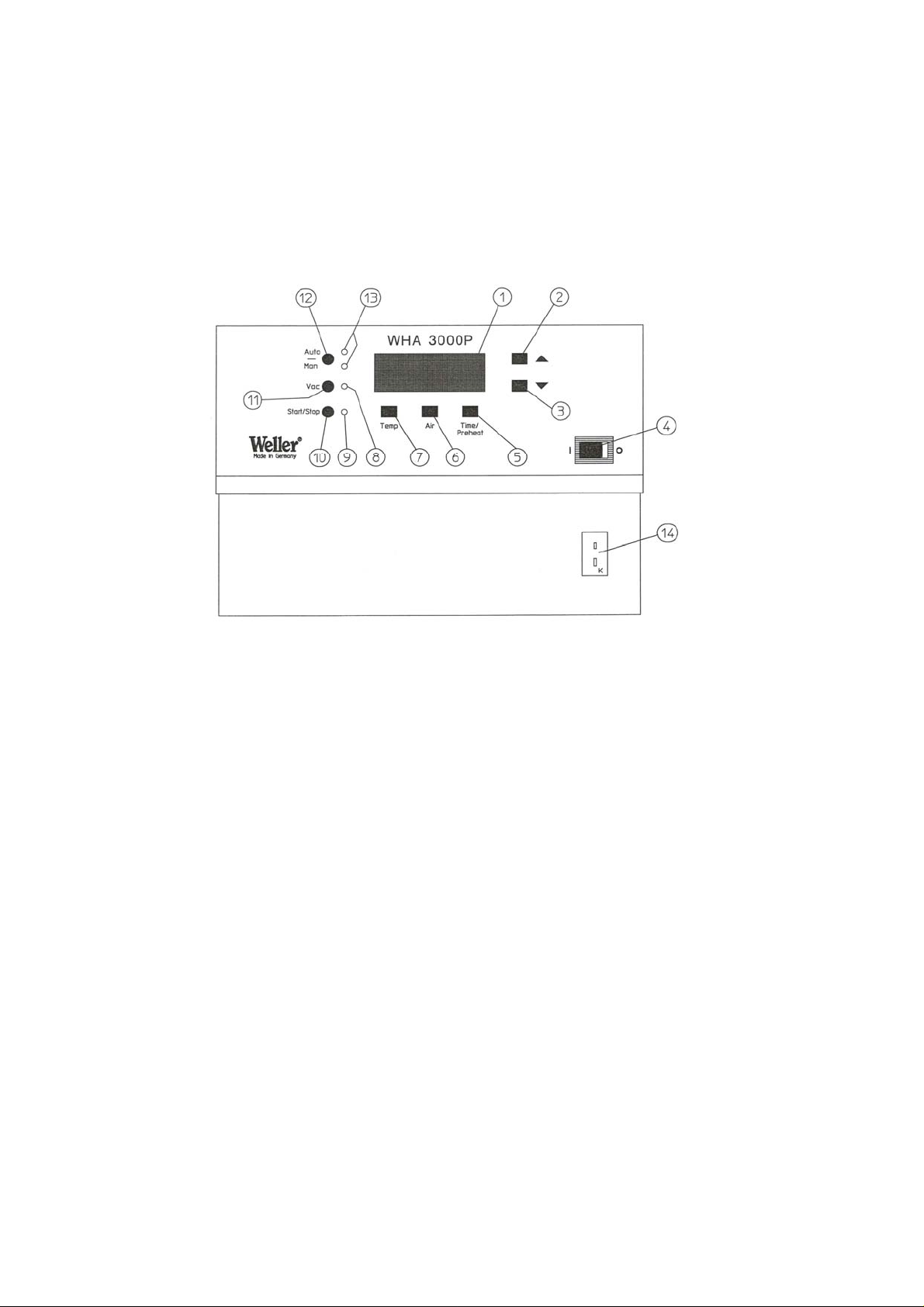
Vista anteriore della stazione WHA 3000P
1 Display LCD
2 Tasto “UP“
3 Tasto “DOWN“
4 Interruttore di rete
5 Tasto “TIME“/”PREHEAT“ tempo predefinito modo autom./temperatura di
preriscaldamento)
6 Tasto “AIR“ (volume d’aria)
7 Tasto “TEMP“ (temperatura aria calda)
8 Spia LED vuoto
9 Spia LED START/STOP
10 Tasto “START/STOP“
11 Tasto “VAC“ (attivazione vuoto)
12 Tasto “AUTO“ – “MAN“ (passaggio dal modo operativo automatico a quello manuale)
13 Spia LED modo operativo Auto-Man
14 Collegamento sensore esterno tipo K
Pagina 3 di 14
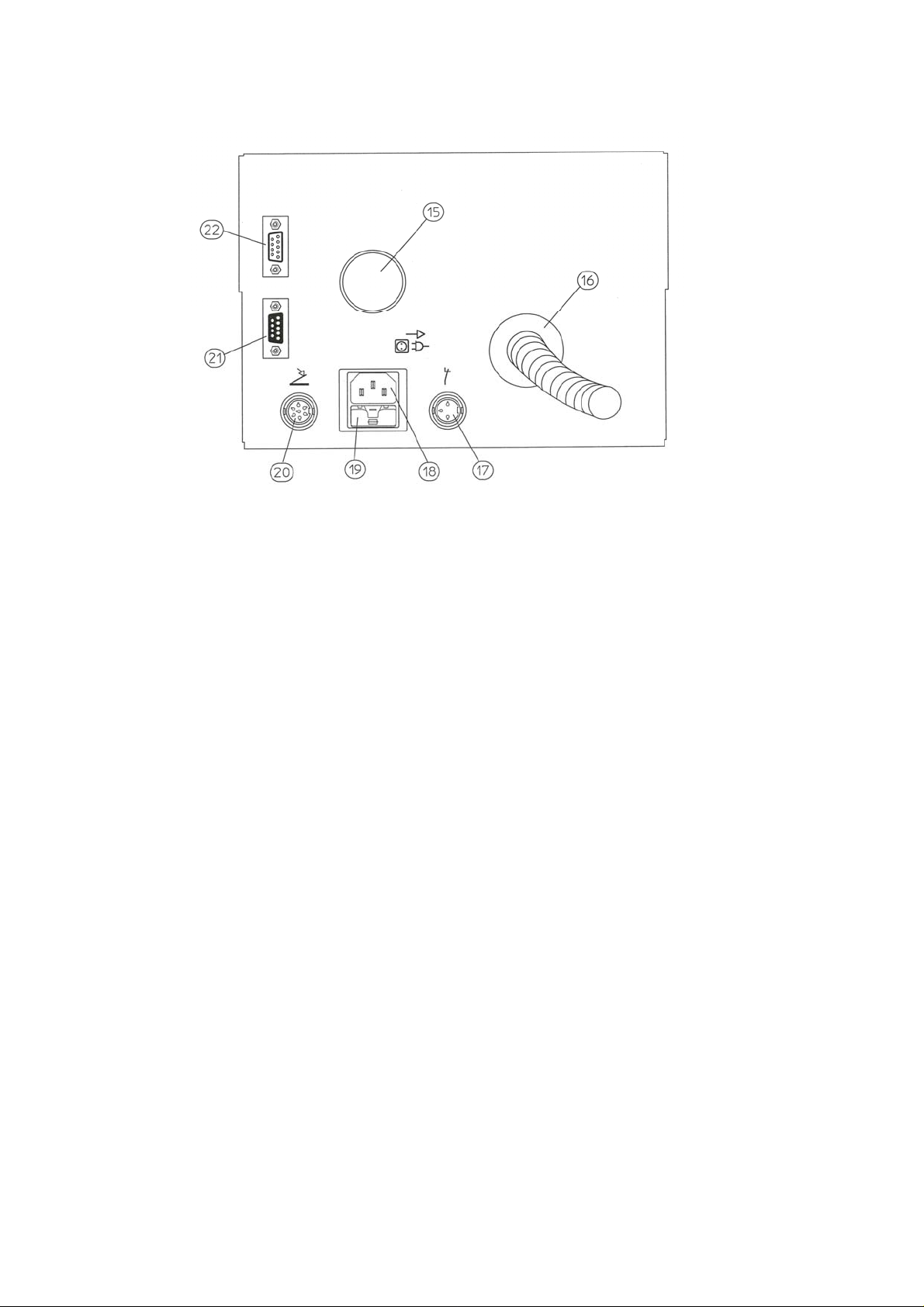
Vista posteriore della stazione WHA 3000P
15 Filtro pompa per vuoto
16 Tubo di collegamento per stilo ad aria calda
17 Collegamento supporto di commutazione
18 Allacciamento alla rete
19 Fusibile di rete
20 Collegamento comando remoto manuale; interruttore a pedale
21 Interfaccia PC RS232
22 Collegamento WHP 3000 (piastra di preriscaldo) interfaccia RS232
Pagina 4 di 14
Vi ringraziamo per la fiducia dimostrataci con l’acquisto della stazione ad aria calda Weller
WHA 3000P. Durante la produzione sono stati osservati i massimi requisiti qualitativi che
garantiscono un funzionamento ottimale dell'apparecchio e consentono di ottenere risultati di
