

Station d‘air chaud WHA3000P
Mode d'emploi
Version 2.2
Weller Tools GmbH
Carl-Benz-Str. 2, 74354 Besigheim, Germany
Tel: +49 (0) 7143 580- 0, Fax: +49 (0) 7143 580- 108

Table des matières Page
1. Description 5
Caractéristiques techniques 6
2. Mise en service 6
2.1 Mode manuel 6
2.2 Mode automatique 7
2.3 Réglage profil de température 8
2.4 Démarrer le déroulement du programme 9
2.5 Commande de la fonction de vide (Aspiration) 9
2.6 Enregistrement et chargement des profils de temps at de température 10
3. Capteur externe 10
3.1 Capteur externe avec fonction de mesure 10
"MEASURE MODE" (réglage usine)
3.2 Apprentissage 11
3.3 Capteur externe avec fonction de régulation 11
"CONTROL MODE"
4. Fonction lock (verrouillage) 11
5. Conversion de la températures °C, °F 11
6. Interface RS232 11
7. Remarques relatives au fonctionnement 11
8. Ma intenance 12
9. Messages d’erreur 12
10. Accessoires 12
11. Étendue de livraison 12
12. Buses à air chaud 13
13. Quick Référnce 14
Page 2 of 14
Mode d’emploi WHA 3000P
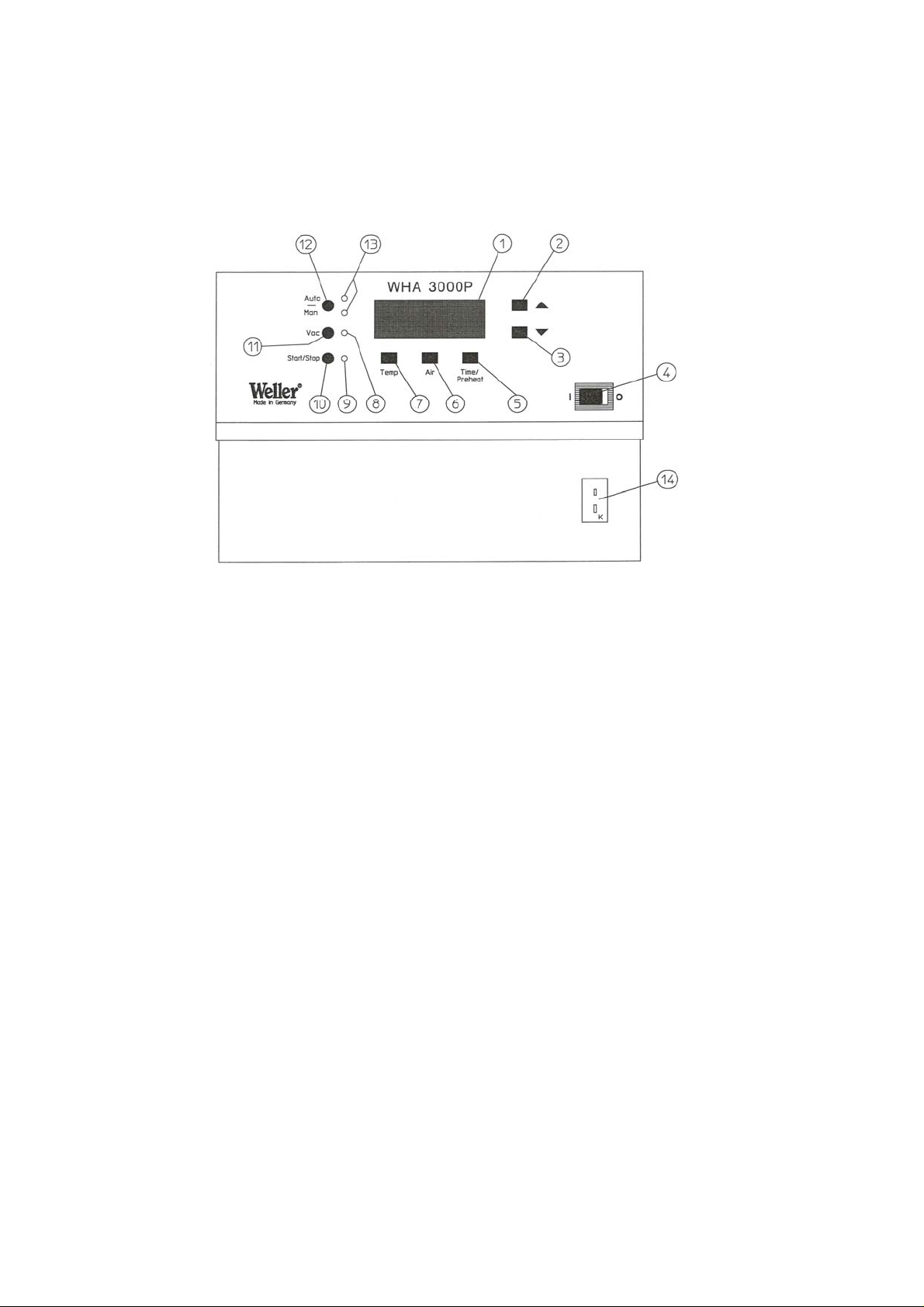
Vue frontale WHA 3000P
1 Écran LCD
2 Touche « UP »
3 Touche « DOWN »
4 Commutateur d’alimentation
5 Touche « TIME » / « PREHEAT » (temps alloué mode auto. / température de
préchauffage)
6 Touche « AIR » (quantité d’air)
7 Touche « TEMP » (température d’air chaud)
8 DEL affichage du vide
9 DEL affichage START / STOP
10 Touche « START / STOP »
11 Touche « VAC » (activer vide)
12 Touche « AUTO » - « MAN » (commutation mode automatique – manuel)
13 DEL affichage mode AUTO – MAN
14 Connexion capteur externe modèle K
Page 3 of 14
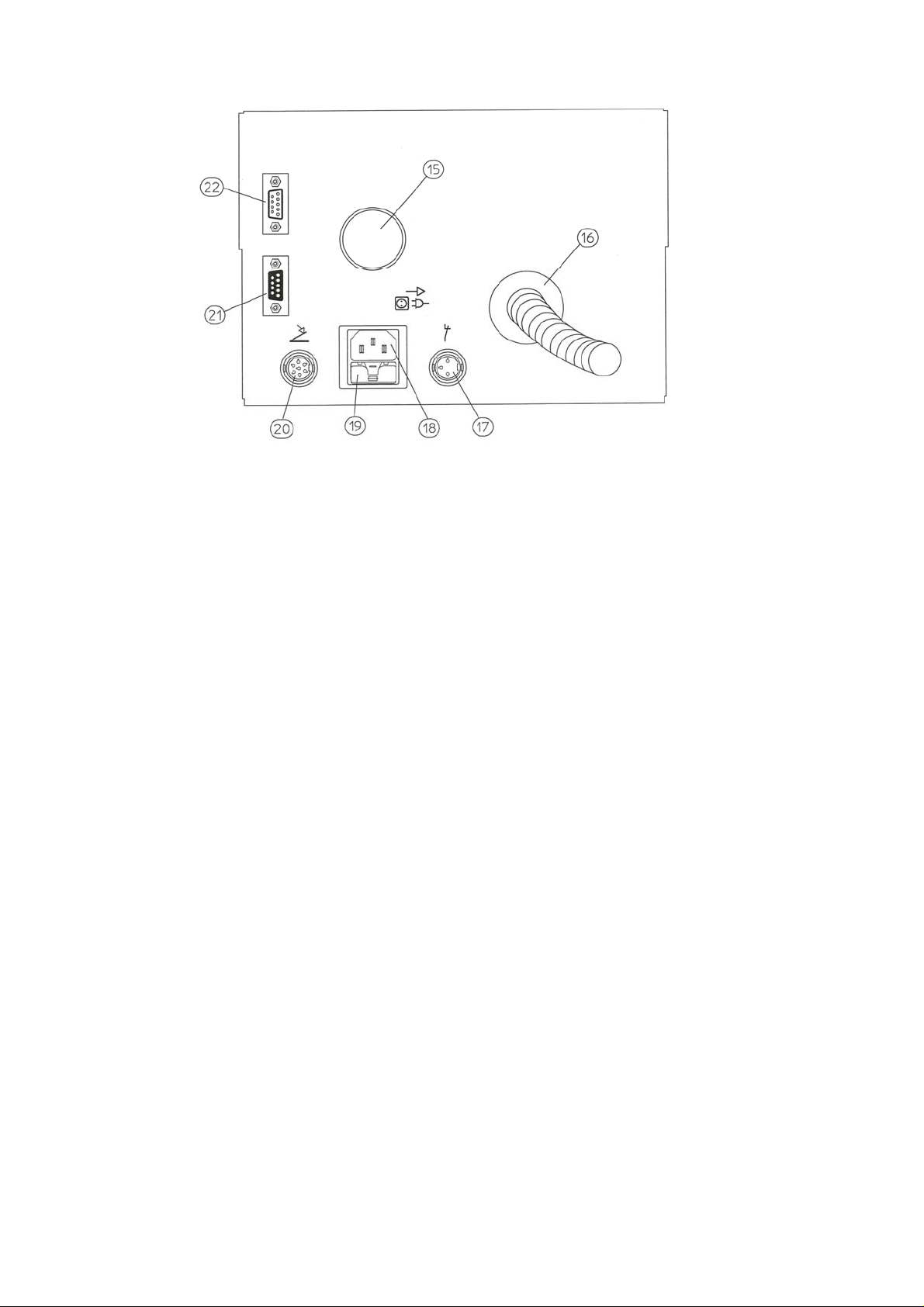
Vue arrière WHA 3000P
15 Filtre pompe à vide
16 Connecteur du Fer.
17 Connexion suppoet Fer
18 Connexion secteur
19 Fusible secteur
20 Connexion pupitre à commande manuelle; commutateur à pied
21 Interface PC RS232
22 Connexion WHP 3000 (chauffage par le dessous) Interface RS232
Page 4 of 14

Nous vous remercions pour la confiance que vous nous avez témoignée en achetant la station
d’air chaud Weller WHA 3000P. La fabrication a été soumise au respect des exigences de qualité
les plus sévères assurant un fonctionnement impeccable de l’appareil et permettant d’obtenir des
résultats de soudage optimaux.
Attention!
Avant la mise en service de l'appareil, veuillez lire attentivement le présent mode d'emploi de même
que les consignes de sécurité jointes. La non observation des consignes de sécurité peut être à
l'origine d'un danger de blessure et de mort.
Le fabricant décline toute responsabilité en cas d'utilisation de l'appareil à des fins autres que celles
décrites dans le mode d'emploi et en cas de modifications effectuées sans son accord.
La station d‘air chaud WELLER WHA 3000P correspond à la déclaration de conformité CE suivant
les exigences fondamentales de sécurité des directives 2004/108/EC et 2006/95/EC.
1. Description
La station à air chaud WHA 3000P se prête aux travaux de réparation complexes sur les circuits
imprimés comportant des composants FINEPITCH multibroches. Un concept d’appareil à la
conception élaborée permet une sécurité de process maximale avec un maniement convivial et des
solutions de détail techniquement évoluées. Des accessoires d’appareil étendus complètent les
possibilités d’utilisation de ce poste de travail de réparation.
La température d’air chaud de la pièce à main est réglable dans une plage de température comprise
entre 50°C et 550°C. Une turbine interne règle la quantité d’air réglable dans une plage comprise
entre 5 l/min. et 50 l/min. La température d’air chaud et la quantité d’air sont régulées de manière
numérique.
Le vide nécessaire au soulèvement du composant est intégré au système de buse et peut être
activé en fonction du mode sélectionné.