saldatura eccellenti.
Attenzione!
Prima di mettere in funzione l’apparecchio, leggere attentamente le presenti istruzioni per l’uso e le
indicazioni di sicurezza allegate. La mancata osservanza delle disposizioni di sicurezza comporta
pericoli per l’incolumità personale.
Il produttore declina ogni responsabilità in caso d’uso diverso da quello menzionato nelle istruzioni
per l’uso come pure di modifiche eseguite di propria iniziativa.
La stazione ad aria calda WELLER WHA 3000P corrisponde alla dichiarazione di conformità CE ai
sensi dei requisiti di sicurezza fondamentali delle Direttive 2004/108/EC e 2006/95/EC.
1. Descrizione
La stazione ad aria calda WHA 3000P è adatta per interventi di riparazione di precisione su schede
con circuiti integrati FINEPITCH a numero elevato di piedini. L'apparecchiatura consente la
massima sicurezza del processo poiché di facile utilizzo e dotata di adeguate soluzioni. I numerosi
accessori integrano le possibilità d’impiego della stazione di lavoro di riparazione.
La temperatura dell’aria calda dello stilo può essere impostata in un intervallo compreso tra 50°C e
550°. Il volume d’aria viene generato da una turbina interna e può essere regolato in un intervallo da
10 a 50 l/min. La temperatura dell’aria calda e il volume d’aria sono soggetti a regolazione digitale.
Il vuoto necessario per la rimozione del componente è integrato nel sistema di ugelli e può essere
attivato in base al modo operativo selezionato.
Sono a disposizione due modi operativi. Il modo operativo manuale (Man) consente un lavoro
manuale con l’impostazione della temperatura dell’aria calda e del volume d’aria. L’aria calda e il
vuoto possono essere attivati mediante interruttore a pedale, comando remoto manuale o
direttamente dalla centralina.
A. Il modo operativo automatico (Auto) contiene l’esecuzione del programma di un profilo
termico a 3 fasi anche insieme alla piastra di preriscaldo WHP 3000 disponibile come
accessorio.
B. I parametri di temperatura dell’aria calda, volume d’aria, temperatura della piastra di
preriscaldo e funzione del vuoto possono essere azionati individualmente e possono essere
memorizzati come parametri dell'applicazione.
La postazione di riparazione può essere integrata da un supporto per circuiti stampati WBH 3000S
dotato di sistema per regolazioni su assi x-y come pure di un supporto verticale con guida
a regolazione micrometrica sull'asse z per il saldatore ad aria calda.