Deux modes sont disponibles. Le mode manuel (MAN) permet un travail guidé à la main avec
température d’air chaud et quantité d’air réglées. L’air chaud et le vide peuvent être commandés via
un commutateur à pied, un pupitre à commande manuelle ou directement sur l’appareil de
commande:
A. Le mode automatique (AUTO) comprend le déroulement de programme d’un profil de temps
de température à 3 paliers associé au chauffage par le dessous WHP 3000 disponible en
tant qu’accessoire.
B. Les paramètres pour la température d’air chaud, la quantité d’air, la température du
chauffage par le dessous et la fonction de vide sont réglables individuellement et peuvent
être enregistrés en tant que jeux de paramètres pour l’application spéciale.
Le poste de réparation peut alors être complété par un support de circuit imprimé WBH 3000S
harmonisé pour le système pour l’orientation x-y ainsi qu’un support avec guidage d’axe z pour la
pièce manuelle d’air chaud.
Page 5 of 14

Caractéristiques techniques
Dimensions (l x L x H): 240 (9,44) x 270 (10,63) x 170 (6,69) mm (inch)
Tension secteur: 230 V (120 V) AC
Puissance absorbée: 600 W
quantité d’air: 5 – 50 l/min
Plage de températures: 50°C –550°C
Précision: +/- 30°C (+/- 54°F)
Vide: - 0,6 bar
Fusible secteur: 230 V / T6,3 A (120 V / T10 A)
Classe de protection: 1 (boîtier et fer à air chaud directement mis à la terre)
2. Mise en service
Déposer le Fer avec la buse à air chaud montée dans le support de sécurité AKT 30. (l’appareil ne
peut pas être mis en service sans le support de sécurité ou sans le support circuit avec potence
WBH3000S). Brancher le câble du support de sécuritéou du support circuit imprimé avec potence
dans la prise (17). Vérifiez la concordance de la tension secteur avec les informations sur la plaque
signalétique. Si la tension secteur est correcte, connecter l’appareil de commande au secteur. Le
nom de l’appareil «WHA 3000» et la version de logiciel apparaissent brièvement lors de la mise
sous tension de l’appareil. Ensuite, l’électronique se met automatiquement en réglage de base
(mode manuel).
2.1 Mode manuel
Affichage dans l’écran
de visualisation (1)
Temp.- Débit
de buse. d‘air buse
en °C en l/min MARCHE / ARRET
Les paramètres pour la température de buse, le débit d’air, la mise en marche/arrêt sous tension et
du préchauffage de buse peuvent être déterminés dans le mode manuel.
Sélection des paramètres en appuyant sur la touche :
• TEMP (7) : température de buse en °C
• AIR (6) : débit d’air en l/min.
• TIME/
PREHEAT (5): Commande MARCHE/ARRET du préchauffage de buse (standby)
à 200°C avec 5 l/min.
TEMP AIR PREHEAT
350°C 25 l OFF
Préchauffage
Page 6 of 14

Après la sélection, on peut modifier les valeurs de réglage avec les touches UP (2) ou DOWN (3).
Un appui permanent modifie les valeurs en défilement rapide.
L’activation de l’air chaud et de e' Aspiration a lieu, directement sur l’appareil:
air chaud touche START / STOP (10),
Aspriation touche VAC (11)
ou avec un accessoire en option :
commutateur à pied à 2 contacts (20): air chaud contact 1, Aspriation contact 2
(l’air chaud et le vide ne sont actifs qu’en ètant
appuyé sur la pèdale)
Pupitre à commande manuelle (20): air chaud touche AIR, vide touche VAC
En posant le fer dans le support de sécurité, l’air chaud est déconnecté par un contact intégré.
Lorsque le préchauffage de buse est activé (PREHEAT ON), l’appareil se met en mode de veille
(standby) avec température et quantité d’air réduits (200°C / 392°F-5l/min).
Note: Pour des raisons de sécurité, l'air chaud se coupe automatiquement après 999sec.
2.2 Mode automatique
Le mode automatique comprend le déroulement d’un profil de temps et de température à 3 paliers.
Le profil de temps et de température peut être étendu en raccordant un chauffage par le dessous en
option WHP3000. En cas de raccordement du WHP3000 via l’interface RS232 (22), le chauffage par
le dessous s’intègre dans le profil de temps et de température.
Le profil de température se compose des 3 paliers suivants :
Phase de préchauffage du système Palier 1 (s’achève avec un signal acoustique)
Phase de préchauffage composant Palier 2
Process de reflow (soudage) Palier 3
Les préréglages suivants doivent être effectués sur l’appareil de commande WHA 3000P pour
définir un profil de temps et de température spécifique au client.
Réglages palier 1 – palier 3
Température de buse: 50°C – 550°C (150°F-999°F)
Température de chaleur par le dessous: 50°C – 400°C (150°F/750°F) (en option avec WHP3000)
Débit d’air: 5 l/min – 50 l/min
Durée du palier de programme: 0 sec. – 999 sec.
Page 7 of 14

Le mode automatique peut être sélectionné en actionnant la touche AUTO / MAN.
Les diodes lumineuses (13) signalent l’état de fonctionnement.
Affichage dans l’écran de visualisation (1)
TEMP AIR TIME
210°C 40 l 100s
300°C 25 l 50s
210°C 30 l 15s
Palier 1
Palier 2
Palier 3
Symbole buse
ou chauffage par le dessous
Température de la buse ou
chauffage par le dessous (avec WHP 3000)
Débit d’air en l/min.
Temps de chaque palier
2.3 Réglage profil de température
Sélection des paramètres en appuyant sur la touche :
• TEMP (7) : appuyer 1 x:
température de la buse dans le 1er palier
appuyer 2 x:
1
température chauffage par le dessous dans le
er
palier
(seulement avec WHP 3000)
Palier 1 – 3
Le symbole de buse ou de chauffage par le dessous montre quelle valeur de température se trouve
dans l’écran de visualisation.
• AIR (6): appuyer 1 x: débit d’air en l/min dans le 1
er
palier
Palier 1 – 3
• TIME/
PREHEAT (5): appuyer 1 x: temps restant dans le palier 1.
Palier 1 – 3
La valeur active dans l’écran de visualisation est marquée et peut être modifiée avec les touches
UP/ DOWN (2) / (3). Un appui permanent modifie la valeur en défilement rapide.
Page 8 of 14

2.4 Démarrer le déroulement du programme
Le process de soudage démarre :
directement sur l’appareil de commande: touche START / STOP(10), LED (9) allumée.
ou avec un accessoire en option :
commutateur à pied à 2 paliers (20): START / STOP correspond au palier 1 du commutateur
à pied
(l’air chaud et le vide ne sont actifs qu’en ètant appuyé)
Pupitre à commande manuelle (20) : START / STOP avec la touche AIR
La température de buse, le débit d’air et le temps restant sont affichés sur l’écran de visualisation
(1). L’étape de programme active est marquée dans l’écran de visualisation.
En déposant le Fer dans le support de sécurité, le déroulement du programme s’interrompt et l’air
chaud est déconnecté par un contact intégré. Lorsque le préchauffage de buse est activé
(PREHEAT ON), l’appareil se met en mode de veille (standby) avec température et quantité d’air
réduites.
Note: Lors de I'utilisation du support circuit avec potence (17) WBH3000S, la WHA3000P se
coupera automatiquement si la tête chauffante ne se trouve pas en position centrale au dessus de
la platine chauffante.
2.5 Commande de la fonction de vide (Aspiration)
L’activation du vide de la buse pour le soulèvement des composants CHS s'effectue en appuyant
sur la touche VAC (11). La LED (8) s’allume.
Si la touche VAC (11) est enfoncée avant le démarrage d’un process de dessoudage, le vide intégré
dans la buse s’active automatiquement à la fin du process. La fonction de vide peut être mise en
marche et arrêtée à tout moment pendant le process de soudure. Si le vide est lancé manuellement
dès le process de soudure en cours, l’activation en fin de process est annulée.