Pagina 5 di 14

Dati tecnici
Dimensioni (larg. x lung. X alt.): 240 (9,44) x 270 (10,63) x 170 (6,69) mm (pollici)
Tensione di rete: 230 V (120V) CA
Potenza assorbita: 700 W
Volume d’aria: 5 – 50 l/min.
Intervallo di temperature: 50°C – 550°C
Precisione: +/- 30°C (+/- 54°F)
Vuoto: - 0,6 bar
Fusibile di rete: 230 V / T6,3A (120V / T10A)
Classe di protezione: 1 (centralina e stilo ad aria calda con messa a terra forte)
2. Messa in funzione
Depositare lo stilo con ugello ad aria calda montato nel supporto di sicurezza AKT 30. (Senza il
supporto di sicurezza l’apparecchio non può essere messo in funzione.) Inserire I' alimentazione del
supporto di sicurezza nella presa (17). Verificare che la tensione di rete corrisponda a quanto
indicato sulla targhetta di omologazione. Se la tensione di rete è corretta, collegare la centralina alla
rete. All’accensione compare brevemente il nome dell’apparecchio “WHA 3000” e la “versione” del
software. Successivamente, si commuta automaticamente nell’impostazione di base (modo
operativo manuale).
2.1 Modo operativo manuale
Spia nel display (1)
Temp. Volume Prerisc.
ugello d’aria ugello
in °C in l/min. ON/OFF
Nel modo operativo manuale, possono essere determinati i parametri temperatura dell’ugello,
volume d'aria e attivazione/disattivazione del preriscaldamento dell'ugello.
Selezione dei parametri premendo il tasto:
• TEMP (7): temperatura ugello in °C
• AIR (6): volume d’aria in l/min.
• TIME/
PREHEAT (5): attivazione/disattivazione del preriscaldamento ugello (stand-by) a 200°C con
flusso di 5l/min.
Dopo la selezione è possibile modificare i valori d’impostazione con i tasti UP (2) o DOWN (3).
Premendo i pulsanti in modo continuo si attiva la ricerca rapida dei valori.
TEMP AIR PREHEAT
350°C 25 l OFF
Pagina 6 di 14

L’attivazione dell’aria calda e del vuoto dell’ugello avviene:
direttamente dalla centralina: tasto START/STOP (10) aria calda, tasto vuoto VAC (11)
o con gli accessori opzionali:
interruttore a pedale a 2 livelli (20): aria calda livello 1, vuoto livello 2
(aria calda e vuoto sono attivi tenendo completamente premuto
il pedale)
comando remoto manuale (20): tasto aria calda AIR, tasto vuoto VAC.
Riponendo lo stilo sul supporto di sicurezza, l’aria calda viene disinserita per mezzo di un
interrruttore integrato. Con attiva la funzione di preriscaldo dell'ugello (PREHEAT ON),
l’apparecchio si commuta nel modo di stand-by con temperatura e volume d’aria ridotti.
2.2 Modo operativo automatico
Il modo operativo automatico rende disponiblie un ciclo termico a 3 fasi.
Il profilo termico può essere completato per mezzo di un collegamento con una piastra di preriscaldo
opzionale WHP 3000. In caso di collegamento di WHP 3000 mediante l’interfaccia RS232 (22) il
preriscaldo viene integrato nel profilo termico.
Il profilo termico si compone delle seguenti 3 fasi:
Fase di preriscaldamento sistema livello 1 (viene terminato con un segnale acustico)
Fase di preriscaldamento componente livello 2
Processo di rifusione (saldatura) livello 3
Il processo di saldatura viene normalmente avviato con ugello a gas caldo sollevato. Al termine del
livello 1 viene emesso un segnale acustico, dopo che l’ugello è stato portato sopra il componente in
posizione di saldatura.
Per la definizione di un profilo termico specifico, dal cliente devono essere eseguite le seguenti
preimpostazioni sulla centralina WHA 3000P.