Avec des accessoires en option, le vide de buse peut être actionné à l’aide des éléments suivants :
Commutateur à pied à 2 paliers (17): le vide correspond au palier 2 du commutateur à pied
Pupitre à commande manuelle (17): vide avec la touche VAC
Remarque : Si la température de buse est supérieure à 250°C, le vide est déconnecté
automatiquement après 90 sec. pour des raisons de sécurité.
Page 9 of 14

2.6 Enregistrement et chargement de profils de temps de température
Il est possible d’enregistrer en tout 10 profils de temps de température. Les 10 emplacements de
programme sont dotés par défaut d’un profil standard.
Appuyez simultanément sur la touche UP / DOWN (2) / (3) jusqu’à ce que le menu suivant
apparaisse dans l’écran de visualisation (1)
UP
PROGRAMM 1
E X I T L O A D S A V E
Simult-
anément
Appuyer
DOWN
Les programmes s'enregistrent dans les mémoires 1-10 sélectionnées par les boutons UP et
DOWN (2/3).
Le programme choisit peut être chargé en appuyant sur la touche LOAD (6), les paramètres du
programme s'affichent automatiquement.
Pour enregistrer un programme, appuyer sur la touche SAVE (5).
Pour sortir du mode programme, appuyer sur EXIT (7).
3. Capteur externe
Deux modes de fontionnement différents sont dispnibles pour utiliser un capteur externe
(thermocouple à enveloppe type K). L'activation de la touche "TIME" / "PREHEAT" (5) à la mise
sous tension de I'appareil (4) permet de commuter entre les modes "MEASURE MODE" et
"CONTROL MODE". L' écran (1) affiche pendant un court instant:
THERMOCOUPLE
ou
MEASURE MODE
Les deux modes sont actifs seulement après avoir connecté le capteur externe (16).
3.1 Capteur externe avec fonction de mesure "MEASURE MODE" (reglage usine)
Dans ce mode de fonctionnement, le capteur externe n'a qu'une fonction de mesure. L'écran (1)
affiche la température du capteur externe. La température de la buse est réglée à la valeur de
consigne enregistrée.
capteur externe actif dans "MEASURE MODE"
3.2 Apprentissage
TEMP
AIR PREHEAT
250°C 25 l OFF
THERMOCOUPLE
CONTROL MODE
Page 10 of 14

Il est possible, au cours de I'exécution d'un profil température/temps, d'avancer manuellement les
phase 1-3 en appuyant sur la touche "TIME" / "PREHEAT" (5). Le bon positionnement du capteur
externe sur le module ou le composant permet de surveiller sa température penante toute la durée
du processus et de passer à la phase suivante lorsque les températures de consigne (niveau 1à 3)
sont atteintes. Les temps obtenus s'affichent à l'écran (1) apès les processus de soudage et de
dessoudage et peuvent être mémorisés.
3.3 Capteur externe avec fonction de régulation "CONTROL MODE"
Ce mode de fonctionnement permet de régler la température du capteur externe. Le capteur externe
saisit la valeur réelle (grandeur de réglade) pour la régulation de la température. Le réglage de la
valeur de consigne de I'appareil doit donc correspondre à la température mesurée (valeur réelle) du
capteur externe. L'écran (1) affiche la valeur rèelle du capteur externe.
Capteur externe actif dans "CONTROL MODE"
Pour bien fonctionner, le capteur doit être correctement connecté au module ou composant.
TEMP
250°C 25 l OFF
AIR PREHEAT
4. Fonction lock (verrouillage)
L’appareil peut être verrouillé en enfonçant / ôtant une fiche de codage sur la prise (20). Les
paramètres de dessoudage actuellement réglés ne peuvent plus être modifiés. Seules les touches
START / STOP (10) et VAC (11) permettent alors d’utiliser l’appareil.
5. Conversation de la température °C, °F
Maintenir le bouton Temp (7) appuyé et allumer la station (4), il apparaîtra brièvement I' unité de
température. Pour la modifier, renouveler, I'opération.