Impostazioni livello 1 – livello 3
Temperatura ugello 50°C – 550°C
Temperatura di preriscaldo 50°C – 400°C (opzionale con WHP 3000)
Volume d’aria 5 /min. – 50 l/min.
Tempo livello programma 0 sec. – 999 sec.
Premendo il tasto AUTO/MAN è possibile selezionare il modo operativo automatico.
I diodi luminosi (13) segnalano lo stato d’esercizio rispettivo.
Pagina 7 di 14

Indicazione nel display (1)
TEMP AIR TIME
210°C 40 l 100s
300°C 25 l 50s
210°C 30 l 15s
Simbolo ugello o
della piastra di preriscaldo
Temperatura ugello
o della piastra di preriscaldo.
(con WHP 3000)
Volume d’aria in l/min.
Tempo residuo della fase
del profilo termico in sec.
2.3 Impostazione del profilo termico
Selezione dei parametri premendo il tasto:
• TEMP (7): 1 x volta: temperatura ugello nel 1° livello
2 x volte: temperatura della piastra di preriscaldo nel 1° livello
(solo con WHP 3000)
Livello 1-3
Il simbolo per ugello o della piastra indica di volta in volta quale valore termico è visualizzato.
• AIR (6) : 1 volta: volume d’aria in l/min. nel 1° livello
Livello 1-3
• TIME/
PREHEAT (5): 1 volta: tempo residuo nel livello 1.
Livello 1-3
Il valore attivo di volta in volta è evidenziato sul display e può essere modificato con i tasti
UP/DOWN (2)/(3). La pressione continua dei pulsanti attiva la ricerca rapida dei valori.
Pagina 8 di 14

2.4 Avvio dell’esecuzione del programma
Il processo di saldatura e quindi l’esecuzione del profilo termico a 3 fasi viene avviato:
direttamente dalla centralina: tasto START / STOP(10), LED (9) acceso
o con gli accessori opzionali:
interruttore a pedale a 2 livelli (20): START / STOP corrisponde al livello 1 dell’interruttore a
pedale
(aria calda e vuoto sono attivati tenendo premuto a fondo il
pedale)
comando remoto manuale (20): START / STOP con il tasto AIR
Sul display (1) vengono visualizzati temperatura ugello, volume d’aria e tempo residuo. La fase del
programma attiva di volta in volta viene evidenziata sul display.
Riponendo lo stilo nel supporto di sicurezza, l’esecuzione del programma viene interrotta e l’aria
calda viene disinserita per mezzo di un interruttore integrato. A preriscaldamento dell’ugello attivo
(PREHEAT ON) l’apparecchio si commuta nel modo di stand-by con temperatura e volume d’aria
ridotti.
2.5 Comando della funzione del vuoto
L’attivazione del vuoto dell’ugello per la rimozione dei componenti SMD avviene premendo il tasto
VAC (11). Il LED (8) si accende.
Se il tasto VAC (11) viene premuto prima dell’avvio di un processo di dissaldatura, il vuoto integrato
nell’ugello viene attivato automaticamente al termine del processo. La funzione del vuoto può
essere inserita e disinserita in qualsiasi momento durante il processo di saldatura. Se il vuoto viene
avviato in maniera manuale già nel processo di saldatura in corso, l’attivazione automatica al
termine del processo viene omessa.
Con gli accessori opzionali è possibile attivare il vuoto dell’ugello mediante:
interruttore a pedale a 2 livelli (17): il vuoto corrisponde al livello 2 dell’interruttore a
pedale
comando remoto manuale (17): vuoto con il tasto VAC.
Nota Bene: se la temperatura dell’ugello è superiore a 250°C per ragioni di sicurezza il vuoto
viene disinserito automaticamente dopo 90 secondi.
2.6 Memorizzazione e caricamento dei profili termici
Complessivamente possono essere memorizzati 10 profili termici.
Le 10 memorie hanno un' impostazione di profilo termico standard.
Pagina 9 di 14

Premere contemporaneamente il tasto UP/DOWN (2)/(3) fino a quando sul display (1) compare il
menu seguente:
PROGRAMM 1
Q U I T L O A D S A V E
Con i tasti UP/DOWN (2)/(3) è possibile selezionare le memorie 1 –10.
Premendo il tasto LOAD (6) è possibile caricare il programma selezionato. Il display passa nel
modo automatico e visualizza i parametri selezionati.
Se è stato creato un profilo termico, premendo il tasto SAVE (5) è possibile memorizzarlo nella
posizione selezionata.
Premendo il tasto QUIT (7) è possibile uscire da questo menu senza apportare modifiche.
3. Sensore esterno
Quando si utilizza un sensore esterno (termosensore tipo K) sono disponibili due diverse
modalità operative. Premendo il pulsante "TIME“ / "PREHEAT“ (5) durante l'attivazione
dello strumento (4) si può passare dalla modalità operativa "MEASURE MODE“ a
"CONTROL MODE“. Nel display (1) appare brevemente:
THERMOCOUPLE o THERMOCOUPLE
MEASURE MODE CONTROL MODE
Entrambe le modalità operative sono attive solo dopo l'inserimento del sensore esterno
(16).
3.1 Sensore esterno con funzione di misurazione "MEASURE MODE“
(impostato in fabbrica)
In questa modalità operativa il sensore esterno ha soltanto una funzione di misurazione. Nel
display (1) viene visualizzata la temperatura del sensore esterno. La regolazione della
temperatura si imposta al valore nominale definito per la temperatura dell'ugello.
Sensore esterno attivo in "MEASURE MODE“
TEMP AIR PREHEAT
250°C 25 l OFF
Pagina 10 di 14

3.2 Procedura di Teach in
Esiste la possibilità di commutare nuovamente i livelli di processo 1-3 premendo il tasto
"TIME" / "PREHEAT" (5) durante lo svolgimento di un profilo termico. Posizionando in
modo appropriato il sensore esterno sul circuito stampato o sul componente, si possono
monitorare le temperature dell`uno o dell`altro durante il processo, commutando al
raggiungimento della temperatura desiderata (1-3). I tempi determinati in questo modo
vengono mostrati alla fine del processo di saldatura o dissaldatura sul display (1) e possono
quindi essere memorizzati.
3.3 Sensore esterno con funzione di regolazione "CONTROL MODE“
In questa modalità operativa viene regolata la temperatura del sensore esterno. Il sensore
esterno rileva il valore reale (grandezza regolata) per la regolazione della temperatura.
L'impostazione del valore nominale sullo strumento dovrà essere quindi adattata alla
temperatura misurata (valore reale) del sensore esterno. Nel display (1) viene visualizzato il
valore reale corrente del sensore esterno.
Sensore esterno attivo in "CONTROL MODE“
TEMP AIR PREHEAT
250°C 25 l OFF
Condizione essenziale per un'applicazione priva di errori è la corretta configurazione dei
contatti del sensore sull'unità o sull'elemento.
4. Funzione Lock (blocco)
Inserendo e disinserendo un connettore di codifica sulla presa (20) è possibile bloccare
l’apparecchio. I parametri di saldatura impostati correntemente non possono più essere modificati.
L’apparecchio può essere comandato esclusivamente mediante i tasti START/STOP (10) e VAC
(11).
5. Interfaccia RS232
Collegato ad un software, l’apparecchio può essere comandato interamente mediante l’interfaccia
RS232 (21).
6. Istruzioni d'uso
L’ugello ad aria calda è stato studiato in modo che la piastra interna, dotata di vuoto, appoggi sul
componente; la piastra trasferisce quindi il calore direttamente ad esso. Attivando il vuoto, il
componente verrà asportato quando la lega avrà raggiunto il punto di fusione. Per questo motivo, è
importante preriscaldare la piastra con vuoto dell'ugello prima di effettuare la dissaldatura.