6. Interface RS232
L’appareil peut être pleinement utilisé via l’interface RS232 (21) à l’aide d’un logiciel complémentaire.
7. Remarques relatives au fonctionnement
La buse à air chaud est conçue de telle sorte que la plaque se trouve à plat sur le composant. La
plaque sert alors à transmettre la chaleur. Lorsque le vide est activé, le composant peut être retiré
après la fusion de la soudure. Avant le dessoudage, il est alors important de préchauffer la plaque
de vide à la température de service. En option, une ventouse en silicone peut être utilisée.
Page 11 of 14

Changement de buse
Prudence : Danger de brûlure ! Après l’arrêt ou l’extraction de la buse à gaz chaud, celle-ci
reste chaude pendant un certain temps.
Les buses de gaz chaud sont fixées à l’élément de chauffe via une vis de serrage. Pour changer la
buse, desserrer la vis de serrage et extraire la buse de gaz chaud avec le changeur de buse.
8. Maintenance
Les produits décapants de soudage et les particules d’impuretés souillent le filtre de vide (15) qui
doit être échangé si la puissance d’aspiration baisse.
9. Messages d’erreur
Erreur Description Remède
ERROR 75
ERROR 76
ERROR 110
REMOTE
LOCKED
TOOL STAND
Saisie offset erronée lors
du changement de corps de chauffe
Corps de chauffe défectueux Changer corps de chauffe
WHP3000 température de boîtier
dépassée
Saisie bloquée (utilisable seulement avec PC)
WHA verrouillé (fonction lock) Déverrouiller WHA
Reposoir ou pied non raccordé Raccorder la prise (17)
Répéter l’opération
laisser refroidir
Utilisation avec PC
10. Accessoires
Programme de buse voir page 13
005 31 190 99 Capteur externe modèle K ∅ 0,5mm
005 87 549 51 Capteur externe modèle K ∅ 0,25mm
005 87 367 80 Pupitre à commande manuelle