Opzionalmente, è possibilie usare un inserto elastico di aspirazione al posto della piastra con vuoto.
Pagina 11 di 14

Sostituzione dell’ugello
Attenzione: pericolo di ustioni! Dopo lo spegnimento o la rimozione dell’ugello ad aira calda
quest’ultimo rimane caldo ancora per un pò.
Gli ugelli ad aria calda sono fissati alla resistenza con una vite di arresto. Per la sostituzione
dell’ugello, allentare la vite di arresto e rimuovere l’ugello con l’apposito attrezzo
7. Manutenzione
Il filtro a vuoto (15), incrostato di residui di flussante ed altre sostanze, deve essere sostituito
quando I'aspirazione diminuisce.
8. Messaggi d’errore
Errore Descrizione Rimedio
ERROR 75 Immissione offset al cambio corpo risc. errata Ripetere la procedura
ERROR 76 Elemento riscaldante difettoso Sostituire I'elemento risc.
ERROR 110 Temperatura allogg. WHP 3000 superata Lasciarlo raffreddare
REMOTE Immissione bloccata (comando solo con PC) Comando con PC
LOCKED WHA bloccato (funzione Lock) Sbloccare WHA
TOOL STAND Supporto non collegato Collegare la presa (17)
9. Accessori
Per la gamma degli ugelli, vedere a pagina 13.
005 31 190 99 sensore esterno tipo K ∅ 0,5 mm
005 87 549 51 sensore esterno tipo K ∅ 0,25 mm
005 87 367 80 comando remoto manuale
005 87 577 70 interruttore a pedale
005 15 048 99 supporto multiplo con ugelli a gas caldo
005 31 191 99 cavo per interfaccia
005 33 162 99 porta-circuiti WBH3000
005 33 163 99 porta-circuiti WBH3000S con supporto verticale WHA3000
005 33 386 99 piastra di preriscaldo WHP3000
10. Materiale in dotazione
Centralina con stilo ad aria calda
Supporto di sicurezza
Attrezzo per la sostituzione degli ugelli
Connettore di equalizzazione dei potenziali
Accessorio piccolo
Ugello a gas caldo
Cavo di alimentazione
Istruzioni d'uso
Con riserva di modifiche tecniche!
Pagina 12 di 14

11. Ugelli ad aria calda
Ugelli per stilo ad aria calda HAP 3
Ugelli tondi
Tipo „NQ“ a 4 lati riscaldati
Tipo „ND“ a 2 lati riscaldati
Ugello per la misurazione della
temperatura 005 87 368 75
005 87 368 39 NQT Ugello ad aria calda 22,0 x 22,0 mm
005 87 368 41 NQT10 Ugello ad aria calda 14,8 x 14,8 mm
005 87 368 42 NQT25 Ugello ad aria calda 18,0 x 18,0 mm
005 87 368 43 NQT Ugello ad aria calda 16,0 x 16,0 mm
Pagina 13 di 14

12. Simboli di riferimento per WHA3000P
• Per cambiare modo operativo manuale/automatico
• Pulsante per aumentare valore
• Pulsante per diminuire valore
• Attivazione vuoto
• Start/Stop processo di saldatura
Rispettivamente la funzione aria calda
• Selezione manuale della temperatura
• Selezione automatica temperatura in 1-3 fasi
• Selezione manuale entrata flusso gas caldo
• Selezione automatica flusso gas caldo in 1-3 fasi
• Selezione automatica tempi fasi 1-3
• Preriscaldo ugello ON/OFF (manuale)
• Salvataggio programmi (fino a 10) profili temperature
• Conversione temperatura
(Da premere all'avviamento dell'unità WHA3000P)
Auto
Man
Vac
Start/Stop
Temp
Aira
Tempo
/
Preriscaldo
Temp
+
Programma
Pagina 14 di 14
 Loading...
Loading...