005 87 757 70 Commutateur à pied
005 15 048 99 Reposoir multiple pour buses à gaz chaud
005 31 191 99 Câble d’interface
005 33 162 99 WBH 3000 support de platine
005 33 163 99 WBH 3000S Support de platine avec pied WHA 3000
005 33 386 99 WHP 3000 chauffage par le dessous
11. Étendue de livraison
Appareil de commande avec pièce à main
Reposoir de sécurité
Changeur de buse
Fiche de codage
Petit outil
Buse de gaz chaud
Conduite d’alimentation secteur
Mode d'emploi
Sous réserve de modifications techniques!
Page 12 of 14

12. Buses à air chaud
Buses à air chaud pour HAP 3
Buses rondes
Buses 4 côtés (type NQ)
Buses 2 côtés (type ND)
Buse de calibrage 005 87 368 75
005 87 368 39 NQT Buse à air chaud 22,0 x 22,0 mm
005 87 368 41 NQT10 Buse à air chaud 14,8 x 14,8 mm
005 87 368 42 NQT25 Buse à air chaud 18,0 x 18,0 mm
005 87 368 43 NQT Buse à air chaud 16,0 x 16,0 mm
Page 13 of 14
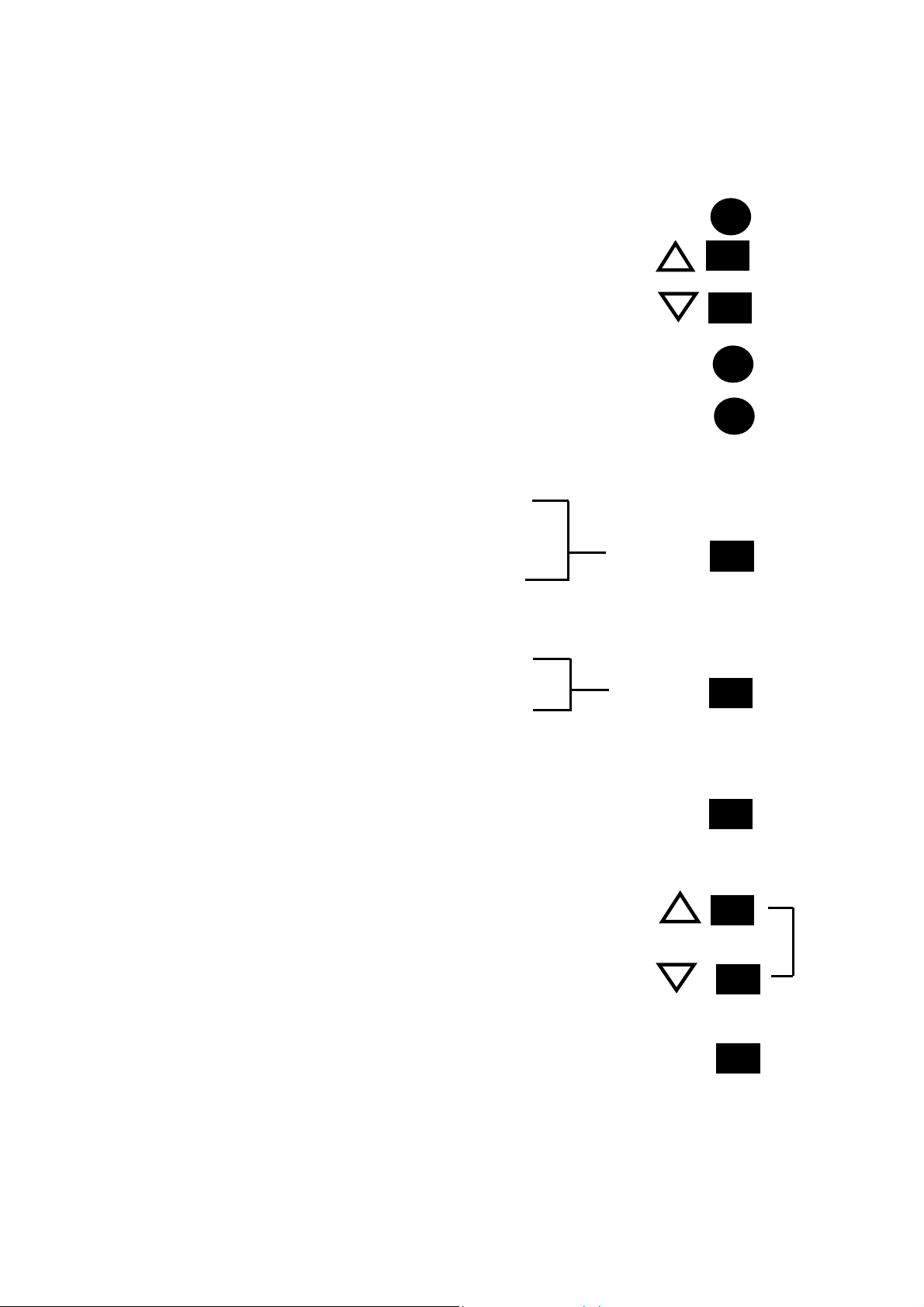
13. Quick Référence WHA3000P / WHA 3000V
• Permet de passer du mode auto en mode manuel et vice versa.
• Bouton UP augmente la valeur
• Bouton DOWN diminue la valeur
• Acive la fonction VAC (aspiration)
• Start/Stop process du soudage
• Permet d'ajuster la température en mode manuel
• Permet d'ajuster la température de I'air chaud et de la
platine chauffante (1-3)
(auto mode).
• Ajuste le dèbit d'air (manuel mode)
• Ajuste le d'air (step 1-3)
(auto mode)
• Ajuste le temps (step 1-3)
(auto mode)
• Préchauffage de la buse ON/OFF
(manual mode)
• Sauvegarde et charge le programme du profil de température
• Convertion de température
(Presser et allumer la station)
Start / Stop
Time
/
Preheat
Temp
Auto
Man
Vac
Temp
Air
+
Program
Page 14 of 14
 Loading...
Loading...